Изобретение касается способа переноса как нижней этикетки, так и круговой этикетки в форму для литья под давлением для изготовления отлитой под давлением детали, снабженной нижней этикеткой и круговой этикеткой, в частности, в виде емкости, при этом располагаются нижняя этикетка на торцевой стороне закладывающего пуансона, а круговая этикетка - на боковой стороне закладывающего пуансона, и укомплектованный как нижней этикеткой, так и круговой этикеткой закладывающий пуансон вводится в формовочное пространство формовочного инструмента, после чего выкладываются нижняя этикетка на дно формовочного пространства формовочного инструмента, а круговая этикетка - на боковую поверхность формовочного пространства формовочного инструмента, для заливки их полимерным материалом. Изобретение касается также, в частности, предназначенного для выполнения такого способа устройства для изготовления снабженной нижней этикеткой и круговой этикеткой, отлитой под давлением детали, в частности в виде емкости, имеющего формовочный инструмент, который имеет формовочное пространство, включающее в себя дно и боковую поверхность, а также имеющего вводимый в формовочное пространство формовочного инструмента закладывающий пуансон, который имеет торцевую сторону, предназначенную для нанесения на нее нижней этикетки, и имеет боковую сторону, предназначенную для нанесения на нее круговой этикетки.
Во многих случаях желательно снабжать изготовленные посредством литья под давлением полимерные формованные детали, такие как, напр., емкости, служащие для упаковки пищевых, вкусовых продуктов и тому подобного, как нижней, так и круговой этикеткой. Последние могут, напр., подобно барьерному слою, служить для повышения непроницаемости полимерной емкости для диффузии или же только носителями идентифицирующих упакованный продукт печатных изображений, так чтобы можно было обойтись без последующего нанесения этикеток на готовую формованную деталь. Изготовление снабженных такими этикетками, отлитых под давлением деталей происходит, как правило, таким образом, что этикетка вводится в формовочное пространство инструмента для литья под давлением, после чего она заливается пластифицированным полимерным материалом. После застывания полимерного материала отлитая под давлением формованная деталь, на которой находится прочно приставшая к ней этикетка, может выниматься из формовочного инструмента. Такие способы называются также «способами IML» (анг. In-Mould-Labeling, вплавление этикетки в форме).
Если формованная деталь должна снабжаться как нижней, так и круговой этикеткой, как это часто происходит, в частности, у упаковочных емкостей в виде стаканов, чашек или тому подобного, точное расположение этикетки в формовочном пространстве формовочного инструмента оказывается относительно сложным. Для этой цели, как правило, накладывается сначала нижняя этикетка на дно формовочного пространства, а затем круговая этикетка на боковую поверхность формовочного пространства формовочного инструмента, что часто происходит с помощью закладывающего пуансона, который имеет форму, комплементарную формовочному пространству формовочного инструмента и благодаря этому обеспечивает возможность точного прилегания каждой этикетки. Между тем, проявляется, в частности, тот недостаток, что для такого закладывания нижней и круговой этикетки поочередно в формовочный инструмент требуются два хода пуансона, которые, к тому же, требуют каждый, с одной стороны, нанесения нижней этикетки, с другой стороны, нанесения круговой этикетки на торцевую сторону или, соответственно, на боковую сторону закладывающего пуансона посредством надлежащих передаточных устройств. Следовательно, таким образом достижимы только сравнительно плохие продолжительности цикла.
Соответствующее относится к известному из JP 2012-091850 способу изготовления отлитой под давлением упаковочной емкости, которая снабжена круговой этикеткой, а также перекрывающей ее с внутренней стороны и склеенной с ней в перекрывающейся области нижней этикеткой. В соответствии с этим способом изготовления сначала плоская круговая этикетка, которая имеет длину больше, чем периметр покрываемой ею боковой поверхности емкости, сгибается с получением цилиндра, и эта цилиндрически согнутая круговая этикетка накладывается на периферийную поверхность открытого формовочного инструмента, так что она наталкивается на донный выступ формовочного инструмента, и ее цилиндрически согнутые, обращенные друг к другу стороны перекрываются за счет большей по сравнению с периметром емкости длины круговой этикетки. Затем нижняя этикетка посредством пуансона накладывается на дно формовочного инструмента таким образом, чтобы периферийная область нижней этикетки перекрывала нижний, обращенный к ней участок круговой этикетки с внутренней стороны, при этом нижняя этикетка в этой перекрывающейся области склеивается с круговой этикеткой. Затем в формовочный инструмент впрыскивается расплавленный жидкий термопласт для заливки нижней и круговой этикетки с образованием готовой емкости.
US 5053101 A описывает родственное устройство для изготовления отлитых под давлением деталей в виде емкостей, снабженных как нижней этикеткой, так и круговой этикеткой. Устройство включает в себя закладывающий пуансон, имеющий планарную торцевую сторону и примерно цилиндрическую или слегка коническую боковую сторону, которые имеют форму, комплементарную формовочному пространству инструмента для литья под давлением. Закладывающий пуансон как на торцевой стороне, так и на боковой стороне оснащен вакуумными устройствами, которые служат для того, чтобы одновременно комплектовать закладывающий пуансон как нижней, так и круговой этикеткой, вынимаемыми из соответствующего магазина посредством надлежащих передаточных устройств. Таким образом можно посредством одного единственного хода пуансона переносить обе этикетки в формовочное пространство формовочного инструмента и там выкладывать. Однако недостаток такого устройства заключается, в частности, с одной стороны в том, что не может достигаться покрытие посредством нижней и круговой этикетки всей поверхности формованной детали, так как в области соприкосновения двух этикеток, самое позднее, при выкладывании их в формовочное пространство формовочного инструмента происходит столкновение, если только размеры этих двух этикеток не выбраны таким образом, чтобы между ними оставался зазор. Последний, однако, не только заметен у готовой формованной детали и поэтому некрасив, но и может также приводить к тому, что во время заливки этикетки пластифицированный подъемный механизм проступает между двумя этикетками на (позднейшую) наружную сторону формованной детали, что, в свою очередь, приводит к немаловажному браку.
Аналогичные способы изготовления упаковочной емкости, снабженной как нижней, так и круговой этикеткой можно найти в JP 2014-046979 A, при этом, в свою очередь, с одной стороны, плоская круговая этикетка имеет длину больше, чем периметр покрываемой ею боковой поверхности емкости, так что ее обращенные друг к другу концы, когда она согнута с получением цилиндра и наложена на периферийную поверхность открытого формовочного инструмента, перекрываются. С другой стороны, нижняя этикетка имеет больший периметр, чем дно емкости, так что последняя перекрывает круговую этикетку по краю. Введение нижней и круговой этикетки в инструмент для литья под давлением происходит либо, аналогично упомянутой выше JP 2014-046979 A, поочередно посредством одного или нескольких, вдвигаемых в инструмент и подвергающихся воздействию пониженного давления пуансонов, или, аналогично описанной выше US 5053101 A, как нижняя, так и круговая этикетка наносятся на один и тот же пуансон и одновременно переносятся в формовочный инструмент, при этом, в свою очередь, упомянутая выше в связи с US 5053101 A проблема столкновения двух этикеток встает, самое позднее, тогда, когда они вместе выкладываются в формовочный инструмент для заливки их после этого пластифицированным полимерным материалом.
В EP 2232712 B1 можно найти способ закладывания нижней и круговой этикетки в формовочное пространство инструмента для литья под давлением, а также предназначенный для этого закладывающий пуансон, которые решают вышеназванную проблему таким образом, что обе этикетки, перекрываясь, выкладываются в формовочное пространство посредством одного единственного хода пуансона. При этом, в частности, нижняя этикетка размещается в формовочном пространстве таким образом, что она по краям перекрывает обращенный к ней периферийный край круговой этикетки с внутренней стороны, так что не только возможно покрытие посредством этикеток всей поверхности отлитой под давлением детали, но также при впрыскивании пластифицированного полимерного материала в формовочное пространство формовочного инструмента сначала заливается нижняя этикетка, а затем расплав полимерного материала через нижнюю этикетку попадает в контакт с круговой этикеткой, для заливки и этой этикетки. Таким образом может гарантированно предотвращаться проступание расплава полимерного материала между этикетками на (позднейшую) наружную или, соответственно, видимую сторону формованной детали. Однако недостатком является чрезвычайная сложность закладывающего пуансона, который имеет наружный пуансон для помещения круговой этикетки и внутренний пуансон для помещения нижней этикетки, при этом внутренний пуансон обладает возможностью осевого смещения относительно наружного пуансона. Обе части пуансона имеют форму, комплементарную формовочному пространство формовочного инструмента, при этом внутренний пуансон, в свою очередь, имеет планарную торцевую сторону для помещения нижней этикетки, а наружный пуансон - примерно цилиндрическую или слегка коническую боковую сторону для помещения круговой этикетки. Кроме того, обе части пуансона снабжены вакуумными устройствами. Хотя закладывание закладывающего пуансона, укомплектованного как нижней, так и круговой этикеткой, происходит посредством одного единственного хода пуансона, однако после введения закладывающего пуансона в формовочное пространство формовочного инструмента сначала должна выкладываться круговая этикетка на боковую поверхность формовочного пространства, после чего снабженный нижней этикеткой внутренний пуансон должен выдвигаться из наружного пуансона для выкладывания также нижней этикетки на дно формовочного пространства таким образом, чтобы она перекрывала обращенный к ней (нижний) край круговой этикетки с внутренней стороны. Это тоже может приводить к завышенным продолжительностям цикла.
Поэтому в основе изобретения лежит задача, просто и экономично усовершенствовать способ переноса как нижней этикетки, так и круговой этикетки в форму для литья под давлением для изготовления снабженной нижней этикеткой и круговой этикеткой, отлитой под давлением детали вышеназванного рода, а также, в частности, предназначенное для выполнения такого способа устройство для изготовления снабженной нижней этикеткой и круговой этикеткой, отлитой под давлением детали вышеназванного рода, в том отношении, чтобы можно было по меньшей мере частично устранить вышеназванные недостатки при обеспечении как можно более коротких продолжительностей цикла.
В отношении способа эта задача решается с помощью способа вышеназванного рода, который включает в себя следующие шаги:
- подготовка закладывающего пуансона, торцевая сторона которого имеет центральный участок и примыкающий радиально снаружи к центральному участку периферийный участок, при этом центральный участок в осевом направлении закладывающего пуансона выступает в направлении его свободного конца дальше, чем периферийный участок, так что поперечное сечение закладывающего пуансона по меньшей мере на периферийном участке его торцевой стороны сужается в направлении его свободного конца;
- нанесение нижней этикетки как на центральный участок, так и на периферийный участок торцевой стороны закладывающего пуансона, и нанесение круговой этикетки на боковую сторону закладывающего пуансона таким образом, чтобы круговая этикетка выдавалась за обращенный к торцевой стороне закладывающего пуансона конец боковой стороны закладывающего пуансона в направлении его свободного конца;
- введение укомплектованного нижней этикеткой и круговой этикеткой закладывающего пуансона в формовочное пространство формовочного инструмента;
- отсоединение круговой этикетки от боковой стороны закладывающего пуансона и наложение ее по меньшей мере на боковую поверхность формовочного пространства формовочного инструмента;
- отсоединение нижней этикетки от торцевой стороны закладывающего пуансона и наложение ее на дно формовочного пространства формовочного инструмента, при этом краевая область нижней этикетки откидывается с периферийного участка торцевой стороны закладывающего пуансона на дно формовочного пространства формовочного инструмента, так чтобы она перекрывала обращенный к ней край круговой этикетки с внутренней стороны; и
- выведение закладывающего пуансона из формовочного пространства формовочного инструмента.
Для решения проблемы, лежащей в основе изобретения, изобретение предусматривает у устройства вышеназванного рода, кроме того, что торцевая сторона закладывающего пуансона имеет центральный участок и примыкающий радиально снаружи к центральному участку периферийный участок, при этом центральный участок в осевом направлении закладывающего пуансона выступает в направлении его свободного конца дальше, чем периферийный участок, так что поперечное сечение закладывающего пуансона по меньшей мере на периферийном участке его торцевой стороны сужается в направлении его свободного конца.
Предлагаемый изобретением вариант осуществления, при выполненном очень просто и экономично, устойчиво к механическим воздействиям и нетребовательно к техническому обслуживанию закладывающем пуансоне позволяет одновременно при обеспечении точного позиционирования переносить как нижнюю этикетку, так и круговую этикетку посредством одного единственного хода пуансона в формовочный инструмент, где этикетки затем могут заливаться с образованием полимерной формованной детали. Благодаря периферийному отступанию назад торцевой стороны закладывающего пуансона, на которой помещается нижняя этикетка, относительно центрального участка торцевой стороны закладывающего пуансона, по меньшей мере периферийный край нижней этикетки деформируется вверх, когда она наносится на торцевую сторону закладывающего пуансона. Таким образом надежно предотвращается любое столкновение с круговой этикеткой, которая, со своей стороны, наносится на боковую сторону закладывающего пуансона таким образом, что она выдается за нее вниз, то есть в направлении торцевого свободного конца закладывающего пуансона. Следовательно, при введении в формовочное пространство формовочного инструмента закладывающего пуансона, укомплектованного как нижней этикеткой, так и круговой этикеткой, круговая этикетка попадает в желаемое положение на боковой поверхности формовочного пространства, при этом ее нижний, свободный край вдоль боковой поверхности формовочного пространства формовочного инструмента попадает вниз, при необходимости достигая периферийного края дна формовочного пространства (в зависимости от того, насколько далеко нижний край круговой этикетки выдается за боковую сторону закладывающего пуансона вниз в направлении его свободного конца) и при этом находится под нижней этикеткой, периферийный край которой, загнутый вверх, прилегает к периферийному участку торцевой стороны закладывающего пуансона. Итак, когда этикетки отсоединяются от закладывающего пуансона, то периферийный край нижней этикетки откидывается с периферийного участка торцевой стороны закладывающего пуансона вниз к дну формовочного пространства формовочного инструмента и при этом автоматически перекрывает (нижний) периферийный край круговой этикетки с внутренней стороны формовочного пространства, так что может достигаться покрытие формованной детали по всей поверхности, без образования при этом зазора между двумя этикетками, через который пластифицированный полимер после впрыскивания мог бы проступать в формовочное пространство. Благодаря перекрытию с внутренней стороны (т.е. обращенный к нижней этикетке край круговой этикетки у готовой формованной детали лежит сверху на обращенном к круговой этикетке крае нижней этикетки) при обычном впрыскивании расплава полимерного материала в центральную область дна формовочного пространства формовочного инструмента, кроме того, гарантируется, что пластифицированный полимер может течь через прилегающие друг к другу по краям этикетки, не проступая между этикетками.
В предпочтительно варианте осуществления предлагаемого изобретением способа может быть предусмотрено, чтобы круговая этикетка наносилась на боковую сторону закладывающего пуансона таким образом, чтобы ее боковая сторона выдавалась в направлении свободного конца закладывающего пуансона на расстояние, которое по меньшей мере соответствует осевому сдвигу между выступающим в осевом направлении в направлении свободного конца закладывающего пуансона центральным участком торцевой стороны закладывающего пуансона и наружным периметром периферийного участка торцевой стороны закладывающего пуансона или по меньшей мере превышает этот осевой сдвиг. Таким образом гарантируется достаточно перекрывающееся расположение нижней этикетки с внутренней стороны формовочного пространства формовочного инструмента над круговой этикеткой, при этом желаемая степень перекрытия может, в принципе, просто предварительно устанавливаться посредством выступающей части, на которую круговая этикетка выдается за боковую сторону закладывающего пуансона в направлении его торцевого свободного конца, когда она нанесена на боковую сторону закладывающего пуансона.
Нижняя этикетка должна наноситься предпочтительно по существу на всю торцевую сторону закладывающего пуансона, включая ее периферийный участок, при этом она должна наноситься по меньшей мере на периферийную часть периферийного участка закладывающего пуансона, чтобы иметь возможность деформироваться вверх и при закладывании в формовочное пространство формовочного инструмента «откидываться вниз». Однако даже тогда, когда нижняя этикетка несколько меньше, чем вся торцевая сторона закладывающего пуансона, и распространяется только по некоторой части ее отступающего назад периферийного участка, это может компенсироваться за счет другой выступающей части круговой этикетки от боковой стороны закладывающего пуансона в направлении торцевой стороны, без обязательной необходимости применения закладывающего пуансона, имеющего другую геометрию. Перекрывающаяся область этикетки «гуляет» в этом случае от нижнего бокового участка формованной детали в направлении ее дна. Следовательно, один единственный закладывающий пуансон может применяться для аналогичных заготовок нижней и круговой этикетки.
Что касается варианта осуществления формовочного инструмента предлагаемого изобретением устройства, то дно формовочного пространства формовочного инструмента может, например, иметь по существу плоскую протяженность, как это, в частности, обычно бывает в случае изготовления отлитых под давлением емкостей, чтобы служить для хорошей устойчивости емкостей. Но вместо этого, по желанию, разумеется, возможно также, чтобы дно формовочного пространства формовочного инструмента, со своей стороны, было выполнено корытообразным и имело распространяющуюся от центральной области по периферии наискосок вверх периферийную область, при этом следует только позаботиться о том, чтобы осевое расстояние между самой низкой точкой центральной области дна формовочного пространства и наружным периметром его периферийной области было меньше, чем осевой сдвиг между выступающим в осевом направлении в направлении свободного конца закладывающего пуансона центральным участком торцевой стороны закладывающего пуансона и наружным периметром периферийного участка торцевой стороны закладывающего пуансона, чтобы нижняя этикетка при выкладывании на дно формовочного пространства по периферии периферийным участком торцевой стороны закладывающего пуансона вниз на дно формовочного пространства и круговая этикетка, перекрываясь по краям, могла «откидываться вниз». Другими словами, возможная кривизна или конусность дна формовочного пространства формовочного инструмента должна быть меньше, чем кривизна или конусность торцевой стороны закладывающего пуансона.
Кроме того, может оказаться предпочтительным, если переход между боковой поверхностью формовочного пространства формовочного инструмента и его дном закруглен, причем это закругление, в частности, имеет радиус по меньшей мере 1 мм, предпочтительно по меньшей мере 2 мм. Таким образом можно просто вдвигать круговую этикетку, в зависимости от желаемой выступающей части, выдаваясь которой, она нанесена на боковую сторону закладывающего пуансона в направлении его торцевого свободного конца, ее обращенным к нижней этикетке (выдающимся за боковую сторону закладывающего пуансона) краем за боковую поверхность формовочного пространства до периферийного участка дна формовочного пространства, при этом она может чисто деформироваться или, соответственно, загибаться вдоль закругленного перехода между боковой поверхностью и дном формовочного пространства, не наталкиваясь на дно и не блокируясь и/или не получая там повреждения.
Что касается геометрического варианта осуществления закладывающего пуансона, то, прежде всего, его боковая поверхность собственно известным образом может быть выполнена по существу комплементарно боковой поверхности формовочного пространства формовочного инструмента, чтобы служить для простого и точного позиционирования круговой этикетки в формовочном пространстве при ее выкладывании. При этом боковая сторона закладывающего пуансона может, в принципе, иметь практически любую форму и, напр., иметь по существу форму боковой поверхности цилиндра (не обязательно круглую цилиндрическую), при этом его поперечное сечение в области его боковой стороны может быть выполнено, напр., круглым, овальным, многоугольным или тому подобным и по меньшей мере сужаться, в частности в направлении его торцевой стороны, чтобы обычным образом служить для простого извлечения готовой формованной детали из формы.
Торцевая сторона закладывающего пуансона, которая в соответствии с изобретением имеет центральный участок и примыкающий радиально снаружи к центральному участку периферийный участок, при этом центральный участок в осевом направлении закладывающего пуансона выступает в направлении его свободного конца дальше, чем периферийный участок, так что поперечное сечение закладывающего пуансона по меньшей мере на периферийном участке его торцевой стороны сужается в направлении его свободного конца, может быть, например, по существу выпукло изогнуто и иметь плавный переход ее центрального участка в ее периферийный участок. Вместо этого может быть также предпочтительным, если центральная область торцевой стороны закладывающего пуансона выполнена по существу плоско (иначе говоря, напр., примерно комплементарно соответствующему участку дна формовочного пространства формовочного инструмента, когда закладывающий пуансон смещен внутрь него), и примыкающий к ней радиально снаружи периферийный участок по существу конически сужен или выпукло изогнут. Разумеется, возможны другие варианты осуществления, при которых поперечное сечение закладывающего пуансона по меньшей мере на периферийном участке его торцевой стороны сужается в направлении его свободного конца, так что торцевая сторона закладывающего пуансона по периферии отступает назад относительно своего центрального участка.
Как, собственно, известно из уже упомянутого уровня техники, в предпочтительно варианте осуществления предлагаемого изобретением способа может быть предусмотрено, что нижняя этикетка для ее нанесения на торцевую сторону закладывающего пуансона присасывается по меньшей мере к периферийному участку торцевой стороны закладывающего пуансона, в частности, как к периферийному участку, так и к центральному участку торцевой стороны закладывающего пуансона, и/или круговая этикетка для ее нанесения на боковую сторону закладывающего пуансона может предпочтительно присасываться к боковой стороне закладывающего пуансона, так что закладывающий пуансон способен одновременно гарантированно и без смещения нести на себе как нижнюю этикетку, так и круговую этикетку, для выкладывания их в формовочное пространство формовочного инструмента.
Кроме того, в предпочтительном варианте осуществления может быть предусмотрено, чтобы для выкладывания нижней этикетки на дно формовочного пространства формовочного инструмента и откидывания ее краевой области с периферийного участка торцевой стороны закладывающего пуансона на дно формовочного пространства давление присасывания прерывалось, или на нижнюю этикетку по меньшей мере на периферийном участке торцевой стороны закладывающего пуансона, в частности как на периферийном участке, так и на центральном участке торцевой стороны закладывающего пуансона, подавалось, избыточное давление, и/или для выкладывания круговой этикетки на боковую поверхность формовочного пространства формовочного инструмента давление присасывания может прерываться, или на круговую этикетку может также дополнительно подаваться, в частности небольшое, избыточное давление, для получения безукоризненного отсоединения этикетки от закладывающего пуансона и выкладывания ее в предусмотренном положении в формовочном пространстве формовочного инструмента.
Альтернативно или дополнительно к последнему варианту осуществления может быть, кроме того, предпочтительно предусмотрено, чтобы для выкладывания нижней этикетки на дно формовочного пространства формовочного инструмента и откидывания ее краевой области с периферийного участка торцевой стороны закладывающего пуансона на дно формовочного пространства и/или для выкладывания круговой этикетки на боковую поверхность формовочного пространства формовочного инструмента нижняя этикетка и/или круговая этикетка присасывалась или, соответственно, присасывались к стенке формовочного пространства формовочного инструмента или электростатически притягивалась или, соответственно, притягивались к стенке формовочного пространства формовочного инструмента. Это может быть удобно не только для безукоризненной и точной передачи этикетки с закладывающего пуансона в формовочное пространство формовочного инструмента, но и в отношении точного по положению и без соскальзывания удерживания этикетки или, соответственно, этикеток во время впрыскивания пластифицированного полимерного материала в формовочное пространство формовочного инструмента, во время которого может, в частности, поддерживаться присасывание или электростатическое притяжение этикетки/этикеток к ограничивающей формовочное пространство стенке формовочного инструмента. В первом случае формовочный инструмент может быть оснащен впадающими в его формовочное пространство отверстиями для подачи пониженного давления; в последнем случае каждая этикетка, напр., перед нанесением на закладывающий пуансон или, в частности, в уже нанесенном на закладывающий пуансон состоянии может электростатически заряжаться, и/или она электростатически заряжается в формовочном пространстве формовочного инструмента, так что вследствие разности электрического потенциала она «приклеивается» к стенке (стенкам) формовочного инструмента, ограничивающей (ограничивающим) формовочное пространство.
В отношении устройства в предпочтительном варианте осуществления может быть, следовательно, предусмотрено, что
- по меньшей мере периферийный участок торцевой стороны закладывающего пуансона, в частности, как периферийный участок, так и центральный участок торцевой стороны закладывающего пуансона, и/или
- боковая сторона закладывающего пуансона
снабжена/снабжены присасывающими отверстиями, которые могут подсоединяться к генератору пониженного давления. При этом, напр., присасывающие отверстия торцевой стороны закладывающего пуансона или, соответственно, присасывающие отверстия боковой стороны закладывающего пуансона могут впадать в один общий или каждые в собственный всасывающий канал закладывающего пуансона, который (каждый из которых) может подсоединяться к генератору пониженного давления.
В этой связи пониженное давление, создаваемое посредством генератора пониженного давления, целесообразным образом может подключаться и отключаться, чтобы можно было безукоризненно отсоединять этикетку или, соответственно, этикетки от закладывающего пуансона и выкладывать в формовочное пространство формовочного инструмента. Кроме того, генератор пониженного давления может быть, в частности, выполнен также для генерации так же подключаемого и отключаемого повышенного давления, так чтобы этикетка или, соотв., этикетки могли гарантированно отсоединяться от закладывающего пуансона для выкладывания в формовочное пространство формовочного инструмента.
В то время как геометрические вариант осуществления присасывающих отверстий может быть, в принципе, любым, может оказаться предпочтительным, если по меньшей мере некоторые присасывающие отверстия по существу в виде щелей распространяются от центрального участка торцевой стороны закладывающего пуансона радиальной компонентой протяженности наружу по меньшей мере по некоторой части периферийного участка торцевой стороны закладывающего пуансона, чтобы периферийная область нижней этикетки безукоризненно прилегала вверху к периферийному участку торцевой стороны закладывающего пуансона, когда нижняя этикетка наносится на торцевую сторону закладывающего пуансона, и обе этикетки переносятся в формовочное пространство формовочного инструмента.
Кроме того, может быть предпочтительно, если используется или, соответственно, используются по меньшей мере нижняя этикетка, в частности, как нижняя этикетка, так и круговая этикетка из упругого материала. Такой вариант осуществления может быть, в частности, предпочтителен для нижней этикетки, периферийная краевая область которой благодаря ее способности упругого восстановления примерно плоской протяженности самостоятельно откидывается вниз в направлении дна формовочного пространства формовочного инструмента, когда она отсоединяется от торцевой стороны закладывающего пуансона, на периферийный участок которого она ранее была загнута вверх при упругой деформации, и выкладывается в формовочное пространство формовочного инструмента.
Другие признаки и преимущества изобретения вытекают из последующего описания одного из примеров осуществления со ссылкой на чертежи. При этом показано:
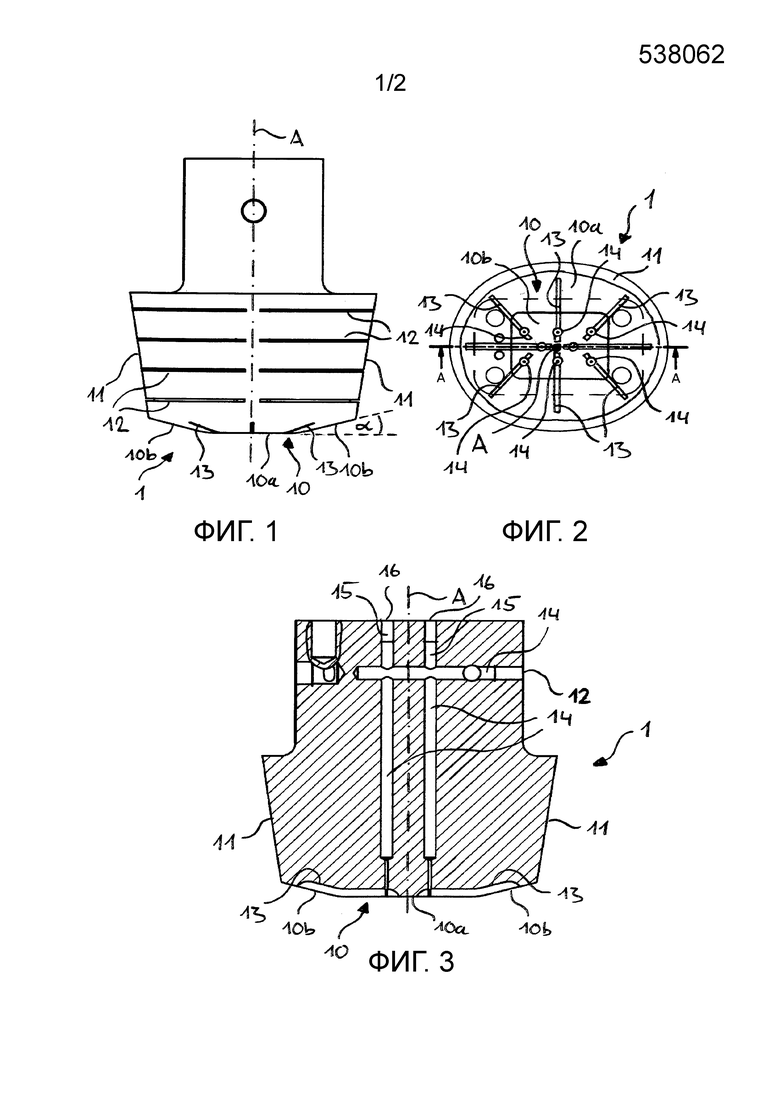
фиг. 1: схематичный вид сбоку одного из вариантов осуществления предлагаемого изобретением закладывающего пуансона;
фиг. 2: схематичный вид в плане нижней на фиг. 1 торцевой стороны закладывающего пуансона в соответствии с фиг. 1;
фиг. 3: схематичный вид сечения закладывающего пуансона в соответствии с фиг. 1 и 2 по плоскости A-A сечения фиг. 2;
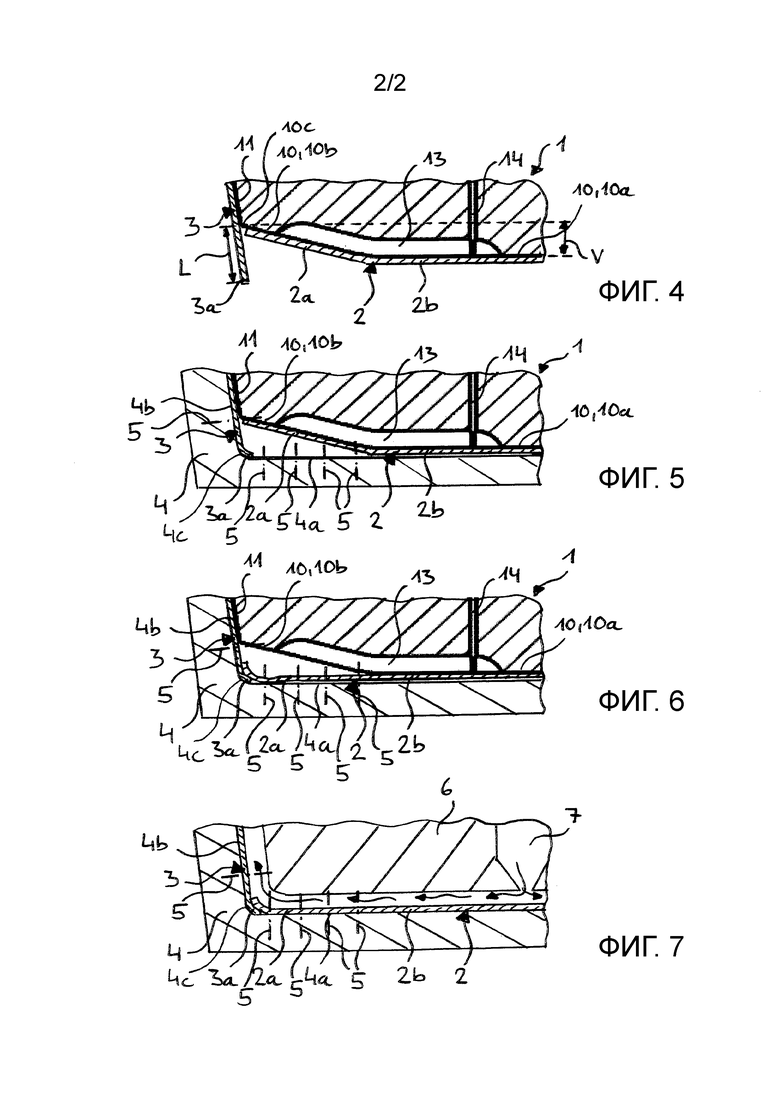
фиг. 4: схематичный детальный вид закладывающего пуансона в соответствии с фиг. 1-3 в области перехода его торцевой стороны и его боковой стороны, которые были снабжены нижней или, соответственно, круговой этикеткой;
фиг. 5: соответствующий фиг. 4 детальный вид закладывающего пуансона, после того как он был введен в формовочное пространство формовочного инструмента;
фиг. 6: соответствующий фиг. 4 и 5 детальный вид закладывающего пуансона непосредственно после выкладывания с перекрытием друг друга по краям нижней и круговой этикетки в формовочное пространство формовочного инструмента; и
фиг. 7: соответствующий фиг. 5 детальный вид формовочного инструмента, после того как закладывающий пуансон был выведен из формовочного инструмента, и выложенные в его формовочное пространство нижняя и круговая этикетка заливаются нагнетаемым через формовочный стержень, пластифицированным полимерным материалом.
На фиг. 1-3 воспроизведены схематичные виды одного из вариантов осуществления, снабженного в целом ссылочным обозначением 1, закладывающего пуансона предлагаемого изобретением устройства для изготовления снабженной нижней этикеткой 2 (см. фиг. 4-7), а также круговой этикеткой 3 (см. также фиг. 4-7), отлитой под давлением детали в виде емкости, такой как стакан. Работающее по методу «In-Mould-Labeling» устройство включает в себя, кроме того, не показанный на фиг. 1-3 формовочный инструмент 4 (см. снова фиг. 4-7), предназначенную для формовочного инструмента 4 машину для литья под давлением, по одному магазину для запаса нижних 2 и круговых 3 этикеток (см. фиг. 4-7), а также надлежащие передаточные устройства для передачи этикеток 2, 3 из соответствующих магазинов на закладывающий пуансон 1. Машина для литья под давлением, магазины и передаточные устройства на чертеже не изображены и выполнены по уровню техники, поэтому они не нуждаются в более подробном рассмотрении. Разумеется, что устройство может также включать в себя несколько формовочных инструментов 4 и несколько вводимых в них закладывающих пуансонов 1, которые, напр., могут приводиться в действие синхронно, чтобы можно было одновременно создавать несколько формованных деталей, снабженных нижней 2 и круговой этикеткой 3.
Как следует из фиг. 1-3, закладывающий пуансон 1 имеет предусмотренную для нанесения нижней этикетки 2 (фиг. 4-7) торцевую сторону 10, а также предусмотренную для нанесения круговой этикетки 3 (фиг. 4-7) боковую сторону 11. При этом торцевая сторона 10 закладывающего пуансона 1 имеет центральный участок 10a, а также радиально примыкающий к нему снаружи периферийный участок 10b, при этом центральный участок 10a выступает в осевом направлении закладывающего пуансона 1 в направлении его свободного конца (на фиг. 1 и 3 вниз) дальше, чем периферийный участок 10b, отступающий относительно него назад, так что поперечное сечение закладывающего пуансона 1 на периферийном участке 10b его торцевой стороны 10 сужается в направлении свободного конца (на фиг. 1 и 3 вниз). В настоящем примере осуществления центральный участок 10a торцевой стороны 10 закладывающего пуансона 1, в качестве примера выполнен по существу плоско и распространяется перпендикулярно продольной оси A закладывающего пуансона 1, так что он выполнен примерно комплементарно - здесь тоже примерно плоскому - дну 4a формовочного пространства формовочного инструмента 4 (фиг. 4-7). Однако периферийный участок 10b торцевой стороны 10 закладывающего пуансона 1 сужается здесь примерно конически, причем вместо этого он может быть, конечно, в принципе, выполнен также иным образом, напр., выпукло изогнутым (не показано). Угол α между плоскостью, задающей центральный участок 10a, и прямой, пересекающей продольную ось A, проходящей параллельно периферийному участку 10b, составляет в настоящем случае, например, от примерно 10° до примерно 20°, напр., примерно 15° (сравни фиг. 1). В целом периферийный участок 10b распространяется по меньшей мере по 20%, предпочтительно по меньшей мере по 30%, в частности от примерно 40% до примерно 70% торцевой стороны 10 закладывающего пуансона (сравни, в частности, фиг. 2). Боковая сторона 11 закладывающего пуансона 1 в настоящем примере осуществления имеет форму от примерно цилиндрической до слегка конической, при этом она, в частности, может быть выполнена комплементарно боковой поверхности 4b формовочного инструмента 4, проходящей, со своей стороны, слегка конически (фиг. 4-7).
Как можно видеть также на фиг. 1-3, боковая сторона 11 закладывающего пуансона 1 оснащена множеством присасывающих отверстий 12, которые в качестве примера подобно щелям или, соответственно, продолговатым отверстиям распространяются по периметру боковой поверхности 11 (сравн. фиг. 1) и служат для присасывания круговой этикетки 3 (фиг. 4-7). Кроме того, торцевая сторона 10 закладывающего пуансона снабжена множеством присасывающих отверстий 13, которые распространяются как по центральному участку 10a, так и, в частности, по периферийному участку 10b торцевой стороны 10 закладывающего пуансона (сравни, в частности, фиг. 2 и 3) и служат для присасывания нижней этикетки 2 (фиг. 4-7). В воспроизведенном на чертеже примере осуществления присасывающие отверстия 13 распространяются примерно в радиальном направлении торцевой стороны 10 закладывающего пуансона 1, как по его центральному участку 10a, так и по периферийному участку 10b, для наложения нижней этикетки 2 по возможности всей ее периферийной областью с загибанием или, соответственно, откидыванием ее на периферийный участок 10b торцевой стороны 10 закладывающего пуансона 1 и предотвращения таким образом столкновения с нанесенной на боковую сторону 11 закладывающего пуансона 1 круговой этикеткой 3, когда они наносятся на закладывающий пуансон 1. Как явствует из фиг. 2 и 3, присасывающие отверстия 12, 13 находятся в гидравлическом соединении с проходящими внутри закладывающего пуансона 1 питающими каналами 14, впадающими, в качестве примера, в один или несколько общих питающих каналов 15 (фиг. 3), к наружному концу 16 которого может подсоединяться генератор пониженного давления (не показан). Питающий канал 15 или соединяющий его с генератором пониженного давления трубопровод (не показан) целесообразным образом оснащен управляющим клапаном (тоже не показан), чтобы выборочно подавать пониженное давление в присасывающие отверстия 12, 13 (когда этикетки 2, 3 должны наноситься на закладывающий пуансон 1) или не подавать (когда этикетки 2, 3 должны выкладываться в формовочное пространство формовочного инструмента 4). Кроме того, генератор пониженного давления может быть также, напр., опционально выполнен для создания по меньшей мере небольшого избыточного давления, для облегчения отсоединения этикеток 2, 3 при выкладывании в формовочное пространство формовочного инструмента 4.
Ниже один из примеров осуществления предлагаемого изобретением способа переноса как нижней этикетки 2, так и круговой этикетки 3 посредством закладывающего пуансона в соответствии с фиг. 1-3 в формовочный инструмент 4, выполненный в виде формы для литья под давлением, для изготовления отлитой под давлением детали, снабженной двумя этикетками 2, 3, в настоящем случае в виде, напр., стаканчатой емкости, поясняется подробнее со ссылкой на фиг. 4-7. Компоненты закладывающего пуансона 1 снабжены на фиг. 4-7 одними и теми же ссылочными обозначениями и ниже повторно не описаны. Следует указать, что фиг. 4-7 выполнены без соблюдения масштаба и, в частности, толщина нижней 2 и круговой этикетки 3 для лучшей наглядности изображена больше, чем это обычно бывает в реальности.
На фиг. 4 показана ситуация, после того как на закладывающий пуансон 1 была нанесена как нижняя этикетка 2, так и круговая этикетка 3, при этом они, напр., посредством надлежащих манипуляционных устройств (не показаны) были вынуты из соответствующего магазина (тоже не показан) и посредством присасывающих отверстий 12, 13 присосались к поверхностям торцевой 10 и боковой стороны 11 закладывающего пуансона 1. Как явствует из фиг. 4, нижняя этикетка 2 наносится при этом по существу на всю торцевую сторону 10 закладывающего пуансона 1, то есть как на его центральный участок 10a, так и на отступающий относительно него назад периферийный участок 10b, при этом краевая область 2a нижней этикетки 2 загибается на фиг. 4 вверх, так чтобы она по существу прилегала к периферийному участку 10b закладывающего пуансона 1. Последнее относится, конечно, также к центральной области 2b нижней этикетки 2, которая прилегает к центральному участку 10a торцевой стороны 10 закладывающего пуансона 1. Круговая этикетка 3 наносится на боковую сторону 11 закладывающего пуансона 1, причем таким образом, чтобы ее нижний на фиг. 4 свободный конец 3a, который указывает в направлении торцевой стороны 10 закладывающего пуансона 1 или, соответственно, в направлении его свободного (нижнего) конца, выдавался за боковую сторону 11 закладывающего пуансона 1 (на фиг. 4 вниз). Следовательно, столкновение нижней этикетки 2 с круговой этикеткой 3 надежно предотвращается. Расстояние L, на которое круговая этикетка 3 выступает от боковой стороны 11 закладывающего пуансона 1 (вниз) или, соответственно, выдается за боковую поверхность 11, соответствует по меньшей мере или составляет предпочтительно несколько больше, чем осевой сдвиг V между выступающим в осевом направлении (то есть на фиг. 1 по вертикали) в направлении свободного конца закладывающего пуансона 1 центральным участком 10a торцевой стороны 10 закладывающего пуансона 1 и наружным периметром 10c периферийного участка 10b торцевой стороны 10 закладывающего пуансона 1, по которому к периферийному участку 10b торцевой стороны 10 закладывающего пуансона 1 примыкает его боковая сторона 11.
На фиг. 5 показана ситуация, в которой укомплектованный нижней этикеткой 2 и круговой этикеткой 3 закладывающий пуансон в соответствии с фиг. 4 был введен в формовочное пространство формовочного инструмента 4 и достиг своего конечного положения, в котором этикетки 2, 3 должны выкладываться в формовочное пространство, но благодаря поддержанию пониженного давления, действующего через присасывающие отверстия 12, 13, (в данный момент) еще удерживаются на торцевой стороне 10 или, соответственно, боковой стороне 11 закладывающего пуансона 1. Как видно на фиг. 5, центральная область 2b нижней этикетки 2 по существу прилегает к дну 4a формовочного пространства формовочного инструмента 4, в то время как ее краевая область 2a, (еще) загнутая вверх, прилегает к отступающему назад периферийному участку 10b торцевой стороны 10 закладывающего пуансона. Круговая этикетка 3 находится тоже по существу в контакте с боковой поверхностью 4a формовочного пространства формовочного инструмента 4, при этом обращенный к дну 4a, на фиг. 5 нижний конец 3a круговой этикетки 3, благодаря своей вступающей части, выступает за боковую сторону 11 закладывающего пуансона 1 по меньшей мере до области перехода боковой поверхности 4b в дно 4a формовочного пространства формовочного инструмента 4 или, в зависимости от предварительно установленной, желаемой выступающей части, напр., также по меньшей мере до наружной периферийной области дна 4a. При этом ее свободный конец 3a может быть загнут внутрь в соответствии с переходом 4c боковой поверхности 4b в дно 4a формовочного пространства формовочного инструмента, поэтому этот переход 4c предпочтительно проходит примерно плавно и может быть закруглен, в частности, напр., с образованием радиуса предпочтительно от примерно 1 мм до примерно 5 мм.
На фиг. 6 показана ситуация, в которой нижняя этикетка 2 и круговая этикетка 3 (только что) были отсоединены от закладывающего пуансона 1 и выложены в формовочное пространство формовочного инструмента 4, что может происходить поочередно или, в частности, одновременно, когда присасывающие каналы 12, 13, напр., путем закрытия управляющего клапана, отсоединяются от генератора пониженного давления, и пониженное давление или, соответственно, давление присасывания, следовательно, прерывается. Как явствует из фиг. 6, при этом краевая область 2a нижней этикетки 2 откидывается с периферийного участка 10b торцевой стороны 10 закладывающего пуансона 1 (сравни фиг. 4 и 5) на дно 4a формовочного пространства формовочного инструмента 4 (на фиг. 6 вниз), так что она перекрывает обращенный к ней край круговой этикетки 3 с внутренней стороны, и нижний на фиг. 6 конец 3a круговой этикетки 3 находится, следовательно, между формовочным инструментом 4 и наружным краевым участком нижней этикетки 2, так что у готовой формованной детали надежно предотвращается образование зазора между нижней этикеткой 2 и круговой этикеткой 3. При этом «откидывание» краевой области 2a нижней этикетки 2 с отступающего назад периферийного участка 10b торцевой стороны 10 закладывающего пуансона 1 на дно 4a формовочного пространства формовочного инструмента 4 с перекрытием по меньшей мере конца 3a круговой этикетки 3 может происходить чисто вследствие способности к упругому восстановлению материала нижней этикетки 2 примерно плоской протяженности, поэтому нижняя этикетка 2, а также при известных условиях и круговая этикетка 3, изготовлена предпочтительно из упругого материала, например, из снабженной окончательной печатью полимерной пленки, имеющей более высокую точку плавления, чем точка плавления впрыскиваемого в формовочный инструмент 4, пластифицированного полимерного материала (см. об этом ниже со ссылкой на фиг. 7).
Однако альтернативно или, в частности, дополнительно для этого может быть предпочтительно предусмотрено, чтобы формовочный инструмент 4, со своей стороны, имел множество впадающих в формовочное пространство отверстий для подачи пониженного давления, которые на фиг. 5-7 только схематично обозначены ссылочным обозначением 5, и по меньшей мере некоторые из которых расположены в краевой периферийной области дна 4, сообщающейся с отступающим назад периферийным участком 10b торцевой стороны 10 закладывающего пуансона 1, когда последний введен в формовочное пространство формовочного инструмента 4. Но отверстия 5 для подачи пониженного давления могут быть предпочтительно расположены как на дне 4a, так и на боковой поверхности 4b формовочного пространства формовочного инструмента 4, чтобы удерживать как нижнюю этикетку 2, так и круговую этикетку 3 в точном положении, когда они выложены в формовочное пространство формовочного инструмента 4 и заливаются пластифицированным полимерным материалом, при этом пониженное давление может поддерживаться, в частности, также во время заливки. Вместо присасывания этикеток 2, 3 к стенкам формовочного пространства формовочного инструмента 4 было бы, конечно, возможно также электростатическое притяжение этикеток 2, 3 к этим стенкам (не показано).
На фиг. 7 показана, наконец, ситуация, в которой закладывающий пуансон 1 был выведен из формовочного пространства формовочного инструмента 1, после того как нижняя этикетка 2 и круговая этикетка 3 были уложены в формовочное пространство, перекрываясь по краям друг с другом. Расположение этикеток 2, 3 соответствует расположению фиг. 6, при этом этикетки 2, 3 удерживаются в своем положении, в частности, путем постоянной подачи пониженного давления к отверстиям 5 для подачи пониженного давления. Как можно видеть на фиг. 7, теперь в формовочное пространство формовочного инструмента был введен формовочный стержень 6, который ограничивает формовочное пространство на противоположной формовочному инструменту 4 (на фиг. 7 верхней) стороне. Формовочный стержень имеет один (или несколько; не показано) канал 7 для впрыскивания, который подсоединен к машине для литья под давлением (не показана) и по которому пластифицированный полимерный материал нагнетается в формовочное пространство для создания формованной детали с заливкой нижней 2 и круговой этикетки 3. Если, как это происходит в настоящем примере осуществления, канал 7 для впрыскивания впадает в центральную область дна 4a формовочного пространства формовочного инструмента 4, так что пути течения впрыскиваемого расплава полимерного материала, например, во всех направлениях имеют одинаковую длину, расплав полимерного материала через нижнюю этикетку 2 и ее перекрывающаяся область с круговой этикеткой 3 направляется на внутреннюю сторону круговой этикетки 3, как это обозначено стрелками в соответствии с фиг. 7. Видно, что таким образом проникновение пластифицированного полимерного материала между перекрывающейся областью нижней этикетки 2 с круговой этикеткой 3 и, в частности, проход расплава полимерного материала на наружную сторону этикеток 2, 3 гарантированно и надежно предотвращается, так что может создаваться со всех сторон покрытая этикетками 2, 3 формованная деталь, у которой переход между этикетками 2, 3 неразличим, и к тому же исключается образование обусловленного этим брака.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПОДАЧИ ЭТИКЕТОК | 2012 |
|
RU2549962C2 |
| СИСТЕМА, СВЯЗАННАЯ С ДЕРЖАТЕЛЕМ СТЕРЖНЯ РУЛОНА ЭТИКЕТОК И НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ЭТИКЕТОК В ЭТИКЕТИРОВЩИКЕ | 2000 |
|
RU2175629C1 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2014 |
|
RU2601937C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2014 |
|
RU2601926C2 |
| ЭТИКЕТКА | 2015 |
|
RU2671774C2 |
| ПРИНТЕР ДЛЯ ПЕЧАТИ ЭТИКЕТОК И СИСТЕМА ДЛЯ МАРКИРОВКИ УДЛИНЕННОГО ОБЪЕКТА | 2020 |
|
RU2795110C1 |
| Устройство для подачи этикеток | 1988 |
|
SU1519960A1 |
| ЗАПОЛНЕННАЯ ЖИДКОСТЬЮ БУТЫЛКА С УКУПОРОЧНЫМ ЭЛЕМЕНТОМ, СОДЕРЖАЩИМ МАРКИРОВОЧНУЮ ЭТИКЕТКУ | 2012 |
|
RU2592353C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2010 |
|
RU2551070C2 |
| СИСТЕМА И СПОСОБ ВНУТРИФОРМЕННОГО НАНЕСЕНИЯ ЭТИКЕТОК | 2020 |
|
RU2808043C2 |
Группа изобретений относится к способу переноса нижней этикетки и круговой этикетки в форму для литья под давлением для изготовления снабженной этими этикетками отлитой под давлением детали и к устройству для осуществления способа, имеющему закладывающий пуансон. Располагают нижнюю этикетку на торцевой стороне, а круговую этикетку - на боковой стороне закладывающего пуансона. Закладывающий пуансон с двумя этикетками вводят в формовочное пространство формовочного инструмента. После этого выкладывают нижнюю этикетку на дно, а круговую этикетку - на боковую поверхность формовочного пространства формовочного инструмента для заливки их впрыскиваемым в формовочное пространство полимерным материалом. Закладывающий пуансон имеет центральный участок на торцевой стороне и примыкающий радиально снаружи к нему периферийный участок. Центральный участок в осевом направлении закладывающего пуансона выступает в направлении его свободного конца дальше, чем периферийный участок, так что поперечное сечение закладывающего пуансона по меньшей мере на периферийном участке его торцевой стороны сужается в направлении его свободного конца. Наносят нижнюю этикетку как на центральный участок, так и на периферийный участок торцевой стороны закладывающего пуансона, и наносят круговую этикетку на его боковую сторону таким образом, чтобы круговая этикетка выдавалась за обращенный к торцевой стороне конец боковой стороны закладывающего пуансона в направлении его свободного конца. Осуществляют введение закладывающего пуансона с двумя этикетками в формовочное пространство формовочного инструмента, отсоединяют круговую этикетку от боковой стороны закладывающего пуансона и налагают ее по меньшей мере на боковую поверхность формовочного пространства формовочного инструмента. Затем отсоединяют нижнюю этикетку от торцевой стороны закладывающего пуансона и налагают ее на дно формовочного пространства формовочного инструмента. Краевую область нижней этикетки откидывают с периферийного участка торцевой стороны закладывающего пуансона на дно формовочного пространства формовочного инструмента, так чтобы она перекрывала обращенный к ней край круговой этикетки с внутренней стороны, и выводят закладывающий пуансон из формовочного пространства формовочного инструмента. Технический результат, достигаемый группой изобретений, заключается в упрощении процесса переноса этикеток в форму и сокращения продолжительности цикла заливки этикеток. 2 н. и 13 з.п. ф-лы, 7 ил.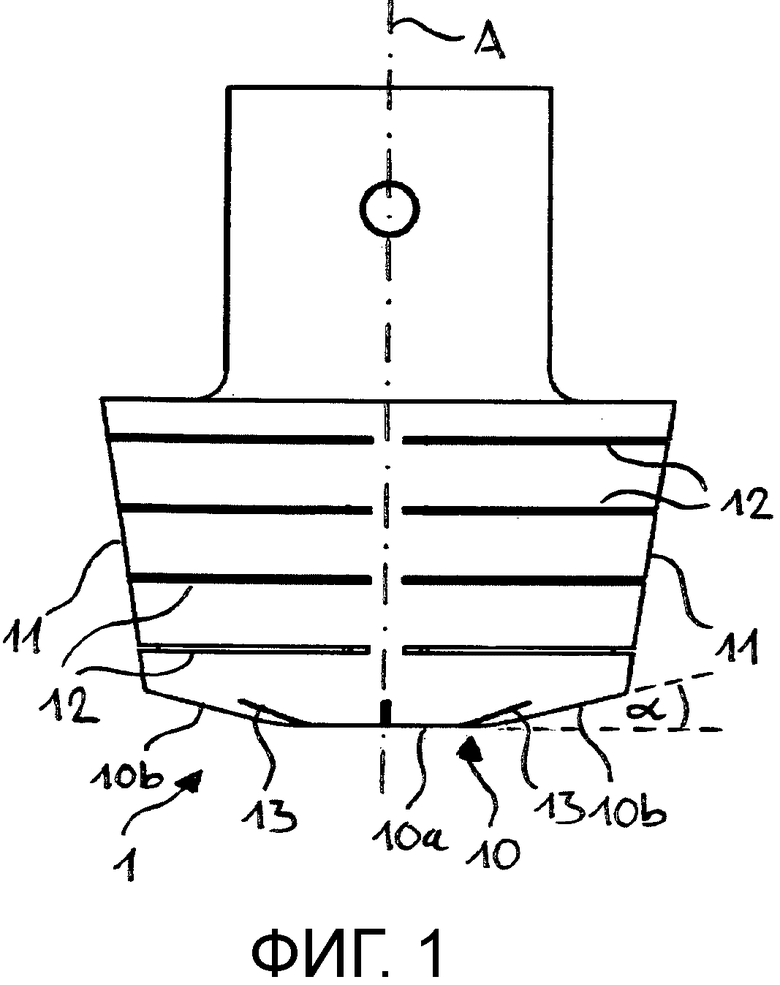
1. Способ переноса нижней этикетки (2) и круговой этикетки (3) в форму (4) для литья под давлением при изготовлении отлитой под давлением детали, в частности, в виде емкости, при котором нижнюю этикетку (2) располагают на торцевой стороне (10) закладывающего пуансона (1), а круговую этикетку (3) - на боковой стороне (11) закладывающего пуансона (1) и укомплектованный как нижней этикеткой (2), так и круговой этикеткой (3) закладывающий пуансон (1) вводят в формовочное пространство формовочного инструмента (4), после чего нижнюю этикетку (2) выкладывают на дно (4a) формовочного пространства формовочного инструмента (4), а круговую этикетку (3) - на боковую поверхность (4b) формовочного пространства формовочного инструмента (4) для заливки их полимерным материалом, отличающийся тем, что
- подготавливают закладывающий пуансон (1), торцевая сторона (10) которого имеет центральный участок (10a) и примыкающий радиально снаружи к центральному участку (10a) периферийный участок (10b), при этом центральный участок (10a) в осевом направлении закладывающего пуансона (1) выступает в направлении его свободного конца дальше, чем периферийный участок (10b), так что поперечное сечение закладывающего пуансона (1) по меньшей мере на периферийном участке (10b) его торцевой стороны (10) сужается в направлении его свободного конца;
- наносят нижнюю этикетку (2) как на центральный участок (10a), так и на периферийный участок (10b) торцевой стороны (10) закладывающего пуансона (1) и наносят круговую этикетку (3) на боковую сторону (11) закладывающего пуансона (1) таким образом, чтобы круговая этикетка (3) выдавалась за обращенный к торцевой стороне (10) закладывающего пуансона (1) конец боковой стороны (11) закладывающего пуансона (1) в направлении его свободного конца;
- вводят укомплектованный нижней этикеткой (2) и круговой этикеткой (3) закладывающий пуансон (1) в формовочное пространство формовочного инструмента (4);
- отсоединяют круговую этикетку (3) от боковой стороны (11) закладывающего пуансона (1) и накладывают ее по меньшей мере на боковую поверхность (4b) формовочного пространства формовочного инструмента (4);
- отсоединяют нижнюю этикетку (2) от торцевой стороны (10) закладывающего пуансона (1) и накладывают ее на дно (4a) формовочного пространства формовочного инструмента (4), при этом краевую область (2a) нижней этикетки (2) откидывают с периферийного участка (10b) торцевой стороны (10) закладывающего пуансона (1) на дно (4a) формовочного пространства формовочного инструмента (4), так чтобы она перекрывала обращенный к ней край (3a) круговой этикетки (3) с внутренней стороны; и
- выводят закладывающий пуансон (1) из формовочного пространства формовочного инструмента (4)
2. Способ по п.1, отличающийся тем, что круговую этикетку (3) наносят на боковую сторону (11) закладывающего пуансона (1) таким образом, что она выдается за его боковую сторону (11) в направлении свободного конца закладывающего пуансона (1) на расстояние (L), которое соответствует по меньшей мере осевому сдвигу (V) между выступающим в осевом направлении в направлении свободного конца закладывающего пуансона (1) центральным участком (10a) торцевой стороны (10) закладывающего пуансона (1) и наружным периметром (10c) периферийного участка (10b) торцевой стороны (10) закладывающего пуансона (1) или по меньшей мере превышает этот осевой сдвиг (V).
3. Способ по п.1 или 2, отличающийся тем, что нижнюю этикетку (2) наносят на всю торцевую сторону (10) закладывающего пуансона (1), включая ее периферийный участок (10b).
4. Способ по п.1 или 2, отличающийся тем, что
- нижняя этикетка (2) для ее нанесения на торцевую сторону (10) закладывающего пуансона (1) присасывается по меньшей мере к периферийному участку (10b) торцевой стороны (10) закладывающего пуансона (1), в частности как к периферийному участку (10b), так и к центральному участку (10a) торцевой стороны (10) закладывающего пуансона (1); и/или
- круговая этикетка (3) для ее нанесения на боковую сторону (11) закладывающего пуансона (1) присасывается к боковой стороне (11) закладывающего пуансона (1).
5. Способ по п.4, отличающийся тем, что
- для выкладывания нижней этикетки (2) на дно (4a) формовочного пространства формовочного инструмента (4) и откидывания ее краевой области (2a) с периферийного участка (10b) торцевой стороны (10) закладывающего пуансона (1) на дно (4a) формовочного пространства давление присасывания прерывают, или на нижнюю этикетку (2) по меньшей мере на периферийном участке (10b) торцевой стороны (10) закладывающего пуансона (1), в частности как на периферийном участке (10b), так и на центральном участке (10a) торцевой стороны (10) закладывающего пуансона (1), подают положительное давление; и/или
- для выкладывания круговой этикетки (3) на боковую поверхность (4b) формовочного пространства формовочного инструмента (4) давление присасывания прерывают или на круговую этикетку (3) подают положительное давление.
6. Способ по п.1, отличающийся тем, что для выкладывания нижней этикетки (2) на дно (4a) формовочного пространства формовочного инструмента (4) и откидывания ее краевой области (2a) с периферийного участка (10b) торцевой стороны (10) закладывающего пуансона (1) на дно (4a) формовочного пространства и/или для выкладывания круговой этикетки (3) на боковую поверхность (4b) формовочного пространства формовочного инструмента (4) нижняя этикетка (2) и/или круговая этикетка (3) присасывается/присасываются к стенке формовочного пространства формовочного инструмента (4) или электростатически притягивается/притягиваются к стенке формовочного пространства формовочного инструмента.
7. Способ по п.1, отличающийся тем, что используют по меньшей мере нижнюю этикетку (2), в частности как нижнюю этикетку (2), так и круговую этикетку (3) из упругого материала.
8. Устройство для изготовления снабженной нижней этикеткой (2) и круговой этикеткой (3) отлитой под давлением детали, в частности, в виде емкости, имеющее формовочный инструмент (4), который имеет формовочное пространство с дном (4a) и боковой поверхностью (4b), а также имеющее вводимый в формовочное пространство формовочного инструмента (4) закладывающий пуансон (1), который имеет торцевую сторону (10), предназначенную для нанесения на нее нижней этикетки (2), и боковую сторону (11), предназначенную для нанесения на нее круговой этикетки (3), в частности, для осуществления способа по одному из пп.1-7, отличающееся тем, что торцевая сторона (10) закладывающего пуансона (1) имеет центральный участок (10a) и примыкающий радиально снаружи к центральному участку (10a) периферийный участок (10b), при этом центральный участок (10a) в осевом направлении закладывающего пуансона (1) выступает в направлении его свободного конца дальше, чем периферийный участок (10b), так что поперечное сечение закладывающего пуансона (1) по меньшей мере на периферийном участке (10b) его торцевой стороны (10) сужается в направлении его свободного конца.
9. Устройство по п.8, отличающееся тем, что дно (4a) формовочного пространства формовочного инструмента (4) имеет плоскую протяженность или выполнено корытообразным и имеет распространяющуюся от центральной области наклоненную вверх периферийную область, однако осевое расстояние между центральной областью дна (4a) формовочного пространства (4) и наружным периметром его периферийной области меньше, чем осевой сдвиг (V) между выступающим в осевом направлении в направлении свободного конца закладывающего пуансона (1) центральным участком (10a) торцевой стороны (10) закладывающего пуансона (1) и наружным периметром (10c) периферийного участка (10b) торцевой стороны (10) закладывающего пуансона (1).
10. Устройство по п.8 или 9, отличающееся тем, что переход (4c) между боковой поверхностью (4b) формовочного пространства формовочного инструмента (4) и его дном (4a) закруглен, причем это закругление, в частности, имеет радиус по меньшей мере 1 мм, предпочтительно по меньшей мере 2 мм.
11. Устройство по п.8, отличающееся тем, что закладывающий пуансон (1) имеет выпукло-изогнутую торцевую сторону (10) с плавным переходом ее центрального участка (10a) в ее периферийный участок (10b).
12. Устройство по п.8, отличающееся тем, что центральная область (10a) торцевой стороны (10) закладывающего пуансона (1) выполнена плоско и примыкающий к ней радиально снаружи периферийный участок (10b) по существу конически сужен или выпукло изогнут.
13. Устройство по п.8, отличающееся тем, что
- по меньшей мере периферийный участок (10b) торцевой стороны (10) закладывающего пуансона (1), в частности как периферийный участок (10b), так и центральный участок (10a) торцевой стороны (10) закладывающего пуансона (1), и/или
- боковая сторона (11) закладывающего пуансона (1)
снабжена/снабжены присасывающими отверстиями (13, 12), которые могут подсоединяться к генератору пониженного давления.
14. Устройство по п.13, отличающееся тем, что отрицательное давление, создаваемое посредством генератора отрицательного давления, может подключаться и отключаться, при этом генератор отрицательного давления выполнен, в частности, также для генерации так же подключаемого и отключаемого положительного давления.
15. Устройство по п.13 или 14, отличающееся тем, что присасывающие отверстия (13) в виде щелей распространяются от центрального участка (10a) торцевой стороны (10) закладывающего пуансона (1) радиальной компонентой протяженности наружу по части периферийного участка (10b) или по всему периферийному участку (10b) торцевой стороны (10) закладывающего пуансона (1).
| УСТРОЙСТВО, ОБЛАДАЮЩЕЕ СВОЙСТВАМИ СВЕТОВОЗВРАЩЕНИЯ И ИЗЛУЧЕНИЯ ОТВЕТНОГО РАДИОСИГНАЛА | 2002 |
|
RU2332712C2 |
| US 5053101 A, 01.10.1991 | |||
| JP 2012091850 A, 17.05.2012 | |||
| WO 2008143868 A1, 27.11.2008 | |||
| JP 2014046979 A, 17.03.2014 | |||
| Шерышев М.А., Пневмо-формование, Санкт-Петербург, Профессия, 2010, с.57-59. | |||

