ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка притязает на преимущества приоритета по предварительной заявке на патент США № 62/646,870 (находящейся на рассмотрении), поданной 22 марта 2018, все содержание которой полностью включено в данный документ путем ссылки и сделано частью настоящего раскрытия изобретения. Настоящая заявка также притязает на преимущества приоритета по предварительной заявке на патент США № 62/646,875 (находящейся на рассмотрении), поданной 22 марта 2018, все содержание которой полностью включено в данный документ путем ссылки и сделано частью настоящего раскрытия изобретения. Настоящая заявка также притязает на преимущества приоритета по предварительной заявке на патент США № 62/646,880 (находящейся на рассмотрении), поданной 22 марта 2018, все содержание которой полностью включено в данный документ путем ссылки и сделано частью настоящего раскрытия изобретения.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Настоящее раскрытие изобретения относится в целом к одноразовым впитывающим изделиям, таким как детские подгузники, трусы, приучающие к горшку, урологические изделия для взрослых, женские гигиенические изделия и тому подобное. Более конкретно, настоящее раскрытие изобретения относится к усовершенствованным компонентам впитывающей сердцевины, одноразовым впитывающим изделиям, в которых используются такие компоненты впитывающей сердцевины, и способам их создания или изготовления.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0003] Большинство впитывающих изделий, используемых в настоящее время в качестве детских подгузников, имеют конфигурацию, аналогичную впитывающему изделию 10, показанному на фиг.1А и 1В. Фиг.1А, 1В и 1С воспроизведены из патентной публикации США № 2017/0224548. Обычное впитывающее изделие 10 показано в разложенном плоском положении на фиг.1А и на виде в разрезе на фиг.1В. Впитывающее изделие 10 включает в себя расположенный с наружной стороны, не проницаемый для текучих сред, задний лист 101, расположенный со стороны тела, проницаемый для текучих сред, покрывающий или верхний лист 102 из нетканого материала и впитывающую структуру 110, расположенную между задним листом 101 и верхним листом 102. Впитывающая сердцевина образует основной компонент впитывающей структуры 110 и выполнена и расположена с возможностью приема и удерживания выделяемых организмом, текучих сред. Впитывающая структура 110 может также включать в себя по меньшей мере один слой 103, предназначенный для обработки текучих сред, распределения текучих сред и/или буферизации.
[0004] Задний лист 101 и верхний лист 102 вместе образуют или формируют основной или центральный элемент 105 впитывающего изделия 10. Центральный элемент 105 может иметь первый определяемый в продольном направлении, концевой край 112а, второй определяемый в продольном направлении, концевой край 112b и продольную осевую линию YY, которая проходит через центральный элемент 105 и делит пополам как первый, так и второй концевые края 112а, 112b. Левый и правый боковые края 106а, 106b проходят от одного концевого края 112а до другого концевого края 112b. Каждый концевой край 112а, 112b частично ограничивает поясные зоны 113а, 113b центрального элемента 105, которые по существу характеризуются тем, что они имеют ширину в боковом направлении, существенно превышающую ширину центральной зоны или промежностной зоны 114 центрального элемента 105, определяемую в боковом направлении. Поясные зоны 113а, 113b предназначены для обеспечения возможности размещения впитывающего изделия 10 вокруг талии пользователя. В этой связи первая и вторая поясные зоны 113а, 113b могут быть описаны соответственно как передняя и задняя поясные зоны 113а, 113b. Обычное впитывающее изделие 10 дополнительно включает в себя скрепляющие средства 104, прикрепленные к каждой боковой стороне задней поясной зоны 113а. Скрепляющие средства 104 являются растяжимыми и посредством этого могут быть прикреплены к соответствующей стороне передней поясной зоны 113b. Скрепляющие средства 104 способствуют удерживанию впитывающего изделия 10 вокруг тела и на теле пользователя. Впитывающее изделие 10 также включает в себя средство 107 для эластификации впитывающего изделия 10 для поддержания «ограждения» и герметичности вокруг ног пользователя. Средства 107 эластификации (например, манжеты для ног и/или сборки для ног) могут быть расположены снаружи и вдоль продольных боковых краев 106а и 106b впитывающей структуры 110. Как показано на фиг.1А, обычная впитывающая структура 110 расположена в центре в промежностной зоне 114 и вокруг промежностной зоны 114 впитывающего изделия 10.
[0005] В настоящее время большинство сердцевин подгузников изготовлены из смесей волокон и частиц суперабсорбента, в частности, волокон на основе целлюлозы, полученных из древесной целлюлозы, и частиц суперабсорбента (SAP), полученных из производных полиакриловой кислоты. Впитывающий композитный материал, который особенно подходит для применения в одноразовых впитывающих изделиях или вместе с одноразовыми впитывающими изделиями, представленными в данном документе, описан в патенте США № 6,540,853 (патенте ‘853). Состоящие из SAP и нетканых материалов, впитывающие композитные материалы такого типа, как раскрытые в данном патентном ссылочном материале, доступны в виде рулонов для процесса изготовления подгузников и обеспечивают возможность значительно большей свободы для проектирования впитывающих сердцевин. Тем не менее, поскольку сердцевины из вспушенной измельченной целлюлозы и суперабсорбента, как правило, подаются в виде непрерывного потока или полотна впитывающего материала, более простые и наиболее экономичные процессы требуют сохранения по существу прямоугольной формы впитывающей сердцевины. Эти сердцевины, как правило, образуют с прямоугольными формами, которые предназначены для включения сердцевины во впитывающее изделие. Форму сердцевины, в частности, ее ширину поддерживают с такими размерами/значением, которые допускают размещение в подгузнике в соответствии с промежностной областью пользователя.
[0006] Кроме того, во многих применениях предпочтительно, чтобы впитывающая сердцевина принимала форму, близкую к форме песочных часов. Такие сердцевины подгузников известны в данной области техники как образующие более узкую промежностную зону, которая обеспечивает лучшее прилегание и комфорт для пользователя. Форма песочных часов также обеспечивает более широкие зоны на концах сердцевины, определяемых в продольном направлении, в результате чего повышаются впитывающая способность подгузника и способность к предотвращению утечек в данных зонах над центральной промежностной зоной. Фиг.1С иллюстрирует другое одноразовое впитывающее изделие 10’ по предшествующему уровню техники. Во впитывающем изделии 10’ используется конструкция, в которой ширина впитывающей сердцевины 110’ уменьшена в промежностной зоне 114’, но увеличена в передней и задней поясных зонах 113а’, 113b’. Результатом является впитывающая сердцевина 110’, имеющая форму, более близкую к форме песочных часов. Для получения данной желательной впитывающей сердцевины, имеющей форму песочных часов, из непрерывного полотна впитывающего материала вырезают прямоугольный участок, соответствующий впитывающей сердцевине, и ему дополнительно придают форму, в частности, при образовании узкой центральной зоны.
[0007] Как известно в данной области техники, предпочтительный процесс сборки подгузника представляет собой по существу линейный и эффективный процесс с программным управлением, посредством которого производят большой объем упакованных изделий. Вследствие характера потребительского товара как одноразового изделия, высокой частоты применения изделий и изобилия конкурентных изделий и альтернативных изделий (например, тканевых подгузников многоразового применения) крайне важно сохранять низкую стоимость конечного продукта. Соответственно, также необходимо держать под контролем сложность процесса изготовления и минимизировать число этапов и отходы материалов. Это представляет техническую проблему для специалиста, пытающегося создать альтернативные формы и обеспечить альтернативные функциональные характеристики обычного одноразового впитывающего изделия. Например, несмотря на то, что, как правило, желательна сердцевина подгузника, имеющая форму песочных часов, или в некоторых применениях сердцевина, имеющая зоны с неодинаковой впитывающей способностью, дополнительные этапы резки или придания формы или увеличенные затраты на материалы могут сделать альтернативную конструкцию менее эффективной.
[0008] В любом случае желательны конфигурации впитывающих сердцевин, обеспечивающие дополнительные функциональные возможности и/или улучшенные прилегание и комфорт для пользователя. Однако следует проявлять осмотрительность для минимизации затрат на материалы и сложности изготовления.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0009] Некоторые варианты осуществления включают в себя впитывающую сердцевину, предназначенную для включения в одноразовое впитывающее изделие. Впитывающая сердцевина включает в себя первый нетканый материал, второй нетканый материал и впитывающий материал. Впитывающий материал расположен между первым и вторым неткаными материалами, помещен в первый нетканый материал, помещен во второй нетканый материал, или предусмотрены комбинации вышеуказанного. По меньшей мере одна часть второго нетканого материала включает в себя нетканый материал, подвергнутый увеличению объема.
[0010] Другие варианты осуществления включают систему для увеличения объема нетканого материала. Система включает в себя источник нетканого материала, устройство обработки нетканого материала, расположенное с возможностью приема нетканого материала из источника нетканого материала и увеличения объема нетканого материала, и сборник, расположенный с возможностью приема нетканого материала, подвергнутого увеличению объема, из устройства обработки нетканого материала.
[0011] Другие варианты осуществления включают способ увеличения объема нетканого материала. Способ включает: механическую обработку одной или более поверхностей нетканого материала, термическую обработку данных одной или более поверхностей нетканого материала или комбинации вышеуказанного, в результате чего получают нетканый материал, подвергнутый увеличению объема, при этом нетканый материал, подвергнутый увеличению объема, имеет объемную плотность, которая меньше объемной плотности нетканого материала, и при этом нетканый материал, подвергнутый увеличению объема, имеет объем пустот, который больше объема пустот нетканого материала.
[0012] Другие варианты осуществления включают впитывающую сердцевину. Сердцевина включает в себя первый слой из нетканого материала, второй слой из нетканого материала, соединенный с первым слоем из нетканого материала, третий слой из нетканого материала, контактно взаимодействующий со вторым слоем из нетканого материала со стороны, противоположной первому слою из нетканого материала, и впитывающий материал, помещенный во второй слой из нетканого материала.
[0013] Другие варианты осуществления включают способ изготовления впитывающей сердцевины. Способ включает осаждение двухкомпонентных волокон на слое из нетканого материала, в результате чего формируется полотно из волокон. Осаждение волокон обеспечивает формирование зоны из двухкомпонентных волокон, имеющей более высокую плотность, в нижней части полотна, полученного осаждением, и скопления двухкомпонентных волокон, имеющего более низкую плотность, в верхней части полотна, полученного осаждением. Способ включает нанесение SAP на полотно из волокон.
[0014] Другие варианты осуществления включают впитывающую сердцевину. Сердцевина включает в себя первый нетканый материал, второй нетканый материал, впитывающий материал, при этом впитывающий материал расположен между первым и вторым неткаными материалами, помещен в первый нетканый материал, помещен во второй нетканый материал, или предусмотрены комбинации вышеуказанного, и слой нескрепленных волокон, расположенный между первым и вторым неткаными материалами.
[0015] Другие варианты осуществления включают способ формирования впитывающий сердцевины, имеющей слой из волокон. Способ включает осаждение нескрепленных волокон на первый слой из нетканого материала и наложение второго слоя из нетканого материала поверх нескрепленных волокон.
[0016] Другие варианты осуществления включают впитывающую сердцевину. Сердцевина включает в себя первый нетканый материал, второй нетканый материал и слой из впитывающего материала между первым и вторым неткаными материалами, при этом слой из впитывающего материала включает в себя полосы, содержащие впитывающий материал, и полосы, свободные от впитывающего материала. Линии, полученные тиснением, обеспечивают соединение первого нетканого материала со вторым нетканым материалом. Линии, полученные тиснением, совпадают с полосами, свободными от впитывающего материала, так что первый нетканый материал присоединен посредством тиснения ко второму нетканому материалу в местах, соответствующих полосам, свободным от впитывающего материала.
[0017] Другие варианты осуществления включают многослойную впитывающую сердцевину. Сердцевина включает в себя первый размещаемый со стороны тела, нетканый материал, второй нетканый материал, первый слой из впитывающего материала, расположенный между первым и вторым неткаными материалами, помещенный в первый нетканый материал, помещенный во второй нетканый материал, или предусмотрены комбинации вышеуказанного, третий нетканый материал и второй слой из впитывающего материала, расположенный между вторым и третьим неткаными материалами, помещенный во второй нетканый материал, помещенный в третий нетканый материал, или предусмотрены комбинации вышеуказанного.
[0018] Эти иллюстративные аспекты и другие аспекты раскрытия изобретения проиллюстрированы посредством фигур, указанных и кратко описанных ниже, и/или подробного описания или приложенной формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0019] Фиг.1А представляет собой упрощенную представленную на виде в плане иллюстрацию одноразового впитывающего изделия по предшествующему уровню техники, пригодного для включения в него композитного материала, образующего впитывающую сердцевину, в соответствии с настоящим раскрытием изобретения;
[0020] фиг.1В представляет собой упрощенную представленную на виде в разрезе иллюстрацию одноразового впитывающего изделия по предшествующему уровню техники, пригодного для включения в него композитного материала или структуры, образующего (-й) впитывающую сердцевину, в соответствии с настоящим раскрытием изобретения;
[0021] фиг.1С представляет собой упрощенную представленную на виде в плане иллюстрацию одноразового впитывающего изделия по предшествующему уровню техники, пригодного для включения в него композитного материала, образующего впитывающую сердцевину, в соответствии с настоящим раскрытием изобретения;
[0022] фиг.1D представляет собой вид в перспективе одноразового впитывающего изделия, в которое может быть включен композитный материал, образующий впитывающую сердцевину, в соответствии с настоящим раскрытием изобретения;
[0023] фиг.1E представляет собой вид в плане сверху одноразового впитывающего изделия по фиг.1D в плоском и растянутом состоянии;
[0024] фиг.1F представляет собой выполненный с пространственным разделением элементов вид в перспективе одноразового изделия по фиг.1D;
[0025] фиг.2 представляет собой вид в плане подгузника в плоском разложенном состоянии при удаленной части верхнего слоя, что позволяет показать местоположение композитного материала, образующего многослойную впитывающую сердцевину, в соответствии с настоящим раскрытием изобретения в данном подгузнике;
[0026] фиг.3 представляет собой вид в плане подгузника в плоском разложенном состоянии при удаленной части верхнего слоя, что позволяет показать местоположение композитного материала, образующего многослойную впитывающую сердцевину, в соответствии с настоящим раскрытием изобретения в состоящей из трех компонентов, основной части подгузника;
[0027] фиг.4 представляет собой выполненный с пространственным разделением элементов вид в перспективе композитного материала, образующего многослойную впитывающую сердцевину, в соответствии с раскрытием изобретения, который пригоден для включения в композитный материал, образующий одноразовую впитывающую сердцевину, также в соответствии с раскрытием изобретения;
[0028] фиг.4А представляет собой упрощенный вид в разрезе композитного материала или структуры, образующего (-й) многослойную сердцевину и включающего (-й) в себя два слоя из впитывающего материала сердцевины, в соответствии с раскрытием изобретения;
[0029] фиг.4В представляет собой упрощенный вид в разрезе композитного материала или структуры, образующего (-й) многослойную сердцевину и включающего (-й) в себя три слоя из впитывающего материала сердцевины, в соответствии с раскрытием изобретения;
[0030] фиг.4С представляет собой упрощенный вид в разрезе композитного материала или структуры, образующего (-й) многослойную сердцевину и включающего (-й) в себя четыре слоя из впитывающего материала сердцевины, каждый из которых расположен под слоем из нетканого материала, в соответствии с раскрытием изобретения;
[0031] фиг.4D представляет собой выполненный в разрезе, вертикальный вид композитного материала или структуры, образующего (-й) многослойную сердцевину и включающего (-й) в себя множество слоев материалов, имеющих разные размеры;
[0032] фиг.4E представляет собой выполненный в разрезе, вертикальный вид композитного материала или структуры, образующего (-й) многослойную сердцевину и включающего (-й) в себя множество слоев материалов, имеющих разные размеры, включая толщину и высоту;
[0033] фиг.4F представляет собой выполненный в разрезе, вертикальный вид композитного материала или структуры, образующего (-й) многослойную сердцевину и включающего (-й) в себя множество слоев материалов, имеющих разные размеры, включая различные толщину, ширину и/или высоту;
[0034] фиг.4G представляет собой выполненный в разрезе, вертикальный вид композитного материала или структуры, который (-ая) образует многослойную сердцевину, включает в себя множество слоев материалов, имеющих разные размеры, включая различные толщину, ширину и/или высоту, и включает в себя слои из впитывающего материала, имеющие зоны или полосы, свободные от впитывающего материала;
[0035] фиг.4H представляет собой выполненный в разрезе, вертикальный вид композитного материала или структуры, который (-ая) образует многослойную сердцевину, включает в себя множество слоев материалов, имеющих разные размеры, включая различные толщину, ширину и/или высоту, и включает в себя слои из впитывающего материала, имеющие зоны или полосы, свободные от впитывающего материала;
[0036] фиг.4I представляет собой выполненный в разрезе, вертикальный вид композитного материала или структуры, который (-ая) образует многослойную сердцевину, включает в себя множество слоев материалов, имеющих разные размеры, включая различные толщину, ширину и/или высоту, и включает в себя слои из впитывающего материала, имеющие зоны или полосы, свободные от впитывающего материала;
[0037] фиг.4J представляет собой выполненный с пространственным разделением элементов вид в перспективе композитного материала или структуры, который (-ая) образует многослойную впитывающую сердцевину и включает в себя слой из впитывающего материала, имеющий полосы, свободные от впитывающего материала и проходящие в машинном направлении;
[0038] фиг.4K-4M представляют собой виды в разрезе композитных материалов или структур, которые образуют впитывающие сердцевины, образованы со слоями, имеющими различающиеся состав, поверхностную плотность и расположение, и обеспечивают разные способности в отношении удерживания текучих сред в композитных материалах или структурах, образующих впитывающие сердцевины, и/или прохождения текучих сред через композитные материалы или структуры, образующие впитывающие сердцевины;
[0039] фиг.5 представляет собой схематическое изображение системы и процесса, предназначенных для изготовления композитного материала или структуры, образующего (-й) впитывающую сердцевину, в соответствии с раскрытием изобретения;
[0040] фиг.6А представляет собой выполненный с пространственным разделением элементов вид в перспективе композитного материала или структуры, образующего (-й) многослойную впитывающую сердцевину и имеющего (-й) множество слоев из материалов впитывающей сердцевины, которые пригодны для включения в композитный материал, образующий одноразовую впитывающую сердцевину;
[0041] фиг.6В представляет собой выполненный с пространственным разделением элементов вид в перспективе композитного материала или структуры, образующего (-й) многослойную впитывающую сердцевину и имеющего (-й) по меньшей мере один слой из материала впитывающей сердцевины, который имеет одну или более зон, свободных от впитывающего материала, и пригоден для включения в композитный материал, образующий одноразовую впитывающую сердцевину;
[0042] фиг.7А-7G представляют собой виды в плане не непрерывных слоев из впитывающего материала, имеющих зоны, свободные от материала;
[0043] фиг.8 представляет собой выполненный с пространственным разделением элементов вид в перспективе композитного материала или структуры, образующего (-й) впитывающую сердцевину и имеющего (-й) полосы, свободные от SAP и проходящие в поперечном направлении (CD), в верхнем слое из впитывающего материала и полосы, свободные от SAP и проходящие в машинном направлении (MD), в нижнем слое из впитывающего материала;
[0044] фиг.9 представляет собой выполненный с пространственным разделением элементов вид в перспективе композитного материала или структуры, образующего (-й) впитывающую сердцевину и имеющего (-й) линии, полученные тиснением и выровненные относительно полос, свободных от SAP;
[0045] фиг.9А и 9В представляют собой вертикальные виды композитного материала или структуры, образующего (-й) впитывающую сердцевину и имеющего (-й) линии, полученные тиснением и выровненные относительно полос, свободных от SAP, соответственно в плоской и согнутой конфигурациях;
[0046] фиг.10 представляет собой выполненный с пространственным разделением элементов вид в перспективе композитного материала или структуры, образующего (-й) многослойную впитывающую сердцевину и включающего (-й) в себя слой из нетканого материала с прорезями, который расположен с выравниванием относительно слоя из впитывающего материала, имеющего полосы, свободные от впитывающего материала и проходящие в направлении CD, рядом с указанным слоем из впитывающего материала и ниже указанного слоя из впитывающего материала и пригоден для включения в композитный материал, образующий одноразовую впитывающую сердцевину;
[0047] фиг.11 представляет собой упрощенный вид в перспективе системы и процесса, предназначенных для нанесения слоя из впитывающего материала, имеющего зоны, свободные от впитывающего материала;
[0048] фиг.12 представляет собой другой упрощенный вид в перспективе системы и процесса, предназначенных для нанесения слоя из впитывающего материала, имеющего зоны, свободные от впитывающего материала;
[0049] фиг.13А-13С представляют собой вертикальные виды композитного материала или структуры, образующего (-й) многослойную впитывающую сердцевину и включающего (-й) в себя слой нескрепленных волокон;
[0050] фиг.14А представляет собой схематическое изображение системы и процесса для получения слоя нескрепленных волокон;
[0051] фиг.14В представляет собой схематическое изображение устройства для нанесения нескрепленных волокон;
[0052] фиг.15А и 15В представляют собой фотографии объемного нетканого материала соответственно до и после увеличения объема;
[0053] фиг.15С представляет собой фотографию объемного нетканого материала до и после увеличения объема;
[0054] фиг.16А-16D представляют собой виды в разрезе объемных нетканых материалов, частично подвергнутых увеличению объема, с и без SAP;
[0055] фиг.17 представляет собой выполненный с пространственным разделением элементов вид в перспективе композитного материала или структуры, образующего (-й) многослойную впитывающую сердцевину и включающего (-й) в себя слои из объемных нетканых материалов, подвергнутых увеличению объема;
[0056] фиг.18А-18F представляют собой виды в разрезе различных композитных материалов или структур, образующих впитывающие сердцевины, в соответствии с настоящим раскрытием изобретения;
[0057] фиг.19А и 19В представляют собой виды в разрезе композитного материала или структуры, образующего (-й) впитывающую сердцевину и включающего (-й) в себя объемный нетканый материал, подвергнутый увеличению объема;
[0058] фиг.20 представляет собой схематическое изображение системы и процесса, предназначенных для увеличения объема носителя из нетканого материала, в соответствии с раскрытием изобретения;
[0059] фиг.20А-20D представляют собой схематические изображения различных щеток, пригодных для использования при увеличении объема носителя из нетканого материала;
[0060] фиг.21 представляет собой фотографию иллюстративной системы увеличения объема, включающей в себя щетки;
[0061] фиг.22А и 22В представляют собой столбиковые диаграммы, показывающие данные, собранные во время реализации примеров увеличения объема, описанных в данном документе;
[0062] фиг.22C и 22D представляют собой полученные растровой электронной микроскопией (РЭМ) изображения волокон до и после увеличения объема, выполненные во время реализации примеров увеличения объема, описанных в данном документе;
[0063] фиг.23 представляет собой схематическое изображение системы и процесса, предназначенных для увеличения объема носителя из нетканого материала и включающих как термообработку, так и механическую обработку;
[0064] фиг.23А-23Е представляют собой схематические изображения систем и процессов, предназначенных для увеличения объема носителя из нетканого материала;
[0065] фиг.24 представляет собой схематическое изображение системы и процесса, предназначенных для изготовления композитного материала или структуры, образующего (-й) многослойную впитывающую сердцевину, в соответствии с раскрытием изобретения, при этом данное изображение показывает, где может быть введено увеличение объема; и
[0066] фиг.25 представляет собой вертикальный вид композитного материала или структуры, образующего (-й) впитывающую сердцевину, в соответствии с определенными аспектами настоящего раскрытия изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
[0067] В настоящем раскрытии изобретения в целом предложены одноразовые впитывающие изделия, такие как детские подгузники, трусы, приучающие к горшку, урологические изделия для взрослых и женские гигиенические изделия. Более конкретно, в настоящем раскрытии изобретения предложены усовершенствованные компоненты впитывающих сердцевин, одноразовые впитывающие изделия, в которых используются такие компоненты впитывающих сердцевин, и способы их создания или изготовления.
[0068] Определенные варианты осуществления настоящего раскрытия изобретения направлены конкретно на получение конфигураций впитывающих сердцевин, которые легко размещаются в обычном одноразовом впитывающем изделии и сохраняют комфорт и прилегание к пользователю. Такие конфигурации впитывающих сердцевин и одноразовые впитывающие изделия, в которых они используются, могут быть без труда изготовлены в больших объемах без «перегрузки» процесса изготовления дополнительными этапами и без дополнительных отходов материалов. В этой связи в раскрытии изобретения предложены усовершенствованные конструкции сердцевин, имеющих форму песочных часов или форму, близкую к форме песочных часов, за счет создания и обеспечения более приемлемых и гибких компонентов сердцевин или элементов сердцевин и включения этих компонентов в высокоэффективные подгузники и трусы, приучающие к горшку.
[0069] В одном варианте осуществления предложено одноразовое впитывающее изделие, имеющее центральную основную часть, образующую первую поясную концевую зону, которая включает в себя первый концевой край, определяемый в продольном направлении, вторую поясную концевую зону, которая расположена на расстоянии в продольном направлении от первой поясной концевой зоны и включает в себя второй концевой край, определяемый в продольном направлении, и промежностную зону, расположенную между ними. Композитный материал, образующий впитывающую сердцевину, расположен между концевыми краями и включает в себя по меньшей мере один слой из нетканого материала и по меньшей мере один слой из впитывающего материала, и при необходимости по меньшей мере один слой нескрепленных волокон. В соответствии с некоторыми аспектами каждый слой из нетканого материала в композитном материале, образующем впитывающую сердцевину, представляет собой нетканый материал с прорезями, объемный нетканый материал (например, нетканый материал, скрепленный сквозным пропусканием воздуха) или нетканый материал, подвергнутый увеличению объема (полностью или частично подвергнутый увеличению объема). Слои из впитывающего материала могут включать в себя полосы, свободные от SAP, и полосы, содержащие SAP.
[0070] В определенных вариантах осуществления места расположения компонентов композитных материалов, образующих впитывающие сердцевины и раскрытых в данном документе, предусмотрены такими, чтобы обеспечить придание заданных характеристик и способностей к обработке текучих сред, таких как характеристики и способности к пропусканию текучей среды, впитыванию текучей среды и распределению текучей среды, композитному материалу, образующему впитывающую сердцевину. Абсолютные и относительные положения слоев из нетканого материала и слоев из впитывающего материала в композитном материале, образующем впитывающем сердцевину, частей в каждом из соответствующих слоев из нетканого материала или слоев из впитывающего материала и частей в одном слое относительно частей в другом слое могут быть предусмотрены такими, чтобы обеспечить такие заданные характеристики и способности к обработке текучих сред. Место расположения нетканого материала (NW), объемного нетканого материала (BNW), объемного нетканого материала (BBNW), подвергнутого увеличению объема, NW с прорезями, слоев, содержащих SAP, полос, содержащих SAP, и полос, свободных от SAP, могут быть избирательно предусмотрены в определенном порядке в композитном материале, образующем впитывающую сердцевину. Каждый из различных слоев и каждая из схем их расположения, раскрытые в данном документе, могут быть скомбинированы в различных комбинациях для получения различных композитных материалов, образующих впитывающие сердцевины, в соответствии с настоящим раскрытием изобретения. Композитные материалы, образующие впитывающие сердцевины и раскрытые в данном документе, могут включать в себя: (1) один или более слоев из нетканого материала, имеющих разную толщину, ширину, разные длины, разное содержание SAP и разное распределение SAP в различных слоях (например, как показано и описано со ссылкой на фиг.4 и 4А-4S); (2) один или более слоев из впитывающего материала с полосами, свободными от SAP, или без таких полос (например, как показано и описано со ссылкой на фиг.6А-9); (3) один или более слоев из нетканого материала, имеющих прорези (например, как показано и описано со ссылкой на фиг.10); (4) один или более слоев нескрепленных волокон (например, как показано и описано со ссылкой на фиг.13А-13С); (5) один или более слоев из нетканого материала, или полностью, или частично подвергнутого увеличению объема (например, как показано и описано со ссылкой на 15А-19В); (6) один или более слоев двухкомпонентных волокон, включая слои двухкомпонентных волокон, имеющие высокую и/или низкую плотность (например, как показано на фиг.25 и 26); (7) один или более слоев из нетканого материала, уложенного воздухом (например, как показано на фиг.25 и 26); (8) или любую комбинацию вышеуказанного. Любые подобные композитные материалы, образующие впитывающие сердцевины, могут быть включены во впитывающее изделие, такое как показанные и описанные со ссылкой на фиг.1А-1F.
[0071] Некоторые варианты осуществления относятся к системам и/или процессам для формирования любого из композитных материалов, образующих впитывающие сердцевины, или изделий, раскрытых в данном документе. Такие системы и/или процессы могут включать: (1) один или более из элементов системы, показанной на фиг.5; (2) один или более из элементов системы, показанной на фиг.11; (3) один или более из элементов системы, показанной на фиг.12; (4) один или более из элементов системы, показанной на фиг.14; (5) один или более из элементов системы, показанной на фиг.20; (6) один или более из элементов любого из устройств, показанных на фиг.20А-20С; (7) один или более из элементов системы, показанной на фиг.21; (8) один или более из элементов системы, показанной на фиг.23; (9) один или более из элементов любой или всех из систем, показанных на фиг.23А-23Е; (10) один или более из элементов системы, показанной на фиг.24; (11) или любую комбинацию вышеуказанного.
[0072] Композитные материалы, образующие впитывающие сердцевины и описанные в данном документе, могут иметь повышенную объемность (которая способствует комфорту и образованию более мягких зон) и увеличенное пустое пространство в сердцевине, в противном случае плоской и не имеющей существенного объема пустот. Увеличенное пустое пространство или увеличенный объем пустот служит для обеспечения временного удерживания текучей среды и для перемещения текучей среды. Такое пространство обеспечивает место для текучей среды в пределах границ сердцевины для временного удерживания в течение времени (секунд), которое требуется суперабсорбенту для активизации и впитывания текучей среды. Такие пустоты или пространства также служат для направления текучей среды по каналам и содействуют распределению текучих экссудатов.
[0073] Предпочтительное применение различных идей и вариантов осуществления настоящего раскрытия изобретения - это применение для детских подгузников. По этой причине значительная часть иллюстративных описаний, приведенных в данном документе, направлена на подгузники. Само собой разумеется, раскрытие изобретения распространяется на применения, отличные от подгузников.
Подгузник
[0074] Фиг.1D представляет собой вид в перспективе одноразового впитывающего изделия, в котором используется впитывающий композитный материал, фиг.1Е представляет собой вид в плане сверху одноразового впитывающего изделия по фиг.1D в плоском и растянутом состоянии, и фиг.1F представляет собой выполненный с пространственным разделением элементов вид в перспективе одноразового изделия по фиг.1D. На фиг.1D-1F показано одноразовое впитывающее изделие в виде подгузника 10. Подгузник 10 включает в себя верхний лист 50, задний лист 60 и впитывающую сердцевину 46. Подгузник 10 включает в себя выступающие вверх, барьерные манжеты 34, которые проходят в продольном направлении вдоль подгузника 10 и эластифицированы для обеспечения соответствия по форме ягодицам носителя. Кроме того, подгузник 10 включает в себя эластичную ленту 52 и скрепляющие элементы 26. Элементы 26 при использовании растягиваются и сцепляются с соответствующим противоположным концом подгузника 10 для закрепления подгузника 10 вокруг носителя. Структура в виде полотна, показанная на фиг.1Е, может быть впоследствии подвергнута обрезке, сгибанию, заделке, сварке и/или обработке другим способом для образования одноразового подгузника 10 в виде готового или законченного изделия. Для облегчения описания подгузника 10 в описании делается ссылка на ось А-А, проходящую в продольном направлении, центральную ось В-В, проходящую в поперечном направлении, два боковых края 90, проходящих в продольном направлении, и два концевых края 92, которые проходят между боковыми краями 90. Подгузник 10 включает в себя вдоль продольной оси А-А первую концевую зону или переднюю поясную зону 12, вторую концевую зону или заднюю поясную зону 14 и промежностную зону 16, расположенную между ними. Каждая из передней и задней поясных зон 12, 14 отличается наличием двух выступающих зон или выступов 18, которые расположены с обеих сторон центральной основной части 20 и выступают в боковом/поперечном направлении от боковых краев 90. Скрепляющий конструктивный элемент 26 (например, обычный ленточный скрепляющий элемент) прикреплен к каждому из выступов 18 вдоль задней поясной зоны 14 подгузника 10. При ношении подгузника 10 вокруг талии передняя поясная зона 12 прилегает к передней зоне талии носителя, задняя поясная зона 14 прилегает к задней зоне талии, и промежностная зона 16 прилегает к промежностной области и расположена под ней. Для надлежащего закрепления подгузника 10 на носителе выступы 18 задней поясной зоны 14 перемещают вокруг талии носителя и по направлению к передней части и выравнивают относительно выступов 18 передней поясной зоны 12. Поверхность для скрепления может быть расположена на внутренней или наружной поверхности или образована внутренней или наружной поверхностью передней поясной зоны 12. В альтернативном варианте скрепляющие элементы 26 могут быть расположены на выступах 18 передней поясной зоны 12 и выполнены с возможностью прикрепления к выступам 18 задней поясной зоны 14. Манжеты 34 могут быть снабжены по меньшей мере одним или более разнесенными, проходящими в продольном направлении, эластичными элементами 38. Ниже будет показано, что любые из данных элементов подгузника или комбинация данных элементов могут быть созданы при наличии или использовании любого из композитных материалов, образующих впитывающие сердцевины и раскрытых в данном документе. Кроме того, может быть добавлен принимающий слой 48 для улучшения характеристик.
[0075] Настоящее раскрытие изобретения в одном отношении направлено на разработку и использования альтернативных конструкций впитывающей сердцевины, которые обеспечивают поддержание или улучшение комфортности и прилегания впитывающего изделия при одновременном сохранении или улучшении впитывающей способности и изолирующей способности сердцевины и впитывающего изделия. В различных вариантах осуществления раскрытия изобретения уделено особое внимание избирательному размещению промышленно изготавливаемых впитывающих материалов и приданию им формы при одновременном сохранении экономичности и технологичности полученного в результате, одноразового впитывающего изделия. В соответствии с одним аспектом сделан акцент на избирательном размещении и варьировании впитывающих материалов вдоль продольного и/или поперечного направления (то есть на профиле впитывания) для обеспечения определенной функциональности и эффективности. Выбранные профили впитывания обеспечивают зоны или пространство в получающейся в результате конструкции сердцевины, которые имеют предпочтительную или оптимальную впитывающую или поглощающую способность на единицу площади (иногда упоминаемую в данном документе как «плотность впитывания» или «плотность поглощения»). Как кратко упомянуто выше, различные аспекты раскрытия изобретения особенно применимы для детских подгузников (а также трусов, приучающих к горшку). По этой причине значительная часть описания и иллюстраций в данном документе представлена применительно к подгузникам. Однако для специалиста в данной области техники, ознакомившегося с настоящим раскрытием изобретения, станет очевидным, что раскрытие изобретения и его различные аспекты также применимы для других одноразовых впитывающих изделий и структур впитывающих сердцевин. Следовательно, подробные описания и иллюстрации вариантов осуществления изобретения не следует рассматривать как ограничивающие раскрытие изобретения.
[0076] Фиг.2 и 3 показывают одноразовое впитывающее изделие 20 в виде подгузника, в котором реализованы различные аспекты настоящего раскрытия изобретения, включая усовершенствованную структуру 210, образующую впитывающую сердцевину. Впитывающее изделие 20 имеет задний лист 201 (или 201а и 201b на фиг.3) и верхний лист 202, который показан большей частью удаленным на фиг.2 и 3, чтоб показать структуру 210, образующую впитывающую сердцевину. Комбинация заднего листа 201 и верхнего листа 202, соединенных вместе, способствует образованию основной части или центрального элемента 205 впитывающего изделия 20. Центральная основная часть 205 также образует первую поясную концевую зону 213а, включающую в себя первый концевой край 212а, определяемый в продольном направлении (или просто первый концевой край 212а), вторую поясную концевую зону 213b, включающую в себя второй концевой край 212b, определяемый в продольном направлении (или второй концевой край), и продольную осевую линию YY, проходящую вдоль длины центральной основной части 205 для разделения первого и второго концевых краев 212а, 212b пополам. Поясные зоны 213а, 213b могут быть определены как части впитывающего изделия 20 и центральной основной части 205, которые, как правило, расположены вертикально и над бедрами и вокруг бедер пользователя при ношении впитывающего изделия 20.
[0077] Центральная основная часть 205 образует - по меньшей мере частично - промежностную зону 214, расположенную по существу в центре между первой и второй поясными зонами 213а, 213b и вокруг поперечной осевой линии ХХ. Как известно потребителям, а также производителям, значительная часть промежностной зоны 214 расположена по существу горизонтально и/или изогнута вверх при использовании изделия 20. Структура 210, образующая впитывающую сердцевину, может быть расположена в центре и закреплена в промежностной зоне 214 между задним листом 201 и верхним листом 202. При таком расположении структура 210, образующая впитывающую сердцевину, будет размещена в положении, близком к оптимальному, для приема экссудатов организма при использовании впитывающего изделия. Структура 210, образующая впитывающую сердцевину, также описана в данном документе как имеющая первый конец 207а, определяемый в продольном направлении (или просто первый конец 207а), и второй конец 207b, определяемый в продольном направлении (или второй конец 207b), расположенные на расстоянии в продольном направлении соответственно от первого конца 212а и второго конца 212b центральной основной части 205. В некоторых вариантах осуществления первый и второй концы 207а, 207b структуры 210, образующей впитывающую сердцевину, могут не быть четко определены, например, в виде края, линии или точки. В таких вариантах осуществления термины «первый и второй концы» используются для обозначения по существу краев впитывающей структуры или впитывающей сердцевины, наиболее удаленных вдоль продольного направления от поперечной осевой линии ХХ. В других вариантах осуществления первый и второй концы могут быть образованы не одним компонентом или элементом сердцевины, а множеством компонентов или элементов.
[0078] Для облегчения описания и иллюстрирования структура 210, образующая впитывающую сердцевину, часто проиллюстрирована и описана как состоящая только из слоев из впитывающих материалов, как проиллюстрировано на фиг.2 и 3. Следовательно, структура 210, образующая впитывающую сердцевину, упоминается в данном документе просто как впитывающая сердцевина 210. Как также станет очевидным из описаний различных вариантов осуществления раскрытия изобретения, впитывающая сердцевина 210 может состоять из более чем одного независимо наложенного компонента сердцевины или элемента впитывающей сердцевины, имеющего существенно улучшенные впитывающие свойства. Впитывающая сердцевина 210 может быть создана из любой из различных комбинаций из нетканого материала, впитывающих волокон и/или частиц суперабсорбента. Впитывающая сердцевина может иметь свойства или характеристики (например, впитывающие свойства) для получения определенной общей конструкции впитывающей сердцевины или впитывающей способности. Впитывающая сердцевина также может принимать самые разные формы и конфигурации, как будет проиллюстрировано в других вариантах осуществления, описанных в данном подробном описании.
[0079] Форма элементов сердцевины может быть образована и получена с помощью любого числа пригодных средств, включая технологии вакуумного формообразования, вырезание с помощью ротационных высекающих элементов и вырезание посредством использования водоструйных устройств. Как показано на фиг.3, ширина элемента впитывающей сердцевины 210 определяет границы первого конца 217а. При применении для впитывающего изделия 20 каждая впитывающая сердцевина 210, которой придана определенная форма, может быть размещена с обеспечением ее выравнивания («совпадения») относительно продольной осевой линии YY впитывающего изделия 20, при этом конец 217а будет расположен вблизи одной из поясных зон 213 центральной основной части 205. Впитывающая сердцевина 210 расположена в центре промежностной зоны 214.
[0080] Как показано на фиг.2, впитывающая сердцевина 210 может иметь узкую среднюю часть или центральную зону (не показано), которая расположена вблизи поперечной осевой линии ХХ в промежностной зоне 214. Это сужение центральной зоны приводит к повышенному комфорту для пользователя, а также к совместимости с компонентами впитывающего изделия 20, обеспечивающими изоляцию вокруг ног. В более узкой центральной зоне может быть предусмотрено большее количество впитывающего материала на единицу площади для обеспечения большей или увеличенной впитывающей способности в той части впитывающей сердцевины 210, в которой имеется наибольшая потребность в этом и которая образует основную впитывающую зону 250. Получающаяся в результате, впитывающая сердцевина 210 может расширяться в направлении вверх от промежностной зоны 214 (не показано) по направлению к переднему и заднему концам 207а, 207b, определяемым в продольном направлении (то есть в верхних впитывающих зонах). Эта увеличенная протяженность материала сердцевины обеспечивает увеличенную впитывающую зону в этих верхних зонах впитывающей сердцевины 210. Дополнительный материал сердцевины также способствует изоляции и предотвращению утечки в поясных зонах 213 и из поясных зон 213 изделия 20.
[0081] Для облегчения настоящего описания впитывающая сердцевина 20 может быть описана со ссылкой на фиг.3 как имеющая узкую центральную зону или среднюю часть М0 и две концевые зоны Е1, Е2 с противоположных сторон средней части М0. Места расположения или границы этих зон определены только в общих чертах (в целях настоящего описания). В различных вариантах осуществления основная впитывающая зона 250 может быть расположена в основном в центральной зоне М0, но может проходить в продольном направлении в концевые зоны Е1, Е2. Концевые зоны Е1, Е2 также могут упоминаться как верхние впитывающие зоны, поскольку данные зоны, как правило, расположены над средней частью М0 при использовании впитывающего изделия 20.
[0082] В некоторых вариантах осуществления имеются увеличение и уменьшение концентрации впитывающего материала во впитывающем изделии 20 вдоль продольной осевой линии YY от одной поясной концевой зоны 213а до другой поясной концевой зоны 213b. Следовательно, профиль впитывания в продольном направлении изделия 20 от одного конца 212а до другого конца 212b может изменяться. Таким образом, впитывающая структура может иметь заметные изменения впитывающей способности (впитывающей способности на единицу площади (например, на квадратный дюйм) или плотности впитывания) вдоль определенных направлений или в определенных местах на центральной основной части 205. Как разъяснено выше, бóльшие концентрации впитывающего материала обеспечивают высокую впитывающую способность в промежностной зоне 214 впитывающего изделия 20. Впитывающее изделие 20 также может иметь впитывающую способность на единицу площади вблизи поясных зон 213а, 213b, приданную концевыми зонами Е1, Е2 сердцевины 210, хотя данная впитывающая способность может быть значительно уменьшена по сравнению с той, которая характеризует основную впитывающую зону 250. Тем не менее впитывающая сердцевина 210 может проходить в достаточной степени вверх в поясные зоны 213а, 213b для расширения и удлинения впитывающей зоны изделия 20. За пределами впитывающей сердцевины 210 впитывающая способность (и впитывающая способность на единицу площади) одноразового впитывающего изделия 20, как и следовало ожидать, значительно снижается.
[0083] В описаниях, приведенных в данном документе, впитывающая сердцевина может быть описана как профилированная сердцевина. В этой связи данное описание относится к изменяющейся впитывающей способности, приданной впитывающему изделию вдоль определенных направлений или в определенных местах на центральной основной части. Оно также относится к изменяющемуся физическому контуру получающейся в результате, впитывающей сердцевины, который проиллюстрирован профилями впитывающей сердцевины. Следует отметить, что в некоторых применениях изменения плотностей впитывания могут быть обеспечены за счет использования материалов сердцевины, имеющих разные впитывающие свойства, вместо или помимо материалов сердцевины, имеющих по существу аналогичные впитывающие свойства.
[0084] При разработке различных конфигураций, предложенных в данном документе, оптимальное использование впитывающих материалов представляет собой важный фактор, учитываемый при проектировании. Часто достигается оптимальное соотношение между обеспечением высокой впитывающей способности изделия и сохранением низких затрат на материалы. Это также требует контроля использования и концентрации впитывающего материала для предотвращения образования комков или вдавливания компонентов в кожу пользователя, что вызывает ухудшение комфорта для пользователя. Если не уделять этому внимания, нерегулярный профиль сердцевины может также отрицательно повлиять на форму впитывающей сердцевины при ношении и привести к нагрузкам на средства в изделии, предназначенные для предотвращения утечки (например, на эластифицированные манжеты для ног и сборки для ног). Таким образом, помимо учета фактора стоимости предложенные профили впитывания не являются просто результатом укладки как можно большего количества впитывающего материала.
[0085] Как рассмотрено выше, при разработке конструкции были учтены технологичность и простота сборки. Очень часто эти характеристики приводят к экономичности изделия, получающегося в результате, а также к повышенному качеству конструкции. В этой связи в настоящем раскрытии изобретения предложены усовершенствованные конструкции изделий, включая конфигурации, которые обеспечивают определенные впитывающие свойства и/или определенные формы без ухудшения технологичности или создания дополнительной нагрузки на производство. Одним признаком в раскрытии изобретения, который способствует достижению этих целей, является применение по существу идентичных элементов сердцевины для создания различных форм сердцевины, включая неправильные формы (например, непрямоугольную), и профилей впитывания. Выбор элементов сердцевины также обеспечивает гибкость проектирования и производства.
[0086] В качестве примера конфигурация и выбор композитного материала, образующего впитывающую сердцевину, и его составляющих слоев позволяет производителю впитывающего изделия 20 без труда изменять или оптимизировать форму впитывающей сердцевины 210 и одноразового впитывающего изделия 20 за счет регулирования положения и размера сердцевины 210. Таким образом, общая длина впитывающей сердцевины 210 может быть скорректирована для адаптации к впитывающим изделиям разных размеров. Такая линейная коррекция/регулировка может быть легко выполнена в по существу линейном процессе сборки впитывающей сердцевины. Эта регулировка также позволяет получить заданные профили впитывания в поперечном или продольном направлении, включая увеличение или уменьшение основной впитывающей зоны. Производитель также может выполнить дополнительные модификации профиля впитывания и общих размеров сердцевины посредством корректировки длины и ширины отдельных элементов впитывающей сердцевины.
Определения
[0087] Для целей настоящего описания различных аспектов раскрытия изобретения «композитный материал или структура, образующий (-ая) впитывающую сердцевину» относится к сцепленной конструкции из множества компонентов или частей, включающей в себя одну/один или более частей или компонентов, состоящих из впитывающего материала или имеющих скопление впитывающего материала. Как и в случае термина «композитный материал» (“composite”), термин «структура» (“construction”) может, с одной стороны, относиться к такой сцепленной конструкции из множества частей или компонентов, которые совместно образуют впитывающее тело или его часть. Такое впитывающее тело может быть затем включено в одноразовое впитывающее изделие или предмет одежды и может обеспечивать впитывающую сердцевину для изделия. В некоторых применениях подгузников или трусов, приучающих к горшку, покрывающий слой (например, нетканый материал или нетканая ткань) может закрывать впитывающую сердцевину или может быть расположен поверх впитывающей сердцевины (и может быть включен при определении впитывающей сердцевины изделия). Кроме того, во впитывающем изделии могут быть предусмотрены один или более непроницаемых задних листов, один или более верхних листов, один или более принимающих и распределительных слоев (ADL - acquisition distribution layer) и/или один или более слоев тонкой бумаги вокруг впитывающей сердцевины или рядом с ней. Термин «композитный материал, образующий впитывающую сердцевину», раскрытый в данном документе, охватывает композитные материалы, состоящие из по меньшей мере одного слоя из нетканого материала и по меньшей мере одного слоя из впитывающего материала. «Композитные материалы, образующие впитывающие сердцевины», также упоминаются в данном документе как «впитывающая сердцевина» или «впитывающий композитный материал», или «композитный материал, образующий сердцевину», или «структура, образующая впитывающую сердцевину», или «впитывающая структура», или «структура, образующая сердцевину», или «сердцевина», или «композитный материал или структура, образующий (-ая) впитывающую сердцевину».
[0088] В контексте данного документа “NW” относится к нетканому материалу (nonwoven). Каждый слой из нетканого материала в любом из композитных материалов, образующих впитывающие сердцевины и раскрытых в данном документе, включая, среди прочего, те, которые подвергнуты увеличению объема, может представлять собой объемный нетканый материал (также упоминаемый как высокообъемный нетканый материал), такой как нетканый материал, скрепленный сквозным пропусканием воздуха. По меньшей мере некоторые из слоев из нетканых материалов, раскрытых в данном документе, могут представлять собой нетканый материал, полученный аэродинамическим способом из расплава, фильерный нетканый материал или любые их комбинации (например, такие как нетканый материал со структурой SMS (слой (S), полученный фильерным способом, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом). Нетканые материалы, раскрытые в данном документе, могут представлять собой нетканые материалы, уложенные воздухом. Кроме того, каждый слой из нетканого материала, раскрытый в данном документе, может представлять собой «тонкую бумагу» или «слой из тонкой бумаги», который представляет собой нетканый материал на основе целлюлозы (бумаги) в отличие от синтетического нетканого материала. Волокна любых из нетканых материалов, раскрытых в данном документе, могут включать, среди прочего, волокна, состоящие из полипропилена (ПП), полиэтилена (ПЭ), полиэтилентерефталата (ПЭТ), полимолочной кислоты (PLA), других полиолефинов, их сополимеров и любых их комбинаций, включая двухкомпонентные волокна. Волокна могут быть обработаны поверхностно-активным веществом для изменения поверхностного натяжения на поверхности волокон так, чтобы они стали гидрофильными. В соответствии с некоторыми аспектами слои из NW, используемые в композитных материалах, образующих впитывающие сердцевины и раскрытых в данном документе, выбраны на основе размера пор материала, смачиваемости волокон материала или комбинаций вышеуказанного.
[0089] В контексте данного документа плотность нетканого материала, включая плотность объемного нетканого материала, определена в соответствии с нижеприведенным выражением 1: Плотность (ρ) = масса (m)/объем (v) = масса/(длина (l) × ширина (w) × толщина (t)). Международная ассоциация производителей изделий одноразового использования и нетканых материалов (INDA) и Европейская ассоциация производителей изделий одноразового использования и нетканых материалов (EDANA) предлагают методы испытаний, которые, хотя и не включают конкретный метод определения плотности, предусматривают испытания, которые позволяют специалисту в данной области техники получить значение плотности, используя вышеприведенное выражение 1. Метод испытаний NWSP 120.2.R0 (15), предложенный INDA и EDANA, позволяет измерить толщину (t) объемного нетканого материала, также упоминаемого как высокообъемный нетканый материал. Метод испытаний NWSP 130.1.R0 (15), предложенный INDA и EDANA, позволяет определить массу на единицу площади или поверхностную плотность (bw). Когда толщина объемного нетканого материала и масса на единицу площади объемного нетканого материала будут определены в соответствии с NWSP 120.2.R0 (15) и NWSP 130.1.R0 (15), может быть определена плотность:
плотность (ρ) = m/v=m / (l × w × t) (Выражение 1);
масса на единицу площади (bw) = m / (l × w) (Выражение 2);
следовательно, ρ=bw/t (Выражение 3)
[0090] В контексте данного документа “BNW” относится к «объемному нетканому материалу» (“bulky nonwoven”). Объемные нетканые материалы имеют бóльшую толщину по сравнению с необъемными неткаными материалами при поверхностных плотностях от низких до средних. Нетканый материал, скрепленный сквозным пропусканием воздуха, представляет собой тип объемного нетканого материала и указывает на способ изготовления нетканого материала, в котором горячий воздух вдувают через нетканый материал, полученный кардочесанием, для термоскрепления волокон. Другие типы объемных нетканых материалов включают нетканые материалы, скрепленные смолой, и другие нетканые материалы, полученные кардочесанием. «Объемный нетканый материал», упоминаемый в данном документе, может представлять собой и образует открытопористую волокнистую сетку или открытопористый волокнистый полотно из гидрофильных, но невпитывающих волокон. Кроме того, в контексте данного документа объемный нетканый материал представляет собой волокнистый рулонный материал, имеющий толщину от 100 мкм до 10000 мкм (предпочтительно от 1000 мкм до 5000 мкм), поверхностную плотность от 15 г/м2 до 200 г/м2 (предпочтительно от 20 г/м2 до 80 г/м2) и плотность от 0,01 г/см3 до 0,3 г/см3 (предпочтительно 0,01-0,08 г/см3). Кроме того, объемный нетканый материал имеет эффективный диаметр пор от 300 мкм до 2000 мкм. Эффективный диаметр пор оценивают на основе значений плотности полотна, диаметра волокон и плотности расположения волокон в соответствии с методом Dunstan & White, J. Colloid Interface Sci, 111 (1986), 60, в котором эффективный диаметр пор=4 * (1 - доля объема твердого вещества) / (доля объема твердого вещества * плотность твердого вещества * удельная площадь поверхности твердого вещества).
[0091] В контексте данного документа «увеличение объема» (“bulkification”) относится к обработке и/или процессу, которая (-ый) приводит к уменьшению объемной плотности и увеличению объема пустот (пористости полотна нетканого материала) и удельного объема (то есть показателя, обратного плотности) нетканого материала по сравнению с объемной плотностью и объемом пустот нетканого материала перед «увеличением объема». Такой нетканый материал после подвергания «увеличению объема» иногда упоминается в данном документе как «нетканый материал, подвергнутый увеличению объема».
[0092] В контексте данного документа “BBNW” (“bulkified bulky nonwoven”) относится к нетканому материалу, возможно, объемному нетканому материалу, который был подвергнут по меньшей мере частичному увеличению объема.
[0093] Любой из нетканых материалов, раскрытых в данном документе, может образовывать верхний лист или покрывающий слой композитных материалов, образующих впитывающие сердцевины, базовый слой или основу или задний лист впитывающего композитного материала, промежуточный слой композитного материала, образующего впитывающую сердцевину, (расположенный между верхним листом и задним листом) или их любую комбинацию.
[0094] В контексте данного документа «носитель из нетканого материала» относится к любому из нетканых материалов, раскрытых в данном документе, который обеспечивает опору по меньшей мере для некоторой части впитывающего материала, размещенного на нем и/или в нем.
[0095] В контексте данного документа термин «свободная от SAP» и «свободная от впитывающего материала» относится к зоне поверхности носителя из нетканого материала, которая не имеет впитывающего материала.
[0096] В контексте данного документа термин «впитывающий слой» и «слой из впитывающего материала» и “AML” (“absorbent material layer”) относится к слою сердцевины, который состоит из по меньшей мере одного впитывающего материала, способного впитывать и удерживать по меньшей мере некоторое количество жидкости. Любой из впитывающих материалов, раскрытых в данном документе, может представлять собой или включать в себя SAP (полимер с высокой или сверхвысокой впитывающей способностью), который может состоять, например, из поливинилового спирта, полиакрилата, любого из различных привитых крахмалов или сшитого полиакрилата натрия. Хотя SAP описан в данном документе как частицы, SAP может иметь вид частиц, волокон, вспененных материалов, полотна, шариков, скоплений правильных или неправильных форм и пленки. В соответствии с некоторыми аспектами SAP соединен с впитывающей матрицей, которая может представлять собой разделенную на волокна, древесную целлюлозу или аналогичный материал. В соответствии с другими аспектами SAP и композитный материал в целом, образующий впитывающую сердцевину, не имеет впитывающей матрицы. В соответствии с некоторым аспектами по меньшей мере одна группа из множества частиц SAP смешана с по меньшей мере одной другой частицей. Подобные другие частицы, не являющиеся частицами SAP, могут включать, среди прочего, частицы термоплавкого адгезива, частицы связующего, дистанционирующие частицы или другие частицы. В то время как “SAP” используется для упоминания впитывающего материала, используемого во многих из конкретных вариантов осуществления, показанных и/или описанных в настоящем раскрытии изобретения, следует понимать, что “SAP” в любых таких вариантах осуществления может быть заменен другим впитывающим материалом. Например, «полосы, свободные от SAP», раскрытые в данном документе, могут представлять собой «полосы, свободные от впитывающего материала». В соответствии с некоторыми аспектами впитывающие материалы, используемые в данном документе, выбраны на основе присущих им свойств, характеризующих сверхвысокую впитывающую способность, включая проницаемость слоя геля, скорость впитывания (вихрь), впитывающую способность (удерживающую способность при центрифугировании (CRC)) и размер частиц.
[0097] В контексте данного документа «сторона, обращенная к телу», относится к поверхности и/или стороне, которая обращена к телу пользователя при ношении композитного материала, образующего впитывающую сердцевину, пользователем (например, когда композитный материал, образующий впитывающую сердцевину, включен в подгузник или другое впитывающее изделие, которое носит пользователь).
[0098] В контексте данного документа термин «предшествующий по ходу» (“upstream”) применительно к этапу процесса относится к этапу в процессе, который происходит во времени раньше другого этапа. Например, в процессе, в котором увеличивают объем нетканого материала и затем SAP наносят на нетканый материал, подвергнутый увеличению объема, этап увеличения объема будет описан как «предшествующий» по отношению к этапу нанесения SAP.
[0099] В контексте данного документа термин «расположенный выше по потоку» (“upstream”) применительно к потоку текучей среды в композитном материале, образующем впитывающую сердцевину, относится к пространственному и/или временному местоположению вдоль траектории потока текучей среды. Например, если выделенная жидкость сначала проходит через зону слоя из нетканого материала, подвергнутую увеличению объема, и затем проходит в полосу впитывающего слоя, содержащую SAP, зона слоя из нетканого материала, подвергнутая увеличению объема, будет описана как «расположенная выше по потоку» по отношению к полосе впитывающего слоя, содержащей SAP, по меньшей мере в отношении данной конкретной траектории потока.
Многослойная сердцевина
[00100] Определенные варианты осуществления настоящего раскрытия изобретения включают в себя многослойные впитывающие сердцевины, которые включают в себя один или более слоев из нетканого материала и один или более впитывающих слоев. В некоторых подобных вариантах осуществления многослойные впитывающие сердцевины включают в себя слои с различающимися: длиной, шириной, толщиной, поверхностной плотностью, загрузкой SAP, составом материала, плотностью, наличием или отсутствием полос, свободных от SAP, смачиваемостью, капиллярностью, проницаемостью SAP, скоростью впитывания, обеспечиваемой SAP, впитывающей способностью SAP, объемом пустот NW, капиллярностью NW и/или наличием или отсутствием прорезей. В некоторых вариантах осуществления эти же свойства могут варьироваться в пределах одного слоя. Абсолютное и относительное расположение и свойства слоев могут быть выбраны для обеспечения заданных способностей к обеспечению потока и удерживания текучей среды. Например, абсолютное и относительное расположение и свойства слоев могут быть выбраны такими, чтобы текучая среда быстро проходила через сторону сердцевины, обращенную к телу, и проходила во внутреннюю часть сердцевины так, чтобы сторона сердцевины, обращенная к телу, сохранялась в относительно сухом, комфортном состоянии.
[00101] Выполненный с пространственным разделением элементов вид в перспективе по фиг.4 показывает композитный материал или структуру 410, образующий (-ую) многослойную впитывающую сердцевину, соответствующий (-ую) раскрытию изобретения и пригодный (-ую) для включения в композитный материал, образующий одноразовую впитывающую сердцевину, также в соответствии с раскрытием изобретения. Такой композитный материал или такая структура могут упоминаться в данном документе посредством аббревиатуры MLC (multi-layer composite/construction). Как будет очевидно (для среднего специалиста в данной области техники), многослойный (-ая) композитный материал или структура согласно настоящему раскрытию изобретения включает в себя по меньшей мере один волокнистый сетчатый слой (FNL (fiber network layer) или NW) и по меньшей мере один слой из впитывающего материала, в котором размещен впитывающий материал. В некоторых применениях слой из впитывающего материала может включать в себя два или более отдельных, часто разнесенных отложений или скоплений впитывающего материала, расположенных между двумя слоями из нетканого материала или волокнистой сетки. Отдельные отложения или скопления могут быть необязательно идентичными. Отложения или скопления могут иметь необязательно одинаковую высоту и толщину (в направлении z), но, как правило, могут быть обнаружены между двумя отдельными слоями или компонентами, и, как правило, находятся на одинаковой приблизительно определенной глубине или на приблизительно такой же глубине.
[00102] Соответственно, различные применения и аспекты раскрытия изобретения определены базовой конструкцией, описанной выше, в сочетании с одной или более особенностями материалов или конструкций, описанными или проиллюстрированными в данном раскрытии изобретения, включая это подробное описание, краткое изложение сущности изобретения, фигуры и сопровождающую формулу изобретения. Таким образом, данное описание, краткое изложение сущности изобретения, отдельные фигуры или пункты формулы изобретения не следует рассматривать как ограничивающие данные аспекты и применения. Вместо этого каждая из данных частей настоящего раскрытия изобретения раскрывает один или более конструктивных элементов или материалов, которые могут сочетаться с базовой конструкцией или могут быть включены в базовую конструкцию, описанную выше, для определения специфического аспекта или применения. Кроме того, базовая конструкция может быть применена для самых разных одноразовых впитывающих изделий или включена в самые разные одноразовые впитывающие изделия, каждое из которых соответствует аспекту раскрытия изобретения. То же самое имеет силу для систем, устройств и способов изготовления впитывающего композитного материала и одноразового впитывающего изделия, включающего в себя данный композитный материал. То есть системы, устройства и способы (включая подсистемы и подпроцессы, применяемые для изготовления или конфигурирования компонента) изготовления различных впитывающих композитных материалов, описанных выше, также раскрыты в данном документе и представлены в соответствии с аспектами и применениями настоящего раскрытия изобретения.
[00103] Возвращаясь к многослойному композитному материалу MLC по фиг.4, следует отметить, что в нем используются два слоя из впитывающего материала (АМ - absorbent material), каждый из которых предпочтительно включает в себя частицы суперабсорбента (SAP) или состоит из частиц SAP (данные слои иногда упоминаются в данном документе просто как слои из SAP или указаны на фигурах как “SAP”). Два слоя из АМ ограничены слоями из нетканого материала и опираются по меньшей мере частично на слои из нетканого материала, включающие два слоя, скрепленные сквозным пропусканием воздуха (АТ - air-through) и один слой со структурой SMS. На фиг.4 и на остальных фигурах в сечении (если не указано иное) верхний слой (в данном случае верхний слой из АТ) расположен поверх первого слоя из SAP и может упоминаться как расположенный со стороны тела, обращенный к телу или расположенный выше по потоку по отношению к остальным компонентам, поскольку он служит для приема первым любого выделения или излияния текучей среды. Первый или верхний слой из SAP может иметь свободные от SAP полосы (или свободные от впитывающего материала, свободные от АМ или просто «свободные полосы»), направленные в продольном направлении или направлении y плоскости подгузника или сердцевины. Это направление совпадает с направлением от одной поясной зоны или концевой зоны к противоположной (расположенной напротив) поясной или концевой зоне. Когда изделие или сердцевина разложено (-а) до плоского состояния, то есть перед ношением или в конце процесса изготовления, данное направление y также описывает плоскость. Тем не менее важно понимать, что при ношении изделия изделие, включая такую поверхность или плоскость сердцевины, будет изогнуто для обеспечения его соответствия по форме телу носителя. Таким образом, поясные зоны и определяемые в продольном направлении концы или зоны сердцевины будут находиться выше места излияния, а именно выше промежностной зоны изделия и центральной части впитывающей сердцевины (которые находятся в одном месте в нижней точке или около нижней точки искривленной части сердцевины). См., например, фиг.1D-1F, 2 и 3 для информации.
[00104] В конструкции по фиг.4 самый верхний слой из АМ, расположенный со стороны тела, расположен под самым верхним слоем из NW или АТ, расположенным со стороны тела. Слой из АТ, расположенный со стороны тела, служит для содействия приему и распределению исходно поступающей текучей среды. Второй слой из АТ расположен между самым верхним слоем из АМ, расположенным со стороны тела, и нижним слоем из АМ, и нижний слой со структурой SMS расположен под самым нижним слоем из АМ. При использовании во впитывающей сердцевине 410 функции и средства распределения «сосредоточены» выше в верхних слоях или выполняются на ранней стадии во время выделения и приема текучей среды. В соответствии с одним аспектом верхний и/или нижний слои из АМ представляют собой отдельные однородные структуры (то есть без каких-либо полос, свободных от АМ). Нижний слой из АМ принимает текучую среду, перемещающуюся через верхние слои, и текучую среду, выходящую из зон, заполненных SAP, или зон с насыщенным SAP, предусмотренных в самом верхнем слое из АМ.
[00105] Несмотря на то, что каждый слой из АМ, АТ и слой со структурой SMS показан на фиг.4 в виде отдельного слоя, композитные материалы или структуры, образующие впитывающие сердцевины и раскрытые в данном документе, не ограничены таким расположением, и некоторые слои могут по меньшей мере частично перекрываться в направлении z. Например, слой АМ1 может быть по меньшей мере частично или полностью помещен в слой АТ1, по меньшей мере частично или полностью помещен в слой АТ2 или по меньшей мере частично помещен в слой АТ1 и в слой АТ2 (при необходимости полностью помещен в комбинацию слоев АТ1 и АТ2). Когда слой из АМ полностью помещен в слой из АТ (или слой из другого нетканого материала), слои из АМ и АТ будут полностью перекрываться в направлении z, слой АМ2 может быть по меньшей мере частично или полностью помещен в слой АТ2, по меньшей мере частично или полностью помещен в слой со структурой SMS или по меньшей мере частично помещен в слой АТ2 и в слой со структурой SMS (при необходимости полностью помещен в комбинацию слоя АТ2 и слоя со структурой SMS).
Многослойная сердцевина - два сконцентрированных слоя
из SAP
[00106] Аналогично сердцевине, описанной со ссылкой на фиг.4, каждый слой из АМ по фиг.4A-4S может быть по меньшей мере частично или полностью помещен в один или более соседних слоев из нетканого материала (например, NW или BNW).
[00107] Фиг.4А представляет собой упрощенный вид в разрезе композитного материала или структуры 410а, образующего (-й) многослойную сердцевину и включающего (-й) в себя два слоя AM1, AM2 из впитывающего материала сердцевины и два слоя BNW1 и BNW2 из объемного нетканого материала. В соответствии с некоторыми аспектами слои АМ1 и АМ2 представляют собой слои из SAP, являющиеся однородными структурами и не имеющие полос, свободных от АМ. В соответствии с одним аспектом каждый из слоев АМ1 и АМ2 имеет поверхностную плотность 150 г/м2 и каждый из слоев BNW1 и BNW2 имеет поверхностную плотность 50 г/м2. Таким образом, SAP в количестве 150 г/м2 будет сконцентрирован в двух слоях MLC 410a.
Многослойная сердцевина - три распределенных слоя из SAP
[00108] Фиг.4В представляет собой упрощенный вид в разрезе композитного материала или структуры MLC 410b, образующего (образующей) многослойную сердцевину и имеющего (-й) три слоя AM1, AM2 и AM3 из впитывающего материала сердцевины (каждый из которых может иметь загрузку, соответствующую 100 г/м2) и имеющего (-й) три слоя BNW1, BNW2 и BNW3 из объемного нетканого материала (каждый из которых может иметь загрузку, соответствующую 50 г/м2). Таким образом, суммарная поверхностная плотность (и стоимость исходных материалов) компонентов для структур 410a и 410b является одинаковой, но SAP распределен по более тонким слоям между бóльшим числом слоев из объемного нетканого материала. Слои из BNW обеспечивают бóльшую площадь поверхности для распределения текучей среды в направлениях Y и X, и имеется больше SAP для приема текучей среды (в отличие от концентраций SAP, которые могут приводить к более быстрому насыщению), посредством чего повышаются экономичность и эффективность впитывающей сердцевины.
Многослойная сердцевина - четыре распределенных слоя из SAP
[00109] Фиг.4С представляет дополнительную иллюстрацию преимуществ распределения такого же количества SAP в более тонких слоях, размещенных между бóльшим числом слоев из BNW. В данном случае в MLC 410c используются четыре слоя из АМ, включая AM1, AM2, AM3 и AM4 (каждый из которых может иметь загрузку, соответствующую 75 г/м2), и четыре слоя из BNW, включая BNW1, BNW2, BNW3 и BNW4 (каждый из которых может иметь загрузку, соответствующую 25 г/м2). Эта конструкция обеспечивает такую же суммарную поверхностную плотность компонентов, что и в сердцевинах 410a и 410b при той же стоимости исходных материалов. Однако MLC 410c имеет бóльшую площадь поверхности BNW, которая служит для более быстрого приема и распределения жидкости, чем при наличии меньшей площади поверхности BNW. Кроме того, в MLC 410c SAP распределен в большей степени по сравнению с распределением SAP в MLC 410a и MLC 410b, что позволяет SAP в MLC 410c быстрее и легче принимать и впитывать введенную текучую среду. Будучи распределенным в большей степени, SAP может обеспечивать бóльшую площадь поверхности для выделенной текучей среды для более эффективного впитывания ее. Кроме того, дополнительная площадь поверхности объемного нетканого материала обеспечивает прием, удерживание и/или заделывание частиц SAP более эффективным образом, посредством чего обеспечивается более эффективное воспрепятствование миграции таких частиц, например, во время изготовления, упаковывания и при использовании (см. дополнительное рассмотрение удерживания SAP в объемном нетканом материале в патенте США № 9,789,014 и патентной публикации США № 2015/0045756, которые настоящим включены в раскрытие изобретения путем ссылки и сделаны частью раскрытия изобретения во всех отношениях).
[00110] Таким образом, в соответствии с некоторыми аспектами настоящее раскрытие изобретения относится к способам распределения заданного количества SAP и BNW по множеству слоев в композитном материале, образующем впитывающую сердцевину, в отличие от включения дополнительных SAP и BNW в композитный материал, образующий впитывающую сердцевину. Таким образом, улучшенные способности к обработке текучей среды могут быть обеспечены без увеличения поверхностной плотности композитного материала, образующего сердцевину, и без увеличения затрат на исходные материалы, связанных с образованием композитного материала, образующего сердцевину.
Многослойная сердцевина - изменяющиеся размеры
[00111] В соответствии с некоторыми аспектами длины, ширины, высоты или их комбинации для каждого слоя композитного материала, образующего впитывающую сердцевину, могут различаться. Фиг.4D представляет собой выполненный в разрезе, вертикальный вид композитного материала или структуры MLC 410d, образующего (-й) многослойную сердцевину и включающего (-й) в себя множество слоев материалов, имеющих разные размеры. В данной иллюстративной конфигурации используются три слоя BNW1, BNW2 и BNW3 из объемного нетканого материала, имеющие различную толщину, и три слоя AM1, AM2 и AM3 из впитывающего материала, имеющие различную толщину. Слоями из BNW с большей толщиной являются верхний слой (BNW1) и средний слой (BNW2), при этом самый нижний слой из BNW (BNW3) является самым тонким. Напротив, самый верхний слой из АМ (AM1) является самым тонким из слоев из АМ в MLC 410d, в то время как средний слой (AM2) и самый нижний слой (AM3) являются более толстыми и имеют одинаковую общую толщину. Таким образом, более толстые слои из BNW, а именно BNW1 and BNW2, расположены хорошо для воздействия на введенную текучую среду вблизи точки излияния, включая распределение текучей среды в направлениях х и y (например, посредством капиллярного воздействия волокнистой сетки). См. направленные стрелки на фиг.4J, 4Q, 4R и 4S, показывающие исходное место ввода или точку, или зону исходного излияния и показывающие распределение текучей среды посредством волокнистой сетки в сердцевинах 410j, 410q, 410r и 410s. Фиг.4D также иллюстрирует другие компоненты, обычно включаемые в композитный материал, образующий впитывающую сердцевину (и во впитывающую сердцевину или промежностную зону одноразового впитывающего изделия), такого типа, как представленный в настоящем раскрытии изобретения. Изделие А может включать в себя покрывающий слой CL и базовый слой BL (непоказанные), как правило, закрывающие композитный материал MLC 410d, образующий впитывающую сердцевину, и образующие части впитывающей сердцевины. Также показаны верхний лист TS (topsheet) и непроницаемый задний лист BS (backsheet). Может быть включен (непоказанный) принимающий и распределительный слой (ADL) поверх композитного материала MLC 410d, образующего впитывающую сердцевину.
[00112] Фиг.4E и 4F представляют собой выполненные в разрезе, вертикальные виды, иллюстрирующие изменения соответственно в композитных материалах или структурах MLC 410e и MLC 410f, образующих многослойные сердцевины, в соответствии с раскрытием изобретения. Каждая из MLC 410e и MLC 410f включает в себя множество слоев материалов с разными размерами, включая различные толщину и высоту (высоту в направлении z). MLC 410e на фиг.4E содержит четыре слоя из BNW и четыре слоя из АМ. Толщина слоев из BNW постепенно уменьшается от верхнего слоя до самого нижнего слоя. Напротив, толщина слоев из АМ увеличивается от самого верхнего слоя до самого нижнего слоя. Более толстый слой из BNW, а именно слой BNW1, служащий в качестве верхнего слоя, обеспечивает более мягкую поверхность для пользователя, при этом также используются и повышаются до максимума способности к приему и распределению, присущие BNW. Слои из BNW являются более широкими в направлении х, чем слои из АМ. Таким образом, градиент толщины слоев из BNW в MLC 410e является противоположным по отношению к градиенту толщины слоев из АМ в MLC 410e. MLC 410f по фиг.4F имеет самый верхний слой из BNW, а именно слой BNW1, и слой из АМ, а именно слой AM1, имеющий уменьшенную ширину (и длину) по сравнению с нижними слоями из BNW. Верхние два слоя, расположенные центрально в промежностной зоне одноразового впитывающего изделия А, служат в качестве исходной зоны приема или зоны-«мишени» для вводимой текучей среды. Уменьшенные размеры позволяют уменьшить расход исходных материалов при одновременном обеспечении более соответствующего профиля для носителя и повышении гибкости (относительно продольного направления) вследствие уменьшения количества материала вдоль боковых краев.
Многослойная сердцевина с полосами, свободными от SAP и
выровненными в вертикальном направлении
[00113] Фиг.4G представляет собой выполненный в разрезе, вертикальный вид композитного материала или структуры MLC 410g, образующего (-й) многослойную сердцевину и включающего (включающей) в себя множество слоев материалов, имеющих разные размеры, включая толщину, ширину и высоту. MLC 410g включает в себя пять слоев из впитывающего материала, при этом верхние четыре слоя из АМ, а именно слои AM1-AM4, выполнены с зонами или полосами FL (free lanes), свободными от впитывающего материала (проходящими в направлении MD). Как было рассмотрено ранее в отношении фиг.4, свободные полосы расположены близко к центру и центральному слою из АМ или отложению. Свободные полосы облегчают перемещение введенной текучей среды вдоль направления y в зоны, где имеется бóльшая протяженность впитывающего материала. Свободные полосы также облегчают перемещение текучей среды к нижним уровням структуры MLC 410g (и во впитывающий материал) в композитном материале 410g, образующем впитывающую сердцевину. FL также расположены на краях. При свободных полосах, выровненных в вертикальном направлении, текучая среда может легко и быстро проходить от стороны, обращенной к телу, из зон в или рядом с TS по направлению к задней стороне BS за счет протекания из одной полосы FL, через соседний слой из BNW и в расположенную ниже по потоку полосу FL под ним.
Многослойная сердцевина с полосами, свободными от SAP и
расположенными со смещением
[00114] Композитный материал или структура MLC 410h по фиг.4H, образующий (-ая) многослойную сердцевину, аналогичен (аналогична) композитному материалу или структуре по фиг.4G. Однако полосы FL, свободные от АМ, не выровнены в вертикальном направлении между различными слоями MLC 410h. Напротив, в каждом последующем слое из АМ, расположенном дальше ниже в MLC 410h, за исключением самого нижнего слоя из АМ свободные полосы расположены дальше в боковом направлении наружу. Размещение свободных полос таким образом соответствует дополнительному распределению введенной текучей среды в направлении наружу в каждом последующем расположенном дальше по потоку слое в композитном материале 410h.
[00115] Фиг.4I представляет собой выполненный в разрезе, вертикальный вид композитного материала или структуры 410i, образующего (-й) многослойную сердцевину и включающего (-й) в себя множество слоев материалов, имеющих разные размеры, включая толщину, ширину и высоту, и включающего (-й) в себя слои из впитывающего материала, имеющие зоны или полосы FL, свободные от впитывающего материала. В композитном материале 410i по фиг.4I используются несколько признаков, соответствующих предшествующим структурам, образующим многослойные сердцевины, включая расположенные со смещением полосы FL, свободные от АМ.
Многослойная сердцевина - направление потока текучей среды
[00116] Фиг.4J представляет собой выполненный с пространственным разделением элементов вид в перспективе композитного материала или структуры MLC 410j, образующего (образующей) многослойную впитывающую сердцевину и включающего (-й) в себя слой из впитывающего материала, имеющий полосы, свободные от впитывающего материала и проходящие в машинном направлении, в соответствии с раскрытием изобретения. Волокнистые сетчатые слои в данном иллюстративном композитном материале MLC 410j образованы объемным нетканым материалом, а именно верхним слоем из BNW (NW1), промежуточным слоем (NW2) и базовым слоем (NW3). Слой AM1, включающий в себя полосы FL, свободные от SAP, имеет уменьшенную длину по сравнению со слоями из NW и слоем АМ2. Слой AM1 расположен в центральной зоне или зоне-«мишени» впитывающего изделия и опирается на слои NW1 и NW2, находится в пределах слоев NW1 и NW2 и/или между слоями NW1 и NW2. Стрелки на фиг.4J показывают растекание потока текучей среды в направлениях X-Y в MLC 410j, включающем в себя слои AM1 и AM2 из SAP. Такая направленность потока текучей среды по меньшей мере частично регулируется посредством проницаемости SAP и скоростей впитывания, обеспечиваемых SAP, при этом, как правило, обеспечиваются более медленные скорости потоков текучей среды в слоях из SAP, чем скорости соответствующих потоков текучей среды в слоях из NW и полосах, свободных от SAP. В соответствии с некоторыми аспектами все слои из нетканых материалов в пределах зоны, обозначенной “B” в MLC 410j на фиг.4J, выполнены в виде зон с большей капиллярностью по сравнению с частями слоев из нетканого материала в пределах той зоны MLC 410b, которая обозначена “A”, для содействия впитыванию текучей среды за счет капиллярных сил при использовании.
[00117] При использовании композитный материал, образующий впитывающую сердцевину, может иметь U-образную конфигурацию. В соответствии с некоторыми аспектами слои композитного материала, образующего впитывающую сердцевину, расположены так и выполнены с такой конфигурацией, что SAP, имеющий высокую проницаемость и/или более медленную скорость впитывания, будет размещен в пределах самого верхнего, расположенного со стороны тела, верхнего слоя, и SAP с более быстрой скоростью впитывания будет размещен в пределах нижних слоев, имеющих бóльшую емкость. По существу при ношении пользователем зона А с меньшей капиллярностью расположена в промежностной зоне и находится ниже на теле по сравнению с зонами В с большей капиллярностью, которые расположены выше на талии пользователя. По существу бóльшая капиллярность зон В способствует впитыванию текучих сред посредством капиллярного воздействия из зоны А в зоны В даже при противодействии гравитационным силам. Схемы потоков, показанные стрелками на фиг.4J, учитывают поток в продольном направлении изделия (направлении y) изделия и относятся к вариантам осуществления, имеющим градиент капиллярности (бóльшую капиллярность ближе к концам впитывающего изделия) для содействия впитыванию текучей среды под действием капиллярных сил, противодействующих силе тяжести (что требуется вследствие конфигурации изделия при использовании, которая является U-образной). Стрелки показывают, что текучая среда, растекающаяся в слоях из SAP, как правило, растекается медленнее, чем текучая среда, растекающаяся в слоях из NW и полосах, свободных от SAP.
Многослойная сердцевина - изменения поверхностной плотности
[00118] При рассмотрении снова фиг.4D-4I следует отметить, что каждое изделие А включает в себя верхний лист TS и задний лист BS. Верхний лист TS может представлять собой гидрофильный водопроницаемый слой (например, фильерный нетканый материал) и может иметь поверхностную плотность, составляющую 15 г/м2 или от 5 до 20 г/м2. Такой верхний лист может быть использован вместе с любым из вариантов осуществления композитных материалов, образующих впитывающие сердцевины и раскрытых в данном документе. Задний лист BS может представлять собой водопроницаемый слой (например, полиэтиленовую пленку или многослойный ламинат из нетканого материала и полиэтиленовой пленки). Такой задний лист может быть использован вместе с любым из вариантов осуществления композитных материалов, образующих впитывающие сердцевины и раскрытых в данном документе. Поверхностная плотность каждого слоя из нетканого материала и загрузка (поверхностная плотность) каждого впитывающего слоя могут варьироваться, при этом слои и их поверхностные плотности выбраны и предусмотрены такими, чтобы обеспечить заданные характеристики впуска, распределения и впитывания текучей среды (обобщенно «характеристики обработки/способности к обработке текучей среды»). Например, в некоторых вариантах осуществления поверхностная плотность нетканых материалов в среднем уменьшается при продвижении вниз в сердцевину в направлении z, и поверхностная плотность (загрузка) впитывающего материала увеличивается при продвижении вниз в сердцевину в направлении z. Различные иллюстративные схемы расположения слоев из нетканых материалов и впитывающих слоев с выбранными поверхностными плотностями будут описаны далее со ссылкой на фиг.4D-4I.
[00119] MLC 410d по фиг.4D закрыта верхним листом TS и задним листом BS и включает в себя: самый верхний слой BNW1, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 30 до 60 г/м2; промежуточный слой BNW2, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 30 до 80 г/м2, и самый нижний слой BNW3, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 50 г/м2. MLC 410d также включает в себя: слой AM1, который расположен между слоями BNW1 и BNW2 и имеет поверхностную плотность от 50 до 150 г/м2; слой AM2, который расположен между слоями BNW2 и BNW3 и имеет поверхностную плотность от 75 до 200 г/м2, и слой АМ3, который находится ниже слоя BNW3 и имеет поверхностную плотность от 75 до 200 г/м2. Каждый из слоев из АМ может включать в себя SAP или состоять из SAP. Как очевидно из фиг.4D, слои BNW1, BNW2 и BNW3 из нетканого материала имеют ширину в направлении x, которая больше ширины слоев AM1, AM2 и AM3 из впитывающего материала.
[00120] Фиг.4Е показывает изделие А, имеющее верхний лист TS и задний лист BS, при этом композитный материал MLC 410e, образующий впитывающую сердцевину, заключен между ними. MLC 410e включает в себя: самый верхний слой BNW1, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 30 до 60 г/м2; первый промежуточный слой BNW2, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 30 до 50 г/м2; второй промежуточный слой BNW3, который представляет собой нетканый материал, полученный кардочесанием и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 40 г/м2, и самый нижний слой BNW4, который представляет собой нетканый материал, полученный кардочесанием и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 40 г/м2. MLC 410e также включает в себя: слой AM1, который расположен между слоями BNW1 и BNW2 и имеет поверхностную плотность от 30 до 100 г/м2; слой AM2, который расположен между слоями BNW2 и BNW3 и имеет поверхностную плотность от 50 150 г/м2; слой AM3, который расположен между слоями BNW3 и BNW4 и имеет поверхностную плотность от 50 до 150 г/м2, и слой AM4, который находится ниже слоя BNW4 и имеет поверхностную плотность от 75 до 200 г/м2. Каждый слой из АМ может включать в себя SAP или состоять из SAP. Как очевидно из фиг.4Е, слои BNW1, BNW2, and BNW3 из нетканого материала имеют ширину в направлении x, которая больше ширины слоев AM1, AM2 и AM3 из впитывающего материала. Кроме того, толщина слоев из нетканого материала имеет градиент, так что толщина уменьшается от слоя, близкого к верхнему листу TS, по направлению к заднему листу BS, тогда как толщина впитывающих слоев имеет такой градиент, что толщина увеличивается от слоя, близкого к верхнему листу TS, по направлению к заднему листу BS (то есть градиенты толщины слоев из нетканого материала и впитывающего материала являются противоположными).
[00121] Фиг.4F показывает изделие А, имеющее верхний лист TS и задний лист BS, при этом композитный материал MLC 410f, образующий впитывающую сердцевину, заключен между ними. MLC 410f включает в себя: самый верхний слой BNW1, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 30 до 60 г/м2, и ширину, уменьшенную относительно остальных слоев и составляющую 80 мм; первый промежуточный слой BNW2, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 30 до 50 г/м2, и ширину 105 мм; второй промежуточный слой BNW3, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 40 г/м2, и ширину 105 мм, и самый нижний слой BNW4, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 40 г/м2, и ширину 105 мм. MLC 410f также включает в себя: слой АМ1, который расположен между слоями BNW1 and BNW2 и имеет поверхностную плотность от 30 до 100 г/м2; слой AM2, который расположен между слоями BNW2 и BNW3 и имеет поверхностную плотность от 50 до 150 г/м2; слой AM3, который расположен между слоями BNW3 и BNW4 и имеет поверхностную плотность от 50 до 150 г/м2, и слой АМ4, который находится ниже слоя BNW4 и имеет поверхностную плотность от 50 до 100 г/м2. Самый верхний слой BNW1 из нетканого материала является более узким, чем остальные слои из нетканого материала, и самый верхний слой АМ1 из впитывающего материала является более узким, чем остальные слои из впитывающего материала. Каждый слой из АМ может включать в себя SAP или состоять из SAP.
[00122] Фиг.4G показывает изделие А, имеющее верхний лист TS и задний лист BS, при этом композитный материал MLC 410g, образующий впитывающую сердцевину, заключен между ними. MLC 410g включает в себя: самый верхний слой BNW1, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 50 г/м2; первый промежуточный слой BNW2, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 50 г/м2; второй промежуточный слой BNW3, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 50 г/м2; третий промежуточный слой BNW4, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 50 г/м2, и самый нижний слой BNW5, который представляет собой нетканый материал, уложенный воздухом и имеющий поверхностную плотность от 30 до 80 г/м2. MLC 410g также включает в себя: слой AM1, который расположен между слоями BNW1 и BNW2 и имеет поверхностную плотность от 30 до 100 г/м2; слой AM2, который расположен между слоями BNW2 и BNW3 и имеет поверхностную плотность от 30 до 100 г/м2; слой AM3, который расположен между слоями BNW3 and BNW4 и имеет поверхностную плотность от 50 до 150 г/м2; слой AM4, который расположен между слоями BNW4 и BNW5 и имеет поверхностную плотность от 50 до 150 г/м2, и слой АМ5, который находится ниже слоя BNW5 и имеет поверхностную плотность от 50 до 150 г/м2. Каждый слой из АМ может включать в себя SAP или состоять из SAP. Все слои из нетканого материала в MLC 410g имеют одинаковую или по существу одинаковую толщину, в то время как слои из АМ имеют градиент толщины, так что толщина слоев из АМ увеличивается по направлению к заднему листу BS.
[00123] Фиг.4Н показывает изделие А, имеющее верхний лист TS и задний лист BS, при этом композитный материал MLC 410h, образующий впитывающую сердцевину, заключен между ними. MLC 410h включает в себя: самый верхний слой BNW1, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 50 г/м2; первый промежуточный слой BNW2, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 50 г/м2; второй промежуточный слой BNW3, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 50 г/м2; третий промежуточный слой BNW4, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 50 г/м2, и самый нижний слой BNW5, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность от 20 до 50 г/м2. MLC 410h также включает в себя: слой АМ1, который расположен между слоями BNW1 и BNW2 и имеет поверхностную плотность от 30 до 100 г/м2; слой AM2, который расположен между слоями BNW2 и BNW3 и имеет поверхностную плотность от 30 до 100 г/м2; слой AM3, который расположен между слоями BNW3 и BNW4 и имеет поверхностную плотность от 50 до 150 г/м2; слой AM4, который расположен между слоями BNW4 и BNW5 и имеет поверхностную плотность от 50 до 150 г/м2, и слой AM5, который находится ниже слоя BNW5 и имеет поверхностную плотность от 50 до 150 г/м2. Каждый слой из АМ может включать в себя SAP или состоять из SAP. Все слои из нетканого материала в MLC 410g имеют одинаковую или по существу одинаковую толщину, в то время как слои из АМ имеют градиент толщины, так что толщина слоев из АМ увеличивается по направлению к заднему листу BS.
[00124] Фиг.4I показывает изделие А, имеющее верхний лист TS и задний лист BS, при этом композитный материал MLC 410i, образующий впитывающую сердцевину, заключен между ними. MLC 410i включает в себя: самый верхний слой BNW1, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 50 г/м2, и уменьшенную толщину, составляющую 70 мм (при этом остальные слои из BNW имеют ширину 95 мм); первый промежуточный слой BNW2, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 50 г/м2; второй промежуточный слой BNW3, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 50 г/м2; третий промежуточный слой BNW4, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность, которая может находиться в диапазоне от 20 до 50 г/м2, и самый нижний слой BNW5, который представляет собой нетканый материал, скрепленный сквозным пропусканием воздуха и имеющий поверхностную плотность от 20 до 50 г/м2. MLC 410i также включает в себя: слой АМ1, который расположен между слоями BNW1 и BNW2 и имеет поверхностную плотность от 30 до 100 г/м2; слой AM2, который расположен между слоями BNW2 и BNW3 и имеет поверхностную плотность от 30 до 100 г/м2; слой AM3, который расположен между слоями BNW3 и BNW4 и имеет поверхностную плотность от 50 до 150 г/м2; слой AM4, который расположен между слоями BNW4 и BNW5 и имеет поверхностную плотность от 50 до 150 г/м2, и слой AM5, который находится ниже слоя BNW5 и имеет поверхностную плотность от 50 до 150 г/м2.
[00125] На фиг.4 и 4A-4I (а также в любом другом композитном материале, образующем впитывающую сердцевину и раскрытом в данном документе) впитывающий материал в каждом из слоев из AM может состоять из одного и того же полимера или из разных полимеров (например, SAP), что обеспечивает придание одинаковых или разных, изменяемых, зависящих от слоя характеристик обработки текучей среды каждому слою. Кроме того, полосы (FL), свободные от АМ, могут быть предусмотрены в любом из слоев из АМ в композитных материалах, раскрытых в данном документе. Кроме того, места расположения полос, свободных от АМ, в случае их наличия могут быть выровнены для содействия протеканию текучей среды по направлению к выбранным зонам сердцевины, например, по направлению к нижним и наружным зонам сердцевины. На фиг.4H и 4I полосы FL, свободные от АМ, расположены с меньшим перекрытием между полосами, свободными от АМ, в соседних слоях, что способствует протеканию текучей среды к боковым краям сердцевины и к нижним зонам сердцевины. Хотя на фиг.4 и 4A-4I не показан адгезив, адгезив может быть использован для склеивания слоев из нетканого материала вместе и/или для приклеивания впитывающего материала к слоям из нетканого материала.
[00126] В некоторых вариантах осуществления слои из нетканого материала, раскрытые в данном документе, имеют поверхностную плотность в диапазоне от 20 до 80 г/м2 или от 30 до 60 г/м2, или от 30 до 80 г/м2, или от 20 до 50 г/м2, или от 20 до 40 г/м2, или от 30 до 50 г/м2. В некоторых вариантах осуществления слои из впитывающего материала, раскрытые в данном документе, имеют поверхностную плотность от 30 до 200 г/м2 или от 50 до 150 г/м2, или от 75 до 200 г/м2, или от 30 до 100 г/м2.
[00127] В одном конкретном варианте осуществления композитный материал, образующий впитывающую сердцевину, включает в себя три слоя из нетканого материала, включая самый верхний слой из объемного нетканого материала, имеющий поверхностную плотность 75 г/м2, самый нижний слой из уложенного воздухом, нетканого материала, имеющий поверхностную плотность 150 г/м2, и один промежуточный слой из объемного нетканого материала, имеющий поверхностную плотность 30 г/м2. Самый верхний и промежуточный слои из объемного нетканого материала могут состоять из одного и того же или по существу одного и того же материала, но с разной загрузкой (то есть они имеют разную толщину). В данном конкретном варианте осуществления композитный материал, образующий впитывающую сердцевину, включает в себя два слоя из впитывающего материала, включая самый верхний слой из впитывающего материала, расположенный между самым верхним слоем из объемного нетканого материала и промежуточным слоем из объемного нетканого материала (при необходимости помещенный в один или оба из данных слоев из нетканого материала), и самый нижний слой из впитывающего материала, расположенный между самым нижним слоем из нетканого материала, уложенного воздухом, и промежуточным слоем из объемного нетканого материала (при необходимости помещенный в один или оба из данных слоев из нетканого материала). Каждый из двух слоев из впитывающего материала может иметь загрузку, соответствующую 150 г/м2, и может включать в себя SAP или состоять из SAP. Заявители обнаружили, что нетканые материалы, имеющие относительно высокую поверхностную плотность на обращенной к телу стороне композитного материала, образующего сердцевину, способствуют впитыванию текучей среды и ее распределению по направлению к нижним частям сердцевины, что способствует сухости на обращенной к телу стороне сердцевины.
Многослойная сердцевина - направление потока текучей среды
[00128] Фиг.4K-4M иллюстрируют направление и траектории потока текучей среды в композитных материалах 410k, 410l и 410m и через композитные материалы 410k, 410l и 410m. Текучая среда распределяется в большей степени по направлению к краям и к нижней части сердцевины, при этом полосы, свободные от АМ, способствуют потоку текучей среды и направляют поток текучей среды в сердцевине, как показано.
Общие принципы создания сердцевины
[00129] Для обеспечения определенных заданных или улучшенных способностей к обработке (обеспечению протекания и удерживанию) текучих сред или выделений во многих из структур, образующих сердцевины и описанных в данном документе, внимание может быть направлено на выбор и последующее стратегически важное размещение впитывающего материала, включая использование добавок для воздействия на заданные свойства (см., например, фиг.18E и 18F), и/или размещение волокнистой сетки или нетканого материала. В этой связи присущие суперабсорбенту свойства, представляющие интерес, включают среди прочих свойств проницаемость слоя геля, скорость впитывания (вихрь), впитывающую способность (удерживающую способность при центрифугировании (CRC)), размер частиц, плотность размещения частиц, жесткость. Кроме того, присущие волокнистому сетчатому слою (нетканому материалу) свойства, представляющие интерес, включают плотность (то есть объем пустот (= 1/плотность)), проницаемость и капиллярность (размер пор и смачиваемость волокон).
[00130] Что касается размещения материалов в композитном материале, образующем сердцевину, то определенные общие принципы могут применяться в более распространенных применениях. Как правило, SAP, размещенный на пути потока выделенной текучей среды в направлении z (направлении толщины), имеет следующие свойства: (1) градиент проницаемости, при этом самая высокая проницаемость обеспечивается в верхней части или рядом с верхней частью сердцевины и проницаемость уменьшается до наименьших значений в нижней части или рядом с нижней частью сердцевины; (2) градиент скорости впитывания, при этом SAP, обеспечивающий более медленное впитывание, размещен в верхней части или рядом с верхней частью сердцевины и SAP, обеспечивающий постепенно увеличивающуюся скорость впитывания, размещен в нижней части или рядом с нижней частью сердцевины, и (3) градиент впитывающей способности, при этом SAP с большей впитывающей способностью размещен в нижней части или рядом с нижней частью сердцевины для обеспечения максимальной эффективности впитывания и SAP с меньшей впитывающей способностью размещен в верхней части или рядом с верхней частью сердцевины.
[00131] Волокнистые сетчатые слои (например, слои из нетканого материала) на пути потока выделенной текучей среды в направлении z (направлении толщины), как правило, имеют градиент объема пустот, при этом нетканые материалы с бóльшим объемом пустот размещены в верхней части или рядом с верхней частью сердцевины для обработки исходно изливаемой сильной струи текучей среды и распределения текучей среды в слое из NW и нетканые материалы с меньшим объемом пустот размещены в нижней части или рядом с нижней частью сердцевины. Кроме того, сердцевины могут иметь профиль или градиент капиллярности в плоскости x-y в волокнистых сетчатых слоях, так что бóльшая капиллярность (по отношению к зоне-«мишени» для растекания текучей среды) создается ближе к концам впитывающей сердцевины. Такая структура с профилем капиллярности обеспечивает возможность непрерывного растекания текучей среды по направлению к концам сердцевины для полного использования.
[00132] Различия в капиллярности между слоями и в пределах слоя могут быть обеспечены посредством избирательного уплотнения, увеличения смачиваемости посредством плазменной обработки или обработки коронным разрядом (зон в плоскости X-Y), увеличения объема или посредством избирательного размещения существующих объемных и менее объемных слоев. Волокнистые сетчатые слои в направлении z могут быть выбраны и созданы такими, чтобы слои с большей капиллярностью были расположены ближе к нижней части (дальше по потоку) и слои с меньшей капиллярностью были расположены ближе к стороне, обращенной к телу. Такой градиент капиллярности способствует впитыванию и/или облегчает впитывание потока текучей среды за счет капиллярных сил дальше по ходу потока, ближе к нижнему слою из АМ и способствует растеканию текучей среды при противодействии силе тяжести (то есть при ношении изделия, когда оно расположено с U-образной формой), посредством чего увеличивается использование впитывающего материала и сердцевины во время использования изделия. Следует отметить, что большее количество впитывающего материала и бóльшие впитывающие поверхности имеются в направлении y и что во время ношения впитывающее изделие изгибается в основном вверх по направлению к поясным зонам или концам изделия, определяемым в продольном направлении. Вследствие этого сила тяжести также может противодействовать перемещению текучей среды по направлению к поясным зонам.
Система для формирования многослойных сердцевин
[00133] Фиг.5 представляет собой схематическое изображение системы и процесса для изготовления композитного материала или структуры, образующего (-й) впитывающую сердцевину, в соответствии с раскрытием изобретения. На фиг.5 “BNW unwind” (устройство для размотки BNW) относится к машинному валику или бобине, с которого (-й) разматывается полотно BNW для соединения с другими элементами для формирования композитного материала, образующего впитывающую сердцевину; “C1” относится к сжимающему устройству, такому как пара противоположных машинных валиков, которые обеспечивают приложение сжимающей силы к материалам, проходящим через них; “Adhesive” относится к устройству для нанесения, которое наносит адгезив на слой материала и/или впитывающего материала, проходящий под ним; “SAP App” относится к устройству для нанесения, которое наносит SAP на слой материала и/или впитывающего материала, проходящий под ним, и “final rewind” (окончательная перемотка) относится к приемной бобине, на которую наматывается сформированный композитный материал, образующий впитывающую сердцевину, после изготовления.
[00134] Система 500 включает в себя устройство 1 для размотки BNW, в котором разматывается объемный нетканый материал BNW1, который проходит через устройство C1 для его сжатия. Из устройства С1 материал BNW1 проходит под устройством 1 для нанесения адгезива, в котором адгезив наносится на материал BNW1. От устройства 1 для нанесения адгезива материал BNW1 проходит над валиком 502, и затем SAP наносится на него из устройства 1 для нанесения SAP. В некоторых вариантах осуществления по меньшей мере некоторая часть SAP проходит через материал BNW1.
[00135] Система 500 включает в себя устройство 2 для размотки BNW, в котором разматывается материал BNW2, который проходит над валиком 504 и под устройством 2 для нанесения адгезива, в котором адгезив наносится на материал BNW2. Из устройства 2 для нанесения адгезива материал BNW2 проходит над валиком 506. Кроме того, материал BNW1 проходит от устройства 1 для нанесения SAP над валиком 506, так что материалы BNW1 и BNW2 соединяются вместе путем ламинирования на валике 506 или за валиком 506, образуя ламинат 508.
[00136] Ламинат 508 проходит от валика 506 под устройством 2 для нанесения SAP, в котором SAP наносится на него. В некоторых вариантах осуществления по меньшей мере некоторая часть SAP проходит через ламинат 508. Ламинат 508 проходит от устройства 2 для нанесения SAP над валиком 510.
[00137] Система 500 включает в себя устройство 3 для размотки BNW, в котором разматывается материал BNW3, который проходит через устройство С1 для его сжатия. Из устройства С1 материал BNW3 проходит над валиком 512 и под устройством 4 для нанесения адгезива, в котором адгезив наносится на материал BNW3. Материал BNW3 проходит от устройства 4 для нанесения адгезива над валиком 514 и над валиком 516. Ламинат 508 также проходит над валиком 516, так что материал BNW3 и ламинат 508 соединяются вместе путем ламинирования на валике 516 или за валиком 516, образуя ламинат 518.
[00138] Затем ламинат 518 проходит через валики 520 и под устройством 3 для нанесения SAP, в котором SAP наносится на него, и при этом некоторая часть SAP может проходить через него. Затем ламинат 518 проходит над валиком 522 и валиком 524.
[00139] Система 500 включает в себя устройство 4 для размотки BNW, в котором разматывается материал BNW4, который проходит через устройство C1 для его сжатия. Из устройства С1 материал BNW4 проходит над валиком 526 и под устройством 5 для нанесения адгезива, в котором адгезив наносится на материал BNW3. Материал BNW4 проходит от устройства 5 для нанесения адгезива над валиком 528 и над валиком 524. Материал BNW4 и ламинат 518 соединяются вместе путем ламинирования на валике 524 или за валиком 524, образуя ламинат 530.
[00140] Ламинат 530 проходит через валики 532 и под устройством 4 для нанесения SAP, в котором SAP наносится на него, и при этом некоторая часть SAP может проходить через него. Затем ламинат 530 проходит над валиком 534 и валиком 536.
[00141] Система 500 включает в себя устройство 5 для размотки BNW, в котором разматывается материал BNW5, который проходит через устройство С1 для его сжатия. Из устройства С1 материал BNW5 проходит над валиком 538 и под устройством 6 для нанесения адгезива, в котором адгезив наносится на материал BNW5. Материал BNW5 проходит от устройства 6 для нанесения адгезива над валиком 540 и над валиком 536. Материал BNW5 и ламинат 530 соединяются вместе путем ламинирования на валике 536 или за валиком 536, образуя ламинат 542.
[00142] Ламинат 542 проходит через валики 544 и к устройству для окончательной перемотки для его сбора.
[00143] Само собой разумеется, система, показанная на фиг.5, предназначена только для иллюстрации. Другие конфигурации и конструкции систем могут быть использованы для образования любого числа конфигураций композитных материалов, образующих сердцевины, в соответствии с настоящим раскрытием изобретения.
Полосы, свободные от SAP, - машинное и/или поперечное
направление
[00144] В некоторых вариантах осуществления один или более слоев из впитывающего материала включают в себя полосы, свободные от впитывающего материала (например, полосы, свободные от SAP). Несмотря на то, что они упоминаются как «полосы», такие зоны, свободные от SAP, могут иметь большое число форм и схем расположения и могут проходить в направлении MD, направлении CD или любом другом направлении или иметь любую другую схему расположения. Несмотря на то, что они упоминаются как «свободные от SAP», такие полосы или зоны могут быть свободными от любого впитывающего материала или по меньшей мере свободными от SAP. В соответствии с некоторыми аспектами число полос, свободных от SAP и проходящих в направлении MD, в самом верхнем слое из АМ превышает число полос, свободных от SAP и проходящих в направлении MD, в нижнем и/или самом нижнем слое (слоях) из АМ. В соответствии с определенными аспектами только самый верхний слой из АМ имеет полосы, свободные от SAP и проходящие в направлении MD. В соответствии с определенными аспектами только самый верхний слой из АМ имеет какие-либо полосы, свободные от SAP. Включение полос, свободных от SAP, в композитный материал, образующий впитывающую сердцевину, обеспечивает повышение мягкости (увеличение сжимаемости) для пользователей, увеличение скорости приема текучей среды, уменьшение стекания или перелива текучей среды через край слоя из АМ и направление и распределение потока текучей среды в сердцевине.
[00145] На фиг.6А показан композитный материал 610а, образующий многослойную впитывающую сердцевину и имеющий множество слоев из впитывающего материала сердцевины, включая верхний слой АМ1 из SAP с полосами, свободными от SAP и направленными в направлении MD. В композитном материале 610а также используется объемный нетканый материал, скрепленный сквозным пропусканием воздуха, в качестве верхнего слоя и промежуточного слоя. Слой из нетканого материала со структурой SMS образует базовый слой. Не будучи ограниченными теорией, полагают, что наличие двух или более полос FL, свободных от SAP и проходящих в направлении MD, обеспечивает улучшение распределения текучей среды в большей степени, чем наличие одной полосы, свободной от SAP и проходящей в направлении MD. В соответствии с некоторыми аспектами, как показано, только верхний слой из АМ (АМ1) имеет полосы, свободные от SAP, и нижний слой из АМ (АМ2) не имеет полос, свободных от SAP, что может обеспечить улучшение удерживания текучей среды в нижнем слое из АМ. В соответствии с определенными аспектами полосы, свободные от SAP, могут быть предусмотрены вдоль краев и/или кромок слоев из АМ для обеспечения возможности герметичного соединения (склеивания слоев из АТ, расположенных над и под слоем из АМ).
[00146] В структуре по фиг.6А три непрерывных нанесеннных скопления SAP разнесены для образования двух полос FL, свободных от SAP. Полосы представляют собой удлиненные пространства или пустоты, которые ограничены посредством профиля по высоте/толщине соседних полос, содержащих SAP. Термин «полосы» (“lanes”) уместно используется в данном случае, поскольку такие удлиненные пустоты (и даже «возвышающееся» нанесенное скопление SAP в некотором отношении) напоминают полосы, проходящие в машинном направлении на конвейере во время изготовления. Термин «свободные» от SAP может быть использован для указания той части носителя, на которой SAP явным образом не нанесен, но которая ограничена удлиненными зонами, на которых впитывающий материал нанесен непрерывно. Кроме того, следует отметить, что носитель, на котором имеются SAP (и полосы, свободные от SAP), как правило, представляет собой нижерасположенный слой из NW или AT. Среднее нанесенное скопление SAP слоя АМ1, обозначенное SAP2, имеет ширину, которая больше ширины двух наружных нанесенных скоплений SAP (SAP1 и SAP3), главным образом потому, что среднее нанесенное скопление SAP (SAP2), вероятно, будет расположено в месте, совпадающем с местом излияния или зоной первоначального приема (зоной-«мишенью»). Среднее нанесенное скопление SAP, обозначенное SAP2, является достаточно широким (или полоса, свободная от SAP, является достаточно узкой) для приема по существу всей вводимой текучей среды. Полосы FL, свободные от SAP, расположены достаточно близко к этой центральной зоне-«мишени» для приема значительного количества введенной текучей среды и содействия распределению принятой текучей среды вдоль направления z (при противодействии силе тяжести) и по направлению к большему количеству SAP и вдоль большего количества SAP, который может не принять по меньшей мере вначале его «долю» введенной текучей среды. Само собой разумеется, слой из АТ также служит для приема и распределения и содействует при ему и распределению первоначально введенной текучей среды. Полосы FL, свободные от SAP, могут быть также предпочтительно выровнены относительно линий, полученных тиснением, или линий скрепления и схем расположения таких линий для содействия прикреплению NW к NW (без нежелательного взаимодействия с SAP или нежелательного воздействия со стороны SAP). На фиг.6А наружные полосы SAP1 and SAP3 из SAP также образованы с шириной, которая по меньшей мере на приблизительно 1/3 или 1/4 меньше, чем ширина среднего нанесенного скопления SAP, а именно SAP2, для получения зон, свободных от SAP, вблизи боковых краев. Это способствует герметичному соединению и сохранению боковых краев, например, во время изготовления и после него, при упаковывании и использовании. Также полагают, что полосы, свободные от SAP, рядом с верхним слоем обеспечивают повышение мягкости и гибкости впитывающей сердцевины. Принимая во внимание тот факт, что впитывающая сердцевина слегка изгибается в боковом направлении, а также вверх во время ношения, полосы, свободные от SAP и расположенные рядом с верхним слоем, обеспечивают, например, повышение гибкости относительно продольных осей, проходящих через полосы, свободные от SAP. Многие из преимуществ, связанных с наличием полос, свободных от SAP, в верхнем слое из SAP, по меньшей мере частично уменьшаются, если речь идет о нижнем слое из SAP. При использовании сердцевина может обеспечить сосредоточение выполнения функций и средств распределения в зоне, расположенной выше по потоку, в верхних слоях или раньше в местах излияния и приема. Таким образом, в соответствии с одним аспектом нижний слой из SAP может быть предусмотрен с единой однородной структурой (то есть без свободных полос). Этот слой из SAP принимает текучую среду, перемещающуюся через верхние слои, включая текучую среду, перемещающуюся вниз из верхних полос, свободных от SAP, и текучую среду, выходящую из зон, заполненных SAP, или зон с насыщением SAP.
[00147] В варианте осуществления, проиллюстрированном на фиг.6В, в многослойном композитном материале 610b используется слой из SAP со свободными полосами, проходящими в направлении CD. Слой AM1 включает в себя множество полос FL, свободных от SAP. Полосы, свободные от SAP, и отложения или скопления SAP между ними могут быть равномерно распределены и могут иметь одинаковую ширину во всей группе свободных полос или полос из SAP. Для нанесения SAP в направлении CD могут быть использованы сетка или проволочная сетка, или вакуумный барабан, или нанесение SAP путем печати.
[00148] В соответствии с некоторыми аспектами свободные полосы, проходящие в направлениях MD и CD, сочетаются в одном композитном материале, образующем сердцевину, и/или в одном слое из АМ для формирования конфигураций (например, сетчатых конфигураций) из зон с SAP и зон, свободных от SAP, включая сложные конфигурации. Фиг.7A-7G иллюстрируют различные конфигурации слоев из АМ, имеющих полосы, свободные от АМ. Некоторые структуры имеют свободные полосы, проходящие только в направлении CD (фиг.7B, 7F), в то время как в других имеются свободные полосы, проходящие только в направлении MD (фиг.7C,7D). Другие структуры имеют комбинацию свободных полос, проходящих в направлении CD, и свободных полос, проходящих в направлении MD (фиг.7A, 7E). В конфигурации, проиллюстрированной на фиг.7G, используются свободные полосы, направленные под углом (не направленные ни в продольном направлении, ни в поперечном направлении). Эти варианты также иллюстрируют то, что отложения или скопления АМ, которые образуют общий для них слой из АМ со свободными полосами, имеют различные ширины, длины (и толщины/высоты) и формы, определяемые свободными полосами, которые ограничивают их. Соответствующее использование полос с SAP также облегчает придание различных свойств композитному материалу, образующему сердцевину, слою из SAP и впитывающей поверхности (в зависимости от места расположения и глубины/высоты). Каждая полоса или скопление впитывающего материала или зоны из SAP могут состоять из впитывающего материала или из смеси материалов, проявляющих заданные свойства и улучшающих определенные характеристики обработки текучей среды. Например, SAP с более высокой впитывающей способностью или с определенной добавкой, или с более высокой стоимостью исходного материала может быть сконцентрирован в полосах с SAP или ограничен полосами с SAP в центральной части композитного материала, образующего сердцевину.
[00149] В каждой из конфигураций слоев из АМ предусмотрено достаточное количество впитывающего материала, размещенного в зоне, которая соответствует зоне-«мишени» или месту излияния. Это гарантирует быстрые прием и впитывание вводимой текучей среды. Свободные зоны, проходящие в направлении CD, на фиг.7В также обеспечивают повышение гибкости композитного материала, образующего сердцевину, относительно продольных осей. В дополнительных вариантах осуществления дополнительные скопления SAP или полосы с SAP могут быть добавлены рядом с боковыми краями для ограничения полос, проходящих в направлении CD, и могут предотвратить образование прямолинейного канала, ведущего к боковым краям. Такая структура, образующая многослойную сердцевину, может быть адаптирована, в частности, для применения в некоторых изделиях, представляющих собой женские гигиенические прокладки, и тому подобном.
[00150] В конфигурациях по фиг.7А и 7Е используются свободные полосы, проходящие в направлениях CD и MD, для создания решетки из свободных полос. Эти конфигурации в виде решеток позволяют в полной мере использовать функциональные и конструктивные преимущества, связанные с использованием структур обоих типов в особенности в качестве слоя из АМ, расположенного рядом с верхней стороной композитного материала. Эти преимущества включают распределение текучей среды по большей площади, бóльшую гибкость и повышенный комфорт для пользователя. Обеспечение наличия множества скоплений АМ особенно в случае конфигурации по фиг.7Е, в которой скопления имеют разные формы и размеры, позволяет спроектировать впитывающую поверхность со свойствами, которые изменяются на протяженности слоя. Впитывающий материал с добавками или без добавок может быть выбран и сконцентрирован в скоплениях, занимающих определенные заданные зоны слоя из АМ (и композитного материала).
[00151] Фиг.7Е также имеет свободные полосы, проходящие в направлении MD и предусмотренные с впитывающим материалом в концевых зонах, рядом с которыми заканчиваются свободные полосы. Скопления впитывающего материала, осажденного на них, служат в качестве барьеров для текучей среды, образующих препятствия для текучей среды, перемещающейся вдоль свободных полос, посредством чего уменьшается риск утечки. Эти скопления, расположенные в стратегически важных местах, также образуют места с впитывающим материалом, являющиеся местами «назначения» для такой текучей среды, перемещающейся в свободных полосах. Эти скопления в концевых зонах могут иметь размеры и состав, отличающиеся от размеров и состава другого скопления, в зависимости от впитывающего изделия и его назначения.
[00152] Сетка или схема расположения скоплений впитывающего материала, показанная на фиг.7G, не ограничена использованием свободных полос, проходящих в направлениях CD и MD. В определенных вариантах свободные полосы или свободные зоны представляют собой линейные тракты и поэтому имеют сходство с полосами особенно в процессе изготовления. Задача конфигурации в виде решетки на фиг.7G состоит в обеспечении рационального и эффективного распределения введенной текучей среды по впитывающему материалу (предпочтительно не последовательным образом). В данной конфигурации тракты охватывают бóльшую площадь. Тракт, проходящий вдоль направления y, образован двумя основными свободными полосами, которые являются более широкими и более длинными, чем другие свободные полосы. Дополнительные пути из полос, свободных от SAP, предусмотрены для удлинения перемещения текучей среды в другие зоны из впитывающего материала при отсутствии необходимости поворотов в свободных полосах. Результатом является более широкий охват, то есть большее количество текучей среды направляется прямо к большему количеству впитывающего материала за счет использования количества движения введенной текучей среды (например, без зависимости от капиллярного воздействия или потоков в значительной степени). Кроме того, впитывающие скопления остаются в виде непрерывного отложения, при этом текучая среда имеет в большинстве зон непрерывный двумерный и трехмерный канал прохождения и доступ к соседнему, предпочтительно не насыщенному, впитывающему материалу (например, от частицы SAP до частицы SAP). Конфигурация в виде решетки по фиг.7G и другие конфигурации подходят для применения технологий нанесения SAP путем печати. Такие технологии также обеспечивают возможность большего контроля состава, а также определенного и точного размещения отложений из впитывающего материала и получения определенных схем расположения. Решетка также может быть образована посредством использования подвижного препятствия, с помощью всасывания, размещения в конкретных заданных местах и тому подобного.
[00153] В соответствии с некоторыми аспектами SAP наносят на слои из нетканого материала, используя способ разбрасывания частиц, например, посредством рифленого валика, игольчатого валика, или посредством подачи SAP на наклонный вибрационный лоток. Полосы из SAP, проходящие в направлении MD, могут быть образованы посредством перегораживания частей средства разбрасывания SAP так, что устройство для разбрасывания SAP не будет полностью открыто на всей протяженности зоны потенциального нанесения на нетканом материале. Перегораживание частей устройства для разбрасывания SAP может быть постоянным и/или фиксированным. В соответствии с некоторыми аспектами устройство для разбрасывания SAP выполнено с возможностью избирательного открывания и закрывания, например, посредством отверстия, которое открывается и закрывается. Открывание и закрывание устройства для разбрасывания SAP позволяет получить полосу из SAP, проходящую в направлении MD, которая является не непрерывной по длине и прерывистой.
[00154] Полосы, свободные от SAP и проходящие в направлении CD, могут быть образованы посредством периодического включения и выключения устройства для нанесения SAP. Когда устройство для нанесения SAP включено, полоса, содержащая SAP и проходящая в направлении CD, образуется от одной стороны до другой стороны нетканого материала, представляющего собой носитель. Когда устройство для нанесения SAP выключено, полоса, свободная от SAP и проходящая в направлении CD, образуется от одной стороны до другой стороны нетканого материала, представляющего собой носитель. В соответствии с некоторыми аспектами полосы, свободные от SAP и проходящие в направлении CD, образуют посредством открывания и закрывания отверстия, при этом закрывание осуществляется на всей ширине или на значительной части ширины устройства для нанесения SAP.
[00155] В соответствии с некоторыми аспектами нанесение SAP может осуществляться непрерывно на оболочку с определенной конфигурацией, находящуюся под действием вакуума (например, на носитель из нетканого материала, расположенный над оболочкой с определенной конфигурацией). Части оболочки с определенной конфигураций могут не находиться под действием вакуума, или вакуум-отсос может быть заблокирован или может прерываться в таких частях, так что SAP не прилипает к оболочке с определенной конфигурацией (или к нетканому материалу на ней) в таких частях. Несмотря на то, что некоторые мелкие частицы SAP могут быть потеряны в вакууме, данный способ нанесения может обеспечить четко определенную схему расположения SAP.
Полосы, свободные от SAP, - избирательно расположенные
в верхних слоях для направления текучей среды по каналам
[00156] В соответствии с некоторыми аспектами по меньшей мере один слой из впитывающего материала в композитных материалах, образующих впитывающие сердцевины и раскрытых в данном документе, включает в себя полосы, свободные от SAP, и по меньшей мере другой слой из впитывающего материала в композитном материале, образующем впитывающую сердцевину, не включает в себя полосы, свободные от SAP. В соответствии с некоторыми аспектами предпочтительно включить полосы, свободные от SAP, в самый верхний, обращенный к телу слой из впитывающего материала и не включать никакие полосы, свободные от SAP, в самый нижний слой из впитывающего материала в композитном материале, образующем впитывающую сердцевину. Такое расположение полос из SAP и полос, свободных от SAP, может способствовать быстрому впитыванию текучей среды в композитном материале, образующем впитывающую сердцевину, за счет направления потока текучей среды по каналам из верхних слоев сердцевины к нижним слоям сердцевины.
Полосы, свободные от SAP, - различия между полосами
[00157] В соответствии с некоторыми аспектами полосы, содержащие SAP, могут различаться по меньшей мере в одном отношении. Например, полосы, содержащие SAP, могут различаться по: размеру частиц SAP, содержащихся в них; типу и/или составу частиц SAP, содержащихся в них; концентрации частиц SAP, содержащихся в них (например, по количеству SAP на единицу площади поверхности носителя из нетканого материала); добавлению или отсутствию в них частиц, не являющихся частицами SAP; ширине, длине и/или высоте полосы, содержащей SAP (в направлениях x, y и z) и типу и/или состоянию носителя из нетканого материала, обеспечивающего опору для SAP в полосе, содержащей SAP (например, NW, BNW, BBNW, NW с прорезями). В соответствии с некоторыми аспектами полосы, свободные от SAP и содержащие SAP, могут быть избирательно расположены на носителе из нетканого материала для обеспечения более быстрого впитывания в SAP на боковых краях композитного материала, образующего впитывающую сердцевину, и более медленного впитывания в SAP в центральной/промежностной зоне композитного материала, образующего впитывающую сердцевину.
[00158] В соответствии с некоторыми аспектами полосы, свободные от SAP, являются пустыми, если не принимать во внимание носитель из нетканого материала, который образует полосу, свободную от SA. В соответствии с другими аспектами по меньшей мере одна из полос, свободных от SAP, содержит частицы и/или волокна невпитывающего материала.
Полосы, свободные от SAP, - комбинации различных слоев
из SAP
[00159] В соответствии с некоторыми аспектами различные слои из впитывающего материала, содержащие полосы, свободные от SAP и проходящие в направлении MD, и полосы, свободные от SAP и проходящие в направлении CD, могут быть расположены в пределах одного композитного материала, образующего впитывающую сердцевину. Например, композитный материал, образующий впитывающую сердцевину, может включать в себя по меньшей мере три слоя из впитывающего материала, при этом самый верхний (обращенный к телу) слой из впитывающего материала имеет полосы, свободные от SAP и проходящие в направлении MD, промежуточный слой из впитывающего материала имеет полосы, свободные от SAP и проходящие в направлении CD, и самый нижний слой из впитывающего материала представляет собой однородный слой из SAP без полос, свободных от SAP.
[00160] Слои из АМ, показанные на фиг.6A, 6B и 7A-7G, могут быть использованы в качестве любого из слоев из АМ в любом из композитных материалов, образующих впитывающие сердцевины и раскрытых в данном документе.
Полосы, свободные от SAP, в множестве разных слоев
[00161] Фиг.8 показывает комбинацию слоев из SAP, один из которых, а именно слой АМ1, имеет свободные полосы FL, проходящие в направлении CD, и другой слой АМ2 имеет свободные полосы FL, проходящие в направлении MD. В некоторых вариантах осуществления верхний слой АМ1 из SAP будет иметь полосы, свободные от SAP и проходящие в направлении MD, для быстрого распределения исходного большего объема введенной текучей среды в другие части сердцевины с имеющимся SAP. Нижний слой АМ2 из SAP также может быть выполнен с полосами, свободными от SAP и проходящими в направлении MD, по той же причине. Однако в дополнительном варианте нижний слой из SAP может быть выполнен с полосами, свободными от SAP и проходящими в направлении CD, по другим причинам. В некоторых применениях композитный материал, образующий впитывающую сердцевину, может иметь самые верхние слои и принимающие и распределительные (ADL) слои, которые хорошо подходят для быстрого распределения первоначально введенной текучей среды в направлении z. В этом случае нижний слой из SAP может служить для распределения принятой текучей среды, которая проходит в нижние уровни, в направлениях y и x. Предполагается, что в этом случае такой объем текучей среды может быть не таким большим и может быть не сконцентрирован в центральной зоне. Кроме того, свободные полосы, проходящие в направлении CD, в нижних слоях обеспечат некоторую дополнительную гибкость относительно продольных осей (то есть боковые края смогут легче поворачиваться для обеспечения соответствия форме тела пользователя во время ношения). Как показано, сердцевина 810 включает в себя самый верхний нетканый материал, скрепленный сквозным пропусканием воздуха, самый нижний слой со структурой SMS и промежуточный слой из нетканого материала, который представляет собой нетканый материал с прорезями. Нетканые материалы с прорезями, раскрытые в данном документе, могут быть такими же, как нетканые материалы, раскрытые в патенте США № 8,785,715, или могут быть в основном аналогичны нетканым материалам, раскрытым в патенте США № 8,785,715, все содержание которого включено в данный документ путем ссылки.
Полосы, свободные от SAP и выровненные относительно линий,
полученных тиснением
[00162] Фиг.9 показывает сердцевину 910, включающую в себя линии EL (embossing lines), полученные тиснением, которые обеспечивают соединение (например, адгезионное соединение) соседних слоев из нетканого материала. Сердцевина 910 включает в себя самый верхний слой из АТ, скрепленный сквозным пропусканием воздуха и соединенный посредством тиснения с промежуточным слоем АТ, скрепленным сквозным пропусканием воздуха, при этом слой АМ1 расположен между ними. Слой АМ1 включает в себя полосы, содержащие SAP, и полосы, свободные от SAP. Сердцевина 910 также включает в себя самый нижний слой из нетканого материала со структурой SMS, при этом слой АМ2 расположен между промежуточным слоем АТ и слоем со структурой SMS. Полосы FL слоя АМ1, свободные от SAP, выровнены относительно линий (EL), полученных тиснением, в самом верхнем и промежуточном слоях из АТ, так что самый верхний и промежуточный слои из АТ подвергнуты тиснению и адгезионно соединены вместе без нанесения адгезива на SAP, который вызвал бы повышение жесткости SAP и, возможно, снижение впитывающей способности SAP. То есть самый верхний слой из АТ соединен с промежуточным слоем из АТ посредством тиснения только в местах, соответствующих полосам FL слоя АМ1. Выравнивание полос, свободных от SAP, относительно линий, полученных тиснением, также обеспечивает получение линий сгиба или изгибания в сердцевине 910, что способствует прилеганию при ношении пользователем за счет повышения гибкости сердцевины.
[00163] При линиях, полученных тиснением, которые совпадают с полосами, свободными от SAP, сердцевина 910 может сгибаться/изгибаться без негативного изменения абсолютного и относительного положения SAP и без ухудшения впитывающих свойств SAP (например, при принудительном смещении частиц SAP ближе друг к другу). Таким образом, полученные тиснением линии сгиба/изгибания позволяют сердцевине 910 перемещаться из плоской конфигурации в сложенную и/или выпуклую конфигурацию при ношении пользователем. Как показано, полученные тиснением линии EL сгиба/изгибания проходят параллельно направлению продольной протяженности сердцевины 910. В некоторых вариантах осуществления по меньшей мере одна полученная тиснением линия сгиба/изгибания совпадает с продольной осевой линией сердцевины 910.
[00164] Фиг.9А показывает упрощенное схематическое изображение сердцевины 910 в плоской конфигурации, и фиг.9В показывает упрощенное схематическое изображение сердцевины 910 в согнутой или изогнутой конфигурации, при этом боковые края 913 подняты вверх за счет сгиба вдоль сердцевины в местах 912, которые совпадают с линиями EL сердцевины 910.
[00165] При ношении впитывающей сердцевины 910, включенной во впитывающее изделие, пользователем силы, действующие на впитывающую сердцевину 910 со стороны тела пользователя, могут вызвать складывание и/или сгибание впитывающей сердцевины 910. Линии EL обеспечивают регулируемое складывание и/или способствуют регулируемому складыванию впитывающей сердцевины 910. Линии EL образуют линии 912 поворота во время сгибания впитывающей сердцевины 910. Например, когда впитывающая сердцевина 910 размещена между бедрами пользователя, бедра пользователя могут обеспечивать приложение сил к впитывающей сердцевине 910, которые имеют составляющую сил, направленную параллельно поперечной осевой линии впитывающей сердцевины 910, составляющую сил, направленную в направлении z, или их комбинации. Такие силы могут приводить к сгибанию и/или складыванию впитывающей сердцевины 910 относительно и вдоль линий EL, в частности, в центральной промежностной зоне 915 впитывающей сердцевины 910. Такое складывание и/или сгибание впитывающей сердцевины 910 может быть ограничено центральной промежностной зоной или по меньшей мере «сосредоточено» в центральной промежностной зоне.
[00166] Конкретная форма, к которой стремится сердцевина 910 при ношении, может изменяться в зависимости, например, от числа линий EL, расстояния между линиями EL, ширины линий EL в поперечном направлении, расстояния между полосами, свободными от SAP, и полосами, содержащими SAP, ширины полос, свободных от SAP, и полос, содержащих SAP, и числа линий EL, полос, свободных от SAP, и полос, содержащих SAP. Впитывающая сердцевина 910 не ограничена сгибанием до формы, показанной на фиг.9А.
[00167] При использовании линии EL сердцевины 910 позволяют сердцевине 910 динамически реагировать на динамически изменяющиеся силы, которые действуют на сердцевину 910 при ношении пользователем. Например, когда пользователь идет, силы, действующие на сердцевину 910, изменяются при движении ног пользователя. Линии EL позволяют сердцевине 910 по меньшей мере частично сгибаться и по меньшей мере частично разгибаться динамически в качестве реакции на изменения силы, действующей на нее. Как показано на фиг.9В, будучи согнутой или изогнутой, сердцевина 910 может образовывать желоб 917 с боковыми частями 913, имеющими наклон вверх относительно центральной части 915. Желоб 917 может служить для противодействия утечке из боковых краев сердцевины 910. То есть, чтобы текучая среда могла вытечь за боковые края сердцевины 910, текучая среда должна будет течь вверх, преодолевая воздействие силы тяжести, вдоль «крыльев», образованных боковыми частями 913.
Прорези или отверстия
[00168] Фиг.10 представляет собой выполненный с пространственным разделением элементов вид в перспективе композитного материала MLC 1010, образующего многослойную впитывающую сердцевину и включающего в себя слой SNW (slitted nonwoven) из нетканого материала с прорезями, расположенный с выравниванием относительно слоя АМ1 из впитывающего материала и рядом со слоем АМ1 и по ходу потока за слоем АМ1, имеющим полосы FL, свободные от впитывающего материала и проходящие в направлении CD. Первоначальное излияние текучей среды воздействует сначала на самый верхний слой АТ из нетканого материала, который обеспечивает распределение потока текучей среды в самый верхний слой АМ1 из впитывающего материала. Полосы FL слоя АМ1, свободные от впитывающего материала, способствуют распределению введенной текучей среды к боковым концевым краям MLC 1010 за счет направления текучей среды в боковом направлении в MLC 1010. Слой SNW из нетканого материала с прорезями включает в себя множество прорезей 1011. Как показано на фиг.10, прорези 1011 выровнены и проходят в направлении MD, перпендикулярном к направлению протяженности полос FL, свободных от впитывающего материала, которые выровнены и проходят в направлении CD. Однако впитывающие сердцевины, раскрытые в данном документе, не ограничены данной конфигурацией и могут включать в себя прорези, которые не выровнены друг относительно друга, прорези, которые проходят в направлении CD, прорези, которые проходят ортогонально как к направлению CD, так и к направлению MD, или прорези, которые проходят параллельно соседним полосам, свободным от впитывающего материала.
[00169] Прорези 1011, расположенные под SAP слоя АМ1, способствуют перемещению текучей среды из слоя АМ1 через слой SNW к другому слою АМ2, содержащему SAP, который расположен под слоем SNW. Как и в случае ранее описанных композитных материалов, нижний слой АМ2, содержащий SAP, обеспечивает дополнительную емкость для удерживания оставшейся текучей среды, не впитанной верхним слоем АМ1 из SAP.
[00170] Слои из нетканого материала с прорезями, такие как SNW, могут включать в себя любой нетканый материал, включая NW, BNW и BBNW, имеющий одну или более прорезей, проходящих через часть его толщины или полностью насквозь. Нетканый материал с прорезями может образовывать верхний лист, задний лист и/или любой промежуточный лист любого из композитных материалов, образующих впитывающие сердцевины и раскрытых в данном документе. Прорези могут проходить только через (частично или полностью) слой из нетканого материала, не проходя через другие соседние слои или через впитывающий материал (например, через частицы SAP), который может вызвать износ ножей для формирования прорезей, которые образуют прорези. В соответствии с определенными аспектами прорези «сконцентрированы» или расположены только в зонах слоя из нетканого материала, которые совмещены с промежностной зоной, в которой ожидается наибольший поток текучей среды. Прорези могут быть выполнены и расположены так, что прорези будут расположены на расстоянии от мест и линий тиснения в композитном материале, образующем впитывающую сердцевину, поскольку тиснение в зоне прорези может привести к уменьшению размера прорези.
Прорези - взаимодействие с SAP
[00171] В соответствии с некоторыми аспектами, когда слой из нетканого материала с прорезями расположен над или под слоем из впитывающего материала, по меньшей мере некоторая часть впитывающего материала (например, SAP) оседает или размещается иным образом по меньшей мере частично в прорезях. В соответствии с определенными аспектами при использовании силы вакуума для нанесения и/или размещения впитывающего материала на слоях из нетканого материала сила вакуума вызывает смещение по меньшей мере некоторой части впитывающего материала по меньшей мере частично в прорези. В других вариантах осуществления прорези свободны от впитывающего материала.
[00172] В соответствии с некоторыми аспектами, если прорезь открыта и проходит полностью насквозь через слой из нетканого материала от поверхности, обращенной к телу, до противоположной поверхности слоя из нетканого материала, то по меньшей мере некоторая часть впитывающего материала перемещается из места, находящегося над прорезью (например, в верхнем слое из впитывающего материала), через прорезь и в место, находящееся под прорезью (например, в нижнем слое из впитывающего материала). Таким образом, прорези могут обеспечить перемещение впитывающего материала из одного слоя из впитывающего материала, такого как слой АМ1, в другой слой из впитывающего материала, такой как слой АМ2. В соответствии с другими аспектами прорези являются слишком узкими, так что впитывающий материал не может проходить через них.
Прорези - выравнивание относительно полос, содержащих SAP,
и полос, свободных от SAP
[00173] В соответствии с некоторыми аспектами прорези в нетканом материале с прорезями выровнены относительно свободных от SAP полос слоя из впитывающего материала, например, для избежания осаждения SAP в прорезях. Наличие прорезей, выровненных относительно полос или зон, свободных от SAP, может обеспечить увеличение скорости прохождения текучей среды к нижним зонам сердцевины. В соответствии с другими аспектами прорези выровнены относительно полос, содержащих SAP, например, для содействия осаждению SAP в прорезях. Прорези могут быть выровнены как относительно полос, содержащих SAP, так и относительно полос, свободных от SAP. Однако в соответствии с некоторыми аспектами наличие частиц SAP, размещенных над прорезью или в прорези, может привести к уменьшению скорости прохождения текучей среды в нижние слои.
Системы и процессы для формирования зон, свободных от SAP
[00174] Фиг.11 и 12 представляют собой упрощенные виды в перспективе систем и процессов, предназначенных для нанесения слоя из впитывающего материала сердцевины, имеющего зоны, свободные от впитывающего материала, в соответствии с раскрытием изобретения. Как показано на фиг.11, система 1100 включает в себя устройство SD подачи SAP, которое может представлять собой бункер с избирательно расположенным выпускными элементами (не видимыми на данном виде), которые обеспечивают возможность подачи SAP на объемный нетканый материал (BNW1) в полосах, содержащих SAP, при этом свободные полосы FL расположены между ними. Система 1100 выполнена с возможностью образования полос, содержащих SAP и проходящих в направлении MD. Машинный валик 1111 обеспечивает размещение дополнительного объемного нетканого материала (BNW2) поверх нанесенного SAP, посредством чего обеспечивается размещение SAP между двумя объемными неткаными материалами BNW1 и BNW2.
[00175] Система 1200, показанная на фиг.12, включает в себя устройство SD подачи SAP, которое обеспечивает осаждение SAP на объемный нетканый материал BNW1 в частях, содержащих SAP, при этом полосы FL, свободные от SAP, проходят как в направлении CD, так и в направлении MD, так что формируется решетчатая конфигурация. Устройство SD подачи по фиг.1100 может быть выполнено с возможностью наличия в нем избирательно открываемых и закрываемых клапанов для открывания и закрывания выпускного элемента, что обеспечивает возможность подачи SAP на объемный нетканый материал BNW1 в частях, содержащих SAP, при этом свободные полосы FL проходят в направлениях CD и MD. Устройство SD подачи на фиг.12 может подавать прерывистый поток SAP. Это может быть обеспечено за счет наличия отверстия в устройстве SD, которое открывается и закрывается. В альтернативном варианте это может быть выполнено посредством рифленого валика или вибрационного лотка (с периодическими вибрационными импульсами).
[00176] В соответствии с некоторыми аспектами полосы, свободные от SAP, предпочтительны в зонах, которые принимают наибольший объем потока с наибольшей скоростью (то есть в зоне-«мишени» и ближе к верхней поверхности), поскольку полосы, свободные от SAP, обеспечивают объем пустот, который создает возможность более свободного протекания к остальной части подгузника в направлениях z, x и y. SAP может осуществлять впитывание с нормальной скоростью, но избыточная жидкость может проходить в обход SAP и достигать других зон в подгузнике посредством полос, свободных от SAP, при этом избыточная жидкость может впитываться и блокироваться другим SAP. Следовательно, предпочтительный вариант осуществления размещения зон, свободных от SAP, предусматривает наличие полос, свободных от SAP, в первом или первых нескольких слоях из впитывающего материала, при этом при необходимости отсутствуют какие-либо полосы, свободные от SAP, в нижнем слое из SAP.
[00177] В соответствии с некоторыми аспектами свойства SAP являются одинаковыми для всех слоев или полос, содержащих SAP, в композитном материале. В соответствии с другими аспектами свойства SAP, используемого в каждом слое или каждой полосе, регулируются и варьируются для обеспечения более быстрого приема и распределения текучей среды и более эффективного использования впитывающего сердцевины. Слой из SAP, ближайший к месту выделения текучей среды, будет иметь высокую проницаемость для текучей среды для максимизации потока текучей среды во внутреннюю часть (потока в направлении z) и распределения в боковом направлении (потока в направлениях x, y). Полосы, свободные от SAP, предпочтительны в верхних слоях для обеспечения такой же функциональности. SAP с более медленной скоростью впитывания также может быть предпочтительно использован в верхних слоях, поскольку такой SAP может обеспечить прохождение большего количества текучей среды в обход него во время периода излияния текучей среды с высокой скоростью потока. Слои из SAP могут обеспечить скорость впитывания, постепенно увеличивающуюся по направлению к нижней части сердцевины. В соответствии с некоторыми аспектами предпочтительно согласовать размер частиц SAP с плотностью BNW для оптимальной фиксации частиц в BNW. Может существовать возможность регулирования процесса увеличения объема NW для получения заданной плотности для оптимальной фиксации частиц SAP с размерами в определенном диапазоне, например, посредством регулирования режима механического процесса обработки щетками (рассмотренного ниже более подробно).
Диспергирование волокон на линии/Слои из нескрепленных
волокон
[00178] В соответствии с определенным аспектами композитные материалы, образующие многослойные впитывающие сердцевины и раскрытые в данном документе, включают в себя по меньшей мере один слой «нескрепленных» волокон. В контексте данного документа «нескрепленные волокна» относятся к скоплению из множества отдельных волокон, которые не скреплены друг с другом так, как в полотное (например, волокна не образуют полотна нетканого материала или полотна тканого материала). Таким образом, каждое отдельное волокно из нескрепленных волокон может быть отделено от других отдельных волокон и может перемещаться относительно других отдельных волокон из нескрепленных волокон.
[00179] Фиг.13А-13С представляют собой схематические вертикальные виды композитных материалов или структур MLC 1300a, MLC 1300b и MLC 1300c, образующих многослойные впитывающие сердцевины, каждый (-ая) из которых включает в себя слой 1301а или 1301b нескрепленных волокон. Слои 1301a и 1301b волокон выполняют функции быстрого приема и распределения и расположены рациональным образом в месте, находящемся выше по потоку, или более промежуточном месте рядом со слоем из SAP. На фиг.13A и 13B слои 1301a и 1301b волокон соответственно расположены между двумя слоями 1310a и 1310b из SAP и способствуют направлению введенной текучей среды, не впитанной первым слоем 1310а из SAP, к дополнительному материалу SAP во втором слое 1310b из SAP. В отличие от других слоев из BNW волокна из слоев 1301a и 1301b волокон (также упоминаемых как волокнистые сетчатые слои) не скреплены и способствуют прохождению большего количества текучей среды между двумя соседними слоями 1310a и 1310b из SAP. Не будучи ограниченными теорией, полагают, что нескрепленные волокна обеспечивают возможность большего регулирования нанесения слоев 1301a и 1301b волокон. Количество и состав слоев 1301a и 1301b волокон могут изменяться в направлениях x, y и/или z. Нескрепленные волокна из слоев 1301a и 1301b волокон не закреплены, и их можно перемещать для выравнивания или формирования скоплений для достижения заданного эффекта там, где желательно.
[00180] На фиг.13А показан один иллюстративный впитывающий композитный материал MLC 1300a, включающий в себя один слой из диспергированных нескрепленных волокон, а именно слой 1301а нескрепленных волокон. Слой 1301а нескрепленных волокон показан расположенным между двумя слоями 1310a и 1310b из впитывающего материала. Специалисту в данной области техники будет понятно, что такие нескрепленные волокна также могут быть размещены между двумя слоями из нетканого материала или между слоем из нетканого материала и слоем из впитывающего материала. Волокна могут быть диспергированы непосредственно на SAP и/или нетканом материале. Диспергированные нескрепленные волокна из слоя 1301а нескрепленных волокон образуют слой с открытым пустым пространством в пределах MLC 1300a, который способствует более быстрому приему жидкости в MLC 1300a и ее прохождению через MLC 1300a. В соответствии с некоторыми аспектами SAP наносят на диспергированные нескрепленные волокна из слоя 1301а нескрепленных волокон и смешивают с ними. MLC 1300a также включает в себя расположенный со стороны тела слой 1320а из нетканого материала, расположенный над первым слоем 1310а из SAP, слой 1320b из нетканого материала, расположенный под вторым слоем 1310b из SAP, и третий слой 1310с из SAP, расположенный под слоем 1320b из нетканого материала. Каждый слой из нетканого материала в композитном материале, который включает в себя диспергированные нескрепленные волокна, может представлять собой любой нетканый материал, раскрытый в данном документе, включая слои из BNW и BBNW и слои из нетканого материала с прорезями. Каждый слой из впитывающего материала в композитном материале, который включает в себя диспергированные нескрепленные волокна, может представлять собой любой слой из впитывающего материала, включая слои, имеющие полосы, содержащие SAP, и полосы, свободные от SAP.
[00181] Волокна из слоя 1301а нескрепленных волокон могут быть расположены с произвольной конфигурацией, полученной диспергированием, как показано на фиг.13А. В соответствии с другими аспектами волокна слоя из нескрепленных волокон расположены с упорядоченной конфигурацией. Например, как показано на фиг.13В, волокна из слоя 1301b нескрепленных волокон выровнены в направлении z. Волокна могут быть выровнены с другой упорядоченной конфигурацией и/или в других направлениях, например в направлении x или направлении y. Волокна из слоя 1301b нескрепленных волокон могут быть выровнены посредством использования электростатической силы (флокирования). Например, волокна могут иметь состав, который может держать электрический заряд (например, полиэфирные волокна). В соответствии с такими аспектами электрическое поле, приложенное к волокнам, заставляет волокна выравниваться в одном направлении (MD, CD или любом заданном направлении). Поскольку волокна не скреплены или не присоединены иным образом друг к другу, волокна могут быть отделены друг от друга, что позволяет перемещать волокна для их выравнивания под действием электрического поля. После достижения заданного выравнивания воздействие электрического заряда может быть прекращено.
[00182] Некоторые волокна, пригодные для использования в качестве диспергированных волокон, включают, среди прочего, целлюлозные волокна (например, волокна из древесной целлюлозы, вискозные волокна, гидратцеллюлозные волокна), синтетические волокна (например, полипропиленовые волокна, полиэтиленовые волокна, полиэфирные волокна) или их комбинации. В соответствии с определенными аспектами волокна включают многокомпонентные (например, двухкомпонентные) волокна. В контексте данного документа «двухкомпонентное» волокно представляет собой волокно, состоящее из двух материалов, имеющих разные химические и/или физические свойства. Например, двухкомпонентное волокно может представлять собой волокно, состоящее из двух разных полимеров. Двухкомпонентные волокна могут иметь структуру с ядром и оболочкой.
[00183] В соответствии с некоторыми аспектами все волокна в слое нескрепленных волокон идентичны или по существу идентичны по форме, размеру, составу, химическим свойствам, механическим свойствам и любым другим физическим свойствам. В соответствии с другими аспектами волокна, имеющие совокупность форм, размеров, составов, химических свойств, механических свойств и/или любых других физических свойств, используются в слое нескрепленных волокон.
[00184] Свойства слоя нескрепленных волокон можно изменять посредством изменения любого числа параметров, включая, среди прочего: количество и/или массу волокон в слое нескрепленных волокон, состав волокон, смесь волокон (например, смеси из волокон более одного типа), плотность расположения волокон, толщину волокон, длину и/или ширину волокон, химические функциональные характеристики волокон (например, волокна с привитыми компонентами), а также размещение, схему расположения и направленность волокон. Волокна могут быть размещены в пределах полос, содержащих SAP, в пределах полос, свободных от SAP, в пределах прорезей, на частях или в пределах частей нетканого материала, подвергнутых увеличению объема, на частях или в пределах частей объемного нетканого материала BNW, не подвергнутых увеличению объема, или могут быть предусмотрены комбинации вышеуказанного.
[00185] В соответствии с некоторыми аспектами разбрасыватель с игольчатым валиком используется для диспергирования волокон на слое композитного материала, образующего впитывающую сердцевину. В соответствии с другими аспектами для осаждения волокон используется флокирование, при этом полотно и диспергируемые волокна подвергают воздействию электрического поля.
[00186] Фиг.13С показывает альтернативное расположение слоев впитывающего композитного материала, в котором имеется комбинация BNW, BNW, частично подвергнутого увеличению объема, полос, свободных от SAP, полос, содержащих SAP, нескрепленных волокон и нетканых материалов с прорезями. MLC 1300c включает в себя самый верхний, расположенный со стороны тела слой 1321 из нетканого материала с прорезями, при этом слой 1301а нескрепленных волокон расположен под ним и нанесен на самый верхний слой 1311 из впитывающего материала. Слой 1311 из впитывающего материала включает в себя полосы 1311а, содержащие SAP, и полосы 1311b, свободные от SAP. Под слоем 1311 из впитывающего материала расположен слой 1323 из объемного нетканого материала, частично подвергнутого увеличению объема, который включает в себя части 1323а из BBNW, которые выровнены относительно полос 1311а, содержащих SAP, и части 1323b, не подвергнутые увеличению объема, которые выровнены относительно полос 1311b, свободных от SAP. Под слоем 1323 из объемного нетканого материала, частично подвергнутого увеличению объема, расположен слой 1312 из SAP без полос, свободных от SAP, и под слоем 1312 из SAP расположен слой 1325 из BNW без каких-либо частей, подвергнутых увеличению объема. При излиянии нетканый материал 1321 с прорезями способствует распределению текучей среды по направлению к слою 1301а нескрепленных волокон, и волокна из слоя 1301а нескрепленных волокон способствуют распределению текучей среды как в полосы 1311b, свободные от SAP, так и в полосы 1311а, содержащие SAP. SAP в полосах 1311а, содержащих SAP, может опираться на части 1323а, подвергнутые увеличению объема, или в частях 1323а, подвергнутых увеличению объема, что может способствовать впитыванию в слой 1312 из SAP под действием капиллярных сил. Волокна в частях 1323b, не подвергнутых увеличению объема, могут способствовать впитыванию текучей среды под действием капиллярных сил из полос 1311b, свободных от SAP, в слой 1312 из SAP. SAP из слоя 1312 из SAP может опираться на волокна слоя 1325 из BNW, что может способствовать впитыванию под действием капиллярных сил из одной части слоя 1312 из SAP в другую часть слоя 1312 из SAP.
[00187] При использовании волокна из слоев нескрепленных волокон, раскрытых в данном документе, могут способствовать впитыванию под действием капиллярных сил, распределению текучей среды и увеличению сжимаемости, а также комфорту для пользователя. Волокна из слоев нескрепленных волокон могут также обеспечить направление потока текучей среды в композитном материале, образующем сердцевину, в особенности тогда, когда волокна выровнены, например, посредством электрического поля.
Системы и процессы для нанесения слоев нескрепленных
волокон
[00188] Фиг.14А показывает систему 1400 для образования композитного материала, образующего впитывающую сердцевину, который включает в себя слой нескрепленных волокон. Фиг.14А идентична фиг.5 за исключением того, что устройство 5 для нанесения SAP заменено устройством 1401 для наложения волокон. Устройство 1401 для наложения волокон представляет собой устройство, которое обеспечивает диспергирование или осаждение волокон иным образом на ламинате из нетканого материала и/или впитывающего материала, проходящем под ним, для образования слоя нескрепленных волокон на нем. Несмотря на то, что устройство для наложения волокон показано в одном месте в процессе изготовления, устройство для нанесения волокон может быть расположено в другом месте в процессе изготовления, так что слой нескрепленных волокон будет находиться в другом месте в композитном материале, образующем впитывающую сердцевину. Кроме того, в соответствии с некоторыми аспектами образуют композитные материалы, образующие впитывающие сердцевины и имеющие множество слоев нескрепленных волокон.
[00189] Фиг.14В показывает детализированный вид одного иллюстративного устройства 1401 для наложения волокон. Устройство 1401 для наложения волокон может включать в себя бункер 1403, содержащий нескрепленные волокна 1405. Распределительный валик 1407 в сочетании с валиком 1409 может функционировать (например, вращаться) для подачи отдельных порций нескрепленных волокон 1405 из бункера 1403 на нетканый материал NW, проходящий под ним, в результате чего на нетканом материале NW формируется слой 1301 нескрепленных волокон. Устройство 1401 для наложения волокон также включает в себя мешалку 1411 для перемешивания/рыхления волокон 1405 и регулятор 1413 подачи для регулирования подачи волокон 1405.
[00190] В некоторых вариантах осуществления после осаждения (например, диспергирования) нескрепленных волокон нескрепленные волокна остаются нескрепленными и несоединенными во впитывающей сердцевине. В других вариантах осуществления нескрепленные волокна не остаются нескрепленными и несоединенными во впитывающей сердцевине. Например, в некоторых подобных вариантах осуществления после осаждения нескрепленных волокон на нетканом материале адгезив или другое связующее вещество наносят поверх нескрепленных волокон. В других подобных вариантах осуществления адгезив или другое связующее вещество наносят на поверхность нетканого материала перед осаждением нескрепленных волокон на данной поверхности. В некоторых вариантах осуществления адгезив или другое связующее вещество наносят до или после нанесения SAP поверх нескрепленных волокон. Когда адгезив или другое связующее вещество наносят после нанесения SAP, адгезив или связующее вещество может помимо фиксации нескрепленных волокон обеспечить фиксацию SAP посредством прикрепления SAP к нескрепленным волокнам, нижерасположенному нетканому материалу или их комбинациям. Адгезив или связующее вещество может представлять собой или включать в себя термоплавкий адгезив (HMA), который может быть нанесен посредством нанесения распылением или посредством нанесения частиц, которые активизируются впоследствии под действием тепла дальше по ходу (на последующем этапе) в процессе. Скрепление также может быть выполнено посредством использования включения по меньшей мере некоторых термопластичных волокон в смесь нескрепленных волокон, которые нанесены на нетканый материал. Такие термопластичные волокна могут быть впоследствии нагреты и подвергнуты термосплавлению в местах, в которых нескрепленные волокна перекрещиваются друг с другом, так что нескрепленные волокна скрепляются для формирования полотна. Таким образом, нескрепленные волокна могут быть нанесены в нескрепленном состоянии, но могут быть впоследствии скреплены вместе в пределах полотна или структуры, подобной полотноу, посредством чего полотно нетканого материала формируется на месте. Полотно, сформированный таким образом, или нескрепленные волокна в нескрепленном состоянии могут удерживать частицы SAP в некоторых вариантах осуществления. В других вариантах осуществления сформированный полотно или нескрепленные волокна в нескрепленном состоянии свободны от частиц SAP и/или свободны от другого впитывающего материала.
Увеличение объема - разрыхление объемного нетканого
материала
[00191] В соответствии с некоторыми аспектами по меньшей мере один слой из нетканого материала в композитном материале, образующем впитывающую сердцевину, подвергнут «увеличению объема», так что нетканый материал представляет собой материал, подвергнутый «увеличению объема».
Увеличение объема - Состояние до и после увеличения объема
[00192] На фиг.15А, 15В и 15С нетканый материал показан соответственно до и после увеличения объема. Перед увеличением объема нетканый материал имеет первую ширину, толщину и высоту. После увеличения объема нетканый материал имеет ширину, толщину и высоту, по меньшей мере одна из которых превышает предшествующую ширину, толщину и высоту. Таким образом, составляющие волокна нетканого материала будут занимать больший объем после увеличения объема. По существу нетканый материал имеет первую объемную плотность перед увеличением объема и вторую объемную плотности после увеличения объема, при этом вторая объемная плотность меньше первой объемной плотности. В контексте данного документе «объемная плотность» означает общую массу нетканого материала, деленную на общий объем, занимаемый нетканым материалом. В контексте данного документа «объемная плотность» может быть определена множеством способов и с помощью множества технических средств, хорошо известных специалистам в данной области техники, включая те, которые раскрыты в Примерах, рассмотренных со ссылкой на фиг.22А и 22В.
[00193] Кроме того, увеличение объема нетканого материала приводит к увеличению расстояния между соседними волокнами в нетканом материале, посредством чего увеличивается общий объем пустот нетканого материала. В контексте данного документа «объем пустот» означает объем, занимаемый нетканым материалом, который не занят твердыми веществами (то есть волокнами), а «занят» пустотой (то есть воздушным пространством между волокнами). В контексте данного документа «объем пустот» может быть определен множеством способов и с помощью множества технических средств, хорошо известных специалистам в данной области техники, включая те, которые раскрыты в Примерах, рассмотренных со ссылкой на фиг.22А и 22В.
[00194] В целях иллюстрации увеличение объема одной части из общего объема пустот нетканого материала показано со ссылкой на фиг.15А и 15В. На фиг.15А перед увеличением объема одна часть нетканого материала имеет первый объем пустот. После увеличения объема та же одна часть нетканого материала имеет второй объем пустот, который больше первого объема пустот. Специалисту в данной области техники будет понятно, что такое же увеличение объема пустого пространства во всем нетканом материале будет происходить в нетканом материале вследствие увеличения объема. Таким образом, общий объем пустот нетканого материала увеличивается вследствие увеличения объема.
[00195] В соответствии с некоторыми аспектами нетканый материал подвергнут увеличению объема на всей площади поверхности. В соответствии с другими аспектами по меньшей мере одна часть нетканого материала подвергнута увеличению объема и по меньшей мере одна часть нетканого материала не подвергнута увеличению объема. В соответствии с некоторыми аспектами только те части нетканого материала, на которые должен быть нанесен SAP или другой впитывающий материал, подвергнуты увеличению объема. Например, любые из нетканых материалов, подвергнутых увеличению объема и описанных в данном документе, могут включать в себя любые из полос, свободных от SAP, описанных в другом месте в данном документе. Подвергнутые увеличению объема части нетканых материалов, подвергнутых увеличению объема, могут быть выровнены относительно полос, зон или частей, содержащих SAP, так что SAP (или другой впитывающий материал) будет осажден только или в основном только на части нетканого материала, подвергнутой увеличению объема. В соответствии с такими аспектами части нетканого материала, не подвергнутые увеличению объема (то есть части нетканого материала, которые не были подвергнуты увеличению объема), выровнены относительно полос, свободных от SAP. Таким образом, части, подвергнутые увеличению объема, могут быть образованы в нетканом материале, который соответствует конфигурации полос, свободных от SAP, так что части, не подвергнутые увеличению объема, будут выровнены относительно полос, свободных от SAP. Увеличение объема только определенных выбранных частей или зон нетканого материала и не подвергание увеличению объема других выбранных частей или зон нетканого материала обеспечивает возможность улучшенного контроля за капиллярностью нетканого материала и соответствующего слоя из впитывающего материала. В некоторых вариантах осуществления впитывающий материал нанесен только на подвергнутые увеличению объема части BBNW, частично подвергнутого увеличению объема.
[00196] В некоторых вариантах осуществления впитывающий материал нанесен только на не подвергнутые увеличению объема части BBNW, частично подвергнутого увеличению объема. В некоторых вариантах осуществления впитывающий материал нанесен как на подвергнутые увеличению объема, так и на не подвергнутые увеличению объема части BBNW, частично подвергнутого увеличению объема. Фиг.16А и 16В показывают виды в разрезе нетканых материалов, обозначенных соответственно 1600a и 1600b. Нетканый материал 1600а включает в себя четыре полосы 1606, не подвергнутые увеличению объема, и три полосы 1608, подвергнутые увеличению объема. Нетканый материал 1600b включает в себя две полосы 1606, не подвергнутые увеличению объема и проходящие вдоль его боковых краев, и одну часть 1608, подвергнутую увеличению объема, между двумя полосами 1606, не подвергнутыми увеличению объема.
[00197] Как показано на фиг.16С, в соответствии с некоторыми аспектами слой 1600с из объемного нетканого материала, подвергнутого увеличению объема, включает в себя продольные полосы 1650, содержащие SAP и образованные рядом с полосами 1655, подвергнутыми увеличению объема. Объемный нетканый материал 1660 может быть выборочно подвергнут увеличению объема в частях 1665, подвергаемых увеличению объема, и выборочно не подвергнут увеличению объема в частях 1670, не подвергаемых увеличению объема. Части 1665, подвергнутые увеличению объема, будут иметь бóльшую высоту в направлении y по сравнению с частями 1670, не подвергнутыми увеличению объема, образуя полосы 1650, содержащие SAP, в которых может быть осажден и может удерживаться SAP 1666.
[00198] Как показано на фиг.16D, в соответствии с некоторыми аспектами слой 1600с из объемного нетканого материала, подвергнутого увеличению объема, включает в себя продольные полосы 1650, свободные от SAP и образованные рядом с полосами 1655, подвергнутыми увеличению объема. Объемный нетканый материал 1660 также может быть выборочно подвергнут увеличению объема в частях 1665, подвергаемых увеличению объема, и выборочно не подвергнут увеличению объема в частях 1670, не подвергаемых увеличению объема. Части 1665, подвергнутые увеличению объема, будут иметь бóльшую высоту в направлении y по сравнению с частями 1670, не подвергнутыми увеличению объема. SAP может быть осажден/нанесен в полосах 1655, подвергнутых увеличению объема, а не в полосах 1650, не подвергнутых увеличению объема, так что полосы 1650, не подвергнутые увеличению объема, образуют полосы, свободные от SAP. SAP может удерживаться между (например, может быть смешан/сцеплен с) волокнами частей 1655, подвергнутых увеличению объема.
[00199] При использовании наличие волокон в полосах, свободных от SAP, может способствовать регулированию потока текучей среды по сравнению с совершенно пустым каналом. Несмотря на то, что пустой канал имеет больший незаполненный объем для текучей среды, он является по существу «не регулируемым» и может не обеспечить впитывание вдоль канала под действием капиллярных сил. Если сетка волокон в полосе, свободной от SAP, имеет надлежащую капиллярность, жидкость может впитываться под действием капиллярных сил и перемещаться вдоль канала, при этом жидкость будет подаваться к SAP вплоть до высоты, которую может обеспечить капиллярная структура NW. Когда впитывающее изделие носят в качестве предмета одежды и оно имеет U-образную форму, зоны, поднятые относительно места излияния, могут иметь капиллярную структуру, которая обеспечивает впитывание до их относительной высоты для полного использования впитывающей сердцевины. Это может быть достигнуто за счет выборочного увеличения объема вокруг места излияния и - в случае необходимости - выборочного уплотнения на концах впитывающей сердцевины.
[00200] В соответствии с определенными аспектами при нанесении SAP на BBNW SAP находится в сухом состоянии (и не находится в виде влажной суспензии).
[00201] В соответствии с определенными аспектами предпочтительный композитный материал, образующий впитывающую сердцевину и включающий в себя BBNW, включает в себя: верхний слой из нетканого материала (ATNW), скрепленного сквозным пропусканием воздуха, промежуточный BBNW, частично подвергнутый увеличению объема и имеющий две полосы NW, подвергнутые увеличению объема, с SAP, удерживаемым в них, нижний слой из ATNW и нижний слой из SAP. Чередование слоев из SAP и ATNW способствует распределению текучей среды между слоями. Слои из ATNW обеспечивают объем каналов для растекания жидкости в пределах сердцевины.
Увеличение объема - композитный материал, образующий
впитывающую сердцевину, со слоями из нетканого материала,
подвергнутого увеличению объема
[00202] Фиг.17 показывает выполненный с пространственным разделением элементов вид в перспективе композитного материала MLC 1700, образующего впитывающую сердцевину, который включает в себя множество слоев 1702a и 1702b из впитывающего материала и включает в себя множество слоев 1704a, 1704b и 1704c из нетканого материала.
[00203] В варианте осуществления, показанном на фиг.17, базовый или несущий слой 1704с из нетканого материала и промежуточный слой 1704b из нетканого материала показаны как имеющие части 1706, подвергнутые увеличению объема, при этом остальные части не подвергнуты увеличению объема. Верхний или покрывающий слой 1704а из нетканого материала не включает в себя никаких частей, подвергнутых увеличению объема. Однако специалисту в данной области техники будет понятно, что композитные материалы, образующие впитывающие сердцевины, в соответствии с настоящим раскрытием изобретения могут включать в себя части 1706, подвергнутые увеличению объема, или слои, подвергнутые увеличению объема, со схемами расположения, которые отличаются от показанной на фиг.17. В соответствии с некоторыми аспектами каждый слой из нетканого материала в композитном материале, образующем впитывающую сердцевину, включает в себя по меньшей мере одну часть, подвергнутую увеличению объема, или представляет собой слой, полностью подвергнутый увеличению объема. Базовый слой из нетканого материала, один или более промежуточных слоев из нетканого материала, верхний слой из нетканого материала или их любая комбинация могут включать в себя по меньшей мере одну часть, подвергнутую увеличению объема, или могут представлять собой слой, полностью подвергнутый увеличению объема. Кроме того, несмотря на то, что MLC 1700 представляет собой многослойный композитный материал, использование частей или слоев из нетканого материала, подвергнутых увеличению объема, не ограничено использованием вместе с многослойными композитными материалами и может быть предусмотрено в вариантах осуществления, которые включают в себя только один слой из нетканого материала и/или только один слой из впитывающего материала.
[00204] Слой 1702b из впитывающего материала образован посредством нанесения множества частиц SAP на подвергнутую увеличению объема часть 1706 базового слоя 1704с из нетканого материала. В соответствии с некоторыми аспектами все частицы SAP, нанесенные на базовый слой 1704с из нетканого материала, имеют идентичный набор свойств. В соответствии с другими аспектами по меньшей мере некоторые из частиц SAP, нанесенных на базовый слой 1704с из нетканого материала, имеют по меньшей мере одно свойство, отличающееся от свойств по меньшей мере некоторых других из частиц SAP, нанесенных на базовый слой 1704с из нетканого материала. Свойства частиц SAP, которые могут быть одинаковыми или разными, включают, среди прочего, размер частиц, состав материала, характеристики насыщения и набухания, обработки (например, был ли SAP подвергнут сшиванию и до какой степени) и другие свойства. Например, первое множество частиц SAP может быть расположено на базовом слое 1704с из нетканого материала в имеющей первый набор свойств, основной зоне-«мишени» композитного материала 1700, образующего впитывающую сердцевину (например, зоне ожидаемого излияния), и по меньшей мере одно другое множество частиц SAP может быть расположено на базовом слое 1704с из нетканого материала в других зонах композитного материала 1700, образующего впитывающую сердцевину. Частицы SAP, имеющие различные свойства, могут быть размещены в композитном материале 1700, образующем впитывающую сердцевину, так, чтобы оптимизировать поток и распределение текучей среды в композитном материале 1700, образующем впитывающую сердцевину.
[00205] Промежуточный слой 1704b из нетканого материала расположен над слоем 1702b из впитывающего материала, так что слой 1702b из впитывающего материала будет расположен между промежуточным слоем 1704b из нетканого материала и базовым слоем 1704с из нетканого материала. В соответствии с некоторыми аспектами промежуточный слой 1704b из нетканого материала прикреплен к базовому слою 1704с из нетканого материала, например, посредством мест, точек или линий скрепления, как раскрыто в патентах США №№ 9,757,284 и 9,789,014.
[00206] Слой 1702а из впитывающего материала образован посредством нанесения множества частиц SAP на подвергнутые увеличению объема части 1706 промежуточного слоя 1704b из нетканого материала. Таким же образом, как описано выше в отношении слоя 1702b из впитывающего материала, частицы SAP, нанесенные на промежуточный слой 1704b из нетканого материала (или на по меньшей мере одну его часть 1706, подвергнутую увеличению объема), могут все иметь идентичный набор свойств, или частицы SAP могут иметь свойства, различающиеся от одной части 1706, подвергнутой увеличению объема, до другой или в пределах одной части 1706, подвергнутой увеличению объема. Например, первое множество частиц 1703b SAP может быть размещено на промежуточном слое 1704b из нетканого материала в основной зоне-«мишени» композитного материала 1700, образующего впитывающую сердцевину (например, зоне ожидаемого излияния), в пределах части 1706b, подвергнутой увеличению объема и имеющей первый набор свойств, и два дополнительных множества частиц 1703a и 1703c SAP могут быть размещены на промежуточном слое 1704b из нетканого материала в частях 1706a и 1706с, подвергнутых увеличению объема, на краях или рядом с краями промежуточного слоя 1704b из нетканого материала.
[00207] Верхний слой 1704а из нетканого материала расположен над слоем 1702а из впитывающего материала, так что слой 1702а из впитывающего материала будет расположен между промежуточным слоем 1704b из нетканого материала и верхним слоем 1704а из нетканого материала. В соответствии с некоторыми аспектами промежуточный слой 1704b из нетканого материала прикреплен к верхнему слою 1704 из нетканого материала, например, посредством мест, точек или линий скрепления, как раскрыто в патентах США №№ 9,757,284 и 9,789,014.
[00208] В варианте осуществления, показанном на фиг.17, только те части слоев из нетканого материала, которые имеют SAP, нанесенный на них, подвергнуты увеличению объема, при этом остальные части слоев из нетканого материала остаются с увеличенным объемом. Однако в соответствии с другими аспектами те части слоев из нетканого материала, в которых SAP не нанесен, также могут быть подвергнуты увеличению объема.
[00209] В соответствии с некоторыми аспектами верхний слой 1704а из нетканого материала и промежуточный слой 1704b из нетканого материала представляют собой нетканые материалы, скрепленные сквозным пропусканием воздуха, и базовый слой 1704с из нетканого материала представляет собой нетканый материал со структурой SMS. В соответствии с определенными аспектами слои из нетканого материала, подвергнутого увеличению объема (в данном варианте осуществления промежуточный слой 1704b из нетканого материала и базовый слой 1704с из нетканого материала) служат в качестве принимающих и распределительных слоев в композитном материале, образующем впитывающую сердцевину.
Конструкции сердцевин, включающие в себя части или слои,
подвергнутые увеличению объема
[00210] Фиг.18A-18F показывают различные конструкции впитывающих сердцевин в соответствии с определенными аспектами настоящего раскрытия изобретения.
[00211] Композитный материал 1800а, образующий впитывающую сердцевину и показанный на фиг.18А, включает в себя верхний листовой слой 1801 из объемного нетканого материала, который включает в себя части 1801а, подвергнутые увеличению объема, и части 1801b, не подвергнутые увеличению объема. Слой 1802 из впитывающего материала расположен под верхним листовым слоем 1801 и включает в себя полосы 1802а, содержащие SAP, и полосы 1802b, свободные от SAP. Как показано, полосы 1802b, свободные от SAP, расположены под частями 1801а, подвергнутыми увеличению объема, и полосы 1802а, содержащие SAP, расположены под частями 1801b, не подвергнутыми увеличению объема, что обеспечивает возможность перемещения текучей среды из частей 1801а, подвергнутых увеличению объема, в полосы 1802b, свободные от SAP, и возможно, впитывания текучей среды в SAP в соседних полосах 1802а, содержащих SAP. Таким образом, части 1801а, подвергнутые увеличению объема, и полосы 1802b, свободные от SAP, могут синергически обеспечивать траекторию или канал впитывания под действием капиллярных сил для перемещения текучих сред в композитном материале 1800а, образующем впитывающую сердцевину, к SAP, содержащемуся в композитном материале 1800а, образующем впитывающую сердцевину. В соответствии с некоторыми аспектами данное расположение может быть изменено на противоположное, так что полосы 1802b, свободные от SAP, будут расположены под частями 1801b, не подвергнутыми увеличению объема, и полосы 1802а, содержащие SAP, будут расположены под частями 1801а, подвергнутыми увеличению объема. Слой 1803 из нетканого материала с прорезями расположен под слоем 1802 из впитывающего материала. Как показано, прорези 1803а выровнены относительно полос 1802b, свободных от SAP, образуя канал для впитывания под действием капиллярных сил для текучей среды в полосах 1802b, свободных от SAP, для обеспечения ее прохождения ко второму слою 1804 из впитывающего материала. Данное расположение может быть изменено на противоположное, так что прорези будут выровнены относительно полос 1802а, содержащих SAP. Это может обеспечить возможность прохождения текучей среды из полос 1802а, содержащих SAP, во второй слой 1804 из впитывающего материала, например, если SAP в слое 1802 из впитывающего материала будет насыщен. Второй слой 1804 из впитывающего материала расположен под слоем 1803 из нетканого материала с прорезями и включает в себя полосы 1804а, свободные от SAP, на его краях и центральную полосу 1804b, содержащую SAP, между полосами 1804а, свободными от SAP. Верхний слой 1802 из впитывающего материала может функционировать для направления потока текучей среды через полосы, свободные от SAP и содержащие SAP, в то время как второй слой 1804 из впитывающего материала может служить в качестве объемной зоны впитывания текучей среды. Задний листовой слой 1805 показан в виде объемного нетканого материала. В соответствии с некоторыми аспектами верхний листовой слой 1801 представляет собой слой, расположенный со стороны тела.
[00212] Композитный материал 1800b, образующий впитывающую сердцевину и показанный на фиг.18В, включает в себя верхний листовой слой 1801 из нетканого материала с прорезями. Слой 1802 из впитывающего материала расположен под верхним листовым слоем 1801 и включает в себя полосы 1802а, содержащие SAP, и полосы 1802b, свободные от SAP. Слой 1803 из нетканого материала, частично подвергнутого увеличению объема, расположен под слоем 1802 из впитывающего материала и включает в себя части 1803а, подвергнутые увеличению объема, и части 1803, не подвергнутые увеличению объема. Как показано, полосы 1802b, свободные от SAP, расположены над частями 1803а, подвергнутыми увеличению объема, и полосы 1802а, содержащие SAP, расположены над частями 1803b, не подвергнутыми увеличению объема, что обеспечивает возможность перемещения текучей среды из полос 1802b, свободных от SAP, в части 1803а, подвергнутые увеличению объема, и, возможно, впитывания текучей среды в SAP в соседних полосах 1804b, содержащих SAP. В соответствии с некоторыми аспектами данное расположение может быть изменено на противоположное, так что полосы 1802b, свободные от SAP, будут расположены над частями 1803b, не подвергнутыми увеличению объема, и полосы 1802а, содержащие SAP, будут расположены над частями 1803а, подвергнутыми увеличению объема. Второй слой 1804 из впитывающего материала расположен под слоем 1803 и включает в себя полосы 1804а, свободные от SAP, на его краях и центральную полосу 1804b, содержащую SAP, между полосами 1804а, свободными от SAP. Задний листовой слой 1805 показан в виде объемного нетканого материала, частично подвергнутого увеличению объема и включающего в себя части 1805, подвергнутые увеличению объема и выровненные относительно полос 1804а, свободных от SAP, и при необходимости части (непоказанные), не подвергнутые увеличению объема и выровненные относительно полосы 1804b, содержащей SAP. В соответствии с некоторыми аспектами верхний листовой слой 1801 представляет собой слой, расположенный со стороны тела.
[00213] Композитный материал 1800с, образующий впитывающую сердцевину и показанный на фиг.18С, включает в себя верхний листовой слой 1801 из объемного нетканого материала. Слой 1802 из впитывающего материала расположен под верхним листовым слоем 1801 и включает в себя полосы 1802а, содержащие SAP, и полосы 1802b, свободные от SAP. Слой 1802 из впитывающего материала может представлять собой слой, такой же как слой, показанный на фиг.16С, или по существу аналогичный ему, при этом SAP удерживается в частях объемного нетканого материала, не подвергнутых увеличению объема, и частях объемного нетканого материала, подвергнутых увеличению объема и расположенных между ними. Нетканый материал 1803 с прорезями расположен под слоем 1802 из впитывающего материала. Второй слой 1804 из впитывающего материала расположен под слоем 1803 из нетканого материала с прорезями и включает в себя SAP и/или другой впитывающий материал. Слой 1805 из объемного нетканого материала, подвергнутого увеличению объема, расположен под вторым слоем 1804 из впитывающего материала. Слой 1805 из объемного нетканого материала, подвергнутого увеличению объема, не является слоем, частично подвергнутым увеличению объема, а является слоем, полностью или по существу полностью подвергнутым увеличению объема на по меньшей мере одной его поверхности. В соответствии с некоторыми аспектами верхний листовой слой 1801 представляет собой слой, расположенный со стороны тела.
[00214] Фиг.18D показывает альтернативную структуру 1800d, образующую впитывающую сердцевину. Верхний листовой слой, который представляет собой NW, BNW и/или BBNW, является слоем, расположенным со стороны тела, и принимает выделения (излияние), которые проходят через верхний листовой слой в первый слой из впитывающего материала, который показан в данном случае как включающий в себя как полосы, свободные от SAP, так и полосы, содержащие SAP. По меньшей мере некоторая часть жидкости из верхнего листового слоя проходит в полосы, содержащие SAP, и впитывается в SAP. Кроме того, по меньшей мере некоторая часть жидкости из верхнего листового слоя проходит в полосы, свободные от SAP, в которых она может проходить в SAP из полос, содержащих SAP, с боковых сторон или может проходить вниз в промежуточный слой из нетканого материала. Промежуточный слой из нетканого материала показан в данном случае в виде объемного нетканого материала, частично подвергнутого увеличению объема и включающего в себя как части объемного нетканого материала, так и части объемного нетканого материала, подвергнутые увеличению объема. Части BBNW выровнены относительно полос вышеуказанного слоя из впитывающего материала, содержащих SAP. Волокна BBNW образуют канал для впитывания жидкости под действием капиллярных сил, так что жидкость в полосах, содержащих SAP, проходит вниз в полосу, содержащую SAP, во втором слое из впитывающего материала, который расположен под промежуточным слоем из нетканого материала. Например, если SAP в верхних полосах, содержащих SAP, будет насыщен, жидкость может проходить посредством волокон BBNW в нижнюю полосу, содержащую SAP. Второй слой из впитывающего материала опирается на слой из объемного нетканого материала.
[00215] Фиг.18Е показывает альтернативную структуру 1800е, образующую впитывающую сердцевину. Верхний листовой слой, который представляет собой BNW с прорезями, проходящими через него по меньшей мере частично, представляет собой слой, расположенный со стороны тела, и принимает выделения (излияние), которые проходят через верхний листовой слой в первый слой из впитывающего материала, который показан в данном случае как включающий в себя как полосы, свободные от SAP, так и полосы, содержащие SAP. Прорези верхнего листового слоя выровнены относительно полос, свободных от SAP, и направляют поток текучей среды в них. По меньшей мере некоторая часть жидкости из верхнего листового слоя проходит прямо в полосы, содержащие SAP, и впитывается в SAP. Кроме того, по меньшей мере некоторая часть жидкости из верхнего листового слоя проходит в полосы, свободные от SAP, через прорези, при этом она может проходить в SAP в полосах, содержащих SAP, с боковых сторон или может проходить вниз в промежуточный слой из нетканого материала. Промежуточный слой из нетканого материала показан в данном случае в виде объемного нетканого материала, частично подвергнутого увеличению объема и включающего в себя как части объемного нетканого материала, так и часть объемного нетканого материала, подвергнутую увеличению объема. Часть из BBNW выровнена как относительно полос, содержащих SAP, так и относительно полос, свободных от SAP, в вышеуказанном слое из впитывающего материала. Волокна BBNW образуют канал для впитывания жидкости под действием капиллярных сил, так что жидкость в полосах, свободных от SAP и содержащих SAP, проходит вниз во второй слой из впитывающего материала, который расположен под промежуточным слоем из нетканого материала. Второй слой из впитывающего материала включает в себя первые полосы, содержащие SAP, и вторую полосу, содержащую SAP. Вторая полоса, содержащая SAP, может содержать SAP, который отличается от SAP, содержащегося в первой полосе, содержащей SAP, по меньшей мере в одном отношении. Например, вторая полоса, содержащая SAP, может содержать SAP, который имеет другой тип и/или состав материала, другой размер или имеет другие впитывающие свойства. В соответствии с некоторыми аспектами вторая полоса, содержащая SAP, отличается от первой полосы, содержащей SAP, тем, что одна из полос включает в себя SAP, смешанный с частицами, которые не являются частицами SAP и при необходимости не являются впитывающими, такими как дистанционирующие частицы, инертные части, водорастворимые частицы, летучие частицы, ионообменные частицы, или с любой их комбинацией. Частицы добавок, такие как ионообменные частицы, могут быть нанесены в заданных зонах. Полагают, что ионная сила мочи при ее прохождении через слой (S) материалов, представляющих собой SAP, увеличивается вследствие того, что SAP впитывает содержащуюся в ней воду. Размещение ионообменных частиц вдоль траектории прохождения жидкости, включая смешивание таких частиц с SAP, обеспечивает уменьшение ионной силы жидкости, впитываемой на данной траектории, в результате чего сохраняется впитывающая способность SAP. Второй слой из впитывающего материала опирается на слой из объемного нетканого материала.
[00216] Фиг.18F показывает альтернативную структуру 1800f, образующую впитывающую сердцевину. Верхний листовой слой представляет собой BBNW, который полностью подвергнут увеличению объема по меньшей мере на одной его поверхности. Волокна из слоя BBNW принимают излияние/выделения, которые проходят через верхний листовой слой в первый слой из впитывающего материала, который показан в данном случае как включающий в себя как полосы, свободные от SAP, так и полосы, содержащие SAP. По меньшей мере некоторая часть жидкости из верхнего листового слоя проходит прямо в полосы, содержащие SAP, и впитывается в SAP. Кроме того, по меньшей мере некоторая часть жидкости из верхнего листового слоя проходит в полосы, свободные от SAP, через прорези, при этом она может проходить в SAP в полосах, содержащих SAP, с боковых сторон или может проходить вниз в промежуточный слой из нетканого материала. Промежуточный слой из нетканого материала показан в данном случае в виде объемного нетканого материала, частично подвергнутого увеличению объема и включающего в себя как части объемного нетканого материала, так и часть объемного нетканого материала, подвергнутую увеличению объема. При необходимости одна или более частей промежуточного слоя из BBNW могут иметь прорези, проходящие через них. Часть промежуточного слоя из BBNW, подвергнутая увеличению объема, выровнена относительно части полос, содержащих SAP, и относительно обеих полос, свободных от SAP, в вышеуказанном слое из впитывающего материала. Волокна BBNW образуют канал для впитывания жидкости под действием капиллярных сил, при этом жидкость в полосах, свободных от SAP и содержащих SAP, проходит вниз во второй слой из впитывающего материала, который расположен под промежуточным слоем из нетканого материала. Второй слой из впитывающего материала опирается на слой из объемного нетканого материала.
[00217] Фиг.19А и 19В представляют собой виды в разрезе композитного материала, образующего впитывающую сердцевину и включающего в себя объемный нетканый материал, подвергнутый увеличению объема.
[00218] Фиг.19А показывает вид в разрезе композитного материала 1680d, образующего впитывающую сердцевину. Композитный материал 1680d, образующий впитывающую сердцевину, включает в себя верхний лист 1681, который может представлять собой проницаемый слой, и задний лист 1682, который может представлять собой непроницаемый слой. Между верхним листом 1681 и задним листом 1682 расположено множество слоев из нетканого материала и слоев из впитывающего материала. Композитный материал 1680d, образующий впитывающую сердцевину, включает в себя под верхним листом 1681 нетканый материал 1683 с прорезями, имеющий прорези 1684, проходящие сквозь него. Под нетканым материалом 1683 с прорезями расположен слой 1685 из объемного нетканого материала, подвергнутого увеличению объема. Слой 1685 из объемного нетканого материала, подвергнутого увеличению объема, может быть таким же, как слой 1600с, или по существу аналогичным слою 1600с, показанному на фиг.16С, который включает в себя впитывающий слой, расположенный в виде полос из впитывающего материала 1686 (то есть полос, содержащих SAP), размещенного в частях 1688, не подвергнутых увеличению объема и соседних со свободными от SAP полосами 1687 нетканого материала 1687, подвергнутого увеличению объема. Под слоем 1685 из объемного нетканого материала, подвергнутого увеличению объема, расположен слой 1685b из объемного нетканого материала, подвергнутого увеличению объема и имеющего такую схему расположения частей, подвергнутых и не подвергнутых увеличению объема, которая отличается от схемы расположения в слое 1685 из объемного нетканого материала, подвергнутого увеличению объема. Слой 1685а из объемного нетканого материала, подвергнутого увеличению объема, включает в себя боковые края 1688b, не подвергнутые увеличению объема, и центральную зону 1687b, подвергнутую увеличению объема. В слое 1685а из объемного нетканого материала, подвергнутого увеличению объема, часть 1687b, подвергнутая увеличению объема, содержит SAP 1686b, и часть 1688b, не подвергнутая увеличению объема, свободна от SAP. Слой 1685а из объемного нетканого материала, подвергнутого увеличению объема, расположен над задним листом 1682. В соответствии с некоторыми аспектами каждый слой композитного материала 1680d приклеен к соседним слоям. В соответствии с определенными аспектами только слои из нетканого материала приклеены друг к другу, при этом впитывающий материал смешан/сцеплен с волокнами нетканого материала, но не приклеен.
[00219] Фиг.19В показывает вид в разрезе композитного материала 1690, образующего впитывающую сердцевину. Композитный материал 1690, образующий впитывающую сердцевину, включает в себя верхний лист 1691 и задний лист 1692. Между верхним листом 1691 и задним листом 1692 расположено множество слоев из нетканого материала и слоев из впитывающего материала. Композитный материал 1690, образующий впитывающую сердцевину, включает в себя под верхним листом 1691 нетканый материал 1693. Под нетканым материалом 1693 расположен слой 1694 из объемного нетканого материала, подвергнутого увеличению объема. Слой 1694 из объемного нетканого материала, подвергнутого увеличению объема, может иметь расположенные в определенном порядке прорези, проходящие через него, и расположенные в определенном порядке полосы 1695, содержащие SAP, и полосы 1698, свободные от SAP. Под слоем 1694 из объемного нетканого материала, подвергнутого увеличению объема, расположен слой 1696 из впитывающего материала, включающий в себя полосы 1695b, содержащие SAP, и полосы 1698b, свободные от SAP. Слой 1696 из впитывающего материала расположен над слоем 1697 из нетканого материала.
[00220] В соответствии с некоторыми аспектами в зависимости от состава волокон нетканого материала, подвергаемого увеличению объема, подвод тепла после процесса увеличения объема может обеспечить стабилизацию структуры с низкой плотностью и фиксацию SAP. Большинство нетканых материалов низкой плотности имеют двухкомпонентные волокна в составе их волокон. Такие волокна имеют компонент с низкой температурой плавления, который служит в качестве связующего. Следовательно, повторный нагрев во время обработки щетками/нанесения SAP и немедленное охлаждение после этого могут обеспечить некоторую небольшую долю повторного скрепления, которое может стабилизировать структуру нетканого материала, подвергнутого увеличению объема.
[00221] Формирование отдельных зон с регулируемым размером пор или регулируемой плотностью в нетканом материале может осуществляться посредством уплотнения (тиснения) нетканого материала, при этом самая низкая плотность определяется исходным нетканым материалом.
[00222] Формирование отдельных зон с регулируемым размером пор или регулируемой плотностью в нетканом материале также может осуществляться посредством разрыхления («увеличения объема») структуры в отдельных зонах. В соответствии с такими аспектами достижимая самая низкая плотность ограничивается только параметрами процесса. Сочетание процессов увеличения объема и тиснения в отдельных зонах может обеспечить еще больший диапазон (от низкой до высокой) плотностей, который может быть использован для различных применений.
[00223] При использовании желательно впитывание под действием капиллярных сил в направлении y (MD). Увеличение объема NW в зоне, близкой к зоне-«мишени»/заданной зоне, обеспечивает образование пористой структуры с большим объемом пустот, которая может обеспечить перемещение текучей среды регулируемым образом для ее подачи в SAP, который находится в капиллярном контакте с ней. Впитывающее изделие, как правило, имеет U-образную конфигурацию, при этом в значительной части требуется перемещение текучей среды при преодолении воздействия силы тяжести. Следовательно, желательна структура, которая обеспечивает поток за счет впитывания под действием капиллярных сил. В таких частях желательна волокнистая сетчатая структура с порами соответствующего размера (то есть плотностью полотна). Это может быть осуществлено за счет создания структуры с градиентом размера пор, в которой обеспечивается переход от пор большего размера, имеющихся в BNW в зоне-«мишени»/заданной зоне, к порам меньшего размера, расположенным ближе к концам впитывающего изделия. Это изменение размера пор может быть обеспечено за счет увеличения объема, уплотнения (тиснения) или комбинаций вышеуказанного для получения заданного градиента размера пор от больших к малым порам вдоль продольного направления (направления y) впитывающего изделия.
Увеличение объема - Механические системы для увеличения
объема
[00224] Фиг.20 показывает систему 2000 для увеличения объема. Система 2000 для увеличения объема может быть использована для по меньшей мере частичного увеличения объема любого из слоев из нетканого материала, раскрытых в данном документе. Система 2000 для увеличения объема включает в себя источник или устройство 2001 подачи нетканого материала, устройство 2003 обработки нетканого материала и сборник 2005 для нетканого материала, подвергнутого увеличению объема. Устройство 2001 подачи нетканого материала подает уплотненный нетканый материал 2004, не подвергнутый увеличению объема, в устройство 2003 обработки нетканого материала. Например, устройство 2001 подачи нетканого материала может включать в себя бобину 2002, с которой нетканый материал 2004 разматывают для его ввода в устройство 2003 обработки нетканого материала.
[00225] В устройстве 2003 обработки нетканого материала нетканый материал 2004 подвергается обработке для образования нетканого материала 2018, подвергнутого увеличению объема. Обработка нетканого материала 2004 может включать любые из самых разных обработок нетканого материала 2004 или процессов, которые приводят к «увеличению объема» нетканого материала 2004, так что уменьшается объемная плотность и увеличивает объем пустот нетканого материала 2004, посредством чего образуется нетканый материал 2018, подвергнутый увеличению объема. Обработка может включать, среди прочего, механическую обработку нетканого материала 2004, термообработку нетканого материала 2004 или комбинацию вышеуказанного. Во время обработки нетканый материал подвергают ворсованию, обработке щетками, вспушиванию, нагреву и/или другим видам обработки для «разрыхления» волокнистых основ нетканого материала, посредством чего уменьшается плотность и увеличивается объем пустот нетканого материала. В соответствии с некоторыми аспектами как поверхность нетканого материала, обращенную к телу, так и поверхность, противоположную поверхности, обращенной к телу, подвергают «увеличению объема», например, посредством обработки щетками обеих сторон нетканого материала и/или нагрева нетканого материала. В соответствии с определенными аспектами только сторону нетканого материала (NW), которая имеет SAP, нанесенный на нее, подвергают увеличению объема. В соответствии с таким аспектами не обработанная щетками сторона NW будет более плотной и будет иметь меньший объем пустот, чем сторона, обработанная щетками, так что сторона, не обработанная щетками, будет «захватывать» SAP, уменьшая или предотвращая прохождение SAP через слой из NW.
[00226] При использовании термообработки для увеличения объема нетканого материала тепло может быть подведено к одной или обеим сторонам. В соответствии с некоторыми аспектами, даже когда тепло подводится только к одной поверхности нетканого материала, обе поверхности нетканого материала будут подвергаться увеличению объема. В соответствии с некоторыми аспектами только поверхность нетканого материала, на которую наносят SAP, подвергают увеличению объема.
[00227] В варианте осуществления, показанном на фиг.20, обработка представляет собой механическую обработку, которая включает использование щеток 2010a и 2010b (например, вращающихся щеток) для обработки щетками поверхностей нетканого материала, когда нетканый материал проходит через устройство 2003 обработки нетканого материала. Нетканый материал перемещается через устройство 2003 обработки нетканого материала так, что поверхности нетканого материала входят в контактное взаимодействие со щетинками 2012 щеток 2010a и 2010b. Например, ряд машинных валиков 2008, 2014, 2019 и 2020 может функционально контактно взаимодействовать с нетканым материалом, и данные валики могут вращаться для перемещения нетканого материала через устройство 2003 обработки нетканого материала. Когда щетинки 2012 контактно взаимодействуют с поверхностью нетканого материала, щетинки могут обеспечить пушение и/или ворсование волокон нетканого материала для вытягивания волокон друг относительно друга, что приводит к увеличению объема нетканого материала. При обработке волокон щетками волокна смещаются друг относительно друга вследствие воздействия щеток, что приводит к созданию большего объема пустот между волокнами. По существу увеличивается толщина листа нетканого материала и уменьшается плотность нетканого материала. При расположении по фиг.20 щетки 2010a и 2010b входят в контактное взаимодействие с обеими противоположными поверхностями нетканого материала и обрабатывают их. Однако в соответствии с некоторыми аспектами выполняется обработка только одной поверхности нетканого материала. Кроме того, в то время как показано, что одно устройство для обработки щетками выполняет обработку каждой поверхности нетканого материала, в соответствии с некоторыми аспектами множество щеток, расположенных последовательно, входят в контактное взаимодействие с одной или более из поверхностей нетканого материала и выполняют их обработку. В соответствии с некоторыми аспектами множество щеток расположены параллельно, при этом каждая из щеток расположена с возможностью контактного взаимодействия с выбранной частью нетканого материала и обработки ее.
Увеличение объема - конфигурации щеток
[00228] На фиг.20А показано устройство 2010с для обработки щетками, которое включает в себя центральную зону 2012, выполняющую обработку щеткой и включающую в себя щетинки, прикрепленные к машинному валику или оси 2015 щетки, и две зоны 2013, не выполняющие обработку щеткой, с обеих сторон зоны 2012 обработки щеткой. При прохождении рядом со щеткой, такой как щетка 2010с, части нетканого материала, которые выровнены относительно центральной зоны, выполняющей обработку щеткой, и контактно взаимодействуют с данной зоной, которая включает в себя щетинки 2012, будут подвергаться увеличению объема, в то время как части нетканого материала, которые выровнены относительно двух зон 2013, не выполняющих обработку щеткой, будут оставаться частями, не подвергнутыми увеличению объема (уплотненными).
[00229] На фиг.20В показано устройство 2010d для обработки щетками, выполненное с возможностью получения нетканого материала с полосами из частей, подвергнутых увеличению объема, и полосами из частей, не подвергнутых увеличению объема. Устройство 2010d для обработки щетками включает в себя зону, выполняющую обработку щеткой и включающую в себя щетинки 2012, прикрепленные к машинному валику или оси 2015 щетки, и зоны 2013, не выполняющие обработку щеткой и соседние с зонами 2012, выполняющими обработку щеткой. При прохождении рядом со щеткой, такой как щетка 2010с, части нетканого материала, которые выровнены относительно центральной зоны, выполняющей обработку щеткой, и контактно взаимодействуют с данной зоной, которая включает в себя щетинки 2012, будут подвергаться увеличению объема, в то время как части нетканого материала, которые выровнены относительно двух зон 2013, не выполняющих обработку щеткой, будут оставаться частями, не подвергнутыми увеличению объема (уплотненными). Таким образом, схема расположения множества щеток и схема расположения щетинок на каждой щетке могут быть выполнены и заданы такими, чтобы получить выбранную конфигурацию частей нетканого материала, подвергнутых и не подвергнутых увеличению объема. Давление, с которым щетинки 2012 каждого устройства 2010 для обработки щетками воздействуют на поверхность нетканого материала, и скорость, с которой щетинки 2012 каждого устройства 2010 для обработки щетками перемещаются относительно поверхности нетканого материала (например, скорость, с которой вращается ось 2015 валика), могут изменяться для изменения, тем самым, наличия и/или степени увеличения объема нетканого материала. Как показано, вращающиеся щетки 2010а и 2010b вращаются в направлении, противоположном направлению перемещения нетканого материала. Щетинки 2012 в данном и в любом другом из вариантов осуществления, раскрытых в данном документе, могут представлять собой нейлоновые щетинки или щетинки любого другого типа. В то время как устройство для механической обработки показано и описано в данном документе как включающее в себя щетки, устройство для механической обработки может представлять собой любую конструкцию, машину, систему или любое устройство, выполненную (-ое) с возможностью обработки, ворсования и/или содействия увеличению объема нетканого материала.
[00230] На фиг.20С показана альтернативная щетка 2010с. Щетка 2010е включает в себя щетинки, которые проходят от оси 2015 на первом расстоянии y1, и щетинки, которые проходят от оси 2015 на втором расстоянии y2. Второе расстояние y2 больше первого расстояния y1, поскольку щетинки, которые проходят на расстоянии y2, имеют длину, которая больше длины щетинок, проходящих на расстоянии y1. Между щетинками, которые проходят на расстоянии y1, и щетинками, которые проходят на расстоянии y2, имеются щетинки, проходящие на расстояниях, которые являются промежуточными между расстояниями y1 и y2, так что длина щетинок 2012 на оси 2015 постепенно и постоянно (или непрерывно) уменьшается от центральной зоны 2017а со щетинками до краев 2017b вдоль направления x.
[00231] На фиг.20D показана альтернативная щетка 2010d. Щетка 2010d включает в себя разные зоны со щетинками 2012, включая зону 2044а и зоны 2044b. Каждая зона со щетинками отличается по меньшей мере в одном отношении. Например, щетинки 2012 между зонами 2044а и 2044b могут различаться по длине щетинок, ширине щетинок, плотности размещения щетинок (то есть числу щетинок на единицу площади поверхности оси), составу щетинок и жесткости щетинок.
[00232] Как показано на фиг.20, в процессе работы нетканый материал 2004 разматывается с бобины 2002 и подается в устройство 2003 обработки нетканого материала. В устройстве 2003 обработки нетканого материала нетканый материал 2004 функционально вводится в контактное взаимодействие с первым валиком 2008, который обеспечивает подачу нетканого материала 2004 ко второму валику 2014. Во время перемещения над вторым валиком 2014 щетинки 2012 устройства 2010а для обработки щетками входят в контактное взаимодействие с нетканым материалом 2004 и выполняют обработку нетканого материала 2004. Как показано, ось 2015 вращается в первом направлении и второй валик 2014 вращается во втором, противоположном направлении. Вращение оси 2015 вызывает вращение щетинок 2012 в направлении, противоположном направлению перемещения нетканого материала вокруг второго валика 2014. Таким образом, щетинки 2012 обеспечивают по меньшей мере частичное увеличение объема нетканого материала 2004 по меньшей мере в выбранных местах. Нетканый материал 2016, по меньшей мере частично подвергнутый увеличению объема, затем перемещается от второго валика 2014 к третьему валику 2019. Во время перемещения над третьим валиком 2019 щетинки 2012 устройства 2010b для обработки щетками входят в контактное взаимодействие с нетканым материалом 2004 и выполняют его обработку. Как показано, ось 2015 вращается во втором направлении, и третий валик 2019 вращается в первом, противоположном направлении. Вращение оси 2015 вызывает вращение щетинок 2012 в направлении, противоположном направлению перемещения нетканого материала 2016, вокруг третьего валика 2019. Таким образом, щетинки 2012 обеспечивают дополнительное увеличение объема нетканого материала 2016 по меньшей мере в выбранных местах, в результате чего образуется нетканый материал 2018, подвергнутый увеличению объема. Как показано, щетинки 2012 второй щетки 2010b входят в контактное взаимодействие и контактируют с первой поверхностью нетканого материала, в то время как щетинки 2012 первой щетки 2010а входят в контактное взаимодействие и контактируют с поверхностью нетканого материала, противоположной по отношению к первой поверхности. Нетканый материал 2018, подвергнутый увеличению объема, подается от третьего валика 2019 к четвертому валику 2020, в зоне которого нетканый материал 2018, подвергнутый увеличению объема, выходит из устройства 2003 обработки нетканого материала. Нетканый материал 2018, подвергнутый увеличению объема, подается от четвертого валика 2020 к бобине 2022 для сбора на ней. В соответствии с некоторыми аспектами нетканый материал 2018, подвергнутый увеличению объема, подается непосредственно из устройства 2003 обработки нетканого материала в систему или устройство для формирования композитного материала, образующего впитывающую сердцевину. Например, нетканый материал 2018, подвергнутый увеличению объема, может подаваться в устройство для нанесения впитывающего материала на него и/или для прикрепления других нетканых материалов к нему. Фиг.21 представляет собой фотографию, показывающую иллюстративную систему для увеличения объема.
Увеличение объема - системы механической и термической
обработки для увеличения объема
[00233] Фиг.23 показывает альтернативную систему 2300 для увеличения объема. Система 2300 для увеличения объема по существу аналогична системе 2000 для увеличения объема, показанной на фиг.20, при этом аналогичные ссылочные позиции обозначают аналогичные компоненты. Помимо механической обработки, показанной и описанной со ссылкой на фиг.20, система 2300 для увеличения объема включает термообработку нетканого материала для содействия увеличению его объема. В варианте осуществления, показанном на фиг.23, термообработка выполняется посредством использования сопла 2033 для горячего воздуха и сопла 2031 для холодного воздуха. Тем не менее может быть использовано любое число конструкций для термообработки нетканого материала для увеличения и/или уменьшения его температуры и содействия увеличению его объема. Как показано, сопло 2033 для горячего воздуха включено в устройство 2003 обработки нетканого материала и расположено между первым валиком 2008 и первой щеткой 2010а. Сопло 2033 для горячего воздуха обеспечивает подачу струи нагретого воздуха к нетканому материалу 2004 перед механической обработкой нетканого материала первой щеткой 2010а. Нагретый воздух может иметь температуру, превышающую температуру окружающего воздуха и составляющую, например, 80ºC или более. Нагрев нетканого материала 2004 может сделать волокна нетканого материала 2004 более податливыми по сравнению с нетканым материалом 2004 перед нагревом. По существу, обработка нагретого нетканого материала щетками может привести к увеличению объема нетканого материала в большей степени (то есть большему снижению объемной плотности и большему увеличению объема пустот) по меньшей мере частично вследствие того, что волокна являются более податливыми для обработки щетинками 2012. Как показано, сопло 2031 для холодного воздуха включено в устройство 2003 обработки нетканого материала и расположено между третьим валиком 2019 и четвертым валиком 2020 за второй щеткой 2010b. Сопло 2031 для холодного воздуха обеспечивает подачу струи холодного воздуха к нетканому материалу 2018, подвергнутому увеличению объема, после механической обработки нетканого материала первой щеткой 2010а и второй щеткой 2010b. Холодный воздух имеет температуру, которая ниже температуры воздуха, подаваемого соплом 2031 для нагретого воздуха, и может иметь температуру, которая ниже температуры окружающей среды. Холодный воздух служит для охлаждения нетканого материала перед его дальнейшей обработкой. В соответствии с некоторыми аспектами сфокусированное инфракрасное излучение IR может быть использовано для избирательного нагрева частей полотна NW, что обеспечивает возможность избирательного увеличения объема частей полотен NW.
[00234] В соответствии с некоторыми аспектами объемные нетканые материалы могут быть подвергнуты процессу «печати» с помощью термических и/или механических средств для получения заданной конфигурации частей, подвергнутых и не подвергнутых увеличению объема. Термические и/или механические средства могут обеспечить непрерывное или периодические увеличение объема нетканых материалов.
[00235] Несмотря на то, что на фиг.20 и 23 показано получение частей, подвергнутых увеличению объема и проходящих в машинном направлении, в соответствии с некоторыми аспектами части или полосы, подвергнутые увеличению объема, могут быть выполнены в поперечном направлении. Например, устройство для обработки щетками может иметь части, проходящие в поперечном направлении, которые не имеют щетинок, или устройство для обработки щетками может обеспечить периодическое контактное взаимодействие щетинок с нетканым материалом, так что некоторые части нетканого материала, проходящие в поперечном направлении, подвергаются увеличению объема и некоторые не подвергаются.
[00236] В соответствии с некоторыми аспектами один или более параметров системы и/или процесса увеличения объема нетканого материала могут быть изменены для изменения одной или более характеристик увеличения объема. Например, характеристики увеличения объема, которые могут быть изменены, включают, среди прочего, положение зон увеличения объема в направлениях x, y и/или z, степень увеличения объема (то есть степень, до которой уменьшается объемная плотность, и степень, до которой увеличивается объем пустот). Характеристики системы или процесса увеличения объема, которые могут быть изменены, включают, среди прочего, скорость, с которой щетка перемещается относительно нетканого материала, толщину щетинок щетки, длину щетинок щетки, материал щетинок щетки, расстояние между щетинками щетки, расстояние между щетинками щетки и нетканым материалом, конфигурацию/схему расположения щетинок щетки, число щеток, используемых во время увеличения объема, температуру нагретого воздуха, выходящего из сопла для горячего воздуха, скорость нагретого воздуха, выходящего из сопла для горячего воздуха, расстояние между соплом для горячего воздуха и нетканым материалом и число сопел для горячего воздуха, используемых во время увеличения объема.
Увеличение объема - Увеличенный объем и удерживание SAP
[00237] Увеличение объема нетканого материала может приводить к увеличению объемности нетканого материала. Кроме того, увеличение объема вызывает «разрыхление» полотна нетканого материала из волокон за счет уменьшения объемной плотности и увеличения объема пустот, в результате чего увеличиваются расстояния между всеми отдельными волокнами полотна нетканого материала из волокон. Такое разрыхление полотна из волокон приводит к повышению мягкости и сжимаемости нетканого материала по сравнению с нетканым материалом перед разрыхлением.
[00238] Такое разрыхление полотна нетканого материала обеспечивает возможность удерживания большего количества впитывающего материала (например, SAP) в нетканом материале по сравнению с количеством SAP, которое может содержаться в нетканом материале перед увеличением объема, так как большее количество SAP может проходить в более разрыхленную волокнистую основу нетканого материала и размещаться в ней. Это обеспечивает возможность более тщательного смешивания SAP с волокнами нетканого материала по сравнению с нетканым материалом перед разрыхлением. По существу большее количество SAP смешивается/сцепляется с волокнами нетканого материала, чем в случае, если бы нетканый материал не был подвергнут такому разрыхлению. SAP по меньшей мере частично фиксируется вследствие смешивания/сцепления с волокнами нетканого материала. В соответствии с некоторыми аспектами разрыхление нетканого материала обеспечивает повышение уровня и/или степени такой фиксации SAP в пределах волокнистого полотна. По существу количество адгезива, такого как термоплавкий адгезив (HMA), которое требуется для фиксации SAP в нетканом материале, может быть уменьшено, или адгезив может быть устранен. Например, количество HMA может быть уменьшено на 10-50% масс. по сравнению с количеством, требующимся без увеличения объема. При увеличенной степени удерживания SAP в разрыхленном нетканом материале композитный материал, образующий впитывающую сердцевину, может иметь увеличенную скорость приема текучей среды по меньшей мере в зонах композитного материала, образующего впитывающую сердцевину, в которых части нетканого материала, подвергнутые увеличению объема, содержат SAP.
[00239] В соответствии с некоторыми аспектами увеличение объема нетканого материала приводит к уменьшению объемной плотности нетканого материала на 5% - 50% или на 10% - 40%, или на 15% - 30%, или на 18% - 25% по сравнению с объемной плотностью нетканого материала перед увеличением объема. В соответствии с определенными аспектами увеличение объема нетканого материала приводит к уменьшению объемной плотности нетканого материала по меньшей мере на 5% или по меньшей мере на 10%, или по меньшей мере на 15%, или по меньшей мере на 18%, или по меньшей мере на 20%, или по меньшей мере на 25%, или приблизительно на 24%, или приблизительно на 27% по сравнению с объемной плотностью нетканого материала перед увеличением объема.
[00240] В соответствии с некоторыми аспектами увеличение объема нетканого материала приводит к увеличению объема пустот нетканого материала на 5% - 75% или на 10% - 60%, или на 15% - 50%, или на 20% - 40%, или на 25% - 35% по сравнению с объемом пустот нетканого материала перед увеличением объема. В соответствии с определенными аспектами увеличение объема нетканого материала приводит к увеличению объема пустот нетканого материала по меньшей мере на 5% или по меньшей мере на 10%, или по меньшей мере на 20%, или по меньшей мере на 30%, или по меньшей мере на 40%, или по меньшей мере на 45%, или приблизительно на 37%, или приблизительно на 45% по сравнению с объемом пустот нетканого материала перед увеличением объема.
[00241] В соответствии с некоторыми аспектами после увеличения объема нетканый материал впоследствии по меньшей мере частично сжимают, что приводит к уменьшению или устранению увеличения объема. В соответствии с некоторыми подобными аспектами нанесение SAP на объемный нетканый материал, подвергнутый увеличению объема, выполняют перед его сжатием, например, непосредственно после увеличения его объема. Последующая обработка BBNW, соответствующего композитного материала, образующего впитывающую сердцевину, соответствующего впитывающего изделия (например, подгузника) или соответствующей конечной упаковки вышеуказанного после увеличения объема может вызывать по меньшей мере частичное сжатие BBNW, композитного материала, образующего впитывающую сердцевину, и/или впитывающего изделия, так что объемная плотность BBNW будет по меньшей мере частично увеличиваться и объем пустот BBNW будет по меньшей мере частично уменьшаться. В соответствии с определенными аспектами BBNW даже после такой последующей обработки имеет более низкую объемную плотность и больший объем пустот по сравнению с BNW перед увеличением объема. По существу по меньшей мере некоторая часть увеличения объема сохраняется в конечном изделии, что улучшает характеристики изделия. Независимо от того, сохраняется ли какое-либо увеличение объема в конечном изделии или нет, увеличение объема обеспечивает возможность усиления сцепления/смешивания SAP с волокнами BNW во время изготовления композитного материала, образующего впитывающую сердцевину.
Увеличение объема - Примеры - Обработка двух нетканых
материалов щетками
[00242] На фиг.22А и 22В показаны результаты обработки двух нетканых материалов, скрепленных сквозным пропусканием воздуха, щетками в системе в соответствии с фиг.20 и фиг.21.
[00243] Параметры экспериментальной обработки - В данных примерах обработку материалов выполняли при условиях окружающей среды без использования внешнего нагрева (или при влажности материалов, соответствующей условиям окружающей среды, при температуре 16°C и относительной влажности (RH) 40%). Все материалы были акклиматизированы к условиям окружающей среды перед испытанием. Параметры обработки, используемые в примерах, включали: (1) подачу полотна нетканого материала при скорости 30; (2) обработку щетками при скорости 24; (3) отношении скорости подачи полотна нетканого материала к скорости обработки щетками, составляющем 4:5 (то есть 24:30), и (4) рабочей скорости, составляющей приблизительно 5 м/мин (при ручном приводе). Образец нетканого материала, используемого в первом примере, представлял собой ADL30 Hua Yi ADL30/PPT 30 г/м2, и образец нетканого материала, используемого в первом примере, представлял собой ADL50 Hua Yi ADL50/PPT 50 г/м2.
[00244] Определение плотности и поверхностной плотности полотна - Пример того, как определять толщину объемного нетканого материала, можно найти в WSP120.2.R4 (EDANA). Пример того, как определять поверхностную плотность объемного нетканого материала, можно найти в WSP130.1.R4 (EDANA). Плотность каждого образца определяли следующим образом: (1) образец получали высечкой, используя цельный высекальный нож для получения определенной площади [A] образца, при этом использовали Hanolex 3295 Ø 50 мм, A 19,63 см2; (2) толщину [H] образца определяли, используя цифровой измерительный прибор с прижимной лапкой, при этом использовали Mitutoyo 543-470B с прижимной лапкой Käfer Ø35 мм; (3) массу [M] образца определяли посредством взвешивания на аналитических весах при использовании Radwag AS220/C/2; (4) плотность [ρ] полотна образца рассчитывали в соответствии с формулой: ρ=M/(A*H), где ρ - плотность образца [г/см3], А - площадь образца [см2], M - масса образца [г] и Н - толщина образца [см]. Образцы, полученные высечкой, имели диаметр Ø 50 мм и площадь А, составляющую 19,63 см2, при этом плотность ρ измеряли в г/см3 - граммах на кубический сантиметр. Поверхностную плотность полотна определяли в соответствии с формулой: MA=M/A*106, где МА - масса на единицу площади образца [г/м2], А - площадь образца [см2] и М - масса образца [г].
[00245] Определение объема пустот - Объем (VV) пустот или пористость (φ) прямо пропорционален/пропорциональна плотности (ρ), следовательно, уменьшение объемной плотности приводит к увеличению объема пустот. Пористость полотна (объем пустот) может быть определена (определен) в соответствии с формулой: φ=M2 - M1, где φ - пористость или объем пустот образца [г], M1 - масса образца [г] и М2 - масса образца при заполненном объеме пустот [г].
[00246] В первом примере первый принимающий и распределительный слой (ADL) ADL50, имеющий поверхностную плотность (массу на единицу площади), составляющую 50 г/м2, был подвергнут обработке щетками. Перед обработкой щетками ADL50 имел объемную плотность, составляющую менее 0,10 см3, но более 0,09 г/см3 (приблизительно 0,099 г/см3), и объем пустот, составляющий менее 0,10 мл/см2, но более 0,09 мл/см2 (приблизительно 0,099 мл/см2), как видно из данных “#1 PRE-TREATMENT” («Образец #1 перед обработкой»), графически показанных на фиг.22А. После подвергания обработке щетками были снова определены объемная плотность и объем пустот. После обработки щетками ADL50 имел объемную плотность, составляющую приблизительно 0,075 г/см3, и объем пустот, составляющий приблизительно 0,075 мл/см2, как видно из данных “#1 POST-TREATMENT” («Образец #1 после обработки»), графически показанных на фиг.22А. Таким образом, подвергание обработке щетками приводило к уменьшению объемной плотности образца ADL50 приблизительно на 24% и к увеличению объема пустот образца ADL50 приблизительно на 45%. В первом примере имели место технологические потери (LIP), составляющие 0,03%. То есть 0,03% волокон были утрачены из NW во время увеличения объема.
[00247] Во втором примере второй принимающий и распределительный слой (ADL) ADL30, имеющий поверхностную плотность (массу на единицу площади), составляющую 30 г/м2, был подвергнут обработке щетками. Перед обработкой щетками ADL30 имел объемную плотность, составляющую менее 0,08 см3, но более 0,06 г/см3 (приблизительно 0,07 г/см3), и объем пустот, составляющий менее 0,08 мл/см2, но более 0,06 мл/см2 (приблизительно 0,07 мл/см2), как видно из данных “#2 PRE-TREATMENT” («Образец #2 перед обработкой»), графически показанных на фиг.22В. После подвергания обработке щетками были снова определены объемная плотность и объем пустот. После обработки щетками ADL30 имел объемную плотность, составляющую менее 0,06 г/см3, но более 0,05 г/см3, и объем пустот, составляющий менее 0,06 мл/см2, но более 0,05 мл/см2, как видно из данных “#2 POST-TREATMENT” («Образец #2 после обработки»), графически показанных на фиг.22В. Таким образом, подвергание обработке щетками приводило к уменьшению объемной плотности образца ADL30 приблизительно на 27% и к увеличению объема пустот образца ADL30 приблизительно на 37%.
[00248] Фиг.22С и 22D представляют собой изображения нетканого материала ATNW, скрепленного сквозным пропусканием воздуха, полученные сканирующей растровой электронной микроскопией (РЭМ), соответственно до и после увеличения объема. Из фиг.22C и 22D очевидно, что объем пустот нетканого материала увеличивается и его объемная плотность уменьшается.
[00249] Результаты определения плотности и объема пустот были получены в соответствии со стандартами, установленными EDANA. Толщину листов нетканых материалов измеряли, используя микрометр с цифровой индикации, который обеспечивает приложение давления стандартной величины к материалу. Поверхностные плотности определяли посредством вырезания образца нетканого материала со стандартными размерами (кругов с диаметром 100 мм) при использовании инструмента для вырезания образцов и последующего взвешивания данного образца.
Увеличение объема - Альтернативные системы
[00250] Фиг.23А показывает альтернативную систему 2300а для увеличения объема нетканых материалов, при этом аналогичные ссылочные позиции обозначают элементы, аналогичные элементам на фиг.20 и 23. В системе 2300а нетканый материал 2004 подвергают одновременной обработке щетками со стороны его верхней и нижней поверхностей посредством щеток 2010a и 2010b. Щетки 2010a и 2010b вращаются в противоположных направлениях. Щетки 2010a и 2010b могут быть выполнены с возможностью вращения с одинаковой скоростью или с разными скоростями.
[00251] Фиг.23В показывает альтернативную систему 2300b для увеличения объема нетканых материалов, при этом аналогичные ссылочные позиции обозначают элементы, аналогичные элементам на фиг.20, 23 и 23А. В системе 2300b первый нетканый материал 2004 подвергают одновременной обработке щетками со стороны его верхней и нижней поверхностей посредством щеток 2010a и 2010b. Щетки 2010a и 2010b могут вращаться в противоположных направлениях или в одном и том же направлении. Щетки 2010a и 2010b могут быть выполнены с возможностью вращения с одинаковой скоростью или с разными скоростями. Второй нетканый материал 2004а подают посредством валика 2002а к валику 2020а и подвергают обработке щеткой посредством щетки 2010а только на одной его поверхности. Третий нетканый материал 2004b подают посредством валика 2002b к валику 2020b и подвергают обработке щеткой посредством щетки 2010b только на одной его поверхности. После обработки щетками нетканый материал 2004 подают к валикам 2020а и 2020b, на которых его соединяют с неткаными материалами 2004a и 2004b, образуя композитный материал 2018а из объемных нетканых материалов, по меньшей мере частично подвергнутых увеличению объема.
[00252] Фиг.23С показывает альтернативную систему 2300с для увеличения объема нетканых материалов, при этом аналогичные ссылочные позиции обозначают элементы, аналогичные элементам на фиг.20, 23, 23А и 23В. В системе 2300с нетканый материал 2004с подают к валикам 2020а и 2020b посредством валиков 2002а и 2002b и валиков 2019c и 2019d. Нетканый материал 2004d подают к щетке 2010а и валику 2019а посредством валика 2002с. После обработки поверхности нетканого материала 2004d щеткой 2010а нетканый материал 2004d, подвергнутый обработке щеткой, подают к валикам 2020a и 2020b, где нетканый материал 2004d соединяется с нетканым материалом 2004с. Нетканый материал 2004е подают к щетке 2010b и валику 2019b посредством валика 2002d. После обработки поверхности нетканого материала 2004е щеткой 2010b нетканый материал 2004е, подвергнутый обработке щеткой, подают к валикам 2020a и 2020b, при этом нетканый материал 2004е соединяется с нетканым материалом 2004с и нетканым материалом 2004d. Система 2300с включает в себя устройства 2051 подачи впитывающего материала (например, устройства подачи SAP), которые расположены с возможностью дозированной подачи впитывающего материала на подвергнутые увеличению объема поверхности как нетканого материала 2004d, так и нетканого материала 2004e перед соединением нетканых материалов 2004d и 2004e с нетканым материалом 2004с. Устройства 2051 подачи впитывающего материала включают устройства 2053 и 2055 для дозированной подачи, предназначенные для дозированной подачи впитывающего материала из бункеров устройств 2051 подачи на нетканые материалы 2004d и 2004e. Валики 2020a и 2020b могут функционировать для сжатия нетканых материалов 2004c, 2004d и 2004e вместе при впитывающем материале, удерживаемом в них, в результате чего образуется композитный материал 2018b из нетканых материалов, подвергнутых увеличению объема.
[00253] Фиг.23D показывает альтернативную систему 2300d для увеличения объема нетканых материалов, при этом аналогичные ссылочные позиции обозначают элементы, аналогичные элементам на фиг.20, 23, 23А, 23В и 23С. В системе 2300d нетканый материал 2004f подают к валикам 2020а и 2020b посредством валиков 2002a и 2002b и валиков 2019a и 2019b. Нетканый материал 2004g подают к щетке 2010а и валику 2014а посредством валика 2002с. После обработки поверхности нетканого материала 2004g щеткой 2010а нетканый материал 2004g, подвергнутый обработке щеткой, подают к валикам 2020a и 2020b, где нетканый материал 2004g соединяется с нетканым материалом 2004f. Нетканый материал 2004h подают к щетке 2010b и валику 2014b посредством валика 2002d. После обработки поверхности нетканого материала 2004h щеткой 2010b нетканый материал 2004h, подвергнутый обработке щеткой, подают к валикам 2020a и 2020b, где нетканый материал 2004h соединяется с нетканым материалом 2004f и нетканым материалом 2004g. Система 2300d включает в себя устройства 2051 подачи впитывающего материала, которые расположены с возможностью дозированной подачи впитывающего материала на подвергнутые увеличению объема поверхности как нетканого материала 2004g, так и нетканого материала 2004h перед соединением нетканых материалов 2004g и 2004h с нетканым материалом 2004f. Валики 2020a и 2020b могут функционировать для сжатия нетканых материалов 2004f, 2004g и 2004h вместе при впитывающем материале, удерживаемом в них, в результате чего образуется композитный материал 2018c из нетканых материалов, подвергнутых увеличению объема.
[00254] Фиг.23Е показывает альтернативную систему 2300е для увеличения объема нетканых материалов, при этом аналогичные ссылочные позиции обозначают элементы, аналогичные элементам на фиг.20, 23, 23А, 23В, 23С и 23D. Система 2300е идентична системе 2300d, показанной на фиг.23Е, за исключением добавления щеток 2010с и 2010d, расположенных с возможностью обработки щетками и увеличения объема нетканого материала 2004i перед подачей нетканого материала 2004i к валикам 2020a и 2020b для соединения с неткаными материалами 2004j и 2004k, подвергнутыми обработке щетками, в результате чего образуется композитный материал 2018d из нетканых материалов, подвергнутых увеличению объема. Таким образом, нетканый материал 2004i подвергают увеличению объема со стороны как верхней, так и нижней поверхностей, при этом каждый из нетканых материалов 2004j и 2004k подвергают увеличению объема только со стороны одной поверхности.
[00255] Несмотря на то, что устройства для нанесения SAP показаны как включающие в себя бункеры, в соответствии с некоторыми аспектами трубки для периодической вибрационной 3D-печати, воздушные струи или вибрационные устройства непрерывной подачи используются на нанесения SAP на нетканые материалы. Несмотря на то, что это не показано, термообработка может быть предусмотрена в любом месте в системах 2300a, 2300b, 2300c, 2300d и 2300e, включает зоны, расположенные по ходу перед и/или за любой из щеток в таких системах. В соответствии с некоторыми аспектами любая из систем 2000, 2300, 2300a, 2300b, 2300c, 2300d и 2300e может быть встроена в существующую систему для формирования композитных материалов, образующих впитывающие сердцевины.
[00256] Увеличение объема нетканых материалов может быть выполнено в любой момент при изготовлении композитных материалов, образующих впитывающие сердцевины и раскрытых в данном документе, по ходу перед местом, в котором SAP наносят на нетканый материал, подвергнутый увеличению объема, например, между размоткой уплотненного (не подвергнутого увеличению объема) нетканого материала и нанесением SAP. Например, как показано на фиг.24, увеличение объема может происходить в местах, обозначенных “2499”. Фиг.24 показывает систему 2400 для формирования композитных материалов 2410, образующих впитывающие сердцевины. Нетканый материал 2420 разматывают с бобины или валика 2401а и соединяют с нетканым материалом 2421, который разматывают с бобины или валика 2401b. Термоплавкий адгезив наносят в месте 2422а, и затем SAP наносят в месте 2423а. Дополнительный нетканый материал 2499 разматывают с бобины или валика 2401с, термоплавкий адгезив наносят на него в месте 2422b, и его затем накладывают поверх нетканого материала 2424. За этим следует нанесение термоплавкого адгезива в месте 2422с и нанесение SAP в месте 2423b. Слой 2430 из дополнительного нетканого материала разматывают с бобины или валика 2401d, термоплавкий адгезив наносят на него в месте 2422d, и слой 2430 из нетканого материала затем соединяют с нетканым материалом 2424. После этого термоплавкий адгезив наносят в месте 2422е, после чего тиснение с определенным рисунком выполняют на слоях композитного материала для формирования композитного материала 2410, образующего впитывающую сердцевину, который собирают на бобине или валике 2401e.
[00257] В любом из процессов увеличения объема, описанных в данном документе, после нанесения SAP на нетканый материал, подвергнутый увеличению объема, обеспечивают время выдерживания для SAP для создания возможности смешивания/сцепления SAP с волокнами BBNW. Смешиванию SAP с волокнами могут способствовать: только сила тяжести (поскольку SAP падает с некоторой высоты на полотно NW), механические средства (вибрация, вакуум), сжатие (с риском увеличения плотности BBNW) или комбинации вышеуказанного.
[00258] В соответствии с некоторыми аспектами процесс увеличения объема выполняют после нанесения SAP на NW. Например, SAP может быть нанесен на NW с последующим нагревом NW. В соответствии с определенными аспектами процесс увеличения объема выполняют перед нанесением какого-либо адгезива на NW и/или SAP, поскольку адгезив может привести к уменьшению степени «увеличения объема» или воспрепятствовать «увеличению объема». Процесс увеличения объема, выполняемый после нанесения SAP, может быть выполнен посредством использования только нагрева, так как обработка щетками может вызывать риск удаления нанесенного SAP. Например, SAP может быть нанесен на NW с последующим увеличением объема NW посредством термообработки, после чего выполняют нанесение адгезива на NW и/или SAP.
[00259] В соответствии с некоторыми аспектами после нанесения SAP на BBNW и перед включением или при включении BBNW в основную часть впитывающего изделия BBNW переворачивают. Это может быть выполнено, например, для избежания наличия слоя из SAP, расположенного прямо под верхним листом. Переворачивание самого верхнего BBNW обеспечит наличие слоя из BBNW между верхним листом и первым слоем из SAP. Такая схема расположения обеспечивает дополнительный объем пустот и наличие нетканого материала между первым слоем из SAP и пользователем, что обеспечивает более быстрое впитывание и ощущение сухости на коже пользователя и обеспечивает повышенный комфорт для пользователя, поскольку частицы SAP могут быть твердыми и некомфортными при их размещении близко к коже.
Размещение и порядок расположения материалов
[00260] В любом из вариантов осуществления композитных материалов, образующих впитывающие сердцевины и раскрытых в данном документе, места расположения компонентов композитного материала, образующего впитывающую сердцевину, могут быть заданы с возможностью придания желательных характеристик и способностей к обработке текучих сред, таких как характеристики и способности к обеспечению прохождения текучей среды, впитыванию текучей среды и распределению текучей среды, композитному материалу, образующему впитывающую сердцевину. Абсолютные и относительные положения слоев из нетканого материала и слоев из впитывающего материала в композитном материале, образующем впитывающую сердцевину, частей каждого из соответствующих слоев из нетканого материала или слоя из впитывающего материала и частей в одном слое относительно частей в другом слое могут быть заданы с возможностью обеспечения таких желательных характеристик и способностей к обработке текучих сред. Местоположение NW, BNW, BBNW, NW с прорезями, слоев, содержащих SAP, полос, содержащих SAP, и полос, свободных от SAP, могут быть избирательно заданы в композитном материале, образующем впитывающую сердцевину.
Размещение и порядок расположения материалов - обработка
текучей среды посредством SAP
[00261] Например, слои или полосы, содержащие SAP, могут быть расположены на ожидаемом пути или в ожидаемой зоне излияния. Для обработки потока текучей среды в направлении z (направлении толщины композитного материала, образующего впитывающую сердцевину) SAP может изменяться в слое из впитывающего материала и/или от одного слоя из впитывающего материала до другого так, чтобы проницаемость SAP в композитном материале, образующем впитывающую сердцевину, была наибольшей на верхней, обращенной к телу стороне композитного материала, образующего впитывающую сердцевину, и уменьшалась до наименьшего уровня проницаемости на нижней, противоположной по отношению к телу стороне композитного материала, образующего впитывающую сердцевину. Например, ссылаясь на фиг.17, можно указать, что SAP, содержащийся в слое 1702а из впитывающего материала, может иметь проницаемость, которая выше проницаемости SAP, содержащегося в слое 1702b из впитывающего материала. Кроме того, в пределах одного слоя из впитывающего материала может иметь место градиент различных свойств SAP, так что SAP, содержащийся на верхней, обращенной к телу поверхности слоя (например, 1702а) из впитывающего материала, будет иметь проницаемость, которая выше проницаемости SAP, содержащегося на противоположной стороне слоя из впитывающего материала (например, на нижней или задней стороне слоя 1702а).
[00262] Аналогичным образом для обработки потока текучей среды, проходящего в направлении z, SAP может изменяться в слое из впитывающего материала и/или от одного слоя из впитывающего материала до другого так, что скорость впитывания, обеспечиваемая SAP в композитном материале, образующем впитывающую сердцевину, будет самой низкой (самой медленной) на верхней, обращенной к телу стороне композитного материала, образующего впитывающую сердцевину, и будет увеличиваться до самого высокого уровня скорости впитывания (самой высокой скорости) на нижней, противоположной по отношению к телу стороне композитного материала, образующего впитывающую сердцевину. Кроме того, SAP может изменяться в пределах слоя из впитывающего материала и/или от одного слоя из впитывающего материала до другого так, что впитывающая способность SAP в композитном материале, образующем впитывающую сердцевину, будет самой низкой на верхней, обращенной к телу стороне композитного материала, образующего впитывающую сердцевину, и будет увеличиваться до наивысшего уровня впитывающей способности на нижней, противоположной по отношению к телу стороне композитного материала, образующего впитывающую сердцевину, что обеспечивает максимальную эффективность впитывания.
Размещение и порядок расположения материалов - обработка
текучей среды посредством нетканых материалов
[00263] Для обработки потока текучей среды, проходящего в направлении z композитных материалов, образующих впитывающие сердцевины, слои из нетканых материалов в композитных материалах, образующих впитывающие сердцевины и раскрытых в данном документе, могут быть расположены так, что слои из NW, которые расположены на пути излияния/выделений, будут иметь больший объем пустот на обращенной к телу стороне или рядом с обращенной к телу стороной впитывающего материала, образующего впитывающую сердцевину, по сравнению с объемом пустот слоев из NW, которые расположены напротив стороны, обращенной к телу. Например, ссылаясь на фиг.17, можно указать, что слой 1704а и/или 1704b из нетканого материала может иметь больший объем пустот, чем слой 1704с из нетканого материала. Бóльшие объемы пустот в слоях из нетканых материалов, расположенных со стороны, обращенной к телу, обеспечивают обработку текучей среды из исходного сильного потока при излиянии текучей среды и распределение текучей среды в слое из нетканого материала. Соответствующие объемы пустот могут быть обеспечены посредством избирательного размещения NW и BNW и/или посредством избирательного увеличения объема слоев из NW и/или BNW.
Размещение и порядок расположения материалов - обеспечение
профиля капиллярности нетканых материалов
[00264] Капиллярность представляет собой показатель способности материала обеспечивать поток текучей среды через мелкие поры и каналы (капилляры) в данном материале. Капиллярность обеспечивает возможность прохождения текучей среды в направлениях x и y, что иногда упоминается как впитывание под действием капиллярных сил.
[00265] В соответствии с определенными аспектами капиллярность волокнистой сетки слоев из нетканых материалов может быть профилированной в их плоскости x-y. Такое профилирование может обеспечить более высокую капиллярность (по сравнению с зоной-«мишенью» при излиянии текучей среды) на краях композитного материала, образующего впитывающую сердцевину. Такая профилированная капиллярность обеспечивает непрерывный поток (непрерывное растекание) текучей среды по направлению к концам краев композитного материала, образующего впитывающую сердцевину, для его полного использования. В соответствии с некоторыми аспектами профилирование капиллярности может быть осуществлено посредством избирательного уплотнения и/или увеличения объема и/или повышения смачиваемости нетканых материалов, например, посредством плазменной обработки и/или обработки нетканых материалов коронным разрядом. В соответствии с определенными аспектами слои из нетканых материалов с более высокой капиллярностью размещены и/или расположены ближе к нижней части (противоположной по отношению к стороне, обращенной к телу) композитных материалов, образующих впитывающие сердцевины, для содействия впитыванию потока текучей среды в SAP в нижнем слое из впитывающего материала и для увеличения растекания текучей среды в пределах сердцевины по сравнению с растеканием текучей среды, которое происходило бы под действием только силы тяжести, посредством чего обеспечивается полное использование сердцевины во время применения композитного материала, образующего впитывающую сердцевину.
[00266] Один пример нетканого материала, имеющего профиль капиллярности, показан на фиг.16С, при этом части 1665, подвергнутые увеличению объема, имеют увеличенную капиллярность по сравнению с частями 1670, не подвергнутыми увеличению объема. Однако части 1670, не подвергнутые увеличению объема, имеют более высокую объемную плотность по сравнению с частями 1665, подвергнутыми увеличению объема, так что части 1670, не подвергнутые увеличению объема, могут легче предотвратить прохождение частиц SAP через нетканый материал, чем части 1665, подвергнутые увеличению объема.
[00267] При использование впитывание в SAP происходит под действием осмотического давления и является более медленным, чем более свободный поток текучей среды в волокнистых сетках, который обусловлен действием капиллярных сил или количеством движения текучей среды. Нетканый материал с более высокой поверхностной плотностью (или бóльшим объемом пустот) обеспечит возможность прохождения и растекания большего количества текучей среды в композитном материале, образующем сердцевину.
Иллюстративный композитный материал, образующий
впитывающую сердцевину
[00268] На фиг.25 показан иллюстративный композитный материал, образующий впитывающую сердцевину, в соответствии с настоящим раскрытием изобретения. Композитный материал MLC 2500, образующий впитывающую сердцевину, имеет сторону 2502, обращенную к телу, и заднюю сторону 2054, противоположную стороне 2502, обращенной к телу. MLC 2500 включает в себя три слоя из нетканого материала, включая слой 2510 из нетканого материала, слой 2512 из нетканого материала, слой 2514 из нетканого материала и слой 2516 из нетканого материала, и один слой 2520 из впитывающего материала.
[00269] Слой 2510 из нетканого материала может представлять собой слой из фильерного нетканого материала, тонкую бумагу или нетканый материал с отверстиями. В некоторых вариантах осуществления слой 2510 из нетканого материала не имеет структуры SMS и/или не включает в себя структуру SMS. Слой 2510 из нетканого материала может содействовать удерживанию частиц SAP в пределах MLC 2500. В определенных вариантах осуществления MLC 2500 не включает в себя самый верхний слой 2510 из нетканого материала.
[00270] Под слоем 2510 из нетканого материала расположен слой 2512 из нетканого материала. Слой 2512 из нетканого материала может представлять собой или включать в себя имеющий относительно высокую плотность, волокнистый слой из двухкомпонентных волокон. В вариантах осуществления, которые не включают в себя слой 2510 из нетканого материала, слой 2512 из нетканого материала может образовывать самый верхний слой композитного материала MLC 2500. В некоторых вариантах осуществления отсутствует слой (из нетканого материала или впитывающего материала), который расположен между слоем 2510 из нетканого материала и слоем 2512 из нетканого материала. Слой 2510 из нетканого материала может быть приклеен к слою 2512 из нетканого материала. В некоторых вариантах осуществления слой 2512 из нетканого материала представляет собой нетканый материал, не подвергнутый увеличению объема, или уплотненный нетканый материал, скрепленный сквозным пропусканием воздуха.
[00271] Под слоем 2512 из нетканого материала расположен слой 2514 из нетканого материала. Слой 2514 из нетканого материала может представлять собой или включать в себя имеющий относительно низкую плотность, волокнистый слой из двухкомпонентных волокон. То есть объемная плотность слоя 2514 из нетканого материала может быть ниже объемной плотности слоя 2412 из нетканого материала. Разница в плотности между слоями 2512 и 2514 из нетканого материала может быть результатом увеличения объема слоя 2514 из нетканого материала, уплотнения слоя 2512 из нетканого материала, выбора слоев из нетканых материалов, имеющих разные плотности, или комбинаций вышеуказанного. В некоторых вариантах осуществления отсутствует слой (из нетканого материала или впитывающего материала), который расположен между слоем 2512 из нетканого материала и слоем 2514 из нетканого материала. Слой 2512 из нетканого материала может быть приклеен к слою 2514 из нетканого материала. В некоторых вариантах осуществления слои 2512 и 2514 из нетканого материала представляют собой один единый волокнистый слой. В некоторых подобных вариантах осуществления слой 2512 из нетканого материала представляет собой выборочно уплотненную зону одного единого волокнистого слоя. В некоторых подобных вариантах осуществления слой 2514 из нетканого материала представляет собой выборочно подвергнутую увеличению объема зону одного единого волокнистого слоя.
[00272] Под слоем 2514 из нетканого материала расположен слой 2516 из нетканого материала. Слой 2516 из нетканого материала может представлять собой или включать в себя нетканый материал, уложенный воздухом, слой тонкой бумаги, нетканый материал со структурой SMS, фильерный нетканый материал или нетканый материал, скрепленный сквозным пропусканием воздуха. В определенных вариантах осуществления слой 2516 из нетканого материала представляет собой в целом впитывающий нетканый материал, такой как нетканый материал, уложенный воздухом. В некоторых вариантах осуществления отсутствует слой (из нетканого материала или впитывающего материала), который расположен между слоем 2514 из нетканого материала и слоем 2516 из нетканого материала. Слой 2514 из нетканого материала может быть приклеен к слою 2516 из нетканого материала.
[00273] Слой 2520 из впитывающего материала включает в себя частицы SAP или состоит из частиц SAP. Частицы SAP слоя 2520 из впитывающего материала помещены в слой 2514 из нетканого материала. В некоторых вариантах осуществления слой 2520 из впитывающего материала приклеен к волокнам слоя 2514 из нетканого материала. В других вариантах осуществления слой 2520 из впитывающего материала свободен от адгезива, и частицы слоя 2520 из впитывающего материала сцеплены/смешаны с волокнами слоя 2514 из нетканого материала. Частицы слоя 2520 из впитывающего материала расположены на расстоянии друг от друга в слое 2514 из нетканого материала и смешаны с волокнами слоя 2514 из нетканого материала. Как показано, MLC 2500 включает в себя полосу 2550, свободную от SAP, расположенную в центре между боковыми краями MLC 2500 и проходящую в продольном направлении вдоль MLC 2500.
[00274] MLC 2500 может быть изготовлен с ориентацией, показанной на фиг.25, посредством: укладки слоя 2516 из нетканого материала, наложения нетканого материала 2514 на нетканый материал 2516 и присоединения к нему посредством ламинирования, нанесения SAP в пределах слоя 2514 из нетканого материала, наложения нетканого материала 2512 на нетканый материал 2514 и присоединения к нему посредством ламинирования и наложения нетканого материала 2510 на нетканый материал 2512 и присоединения к нему посредством ламинирования. В других вариантах осуществления данная последовательность изменена на противоположную, так что процесс включает: укладку нетканого материала 2510, наложение нетканого материала 2512 на нетканый материал 2510 и присоединение к нему посредством ламинирования, наложение нетканого материала 2514 на нетканый материал 2512 и присоединение к нему посредством ламинирования, нанесение SAP в пределах нетканого материала 2514 и наложение нетканого материала 2516 на нетканый материал 2514 и присоединение к нему посредством ламинирования.
[00275] В некоторых вариантах осуществления объемные нетканые материалы из композитного материала MLC 2500, а именно нетканые материалы 2512 и 2514, образуют на месте, например, поверх нетканого материала, уложенного воздухом, а именно нетканого материала 2516, или поверх нетканого материала 2510 в зависимости от порядка изготовления. Например, двухкомпонентные волокна могут быть наложены на нетканый материал 2516, уложенный воздухом, (или на нетканый материал 2510) для формирования полотна из волокон. Зона более высокой плотности из двухкомпонентных волокон будет образована в нижней части наложенного полотна в результате осаждения волокон во время формирования полотна, при этом скопление двухкомпонентных волокон, имеющее более низкую плотность, будет образовано в верхней части наложенного полотна. Этот градиент плотности расположения двухкомпонентных волокон в наложенном полотне обеспечит образование слоя из двухкомпонентных волокон (слоя 2512), имеющего относительно высокую плотность и расположенного со стороны, обращенной к телу, и слоя из двухкомпонентных волокон (слоя 2514), имеющего относительно низкую плотность и расположенного со стороны, обращенной к предмету одежды. В некоторых вариантах осуществления слой из двухкомпонентных волокон (слой 2512), имеющий относительно высокую плотность и расположенный со стороны, обращенной к телу, расположен рядом с нетканым материалом 2516, уложенным воздухом. В других вариантах осуществления слой из двухкомпонентных волокон (слой 2514), имеющий относительно низкую плотность и расположенный со стороны, обращенной к телу, расположен рядом с нетканым материалом 2516, уложенным воздухом.
Комбинации различных слоев
[00276] Все различные варианты осуществления слоев и схем их расположения, раскрытые в данном документе, могут быть скомбинированы в различных комбинациях для получения различных композитных материалов, образующих впитывающие сердцевины, в соответствии с настоящим раскрытием изобретения. Композитные материалы, образующие впитывающие сердцевины и раскрытые в данном документе, могут включать в себя: один или более слоев из нетканого материала, имеющих разные толщину, ширину, длину, содержание SAP и распределение SAP между различными слоями (например, как показано и описано со ссылкой на фиг.4 и 4А-4М); один или более слоев из впитывающего материала с полосами, свободными от SAP, или без полос, свободных от SAP (например, как показано и описано со ссылкой на фиг.6А-9); один или более слоев из нетканого материала, имеющих прорези (например, как показано и описано со ссылкой на фиг.10); один или более слоев нескрепленных волокон (например, как показано и описано со ссылкой на фиг.13А-13С); один или более слоев из нетканого материала, или полностью, или частично подвергнутых увеличению объема (например, как показано и описано со ссылкой на фиг.15А-19В); один или более слоев из объемного нетканого материала, образованных на месте (например, как показано и описано со ссылкой на фиг.25), или любую комбинацию вышеуказанного. Любые такие композитные материалы, образующие впитывающие сердцевины, могут быть включены во впитывающее изделие, такое как показанные и описанные со ссылкой на фиг.1А-1F.
[00277] Некоторые варианты осуществления относятся к системе и/или процессам, предназначенным для образования любого из композитных материалов, образующих впитывающие сердцевины, или изделий, раскрытых в данном документе. Такие системы и/или процессы могут включать: один или более из элементов системы, показанной на фиг.5, один или более из элементов системы, показанной на фиг.11, один или более из элементов системы, показанной на фиг.12, один или более из элементов системы, показанной на фиг.14, один или более из элементов системы, показанной на фиг.20, один или более из элементов любого из устройств, показанных на фиг.20А-20С, один или более из элементов системы, показанной на фиг.21, один или более из элементов системы, показанной на фиг.23, один или более из элементов любой или всех из систем, показанных на фиг.23A-23E, один или более из элементов системы, показанной на фиг.24, или любую комбинацию вышеуказанного.
[00278] Важным преимуществом получающейся в результате структуры многих из композитных материалов, образующих впитывающие сердцевины и описанных в данном документе, является то, что композитный материал имеет увеличенную объемность (то есть он способствует комфорту и имеет более мягкие зоны) и увеличенное пустое пространство в сердцевине, которая в противном случае является плоской и не имеет значительного объема пустот. Увеличенный объем пустот служит для обеспечения пространства для временного удерживания текучей среды и перемещения текучей среды. Это пространство обеспечивает место для временного нахождения текучей среды в пределах сердцевины, в котором она будет находиться в течение нескольких секунд, которые требуются суперабсорбенту для активации и постоянной «блокировки» текучей среды. Пустоты или пространства также служат для направления текучей среды по каналам и содействуют распределению текучих экссудатов.
[00279] Вышеприведенные описания были представлены в целях иллюстрации и описания. Эти описания не предназначены для ограничения раскрытия изобретения или аспектов раскрытия изобретения конкретными раскрытыми композитными материалами и структурами, образующими впитывающие сердцевины, или изделиями, устройствами и процессами. Различные аспекты раскрытия изобретения предусмотрены для применений, отличных от применения в подгузниках и трусах, приучающих к горшку. Описанные структуры, образующие впитывающие сердцевины, также могут быть включены в другие предметы одежды или могут использоваться вместе с другими предметами одежды, текстильными материалами, тканями и тому подобным или комбинациями вышеуказанного. Описанные структуры, образующие впитывающие сердцевины, также могут также включать в себя различные компоненты. Кроме того, описанные композитные материалы, образующие впитывающие сердцевины, могут относиться к основам (например, композитным листам) таких композитных материалов, образующих сердцевины, перед индивидуализацией и включением таких композитных материалов, образующих впитывающие сердцевины, (в виде композитных материалов, образующих отдельные впитывающие сердцевины) в одноразовые впитывающие изделия. Эти и другие варианты раскрытия изобретения станут очевидными для специалиста с общей квалификацией в области техники, относящейся к соответствующим потребительским товарам, при наличии настоящего раскрытия изобретения. Следовательно, варианты и модификации, соответствующие вышеприведенным идеям и знаниям и умениям в соответствующей области техники, находятся в пределах объема настоящего раскрытия изобретения. Кроме того, варианты осуществления, описанные и проиллюстрированные в данном документе, предназначены для разъяснения наилучших вариантов реализации раскрытия изобретения на практике и для обеспечения возможности использования другими специалистами в данной области техники раскрытия изобретения и других вариантов осуществления с различными модификациями, которые требуются для конкретных случаев применения или использования настоящего раскрытия изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2015 |
|
RU2665448C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ВКЛЮЧАЮЩЕЕ ВПИТЫВАЮЩУЮ СЕРДЦЕВИНУ, ИМЕЮЩУЮ СВОБОДНУЮ ОТ МАТЕРИАЛА ЗОНУ, И ТРАНЗИТНЫЙ СЛОЙ, РАСПОЛОЖЕННЫЙ ПОД ВПИТЫВАЮЩЕЙ СЕРДЦЕВИНОЙ | 2010 |
|
RU2574923C2 |
| НОВЫЙ ВПИТЫВАЮЩИЙ ВНУТРЕННИЙ СЛОЙ | 2007 |
|
RU2442611C1 |
| ОДНОРАЗОВОЕ ВПИТЫВАЮЩЕЕ ГИГИЕНИЧЕСКОЕ ИЗДЕЛИЕ С ВЕРХНИМ ЛИСТОМ И ПРИНИМАЮЩИМ СЛОЕМ | 2018 |
|
RU2755120C1 |
| МНОГОСЛОЙНАЯ НЕТКАНАЯ СТРУКТУРА ДЛЯ ИСПОЛЬЗОВАНИЯ В КАЧЕСТВЕ КОМПОНЕНТА ОДНОРАЗОВЫХ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ | 2018 |
|
RU2757191C1 |
| ОДНОРАЗОВОЕ ВПИТЫВАЮЩЕЕ ГИГИЕНИЧЕСКОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ВПИТЫВАЮЩИЙ УЗЕЛ | 2018 |
|
RU2749062C1 |
| ВПИТЫВАЮЩЕЕ ТЕЛО ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2016 |
|
RU2672016C1 |
| ТРЕХМЕРНАЯ ФУНКЦИОНАЛЬНАЯ СТРУКТУРА | 2016 |
|
RU2720545C1 |
| НЕТКАНОЕ ПОЛОТНО «СПАНБОНД» ДЛЯ СОБИРАЮЩЕГО/РАСПРЕДЕЛИТЕЛЬНОГО СЛОЯ | 2017 |
|
RU2758538C2 |
| ТРЕХМЕРНЫЕ ФИГУРНЫЕ ФОРМЫ ДЛЯ ИСПОЛЬЗОВАНИЯ В ОДНОРАЗОВЫХ ВПИТЫВАЮЩИХ ИЗДЕЛИЯХ | 2016 |
|
RU2720695C1 |

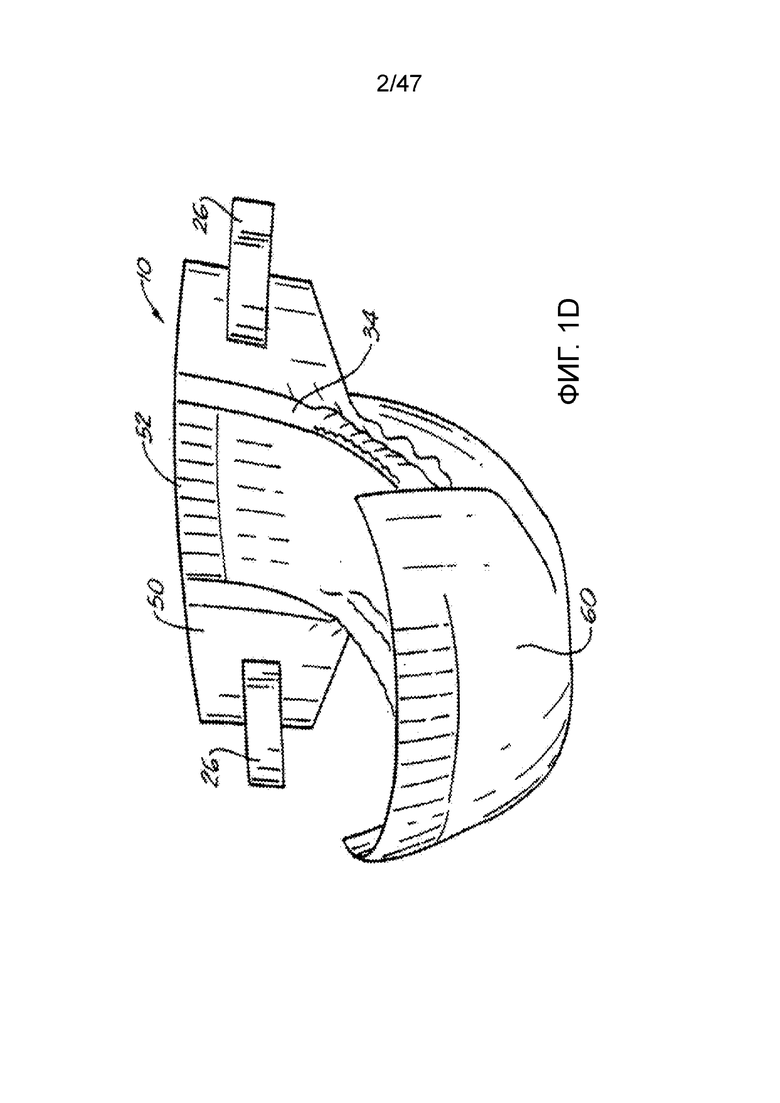





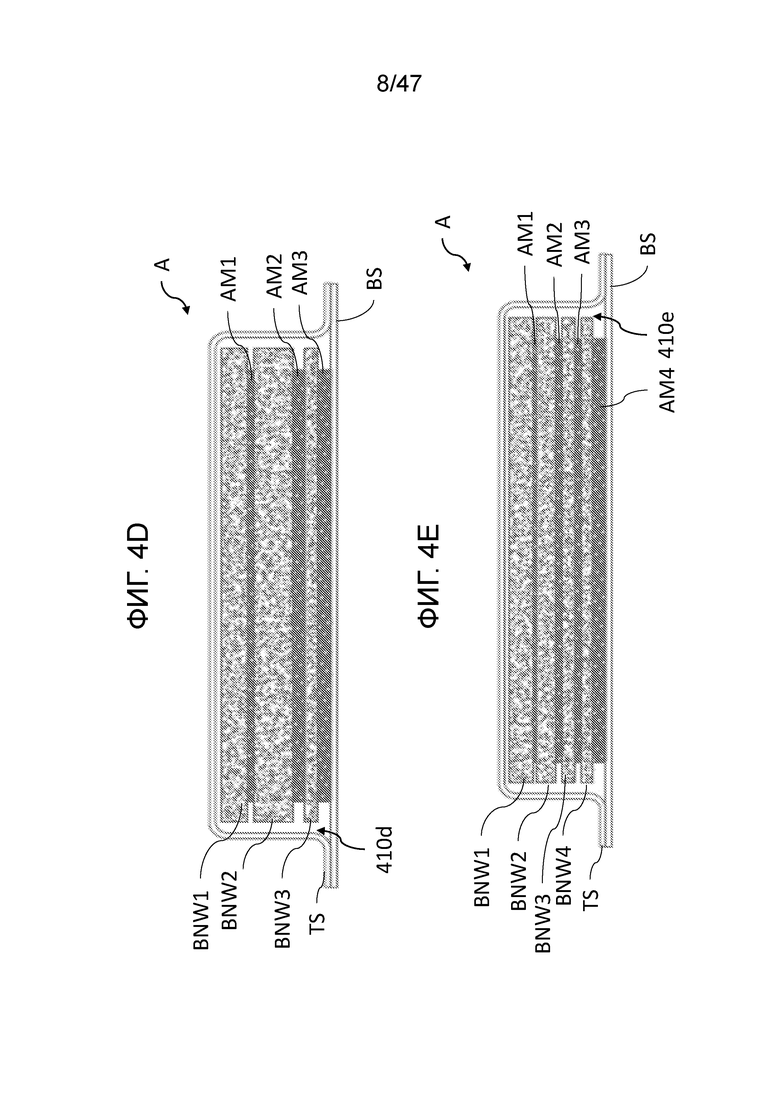
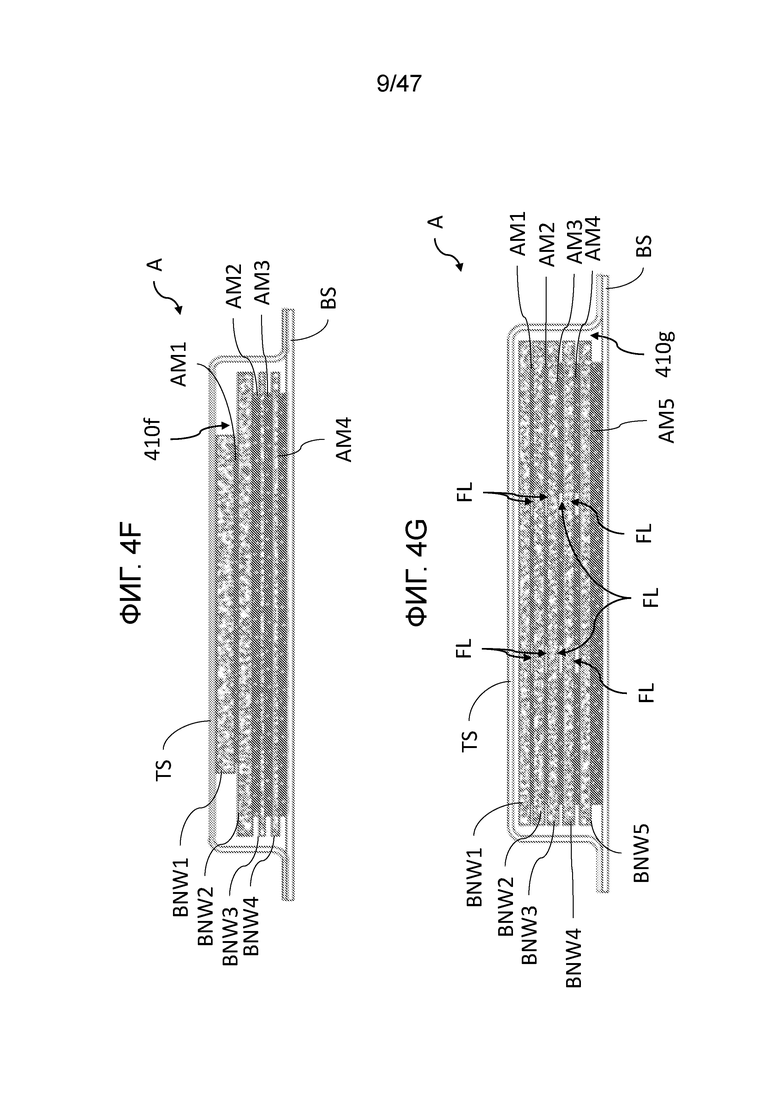


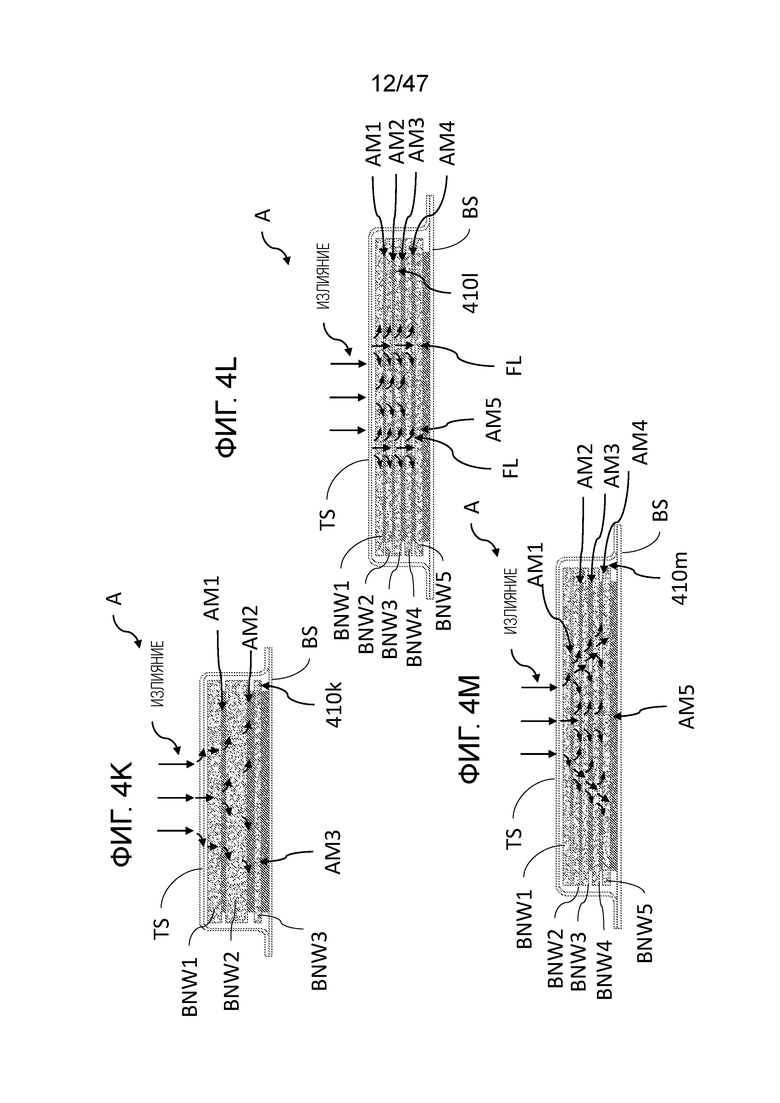






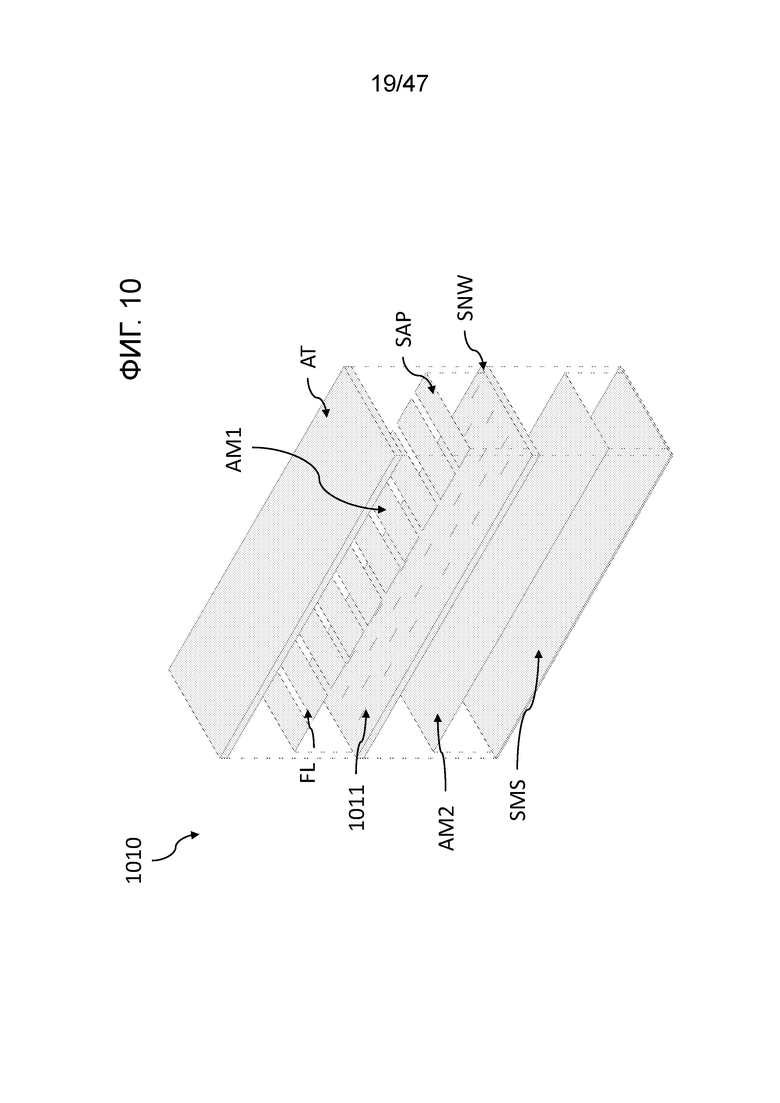

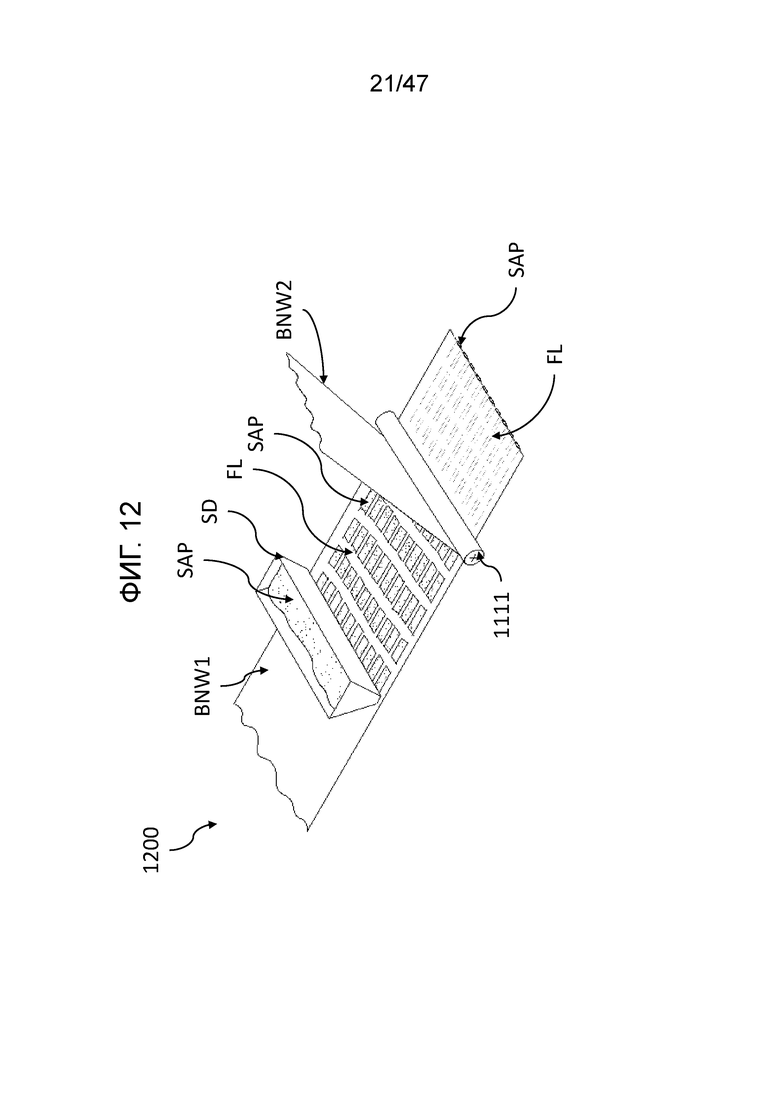



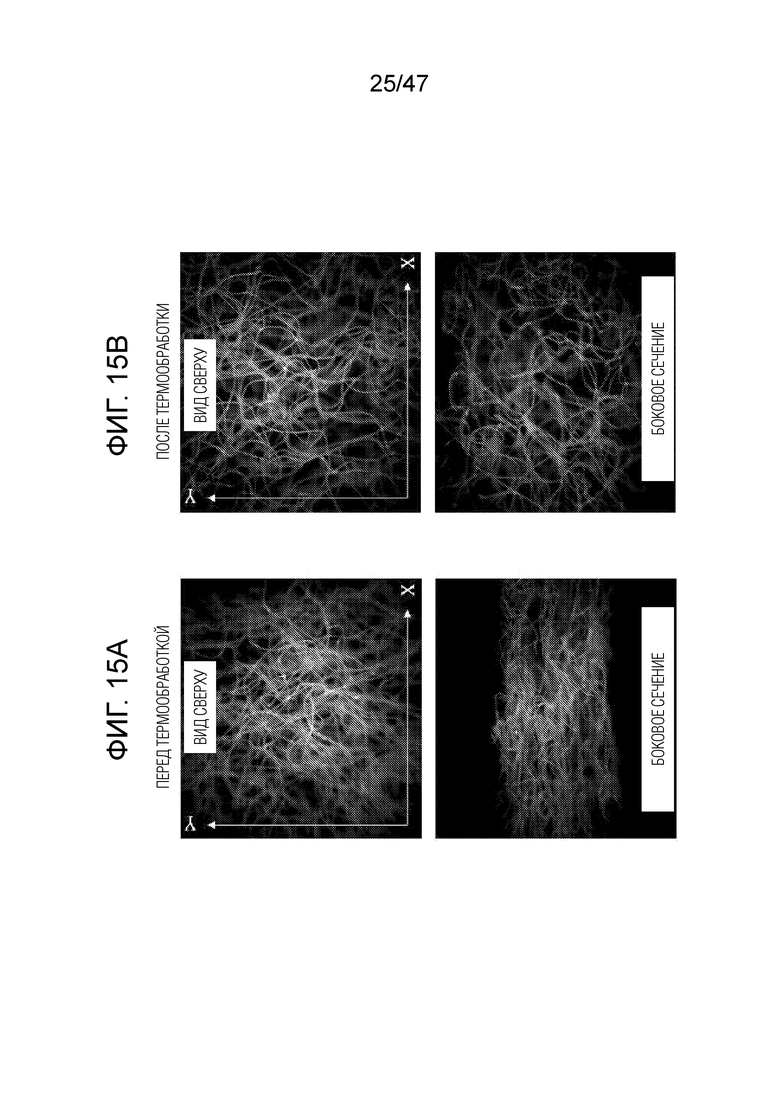

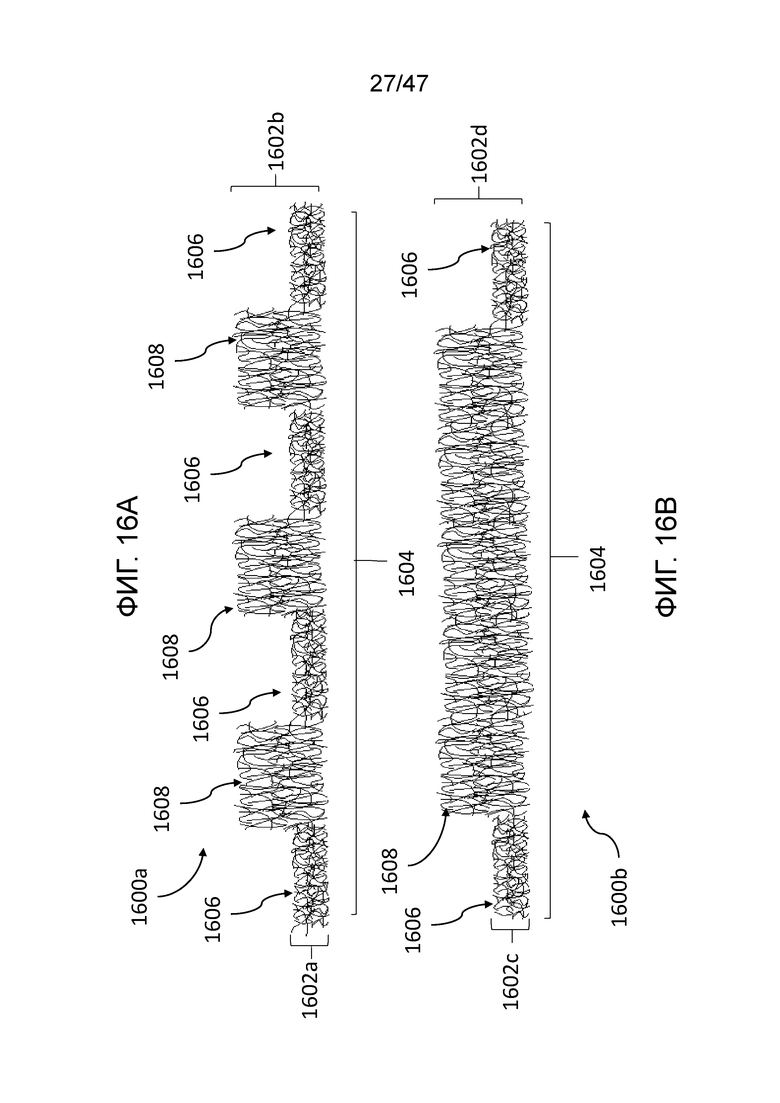




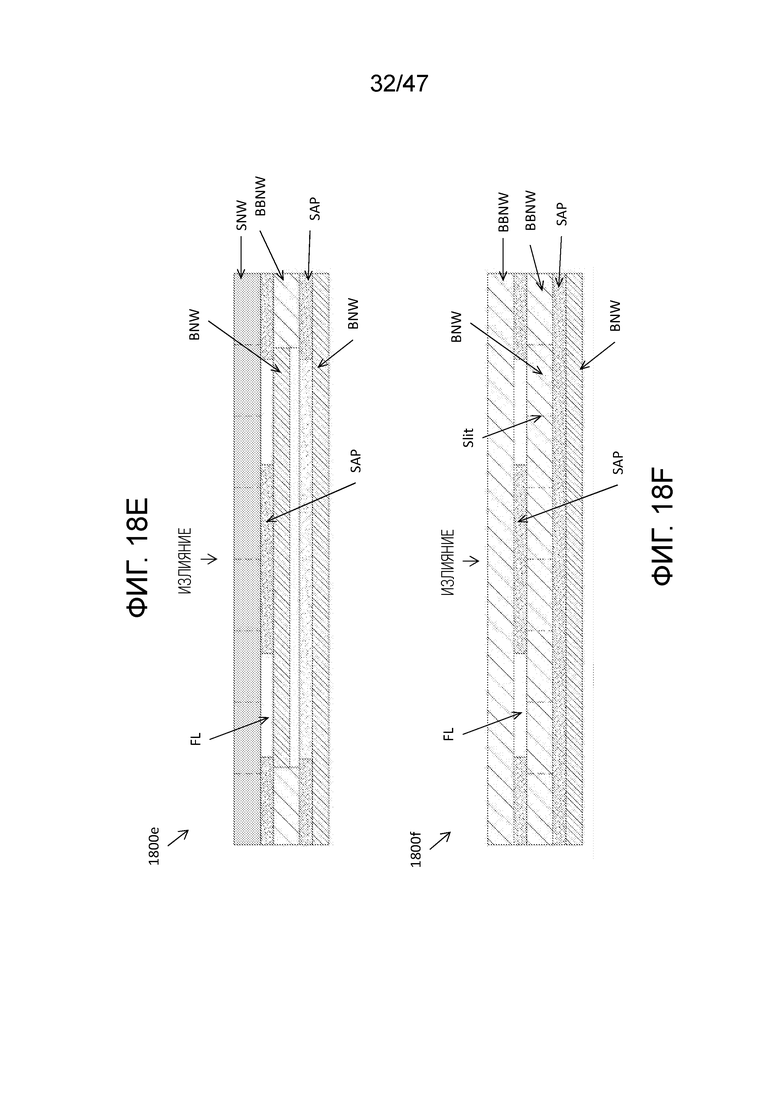



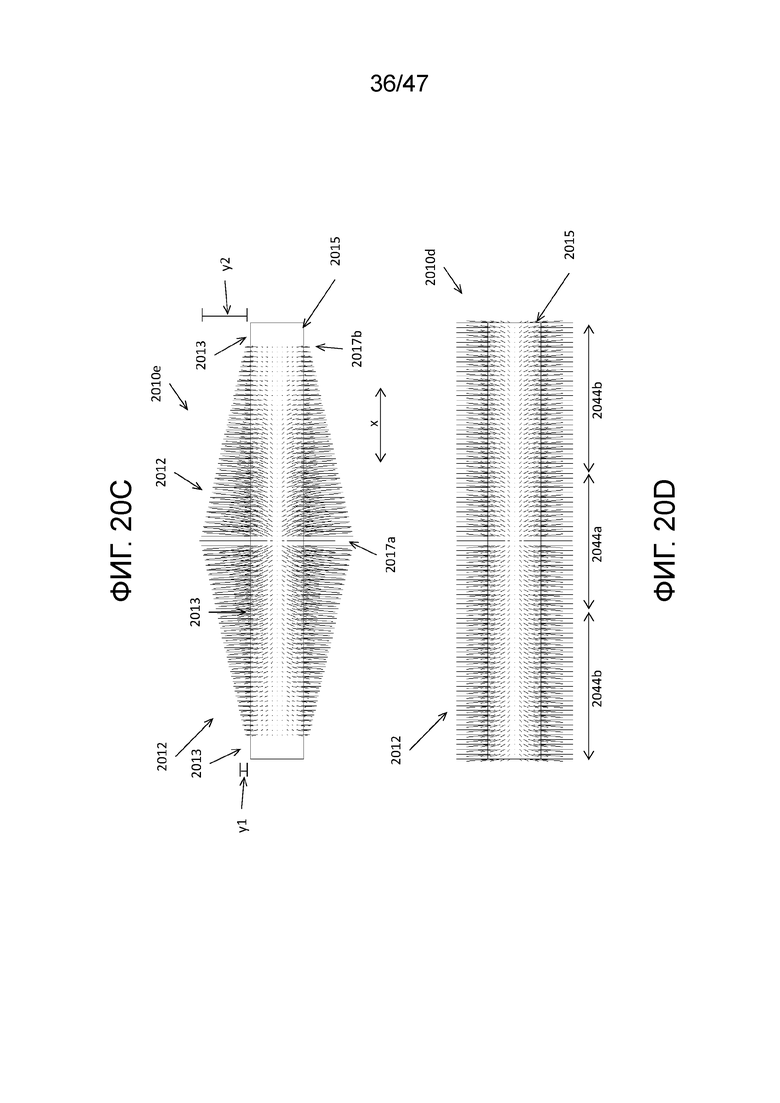







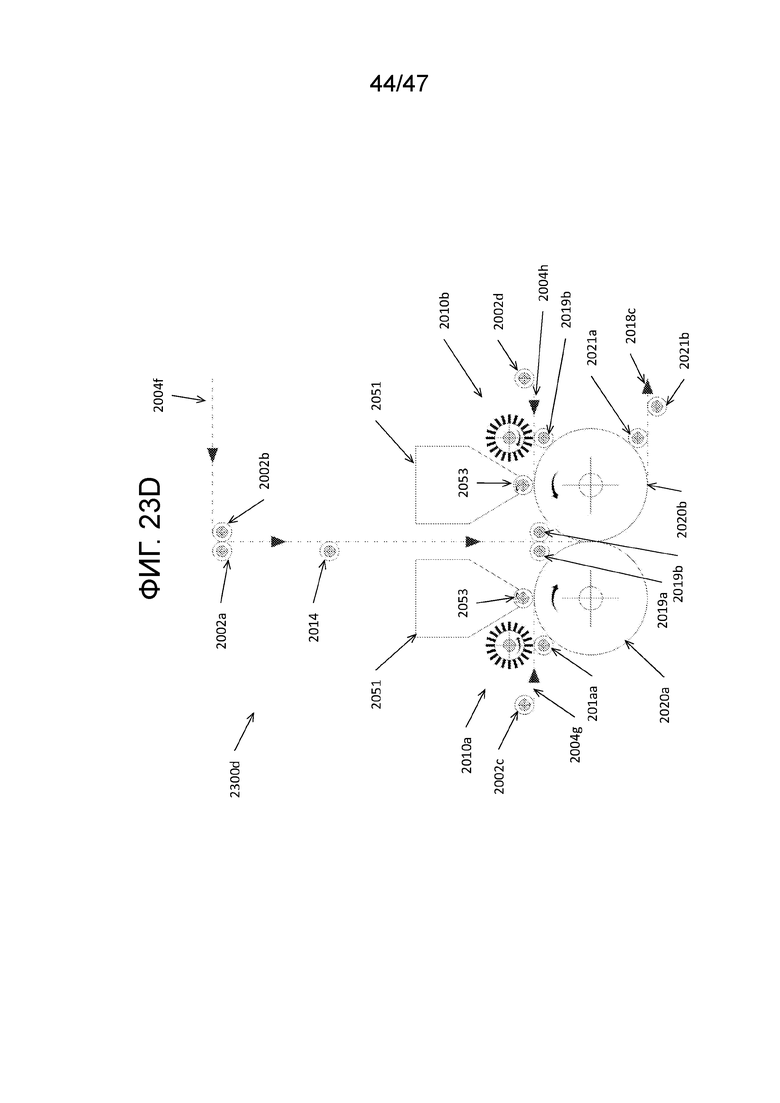

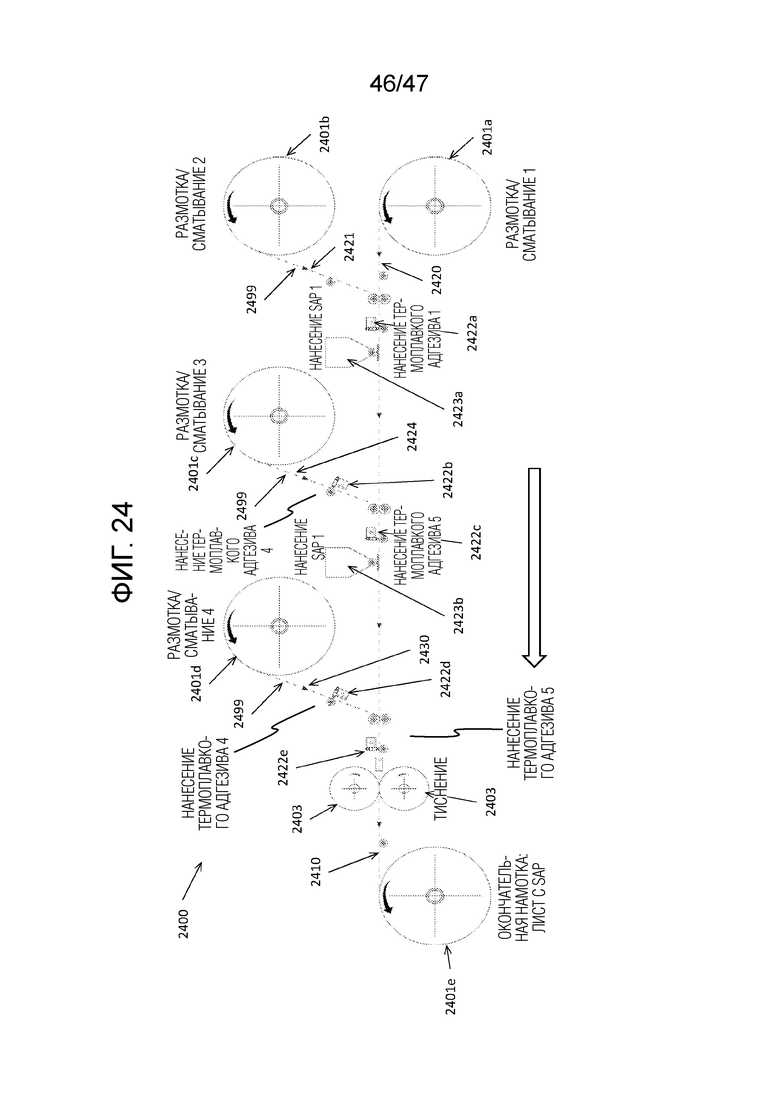

Изобретение относится к одноразовым впитывающим изделиям. Предложены усовершенствованные компоненты впитывающей сердцевины, включающие в себя множество слоев, выполненных с возможностью улучшения характеристик обработки текучих сред. Слои включают слои из впитывающего материала с полосами, свободными от впитывающего материала, или без таких полос. Слои также включают слои из нетканого материала, включающие в себя нетканые материалы, скрепленные сквозным пропусканием воздуха, нетканые материалы, подвергнутые увеличению объема, нетканые материалы с прорезями и объемные нетканые материалы. 2 н. и 29 з.п. ф-лы, 25 ил. 
1. Многослойная впитывающая сердцевина, при этом сердцевина содержит:
первый нетканый материал, размещаемый со стороны тела;
второй нетканый материал;
первый слой из впитывающего материала, расположенный между первым и вторым неткаными материалами, помещенный в первый нетканый материал, помещенный во второй нетканый материал, или их комбинации;
третий нетканый материал; и
второй слой из впитывающего материала, расположенный между вторым и третьим неткаными материалами, помещенный во второй нетканый материал, помещенный в третий нетканый материал, или их комбинаций; и
при этом первый слой из впитывающего материала содержит полосы, содержащие впитывающий материал, и полосы, свободные от впитывающего материала; и
при этом второй слой из впитывающего материала содержит полосы, содержащие впитывающий материал, и полосы, свободные от впитывающего материала.
2. Сердцевина по п.1, в которой первый нетканый материал, размещаемый со стороны тела, и второй нетканый материал содержат нетканые материалы, скрепленные сквозным пропусканием воздуха, и в которой третий нетканый материал содержит нетканый материал со структурой SMS.
3. Сердцевина по п.1, дополнительно содержащая:
четвертый нетканый материал; и
третий слой из впитывающего материала, расположенный между третьим и четвертым неткаными материалами, помещенный в третий нетканый материал, помещенный в четвертый нетканый материал, или их комбинации.
4. Сердцевина по п.2, дополнительно содержащая:
пятый нетканый материал; и
четвертый слой из впитывающего материала, расположенный между четвертым и пятым неткаными материалами, помещенный в четвертый нетканый материал, помещенный в пятый нетканый материал, или их комбинации.
5. Сердцевина по п.1, в которой каждый нетканый материал содержит нетканый материал со структурой SMS, нетканый материал, скрепленный сквозным пропусканием воздуха, объемный нетканый материал, нетканый материал с прорезями, нетканый материал, уложенный воздухом, объемный нетканый материал, подвергнутый увеличению объема, или фильерный нетканый материал.
6. Сердцевина по п.1, в которой первый и второй слои из впитывающего материала содержат полосы, свободные от впитывающего материала.
7. Сердцевина по п.6, в которой места расположения полос, свободных от впитывающего материала, в первом и втором слоях из впитывающего материала выровнены в направлении от стороны, обращенной к телу, к противоположной задней стороне сердцевины.
8. Сердцевина по п.6, в которой места расположения полос, свободных от впитывающего материала, в первом и втором слоях из впитывающего материала предусмотрены со смещением в направлении от стороны, обращенной к телу, к противоположной задней стороне сердцевины.
9. Сердцевина по п.1, в которой по меньшей мере два из первого, второго и третьего нетканых материалов различаются по ширине или толщине.
10. Сердцевина по п.9, в которой первый и второй нетканые материалы имеют большую толщину, чем третий нетканый материал, и в которой второй слой из впитывающего материала имеет большую толщину, чем первый слой из впитывающего материала.
11. Сердцевина по п. 1, в которой полосы, свободные от впитывающего материала, проходят в направлении CD.
12. Сердцевина по п.1, в которой полосы, свободные от впитывающего материала, проходят в направлении МD.
13. Сердцевина по п.1, в которой полосы, свободные от впитывающего материала, проходят по диагонали относительно как направления CD, так и направления MD.
14. Сердцевина по п.1, в которой полосы, свободные от впитывающего материала, образуют конфигурацию в виде решетки.
15. Сердцевина по п.1, в которой второй слой из впитывающего материала не имеет полос, свободных от впитывающего материала.
16. Сердцевина по п.1, в которой свободные от впитывающего материала полосы первого слоя из впитывающего материала проходят в направлении MD и в которой свободные от впитывающего материала полосы второго слоя из впитывающего материала проходят в направлении CD.
17. Сердцевина по п.1, дополнительно содержащая слой нескрепленных волокон, расположенный между первым и вторым неткаными материалами.
18. Сердцевина по п.1, в которой по меньшей мере один из нетканых материалов содержит объемный нетканый материал, подвергнутый увеличению объема.
19. Сердцевина по п.18, в которой второй нетканый материал представляет собой объемный нетканый материал, подвергнутый увеличению объема.
20. Сердцевина по п.19, в которой второй нетканый материал частично подвергнут увеличению объема и включает в себя полосы, подвергнутые увеличению объема, и полосы, не подвергнутые увеличению объема.
21. Сердцевина по п.20, в которой первый слой из впитывающего материала содержит полосы, содержащие впитывающий материал, и полосы, свободные от впитывающего материала.
22. Сердцевина по п.21, в которой полосы, содержащие впитывающий материал, совпадают с полосами, подвергнутыми увеличению объема, и полосы, свободные от впитывающего материала, совпадают с полосами, не подвергнутыми увеличению объема.
23. Сердцевина по п.21, в которой полосы, содержащие впитывающий материал, совпадают с полосами, не подвергнутыми увеличению объема, и полосы, свободные от впитывающего материала, совпадают с полосами, подвергнутыми увеличению объема.
24. Сердцевина по п.1, в которой по меньшей мере один из нетканых материалов представляет собой нетканый материал с прорезями.
25. Сердцевина по п.1, в которой по меньшей мере один из нетканых материалов включает в себя по меньшей мере одну зону низкой капиллярности и по меньшей мере одну зону высокой капиллярности, имеющую капиллярность, которая превышает капиллярность зоны низкой капиллярности.
26. Сердцевина по п.25, в которой зона низкой капиллярности расположена в центральной заданной зоне композитного материала и в которой зоны высокой капиллярности расположены с обеих сторон зоны низкой капиллярности.
27. Сердцевина по п.25, в которой нетканый материал, имеющий зоны низкой и высокой капиллярности, находится с задней стороны сердцевины, противоположной по отношению к стороне, обращенной к телу.
28. Многослойная впитывающая сердцевина, при этом сердцевина содержит:
первый нетканый материал, размещаемый со стороны тела;
второй нетканый материал;
первый слой из впитывающего материала, расположенный между первым и вторым неткаными материалами, помещенный в первый нетканый материал, помещенный во второй нетканый материал, или их комбинации;
третий нетканый материал; и
второй слой из впитывающего материала, расположенный между вторым и третьим неткаными материалами, помещенный во второй нетканый материал, помещенный в третий нетканый материал, или их комбинаций; причем второй нетканый материал частично подвергнут увеличению объема и включает в себя полосы, подвергнутые увеличению объема, и полосы, не подвергнутые увеличению объема.
29. Сердцевина по п.28, в которой первый слой из впитывающего материала содержит полосы, содержащие впитывающий материал, и полосы, свободные от впитывающего материала.
30. Сердцевина по п.29, в которой полосы, содержащие впитывающий материал, совпадают с полосами, подвергнутыми увеличению объема, и полосы, свободные от впитывающего материала, совпадают с полосами, не подвергнутыми увеличению объема.
31. Сердцевина по п.29, в которой полосы, содержащие впитывающий материал, совпадают с полосами, не подвергнутыми увеличению объема, и полосы, свободные от впитывающего материала, совпадают с полосами, подвергнутыми увеличению объема.
| US 20140276503 A1, 18.09.2014 | |||
| US 20110313384 A1, 22.12.2011 | |||
| US 20150080821 A1, 19.03.2015 | |||
| US 5466513 A, 14.11.1994 | |||
| US 5350370 A, 27.09.1994 | |||
| СИСТЕМА ВОССТАНОВЛЕНИЯ КОЖИ ПОСЛЕ ШЛИФОВКИ | 1998 |
|
RU2215507C2 |

