ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к устройству срезания волос, в частности к электрическому устройству срезания волос, и в частности к неподвижному ножу ножевого узла для этого устройства. Ножевой узел может быть выполнен с возможностью перемещения через волосы в направлении перемещения для срезания волос. Неподвижный нож может содержать первую часть стенки и вторую часть стенки, которые образуют между ними направляющий паз, который может по меньшей мере частично охватывать и направлять подвижный нож. Настоящее изобретение дополнительно относится к способу изготовления неподвижного ножа и ножевого узла для устройства срезания волос.
УРОВЕНЬ ТЕХНИКИ
Патент DE 2026509 A (Tête de coupe pour rasoir ou pour tondeuse - режущая головка для бритвы или машинки для стрижки, опубл. 23.12.1970) раскрывает режущую головку для устройства для стрижки волос и/или бороды, причем режущая головка содержит неподвижную гребенку, выполненную в виде по существу трубчатого тела, продолжающегося латерально, причем трубчатое тело содержит две латерально продолжающиеся изогнутые выступающие части, обращеные друг от друга, при этом каждая изогнутая часть содержит первую часть стенки и вторую часть стенки, которые продолжаются в общую часть вершины, причем первая часть стенки и вторая часть стенки окружают направляющую область для подвижного ножа, при этом изогнутые части содержат множества пазов, в которых волосы, подлежащие срезанию, могут быть захвачены и направлены к подвижному ножу во время операции стрижки. Подвижный нож содержит профиль по существу U-образной формы, который взаимодействует с первой и второй изогнутыми частями, при этом каждое плечо U-образного профиля содержит изогнутую наружу краевую часть, которая продолжается в направляющую область, образованную соответствующими первой и второй частями стенки, причем краевая часть дополнительно содержит зубчатый режущуй край для срезания захваченных волос при относительном движении между зубчатым режущим краем подвижного ножа и зубчатым краем неподвижной гребенки, образованной множеством пазов в первой и второй изогнутых частях.
Патент EP 0282117 A1 (Cutting unit – режущий блок, опубл. 14.09.1988) раскрывает режущий блок для бритвы для срезания волос, причем режущий блок содержит первый режущий элемент и второй режущий элемент, каждый из которых содержит зубья, при этом второй режущий элемент выполнен с возможностью приведения в действие для перемещения относительно первого режущего элемента, при этом второй режущий элемент располагается между первым режущим элементом и блокировочным элементом, и при этом первый режущий элемент и блокировочный элемент соединены посредством дистанционных элементов.
Для срезания волос на теле существуют два традиционно выделяемых основных типа электрических устройств: бритва и машинка для стрижки волос. Обычно бритва используется для бритья, т.е. срезания волос на уровне кожи таким образом, чтобы получить гладкую кожу без щетины. Машинка для стрижки волос типично используется для срезания волос на выбранном расстоянии от кожи, т.е. для срезания волос до желаемой длины. Различие в применении отражается на различной конструкции режущего ножевого узла, используемого в каждом устройстве.
Электрическая бритва обычно содержит сетку, т.е. очень тонкий перфорированный щиток, и режущий нож, который выполнен с возможностью перемещения относительно внутренней стороны сетки. Во время работы, наружная сторона стенки располагается напротив кожи и прижимается к ней таким образом, что любые волосы, попадающие внутрь сетки, срезаются режущим ножом, который перемещается относительно ее внутренней стороны, и падают в полые части для сбора волос внутри бритвы.
Электрическая машинка для стрижки волос, с другой стороны, обычно содержит в общем два режущих ножа, имеющие зубчатый край, один располагается сверху относительно другого так, что соответствующие зубчатые края перекрываются. Во время работы, режущие ножи перемещаются возвратно-поступательно относительно друг друга, срезая любые волосы, которые они захватывают между своими зубьями, подобно действию ножниц. Точный уровень над кожей, на котором срезаются волосы, обычно задается посредством дополнительной съемной части, называемой (дистанционный) ограничитель или гребенка.
Кроме того, известны комбинированные устройства, которые в основном выполнены с возможностью применения обеих функций, бритья и стрижки. Однако эти устройства всего лишь содержат две отдельные и независимые секции, а именно секцию для бритья, содержащую конструкцию, которой соответствует концепции электрической бритвы, описанной выше, и секцию для стрижки, содержащую конструкцию, которая, с другой стороны, соответствует концепции машинок для стрижки.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
К сожалению, обычные электрические бритвы не очень хорошо подходят для срезания волос на желаемой переменной длине над кожей, т.е. для выполнения точных операций стрижки. Это можно объяснить, по меньшей мере частично, тем, что они не содержат механизмы для дистанцирования сетки, и, следовательно, режущего ножа на расстоянии от кожи. Но даже при их наличинии, например посредством добавления съемных частей для дистанцирования, таких как гребенки, конфигурация сетки, которая обычно содержит большое количество небольших круглых отверстий, снижает эффективность захвата всех волос, кроме самых коротких и самых жестких.
Подобным образом, обычные машинки для стрижки волос не очень хорошо подходят для бритья, в основном из-за того, что отдельные режущие ножи должны иметь определенную прочность, и тем самым толщину, чтобы без деформации действовать подобно ножницам. Имеется минимально требуемая толщина ножа для обращенного к коже ножа, что часто препятствует срезанию волос вблизи кожи. Следовательно, пользователю, который желает осуществлять и бритье и стрижку своих волос, может потребоваться приобрести и использовать два отдельных устройства.
Далее, комбинированные устройства для бритья и стрижки имеют ряд недостатков, так как они по существу требуют два режущих ножевых узла и соответствующие приводные механизмы. Следовательно, эти устройства являются более тяжелыми и более подверженными износу, чем устройства для срезания волос одноцелевого назначения стандартного типа, а также для них требуются дорогие процессы изготовления и сборки. Кроме того, работа с этими комбинированными устройствами часто воспринимается довольно неудобной и сложной. Даже в случае использования обычного комбинированного устройства для бритья и стрижки, содержащего две отдельные режущие секции, работу с устройством и переключение между различными режимами работы можно считать трудоемкой и не очень удобной для пользователя. Так как режущие секции обычно располагаются в разных местах устройства, точность направленного перемещения (и тем самым также точность срезания) может быть снижена, поскольку пользователь должен привыкнуть к двум различным основным положениям для удерживания устройства во время работы.
Целью настоящего изобретения является обеспечение альтернативного неподвижного ножа, и соответствующего ножевого узла, который обеспечивает возможность и бритья и стрижки. В частности, могут быть созданы неподвижный нож и ножевой узел, которые могут способствовать благоприятному восприятию пользователем при операциях и бритья и стрижки. Более предпочтительно, целью настоящего изобретения может быть решение по меньшей мере некоторых проблем, присущих известным ножам для срезания волос, например, тех, которые были описаны выше. Дополнительно предпочтительно обеспечить ножевой узел, который может обеспечить улучшенные рабочие характеристики, при этом предпочтительно уменьшая время, необходимое для операций срезания. Дополнительно предпочтительно обеспечить соответствующий способ изготовления этого неподвижного ножа.
Согласно первому аспекту настоящего изобретения предлагается сегментированный неподвижный нож для ножевого узла устройства срезания волос, причем указанный ножевой узел выполнен с возможностью перемещения через волосы в направлении перемещения для срезания волос, при этом указанный нож содержит первый сегмент стенки, выполненный с возможностью выполнения функции обращенного к коже сегмента стенки во время работы, второй сегмент стенки, и промежуточный сегмент стенки, причем по меньшей мере первый сегмент стенки продолжается по существу плоским (или: плоским) образом, при этом первый сегмент стенки, второй сегмент стенки и промежуточный сегмент стенки неподвижно соединены друг с другом, тем самым образуя сегментированную комплект, при этом промежуточный сегмент стенки располагается между первым сегментом стенки и вторым сегментом стенки, при этом первый сегмент стенки, второй сегмент стенки и промежуточный сегмент стенки имеют по существу одинаковую (или: одинаковую) общую протяженность, тем самым совместно образуя на конце сегментированного комплекта по меньшей мере одну зубчатый передний край, при этом по меньшей мере один зубчатый передний край содержит множество разнесенных выступов, чередующихся с соответствующими разнесенными пазами, тем самым образуя множество зубьев и соответствующих интервалов между зубьями, при этом зубчатый передний край по меньшей мере частично продолжается в поперечном направлении Y, t относительно направления перемещения, предполагаемого во время работы, при этом разнесенные выступы по меньшей мере частично продолжаются вперед в продольном направлении X, r, приблизительно перпендикулярном (или: перпендикулярном) поперечному направлению Y, t, при этом промежуточный сегмент стенки содержит по меньшей мере одну вырезанную часть, при этом по меньшей мере одна вырезанная часть, обеспеченная в промежуточном сегменте стенки, образует множество остаточных концевых частей промежуточного сегмента стенки на по меньшей мере одного переднего края сегментированного комплекта, и при этом по меньшей мере одна вырезанная часть в промежуточном сегменте стенки, первый сегмент стенки и второй сегмент стенки образуют между ними направляющий паз для подвижного ножа.
Этот вариант осуществления основан на идее, что конструкция неподвижного ножа в виде комплекта может значительно увеличить свободу при конструировании. Следовательно, неподвижный нож может лучше функционировать в отношении множества требований, характерных для срезания волос, в частности так как ножевой узел согласно настоящему изобретению предназначен для выполнения операции и бритья и стрижки. Обеспечение гибкой компоновки и структуры неподвижного ножа является особенно полезным, так как пригодность к бритью и пригодность к стрижке в некоторых аспектах могут требовать разных признаков. Также может быть выгодным преодолеть ограничения по конструированию, характерные для обычных компоновок и структур (одноцелевых) ножевых узлов для срезания волос.
В этом отношении дополнительно предпочтительно, что первый сегмент стенки образует первый слой, второй сегмент стенки образует второй слой, промежуточный сегмент стенки образует промежуточный слой, и первый слой, второй слой и промежуточный слой образуют многослойный комплект. В частности, когда неподвижный нож образован из множества слоев, каждый слой может быть хорошо приспособлен для выполнения его фактического целевого назначения и функции без конфликта с повышенными ограничениями при конструировании, присущими конструкциям обычных неподвижных ножей.
Неподвижный нож согласно настоящему изобретению может содержать по меньшей мере один по существу U-образный передний край, и может иметь первую, контактирующую с кожей стенку, и вторую, опорную стенку. Стенки могут продолжаться напротив друг друга и в общем параллельно друг другу, и могут быть соединены друг с другом вдоль переднего края при образовании ряда разнесенных U-образных (т.е. имеющих две стенки) зубьев. В общем U-образная форма неподвижного ножа, и более конкретно U-образная форма зубьев, усиливает конструкцию неподвижного ножа. Между плечами U-образных зубьев может быть обеспечен паз, в котором может размещаться и направляться подвижный нож. Другими словами, неподвижный нож может содержать встроенную ограничительную часть, содержащую множество зубьев, которые могут, в то же время, образовать встроенную защитную клетку для зубьев подвижного ножа. Следовательно, наружная часть неподвижного ножа может иметь конфигурацию, обеспечивающую, что зубья подвижного ножа не могут выступать наружу за пределы зубьев неподвижного ножа.
В частности, может быть улучшена конструктивная прочность ножевого узла в сравнении с обычным одним плоским режущим ножом машинки для стрижки волос. Второй сегмент стенки может быть выполнен с возможностью выполнения функции основания для ножевого узла. Общая жесткость или прочность ножевого узла также может быть увеличена в сравнении с обычными устройствами для бритья. Это позволяет выполнить первую, контактирующую с кожей стенку неподвижного ножа значительно более тонкой, чем обычные режущие ножи машинки для стрижки волос, фактически настолько тонкой, что в некоторых вариантах осуществления ее толщина может приближаться к толщине сетки бритвы, если необходимо.
Неподвижный нож может, в то же время, обеспечить конфигурацию режущего края, имеющего достаточную жесткость и прочность. Следовательно, зубчатые режущие края с увеличенной прочностью могут продолжаться наружу, и могут содержать интервалы между соответствующими зубьями, которые могут иметь, если смотреть сверху, U-образную или V-образную форму, и тем самым могут образовать гребенкообразную приемную часть, которая может принимать и направлять подлежащие срезанию волосы к режущим краям, обеспеченным на подвижном ноже и неподвижном ноже, по существу независимо от фактической длины подлежащих срезанию волос. Следовательно, ножевой узел также приспособлен для эффективного захвата длинных волос, что значительно улучшает выполнение работы при стрижке. Однако таким образом также можно способствовать бритью длинных волос, так как подлежащие срезанию волосы могут направляться к режущему зубьев без их чрезмерного изгиба неподвижным ножом, как это может быть в случае сеток обычных устройств для бритья. Тем самым неподвижный нож может обеспечить удовлетворительное выполнение и бритья и стрижки.
Используемый здесь термин «поперечное направление» также может относиться к латеральному направлению и к окружному (или: тангенциалному) направлению. В основном ножевой узел может иметь линейную конфигурацию. Кроме того, ножевой узел также может иметь изогнутую или круглую конфигурацию, что также может включать в себя формы, содержащие изогнутые или круглые сегменты. В общем, поперечное направление можно рассматривать как направление, (по существу) перпендикулярное заданному направлению перемещения во время работы. Последнее определение можно использовать для вариантов осуществления и с линейной конфигурацией и с изогнутой конфигурацией.
Разнесенные выступы, образующие зубья неподвижного ножа могут быть выполнены, например, в виде разнесенных в латеральном направлении и/или окружном направлении выступов. Выступы могут быть разнесены и располагаться параллельно, в частности в вариантах осуществления с линейной конфигурацией. В некоторых вариантах осуществления выступы могут быть разнесены в окружном направлении, т.е. располагаться под углом относительно друг друга. Направляющий паз может быть выполнен в виде продолжающегося в поперечном направлении направляющего паза, который может содержать продолжающийся в латеральном направлении и/или в окружном направлении направляющий паз. Также направляющий паз может быть выполнен в виде продолжающегося по существу тангенциально направляющего паза. В общем, заполненная область, в которой соединяются первая часть стенки и вторая часть стенки, может рассматриваться как третья, промежуточная часть стенки или быть образована посредством третьей, промежуточной части стенки. Другими словами, первая часть стенки и вторая часть стенки могут быть опосредованно соединены через промежуточную часть стенки на их передних краях.
В общем, неподвижный нож и подвижный нож могут быть выполнены с возможностью и располагаться так, что при линейном или вращательном движении подвижного ножа относительно неподвижного ножа, зубчатый передний край подвижного ножа взаимодействует с зубьями неподвижного ножа для обеспечения срезания волос, захваченных между ними, путем режущего действия. Линейное движение может в частности относиться к возвратно-поступательному линейному движению резания.
Первый, второй и промежуточный сегменты стенки могут иметь по существу соответствующие друг другу наружные контуры. Другими словами, первый, второй и промежуточный сегменты стенки могут иметь по существу соответствующую друг другу протяженность в продольном направлении и по существу соответствующую друг другу протяженность в поперечном направлении. Вырезанная часть, образующая направляющий паз, может рассматриваться как углубление или отверстие в промежуточном сегменте стенки, которые остаются после вырезания соответствующей ответной части.
Благодаря идее конструкции в виде комплекта, содержащего множество сегментов или слоев, из которых образуется неподвижный нож, могут быть достигнуты несколько полезных целей конструирования. В некоторых вариантах осуществления может быть предпочтительно, что номинальная протяженность tc1 по высоте зазора для направляющего паза определена размером ti по толщине промежуточного сегмента стенки, расположенного между первым сегментом стенки и вторым сегментом стенки, по меньшей мере на по меньшей мере одном переднем крае. Следовательно, протяженность tc1 по высоте направляющего паза может быть точно задана и образована с точными (узкими) допусками.
Согласно другому варианту осуществления, по меньшей мере первый сегмент стенки представляет собой сегмент стенки из листового металла, причем предпочтительно каждый из первого сегмента стенки, второго сегмента стенки и промежуточного сегмента стенки представляет собой сегмент стенки из листового металла. Следовательно, сегментированный комплект может быть образован в виде многослойного комплекта, в частности в виде трехслойного комплекта. Однако дополнительно возможно использовать в некоторых альтернативных вариантах осуществления комбинацию по меньшей мере одного сегмента из листового металла и по меньшей мере одного сегмента, который не является сегментом из листового металла.
Согласно другому варианту осуществления, первый сегмент стенки выполнен в виде обращенного к коже сегмента стенки, имеющего размер t1 по высоте, в частности размер по толщине стенки из листового металла, перпендикулярный продольному направлению X, r и поперечному направлению Y, t, причем размер t1 по высоте находится в диапазоне около от 0,04 мм до 0,3 мм, предпочтительно в диапазоне около от 0,04 мм до 0,2 мм, более предпочтительно в диапазоне около от 0,04 мм до 0,15 мм. В частности предпочтительно в некоторых вариантах осуществления соответствующие сегменты или слои могут иметь разную толщину. Дополнительно может быть полезным, что промежуточный сегмент стенки обеспечивает разнесение друг от друга первого и второго сегментов стенки на размер по высоте зазора в диапазоне около от 0,05 мм до 0,5 мм, предпочтительно около от 0,05 мм до 0,2 мм, тем самым определяя высоту продолжающегося в поперечном направлении направляющего паза.
В этом отношении дополнительно предпочтительно, что второй сегмент стенки выполнен в виде заднего сегмента стенки, противоположного обращенному к коже первому сегменту стенки, причем второй сегмент стенки имеет размер t2 по высоте, в частности размер по толщине стенки из листового металла, перпендикулярный продольному направлению X, r и поперечному направлению Y, t, причем соотношение между размером t2 по высоте второго сегмента стенки и размером t1 по высоте первого сегмента стенки находится в диапазоне около от 0,8:1 до 5,0:1, предпочтительно в диапазоне около от 1,2:1 до 3,0:1, более предпочтительно в диапазоне около от 1,5:1 до 1,8:1.
Согласно еще одному варианту осуществления, промежуточный сегмент стенки непосредственно прикреплен к каждому из первого сегмента стенки и второго сегмента стенки, причем первый сегмент стенки, второй сегмент стенки и промежуточный сегмент стенки скреплены вместе, в частности путем лазерной сварки. Этот аспект является в частности полезным в комбинации с вариантом осуществления, содержащем сегменты стенки, образованные из листового металла.
Согласно еще одному варианту осуществления, предпочтительно количество концевых частей соответствует количеству соответствующих зубьев, причем концевые части промежуточного сегмента стенки образуют отдельные части промежуточного сегмента стенки. Так как неподвижный нож образован из нескольких сегментов, обработка по меньшей мере одной вырезанной части может осуществляться до того, как сегменты соединяются друг с другом. Тем самым даже сложные (внутренние) формы могут быть образованы заранее при относительно небольших усилиях.
В другом варианте воплощения неподвижного ножа, по меньшей мере одна вырезанная часть, обеспеченная в промежуточном сегменте стенки, продольно продолжается в продольный конец сегментированного комплекта для образования по существу U-образной формы зуба для продолжающихся вперед выступов при рассмотрении в плоскости сечения, перпендикулярной поперечному направлению Y, t, причем U-образная форма зуба содержит первое плечо зуба, образованное первым сегментом стенки, второе плечо зуба, образованное вторым сегментом стенки, и соединительную область, образованную остаточной концевой частью промежуточного сегмента стенки и соединяющую первое плечо зуба и второе плечо зуба. Следовательно, зубья неподвижного ножа могут образовать защитную клетку и окружать зубья подвижного ножа. Следовательно, вероятность раздражения кожи и/или порезов на коже может быть уменьшена.
Дополнительно предпочтительно, первый сегмент стенки, второй сегмент стенки и промежуточный сегмент стенки совместно образуют на первом продольном конце сегментированного комплекта первый зубчатый передний край и на втором продольном конце сегментированного комплекта второй зубчатый передний край, причем первый передний край и второй передний край обращены друг от друга, причем каждый из первого переднего края и второго переднего края содержит зубчатую часть, при этом неподвижный нож выполнен с возможностью расположения подвижного ножа, содержащего два соответствующих зубчатых передних края.
В еще одном варианте осуществления, по меньшей мере одна вырезанная часть в промежуточном сегменте стенки дополнительно образует боковое отверстие на поперечном конце сегментированного комплекта. Боковое отверстие может быть выполнено, по меньшей мере в отношении процесса изготовления, в качестве отверстия для вставки подвижного ножа.
Согласно другому аспекту настоящего изобретения предлагается ножевой узел для устройства для срезания волос, причем указанный ножевой узел выполнен с возможностью перемещения через волосы в направлении перемещения для срезания волос, при этом ножевой узел содержит неподвижный нож, выполненный согласно по меньшей мере некоторым из принципов настоящего изобретения, и подвижный нож с по меньшей мере одним зубчатым передним краем, причем указанный подвижный нож расположен с возможностью перемещения в направляющем пазу, образованном неподвижным ножом, так, что при линейном движении или вращении подвижного ножа относительного неподвижного ножа по меньшей мере один зубчатый передний край подвижного ножа взаимодействует с соответствующими зубьями неподвижного ножа для обеспечения срезания волос, захваченных между ними, путем режущего действия.
В еще одном варианте осуществления второй сегмент стенки также содержит по меньшей мере одну вырезанную часть, через которую может направляться приводной элемент, который взаимодействует с подвижным ножом для приведения в движение подвижного ножа относительно неподвижного ножа.
Согласно другому аспекту настоящего изобретения предлагается устройство для срезания волос, содержащее корпус, в котором расположен двигатель, и ножевой узел, описанный здесь, причем неподвижный нож выполнен с возможностью соединения с корпусом, причем подвижный нож выполнен с возможностью функционального соединения с двигателем, так что двигатель выполнен с возможностью провидения в линейное или вращательное движение подвижный нож в направляющем пазу неподвижного ножа. В частности, ножевой узел может быть выполнен согласно по меньшей мере некоторым из описанных здесь аспектов и вариантов воплощения.
Согласно еще одному аспекту настоящего изобретения предлагается способ изготовления неподвижного ножа ножевого узла для устройства срезания волос, включающий в себя следующие этапы, на которых: обеспечивают первый сегмент стенки, второй сегмент стенки и промежуточный сегмент стенки, причем по меньшей мере первый сегмент стенки имеет по существу плоскую (или: плоскую) общую форму; образуют по меньшей мере одну вырезанную часть в промежуточном сегменте стенки; располагают промежуточный сегмент стенки между первым сегментом стенки и вторым сегментом стенки; неподвижно соединяют, в частности скрепляют, первый сегмент стенки, второй сегмент стенки и промежуточный сегмент стенки, тем самым образуя сегментированный комплект, так что первый сегмент стенки и второй сегмент стенки по меньшей мере частично покрывают по меньшей мере одну вырезанную часть в промежуточном сегменте стенки, расположенную между ними, причем первый сегмент стенки, второй сегмент стенки и промежуточный сегмент стенки имеют по существу одинаковую (или: одинаковую) общую протяженность, при этом этап соединения первого сегмента стенки, второго сегмента стенки и промежуточного сегмента стенки дополнительно включает в себя этапы, на которых: образуют на продольном конце сегментированного комплекта по меньшей мере один передний край, на которой первый сегмент стенки, второй сегмент стенки и промежуточный сегмент стенки соединены друг с другом; образуют направляющий паз для подвижного ножа, причем направляющий паз образован по меньшей мере одной вырезанной частью в промежуточном сегменте стенки, первым сегментом стенки и вторым сегментом стенки, при этом промежуточный сегмент стенки на по меньшей мере одном переднем крае дополнительно содержит множество остаточных концевых частей, образованных по меньшей мере одной вырезанной частью; и образуют на по меньшей мере один передний край сегментированного комплекта множества разнесенных выступов, чередующихся с соответствующими пазами, тем самым образуя множество зубьев и соответствующих интервалов между зубьями.
Может быть дополнительно предпочтительно, как было указано выше, что первый сегмент стенки, второй сегмент стенки и промежуточный сегмент стенки образованы первым слоем, вторым слоем и промежуточным слоем, соответственно. В некоторых вариантах осуществления, по меньшей мере один из слоев может иметь по существу плоскую форму в поперечном направлении и продольном направлении.
Дальнейшим развитием способа может быть то, что по меньшей мере первый сегмент стенки может быть обеспечен в виде полосового материала, причем способ дополнительно включает в себя следующие этапы, на которых: перед соединением друг с другом первого сегмента стенки, второго сегмента стенки и промежуточного сегмента стенки, выравнивают, в частности продольно и поперечно выравнивают, первый сегмент стенки, второй сегмент стенки и промежуточный сегмент стенки; и отделяют, в частности путем резания, полосовой материал, тем самым получая сегменты, образующие сегментированный комплект.
Дополнительно может быть предпочтительно, что каждый из первого сегмента стенки, второго сегмента стенки и промежуточного сегмента стенка обеспечены в виде полосового материала, в частности полосового материала, подаваемого из питающего рулона, что может быть особенно полезным для массового производства.
В некоторых вариантах осуществления этап выравнивания может дополнительно включать в себя этапы, на которых: образуют элементы для выравнивания, в частности отверстий, в первом сегменте стенки, втором сегменте стенки и промежуточном сегменте стенки; и выполняют взаимодействие элементов для выравнивания перед соединением друг с другом первого сегмента стенки, второго сегмента стенки и промежуточного сегмента стенки, причем этап выравнивания предпочтительно включает в себя этап, на котором поперечно и продольно выравнивают. Этап выравнивания может дополнительно включать в себя этап, на котором: совместно подают обеспеченные в виде полосового материала первый сегмент стенки, второго сегмента стенки и промежуточного сегмента стенки, причем этап совместной подачи дополнительно включает в себя этап, на котором синхронизируют путем взаимодействия элементов для выравнивания, обеспеченных в полосовом материале для каждого из первого сегмента стенки, второго сегмента стенки и промежуточного сегмента стенки.
Этап скрепления первого сегмента стенки, промежуточного сегмента стенки и второго сегмента стенки может дополнительно включать в себя сварку, предпочтительно лазерную сварку, первого сегмента стенки, промежуточного сегмента стенки и второго сегмента стенки.
Этап отделения полосового материала может дополнительно включать в себя этап, на котором: образуют боковое отверстие на поперечном конце отрезанных сегментированных комплектов, причем боковое отверстие выполнено с возможностью вставки подвижного режущего ножа.
Этап образования продолжающихся вперед выступов на по меньшей мере одном переднем крае может дополнительно включать в себя этап, на котором: образуют множество имеющих форму зуба выступов на переднем крае сегментированного комплекта; и обрабатывают с удалением материала имеющие форму зуба выступы, тем самым получая зубчатый передний край неподвижного ножа.
Этап образования множества имеющих форму зуба выступов на переднем крае сегментированной комплекта может дополнительно включать в себя этап, на котором: образуют множество выступов между участками переднего края, которые будут оставаться зубьями, предпочтительно путем резания, более предпочтительно путем электроэрозионной обработки электродом-проволокой.
Этап обработки с удалением материала имеющих форму зуба выступов может дополнительно содержать: по меньшей мере частичное закругление или скашивание краев по меньшей мере обращенного наружу контура имеющих форму зуба выступов, в частности путем электрохимической обработки.
Согласно еще одному аспекту настоящее изобретение предлагает способ изготовления ножевого узла для устройства срезания волос, включающий в себя следующие этапы, на которых: изготавливают неподвижный нож согласно по меньшей мере некоторым из описанных здесь аспектом; обеспечивают подвижный режущий нож, содержащий по меньшей мере один зубчатый передний край, выполненный с возможностью взаимодействия с по меньшей мере одним соответствующим зубчатым краем неподвижного ножа; и вставляют подвижный режущий нож в направляющий паз первого сегмента стенки и второго сегмента стенки неподвижного ножа, в частности путем вставки подвижного режущего ножа через боковое отверстие на поперечном конце сегментированного комплекта.
Эти и другие признаки и преимущества изобретения будут более понятны из последующего подробного описания некоторых вариантов осуществления изобретения, совместно с прилагаемыми чертежами, которые используются для иллюстрирования и не ограничивают изобретение.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Некоторые аспекты изобретения станут очевидны и будут пояснены посредством описываемых далее вариантов осуществления.
Фиг. 1 – показывает схематичный общий вид примера электрического устройства срезания волос, оснащенного ножевым узлом согласно примерному варианту осуществления настоящего изобретения.
Фиг. 2 – показывает схематичный общий вид снизу ножевого узла, содержащего неподвижный нож и подвижный нож согласно настоящему изобретению, которые выполнены с возможностью присоединения к устройству срезания волос, показанному на фиг. 1, для выполнения операций по срезанию волос.
Фиг. 3 – представляет собой схематичный общий вид сверху ножевого узла, показанного на фиг. 2.
Фиг. 4 – представляет собой вид сверху ножевого узла, показанного на фиг. 2.
Фиг. 5 – представляет собой вид сбоку в разрезе по линии V-V на фиг. 4 ножевого узла, показанного на фиг. 2.
Фиг. 6 – представляет собой подробный вид в увеличенном масштабе ножевого узла, показанного на фиг. 5, на его переднем крае.
Фиг. 7а – представляет собой вид сбоку в разрезе по линии VII-VII на фиг. 4 альтернативного варианта осуществления ножевого узла, показанного на фиг. 2.
Фиг. 7b – представляет собой подробный вид в увеличенном масштабе ножевого узла, показанного на фиг. 7а, в области зазора между неподвижным ножом и подвижным ножом.
Фиг. 8 – представляет собой местный общий вид снизу ножевого узла, показанного на фиг. 7а и фиг. 7b, иллюстрирующий часть его переднего края, включая несколько зубьев.
Фиг. 9 – представляет собой местный общий вид сверху ножевого узла, показанного на фиг. 2, иллюстрирующий его латеральный конец, содержащий боковое отверстие.
Фиг. 10 – представляет собой другой местный общий вид сверху, соответствующий фиг. 9, на котором часть стенки неподвижного ножа не показана в иллюстративных целях.
Фиг. 11 – показывает общий вид сверху с разделением деталей ножевого узла на фиг. 2.
Фиг. 12 – показывает подробный вид сверху неподвижного ножа, показанного на фиг. 4, на его переднем крае, включая несколько зубьев.
Фиг. 13 – показывает подробный вид сверху ножевого узла согласно фиг. 12, но на котором скрытые контуры указаны штриховыми линиями в иллюстративных целях.
Фиг. 14 – представляет собой общий вид сверху альтернативного варианта осуществления ножевого узла согласно принципам настоящего изобретения.
Фиг. 15а – показывает местный вид сбоку в увеличенном масштабе неподвижного ножа ножевого узла, показанного на фиг. 14.
Фиг. 15b - показывает местный вид в разрезе в увеличенном масштабе неподвижного ножа, показанного на фиг. 15а.
Фиг. 16а-16f – иллюстрируют многослойную конструкцию примера ножевого узла согласно принципам настоящего изобретения, во время изготовления, на нескольких этапах процесса изготовления.
Фиг. 16а – показывает схематичный общий вид сверху нескольких сегментов или слоев, обеспеченных в виде полосового материала.
Фиг. 16b – показывает схематичный местный общий вид сверху скрепленной полосы, образованной из нескольких сегментом или слоев.
Фиг. 16 с – показывает схематичный общий вид сверху сегментированного комплекта, полученного из скрепленной полосы, иллюстрируемой на фиг. 16b.
Фиг. 16d – показывает схематичный местный общий вид сверху в увеличенном масштабе многослойного комплекта, показанного на фиг. 16с, на котором часть переднего края многослойного комплекта была подвергнута обработке.
Фиг. 16е – показывает схематичный местный общий вид сверху в увеличенном масштабе части переднего края многослойного комплекта, показанного на фиг. 16d, причем на переднем крае были образованы множество продольных выступов.
Фиг. 16f – показывает схематичный общий вид сверху в увеличенном масштабе переднего края многослойного комплекта согласно фиг. 16е, причем края продольных выступов были обработаны.
Фиг. 17 – показывает упрощенный схематичный вид примерного варианта осуществления системы для изготовления многослойного или сегментированного неподвижного ножа для ножевого узла согласно настоящему изобретению.
Фиг. 18 – показывает упрощенный схематичный вид сверху нескольких промежуточных полос, из которых может быть образован неподвижный нож согласно нескольким аспектам настоящего изобретения, на котором промежуточные полосы показаны отдельно друг от друга, главным образом в иллюстративных целях.
Фиг. 19 – показывает иллюстративную блок-схему, представляющую несколько этапов варианта осуществления примерного способа изготовления согласно нескольким аспектам настоящего изобретения.
Фиг. 20 – показывает другую иллюстративную блок-схему, представляющую несколько этапов варианта осуществления примерного способа изготовления ножевого узла согласно нескольким аспектам настоящего изобретения.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг. 1 схематично иллюстрируется, на упрощенном общем виде, примерный вариант осуществления устройства 10 срезания волос, в частности электрического устройства 10 срезания волос. Устройство 10 срезания волос может содержать корпус 12, двигатель, указанный посредством изображенного штриховой линией блока 14 в корпусе 12, и приводной механизм, указанный посредством изображенного штриховой линией блока 16 в корпусе 12. Для питания двигателя 14 по меньшей мере в некоторых вариантах осуществления устройства 10 срезания волос может быть обеспечена электрическая батарея, указанная посредством изображенного штриховой линией блока 17 в корпусе 12, например аккумуляторная батарея, сменная батарея и т.д. Однако в некоторых вариантах осуществления устройство 10 срезания волос может быть дополнительно обеспечено кабелем питания для соединения с источником питания. Разъем для подключения источника питания может быть обеспечен дополнительно или в качестве альтернативы (внутренней) электрической батарее 12.
Устройство 10 срезания волос может дополнительно содержать режущую головку 18. На режущей головке 18 к устройству 10 срезания волос может быть присоединен ножевой узел 20. Двигатель 14 через приводной механизм 16 может осуществлять привод ножевого узла 20 для обеспечения возможности движения резания.
В качестве движения резания в общем можно рассматривать относительное движение между неподвижным ножом 22 и подвижным ножом 24, которые иллюстрируются более подробно на фиг. 2-18 и будут описаны ниже. В общем, пользователь может захватить и направлять устройство 10 срезания волос через волосы в направлении 28 перемещения для срезания волос. В некоторых областях применения, устройство 10 срезания волос, или более конкретно, режущая головка 18, содержащая ножевой узел 20, может перемещаться вдоль кожи для срезания волос, растущих на коже. В случае срезания волос вблизи кожи, в основном может осуществляться операция бритья, нацеленная на срезание (или: подрезание) на уровне кожи. Однако также возможны операции стрижки, в которых режущая головка 18, содержащая ножевой узел 20, перемещается вдоль пути, находящегося на желаемом расстоянии относительно кожи. Известные ножевые узлы как правило не способны обеспечить и гладкое бритье вблизи кожи и стрижку на расстоянии от кожи.
Устройство 10 для срезания волос, содержащее ножевой узел 20, когда его направляют через волосы, типично перемещается вдоль общего направления перемещения, которое указано ссылочной позицией 28 на фиг. 1. Следует отметить в этом отношении, что вследствие того, что устройство 10 срезания волос типично направляется и перемещается вручную, направление 28 перемещения не обязательно должно истолковываться как точный геометрический признак, имеющий фиксированное определение и положение относительно ориентации устройства 10 срезания волос и его режущей головки 18, оснащенной ножевым узлом 20. То есть общую ориентацию устройства 10 срезания волос относительно подлежащих срезанию волос на коже можно рассматривать как в некоторой степени неустойчивую. Однако, в иллюстративных целях, может быть достаточным предположить, что (воображаемое) направление перемещения параллельно (или: в общем параллельно) главной оси системы координат, которая может служить в дальнейшем в качестве средства для описания конструктивных признаков ножевого узла 20.
Для удобства ссылок на нескольких из фиг. 1-18 указана система координат. Например, декартова система координат X-Y-Z указана на нескольких из фиг. 1-13. Ось X соответствующей системы координат продолжается в продольном направлении, в общем ассоциируемом с длиной в настоящем изобретении. Ось Y системы координат продолжается в латеральном (или: поперечном) направлении, в общем ассоциируемом с шириной в настоящем изобретении. Направление Z системы координат продолжается в направлении высоты или толщины, и также может быть названо в иллюстративных целях, по меньшей мере в некоторых вариантах осуществления, как по существу вертикальное направление. Разумеется, что ассоциирование системы координат с характерными признаками и/или размерами неподвижного ножа в основном предлагается в иллюстративных целях и не должно рассматриваться в качестве ограничивающего. Понятно, что специалисты в этой области техники могут легко преобразовать и/или перенести предложенную здесь систему координат, если они встретятся с альтернативными вариантами осуществления, соответствующими чертежами и иллюстрациями, включая различные ориентации. Следует отметить в этой связи, что (линейный) вариант осуществления ножевого узла 20, иллюстрируемый на фиг. 2-13, может в общем содержать односторонний слой, содержащий один зубчатый режущий край только на одном продольном конце, или двухсторонний слой, содержащий два в общем противоположных зубчатых режущих края, которые образованы соответствующими зубчатыми передними краями неподвижного ножа 22 и подвижного ножа 24.
Обращаясь к альтернативному варианту осуществления ножевого узла 20а на фиг. 14, 15а и 15b, здесь представлена альтернативная система координат, главным образом в иллюстративных целях. Как можно увидеть на фиг. 14, предлагается полярная система координат, имеющая центральную ось L, которая может в основном соответствовать указывающей высоту (или: толщину) оси Z декартовой системы координат. Центральная ось L также может рассматриваться в качестве оси вращения. Далее, на фиг. 14, 15а и 15b указано радиальное направление или расстояние r, начинающееся от центральной оси L. Кроме того, может быть представлена координата δ (дельта), указывающая угловое положение и отображающая угол между опорным радиальным направлением и текущим радиальным направлением. Дополнительно, изогнутая стрелка t’, в частности круговая стрелка t’, показана на фиг. 14, 15а и 15b. Изогнутая стрелка t’ указывает окружное и/или тангенциальное направление, также указываемое прямолинейной тангенциальной стрелкой t на фиг. 14. Специалистам в этой области техники понятно, что несколько аспектов настоящего изобретения, описанные со ссылкой на один вариант осуществления, не ограничиваются конкретным описанным вариантом осуществления, и тем самым могут быть легко перенесены и использоваться в других вариантах осуществления, независимо от того, были ли они представлены с использованием декартовой системой координат или цилиндрической системой координат.
Движение резания между подвижным ножом 24 и неподвижным ножом 22 может в основном включать в себя линейное относительное движение, в частности возвратно-поступательное линейное движение, см. например ссылочную позицию 30 на фиг. 3. Однако, в частности в отношении варианта осуществления, показанного на фиг. 14, 15а и 15b, понятно, что относительное движение резания между неподвижным ножом 22 и подвижным ножом 24 также может включать в себя (относительное) вращение. Вращательное движение резания может включать в себя однонаправленное вращение. Кроме того, в качестве альтернативы, движение резания также может включать в себя двунаправленное вращение, в частности колебательное движение. Известны несколько конструкций приводного механизма 16 для устройства 10 срезания волос, которые обеспечивают возможность линейного и/или вращательного движений резания. В частности, в отношении колебательного движения резания дополнительно отметим, что изогнутый или круглый ножевой узел 20а не обязательно должен иметь полностью круглую форму. Напротив, изогнутый или круглый ножевой узел 20а также может быть выполнен в виде только кругового сегмента или изогнутого сегмента. Следует дополнительно отметить в этом отношении, что специалистам в этой области техники понятно, что, в частности, круглый ножевой узел 20а для вращательного движения резания, имеющий очень большой радиус, можно рассматривать, для удобства понимания, в качестве ножевого узла, имеющего приблизительно линейную форму, в частности когда рассматривается только часть или круговой сегмент соответствующего переднего края. Следовательно, декартова система координат для описания линейного варианта осуществления также может быть перенесена и представлена на фиг. 14.
На фиг. 2-13 иллюстрируются варианты осуществления и аспекты имеющих линейную форму ножевых узлов 20, первоначально представленных на фиг. 1. Как можно увидеть на фиг. 2 и фиг. 3, ножевой узел 20 содержит неподвижный нож 22 (т.е. нож ножевого узла 20, который типично не имеет непосредственного привода от двигателя 14 устройства 10 срезания волос). Кроме того, ножевой узел 20 содержит подвижный нож 24 (т.е. нож ножевого узла 20, который, когда он присоединен к устройству 10 срезания волос, может приводиться в движение двигателем 14, чтобы генерировать движение резания относительно неподвижного ножа 22). Линейное (возвратно-поступательное) движение резания иллюстрируется на фиг. 3 двунаправленной стрелкой, обозначенной ссылочной позицией 30. Другими словами, подвижный нож 24 может перемещаться относительно неподвижного ножа 22 вдоль поперечного (или: латерального) направления (см. ось Y на фиг. 3). В общем, линейное движение резания может включать в себя относительно небольшие двунаправленные перемещения, и поэтому может рассматриваться как возвратно-поступательное линейное движение. Далее, (предполагаемое) направление 28 перемещения иллюстрируется на фиг. 3. Теоретически, при срезании волос, устройство 10 срезания волос, и, следовательно, ножевой узел 20 должны перемещаться вдоль направления 28, которое может быть перпендикулярно латеральному или поперечному направлению Y. Дополнительно, обращаясь в этом отношении к альтернативному варианту осуществления, использующему круглый или изогнутый ножевой узел 20а, показанный на фиг. 14, 15а и 15b, будет ясно, что для этой формы (воображаемое) идеальное направление 28 перемещения может быть перпендикулярно тангенциальному или окружному направлению t в передней точке ножевого узла 20а во время направленного движения подачи через подлежащие срезанию волосы. Другими словами, идеальное направление 28 перемещения для изогнутого или круглого варианта осуществления ножевого узла 20а может в общем совпадать с фактическим радиальным направлением r, продолжающимся от центральной оси L до фактической передней точки.
Однако следует подчеркнуть, что во время работы, направление перемещения фактической подачи может существенно отличаться от (воображаемого) идеального направления 28 перемещения. Поэтому необходимо понимать, что весьма вероятно во время работы, что осевое направление перемещения не будет точно перпендикулярно латеральному направлению Y или тангенциальному направлению t, и, следовательно, не будет точно параллельно продольному направлению X.
Возвращаясь к линейному варианту осуществления ножевого узла 20, показанному на фиг. 2-13, далее рассмотрим фиг. 3, где иллюстрируется приводной зацепляющий элемент 26, который может быть соединен с подвижным ножом 24 для приведения в движение подвижного ножа 24 в направлении 30 резания. Для этого приводной зацепляющий элемент 26 может быть прикреплен к подвижному ножу 24. Когда ножевой узел 20 присоединен к устройству 10 срезания волос, приводной зацепляющий элемент 26 может быть соединен с приводным механизмом 16 таким образом, чтобы двигатель 16 осуществлял его привод во время работы.
Как можно лучше всего увидеть на фиг. 4, ножевой узел 20 может по существу иметь прямоугольную форму или контур, если смотреть на виде сверху, перпендикулярно направлению Z высоты (см. фиг. 2 и фиг. 3). Неподвижный нож 22 может содержать по меньшей мере один передний край 32, 34 на продольном конце. Более конкретно, по меньшей мере один передний край 32, 34 также может быть назван как по меньшей мере один зубчатый передний край в настоящем изобретении. Согласно варианту осуществления на фиг. 4, неподвижный нож 22 содержит первый передний край 32 и второй передний край 34, причем первый передний край 32 и второй передний край 34 являются противоположными друг другу. Каждый из передних краев 32, 34 может иметь множество выступов 36 и соответствующих пазов между ними. В некоторых вариантах осуществления, выступы 36 могут значительно выступать в продольном направлении X (или: в радиальном направлении r). Другими словами, протяженность в продольном направлении выступов 36 может быть значительно больше, чем их протяженность по ширине вдоль поперечного или латерального направления Y (или: тангенциального направления t). В иллюстративных целях, но это не следует понимать в качестве ограничения, выступы 36 могут быть названы в дальнейшем как продольно продолжающиеся выступы 36. Продольно продолжающиеся выступы 36 могут иметь соответствующие обращенные наружу вершины 38. Продольно продолжающиеся выступы 36 могут образовать соответствующие зубья 40 неподвижного ножа. Вдоль соответствующего переднего края 32, 34 зубья 40 могут чередоваться с соответствующими интервалами 42 между зубьями. Ножевой узел 20 согласно примерному варианту осуществления может иметь общую протяженность llo в продольном направлении в диапазоне около от 8 мм до 15 мм, предпочтительно в диапазоне около от 8 мм до 12 мм, более предпочтительно в диапазоне около от 9,5 мм до 10,5 мм. Ножевой узел 20 может иметь общую протяженность lto в латеральном направлении в диапазоне около от 25 мм до 40 мм, предпочтительно в диапазоне около от 27,5 мм до 37,5 мм, более предпочтительно в диапазоне около от 31 мм до 34 мм. Смотри также фиг. 18 в этом отношении. Однако этот примерный вариант осуществления не ограничивает объем настоящего изобретения.
Ножевые узлы 20, 20а согласно настоящему изобретению обеспечивают широкое применение, предпочтительно охватывая операции и бритья и стрижки. Это может быть обусловлено, по меньшей мере частично, выполнением функций корпуса неподвижным ножом 20, который может по меньшей мере частично окружать и обеспечивать расположение подвижного ножа 24. Далее будут пояснены фиг. 5 и фиг. 6, на которых представлены вид сбоку в разрезе по линии V-V на фиг. 4 ножевого узла 20 и соответствующий подробный вид. Как можно увидеть на фиг. 5, неподвижный нож 22 может содержать первую часть 44 стенки, вторую часть 46 стенки и, расположенную между ними, промежуточную часть 48 стенки. Хотя можно предположить, если посмотреть на фиг. 5 и фиг. 6, что штриховка соответствующих частей 44, 46, 48 стенки может указывать, что неподвижный нож 22 обязательно должен быть образован из отдельных слоев или частей, необходимо отметить, что в некоторых вариантах осуществления неподвижный нож 22 вместо этого может быть образован из одной единой части, образующей первую часть 44 стенки, вторую часть 46 стенки и промежуточную часть 48 стенки. В качестве альтернативы, в некоторых вариантах осуществления, неподвижный нож 22 может быть образован из двух отдельных частей, причем по меньшей мере одна из частей может образовать по меньшей мере две из первой части 44 стенки, второй части 46 стенки и промежуточной части 48 стенки. Кроме того, следует отметить, что в некоторых альтернативных вариантах осуществления по меньшей мере одна из первой части 44 стенки, второй части 46 стенки и промежуточной части 48 стенки может быть образована из двух или даже более слоев или сегментов.
Здесь первая часть 44 стенки может типично относиться к части стенки неподвижного ножа 22, которая обращена к коже во время работы устройства 10 срезания волос. Следовательно, вторая часть 46 стенки может рассматриваться как часть стенки неподвижного ножа 22, обращенная от кожи во время работы и обращенная к корпусу 12 устройства 10 для срезания волос. Обращаясь снова к фиг. 4, и особенно к виду с разделением деталей на фиг. 11, будет описан предпочтительный вариант осуществления неподвижного ножа 22. На фиг. 11 показан общий вид с разделением деталей ножевого узла 22 (см. также фиг. 3). Как можно увидеть на фиг. 11, в предпочтительном варианте осуществления первая часть 44 стенки может быть образована первым сегментом 50 стенки, в частности первым слоем 50. Первый слой 50 можно рассматривать как обращенный к коже слой. Вторая часть 46 стенки может быть образована вторым сегментом 52 стенки, в частности вторым слоем 52. Второй слой 52 можно рассматривать как слой, обращенный от кожи во время работы. Промежуточная часть 48 стенки может быть образована промежуточным сегментом 54 стенки, в частности промежуточным слоем 54. Когда они собраны и скреплены вместе, промежуточный слой 54 располагается между первым слоем 50 и вторым слоем 52.
Как можно лучше всего увидеть на фиг. 11, промежуточный слой 54 не обязательно должен представлять собой одну единую часть. Вместо этого, по меньшей мере для передовых технологий изготовления, по меньшей мере промежуточный слой 54 может быть образован из множества отдельных подчастей, которые будут показаны и описаны более подробно ниже. Взятые вместе, например, когда они неподвижно соединены друг с другом, первый слой 50, второй слой 52 и промежуточный слой 54 могут образовать сегментированный комплект 56, более предпочтительно, многослойный комплект 56. В примерном варианте осуществления, многослойный комплект 56 может рассматриваться как трехслойный комплект 56. Формирование неподвижного ножа 22 из множества частей 44, 46, 48 стенки, или, предпочтительно, из множества слоев 50, 52, 54, по существу позволяет использовать отдельные части или слои различного типа и формы. Например, обращаясь к фиг. 6, размер t1 по высоте первой части 44 стенки (или: слоя 50), который также может быть назван как (средняя) толщина t1, может отличаться от соответствующего размера t2 по высоте второй части 46 стенки (или: второго слоя 52), который также может быть назван как (средняя) толщина t2, и отличаться от размера ti промежуточной части 48 стенки (или: промежуточного слоя 54), который также может быть назван как (средняя) толщина ti. Это является особенно полезным, так как таким образом каждая из частей 44, 46, 48 стенки (или: слоев 50, 52, 54) может иметь различные характеристики и различную форму, соответствующим образом приспособленные для выполнения заданной функции.
Например, толщина t2 может быть значительно больше, чем толщина t1. Таким образом вторая часть 46 стенки (или: второй слой 52) может выполнять функцию усиливающего элемента и обеспечивать значительную жесткость. Следовательно, первая часть 44 стенки (или: первый слой 50) может быть значительно тоньше, при этом неподвижный нож 22 не будет слишком гибким. Обеспечение особенно тонкой первой части 44 стенки (или: первого слоя 50) позволяет срезать волосы вблизи кожи, предпочтительно на уровне кожи. Таким образом может быть получено гладкое бритье. Общий размер to по высоте комплекта 56 в основном образован соответствующими частными размерами t1, t2, ti по высоте. Следует отметить в этом отношении, что в некоторых вариантах осуществления толщина t1 первой части 44 стенки (или: первого слоя 50) и толщина t2 второй части 46 стенки (или: второго слоя 52) может быть одинаковой, или по меньшей мере по существу одинаковой. В еще одном варианте осуществления, также и толщина ti промежуточной части 48 стенки (или: промежуточного слоя 54) может быть такой же.
Например, толщина t1 по меньшей мере на по меньшей мере одного переднего края 32, 34 может находиться в диапазоне около от 0,04 мм до 0,25 мм, предпочтительно в диапазоне около от 0,04 мм до 0,18 мм, более предпочтительно в диапазоне около от 0,04 мм до 0,14 мм. Толщина t2 по меньшей мере на по меньшей мере одного переднего края 32, 34 может находиться в диапазоне около от 0,08 мм до 0,4 мм, предпочтительно в диапазоне около от 0,15 мм до 0,25 мм, более предпочтительно в диапазоне около от 0,18 мм до 0,22 мм. Толщина ti по меньшей мере на по меньшей мере одном переднем крае 32, 34 может находиться в диапазоне около от 0,05 мм до 0,5 мм, предпочтительно в диапазоне около от 0,05 мм до 0,2 мм. Общая толщина to по меньшей мере на по меньшей мере одном переднем крае 32, 34 может находиться в диапазоне около от 0,3 мм до 0,75 мм, предпочтительно в диапазоне около от 0,4 мм до 0,5 мм.
В общем в некоторых вариантах осуществления предпочтительно, что первая часть 44 стенки может иметь среднюю толщину t1, которая меньше, чем средняя толщина t2 второй части 46 стенки, по меньшей мере на их продольно продолжающихся выступах на переднем крае 32, 34. Дополнительно отметим, что не все варианты осуществления неподвижного ножа 22, 22а согласно настоящему изобретения должны включать в себя вторую часть 46 стенки, имеющую среднюю толщину t2, по меньшей мере на ее переднем крае, который больше средней толщины t1 первой части 44 стенки, по меньшей мере на ее переднем крае.
Обращаясь снова к фиг. 5, здесь показана по меньшей мере одна заполненная область 58 на по меньшей мере одном переднем крае 32, 34 неподвижного ножа 22. Заполненная область 58 может рассматриваться как часть промежуточной части 48 стенки (или: промежуточного слоя 52), которая соединяет первую и вторую части 44, 46 стенки (или: слои 50, 52) на их передних краях 32, 34. Как можно увидеть на фиг. 5, 6, 10 и 11, по меньшей мере в готовом состоянии, заполненная область 58 может быть образована из множества подчастей, которые могут соответствовать количеству зубьев 40 на соответствующем переднем крае 32, 34. Рядом с заполненной областью 58 на передних краях 32, 34 может быть обеспечена по меньшей мере одна область 92 для расположения, в которой неподвижный нож 22 по меньшей мере частично охватывает подвижный нож 24. Другими словами, может быть образован по меньшей мере один направляющий паз 76 (см. в частности фиг. 3, 9, 10 и 16с), который может выполнять функцию направленного пути для подвижного ножа 24, когда он приводится в движение посредством двигателя 14 устройства 10 срезания волос во время операции срезания. Как можно лучше всего увидеть на фиг. 10, 11, 16а и 16с, направляющий паз 76 может быть в основном образован вырезанной частью 68 в промежуточной части 48 стенки (или: промежуточном слое 54). В некоторых вариантах осуществления вырезанная часть 68 продолжается до латерального или поперечного конца неподвижного ножа 22, тем самым образуя боковое отверстие 78, через которое подвижный нож 24 может быть вставлен в неподвижный нож 22 во время изготовления (см. также фиг. 9 и фиг. 10).
Направляющий паз 76 может образовать линейный путь для подвижного ножа 24 в примерном линейном варианте осуществления ножевого узла 20, иллюстрируемом на фиг. 2-13. Однако, обращаясь к изогнутому или круглому варианту осуществления ножевого узла 20а, показанному на фиг. 14, 15а и 15b, направляющий паз 76 также может образовать изогнутый путь, в частности продолжающийся по окружности путь для соответствующего (изогнутого или круглого) подвижного ножа 24.
Возвращаясь к фиг. 5, и дополнительно обращаясь к фиг. 11, будут описаны по существу продолжающиеся латерально и продольно поверхности 80, 82, 84, 86, 88 и 90 неподвижного ножа. Для удобства ссылок, такие термины, как первый слой 50, второй слой 52 и промежуточный слой 54, будут использоваться далее для описания общей компоновки неподвижного ножа 22. Однако это не должно рассматриваться в качестве ограничения, и поэтому следует подчеркнуть, что термин «слой» может быть заменен альтернативными терминами «часть стенки» и «сегмент стенки», соответственно.
Первый слой 50, обращенный к коже во время работы, может содержать первую поверхность 80, обращенную от кожи, и вторую поверхность 86, обращенную к коже. Второй слой 52 может содержать вторую поверхность 88, обращенную от кожи, и первую поверхность 82, обращенную к коже и первому слою 50. Промежуточный слой 54 может содержать первую поверхность 84, обращенную к первому слою 50, и вторую поверхность 90, обращенную к второму слою 52. Соответствующие первые поверхности 80, 82 первого слоя 50 и второго слоя 52 по меньшей мере частично закрывают вырезанную часть 68 в промежуточном слое и образуют по меньшей мере одну область 92 для расположения, и, следовательно, направляющий паз 76 для подвижного ножа 24.
На по меньшей мере одном переднем крае 32, 34, в частности на обращенной к коже второй поверхности 86 первого слоя 50 неподвижного ножа 22, может быть обеспечена по меньшей мере одна переходная область 94, которая может быть названа как плавная переходная область 94. Так как примерный вариант осуществления неподвижного ножа 22 на фиг. 5 и фиг. 6 содержит на каждом продольном конце соответствующий передний край 32, 34, могут быть обеспечены две соответствующие переходные области 94. По меньшей мере одна переходная область 94 может улучшить характеристики скольжения неподвижного ножа 20, когда он перемещается в направлении 28 перемещения через волосы над кожей для срезания волос. В частности, по меньшей мере одна переходная область 94 может предотвратить глубокое погружение в участки кожи ножевого узла 20, в частности его передний края 32, 34, используемый для срезания, при скольжении вдоль кожи. Тем самым может быть уменьшено раздражение кожи. Предпочтительно, также таким образом можно избежать, или по меньшей мере уменьшить в значительной степени, появления порезов на коже. Переходная область 94 может быть соединена с по существу плоской областью 98 первого слоя 50 и продолжаться от нее. По существу плоскую область 98 можно рассматривать как в основном имеющую плоскую форму часть второй поверхности 86 первого слоя 50. В общем, используемый здесь термин «по существу плоский» может включать в себя плоскую форму, а также немного неровные поверхности. Следует отметить, что по существу плоская область 98 может содержать отверстия, небольшие углубления и т.д., которые несущественно влияют на общую плоскую форму. В некоторых вариантах осуществления по существу плоская область 98 может содержать плоскую поверхность. Это относится в частности к случаю, когда по меньшей мере первый слой 50 первоначально обеспечивается в виде листового или листообразного материала. Переходная область 94 может занимать значительную часть переднего края 32. В частности, переходная область 94 может соединять по существу плоскую область 98 на первом слое 50 и по существу плоскую область 100 на втором слое 52. По существу плоская область 100 также может иметь плоскую форму, но также может иметь (небольшие) отверстия или углубления, которые не влияют на ее общую плоскую форму.
Как лучше всего видно на фиг. 4, смотри линию V-V, разрез, иллюстрируемый на фиг. 5 и фиг. 6, содержит продольный разрез через вершину 102 зубьев 40 передних краев 32, 34. Следовательно переходная область 94 также может быть в основном образована на зубьях 40 зубчатого переднего края 32, 34. Переходная область 94 может иметь протяженность lt1 в продольном направлении между вершинами 102 зубьев неподвижного ножа 22 и по существу плоской областью 98. Например, протяженность lt1 в продольном направлении может находиться в диапазоне около от 0,5 мм до 1,5 мм, предпочтительно в диапазоне около от 0,6 мм до 1,2 мм, более предпочтительно в диапазоне около от 0,7 мм до 0,9 мм. Кроме того, переходная область 94 может содержать несколько участков. Как можно увидеть на фиг. 5 и фиг. 6, переходная область 94 может содержать по существу выгнутую поверхность, которая тангенциально переходит в по существу плоскую область 98 и в по существу плоскую область 100. Кроме того, переходная область 94 не выступает над по существу плоской областью 98 (т.е. в направлении Z высоты). Другим словами, переходная область 94 может продолжаться назад от по существу плоской области 98 к второму слою 52. Переходная область 94 может по меньшей мере частично продолжаться от по существу плоской области 98 в направлении Z высоты.
Как можно лучше всего увидеть на фиг. 6, переходная область 94 может иметь нижний радиус Rtb. Например, нижний радиус Rtb может находиться в диапазоне около от 1,0 мм до 5,0 мм, предпочтительно в диапазоне около от 2,0 мм до 4,0 мм, более предпочтительно в диапазоне около от 2,7 мм до 3,3 мм. Кроме того, может быть обеспечено скругление 116 вершины, содержащие по меньшей мере один радиус скругления края. В частности скругление 116 вершины может содержать первое скругление Rt1 края и второе скругление Rt2 края. Например, первое скругление Rt1 края может находиться в диапазоне около от 0,1 мм до 0,5 мм, предпочтительно в диапазоне около от 0,15 мм до 0,4 мм, более предпочтительно в диапазоне около от 0,2 мм до 0,3 мм. Например, второе скругление Rt2 края может находиться в диапазоне около от 0,03 до 0,2 мм, предпочтительно в диапазоне около от 0,05 мм до 0,15 мм, более предпочтительно в диапазоне около от 0,07 мм до 0,1 мм. Нижний радиус Rtb, первое скругление Rt1 края и второе скругление Rt2 края могут тангенциально переходить друг в друга. Однако, в качестве альтернативы или дополнительно, между ними могут быть обеспечены соответствующие прямые участки, которые также могут тангенциально соединяться с соответствующим радиусом. Нижний радиус Rtb может переходить тангенциально в по существу плоскую область 98. Второе скругление Rt2 края может переходить тангенциально в по существу плоскую область 100.
Однако, как лучше всего видно на фиг. 7а и фиг. 8, переходная область 94 также может иметь скошенный участок 124, который может заменить или дополнить нижний радиус Rtb. Скошенный участок 124 может иметь угол α (альфа) скоса относительно горизонтальной плоскости, которая по существу параллельна продольному направлению X и поперечному направлению Y, причем угол α скоса может находиться в диапазоне около от 25° до 35°. Предпочтительно, скошенный участок переходит тангенциально в по существу плоскую область 98. Более предпочтительно, скошенный участок 124 тангенциально переходит в скругление 116 вершины. Как можно увидеть на фиг. 4, обращаясь к линии VII-VII, на фиг. 7а показан местный вид в разрезе ножевого узла 20, который содержит интервалы 42 между зубьями.
Другими словами, переходная область 94 также может содержать комбинацию нижнего радиуса Rtb и скошенного участка 124. Другими словами, нижний радиус Rtb может служить в качестве тангенциального перехода между по существу плоской областью 98 и скошенным участком 124, имеющим угол α скоса. Скошенный участок 124 на его конце, обращенном к продольному концу, может тангенциально переходить в скругление 116 вершины, которое может быть образовано, например, первым скруглением Rt1 края и вторым скруглением Rt2 края, которые были описаны выше.
Обращаясь к фиг. 11 и фиг. 4, далее описывается компоновка подвижного ножа 24. Подвижный нож 24 также может иметь по меньшей мере один передний край. Как иллюстрируется примерным вариантом осуществления ножевого узла 20, показанным на фиг. 4 и фиг. 11, подвижный нож 20 может содержать первый передний край 106 и второй передний край 108. Каждый из передних краев 106, 108 может иметь множество зубьев 110. Очевидно, что в некоторых вариантах осуществления ножевого узла 20, приспособленного для обеспечения возможности относительного движения резания между подвижным ножом 24 и неподвижным ножом 22, могут быть обеспечены только один передний край 32 неподвижного ножа и соответствующий передний край 106 подвижного ножа. Однако для многих областей применения может быть особенно полезной конфигурация ножевого узла 20, содержащая два передних края 32, 34 на неподвижном ноже 22 и два соответствующих передних края 106, 108 на подвижном ноже 24, так как тем самым устройство 10 срезания волос может стать более гибким и позволять осуществлять еще больше операций срезания, например перемещение назад и вперед по коже в направлении 28 перемещения, что может улучшить эффективность срезания. Другими словами, вариант осуществления ножевого узла 20, иллюстрируемый на фиг. 2-13, может в общем включать в себя одностороннюю компоновку, содержащую один режущий край только на одном продольном конце ножей 22, 24, или двухстороннюю компоновку, содержащую два в общем противоположных режущих края, образованных соответствующими передними краями 32, 34 и 106, 108.
Обращаясь к фиг. 12 и фиг. 13, будут описаны соответствующие размеры зубьев 40 неподвижного ножа 22 и зубьев 110 подвижного ножа 24. На фиг. 12 иллюстрируется местный вид сверху в увеличенном масштабе зубчатой части ножевого узла 20, а на фиг. 13 представлен более подробный вид, чем на фиг. 12, путем указания скрытых краев посредством штриховых линий. Зубья 40 неподвижного ножа 22 располагаются с шагом р. Например, шаг р может находиться в диапазоне около от 0,4 мм до 1,0 мм, предпочтительно в диапазоне около от 0,5 мм до 0,8 мм, более предпочтительно в диапазоне около от 0,6 мм до 0,7 мм. Зубья 40 дополнительно имеют протяженность wts в латеральном направлении. Например, протяженность wts в латеральном направлении может находиться в диапазоне около от 0,25 мм до 0,6 мм, предпочтительно в диапазоне около от 0,3 мм до 0,5 мм, более предпочтительно в диапазоне около от 0,35 мм до 0,45 мм. Интервалы 42 между зубьями неподвижного ножа имеют протяженность wss в латеральном направлении. Например, протяженность wss в латеральном направлении может находиться в диапазоне около от 0,15 мм до 0,4 мм, предпочтительно в диапазоне около от 0,2 мм до 0,33 мм, более предпочтительно в диапазоне около от 0,25 мм до 0,28 мм. Зубья 40 дополнительно имеют протяженность lts в продольном направлении между их вершинами 102 и соответствующими основанием 104 зуба. Например, протяженность lts в продольном направлении может находиться в диапазоне около от 0,6 до 2,5 мм, предпочтительно в диапазоне около от 1,0 мм до 2,0 мм, более предпочтительно в диапазоне около от 1,5 мм до 2,0 мм.
Соответственно, зубья 110 подвижного ножа 24 могут иметь протяженность ltm в продольном направлении, (среднюю) протяженность wtm в латеральном направлении для зуба и (среднюю) протяженность wsm в продольном направлении для интервала между зубьями. Например, протяженность ltm в продольном направлении может находиться в диапазоне около от 0,15 мм до 2,0 мм, предпочтительно в диапазоне около от 0,5 мм до 1,0 мм, более предпочтительно в диапазоне около от 0,5 мм до 0,7 мм. Кроме того, между вершинами 102 зубьев 40 неподвижного ножа и вершинами 112 зубьев 110 подвижного ножа 24 задается размер lot смещения в продольном направлении. Например, размер lot смещения в продольном направлении может находиться в диапазоне около от 0,3 мм до 2,0 мм, предпочтительно в диапазоне около от 0,7 мм до 1,2 мм, более предпочтительно в диапазоне около от 0,8 мм до 1,0 мм. Как можно увидеть на виде сверху на фиг. 13, вершины 102 зубьев 40 неподвижного ножа 22 могут иметь угол β (бета) конуса. Между соответствующими сторонами угла конуса, на конце вершины 102 может быть обеспечен затупленный концевой участок, имеющий ширину wtt вершины зуба в латеральном направлении. В некоторых вариантах осуществления, угол β конуса вершин 102 может находиться в диапазоне около от 30° до 50°, более предпочтительно в диапазоне около от 35° до 45°, более предпочтительно в диапазоне около от 38° до 42°. Ширина в боковом направлении вершин 102 зубьев может находиться в диапазоне около от 0,12 мм до 0,2 мм, предпочтительно в диапазоне около от 0,14 мм до 0,18 мм.
Возвращаясь к фиг. 5 и фиг. 6, более подробно иллюстрируется и описывается дополнительный полезный аспект сегментированной конструкции ножевого узла 20. Как лучше всего видно на фиг. 6, когда зубья 110 подвижного ножа 24 и зубья 40 неподвижного ножа 22 выровнены (см. также линию V-V на фиг. 40), заданный зазор 118 обеспечивается между обращенной внутрь торцевой поверхностью 114 заполненной области 58 неподвижного ножа и вершинами 112 зубьев 110 подвижного ножа (см. также фиг. 13). Зазор 118 имеет размер lc1 в продольном направлении зазора и размер tc1 по высоте зазора. Размер lc1 в продольном направлении зазора и размер tc1 по высоте зазора задаются соответствующим образом так, чтобы предотвращать попадание волос в зазор 118, по меньшей мере с высокой вероятностью. Например, если бы было обеспечено достаточное пространство, чтобы позволить отдельным волосам легко входить в зазор между вершинами 112 зубьев 110 подвижного ножа 24 и торцевой поверхностью 114 заполненной области 58 неподвижного ножа, эти волосы могли бы здесь блокироваться или зажиматься. Это может ухудшить эффективность срезания. Кроме того, заблокированные волосы вероятнее будут отрываться, чем срезаться. Это часто воспринимается некомфортно или даже болезненно, и может раздражать кожу. Поэтому особенно предпочтительно, что (продольное и латеральное) пространство, обеспечиваемое зазором 118, меньше, чем предполагаемый диаметр подлежащих срезанию волос. Таким образом может быть значительно уменьшен риск блокировок, вызванных попавшими в зазор 118 волосами. Во многих случаях может быть достаточным, чтобы по меньшей мере один из размера lc1 в продольном направлении зазора и размера tc1 по высоте зазора был меньше, чем ожидаемый диаметр подлежащих срезанию волос. Например, размер lc1 в продольном направлении может быть меньше 0,5 мм, предпочтительно меньше 0,2 мм, более предпочтительно меньше 0,1 мм. Например, размер tc1 по высоте, перпендикулярный размеру lc1 в продольном направлении, может находиться в диапазоне около от 0,05 мм до 0,5 мм, предпочтительно около от 0,05 мм до 0,2 мм.
Зазор 118 может содержать задний участок 120, смежный с вершинами 112 зубьев 110 подвижного ножа 24, и передний участок 122 на торцевой поверхности 114 заполненной области 58 неподвижного ножа. Как лучше всего видно на фиг. 7b, на котором представлен подробный вид для чертежа на фиг. 7а, иллюстрирующий зазор 118, передний участок 122 зазора 118 может содержать по меньшей мере один переходной радиус rcl1, rcl2. В этом варианте осуществления радиус rcl1 может соединять промежуточный слой 54 и первый слой 50. Радиус rcl2 может соединять промежуточный слой 54 и второй слой 52. Например, радиусы rcl1 и rcl2 могут находиться в диапазоне около от 0,025 мм до 0,25 мм, предпочтительно около от 0,025 мм до 0,1 мм.
Возвращаясь к варианту осуществления, иллюстрируемому на фиг. 5 и фиг. 6, очевидно, что многослойная конструкция многослойного комплекта 56, образующего неподвижный нож 22, может быть в частности полезной тем, что таким образом размер lc1 в продольном направлении и размер tc1 по высоте зазора 118 имеют возможность выбора в широком диапазоне. За счет выполнения неподвижных ножей 22 в виде многослойного комплекта 56, или, в более общем смысле, в виде сегментированного комплекта, возможно получить узкие допуски, которые не могут быть достигнуты для известных конструкций ножевого узла. Как можно дополнительно увидеть на фиг. 6, заполненная область 58 на переднем крае 32, 34 неподвижного ножа 22 может иметь протяженность lf1 в продольном направлении. Например, протяженность lf1 в продольном направлении может находиться в диапазоне около от 0,6 мм до 1,2 мм, предпочтительно в диапазоне около от 0,75 мм до 0,9 мм, более предпочтительно в диапазоне около от 0,8 мм до 0,85 мм. Так как каждый из слоев 50, 52, 54 многослойного комплекта 56 может широко изменяться и приспосабливаться в отношении их геометрических параметров, неподвижный нож 22 может иметь конфигурацию, которая не может быть достигнута при использовании известных конструкций ножевого узла.
Размер tc1 по высоте зазора может в основном соответствовать размеру ti по высоте промежуточного слоя 54. Так как высота ti промежуточного слоя 54 может быть задана и выбрана точно, и при этом имеет малые допуски, может быть получена посадка с зазором подвижного ножа 24 в направляющем пазу 76 неподвижного ножа 22, по меньшей мере в направлении Z высоты. Размер tc1 по высоте зазора задается размером ti по высоте промежуточного слоя 54, и размер tm по высоте подвижного ножа 24, по меньшей мере в области, которая направляется в направляющем пазу 76, может быть задан точно с узкими конструктивными допусками, так что подвижный нож 24 будет надлежащим образом направляться в направляющем пазу 76 для обеспечения плавного движения без дребезжания (слишком свободная посадка) или заклинивания (слишком плотная посадка). Получаемый в результате сборки размер trcl по высоте зазора показан на фиг. 6, и в основном задается размером tcl по высоте зазора направляющего паза 76 и размером tm по высоте подвижного ножа 24. Например, размер trcl по высоте зазора может находиться в диапазоне около от 0,003 мм до 0,05 мм, предпочтительно в диапазоне около от 0,005 мм до 0,03 мм.
Как можно лучше всего увидеть на фиг. 4, 11 и 16а-16с, вырезанная часть 68 в промежуточном слое 54 может дополнительно образовать внутреннюю направляющую часть 126 для направления подвижного ножа 24 при перемещении вдоль латерального направления Y (или: тангенциального направления t). Внутренняя направляющая часть 126 может быть образована в виде язычка или полосы. Внутренняя направляющая часть 126 может в основном располагаться на центральном в продольном направлении участке неподвижного ножа 22. На конце внутренней направляющей части 126, рядом с боковым отверстием 78, может быть обеспечена сужающаяся часть 128 (см. также фиг. 9 и фиг. 10). Сужающаяся часть 128 может облегчить выполнение этапа установки или вставки подвижного ножа 24.
Обращаясь особо к фиг. 11, далее подробно описывается конструкция подвижного ножа 24 в примерном варианте осуществления согласно настоящему изобретению. При просмотре на виде сверху (см. фиг. 4), подвижный нож 24 может в основном иметь U-образную форму, содержащую первое плечо 132, связанное с первым передним краем 106, второе плечо 134, связанное со вторым переднем краем, и соединительную часть 136, соединяющую первое плечо 132 и второе плечо 134. Например, соединительная часть 136 может быть обеспечена на латеральном конце подвижного ножа 24, и, после установки в неподвижном ноже 22, располагаться в окрестности бокового отверстия 78 неподвижного ножа 22. Другими словами, первое плечо 132 и второе плечо 134 могут располагаться параллельно на некотором расстоянии в продольном направлении X, которое приспособлено к протяженности в продольном направлении внутренней направляющей части 126 в промежуточном слое 54. Для направления подвижного ножа 24, внутренняя направляющая часть 126 может содержать первую продолжающуюся латерально направляющую поверхность 140 и вторую продолжающуюся латерально направляющую поверхность 142 (см. фиг. 4). Следовательно, подвижный нож 24 может содержать соответствующие обращенные внутрь контактные части 146, 148 на соответствующих плечах 132, 134.
В некоторых вариантах осуществления, по меньшей мере одна контактная часть 146, 148, расположенная на по меньшей мере одном плече 132, 134 подвижного ножа 24, может иметь по меньшей мере один контактный элемент 150, 152, в частности по меньшей мере один направляющий язычок 150, 152. Например, подвижный нож 24, показанный на фиг. 4 (в частично скрытом виде), может содержать два направляющих язычка 150 на первой контактной части 146 первого плеча 132. Подвижный нож 24 может дополнительно содержать два направляющих язычка 152 на второй контактной части 148 второго плеча 134. Продолжающиеся латерально направляющие поверхности 140, 142 внутренней направляющей части 126 могут быть продольно разнесены на протяженность lgp. Соответственно, по меньшей мере один первый контактный элемент 150 (или: направляющий язычок) и по меньшей мере один второй контактный элемент 152 (или: направляющий язычок) могут быть разнесены на размер lgt в продольном направлении зазора. Предпочтительно размер lgt в продольном направлении зазора направляющих язычков 150, 152 выбирается немного больше, чем протяженность lgp в продольном направлении внутренней направляющей части 126. Таким образом возможно направлять заданным образом с посадкой с зазором подвижный нож 24, обеспечивая возможность плавного относительного движения резания. Например, получаемый в результате размер в продольном направлении зазора, образуемый протяженностью lgp в продольном направлении и размером lgt в продольном направлении зазора, может находиться в диапазоне около от 0,003 мм до 0,05 мм, предпочтительно в диапазоне около от 0,005 мм до 0,03 мм. В частности в некоторых вариантах осуществления предпочтительно направляющий паз 76 в неподвижном ноже 22 направляет подвижный ноже 24 с блокировкой перемещения за счет формы в продольном направлении X и в направлении Z высоты (или в вертикальном направлении Z), тем самым позволяя плавное движение вдоль латерального направления Y. Разумеется, что описанные выше полезные признаки могут быть легко перенесены на круглый, или в более общем смысле, изогнутый вариант осуществления ножевого узла 20а, показанный на фиг. 14, 15а и 15b.
Обращаясь в частности к фиг. 15а и фиг. 15b, далее будет описан неподвижный нож 22а (круглого) ножевого узла 20а. На виде в разрезе, представленном на фиг. 15b, посредством штриховки указано, что неподвижный нож 22а может быть выполнен в виде единой части. Однако, неподвижный нож 22а также может содержать первую часть 44 стенки, вторую часть 46 стенки и промежуточную часть 48 стенки, которые совместно образуют направляющий паз 76 для соответствующего подвижного ножа. Далее необходимо отметить в этом отношении, что неподвижный нож 22а также может иметь многослойную конструкцию согласно описанными выше принципам нескольких предпочтительных вариантов осуществления (линейного) ножевого узла 20 и соответствующего ему неподвижного ножа 22. Следовательно, каждая из первой части 44 стенки, второй части 46 стенки и промежуточной части 48 стенки могут быть образованы соответствующим сегментом стенки или слоем. Как было указано выше, термин «продольный» можно рассматривать как радиальный для круглого варианта осуществления. Далее, термины «латеральный» или «тангенциальный» можно рассматривать как тангенциальный или окружной для круглого варианта осуществления.
Обращаясь в основном к фиг. 16а-16f, и дополнительно обращаясь к фиг. 17, далее будет проиллюстрирован и описан примерный способ изготовления и примерная система для изготовления неподвижного ножа 22 ножевого узла 20 согласно с несколькими аспектами настоящего изобретения. Как можно увидеть на фиг. 16а, первый слой 50, второй слой 52 и промежуточный слой 54, по меньшей мере один из них, может быть обеспечен в виде полосового материала. Первый слой 50 может быть получен из первой полосы 194. Второй слой 52 может быть получен из второй полосы 196. Промежуточный слой 54 может быть получен из промежуточной полосы 198. Дополнительно в этом отношении смотри фиг. 18. Как уже указано на фиг. 16а, по меньшей мере некоторые из полос 194, 196, 198 могут быть предварительно подвергнуты механической или другой обработке. На предварительном этапе, иллюстрируемом на фиг. 16а, может быть образована вырезанная часть 68 в промежуточной полосе 198, образующей промежуточный слой 54. Вырезанная часть 68 может иметь по существу U-образную форму. Также возможно использовать другие формы. В частности, вырезанная часть 68 может содержать первое плечо 158, второе плечо 160, переходную часть 162, соединяющую первое плечо 158 и второе плечо 160. Первое плечо 158, второе плечо 160 и переходная часть 162 образуют внутреннюю направляющую часть 126 в промежуточном слое 54.
Подобным образом, второй слой 52, образованный второй полосой 196, также может быть обеспечен вырезанной частью 166. Например, вырезанная часть 166 может иметь по существу U-образную форму. Также возможно использовать другие формы. Вырезанная часть 166 может содержать первое плечо 168, второе плечо 170 и переходную часть 172, соединяющую первое плечо 168 и второе плечо 170. Первое плечо 168, второе плечо 170 и переходная часть 172 могут образовать между ними направляющий язычок 174. В общем, независимо от фактической формы и размера, вырезанная часть 166 может рассматриваться как отверстие в неподвижном ноже 22, через которое приводной зацепляющий элемент 26 (см. фиг. 3 в этом отношении) может контактировать и приводить в движение подвижный нож 24 для относительного движения резания относительно неподвижного ножа 22. Следовательно, после установки в устройство 10 срезания волос, вырезанная часть 166 на втором слое 52 может быть обращена к корпусу 12 и обращена от кожи во время работы.
Как можно дополнительно увидеть на фиг. 16а, по меньшей мере первый слой 50, предпочтительно каждый слой 50, 52, 54, может иметь по существу плоскую форму. Каждая из полос 194, 196, 198 может быть обеспечена в виде металлической полосы, в частности в виде полосы из нержавеющей стали. Однако, в некоторых вариантах осуществления, по меньшей мере один из второго слоя 52 и промежуточного слоя 54 может быть образован из другого материала, например, из неметаллического материала. В общем, непосредственно функция срезания волос выполняется, на уровне неподвижного ножа 20, режущими краями первого слоя 50 (или первой части 44 стенки), которые взаимодействуют с соответствующими режущими краями на уровне подвижного ножа 24. Поэтому часто предпочтительно, что по меньшей мере первый слой 50 образован из металлического материала, в частности из нержавеющей стали. Каждый из слоев 50, 52, 54 может быть обеспечен в виде листового материала. Листовой материал может подаваться из соответствующих рулонов листового материала, или, в общем, из заготовок листового материала.
Как можно увидеть на фиг. 16b, первый слой 50, второй слой 52 и промежуточный слой 54 могут быть взаимно выровнены при подготовке к их соединению друг с другом. В частности, соответствующие слои могут быть неподвижно соединены путем скрепления, или, более предпочтительно, путем сварки. Полученная в результате скрепленная полоса указана на фиг. 16b посредством ссылочной позиции 208. Сварка соответствующих слоев 50, 52, 54 может в частности включать в себя лазерную сварку. Слои 50, 52 и 54 могут быть скреплены ни их передних краях (ссылочая позиция 210 на фиг. 16b). Кроме того, в некоторых вариантах осуществления слои 50, 52, 54 могут быть продольно скреплены на их центральном участке, где имеются внутренняя направляющая часть 126 и направляющая полоса 174 (ссылочная позиция 212). Сварка может включать в себя образование непрерывных сварных швов и/или точечную сварку.
Как можно увидеть на фиг. 16с, после этапа соединения или скрепления, иллюстрируемого на фиг. 16b, может следовать этап отделения, на котором многослойный комплект 56 отделяется или отрезается от скрепленной полосы 208. При отрезании скрепленной полосы 208 так, что по меньшей мере небольшая латеральная часть вырезанных частей 68 и/или 166 отрезается от многослойного комплекта 56, может быть образовано боковое отверстие 78, через которое может быть доступен направляющий паз 76. Операция отрезания или отделения дополнительно может обеспечить образование в основном прямоугольного контура 216 многослойного комплекта.
На дальнейшем этапе, иллюстрируемом на фиг. 16d, может осуществляться обработка по меньшей мере одного переднего края 32 многослойного комплекта, что в частности может включать в себя обработку с удалением материала таким образом, чтобы образовать по меньшей мере одну переходную область 94 (см. также фиг. 5, 6 и 7а). Как можно дополнительно увидеть на фиг. 16d, передний край 32 многослойного комплекта 56 может иметь по существу U-образную форму, которую также имеют зубья после обработки зубьев. В частности, направляющий паз 76 может продолжаться продольно по меньшей мере частично в передний край 32, так что образуются первое плечо 178 зуба, второе плечо 180 зуба и соединительная область 182. Первое плечо 178 зуба может быть в основном образовано первой частью 44 стенки (или: первым слоем 50). Второе плечо 180 зуба может быть в основном образовано из второй части 46 стенки (или: второго слоя 52). Соединительная область 182 может быть в основном образована из промежуточной части 48 стенки (или: промежуточного слоя 54). Обработка переднего края 32 может включать в себя обработку с удалением материала, в частности электрохимическую обработку.
На дальнейшем этапе изготовления в многослойном комплекте 56 могут быть обеспечены зубья 40 и соответствующие выемки 42 между зубьями на по меньшей мере одном переднем крае 42. Обработка зубьев может включать в себя обработку с удалением материала, чтобы образовать множество пазов, которые могут образовать выемки между зубьями таким образом, чтобы далее образовать между ними множество зубьев 40. Обработка зубьев может включать в себя операции резания. В частности, механическая обработка зубьев может включать в себя электроэрозионную обработку электродом-проволокой. Как можно далее увидеть на фиг. 16е, на промежуточном этапе изготовления, зубья 40 могут содержать острые переходные края 218, где соединяются их боковые поверхности 222 и контактные поверхности 224.
На дальнейшем этапе изготовления, показанном на фиг. 16f, который может следовать за этапом, иллюстрируемым на фиг. 16е, зубчатая многослойная комплект 56 может быть подвергнута дальнейшей механической обработке, или в более общем смысле, подвергнута обработке. В частности, острые края 218, которые могут иметься после образования зубьев 40, могут быть закруглены. Закругление может включать в себя обработку с удалением материала, в частности электрохимическую обработку. В этом отношении дополнительно обратимся к фиг. 8. Например, радиус Rtle изогнутого переходного участка края может находиться в диапазоне около от 0,05 мм до 0,07 мм, в частности в диапазоне около от 0,053 мм до 0,063 мм.
Следует отметить в отношении фиг. 16а-16f, что их порядок и порядок соответствующих этапов изготовления не обязательно включает в себя и задает фиксированный порядок изготовления. Например, этапы изготовления, иллюстрируемые на фиг. 16d и фиг. 16е, могут быть сдвинуты, или, более конкретно, могут быть взаимозаменяемыми. Кроме того, в некоторых вариантах осуществления способа изготовления этап образования переходной области и этап образования зубчатой формы могут выполняться даже параллельно или, по меньшей мере, с перекрытием по времени выполнения.
На фиг. 17 иллюстрируется система 214 для изготовления неподвижного ножа 22 согласно нескольким аспектам настоящего изобретения. В частности, по меньшей мере некоторые из предварительных и промежуточных этапов, иллюстрируемых на фиг. 16b-16f, могут выполняться или осуществляться, используя систему 214 для изготовления.
Соответствующий полосовой материал 194, 196, 198 для образования первого слоя 50, второго слоя 52 и промежуточного слоя 54 может подаваться из соответствующих рулонов 200, 202, 204. Первая полоса 194 может подаваться из первого рулона 200. Вторая полоса 196 может подаваться из второго рулона 202. Промежуточная полоса 198 может быть обеспечена из промежуточного рулона 204. Направление подачи указано на фиг. 17 посредством ссылочной позиции 226. В некоторых вариантах осуществления, рулоны 202 и 204 могут уже содержать соответствующие вырезанные части 68 и 166 для второго слоя 52 и промежуточного слоя 54. Кроме того, также возможно обеспечить в рулонах материал для второй полосы 196 и промежуточной полосы 198, который имеет заполненную поверхность, т.е. поверхность без соответствующих вырезов. В этом случае система 214 для изготовления может дополнительно включать в себя по меньшей мере одно режущее или штамповочное устройство для образования соответствующих вырезов 68, 166 в полосах 196, 198.
Согласно варианту осуществления, иллюстрируемому на фиг. 17, рулоны 202, 204 могут содержать предварительно изготовленные или предварительно обработанные полосы 196, 198. Полосовой материал 194, 196, 198, образующий соответствующие первый, второй и промежуточный слои 50, 52, 54, могут подаваться или направляться к устройству 228 для скрепления. В общем, устройство 228 для скрепления также может быть названо устройством для взаимного соединения или устройством для крепления. На устройстве 228 для скрепления может осуществляться прием, поддержка и выравнивание соответствующих частей полос 194, 196, 198. В этом отношении, дополнительно обращаемся к фиг. 18, на котором показан вид сверху, иллюстрирующий предварительно обработанные или предварительно изготовленные полосы 194, 196, 198. Отметим, что полосы 194, 196, 198 не обязательно должны подаваться из рулонов 200, 202, 204. Также могут использоваться плоские предварительные продукты, например листы или заготовки. Некоторые или каждая из полос 194, 196, 198 может иметь соответствующие элементы 242, 244 для выравнивания. Элементы 242, 244 для выравнивания могут обеспечивать взаимное выравнивание положения между соответствующими частями полос 194, 196, 198 в продольном направлении X и в поперечном направлении Y. Например, первые элементы 242 для выравнивания в полосах 194, 196, 198 могут обеспечивать выравнивание и в продольном направлении и в поперечном (или: латеральном) направлении. Кроме того, элементы 244 для выравнивания в полосах 194, 196, 198 могут в общем обеспечивать выравнивание в поперечном (или: латеральном) направлении. Таким образом возможно предотвратить позиционную сверхдетерминацию полос 194, 196, 198. В некоторых вариантах осуществления элементы 242 для выравнивания могут быть выполнены в виде цилиндрических отверстий. В отличие от этого, элементы 244 для выравнивания могут быть выполнены в виде удлиненных отверстий. После выравнивания и укладки в комплект удовлетворительным образом в устройстве 228 для скрепления, соответствующие полосы 194, 196, 198 могут быть неподвижно соединены друг с другом, предпочтительно скреплены, более предпочтительно путем сварки, тем самым образуя скрепленную полосу 208 (см. также фиг. 16b).
Система 214 для изготовления может дополнительно содержать устройство 230 для отделения, в частности режущее или штамповочное устройство 230. Посредством устройства 230 для отделения соответствующие части скрепленной полосы 208, полученной на устройстве 228 для скрепления и поданной на устройство 230 для отделения, могут быть отрезаны (или: вырезаны). Обращаясь снова к фиг. 18 в этом отношении, подлежащая отделению часть скрепленной полосы 208 может иметь общий размер ltro по длине в поперечном направлении. Каждый из элементов 242, 244 для выравнивания, которые располагаются между соответствующими подлежащими отделению частями скрепленной полосы 208, могут располагаться в частях, имеющих размеры lwa1 и lwa2 по длине отходов резания, соответственно. Другими словами, после отрезания соответствующих частей скрепленной полосы 208 так, чтобы получить множество многослойных комплектов 56, имеющих общий размер ltro по длине в поперечном направлении, обрезки или отходы резания, указанные на фиг. 18 посредством соответствующих размеров lwa1 и lwa2 по длине отходов резания, должны быть отрезаны (или: вырезаны) от скрепленной полосы 208. Отметим, что, только в иллюстративных целях, скрепленный слой 208 и многослойная комплект 56 показаны на фиг. 18 разнесенными друг от друга на виде с разделением деталей. Дополнительно отметим, что полосы 194, 196, 198 предпочтительно могут иметь одинаковую протяженность llo в продольном направлении.
Обращаясь далее к фиг. 17, система 214 для изготовления может дополнительно содержать устройство 232 для образования формы зуба, в частности устройство 232 для электроэрозионной обработки электродом-проволокой. В частности предпочтительно устройство 232 выполнено с возможностью одновременно обрабатывать комплект 238, содержащий множество многослойных комплектов 56. В устройстве 232 для образования формы зуба могут быть образованы продолжающиеся в основном в продольном направлении пазы на соответствующих передних краях 32, 34 многослойных комплектов 56 (см. также фиг. 16е).
Система 214 для изготовления может далее содержать устройство 334 для обработки (или: механической обработки), в частности устройство, выполненное с возможностью осуществления электрохимической обработки или механической обработки многослойных комплектов 56, подаваемых на него. При этом могут использоваться операции скашивания краев и/или закругления для обработки острых краев в многослойных комплектах 56 (см. также фиг. 16f). Кроме того отметим, что в некоторых вариантах осуществления устройство 234 для обработки дополнительно может быть выполнено с возможностью образования или обработки по меньшей мере одной переходной области 94 в многослойных комплектах 56 (см. также фиг.16d). В качестве альтернативы, система 214 для изготовления может содержать дополнительное отдельное устройство для обработки или механической обработки, в частности устройство, которое выполнено с возможностью выполнения электрохимической обработки. Это устройство может быть расположено, например, между устройством 230 для отделения и устройством 232 для образования формы зуба, и выполнено с возможностью образования по меньшей мере одной переходной области 94 перед образованием зубьев 40 многослойного комплекта. Также возможно использовать в основном одинаковое устройство 234 для обработки или механической обработки для обработки по меньшей мере одной переходной области 94 и для закругления или скашивания краев зубьев 40 на разных этапах изготовления.
Обращаясь далее к фиг. 19 и фиг. 20, будут проиллюстрированы и описаны несколько этапов примерного варианта осуществления способа изготовления неподвижного ножа и способа изготовления ножевого узла согласно нескольким аспектам настоящего изобретения. На фиг. 19 схематично иллюстрируется способ изготовления неподвижного ножа ножевого узла. В общем, возможные этапы указаны на фиг. 19 посредством изображенных штриховыми линиями блоков. В начале, на этапах 300, 304, 308 могут быть обеспечены или поданы соответствующие полосы для образования первого слоя, второго слоя и промежуточного слоя. Перед этапами 304, 308 возможны дополнительные возможные этапы. Этапы 302, 306 могут включать в себя образование соответствующих вырезанных частей в соответствующих второй полосе, из которой может быть образован второй слой, и промежуточной полосе, из которой может быть образован промежуточный слой. Однако, в качестве альтернативы, этапы 302, 306 могут отсутствовать в том случае, когда подаются предварительно обработанные вырезанные полосы. Возможный этап 310 выравнивания может следовать за этапами 300, 304, 308. Этап выравнивания может рассматриваться в качестве отдельного этапа 310, но в качестве альтернативы он также может быть включен в последующий этап 312, относящийся к расположению соответствующих полос друг на друге плотным образом. Этап 312 дополнительное может включать в себя расположение промежуточной полосы между первой полосой и второй полосой. Этап 310 выравнивания может включать в себя продольное и/или латеральное (или: поперечное) выравнивание соответствующих полосовых частей. После этапа 312 может следовать этап 314 соединения, на котором соответствующие полосы могут быть неподвижно соединены друг с другом. В частности, этап 314 может включать в себя скрепление, предпочтительно этап сварки. Тем самым может быть образована скрепленная полоса, в частности скрепленная многослойная полоса.
Далее, на следующем возможном этапе 316 соответствующая отдельная комплект может быть отделена от скрепленной полосы. Этот этап может использоваться в частности в тех случаях, когда скрепленная полоса, или более точно, исходные полосы, образующие соответствующие слои, имеют форму и размеры, обеспечивающие возможность образования из них множества многослойных комплектов. Например, каждая из первой полосы, второй полосы и промежуточной полосы может быть обеспечена в виде удлиненного металлического листового материала, в частности в виде рулонного материала. Тем самым на основе одной полосы могут быть образовано большое количество многослойных комплектов. Однако в некоторых вариантах осуществления могут быть обеспечены на этапах 300, 304, 308 полосовые части, которые уже приспособлены для конечной общей формы многослойной комплекта, подлежащей образованию. В этом случае этап 316 отделения может отсутствовать. В том случае, если выравнивание полос на этапе 310 осуществляется с участием особых элементов для выравнивания, обеспеченных в полосах, соответствующе участки для выравнивания также могут быть отрезаны на этапе 316 отделения.
В некоторых вариантах осуществления далее может следовать общий процесс 318 обработки вершины и/или сглаживания вершины. На этапе 318 может быть образована или обрабатываться по меньшей мере одна переходная область на по меньшей мере одного переднего края многослойных комплектов. Этап 318 в частности может включать в себя процессы скашивания края и/ил закругления. Для этого этап 318 может быть сконфигурирован как процесс электрохимической обработки. Может быть обеспечен этап 320, который осуществляется после возможного этапа 318 (или, в качестве альтернативы, перед ним). Этап 320 можно рассматривать как этап образования зубьев, или, более конкретно, этап нарезания зубьев. Например, этап 320 может включать в себя выполнение операции резания на по меньшей мере одного переднего края многослойного комплекта так, чтобы образовать множество пазов или интервалов между зубьями. Этап 320 может использовать, например, операции электроэрозионной обработки электродом-проволокой. После образования зубьев и интервалов между зубьями на этапе 320 в общем могут образоваться острые края на зубьях. Следовательно может последовать другой этап 322, на котором может осуществляться операция обработки зубьев с удалением материала. В частности, этап 322 может включать в себя операции закругления или скашивания краев на острых краях зубьев. Так как по меньшей мере одна вырезанная часть может присутствовать в промежуточной полосе, образующей промежуточный слой, процессы расположения, соединения и обработки слоев также могут одновременно образовать в многослойном комплекте направляющий паз, в котором может размещаться подвижный нож. В конце этапа 322 может быть получен неподвижный нож для устройства для срезания волос, имеющий многослойную конструкцию.
На фиг. 20 представлен примерный вариант осуществления способа изготовления ножевого узла для устройства срезания волос. Способ может включать в себя этап 330, на котором может быть подан неподвижный нож, изготовленный согласно нескольким аспектам описанного выше способа изготовления. Предпочтительно неподвижный нож содержит отверстие, в частности боковое отверстие, через которое обеспечивается возможность доступа в направляющий паз в неподвижном ноже. На дальнейшем этапе 332 может быть подан соответствующий подвижный нож 24, содержащий по меньшей мере один зубчатый передний край. Далее может следовать этап 334 сборки, на котором подвижный нож вставляется в направляющий паз неподвижного ножа. В частности предпочтительно подвижный нож вставляется через боковое отверстие на поперечном (или: латеральном) конце неподвижного ножа.
Следует подчеркнуть, что представленный выше способ изготовления не должен быть истолкован как единственный возможный подход для изготовления ножевого узла, сформированного согласно нескольким аспектам настоящего изобретения. В частности, когда в этом описании представляются и описываются конструктивные признаки ножевого узла, эти признаки не обязательно относятся к конкретному способу изготовления. Возможно использовать множество способов изготовления для получения неподвижных ножей. Каждый раз, когда описание конструктивных признаков соотносится с приведенным выше способом изготовления, это необходимо рассматривать в качестве иллюстративной дополнительной информации для удобства понимания, и это не следует истолковывать как ограничение изобретение описанными этапами изготовления.
Дополнительно следует отметить, что каждый раз, когда термины, такие как «первый слой», «второй слой» и «промежуточный слой» используются здесь в сочетании с конструкцией неподвижного ножа, они могут быть легко заменены на «первая часть стенки», «вторая часть стенки» и «промежуточная часть стенки», соответственно, не выходя за пределы объема настоящего изобретения. Термины «первый слой», «второй слой» и «промежуточный слой» и «многослойная комплект» не должны быть истолкованы как ограничивающие изобретение только теми вариантами осуществления неподвижных ножей, которые фактически образованы из выполненных в виде тонких пластин (например, из листового металла) подкомпонентов, которые фактически (физически) отличаются друг от друга перед их соединением друг с другом во время процесса изготовления.
Очевидно, что в варианте воплощения способа изготовления ножевого узла согласно изобретению, некоторые описанные здесь этапы могут выполняться в другом порядке, или даже параллельно. Кроме того, некоторые из этапов могут быть пропущены, также не выходя за пределы объема изобретения.
Хотя выше были описаны иллюстративные варианты осуществления настоящего изобретения, частично со ссылкой на прилагаемые чертежи, понятно, что изобретение не ограничивается этими вариантами осуществления. Специалистами в этой области техники, после изучения чертежей, описания и прилагаемой формулы изобретения, могут быть обнаружены и осуществлены изменения в описанных вариантах осуществления при реализации на практике настоящего изобретения. Ссылки в описании на «один вариант осуществления» или «вариант осуществления» означают, что конкретный признак, конструкция или характеристика, описанные в сочетании с вариантом осуществления, включены по меньшей мере в один вариант осуществления неподвижного ножа, ножевого узла, способа изготовления, и т.д., согласно настоящему изобретению. Таким образом, фразы «в одном варианте осуществления» или «в варианте осуществления» в различных местах этого описания не обязательно все относятся к одному и тому же варианту осуществления. Кроме того, отметим, что конкретные признаки, конструкции или характеристики одного или более вариантов осуществления могут комбинироваться любым подходящим образом, чтобы получить новые, не описанные здесь явно, варианты осуществления.
В формуле изобретения термины «содержит» или «включает в себя» не исключают другие элементы и этапы, и использование единственного числа не исключает множественного числа. Один элемент или другое устройство могут выполнять функции нескольких элементов, описанных в формуле изобретения. Сам по себе факт, что некоторые меры приведены во взаимно различных зависимых пунктах формулы изобретения не означает, что комбинация этих мер не может использоваться для получения преимущества.
Любые ссылочные позиции в формуле изобретения не следует истолковывать в качестве ограничивающих объем настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ ЛЕЗВИЙ И УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС | 2014 |
|
RU2676375C2 |
| НАБОР ЛЕЗВИЙ И УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС | 2014 |
|
RU2659519C2 |
| КОМПЛЕКТ ЛЕЗВИЙ И УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС | 2014 |
|
RU2690061C2 |
| НАБОР ЛЕЗВИЙ И УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС | 2014 |
|
RU2660470C2 |
| НЕПОДВИЖНЫЙ НОЖ, НАБОР НОЖЕЙ И БЫТОВОЙ ПРИБОР ДЛЯ СТРИЖКИ ВОЛОС | 2016 |
|
RU2714560C2 |
| НОЖЕВОЙ БЛОК, УСТРОЙСТВО ДЛЯ СРЕЗАНИЯ ВОЛОС И СООТВЕТСТВУЮЩИЙ СПОСОБ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2680324C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НОЖЕВОГО БЛОКА, НОЖЕВОЙ БЛОК И УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС | 2017 |
|
RU2720274C2 |
| НАБОР ЛЕЗВИЙ ДЛЯ УСТРОЙСТВА ДЛЯ СТРИЖКИ ВОЛОС И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2632339C2 |
| УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС | 2013 |
|
RU2649615C2 |
| НАСАДКА-ГРЕБЕНЬ И УСТРОЙСТВО ДЛЯ СРЕЗАНИЯ ВОЛОС | 2015 |
|
RU2679158C2 |
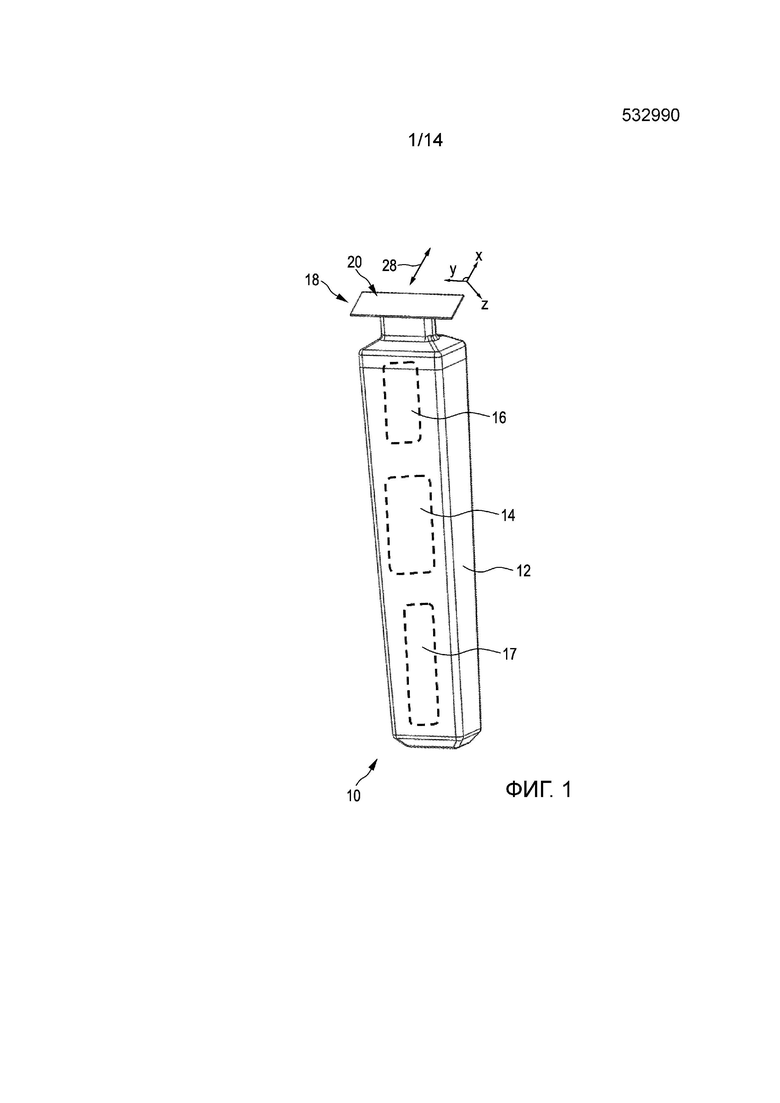
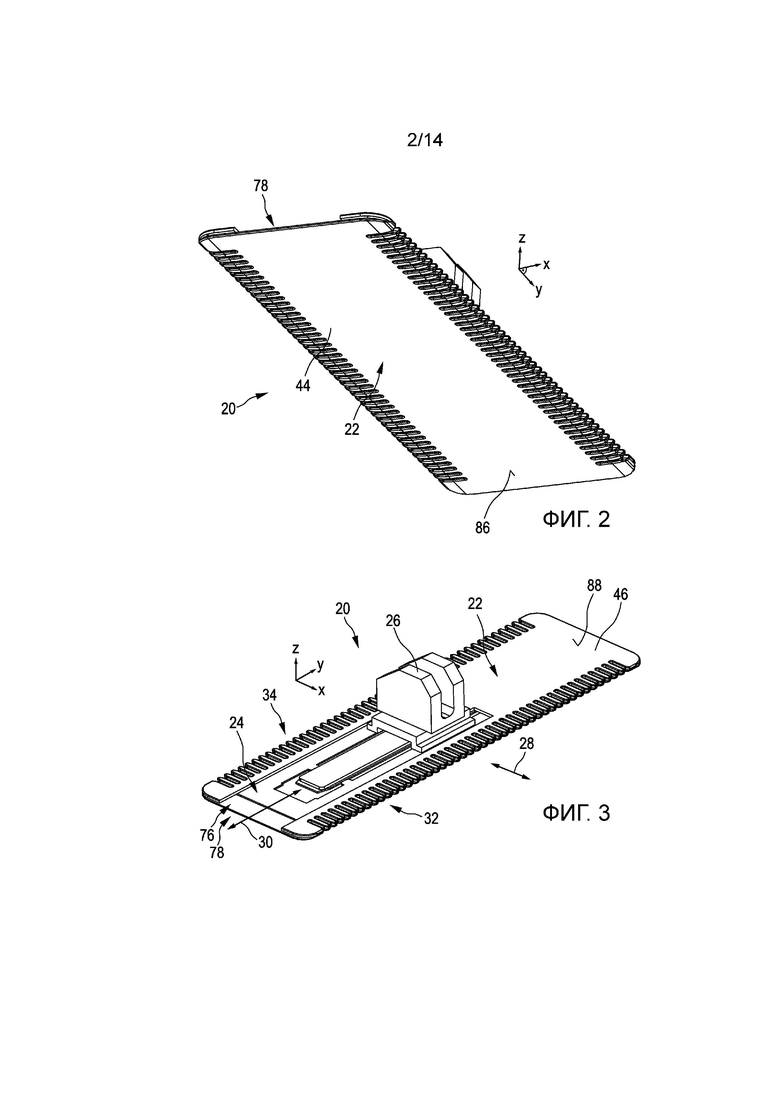
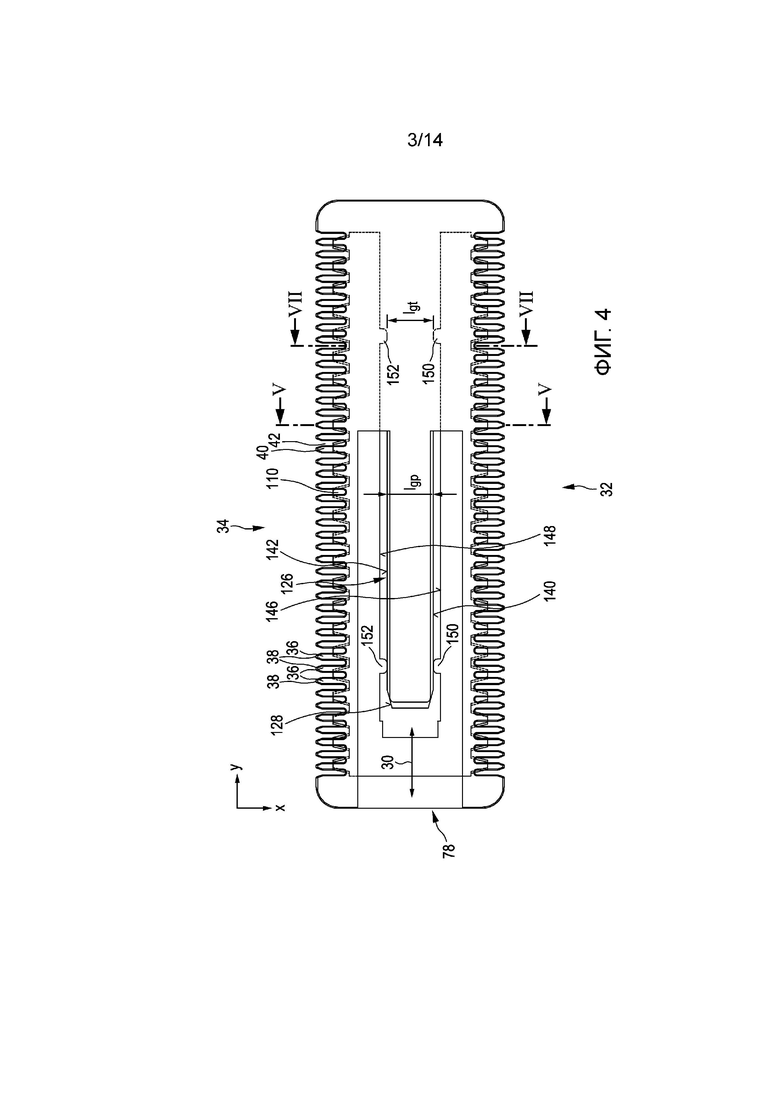
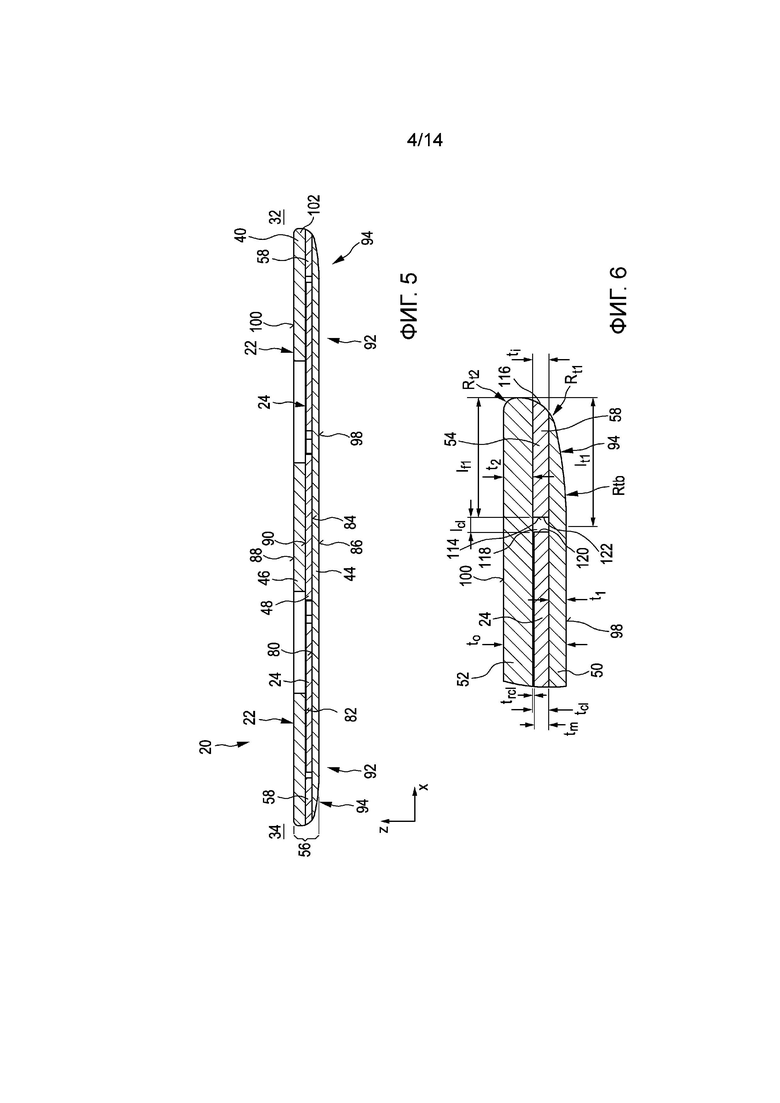
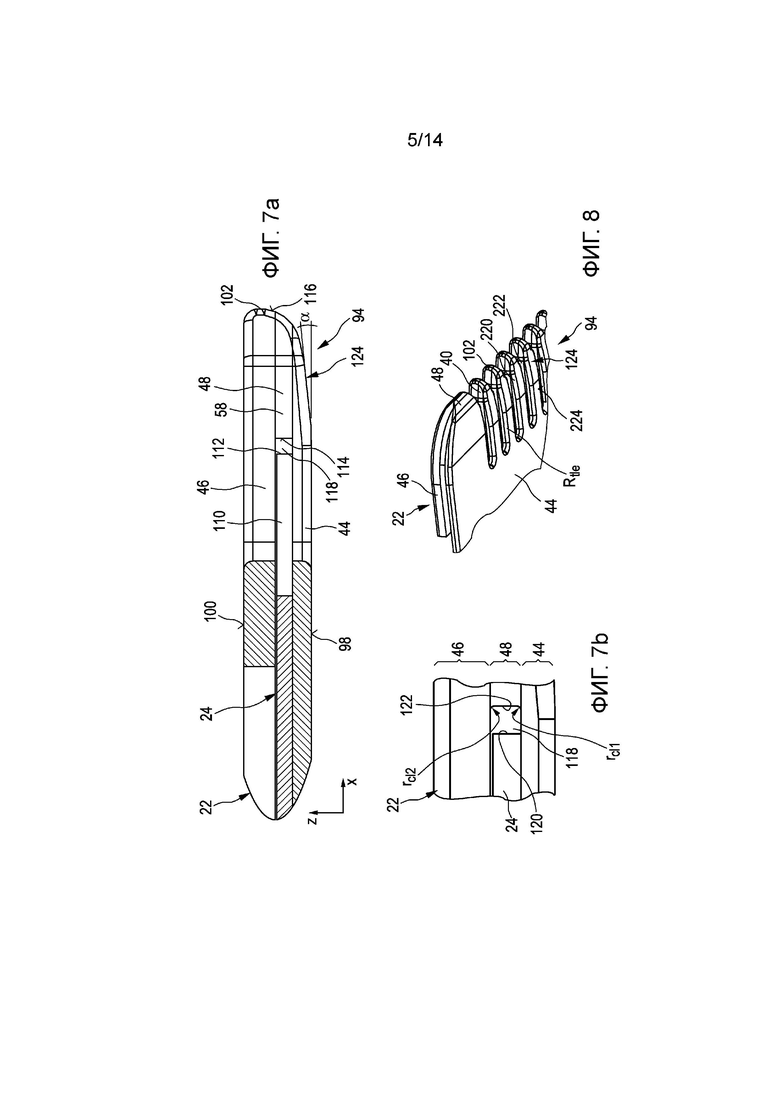
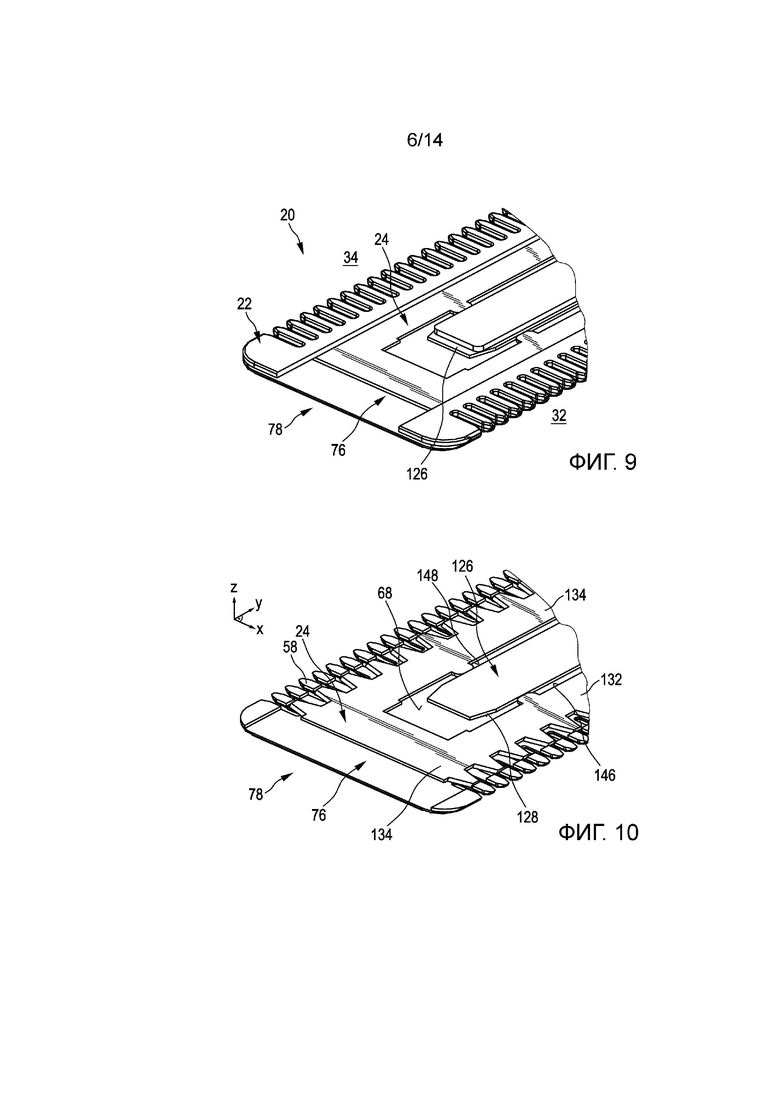
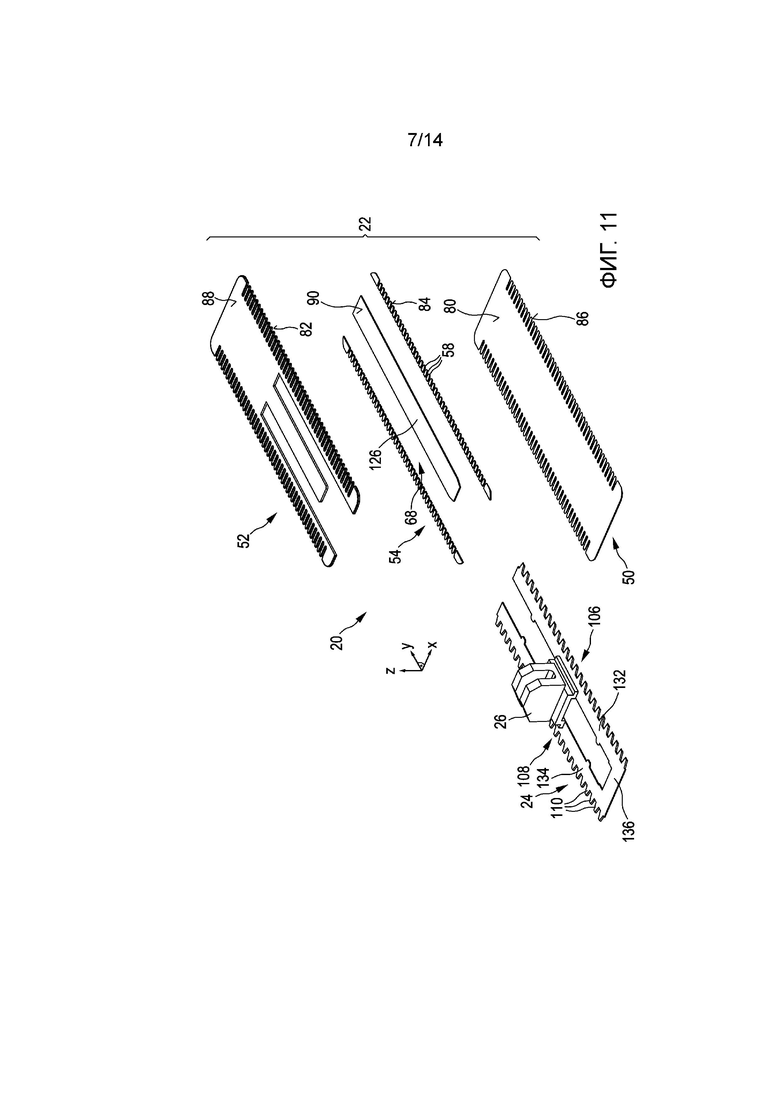
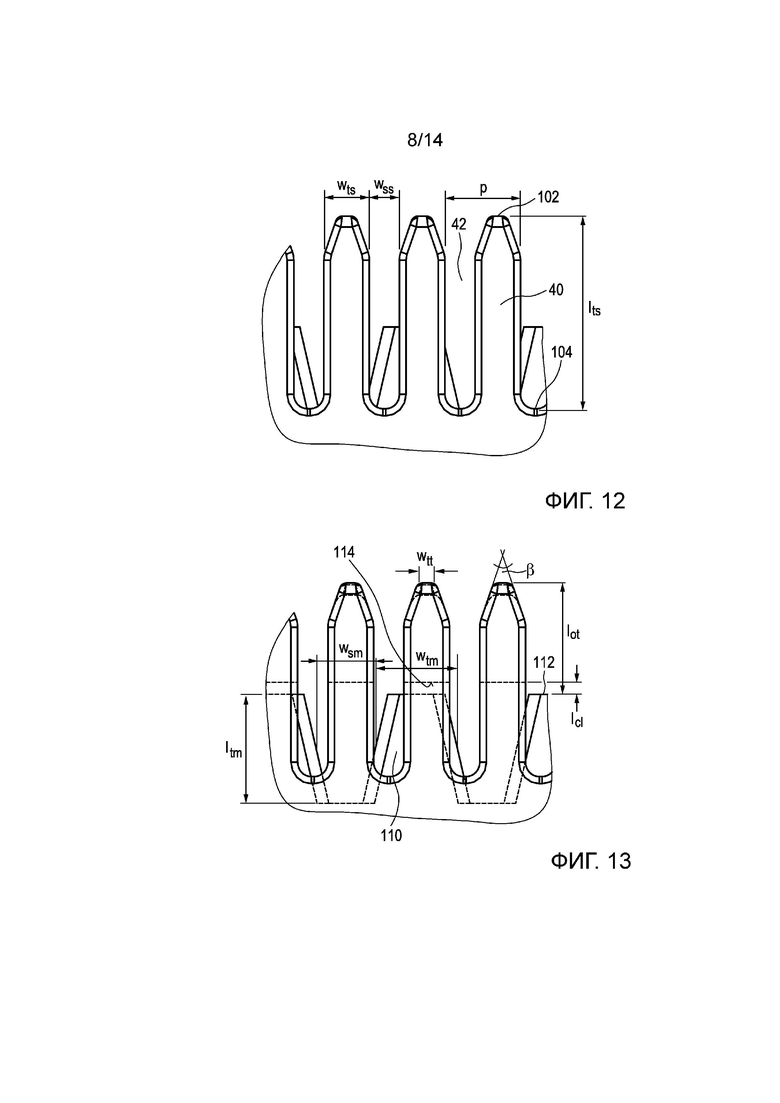


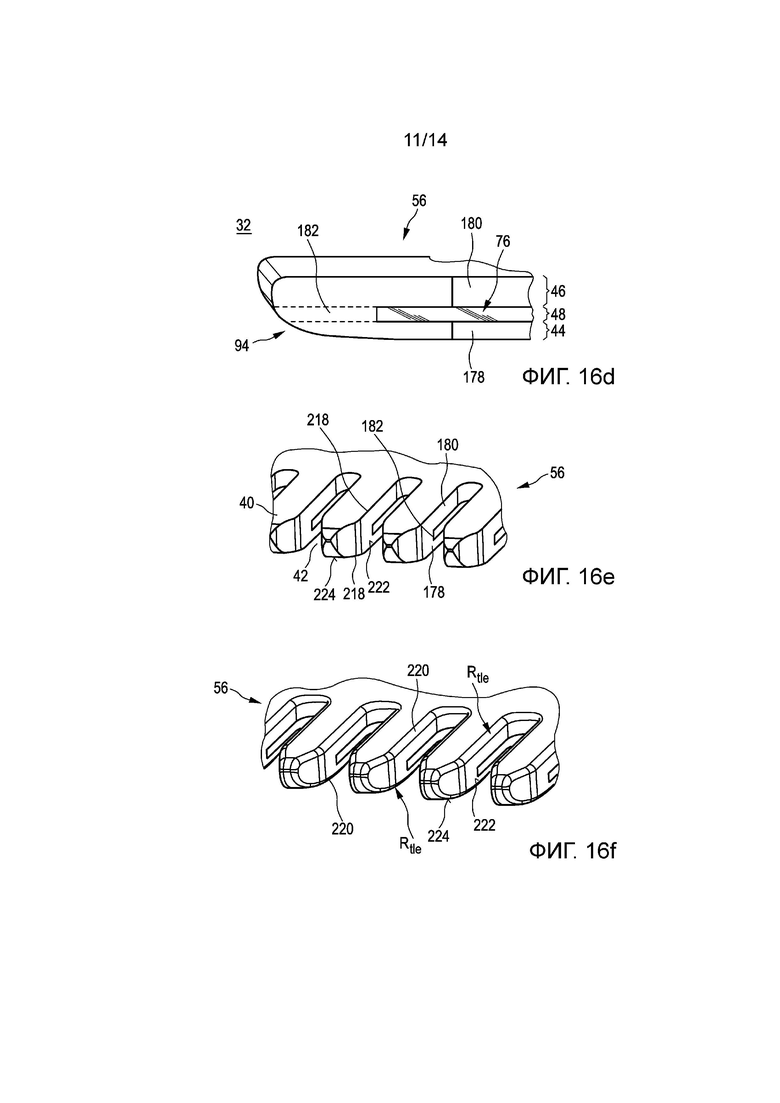
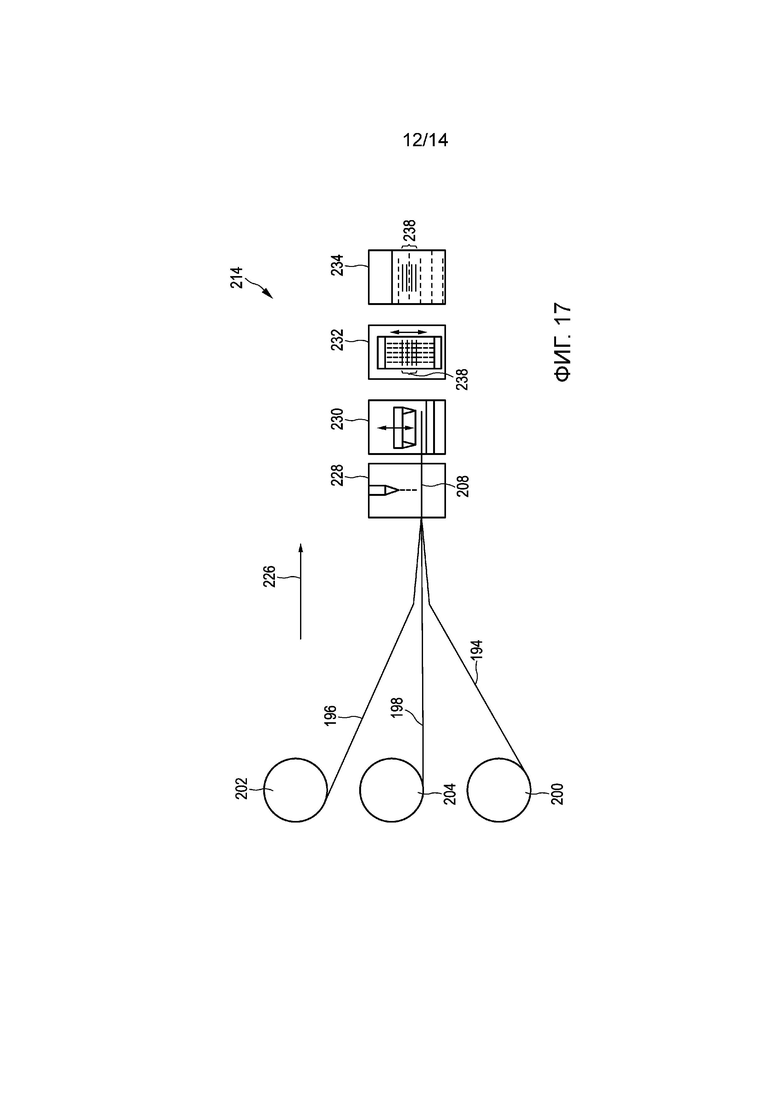

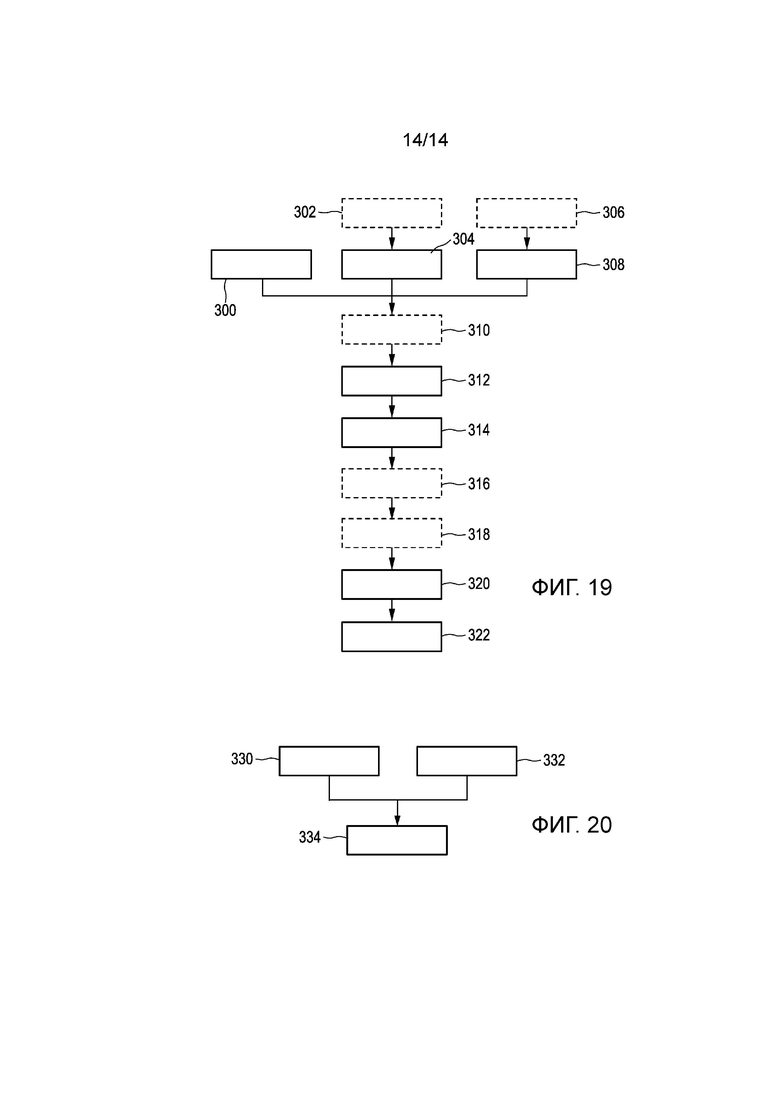
Изобретение относится к области устройств для срезания волос. Сегментированный неподвижный нож для ножевого узла устройства для срезания волос содержит первый, второй и промежуточный сегменты стенки. Указанные сегменты стенки неподвижно соединены между собой с образованием сегментированного комплекта. Промежуточный сегмент расположен между первым и вторым сегментами стенки и содержит вырезанную часть. Первый, второй и промежуточный сегменты стенки образуют на конце сегментированного комплекта зубчатый передний край. Передний край содержит взаимно разнесенные выступы, образующие зубья и соответствующие интервалы между зубьями. Взаимно разнесенные выступы продолжаются вперед в продольном направлении, приблизительно перпендикулярном поперечному направлению. Вырезанная часть, первый и второй сегменты стенки образуют между ними направляющий паз для подвижного ножа. Первый сегмент стенки выполнен в виде обращенного к коже пользователя сегмента стенки, имеющего размер по высоте от 0,04 мм до 0,3 мм. Изобретение также относится к способу изготовления соответствующего ножа, ножевому узлу устройства для срезания волос и способу его изготовления и устройству для срезания волос. Техническим результатом изобретения является улучшение качества срезания волос. 5 н. и 12 з.п. ф-лы, 20 ил.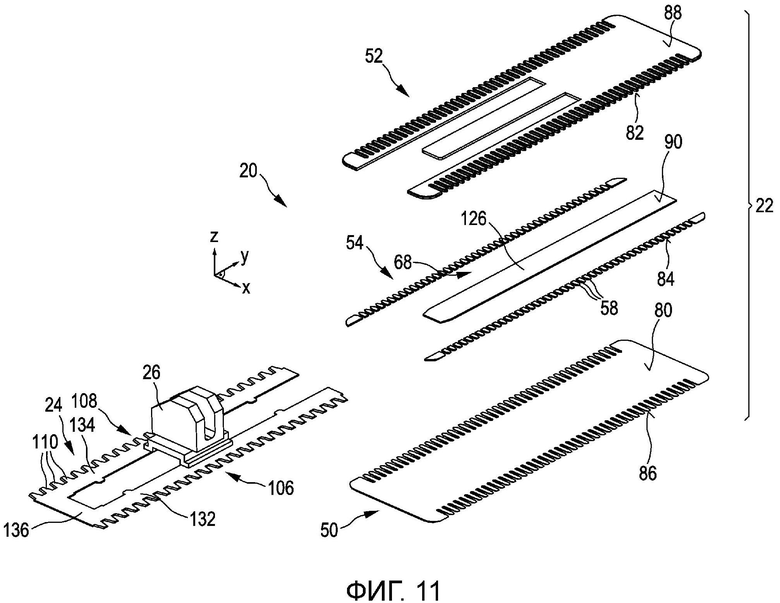
1. Сегментированный неподвижный нож (22) ножевого узла (20) устройства (10) для срезания волос, выполненный с возможностью перемещения через волосы в направлении (28) перемещения для срезания волос и содержащий
первый сегмент (50) стенки, выполненный с возможностью выполнения функции обращенного к коже пользователя сегмента стенки во время работы, второй сегмент (52) стенки и промежуточный сегмент (54) стенки, причем по меньшей мере первый сегмент (50) стенки является по существу плоским,
при этом первый сегмент (50) стенки, второй сегмент (52) стенки и промежуточный сегмент (54) стенки неподвижно соединены друг с другом с образованием сегментированного комплекта (56),
при этом промежуточный сегмент (54) стенки расположен между первым сегментом (50) стенки и вторым сегментом (52) стенки,
при этом первый сегмент (50) стенки, второй сегмент (52) стенки и промежуточный сегмент (54) стенки имеют по существу одинаковую общую протяженность с обеспечением совместного образования на конце сегментированного комплекта (56) по меньшей мере одного зубчатого переднего края (32, 34),
при этом по меньшей мере один передний край (32, 34) содержит взаимно разнесенные выступы (36), чередующиеся с соответствующими взаимно разнесенными пазами с образованием зубьев (40) и соответствующих интервалов (42) между зубьями,
при этом зубчатый передний край (32, 34) по меньшей мере частично продолжается в поперечном направлении (Y, t) относительно направления (28) перемещения во время работы, а взаимно разнесенные выступы (36) по меньшей мере частично продолжаются вперед в продольном направлении (X, r), приблизительно перпендикулярном поперечному направлению (Y, t),
при этом промежуточный сегмент (54) стенки содержит по меньшей мере одну вырезанную часть (68), причем по меньшей мере одна вырезанная часть (68), обеспеченная в промежуточном сегменте (54) стенки, образует остаточные концевые части (182) промежуточного сегмента (54) стенки по меньшей мере на одном переднем крае (32, 34) сегментированного комплекта (56), и
при этом по меньшей мере одна вырезанная часть (68) в промежуточном сегменте (54) стенки, первый сегмент (50) стенки и второй сегмент (52) стенки образуют между ними направляющий паз (76) для подвижного ножа (24),
причем первый сегмент (50) стенки выполнен в виде обращенного к коже пользователя сегмента стенки, имеющего размер (t1) по высоте, перпендикулярный продольному направлению (X, r) и поперечному направлению (Y, t), причем размер (t1) по высоте находится в диапазоне около от 0,04 мм до 0,3 мм.
2. Неподвижный нож (22) по п. 1, в котором первый сегмент стенки образует первый слой (50), второй сегмент стенки образует второй слой (52), промежуточный сегмент стенки образует промежуточный слой (54), при этом первый слой (50), второй слой (52) и промежуточный слой (54) образуют многослойный комплект (56).
3. Неподвижный нож (22) по п. 1 или 2, в котором по меньшей мере первый сегмент (50) стенки представляет собой сегмент стенки из листового металла, при этом предпочтительно каждый из первого сегмента (50) стенки, второго сегмента (52) стенки и промежуточного сегмента (54) стенки представляет собой сегмент стенки из листового металла.
4. Неподвижный нож (22) по п. 1 или 2, в котором первый сегмент (50) стенки выполнен в виде обращенного к коже сегмента стенки, имеющего размер (t1) по высоте, в частности размер по толщине стенки из листового металла, перпендикулярный продольному направлению (X, r) и поперечному направлению (Y, t), причем размер (t1) по высоте находится в диапазоне от 0,04 мм до 0,2 мм или диапазоне около от 0,04 мм до 0,15 мм.
5. Неподвижный нож (22) по п. 1, в котором второй сегмент (52) стенки выполнен в виде заднего сегмента стенки, противоположного обращенному к коже первому сегменту (50) стенки, причем второй сегмент (52) стенки имеет размер (t2) по высоте, в частности размер по толщине стенки из листового металла, перпендикулярный продольному направлению (X, r) и поперечному направлению (Y, t), причем соотношение между размером (t2) по высоте второго сегмента (52) стенки и размером (t1) по высоте первого сегмента (50) стенки находится в диапазоне около от 0,8:1 до 5,0:1, предпочтительно в диапазоне около от 1,2:1 до 3,0:1, более предпочтительно в диапазоне около от 1,5:1 до 1,8:1.
6. Неподвижный нож (22) по п. 1 или 2, в котором промежуточный сегмент (54) стенки непосредственно прикреплен к каждому из первого сегмента (50) стенки и второго сегмента (52) стенки, причем первый сегмент (50) стенки, второй сегмент (52) стенки и промежуточный сегмент (54) стенки скреплены вместе, в частности путем лазерной сварки.
7. Неподвижный нож (22) по п. 1 или 2, в котором количество концевых частей (182) соответствует количеству соответствующих зубьев (40), причем концевые части (182) промежуточного сегмента (54) стенки образуют отдельные части промежуточного сегмента (54) стенки.
8. Неподвижный нож (22) по п. 1 или 2, в котором по меньшей мере одна вырезанная часть (68), обеспеченная в промежуточном сегменте (54) стенки, продольно продолжается в продольный конец сегментированного комплекта (56) для образования в основном U-образной формы зуба продолжающихся вперед выступов (36) в плоскости сечения, перпендикулярной поперечному направлению (Y, t), причем U-образная форма зуба содержит первое плечо (178) зуба, образованное первым сегментом (50) стенки, второе плечо (180) зуба, образованное вторым сегментом (52) стенки, и соединительную область (182), образованную остаточной концевой частью промежуточного сегмента (54) стенки, соединяющую первое плечо (178) стенки и второе плечо (180) стенки.
9. Неподвижный нож (22) по п. 1 или 2, в котором первый сегмент (50) стенки, второй сегмент (52) стенки и промежуточный сегмент (54) стенки совместно образуют на первом продольном конце сегментированного комплекта (56) первый зубчатый передний край (32) и на втором продольном конце сегментированного комплекта (56) второй зубчатый передний край (34), причем первый передний край (32) и второй передний край (34) обращены друг от друга, каждый из первого переднего края и второго переднего края содержит зубчатую часть (40), а неподвижный нож (22) выполнен с возможностью расположения подвижного ножа (24), содержащего два соответствующих зубчатых передних края (106, 108).
10. Неподвижный нож (22) по п. 1 или 2, в котором по меньшей мере одна вырезанная часть (68) в промежуточном сегменте (54) стенки дополнительно образует боковое отверстие (78) на поперечном конце сегментированного комплекта (56).
11. Ножевой узел (20) устройства (10) для срезания волос, выполненный с возможностью перемещения через волосы в направлении (28) перемещения для срезания волос и содержащий:
неподвижный нож (22) по любому из пп. 1-10, и
подвижный нож (24) по меньшей мере с одним зубчатым передним краем (106, 108), причем указанный подвижный нож (24) расположен с возможностью перемещения в направляющем пазу (76), образованном неподвижным ножом (22), при этом при линейном движении или вращении подвижного ножа (24) относительно неподвижного ножа (22) по меньшей мере один зубчатый передний край (106, 108) подвижного ножа (24) взаимодействует с соответствующими зубьями (40) неподвижного ножа (22) для обеспечения срезания волос, захваченных между ними, путем режущего действия.
12. Ножевой узел (20) по п. 11, в котором номинальная протяженность (tcl) по высоте зазора направляющего паза (76) образована размером (ti) по толщине промежуточного сегмента (54) стенки, расположенной между первым сегментом (50) стенки и вторым сегментом (52) стенки по меньшей мере на одном переднем крае (32, 34).
13. Устройство (10) для срезания волос, содержащее:
корпус (12), в котором расположен двигатель (14), и
ножевой узел (20) по п. 12, причем неподвижный нож (22) выполнен с возможностью соединения с корпусом (12), при этом подвижный нож (24) выполнен с возможностью функционального соединения с двигателем (14) и приведения им в линейное или вращательное движение подвижного ножа (24) в направляющем пазу (76) неподвижного ножа (22).
14. Способ изготовления сегментированного неподвижного ножа (22) ножевого узла (20) устройства (10) для срезания волос, включающий следующие этапы, на которых:
обеспечивают первый сегмент (50) стенки, второй сегмент (52) стенки и промежуточный сегмент (54) стенки, причем по меньшей мере первый сегмент (50) стенки имеет по существу плоскую форму,
образуют по меньшей мере одну вырезанную часть (68) в промежуточном сегменте (54) стенки,
располагают промежуточный сегмент (54) стенки между первым сегментом (50) стенки и вторым сегментом (52) стенки,
неподвижно соединяют друг с другом, в частности скрепляют, первый сегмент (50) стенки, второй сегмент (52) стенки и промежуточный сегмент (54) стенки с образованием сегментированного комплекта (56), при этом первый сегмент (50) стенки и второй сегмент (52) стенки по меньшей мере частично покрывают по меньшей мере одну вырезанную часть в промежуточном сегменте (54) стенки, расположенном между ними, причем первый сегмент (50) стенки, второй сегмент (52) стенки и промежуточный сегмент (54) стенки имеют по существу одинаковую общую протяженность, при этом этап соединения друг с другом первого сегмента (50) стенки, второго сегмента (52) стенки и промежуточного сегмента (54) стенки дополнительно включает в себя этапы, на которых:
образуют на продольном конце сегментированного комплекта (56) по меньшей мере один передний край (32, 34), на котором первый сегмент (50) стенки, второй сегмент (52) стенки и промежуточный сегмент (54) стенки соединены друг с другом,
образуют направляющий паз (76) для подвижного ножа (24), который образован по меньшей мере одной вырезанной частью (68) в промежуточном сегменте (54) стенки, первом сегменте (50) стенки и втором сегменте (52) стенки, при этом промежуточный сегмент (54) стенки на по меньшей мере одном передней крае (32, 34) дополнительно содержит остаточные концевые части (182), образованные по меньшей мере одной вырезанной частью (68), и
образуют на по меньшей мере одном переднем крае (32, 34) сегментированного комплекта (56) взаимно разнесенные выступы (36), чередующиеся с соответствующими пазами, с образованием зубьев (40) и соответствующих интервалов (42) между зубьями.
15. Способ по п. 14, в котором обеспечивают по меньшей мере первый сегмент (50) стенки в виде полосового материала (194), при этом дополнительно осуществляют следующие этапы, на которых:
перед соединением друг с другом первого сегмента (50) стенки, второго сегмента (52) стенки и промежуточного сегмента (54) стенки выравнивают, в частности продольно и поперечно выравнивают, первый сегмент (50) стенки, второй сегмент (52) стенки и промежуточный сегмент (54) стенки, и
отделяют, в частности путем резания, полосовой материал с получением сегментов, образующих сегментированный комплект (56).
16. Способ по п. 14 или 15, в котором этап образования продолжающихся вперед выступов (36) на по меньшей мере одном переднем крае (32, 34) включает в себя этапы, на которых:
образуют имеющие форму зуба выступы (36) на переднем крае (32, 34) сегментированного комплекта (56) и
обрабатывают с удалением материала имеющие форму зуба выступы (36) с получением зубчатого переднего края (32, 34) неподвижного ножа (22).
17. Способ изготовления ножевого узла (20) устройства (10) для срезания волос, включающий следующие этапы, на которых:
изготавливают неподвижный нож (22) способом по любому из пп. 14-16,
обеспечивают подвижный режущий нож (24), содержащий по меньшей мере один зубчатый передний край (106, 108), выполненный с возможностью взаимодействия по меньшей мере с одним соответствующим передним зубчатым краем (32, 34), и
вставляют подвижный режущий нож (24) в направляющий паз (76) первого сегмента (50) стенки и второго сегмента (52) стенки неподвижного ножа (22) через боковое отверстие (78) на поперечном конце сегментированного комплекта (56).
| УСТРОЙСТВО ДЛЯ КОНДИЦИОНИРОВАНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ ТЕХНОЛОГИЧЕСКИХ ГАЗОВ СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА | 2003 |
|
RU2251577C1 |
| МАЛЫЙ ЭЛЕКТРИЧЕСКИЙ ПРИБОР ДЛЯ УДАЛЕНИЯ ВОЛОС | 2009 |
|
RU2487009C2 |
| СПОСОБ УПРОЧНЕНИЯ ТРУЩИХСЯ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2102529C1 |
| УСТАНОВКА АВТОНОМНОГО ТЕПЛО-И ХОЛОДОСНАБЖЕНИЯ ЗДАНИЙ И СООРУЖЕНИЙ | 2010 |
|
RU2455574C1 |
| ТЕРМОКОМПРЕССИОННОЕ УСТРОЙСТВО | 2010 |
|
RU2425277C1 |
| CN 2145688 Y, 10.11.1993. | |||

