Изобретение относится к водонагревателям косвенного нагрева и может быть использовано в отопительных котлах для жилых, общественных и промышленных зданий и объектов при использовании косвенного нагрева воды для системы горячего водоснабжения.
Известно устройство для нагрева воды, включающее размещенный в корпусе из черной листовой стали спиральный нагревающий элемент, по которому циркулирует горячая вода из системы отопления. После закрепления спиральной трубки внутри цилиндрической части , емкость закрывают крышками и обваривают со всех сторон (RU, С2, № 2564739, 2015). Для увеличения срока службы нагревателей внутренняя поверхность листовой емкости покрывается специальной эмалью. Все известные методы покраски внутренних поверхностей указанных емкостей основаны либо на напылении эмали, либо на окунании детали в нее. После обваривания крышки сплошность покрытия в зоне, прилегающей к шву, нарушается на всем его протяжении, что негативно сказывается на коррозионной стойкости корпуса.
Недостатками известного решения являются возможность размещения нагревающего элемента внутри корпуса только перед обвариванием крышек емкости. Все операции по сборке корпуса водонагревателя, размещения нагревательного элемента, крепления боковых крышек корпуса и сварки соединительных швов трудно автоматизировать и они выполняются вручную. Кроме того, размещение нагревающего элемента внутри корпуса возможно только через отверстие большого диаметра.
Наиболее близким к заявленному способу является водонагреватель косвенного нагрева, предусматривающий применение нагревательного элемента идентичного конструкции элемента, используемому в заявленном способе (https://сosmo-frost.ru).
Однако данному решению присущи те же недостатки, имеющие место при изготовлении, обусловленные большим объемом ручных операций, высокой стоимостью работ (особенно по навивке нагревательного элемента и крепления этого элемента на корпусе) и трудностями автоматизации процесса изготовления бойлера косвенного нагрева, а также повышение коррозионной стойкости.
Задача, решаемая заявленным изобретением, заключается в том, что в любой готовый корпус, выполненный массовым промышленным способом при полной автоматизации (например, корпус электрического объемного водонагревателя с узкой горловиной), через горловину с использованием специального шаблона, вводится и навивается внутри бака спиральный нагревательный элемент. Все операции по навивке внутреннего нагревательного элемента – автоматизированы, повышают производительность в несколько раз и значительно снижают стоимость работ, поскольку не применяют ручной труд. Помимо этого увеличивается коррозионная устойчивость корпуса.
Технический результат, получаемый при реализации заявленного изобретения, достигается тем, что в способе изготовления водонагревателя, включающем размещение через монтажную горловину корпуса спирального нагревательного элемента внутри корпуса с патрубками для подачи холодной и отведения нагретой воды и последующее перекрытие крышкой монтажной горловины, нагревательный элемент, изготавливаемый из отожжённой нержавеющей трубки, навивается в виде замкнутой спирали внутри корпуса, для чего ее пропускают через зафиксированный в пространстве трубчатый шаблон с криволинейным окончанием в виде участка витка спирали, который размещен в донной части внутренней полости корпуса, свободный конец трубчатого нагревательного элемента фиксируют снаружи корпуса, после чего осуществляют вращение корпуса вокруг продольной его оси с одновременным линейным перемещением его вдоль своей продольной оси в направлении от закрепленного конца трубчатого нагревательного элемента с одновременной линейной подачей трубчатого нагревательного элемента вдоль шаблона.
В качестве нагревателя используют гофрированную трубку.
Свободные концы трубчатого нагревательного элемента фиксируют у монтажной горловины.
Заявленный способ отличается от наиболее близкого аналога, что свидетельствует о его соответствии условию «новизна».
Поскольку заявленное изобретение не противоречит известным законам физики и механики, что позволяет утверждать о его соответствии условию патентоспособности «промышленная применимость».
Из уровня техники не известен прием изготовления спирального нагревательного элемента внутри корпуса бойлера, что позволяет утверждать о соответствии заявленного способа условию патентоспособности «изобретательский уровень».
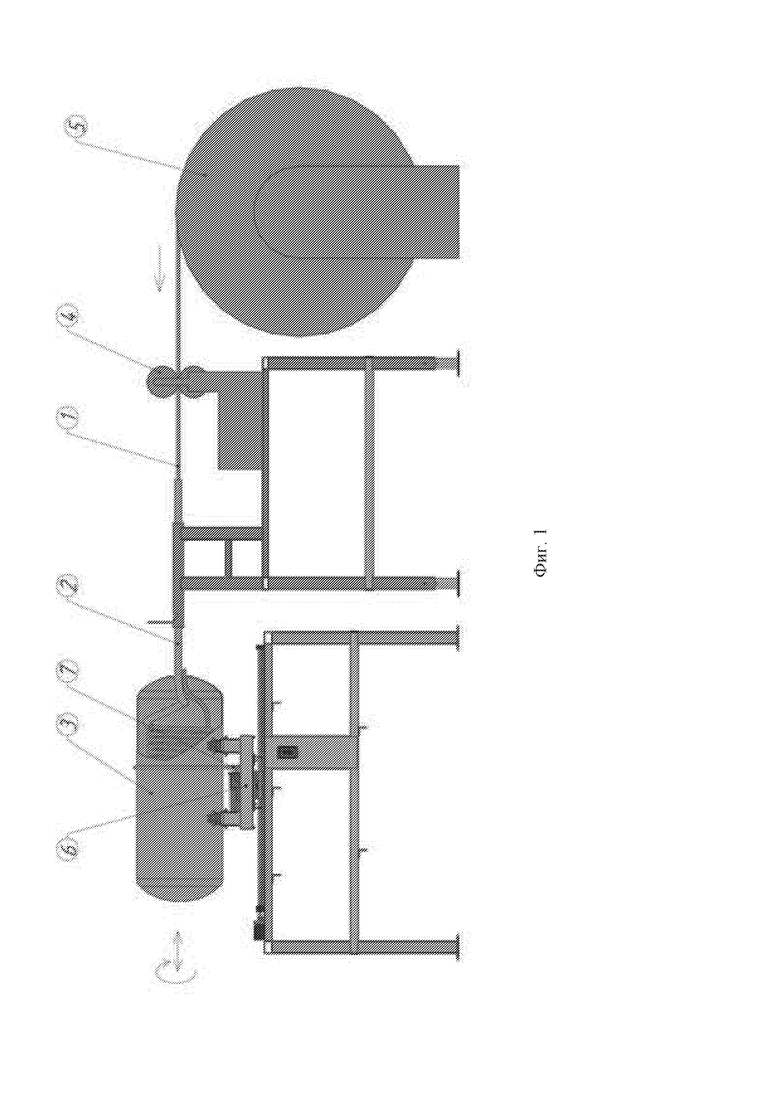
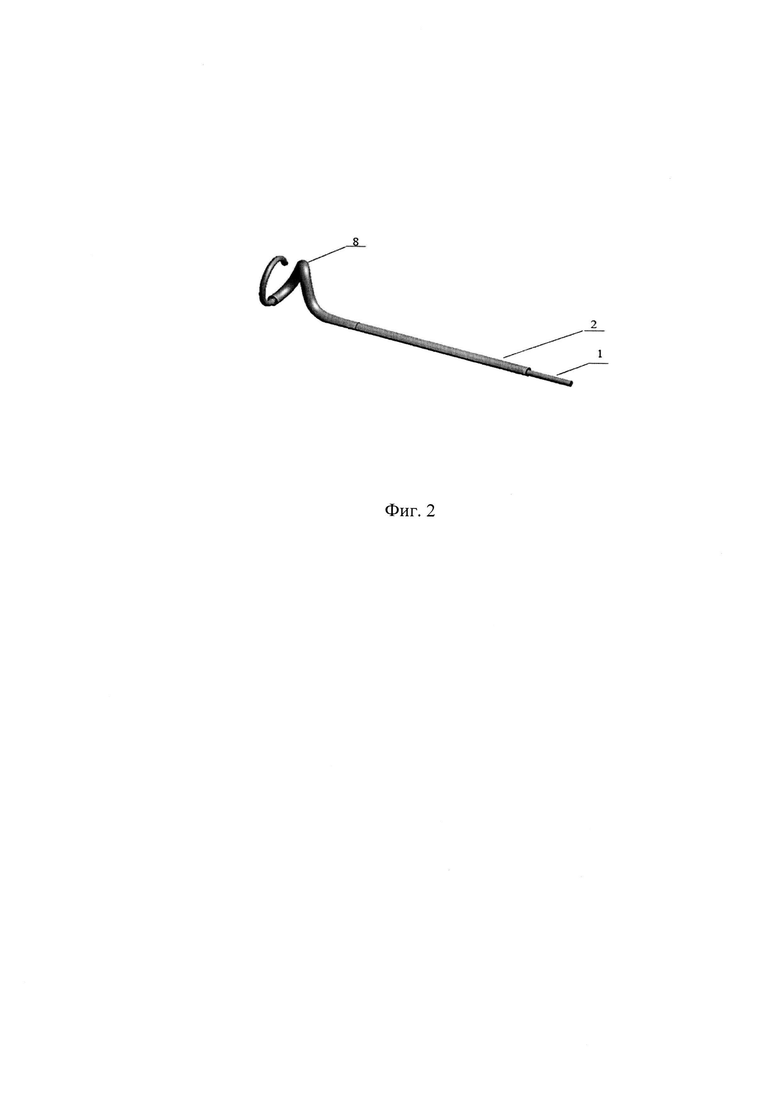
На фиг. 1 представлена принципиальная схема реализации способа; фиг. 2 - трубчатый шаблон, необходимый для изготовления спирального нагревательного элемента, с размещенной в нем трубкой.
На фиг. 1 обозначены:
1 - нержавеющая гофрированная трубка из нержавеющей стали;
2 - направляющий трубчатый шаблон;
3 - корпус бака водонагревателя;
4 – механизм, подающий гофрированную трубу в направляющий шаблон;
5 - бобина с гофрированной нержавеющей трубкой;
6 - механизм линейного перемещения бака;
7 - механизм вращения бака.
Способ изготовления нагревателя воды предполагает установку корпуса 3 устройства в обойме с возможностью линейного перемещения корпуса 3 вдоль его продольной оси и вращения его вокруг продольной оси, после чего внутрь корпуса 3 через узкую монтажную горловину помещают трубчатый шаблон 2, размещая его криволинейное окончание 8 в донной части корпуса 3. Внутри полости шаблона 2 предварительно размещают с возможностью продольного перемещения длинномерную гофрированную трубку 1 из отожженной нержавеющей стали, свободный конец которой выведен из внутренней полости корпуса 3 и зафиксирован у его горловины, после чего фиксируют пространственное положение шаблона 2.
Корпус 3 нагревателя фиксируют в обойме, после чего осуществляют его вращение вдоль продольной оси с одновременным линейным перемещением в направлении от хвостовика закрепленного шаблона 2, из которого выдвигается трубка 1, сматываемая с бобины 5, с помощью механизма подачи 4, формируя таким образом витки спирального нагревательного элемента у стенок корпуса 3.
При достижении криволинейным окончанием 8 шаблона 2 горловины корпуса 3 его вращение и линейное перемещение прекращают, шаблон 2 извлекают из корпуса 3 и извлекают наружу второй конец гофрированной трубки 1, после чего оба конца пропускают через отверстия крышки, которую затем закрепляют болтовыми соединениями к корпусу 1.
Концы гофрированной трубки могут быть выведены через предварительно сделанные отверстия в любом удобном месте корпуса через герметичные разъемы, при этом монтажная горловина закрывается глухой крышкой, закрепленной к корпусу болтовыми соединениями.
Для подвода холодной и отвода нагретой воды корпус 3 предварительно снабжают патрубками (не показаны).
Изобретение относится к водонагревателям косвенного нагрева и может быть использовано в отопительных котлах для жилых, общественных и промышленных зданий и объектов при использовании косвенного нагрева воды для системы горячего водоснабжения. Способ изготовления водонагревателя предусматривает изготовление замкнутого нагревательного спирального элемента из отожжённой нержавеющей трубки путем навивки его витков внутри корпуса, для чего трубку пропускают через зафиксированный в пространстве трубчатый шаблон с криволинейным окончанием в виде участка витка спирали. Криволинейный участок шаблона при этом размещают в донной части внутренней полости корпуса, свободный конец трубчатого нагревательного элемента фиксируют снаружи корпуса, после чего осуществляют вращение корпуса вокруг его продольной оси с одновременным линейным перемещением его вдоль своей продольной оси в направлении от закрепленного конца трубчатого нагревательного элемента с одновременной линейной подачей трубчатого нагревательного элемента вдоль шаблона. В качестве нагревателя используют гофрированную трубку. Свободные концы трубчатого нагревательного элемента фиксируют у монтажной горловины. Технический результат – повышение коррозионной устойчивости корпуса. 2 з.п. ф-лы, 2 ил.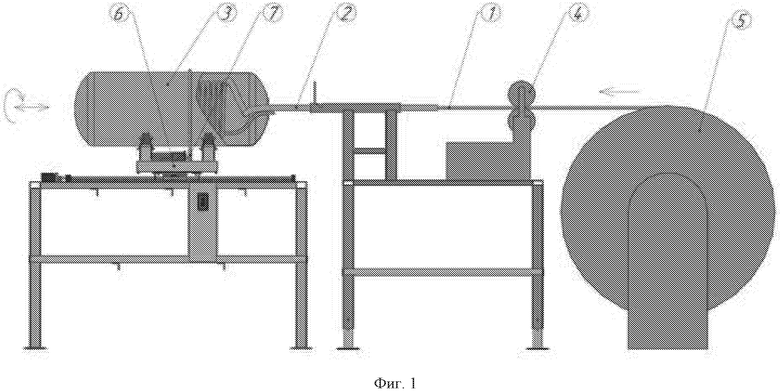
1. Способ изготовления водонагревателя, включающий размещение через монтажную горловину корпуса спирального нагревательного элемента внутри корпуса с патрубками для подачи холодной и отведения нагретой воды и последующее перекрытие крышкой монтажной горловины, отличающийся тем, что нагревательный элемент, изготавливаемый из отожжённой нержавеющей трубки, навивается в виде замкнутой спирали внутри корпуса, для чего ее пропускают через зафиксированный в пространстве трубчатый шаблон с криволинейным окончанием в виде участка витка спирали, который размещен в донной части внутренней полости корпуса, свободный конец трубчатого нагревательного элемента фиксируют снаружи корпуса, после чего осуществляют вращение корпуса вокруг продольной его оси с одновременным линейным перемещением его вдоль своей продольной оси в направлении от закрепленного конца трубчатого нагревательного элемента с одновременной линейной подачей трубчатого нагревательного элемента вдоль шаблона.
2. Способ изготовления водонагревателя по п. 1 отличающийся тем, что в качестве нагревателя используют гофрированную трубку.
3. Способ изготовления водонагревателя по п. 1 отличающийся тем, что свободные концы трубчатого нагревательного элемента фиксируют у монтажной горловины.
| Паровой котел | 1927 |
|
SU11309A1 |
| Глубинный инерционный насос | 1959 |
|
SU128292A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2502600C1 |
| ВОДОГРЕЙНЫЙ КОТЕЛ | 2011 |
|
RU2454612C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПРЕОБРАЗОВАТЕЛЯ СОПРОТИВЛЕНИЯ | 2012 |
|
RU2509989C2 |
| WO 2014115903 A1, 31.07.2014. | |||

