Область техники, к которой относится изобретение
Настоящее изобретение относится к оборудованию и способам нанесения усадочных этикеток на криволинейную поверхность и, особенно, на сложную криволинейную поверхность. Настоящее изобретение также относится к способам нанесения этикеток и, в частности, нанесения самоклеющихся термоусадочных этикеток на емкости. Настоящее изобретение дополнительно относится к способам уменьшения дефектов этикеток, улучшения удержания этикеток и склеивания этикеток, а также улучшения эстетики нанесенной этикетки. Настоящее изобретение особенно относится к нанесению этикеток на криволинейные поверхности емкостей и бездефектному удержанию на них.
Предпосылки создания изобретения
Известно нанесение этикеток на емкости или бутылки для обеспечения информации, например, о поставщике или содержании емкости. Такие емкости и бутылки имеются в наличие в большом разнообразии форм и размеров для содержания многих разных типов материалов, таких как моющие средства, химикаты, средства для личной гигиены, моторное масло, напитки и т.д.
Полимерные пленочные материалы и лицевые пленки использовались в качестве этикеток в различных областях. Полимерные этикетки все больше требуются для многих применений, особенно прозрачные полимерные этикетки, так как они обеспечивают прозрачную этикетку для декорированных стеклянных и пластиковых емкостей. Бумажные этикетки мешают видеть емкость и/или содержимое в емкости. Прозрачные полимерные этикетки повышают визуальную эстетику емкости и, следовательно, продукта. Популярность полимерных этикеток растет гораздо быстрее бумажных этикеток на рынке художественного оформления тароупаковочных материалов, так как компании по производству потребительских товаров постоянно пытаются улучшить внешний вид своей продукции. Этикетки из полимерных пленок также имеют превосходные механические свойства по сравнению с бумажными этикетками, такие как больший предел прочности при растяжении и сопротивление истиранию.
Обычные полимерные самоклеющиеся этикетки часто трудно ровно наклеить на емкости, имеющие криволинейные поверхности и/или сложные формы, без образования складок, выточек или отслоений на криволинейных поверхностях. В результате, на этих типах емкостей, имеющих сложные криволинейные поверхности, обычно использовались термоусадочные круговые этикетки. Прямая трафаретная печать является другим способом для нанесения знаков или других меток на криволинейные поверхности. Процессы нанесения круговых этикеток осуществляются с использованием процессов и способов, которые формируют трубу или рукав из термоусадочной пленки, которую размещают на емкости и нагревают для усадки пленки с целью соответствия размеру и форме емкости. В качестве альтернативы, емкости полностью обертывают усадочной этикеткой с использованием способа, в котором усадочная пленка наносится на емкость непосредственно с непрерывного рулона пленки, и затем подается тепло для соответствия обернутой этикетки емкости. Несмотря на это, часто возникают дефекты этикеток во время процессов нанесения этикеток на бутылки простой или сложной формы во время нанесения этикеток или в последующих процессах нанесения этикеток. Эти неправильно нанесенные этикетки приводят к большим отходам и дополнительным этапам обработки, которые могут быть дорогостоящими.
Известны другие способы нанесения самоклеющихся усадочных этикеток. В некоторых применениях этикетку наносят на емкость, нагревают и любые полученные в результате дефекты затем приглаживают для минимизации таких дефектов. Потенциальная проблема существует в случае отдельного процесса нагревания и приглаживания самоклеющихся усадочных этикеток, в котором вначале образуются дефекты кромок, а затем удаляются. Хотя образование дефектов кромок обычно возникает в одной и той же общей области бутылки, дефекты не появляются в абсолютно том же месте, не бывают одинакового размера или не возникают в таком же количестве. Эти дефекты, вместе называемые в данном документе «выточками», могут в некоторых случаях давать усадку под действием тепла. Так как эти дефекты уменьшают размер, площадь этикетки, содержащей выточку, уменьшена вместе с печатной краской и печатью в верхней части выточки этикетки. Усадка выточки будет уменьшать размер печати, а также вызовет искажение печати. В зависимости от размера выточки и точности воспроизведения печати, искажение может быть заметным и может в некоторых случаях быть значительным. Это искажение может ограничивать тип или качество печати в области усадки этикетки. Следовательно, предотвращение образование выточек будет полностью представлять собой большое преимущество.
Следовательно, существует необходимость в способе, в котором усадочную этикетку можно наносить на криволинейную поверхность и особенно на сложную криволинейную поверхность без возникновения выточек или других дефектов.
Этикетки обычно наносятся на емкости или другие приемные поверхности посредством использования одного или более слоев клея на поверхности этикетки, емкости или приемной поверхности, участков поверхности этикетки, емкости или поверхности или сочетании этих поверхностей. До или во время нанесения этикетки, при котором этикетка приводится в контакт с приемной поверхностью, обычно используется нагрев для обеспечения приклеивания этикетки. В некоторых применениях при нанесении этикеток использование тепла может быть необходимым, например, для процессов, использующих термоусадочные материалы или использующих клеи, активируемые при нагревании.
Однако известные в настоящее время способы нанесения этикеток с использованием одного или более процессов нагревания имеют различные недостатки. Например, в способе, в котором этикетки и/или приемная подложка нагревается до некоторой минимальной температуры до или во время нанесения этикетки, скорость технологической линии часто ограничена. Это обусловлено временем, необходимым для нагревания этикетки и/или подложки до заданной температуры. Хотя многие способы, использующие этап нагревания до или одновременно с нанесением этикетки, являются удовлетворительными, было бы предпочтительно обеспечить альтернативу таким процессам нагревания, так что этикетку и/или подложку до нанесением этикетки не нужно было бы нагревать или нагревать до той же степени, что и в известных в настоящее время способах. Посредством исключения таких процессов нагревания скорости линии по нанесению этикеток могут быть повышены.
Кроме того, во многих способах нанесения этикеток используются этапы предварительного нагревания. Эти этапы обычно включают в себя один или более нагревателей, конвейеров и систем управления, все из которых являются дорогостоящими, требуют установки и технического обслуживания и усложняют процесс. Следовательно, было бы предпочтительно исключить такие этапы предварительного нагревания.
В зависимости от материалов этикеток, их характеристик, а также цветов и рисунков, представленных на этикетке, некоторые процессы нагревания могут вызывать неоднородные физические изменения или другие искажения в этикетке. Например, известно, что использование инфракрасных нагревателей может вызвать неравномерную усадку термоусадочных этикеток, содержащих одну или более черную или другую темноокрашенные области. Это связано с большим поглощением инфракрасного излучения темноокрашенными участками и, таким образом, большим нагревом по сравнению со светлоокрашенными, полупрозрачными или прозрачными областями этикетки. Следовательно, было бы желательным исключение этих последствий при использовании термоусадочных этикеток, содержащих черные или другие темные области.
Некоторое оборудование для нанесения этикеток использует элементы, которые контактируют с этикетками во время нанесения. Эти гибкие элементы могут использоваться для обеспечения склеивания этикетки или «приглаживания» этикетки после начального нанесения. Обычно эти элементы выполнены из эластомеров. Воздействие тепла или излучения, вызывающего нагревание, могут быть вредными для эластомерного элемента. Это в свою очередь может уменьшить срок службы элемента или иначе изменить его гибкость или другие заданные свойства. Следовательно, было бы предпочтительным исключение нагревания до или во время процессов нанесения этикеток, чтобы, таким образом, предотвратить повреждение таких элементов вследствие воздействия тепла или излучения, вызывающего нагревание.
Устранение или уменьшение ранее упомянутых проблем может также привести к дополнительным преимуществам, таким как уменьшение общих капитальных затрат на технологическое оборудование, уменьшение общей площади, связанной с процессом нанесения этикеток, увеличения срока службы оборудования посредством уменьшения воздействия тепла и повышения стабильности и надежности процесса в результате упрощения процесса.
Сущность изобретения
Настоящее изобретение обеспечивает усовершенствования на различных этапах процессов нанесения этикеток. В целях описания настоящего изобретения и его различных вариантов осуществления настоящее изобретение будет описано на основании нижеследующих этапов процесса. На первом этапе процесса этикетка приводится в контакт и наносится на емкость посредством использования гибкого элемента. В качестве альтернативы или в сочетании, одна или более областей этикетки приглаживаются или иначе приводятся в контакт подвижным элементом. На втором этапе процесса этикетированные емкости подвергаются одному или более процессам последующего нагревания.
Трудности и недостатки, связанные с ранее известными системами и способами устранены в настоящем способе и устройстве, относящихся к гибкому элементу, который легко и последовательно наносит самоклеющиеся термоусадочные этикетки на емкости, и, особенно, емкости со сложными криволинейными поверхностями без возникновения выточек или других дефектов.
Что касается первого этапа и использования гибкого элемента, настоящее изобретение описывает устройство для обработки этикеток, предназначенное для контакта и предпочтительно одновременного нагревания и контакта этикетки с емкостью. Устройство для обработки этикеток содержит жесткую раму, образующую первую поверхность и противоположно направленную вторую поверхность. Рама образует отверстие, проходящее между первой и второй поверхностями. Устройство для обработки этикеток дополнительно содержит гибкий элемент, расположенный рядом с по меньшей мере одной из первой поверхности и второй поверхности рамы и проходящий через отверстие рамы и выступающий наружу от второй поверхности рамы. Гибкий элемент образует наружную поверхность для контакта с этикеткой, и гибкий элемент также образует внутреннюю полую область, доступную с первой поверхности рамы. Гибкий элемент способен деформироваться при приложении усилия для контакта с этикеткой к участку элемента, выступающего наружу от второй поверхности рамы. Устройство для обработки этикеток может опционально содержать источник тепла, расположенный во внутренней полой области гибкого элемента, для нагревания наружной поверхности гибкого элемента.
В другом аспекте настоящее изобретение описывает способ нанесения этикетки на изделие. Способ включает в себя обеспечение устройства для обработки этикеток, содержащего (i) жесткую раму, образующую первую поверхность и противоположно направленную вторую поверхность, и (ii) гибкий элемент, выступающий наружу от второй поверхности рамы. Гибкий элемент образует наружную поверхность для нагревания и контакта с этикеткой. Гибкий элемент также образует внутреннюю полую область, доступную с первой поверхности рамы. Способ дополнительно включает в себя нагревание наружной поверхности гибкого элемента. Способ дополнительно включает в себя обеспечение изделия и этикетки, по меньшей мере частично контактирующей с ним, причем участок (участки) этикетки, контактирующей с изделием, образует закрепленную область (области), и участок (участки) этикетки, не контактирующий с изделием, образует незакрепленную область (области). Способ включает в себя последовательный контакт этикетки с нагретой наружной поверхностью гибкого элемента, так что гибкий элемент сначала контактирует с закрепленной областью этикетки и, затем контактирует и нагревает незакрепленную область, чтобы, таким образом, должным образом наносить незакрепленную область этикетки на сложную криволинейную поверхность изделия.
В еще одном аспекте настоящее изобретение описывает узел для нанесения этикеток на множество емкостей. Узел содержит множество устройств для обработки этикеток, причем каждое устройство для обработки этикеток включает в себя (i) жесткую раму, образующую первую поверхность и противоположно направленную вторую поверхность, (ii) гибкий элемент, выступающий наружу от второй поверхности рамы, причем гибкий элемент образует наружную поверхность для нагревания и контакта с этикеткой, и гибкий элемент также образует внутреннюю полую область, доступную с первой поверхности рамы, и (iii) источник тепла, расположенный во внутренней полой области каждого гибкого элемента.
В другом аспекте настоящее изобретение описывает систему для обработки этикеток для контакта этикетки с емкостью. Система включает в себя устройство для обработки этикеток для одновременного нагревания и контакта этикетки с емкостью. Устройство для обработки этикеток включает в себя жесткую раму, образующую первую поверхность и противоположно направленную вторую поверхность. Рама также образует отверстие, проходящее между первой и второй поверхностями. Устройство для обработки этикеток также включает в себя гибкий элемент, расположенный рядом с по меньшей мере одной из первой поверхности и второй поверхности рамы и проходящий через отверстие рамы и выступающий наружу от второй поверхности рамы. Гибкий элемент образует наружную поверхность для контакта с этикеткой. Гибкий элемент образует внутреннюю полую область, доступную с первой поверхности рамы. Гибкий элемент способен деформироваться при приложении усилия для контакта с этикеткой к участку элемента, выступающего наружу от второй поверхности рамы. Система также содержит по меньшей мере одну этикетку для нагревания и контакта с емкостью при помощи устройства для обработки этикеток.
Проблемы и недостатки, связанные с ранее известными способами нанесения этикеток и соответствующим оборудованием устранены в настоящих системах и способах для селективного нанесения этикетки на перемещающуюся емкость и, особенно, термоусадочной этикетки с использованием клея, склеивающего при надавливании, в которых этикетка вначале частично приводится в контакт с емкостью так, что образуются флажки этикетки, которые затем могут быть полностью приклеены на перемещающуюся емкость.
Относительно первого этапа и в альтернативной стратегии, использующей приглаживающий элемент, настоящее изобретение описывает узел для селективного контакта с одной или более областей этикетки с перемещающейся емкостью. Узел содержит подвижную раму, причем рама включает в себя по меньшей мере один элемент рамы, перемещаемый с возможностью поворота вокруг оси поворота. Узел также содержит приглаживающее средство, зацепленное с элементом рамы и перемещаемое с ним, причем приглаживающее средство включает в себя приглаживающий элемент для контакта с этикеткой. Узел дополнительно содержит элемент, приводимый в движение кулачком, закрепленный на раме и перемещаемый с ней. Перемещение элемента, приводимого в движение кулачком, соответствует перемещению емкости и этикетке, которая приводится в контакт приглаживающим элементом. Приглаживающий элемент селективно приводит в контакт этикетку с перемещающейся емкостью.
В еще одном аспекте настоящее изобретение описывает систему для частичного нанесения этикетки на перемещающуюся емкость. Система содержит конвейер для перемещения емкостей, расположенных на одинаковом расстоянии друг от друга и находящихся на одной линии на нем. Система также содержит приглаживающий узел, расположенный рядом с конвейером. Приглаживающий узел включает в себя подвижную раму, причем рама способна перемещаться с возможностью поворота вокруг оси поворота. Приглаживающий узел также включает в себя приглаживающее средство, прикрепленное к раме и располагаемое таким образом, что приглаживающее средство может размещаться в непосредственном контакте с емкостью, перемещаемой конвейером посредством селективного поворота рамы. Приглаживающий узел дополнительно включает в себя элемент, приводимый в движение кулачком, прикрепленный к раме и приводимый в действие таким образом, что движение конвейера приводит к возвратно-поступательному повороту элемента, приводимого в движение кулачком, рамы и приглаживающего средства. Элемент, приводимый в движение кулачком, выполнен таким образом, что при перемещении емкости конвейером к приглаживающему узлу и рядом с ним, приглаживающее средство располагается так, чтобы контактировать с этикеткой, расположенной между емкостью и приглаживающим средством, и прикладывать усилие к этикетке, чтобы, таким образом, дополнительно приводить в контакт этикетку с емкостью.
В еще одном аспекте настоящее изобретение описывает систему для нанесения этикеток для получения этикетированных емкостей. Система содержит диспенсер этикеток, выполненный с возможностью селективного расположения этикетки вдоль перемещающейся емкости. Система также содержит этикетку для направления диспенсером этикеток. Система также содержит узел для селективного контакта одной или более областей этикетки, расположенной вдоль емкости, при помощи диспенсера этикеток. Узел включает в себя подвижную раму, которая включает в себя по меньшей мере один элемент рамы, перемещаемый с возможностью поворота вокруг оси поворота. Узел также включает в себя приглаживающее средство, зацепленное с элементом рамы и перемещаемое с ним. Приглаживающее средство включает в себя приглаживающий элемент для контакта с этикеткой. Узел дополнительно включает в себя элемент, приводимый в движение кулачком, прикрепленный к раме и перемещаемый с ней. Перемещение элемента, приводимого в движение кулачком, соответствует перемещению емкости, так что приглаживающий элемент селективно контактирует с этикеткой на перемещающейся емкости.
В еще одном аспекте настоящее изобретение описывает способ селективного контакта этикетки с перемещающейся емкостью. Способ включает в себя обеспечение узла подвижной рамы, причем рама включает в себя по меньшей мере один элемент рамы, перемещаемый с возможностью поворота вокруг оси поворота. Способ дополнительно включает в себя прикрепление приглаживающего средства к раме. Способ дополнительно включает в себя расположение рамы таким образом, что при повороте рамы вокруг оси поворота приглаживающее средство смещается между (i) первым положением, в котором приглаживающее средство находится в непосредственном контакте с траекторией перемещающейся емкости, и (ii) вторым положением, в котором приглаживающее средство расположено на расстоянии от траектории перемещающейся емкости. Способ дополнительно включает в себя обеспечение элемента, приводимого в движение кулачком, на узле рамы. Способ также включает в себя расположение этикетки между емкостью и приглаживающим средством. Способ также включает в себя конфигурирование элемента, приводимого в движение кулачком, и перемещение емкости таким образом, что рама поворачивается так, что, когда перемещающаяся емкость находится вдоль приглаживающего средства, приглаживающее средство смещено в первое положение, так что приглаживающее средство контактирует с этикеткой на емкости.
Проблемы и недостатки, связанные с ранее известными способами и системами, устранены в настоящих способах и системах для различных процессов последующей обработки, включающих в себя нанесенные этикетки и, в частности, этикетки, нанесенные на емкости с использованием клеев, склеивающих при надавливании. Осуществление способов и использование систем, описанных в данном документе, могут уменьшить и в некоторых применениях исключить различные процессы предварительного нагревания, иначе необходимые в процессах нанесения этикеток. Способы и системы, описанные в данном документе, обеспечивают бездефектные этикетированные емкости или другие подложки.
Относительно второго этапа и в еще одном аспекте настоящее изобретение описывает способ предотвращения постдефектов этикетки. Способ включает в себя обеспечение подложки, содержащей полимерную этикетку, нанесенную при помощи клея на подложку. Способ также включает в себя, непосредственно после нанесения этикетки при помощи клея на подложку, нагревание этикетки до температуры, достаточной для снятия по меньшей мере части внутренних напряжений внутри полимерного материала этикетки и, таким образом, предотвращения постдефектов этикетки.
В другом аспекте настоящее изобретение описывает способ улучшения удержания этикетки после нанесения этикетки при помощи клея на подложку. Способ включает в себя, непосредственно после нанесения этикетки при помощи клея на подложку нагревание этикетки и клея до температуры, составляющей по меньшей мере 30°C.
В еще одном аспекте настоящее изобретение описывает способ предотвращения дефектов в этикетке, нанесенной на емкость. Способ включает в себя обеспечение емкости, имеющей наружную поверхность, и обеспечение этикетки. Способ также включает в себя нанесения этикетки при помощи клея на наружную поверхность емкости посредством использования эффективного количества клея, расположенного между этикеткой и наружной поверхностью емкости. Способ дополнительно включает в себя, непосредственно после нанесения этикетки на поверхность, нагревание нанесенной этикетки и клея до температуры, составляющей по меньшей мере, 30°C в течение периода времени, меньшего чем около 5 секунд.
В еще одном аспекте настоящее изобретение описывает способ уменьшения дефектов этикетки, возникающих после нанесения нанесенной этикетки при помощи клея на наружную поверхность емкости. Способ включает в себя, непосредственно после нанесения этикетки на наружную поверхность емкости, нагревание этикетки и клея до температуры от около 50 до около 100°C в течение периода времени, меньшего чем около 5 секунд.
В еще одном аспекте настоящее изобретение описывает систему уменьшения постдефектов этикетки. Система содержит узел для нанесения этикетки при помощи клея на емкость. Система содержит один или более нагревателей для нагревания нанесенной этикетки непосредственно после нанесения на емкость. Нагреватели способны нагревать нанесенную этикетку от температуры окружающей среды до температуры от около 30 до около 150°C течение периода времени, меньшего 5 секунд.
Как будет понятно, настоящее изобретение включает в себя дополнительные разные варианты осуществления, и его некоторые элементы могут быть изменены в различных отношениях, все без отхода от настоящего изобретения. Следовательно, чертежи и описание должны рассматриваться как иллюстративные, а не ограничивающие.
Краткое описание чертежей
Фиг. 1 - вид типичной емкости, имеющей сложную криволинейную поверхность;
фиг. 2 - вид емкости согласно фиг. 1 с этикеткой, идеально нанесенной на наружную поверхность емкости и проходящей в области сложной криволинейной поверхности;
фиг. 3 - вид емкости согласно фиг. 1 с этикеткой и выточками, которые обычно получаются после нанесения на емкость с использованием известных в настоящее время способов;
фиг. 4 - схематичный перспективный вид гибкого элемента согласно предпочтительному варианту осуществления в соответствии с настоящим изобретением;
фиг. 5 - вид сбоку гибкого элемента, изображенного на фиг. 4;
фиг. 6 - вид спереди гибкого элемента, изображенного на фиг. 4 и 5;
фиг. 7 - перспективный вид спереди гибкого элемента, удерживаемого и поддерживаемого в узле рамы согласно предпочтительному варианту осуществления и корпусе в соответствии с настоящим изобретением;
фиг. 8 - другой перспективный вид спереди, открывающий внутреннюю область гибкого элемента, узла рамы и корпуса, изображенных на фиг. 7;
фиг. 9 - перспективный вид сзади гибкого элемента, узла рамы и корпуса согласно фиг. 7 и 8;
фиг. 10 - вид в разрезе гибкого элемента, узла рамы и корпуса по линии AA на фиг. 9;
фиг. 11 - вид спереди предпочтительного гибкого элемента и узла рамы согласно другому предпочтительному варианту осуществления в соответствии с настоящим изобретением;
фиг. 12 - перспективный вид узла рамы согласно предпочтительному варианту осуществления, изображенному на фиг. 11, без гибкого элемента;
фиг. 13 - перспективный вид емкости, содержащей этикетку, частично приклеенную к емкости в соответствии с предпочтительным способом настоящего изобретения;
фиг. 14 - вид сверху емкости и частично приклеенной этикетки, изображенной на фиг. 13;
фиг. 15 - схематичный вид, показывающий начальный контакт между этикеткой и емкостью согласно фиг. 13 и 14 с предпочтительным гибким элементом в соответствии с предпочтительным способом настоящего изобретения;
фиг. 16 - схематичный вид, показывающий дополнительный контакт между этикеткой и емкостью и гибким элементом после состояния, изображенного на фиг. 15;
фиг. 17 - схематичный вид, показывающий дополнительный контакт между этикеткой и емкостью и гибким элементом после состояния, изображенного на фиг. 16;
фиг. 18 - схематичный вид, показывающий дополнительный контакт между этикеткой и емкостью и гибким элементом после состояния, изображенного на фиг. 17;
фиг. 19 - схематичный вид, показывающий дополнительный контакт между этикеткой и емкостью и гибким элементом после состояния, изображенного на фиг. 18. Фиг. 19 изображает типичную конфигурацию прокатки, принятую гибким элементом к последнему этапу;
фиг. 20 - перспективный вид, показывающий деформацию гибкого элемента, полученную в результате контакта с емкостью, имеющей криволинейный наружный контур;
фиг. 21 - предпочтительный узел гибких элементов и узлов рам для одновременного нанесения множества этикеток на множество емкостей;
фиг. 22 - вид сверху узла для предварительного нагревания для использования с узлом согласно фиг. 21;
фиг. 23 - вид сверху узла, изображенного на фиг. 21, с дополнительными элементами;
фиг. 24 - схематичный вид спереди гибкого элемента согласно другому предпочтительному варианту осуществления в соответствии с настоящим изобретением;
фиг. 25 - схематичный вид спереди гибкого элемента согласно еще одному предпочтительному варианту осуществления в соответствии с настоящим изобретением;
фиг. 26 - вид спереди типичных направляющих, соответствующих форме емкости, которая должна быть этикетирована;
фиг. 27 - перспективный вид быстросменного узла согласно предпочтительному варианту осуществления, содержащего гибкий элемент, в соответствии с настоящим изобретением;
фиг. 28 - перспективный вид набора быстросменных узлов в соответствии с настоящим изобретением;
фиг. 29 - вид спереди набора узлов, изображенных на фиг. 28;
фиг. 30 - вид спереди набора узлов, причем в каждом используется диафрагма разного размера;
фиг. 31 - перспективный вид типичной емкости и частично нанесенной этикетки;
фиг. 32 - вид сверху емкости и этикетки, изображенных на фиг. 31;
фиг. 33 - перспективный вид приглаживающего узла согласно предпочтительному варианту осуществления в соответствии с настоящим изобретением;
фиг. 34 - перспективный вид приглаживающего устройства согласно предпочтительному варианту осуществления, используемого в приглаживающем узле согласно фиг. 33;
фиг. 35 изображает области этикетки для нанесения при помощи приглаживающего узла согласно предпочтительному варианту осуществления на емкость;
фиг. 36 и 37 схематично изображают конфигурацию емкости и частично контактируемой этикетки;
фиг. 38 и 39 схематично иллюстрируют другую конфигурацию емкости и частично контактируемой этикетки;
фиг. 40 и 41 схематично иллюстрируют другую конфигурацию емкости и частично контактируемой этикетки;
фиг. 42-44 и 46-49 схематично изображают способ согласно предпочтительному варианту осуществления в соответствии с настоящим изобретением;
фиг. 45 иллюстрирует нежелательное состояние, которое вероятно может возникнуть во время процесса нанесения этикетки.
Подробное описание вариантов осуществления
Настоящее изобретение обеспечивает усовершенствования стратегий, способов, элементов и оборудования для нанесения этикеток и пленок на криволинейные поверхности, такие как наружные криволинейные поверхности различных емкостей. Хотя настоящее изобретение описано на основании нанесения этикеток или пленок на емкости, следует понимать, что настоящее изобретение не ограничивается емкостями. Вместо них настоящее изобретение может использоваться для нанесения множества этикеток или пленок на поверхности почти любого типа изделия. Настоящее изобретение особенно относится к нанесению термоусадочных этикеток на криволинейные поверхности емкостей. Настоящее изобретение также особенно относится к нанесению этикеток, таких как термоусадочные этикетки, на сложные криволинейные поверхности различных емкостей.
В данном документе упоминаются емкости, имеющие криволинейные поверхности или сложные криволинейные поверхности. Криволинейной поверхностью является поверхность, образованная линией, перемещающейся вдоль криволинейной траектории. Сложной криволинейной поверхностью является конкретный тип криволинейной поверхности, в которой ранее упомянутая линия является криволинейной линией. Примеры сложной криволинейной поверхности включают в себя, но не ограничиваясь этим, наружную поверхность сферы, гиперболического параболоида и купола. Следует понимать, что настоящее изобретение может использоваться для нанесения этикеток и пленок на большое разнообразие поверхностей, включая плоские поверхности и простые криволинейные поверхности. Однако, как объяснено более подробно в данном документе, настоящее изобретение особенно хорошо подходит для нанесения этикеток и пленок на сложные криволинейные поверхности.
Нанесение этикетки при помощи гибких элементов
Конкретно, настоящее изобретение описывает гибкий аппликатор этикеток или устройство для обработки этикеток и соответствующий узел, который при использовании в соответствии с предпочтительным способом, как описано в данном документе, наносит этикетки на криволинейные поверхности без сопутствующих проблем возникновения дефектов, таких как вытачки и складки. Способ обеспечивает нанесение этикеток на криволинейные поверхности емкостей без дефектов посредством использования единственного процесса одновременного нагревания и приглаживания.
Гибкий элемент, его различные характеристики, а также различные рамы и соответствующие узлы для поддержания и использования элемента описаны более подробно в данном документе. Дополнительно, в данном документе также описаны предпочтительные аспекты этикеток и пленок для нанесения на емкости. Кроме того, в данном документе описаны предпочтительные аспекты клеев, связанных с этикетками, и другие аспекты и подробности этикеток. Кроме того, в данном документе более подробно описаны предпочтительные способы нанесения этикеток посредством использования гибкого элемента (гибких элементов).
Гибкий элемент
Настоящее изобретение описывает гибкий элемент или диафрагму, которая выполнена с возможностью контакта с этикеткой, узлом этикетки, пленкой (пленками) и другими подобными элементами и приложения давления к этикетке для контакта и приклеивания этикетки к поверхности емкости. Обычно, этикетки наносятся на наружную поверхность емкости, которая, как отмечено выше, является криволинейной или иначе имеет криволинейный контур или форму. Во многих случаях некоторые участки емкости могут иметь сложные кривые. Посредством использования настоящего изобретения этикетки могут наноситься на эти участки без дефектов.
Гибкий элемент является достаточно жестким, так что элемент сохраняет свою форму до контакта с этикеткой (этикетками) или емкостью (емкостями). Элемент не является слишком жестким, и, следовательно, является гибким, так что элемент легко деформируется при контакте и при приложении нагрузки, такой как, например, усилие для контакта с этикеткой. Эта предпочтительная характеристика описана более подробно в данном документе, но обычно определяемая согласно ссылке на гибкий элемент, который является деформируемым.
Гибкий элемент может быть выполнен в широком разнообразии разных форм, размеров и конфигураций, при условии, что он имеет упомянутый признак деформирования. Предпочтительно гибкий элемент образует выступающую наружу или куполообразную поверхность, такую как выпуклая поверхность для контакта с этикеткой и/или емкостью. Гибкий элемент также образует внутреннюю полую область, предпочтительно доступную из местоположения, противоположного местоположению выступающей наружу контактной поверхности.
Также предпочтительно, чтобы гибкий элемент передавал тепло этикетке и/или емкости. Следовательно, предпочтительно, чтобы гибкий элемент передавал тепло вдоль по меньшей мере участка его наружной поверхности и предпочтительно вдоль его выступающей наружу поверхности для последующей передачи такого тепла этикетке и/или емкости, особенно при контакте с этикеткой. Тепло может передаваться вдоль поверхности гибкого элемента множеством разных способов. Однако обычно является предпочтительным, чтобы источник тепла был расположен внутри гибкого элемента. Тепло внутри гибкого элемента затем передается через стенку гибкого элемента, например, за счет теплопроводности, наружной поверхности элемента. Следует понимать, что настоящее изобретение включает в себя гибкие элементы, которые не включают в себя никакие нагревательные средства. В данном варианте настоящего изобретения один или более нагревателей используются для нагревания этикеток и/или пленок.
Предпочтительным источником тепла для гибкого элемента является беспламенный нагреватель, такой как электрический резистивный нагреватель. В качестве альтернативы, одна или более витков канала, через который проходит нагретая среда, также могут быть расположены внутри гибкого элемента. Еще один источник тепла управляет нагретой средой непосредственно внутри полой внутренней части гибкого тела. Примеры таких сред включают в себя, но не ограничиваясь этим, воздух, другие газы, текучие среды или текучие жидкости. Например, жидкие углеводороды, такие как масла, могут использоваться для нагревания и/или заполнения внутренней полой области гибкого элемента. Однако воздух часто является предпочтительным, так как он свободно имеется в наличии, и утечка не представляет проблему.
Что касается вариантов осуществления, в которых нагревательная спираль или нагревательный элемент расположен внутри гибкого элемента, конкретная конфигурация спирали или элемента может быть обеспечена для того, чтобы оптимизировать передачу тепла в заданные области гибкого элемента, например, наружные периферийные области куполообразной наружной поверхности. Обычно, предпочтительная конфигурация или форма нагревателя зависит от конкретной геометрии бутылки и ее соответствующей этикетки, с которой гибкий элемент приводится в контакт. Предпочтительно, может использоваться овальная или круглая форма, причем нагреватель располагается относительно близко от внутренней поверхности стенки гибкого элемента вдоль областей, соответствующих наружным областям нанесенной на них этикетки. Это является предпочтительным, так как обычно не нужно нагревать участок (участки) этикетки, которые уже приклеены к емкости, например, внутреннюю среднюю область (области). Это объяснено более подробно в данном документе.
В предпочтительных вариантах гибкого элемента наружная куполообразная область и иногда боковые стенки, прикрепленные к ней, являются изогнутыми, деформированными и перемещенными при контакте элемента с емкостью и этикеткой. Таким образом, обычно, является предпочтительным, чтобы нагревательные средства, такие как, например, электрические резистивные нагревательные элементы, не были непосредственно прикреплены к гибкому элементу. Однако настоящее изобретение предполагает, что такие конструкции и расположения могут быть использованы. Например, гибкие печатные нагревательные элементы могут быть нанесены на внутреннюю поверхность или наружную поверхность гибкого элемента. Также предполагается, что электрический резистивный нагреватель может быть установлен или иначе расположен внутри гибкого элемента.
Нагрев контактирующей с этикеткой куполообразной наружной поверхности гибкого элемента может осуществляться почти любым способом. Например, может использоваться множество нагревательных источников, средств и/или других способов. В некоторых применениях может быть предпочтительным использование множество нагревателей. Например, первый нагреватель может использоваться для нагрева воздуха, входящего во внутреннюю полую область гибкого элемента. Первым нагревателем может, например, быть электрический резистивный нагреватель. Второй нагреватель может быть расположен внутри гибкого элемента и быть относительно неподвижным. Второй нагреватель может быть выполнен в виде электрического резистивного нагревателя или использовать один или более витков, через которые проходит теплопередающая текучая среда. Нагрев гибкого элемента осуществляется таким образом, что наружная температура гибкого элемента составляет по меньшей мере 38°C и наиболее предпочтительно от около 120 до около 150°C во время процессов нанесения этикеток. Следует понимать, что температура или интервал температур, до которых нагревается наружная поверхность гибкого элемента, зависит от множества факторов, включающих в себя, например, термоусадочные свойства этикетки и адгезионные свойства. Также предполагается, что может быть использован еще один набор нагревателей для нагрева этикеток и/или емкостей перед их контактом с гибким элементом. Эти нагреватели могут быть расположены на наружной стороне гибкого элемента. Например, могут быть использованы один или более инфракрасных нагревателей. Инфракрасные лампы являются предпочтительными, так как они стремятся нагревать соответствующие объекты, т.е., этикетки, и не нагревают окружающую среду. Предпочтительно, для некоторых применений этикетки нагревают до температуры по меньшей мере 38°C перед их окончательным нанесением на емкость. Широкий спектр стратегий и способов нагревания может использоваться для повышения температуры наружной поверхности гибкого элемента.
Для некоторых предпочтительных вариантов осуществления желательно использовать единственный источник тепла. То есть, для некоторых применений предпочтительно использовать один или более входных нагревателей для нагрева входящего воздуха во время или перед его входом в гибкий элемент и не использовать один или более нагревателей внутри гибкого элемента. Нагревателями, расположенными внутри гибкого элемента, предпочтительно являются радиационные нагреватели. Исключение таких внутренних нагревателей может обеспечить значительное снижение себестоимости. Однако следует понимать, что настоящее изобретение включает в себя системы, в которых нагревание осуществляется исключительно внутри гибкого элемента, системы, в которых нагревание осуществляется как за счет входных нагревателей, так и нагревателей внутри гибкого элемента, и за счет систем, использующих третьестепенные или другие дополнительные нагреватели в сочетании с входными нагревателями и/или нагревателями внутри гибкого элемента.
Другой признак, описанный в некоторых предпочтительных вариантах осуществления, относится к использованию одного или более воздухопроводов, обычно расположенных внутри гибкого элемента. В предпочтительной конфигурации системы нагретый воздух непрерывно циркулирует через один или более гибких элементов во время процесса нанесения этикетки. Избыточный воздух выпускается при приведении в контакт одного или более гибких элементов и прижатии к соответствующим емкостям, содержащим этикетки. Свежий воздух затем подается после расположения гибкого элемента на расстоянии и не находящегося больше в контакте с емкостью и этикеткой. Предпочтительно, чтобы свежий воздух был нагрет, так как такой способ не допускает использование воздуха при температуре окружающего воздуха, который в противном случае будет охлаждать гибкий элемент.
Во множестве узлов гибкого элемента, рамы и/или корпуса согласно предпочтительному варианту осуществления используется единственный вход для входящего нагретого воздуха вдоль задней стенки, которая окружает внутреннюю часть гибкого элемента. Направление нагретого воздуха во внутреннюю часть гибкого элемента и, особенно, через единственный вход приводит к образованию областей с более высокими температурами вдоль гибкого элемента. Такие области неравномерности являются нежелательными.
Следовательно, для некоторых применений предпочтительно использовать узел воздухопровода или диффузора внутри гибкого элемента. Воздухопроводы могут иметь широкий спектр форм и размеров. Воздухопроводы используются для распределения нагретого воздуха внутри гибкого элемента, чтобы, таким образом, более равномерно нагревать гибкий элемент.
Воздухопровод или диффузор могут иметь множество разных форм, размеров и/или конфигураций. Например, могут быть расположены одна или более пластин диффузора, на которые направляется входящий нагретый воздух. Проходящий поток воздуха отклоняется пластиной (пластинами) диффузора и, таким образом, направляется в другие области внутри гибкого элемента. Пластина диффузора может быть расположена непосредственно в проходящем потоке воздуха, например, посредством закреплении пластины на отверстии отверстия впускного канала для воздуха. Другие элементы могут быть использованы в сочетании с пластиной диффузора, такие как один или более штифтов или другие элементы для отклонения потока. Обычно, любой элемент, который вызывает или способствует турбулентности потока воздуха внутри гибкого элемента, может быть использован.
Особенно предпочтительным вариантом выполнения воздухопровода является трубчатый диффузор. Трубчатый диффузор имеет предпочтительно форму трубы или трубопровода в сообщении по потоку с отверстием для впуска нагретого воздуха и имеет размер и форму для того, чтобы устанавливаться внутри гибкого элемента. Труба или трубопровод образует проходящий в продольном направлении внутренний канал потока. Труба или трубопровод также образует множество каналов или других отверстий в боковых стенках и любых торцевых стенках трубы. Воздух, входящий в гибкий элемент через впускное отверстие, направляется через трубу и выходит из трубы через множество каналов. Конфигурация или расположение отверстий являются такими, что нагретый воздух, выходящий из трубу, равномерно нагревает или по существу равномерно нагревает внутреннюю часть гибкого элемента и предпочтительно переднюю стенку гибкого элемента, которая в конечном счете контактирует с этикетками. Например, типичная конфигурация отверстий может включать в себя два ряда отверстий, проходящих по длине трубы. Каждый канал или отверстие имеет диаметр приблизительно 1,5 мм и расположены на расстоянии около 25 мм друг от друга. Два ряда расположены на расстоянии 60° друг от друга и направлены к внутренним сторонам и передним поверхностям внутри гибкого элемента. Такая ориентация рядов используется для направления нагретого воздуха в боковые области гибкого элемента, где такой нагрев обычно необходим.
Внутренняя полая область гибкого элемента может быть открытой или в сообщении с окружающей средой и, таким образом, находится при атмосферном давлении. В качестве альтернативы, сообщение между внутренней областью и внешней средой может быть частично или полностью ограничено, так что внутренняя область находится под давлением, которое выше или ниже атмосферного давления. Гибкий элемент может быть также выполнен или зацеплен с другими элементами, так что во время деформации гибкого элемента давление во внутренней полой области элемента изменяется и отличается от давления в этой области перед деформацией. Например, предпочтительная конфигурация, как описано более подробно в данном документе, обеспечивает частично ограниченное сообщение между внутренней полой областью гибкого элемента и внешней средой. Перед деформацией ограничение является неполным, так что внутренняя полая область находится под атмосферным давлением. После деформации объем внутренней полой области уменьшен. Вследствие упомянутого частичного ограничения и уменьшения объема давление во внутренней полой области гибкого элемента повышается до давления, большего атмосферного давления. Повышение давления является предпочтительно временным, так как воздух во внутренней полой области может выходить из внутренней области гибкого элемента. Эти аспекты описаны более подробно в данном документе.
Предпочтительно, гибкий элемент не находится под давлением перед процессом нанесения этикетки. То есть, предпочтительно, внутренняя полая область гибкого элемента находится под атмосферным давлением. Посредством селективного регулирования ограничением потока воздуха, выходящего из гибкого элемента во время процесса нанесения этикетки, достигнуто регулируемое повышение и поддержание давления внутри гибкого элемента. Предпочтительно, содержимое гибкого элемента выпускается после каждого процесса нанесения этикетки, так что давление во внутренней части гибкого элемента возвращается к атмосферному давлению. Предпочтительно, пиковое давление, измеренное во внутренней полой области гибкого элемента, составляет менее 34,500 Н/м2, более предпочтительно, менее 27,600 Н/м2 и, наиболее предпочтительно, менее 20,700 Н/м2. Однако следует понимать, что настоящее изобретение включает в себя другие стратегии вентиляции и использование пиковых давлений, меньших или больших упомянутых давлений. Обычно во время процесса нанесения этикеток обеспечивается отчасти устойчивое и постоянное поступление воздуха в гибкий элемент через открытые выпускные каналы. Гибкий элемент будет частично выпускать воздух, когда он контактирует с этикеткой и емкостью и в некоторых случаях может сжиматься, когда он полностью контактирует с этикеткой и емкостью.
Следует понимать, что в настоящем изобретении может использоваться широкий спектр узлов в дополнение к гибким элементам или в некоторых применениях вместо гибких элементов, описанных в данном документе, для нанесения этикетки или пленки на криволинейную поверхность. Например, могут использоваться различные механические узлы, особенно использующие пружины или другие элементы для смещения. Также предполагается, что могут использоваться аппликатор этикеток или элементы для обработки этикеток, использующие сжимаемые пеноматериалы.
Гибкий элемент может быть выполнен почти из любого материала, при условии, что элемент является достаточно гибким, т.е., деформируемым, и иметь соответствующие теплопроводность, срок службы и износостойкость. Предпочтительным классом материалов для гибкого элемента являются силиконы.
Более точно называемые полимеризованными силоксанами или полисилоксанами, силиконы представляют собой смешанные неогранические-огранические полимеры с химической формулой [R2SiO]n, где R - органическая группа, такая как метил, этил или фенил. Эти материалы обычно включают в себя неорганическую кремний-кислородную главную цепь (…-Si-O-Si-O-Si-O-…) с органическими боковыми группами, прикрепленными к атомам кремния, которые являются четырехкоординированными.
В некоторых случаях органические боковые группы могут использоваться для связи двух или более этих главных цепей -Si-O- вместе. Посредством изменения длин цепи -Si-O-, боковых групп и сшивки могут быть синтезированы силиконы с большим разнообразием свойств и составов. Они могут изменяться по консистенции от жидкости к гелю, к каучуку, к твердой пластмассе. Наиболее известным силоксаном является линейный полидиметилсилоксан, силиконовое масло. Вторая самая большая группа силиконовых материалов основана на силиконовых смолах, которые образованы за счет разветвленных и клеткоподобных олигосилоксанов.
Особенно предпочтительным силиконом для использования в формировании гибкого элемента является имеющийся в продаже силиконовый эластомер, маркированный как Rhodorsil®V-240. Rhodorsil®V-240 поставляется фирмой Bluestar Silicones of Rock Hill, SC. Этот силиконовый эластомер является двухкомпонентным, отвержденным реакцией присоединения, отвержденным при комнатной температуре или отвержденным с термическим ускорением силиконовым каучуковым составом. Он обозначен как каучук с твердостью 60 условных единиц (по Шору A) с высокими прочностными характеристиками, большим сроком службы, малой усадкой, отличным воспроизведением деталей, хорошими антиадгезионными свойствами и повышенным сопротивлением ингибированию. Рецептура Rhodorsil®V-240 представлена в таблице 1 ниже
Рецептура Rhodorsil®
Как объяснено в данном документе, в некоторых применениях желательно нагревать этикетку до или во время нанесения этикетки на соответствующую поверхность. Как упомянуто выше, нагревательные средства могут быть помещены во внутреннюю полую область гибкого элемента. Следовательно, желательно, чтобы материал гибкого элемента имел относительно высокую теплопроводность для обеспечения теплообмена с наружной поверхностью гибкого элемента. Предпочтительно, теплопроводность гибкого элемента составляет по меньшей мере 0,1 Вт/(м·°C), более предпочтительно по меньшей мере 0,15 Вт/(м·°C), более предпочтительно по меньшей мере 0,20 Вт/(м·°C), более предпочтительно по меньшей мере 0,25 Вт/(м·°C) и наиболее предпочтительно по меньшей мере 0,275 Вт/(м·°C).
Для вариантов осуществления, в которых гибкий элемент выполнен из силиконового эластомера, толщина стенок гибкого элемента составляет предпочтительно от около 2,3 до около 3,0 мм. Следует принимать во внимание, что конкретная толщина стенок зависит от выбора материала, заданных характеристик деформируемости и других факторов. Следовательно, никоим образом настоящее изобретение не ограничивается этими толщинами стенок.
Наиболее предпочтительно, гибким элементом является куполообразный выступающий наружу деформируемый элемент. Элемент может включать в себя одну или более дугообразных боковых стенок или множество прямых стенок, расположенных, чтобы образовать внутреннюю полую область. В предпочтительном варианте гибкий элемент включает в себя четыре боковых стенки, которые проходят между основанием и куполообразной поверхностью, контактирующей с этикеткой. Четыре стенки расположены поперек с соседними стенками для того, чтобы образовать квадратную или прямоугольную форму. Основание предпочтительно выполнено в виде выступа, который проходит вдоль общей кромки четырех боковых стенок. Куполообразная поверхность проходит от кромки боковых стенок, противоположной выступу. Весь гибкий элемент, т.е., его основание, боковые стенки и куполообразная поверхность могут быть легко выполнены посредством формования силиконового эластомера, такого как упомянутый выше Rhodorsil®V-240. Точная форма, размер и конфигурация гибкого элемента в основном зависят от формы, размера и конфигурации бутылки, на которую должна наноситься этикетка. Для многих применений гибкий элемент может иметь форму овала с куполообразной передней поверхностью. Однако следует понимать, что настоящее изобретение включает в себя гибкие элементы почти любой формы.
Конкретная форма и/или конфигурация гибкого элемента в основном зависит от формы этикетки и формы или контура емкости. Хотя для многих применений может быть подходящим гибкий элемент, имеющий обычно прямоугольный и симметричный передний профиль с дугообразными или закругленными кромками, для конкретных применений может быть предпочтительным использование гибких элементов, имеющих несимметричные передние и/или боковые профили. Примеры гибких элементов, имеющих несимметричные профили, приведены и описаны в данном документе.
Рама и узел гибкого элемента
Настоящее изобретение также описывает раму для поддержания гибкого элемента и предпочтительно зацепления элемента для обеспечения расположения и контакта элемента с этикеткой и/или емкостью. Рама предпочтительно является жесткой и может быть выполнена из одного или более металлов, полимерных материалов или композиционных материалов, имеющие необходимые свойства, как более подробно описано в данном документе.
Предпочтительно, в одном варианте описана рама, имеющая относительно плоскую форму, образующую две противоположно направленные стороны и образующую относительно большое центральное отверстие. Отверстие имеет размер и форму для вмещения и установки гибкого элемента. Следовательно, после расположения гибкого элемента в отверстии рамы, рама проходит вокруг гибкого элемента и обеспечивает опору для элемента и облегчает перемещение или расположение гибкого элемента. В предпочтительном варианте осуществления гибкий элемент включает в себя множество боковых стенок. Таким образом, предпочтительно, рама образует отверстие, имеющее такую же форму, что и множество боковых стенок гибкого элемента. Для множеств линейных боковых стенок гибкого элемента форма отверстия, образованного в раме, предпочтительно соответствует форме множества боковых стенок. Предпочтительно, количество линейных боковых стенок соответствует количеству внутренних линейных кромок отверстия рамы.
В некоторых применениях может быть предпочтительным обеспечение одной или более направляющих, проходящих от рамы и обычно вдоль гибкого элемента при соединении с рамой. Одна или более направляющих расположены и ориентированы относительно гибкого элемента таким образом, что они используются для ограничения степени и/или направления деформации гибкого элемента. Направляющие могут быть закреплены или иначе выполнены с рамой при помощи способов, известных в технике. Направляющие предпочтительно расположены вокруг вышеупомянутого отверстия рамы. Направляющие предпочтительно проходят или иначе выступают от поверхности рамы и в некоторых вариантах осуществления могут проходить в поперечном направлении от нее.
Каждая направляющая может также содержать один или более дополнительных элементов или сама может проходить в заданном направлении относительно гибкого элемента. Например, устанавливаемый с возможностью регулирования вспомогательный направляющий элемент может быть расположен вдоль дистальной концевой области направляющей. Вспомогательный направляющий элемент может проходить перпендикулярно к продольной оси направляющей или под некоторым углом относительно продольной оси направляющей. Положение и, конкретно, угловая ориентация вспомогательной направляющей предпочтительно выбираются так, что пользователь может изменять ориентацию и положение вспомогательного направляющего элемента относительно гибкого элемента по желанию.
Еще одним предпочтительным признаком во многих вариантах осуществления является обеспечение направляющих, имеющих конкретные формы или профили вдоль их внутренних поверхностей, т.е., поверхностей направляющих, которые направлены к гибкому элементу. Использование фасонных внутренних сторон направляющих способствует улучшенному контакту между гибкими элементами и емкостями/этикетками. Для некоторых емкостей, имеющих криволинейную или наклонную боковую стенку и/или дугообразные передние или задние поверхности, использование направляющих, имеющих фасонные внутренние стороны, способствует контакту качения между гибким элементом и этикеткой. Кроме того, обеспечение направляющих, имеющих внутренние стороны, которые подходят или обычно соответствуют контуру сторон емкости, способствует дополнительному смещению гибкого элемента вокруг контура емкости. Кроме того, также было установлено, что использование направляющих, имеющих внутренние стороны, которые соответствуют форме емкости, способствует нанесению угловых и наружных концевых областей этикетки на емкость.
Рама предпочтительно выполнена из стали или алюминия, хотя предполагается широкий спектр других материалов. Направляющие и/или вспомогательные направляющие элементы также предпочтительно выполнены из стали или алюминия. Направляющие могут быть выполнены как одно целое с рамой. В качестве альтернативы, направляющие могут быть закреплены на раме после образования рамы, например, посредством сварки или использования одного или более крепежных элементов. Как упомянуто, предпочтительно, чтобы вспомогательный направляющий элемент (вспомогательные направляющие элементы) был расположен относительно направляющей (направляющих) и/или рамы. Таким образом, предпочтительно, чтобы селективно располагаемый узел использовался для прикрепления с возможностью съема каждого вспомогательного направляющего элемента к соответствующей направляющей.
Настоящее изобретение также описывает корпус или другой опорный узел. Предпочтительно, рама и/или гибкий элемент закреплены на корпусе. Корпус предпочтительно имеет размер, форму и выполнен с возможностью соединения с рамой или закрепления на раме. Корпус также может использоваться для вмещения нагревательных средств для гибкого элемента. Эти аспекты описаны более подробно в данном документе.
Кроме того, для некоторых вариантов осуществления может быть предпочтительным обеспечение регулировочных узлов, так что положение направляющих может селективно регулироваться относительно рамы. Такие регулировочные узлы могут быть выполнены во множестве форм, однако предпочтительный узел включает в себя пару вертикально ориентированных рельсов, на которых направляющие могут быть селективно расположены и зацеплены. Использование такого регулировочного узла позволяет легко и удобно устанавливать вертикальное положение одной или более направляющих по желанию. Вертикальное расположение направляющей может быть желательным для обеспечения нанесения этикетки разных размеров и/или положений размещения на соответствующих емкостях.
Узел рамы и корпуса и, прежде всего, включающий в себя гибкий элемент, может дополнительно включать в себя один или более дополнительных элементов. Как упомянуто выше, нагревательные средства предпочтительно расположены во внутренней полой области гибкого элемента. Предпочтительно, такое нагревание обеспечивается одним или более электрическими резистивными нагревательными элементами. Элемент может иметь множество разных форм и конфигураций. Кроме того, как упомянуто выше, труба, транспортирующая перемещаемую нагревательную среду, может быть расположена во внутренней полой области гибкого элемента. Обычно, предпочтительно, чтобы соответствующие изолирующие элементы были обеспечены совместно с нагревательным элементом для предотвращения прямого контакта с гибким элементом. Однако если гибкий элемент выполнен из материала, который является относительно стойким к высоким температурам, такие изолирующие элементы могут быть не нужны.
Узел рамы, гибкого элемента и корпуса предпочтительно дополнительно включает в себя вентиляционную пластину, которая проходит через открытую заднюю область гибкого элемента. Вентиляционная пластина обеспечивает доступ к внутренней полой области гибкого элемента. После установки в узле вентиляционная пластина контактирует, и предпочтительно контактирует с возможностью уплотнения, с направленной назад поверхностью гибкого элемента и/или рамой. Вентиляционная пластина предпочтительно образует одно или более отверстий, проходящих через вентиляционную пластину, которые обеспечивают прохождение воздуха. Воздух может подаваться через эти отверстия для повышения давления внутренней части гибкого элемента и/или нагревания гибкого элемента. После деформации гибкого элемента, например, после контакта с этикеткой и емкостью, воздух направляется из полой внутренней части гибкого элемента через одно или более отверстий, образованных в вентиляционной пластине. Общая площадь сечения потока отверстий вентиляционной пластины может выбираться или изменяться так, что скорость воздуха, выходящего из гибкого элемента или входящего в гибкий элемент, ограничена или иначе регулируется. Этот стратегия может использоваться для уменьшения степени деформации гибкого элемента. Эти аспекты описаны более подробно в данном документе.
В некоторых применениях, особенно применениях, включающих в себя массовое производство, предпочтительно использовать множество узлов рамы (рам), гибкого элемента (гибких элементов) и/или корпуса (корпусов), такое как в параллельной конфигурации, в которой элементы расположены рядом друг с другом.
Другим опциональным признаком настоящего изобретения является обеспечение «быстросменного» узла. В этих вариантах осуществления предусмотрен съемный узел головки, который поддерживает гибкий элемент, опциональный нагреватель (нагреватели) внутри гибкого элемента, раму и электрические элементы. Съемный узел головки может легко зацепляться с большей рамой или опорным узлом и отсоединяться от большей рамы или опорного узла, или с шаговым устройством, известным в данной области техники. Обеспечение съемного узла головки обеспечивает быструю и эффективную замену одного гибкого элемента и соответствующего узла другим гибким элементом и его соответствующим узлом. Это может быть желательным, когда использование гибкого элемента, имеющего конкретную конфигурацию, является предпочтительным относительно другого гибкого элемента, имеющего другую конфигурацию. Съемные узлы головки предпочтительно выполнены таким образом, что они легко зацепляются или закрепляются на другой раме или шаговом устройстве. Соединения в цепи электропитания и сигнальные соединения предпочтительно выполнены при помощи разъемных соединений, хотя настоящее изобретение включает в себя использование других соединительных систем. Эти и другие аспекты описаны более подробно в данном документе вместе с описанием типичного предпочтительного варианта осуществления.
Этикетки/пленка
Полимерные пленки, используемые в структурах этикеток, к нанесению которых относится настоящее изобретение, обладают сбалансированными усадочными свойствами. Сбалансированные усадочные свойства обеспечивают усадку пленки во множестве направлений, чтобы, таким образом, соответствовать контуру сложной криволинейной поверхности при нанесении этикетки на криволинейные поверхности. Могут использоваться пленки, имеющие несбалансированную усадку, то есть, пленки, имеющие высокую степень усадки в одном направлении, и небольшую усадку в другом направлении. Подходящие пленки, имеющие сбалансированную усадку, позволяют наносить более широкое разнообразие форм этикетки на более широкое разнообразие форм емкости. Обычно, пленки, имеющие сбалансированные усадочные свойства, являются предпочтительными.
В одном варианте осуществления полимерная пленка имеет максимальную усадку (S), измеренную по стандарту ASTM D 1204 в по меньшей мере одном направлении, составляющую по меньшей мере 10% при 90°C, и в другом направлении усадка находится в пределах S+/-20%. В другом варианте осуществления пленка имеет предельную усадку (S) в по меньшей мере одном направлении около 10-50% при 70°C, и в другом направлении усадка находится в пределах S+/-20%. В одном варианте осуществления предельная усадка (S) составляет по меньшей мере 10% при 90°C, и в другом направлении усадка находится в пределах S+/-20%. Температура начала усадки пленки в одном варианте осуществления находится в пределах около 60-80ºC.
Усадочная пленка должна быть термоусадочной и еще иметь достаточную жесткость для распределения с использованием известного оборудования для нанесения этикеток и процессов, включающих в себя печать, вырубную штамповку и перенос этикетки. Необходимая жесткость пленки зависит от размера этикетки, скорости нанесения и используемого оборудования для нанесения этикеток. В одном варианте осуществления усадочная пленка имеет жесткость в продольном направлении, составляющую по меньшей мере 5 мН, измеренную при помощи испытания, проведенного фирмой L&W Bending Resistance. В одном варианте осуществления усадочная пленка имеет жесткость, составляющую по меньшей мере 10 мН, или по меньшей мере 20 мН. Жесткость усадочной пленки является важной для должного распределения этикеток по отделительной пластине при более высоких линейных скоростях.
В одном варианте осуществления этикетки фасонной формы наносятся на изделие или емкость в автоматизированном процессе линии для нанесения этикеток при линейной скорости, составляющей по меньшей мере 30 штук в минуту и, предпочтительно от по меньшей мере 250 штук в минуту до по меньшей мере 500 штук в минуту. Предполагается, что настоящее изобретение может использоваться в совокупности с процессами, осуществляемыми при 700-800 штук в минуту или больше.
В одном варианте осуществления усадочная пленка имеет 2% секущий модуль, измеренный по стандарту ASTM D 1204, в продольном направлении, от около 138000000 Н/м2 до около 2760000000 Н/м2 и в поперечном направлении от около 138000000 Н/м2 до около 2760000000 Н/м2. В другом варианте осуществления 2% секущий модуль пленки составляет от около 206000000 Н/м2 до около 2060000000 Н/м2 в продольном направлении и от около 206000000 Н/м2 до около 2060000000 Н/м2 в поперечном направлении. Пленка может иметь более низкий модуль в поперечном направлении, чем в продольном направлении, так что этикетка легко распределяется в продольном направлении при поддержании достаточно низкого модуля в поперечном направлении для обеспечения прилегаемости и сжимаемости.
Полимерная пленка может быть выполнена при помощи известных способов. Например, пленка может быть получена с использованием способа двойного пузыря, способа растягивания и ориентирования пленки или может содержать пленку, полученную методом экструзии с раздувом.
Усадочная пленка, используемая в этикетке, может иметь однослойную структуру или многослойную структуру. Слой или слои усадочной пленки могут быть образованы из полимера, выбранного из сложного эфира, полиолефина, поливинилхлорида, полистирола, полилактиковой кислоты, сополимеров и их смесей.
Полиолефины содержат гомополимеры или сополимеры олефинов, которые являются алифатическими углеводородами, содержащими одну или несколько углерод-углеродных двойных связях. Олефины представляют собой алкены, которые включают в себя 1-алкены, также известные как альфа-олефины, такие как 1-бутен, и внутренние алкены, содержащие углерод-углеродную двойную связь на неконцевых атомах углерода углеродной цепи, такие как 2-бутен, циклические олефины, содержащие одну или несколько углерод-углеродных двойных связей, такие как циклогексен и норборнадиен, и циклические полиены, которые являются нециклическими алифатическими углеводородами, содержащими одну или несколько углерод-углеродных двойных связей, такие как 1,4-бутадиен и изопрен. Полиолефины включают алкеновые гомополимеры из единственного алкенового мономера, такие как полипропиленовый гомополимер, алкеновые сополимеры из по меньшей мере из одного алкенового мономера и одного или более дополнительных олефиновых мономеров, где первый перечисленный алкен является основным компонентом сополимера, такие как пропилен-этиленовый сополимер и пропилен-этилен-бутадиеновый сополимер, гомополимеры циклического олефина из единственного мономера циклического олефина и сополимеры циклического олефина из по меньшей мере одного мономера циклического олефина и одного или более дополнительных мономеров олефина, где первый перечисленный циклический олефин является основным компонентом сополимера, и смеси любых из упомянутых олефиновых полимеров.
В одном варианте осуществления усадочная пленка является многослойной пленкой, содержащей внутренний слой и по меньшей мере один наружный слой. Наружным слоем может быть печатаемый наружный слой. В одном варианте осуществления многослойная усадочная пленка содержит внутренний и два наружный слоя, где по меньшей мере один наружный слой является печатаемым. Многослойной усадочной пленкой может быть соэкструдированная пленка.
Пленка может иметь толщину в пределах 12-500 или 12-300, или 12-200, или 25-75 мкм. Различие слоев пленки может включать в себя отличие компонентов термопластичного полимера, добавочных компонентов, ориентирования, толщины или их сочетания. Толщина внутреннего слоя может составлять 50-95%, или 60-95%, или 70-90% толщины пленки. Толщина наружного слоя или сочетания двух наружных слоев может составлять 5-50%, или 5-40%, или 10-30% толщины пленки.
Пленка может быть дополнительно обработана на одной поверхности или как на верхней, так и нижней поверхностях для улучшения характеристики с точки зрения пригодности для печатания или сцепления с клеем. Обработка может включать в себя нанесение поверхностного слоя, такого как, например, лак, прикладывание разряда высокой энергии, включающего коронный разряд, к поверхности, применение обработки пламенем поверхности или сочетание любых из упомянутых обработок. В варианте осуществления настоящего изобретения пленка обработана на обеих поверхностях, а в другом варианте осуществления пленка обработана на одной поверхности коронным разрядом, и обработана пламенем на другой поверхности.
Слои усадочной пленки могут содержать пигменты, наполнители, стабилизаторы, светозащитные вещества и другие подходящие модифицирующие добавки по желанию. Пленка также может содержать антиадгезивные добавки, улучшающие скольжение, и антистатические добавки. Подходящие антиадгезивные добавки включают в себя неогранические частицы, такие как глины, тальк, карбонат кальция и стекло. Добавки, улучшающие скольжение, пригодные в настоящем изобретении включают в себя полисилоксаны, воски, жирные амиды, жирные кислоты, металлические мыла и материал в виде частиц, такой как диоксид кремния, синтетический аморфный диоксид кремния и политетрафторэтиленовый порошок. Антистатические добавки, используемые в настоящем изобретении, включают в себя сульфонаты щелочных металлов, полидиорганосилоксаны, модифицированные простым полиэфиром, полиалкилфенилсилоксаны и третичные амины.
В одном варианте осуществления усадочная пленка микроперфорирована для обеспечения выпуска захваченного воздуха с поверхности контакта между этикеткой и изделием, на которое она наклеена. В еще одном варианте осуществления усадочная пленка является проницаемой для обеспечения выхода текучей среды из клея или с поверхности изделия. В одном варианте осуществления вентиляционные отверстия или прорези образованы в усадочной пленке.
Настоящее изобретение может использоваться для нанесения, обработки и иным образом в сочетании с широким спектром этикеток, пленки и других элементов. Например, настоящее изобретение может использоваться в сочетании с усадочными этикетками, самоклеющимися этикетками, самоклеющимися усадочными этикетками, термосклеивающимися этикетками, и почти любым типом этикетки или пленки, известным в областях техники упаковки и нанесения этикеток.
Клей и дополнительные аспекты этикеток
Описание подходящих клеев, склеивающих при надавливании, может быть найдено в Encyclopedia of Polymer Science and Engineering, Vol.13, Wiley-Interscience Publisher (New York, 1998). Дополнительное описание подходящих клеев, склеивающих при надавливании, можно найти в Polymer Science and Technology, Vol.1, Interscience Publisher (New York, 1964). Являются подходящими известные клеи, склеивающие при надавливании, включающие в себя акриловые клеи, склеивающие при надавливании, клеи, склеивающие при надавливании, на основе каучука и силиконовые клеи, склеивающие при надавливании. Клеем, склеивающим при надавливании, может быть клей, содержащий растворитель, или может быть клей, склеивающий при надавливании, применяемый в виде водных растворов. Горячие расплавленные клеи также могут использоваться. В одном варианте осуществления клей, склеивающий при надавливании, содержит акриловый эмульсионный клей.
Клей и сторона пленки, на которую наносится клей, имеют достаточную совместимость для обеспечения хорошего клеевого соединения. В одном варианте осуществления клей выбирается таким образом, что этикетки можно аккуратно удалять с емкостей из полиэтилентерефталата в течение 24 часов после нанесения. Клей также выбирают таким образом, что компоненты клея не проникают в пленку.
В одном варианте осуществления клей может быть выполнен из акрилового полимера. Предполагается, что любой акриловый полимер, способный образовывать клеевой слой с достаточной клейкостью для приклеивания к подложке, может работать в настоящем изобретении. В некоторых вариантах осуществления акриловые полимеры для слоев клея, склеивающего при надавливании, включают в себя акриловые полимеры, полученные полимеризацией по меньшей мере одного алкилакрилатного мономера, содержащего от около 4 до около 12 атомов углерода из алкильной группы и присутствуют в количестве от около 35-95 масс. % полимера или сополимера, как описано в патенте США № 5264532. Опциональный акриловый клей, склеивающий при надавливании, может быть получен из единственного полимерного образца.
Температура стеклования слоя клея, склеивающего при надавливании, содержащего акриловые полимеры, может изменяться посредством регулирования количества полярных или «твердых мономеров» в сополимере, как указано в патенте США № 5264532. Чем больше массовый процент твердых мономеров, включенных в акриловый сополимер, тем выше температура стеклования полимера. Твердые мономеры, предполагаемые подходящими для настоящего изобретения, представляют собой сложные виниловые эфиры, карбоновые кислоты и метакрилаты в массовых концентрациях, меняющихся от около 0 до около 35 масс. % полимера.
Клей, склеивающий при надавливании, может быть акриловым, таким как акриловый клей, склеивающий при надавливании, указанный в патенте США № 5164444 (акриловая эмульсия), патенте США № 5623011 (акриловая эмульсия с повышенной клейкостью) и патенте США № 6306982. Клеем также может быть каучуковый клей, такой как клей, указанный в патенте США № 5705551 (каучуковый, термоплавкий). Клей также может включать в себя радиационно отверждаемую смесь мономеров с инициаторами и другими ингредиентами, такую как смеси, указанные в патенте США № 5232958 (акриловый полимер, отвержденный под воздействием ультрафиолетового излучения) и патенте США № 5232958 (отвержденный под воздействием электронного луча). Раскрытия этих патентов, поскольку они относятся к акриловым клеям, включены, таким образом, согласно ссылке.
В настоящем изобретении используются коммерчески доступные клеи, склеивающие при надавливании. Примеры этих клеев включают в себя горячие расплавленные клеи, склеивающие при надавливании, поставляемые компанией H.B. Fuller Company, St. Paul, Minn в качестве HM-1597, HL-2207-X, HL-2115-X, HL-2193-X. Другие используемые коммерчески доступные клеи, склеивающие при надавливании, включают в себя клеи, поставляемые компанией Century Adhesive Corporation, Columbus, Ohio. Другой подходящий акриловый клей, склеивающий при надавливании, содержит смесь эмульсии полимерных частиц с дисперсией частиц вещества, повышающего клейкость, как в основном описано в примере 2 патента США № 6306982. Полимер получен полимеризацией в эмульсии 2-этилгексилакрилата, винилацетата, диоктилмалеата, а также акриловых и метакриловых сомономеров, как описано в патенте США № 5164444, приводящей к размеру частиц латекса около 0,2 мкм в средневесовых диаметрах и содержанию геля около 60%.
Коммерческим примером горячего расплавленного клея является клей H2187-01, поставляемый компанией Ato Findley, Inc., of Wauwatusa, Wis. Кроме того, клеи, склеивающие при надавливании, блоксополимера на основе каучука, описанные в патенте США № 3239478, также могут использоваться в клеевых структурах настоящего изобретения, и этот патент, таким образом, включен согласно ссылке для раскрытия таких термоплавких клеев, которые описаны более подробно ниже.
В другом варианте осуществления клей, склеивающий при надавливании, содержит эластомерные материалы на основе каучука, содержащие подходящие эластомерные материалы на основе каучука, которые включают в себя линейные, разветвленные, привитые или радиальные блоксополимеры, представленные диблочной структурой A-B, трехблочной A-B-A, радиальной или сопряженной структурами (A--B)n, и сочетания этих структур, где A представляет твердую термопластичную фазу или блок, который является некаучукоподобным или стеклообразным или кристаллическим при комнатной температуре, но текучим при более высоких температурах, и B представляет мягкий блок, который является каучукоподобным или эластомерным при температуре эксплуатации или комнатной температуре. Эти термопластичные эластомеры могут содержать около 75-95 масс. % каучукоподоных сегментов и около 5-25 масс. % некаучукоподобных сегментов.
Некаучукоподобные сегменты или жесткие блоки содержат полимеры моно- и полициклические ароматические углеводороды и, более конкретно, винилзамещенные ароматические углеводороды, которые могут быть моноциклическими или бициклическими по природе. Для образования каучукоподобного блока или сегмента могут использоваться каучукоподобные материалы, такие как полиизопрен, полибутадиен и стирол-бутадиеновые каучуки. Особенно подходящие каучукоподобные сегменты включают в себя полидиены и насыщенные олефиновые каучуки сополимеров этилена/бутилена или этилена/пропилена. Эти последние каучуки могут быть получены из соответствующих ненасыщенных полиалкиленовых остатков, таких как полибутадиен и полиизопрен путем их гидрирования.
Блок-сополимеры виниловых ароматических углеводородов и диенов с сопряженными двойными связями, которые могут быть использованы, включают в себя любые из этих блок-сополимеров, которые имеют эластомерные свойства. Блок-сополимерами могут быть диблочные, триблочные, мультиблочные, звездообразные блочные, полиблочные или привитые блочные сополимеры. В данном описании терминам «диблочные, триблочные, мультиблочные, полиблочные и привитые блочные» относительно структурных признаков блок-сополимеров следует передавать их обычное значение, которое определено в литературе, такой как Encyclopedia of Polymer Science and Engineering, Vol.2, (1985) John Wiley & Sons, Inc., New York, pp. 325-326, and J.E/ McGrath in Block Copolymers, Science Technology, Dale J. Meier, Ed., Harwood Academic Publishers, 1979, (страницы 1-5).
Такие блоксополимеры могут иметь различные отношения сопряженных диенов к винилароматическим углеводородам, включая блоксополимеры, содержащие приблизительно до 40 масс. % винил ароматических углеводородов. Следовательно, могут использоваться мультиблок-сополимеры, которые являются линейными или радиальными симметричными или асимметричными, и которые имеют структуры, представленные формулами A--B, A--B--A, A-B--A--B, B--A--B, (AB)0,1,2… BA и т.д., где A - полимерный блок винилароматического углеводорода или блок веретенообразного сополимера (сопряженный диен/винилароматический углеводород), и B - каучукоподобный полимерный блок сопряженного диена.
Блок-сополимеры могут быть получены по любой из хорошо известных методик полимеризации или сополимеризации, включая методики последовательное добавление мономера, увеличивающегося добавления мономера или сочетания, которые проиллюстрированы, например, в патентах США №№ 3251905; 3390207; 3598887 и 4219627. Как хорошо известно, блоки веретенообразных сополимеров могут быть включены в мультиблок-сополимеры сополимеризацией смеси мономеров сопряженного диена и винилароматического углеводорода с использованием разности скоростей их реакции сополимеризации. Различные патенты описывают приготовление мультиблок-сополимеров, содержащих блоки веретенообразного сополимера, включая патенты США №№ 3251905; 3639521; и 4208356.
Сопряженные диены, которые могут использоваться для получения полимеров и сополимеров, являются сопряженными диенами, содержащими от 4 до около 6 атомов углерода и, в общем, от 4 до 6 атомов углерода. Примеры включают в себя 1,3-бутадиен, 2-метил-1,3 бутадиен (изопрен), 2,3 диметил-1,3-бутадиен, хлоропрен, 1,3-пентадиен, 1,3-гексадиен и т.д. Также могут использоваться смеси таких сопряженных диенов.
Примеры винилароматических углеводородов, которые могут использоваться для получения сополимеров, включают в себя стирол и различные замещенные стиролы, такие как о-метилстирол, п-метилстирол, п-трет-бутилстирол,1,3-диметилстирол, альфа- метилстирол, бета-метилстирол, п-изопропилстирол, 2,3- диметилстирол, о-хлорстирол, п-хлорстирол, o-бромстирол, 2-хлор-4-метилстирол и т.д.
Многие из вышеописанных сополимеров сопряженных диенов и винилароматических соединений имеются в продаже. Среднечисленная молекулярная масса блок-сополимеров до гидрирования гидрогенизацией составляет от около 20000 до около 500000 или от около 40000 до около 300000.
Средние молекулярные массы отдельных блоков в сополимерах может изменяться в определенных пределах. В большинстве случаев винилароматический блок будет иметь среднечисленную молекулярную массу порядка от около 2000 до около 125000 или между около 4000 и 60000. Блоки сопряженных диенов или до или после гидрирования будут иметь среднечисленные молекулярные массы порядка от около 10000 до 450000 или от около 35000 до около 150000.
Кроме того, до гидрирования содержание винила в части сопряженных диенов обычно составляет от около 10 до около 80% или от около 25 до около 65%, особенно, 35-55%, когда необходимо, чтобы модифицированный блок-сополимер имел каучукоподобную упругость. Содержание винила блоксополимера может быть измерено с помощью ядерного магнитного резонанса.
Конкретные примеры ди-блок-сополимеров включают в себя стирол-бутадиен (SB), стирол-изопрен (SI) и их гидрированные производные. Примеры три-блок-полимеров включают в себя стирол-бутадиен-стирол (SBS), стирол-изопрен-стирол, альфа-метилстирол-бутадиен-альфа-метилстирол и альфа-метилстирол-изопрен альфа-метилстирол. Примеры коммерчески доступных блок-сополимеров, используемых в качестве клеев в настоящем изобретении, включают в себя блоксополимеры, поставляемые компанией Kraton Polymers LLC под торговой маркой KRATON.
После гидрирования сополимеров SBS, содержащих каучукоподобный сегмент смеси 1,4- и 1,2-изомеров, получают блок-сополимер стирол-этилен-бутилен-стирола (SEBS). Подобным образом, гидрирование полимера SIS дает блок-сополимер стирол-этилен-пропилен-стирола (SEPS).
Селективное гидрирование блок-полимеров может осуществляться за счет множества хорошо известных способов, включающих в себя гидрирование в присутствии таких катализаторов как никель Ренея, благородных металлов, таких как платина, палладий и т.д., и растворимых катализаторов переходных металлов. Подходящими процессами гидрирования, которые могут быть использованы, являются процессы, в которых диен-содержащий полимер или сополимер растворяют в инертном углеводородном растворителе, таком как циклогексан, и гидрируют по реакции с водородом в присутствии растворимого катализатора гидрирования. Такие методики описаны в патентах США №№ 3113986 и 4226952. Такое гидрирование блок-сополимеров, которое проводят таким способом и до такой степени, чтобы получить селективно гидрированные сополимеры, имеющие содержание остаточной ненасыщенности в полидиеновом блоке от около 0,5 до около 20% от их исходного содержания ненасыщенности перед гидрированием.
В одном варианте осуществления часть сопряженного диена блоксополимера насыщена по меньшей мере на 90% и чаще насыщена по меньшей мере на 95%, тогда как винилароматическая часть гидрирована незначительно. Особенно подходящими гидрированными блок-сополимерами являются гидрированные продукты блок-сополимеров стирол-изопрен-стирола, такие как блок-полимер стирол-(этилен/пропилен)-стирола. При гидрировании блоксополимера полистирол-полибутадиен-полистирола желательно, чтобы отношение 1,2-полибутадиена к 1,4-полибутадиена в полимере составляло от около 30:70 к около 70:30. При гидрировании такого блоксополимера полученный в результате продукт имеет сходство с блоком сополимера регулярной структуры этилена и 1-бутена (EB). Как упомянуто выше, когда сопряженный диен использовался в качестве изопрена, полученный гидрированный продукт имеет сходство с блоком сополимера регулярной структуры этилена и пропилена (EP).
Ряд селективно гидрированных блок-сополимеров поставляется компанией Kraton Polymers под общим торговым названием “Kraton G”. Одним примером является Kraton G1652, который является гидрированным триблоком SBS, содержащим около 30 масс. % стирольных концевых блоков стирола и средний блок, который является сополимером этилена и 1-бутена (EB). Разновидность низкомолекулярного G1652 имеется в наличие под названием Kraton G1650. Kraton G1651 является еще одним блок-сополимером SEBS, который содержит около 37 масс. % стирола. Kraton G1657 является ди-блок-сополимером SEBS, который содержит около 13 масс. % стирола. Это содержание стирола меньше содержания стирола в Kraton G1650 и Kraton G1652.
В еще одном варианте осуществления селективно гидрированный блок-сополимер имеет формулу: Bn(AB)oAp, где n=0 или 1; o=1-100; p=0 или 1; каждый B перед гидрированием является преимущественно блоком полимеризованного сопряженного диена, имеющим среднечисленную молекулярную массу от около 20000 до около 450000; каждый A является преимущественно блоком полимеризованного винилароматического углеводорода, имеющим среднечисленную молекулярную массу от около 2000 до около 115000; причем блоки A составляют от около 5 до около 95 масс. % сополимера; и ненасыщенность блока B составляет меньше чем около 10% от исходной ненасыщенности. В других вариантах осуществления ненасыщенность блока B после гидрирования снижается до менее 5% от ее исходной величины, средняя ненасыщенность гидрированного блоксополимера снижается до менее 20% от ее исходной величины.
Блок-сополимеры могут также включать в себя функционализированные полимеры, которые, например, могут быть получены при взаимодействии реагента альфа, бета-олефин-ненасыщенной одноосновной карбоновой или дикарбоновой кислоты, с селективно гидрированными блок-сополимерами винилароматических углеводородов и сопряженных диенов, как описано выше. Реакция карбокислотного реагента с привитым блок-сополимером может осуществляться в растворах или способом плавки в присутствии свободно-радикального инициатора.
Приготовление различных селективно гидрированных блок-сополимеров сопряженных диенов и винилароматических углеводородов, которые были привиты карбокислотным реагентом, описаны в ряде патентов, включающих в себя патенты США №№ 4578429; 4657970; и 4795782, и в описании таких патентов, относящихся к привитым селективно гидрированным блок-сополимерам сопряженных диенов и винилароматических соединений и получению таких соединений. Патент США № 4795782 описывает и приводит примеры получения привитых блок-сополимеров процессом в растворе и процессом в расплаве. Патент США № 4578429 содержит пример прививки полимера Kraton G1652 (SEBS) с малеиновым ангидридом с 2,5-диметил-2,5-ди(трет-бутилперокси)гексаном реакцией в расплаве в двухшнековом экструдере.
Примеры коммерчески доступных малеинированных селективно гидрированных сополимеров стирола и бутадиена включают в себя Kraton FG1901X, FG1921X и FG1924X, часто называемые малеинированными селективно гидрированными сополимерами SEBS. FG1901X содержит около 1,7 масс. % связанных функциональных групп в виде янтарного ангидрида и около 28 масс. % стирола. FG1921X содержит около 1 масс. % связанных функциональных групп в виде янтарного ангидрида и 29 масс. % стирола. FG1924X содержит около 13% стирола и около 1% связанных функциональных групп в виде янтарного ангидрида.
Подходящие блоксополимеры также поставляются компанией Nippon Zeon Co., 2-1, Marunochi, Chiyoda-ku, Tokyo, Japan. Например, Quintac 3530 поставляется Nippon Zeon, и, как полагают, является линейным блок-сополимером стирол-изопрен-стирола.
Ненасыщенные эластомерные полимеры, а также другие полимеры и сополимеры, которые не являются по своей природе клейкими, могут быть сделаны клейкими при смешивании с внешним веществом, придающим клейкость. Веществами, придающими клейкость, обычно являются углеводородные смолы, древесные смолы, канифоли, производные канифолей и им подобные, которые при присутствии в концентрациях в интервалах от около 40 до около 90 масс. % от всего клеевого состава или от около 45 до около 85 масс. %, придают характеристики клея, склеивающего при надавливании, рецептурам эластомерного полимерного клея. Составы, содержащие менее чем около 40 масс. % вещества, придающего клейкость, обычно не проявляют достаточное «быстрое слипание» или начальное схватывание для выполнения функции клея, склеивающего при надавливании, и, следовательно, не являются по своей природе клейкими. Составы со слишком высокой концентрацией добавки, повышающей клейкость, с другой стороны, обычно проявляют слишком маленькую силу сцепления для соответствующей работы в наиболее предполагаемых использованиях структур, выполненных в соответствии с настоящим изобретением.
Предполагается, что любое вещество, придающее клейкость, известное специалисту в данной области техники, которое является совместимым с составами эластомерных полимеров, может использоваться с данным вариантом осуществления настоящего изобретения. Одним таким веществом, придающим клейкость, признанным подходящим, является Wingtak 10, синтетическая политерпеновая смола, которая является жидкой при комнатной температуре и поставляется компанией Goodyear Tire and Rubber Company of Akron, Ohio. Wingtak 95 является синтетической смолой, содержащей вещество, придающее клейкость, также поставляемой компанией Goodyear, которая преимущественно содержит полимер, полученный из пиперилена и изопрена. Другие подходящие добавки, повышающие клейкость, могут включать в себя Escorez 1310, алифатическую углеводородную смолу, и Escorez 2596, C5-C9 (модифицированную ароматикой алифатическую) смолу, обе изготовленные компанией Exxon of Irving, Tex. Конечно, как может быть понятно специалистам в данной области техники, множество разных добавок, повышающих клейкость, может использоваться для осуществления на практике настоящего изобретения.
В дополнение к веществам, придающим клейкость, другие добавки могут быть включены в клеи, склеивающие при надавливании, для придания заданных свойств. Например, могут быть включены пластификаторы, и известно, что они уменьшают температуру стеклования клеевого состава, содержащего эластомерные полимеры. Примером подходящего пластификатора является Shellflex 371, нафтеновое технологическое масло, поставляемое компанией Shell Lubricants of Texas. Антиоксиданты также могут быть включены в клеевые составы. Подходящие антиоксиданты включают в себя Irgafos 168 и Irganos 565, поставляемые компанией Ciba-Geigy, Hawthorne, N.Y. Разбавляющие агенты, такие как парафины и поверхностно-активные вещества также могут быть включены в клеи.
Клей, склеивающий при надавливании, может наноситься из растворителя, эмульсии или суспензии или в виде горячего расплава. Клей может наноситься на внутреннюю поверхность усадочной пленки при помощи любого известного способа. Например, клей может наноситься при помощи способов экструзионного нанесения покрытия, нанесения покрытия наливом, распыления, погружения, накатывания, глубокой печати или флексографской печати. Клей может наноситься на усадочную пленку в виде сплошного слоя, прерывистого слоя или в виде рисунка. Клеевой слой, нанесенный в виде рисунка, по существу покрывает всю внутреннюю поверхность пленки. Как использовано в данном документе, подразумевается, что выражение «по существу покрывает» означает сплошной рисунок на поверхности пленки, и подразумевается, что не включает в себя клей, нанесенный только в виде полоски вдоль передней или задней кромок пленки или в виде «точки сварки» на пленке.
В одном варианте осуществления вещество, снижающее эффективность клея, наносится на участки клеевого слоя для обеспечения более легкого прилипания этикетки к изделиям сложной формы. В одном варианте осуществления неклейкий материал, такой как точки красителя или микробусины, наносится по меньшей мере на участок клейкой поверхности для обеспечения скольжения клеевого слоя по поверхности изделия при нанесении этикетки и/или обеспечения выпуска захваченного воздуха на границе между этикеткой и изделием.
Может быть использован единственный слой клея, или может быть использовано множество клеевых слоев. В зависимости от используемой усадочной пленки и изделия или емкости, на которую должна наноситься этикетка, может быть желательным использование первого клеевого слоя рядом с усадочной пленкой и второго клеевого слоя, имеющего другой состав, на поверхность, которая должна наноситься на изделие или емкость для обеспечения достаточной клейкости, прочности на отдир и прочности на сдвиг.
В одном варианте осуществления клей, склеивающий при надавливании, имеет достаточную прочность на сдвиг или прочность сцепления для предотвращения излишнего смещения этикетки при приклеивании к изделию при воздействии тепла после размещения этикетки на изделии, достаточную прочность на отдир для предотвращения отделения пленки с этикетки от изделия, и достаточную клейкость или схватывание для обеспечения соответствующего закрепления этикетки на изделии во время процесса нанесения этикетки. В одном варианте осуществления клей перемещается с этикеткой при усадке усадочной пленки после воздействия теплом. В еще одном варианте осуществления клей удерживает этикетку в положении, так что при усадке усадочной пленки этикетка не перемещается.
Термоусадочная пленка может включать в себя другие слои в дополнении к термоусадочной полимерной пленке с одним слоем или множеством слоев. В одном варианте осуществления металлизированное покрытие из тонкой металлической пленки осаждается на поверхность полимерной пленки. Термоусадочная пленка может также включать в себя печатный слой на полимерной пленке. Печатный слой может быть расположен между термоусадочный слоем и клеевым слоем, или печатный слой может находиться на наружной поверхности усадочного слоя. В одном варианте осуществления на пленке могут быть напечатаны с выворотной стороны рисунок, изображение или текст, так что печатная сторона наружного слоя находится в прямом контакте с емкостью, на которую наносится пленка. В этом варианте осуществления пленка является прозрачной.
Этикетки по настоящему изобретению могут также содержать слой состава, восприимчивого к краске, который улучшает печатные свойства полимерного усадочного слоя или металлического слоя, если имеется, и качество полученного таким образом печатного слоя. Ряд таких составов известен в области техники, и эти составы обычно включают в себя связующее вещество или пигмент, такой как диоксид кремния или тальк, диспергированный в связующем веществе. Присутствие пигмента уменьшает время сушки некоторых красителей. Такие составы, восприимчивые к краске, описаны в патенте США № 6153288.
Печатным слоем может быть покрытый краской или рисунками слой, и печатным слоем может быть одноцветный или многоцветный печатный слой в зависимости от напечатанного сообщения и/или заданного графического рисунка. Эти слои включают в себя переменные данные, такие как серийные номера, штрих-коды, товарные знаки и т.д. Толщина печатного слоя обычно находится в пределах от около 0,5 до около 10 мкм, и в одном варианте осуществления от около 1 до около 5 мкм, в еще одном варианте осуществления около 3 мкм. Краски, используемые в печатном слое, включают в себя коммерчески доступные краски на водной основе, на основе растворителя или радиационно-отверждаемые краски. Примеры таких красок включают в себя Sun Sheen (продукт Sun Chemical, определяемый как разбавляемая спиртом полиамидная краска), Suntex MP (продукт Sun Chemical, определяемый как краска на основе растворителя, составленная для наружных печатных подложек, покрытых акрилатом, подложек, покрытых поливинилиденхлоридом, и полиолефиновых пленок), X-Cel (продукт Water Ink Technology, определяемый как краска на водной основе для пленки для печати на пленочных подложках), Uvilith AR-109 Rubine Red (продукт Daw Ink, определяемый как ультрафиолетовая краска) и CLA91598F (продукт Sun Chemical, определяемый как многосвязная черная краска на основе растворителя).
В одном варианте осуществления печатный слой содержит полиэфирную/виниловую краску, полиамидную краску, акриловую краску и/или полиэфирную краску. Печатный слой может быть выполнен известным способом, например, посредством глубокой печати, флексографской или ультрафиолетовой флексографской печати или им подобного, причем состав краски содержит смолу типа, описанного выше, подходящий пигмент или красящее вещество и один или более подходящих летучих растворителей на одной или более заданных площадях пленки. После нанесения состава краски компонент (компоненты) летучего растворителя состава краски испаряется (испаряются), оставляя только нелетучие компоненты краски для образования печатного слоя.
Слипание краски с поверхностью полимерной усадочной пленки или металлического слоя, если имеется, может быть улучшено, если необходимо, с помощью способов, хорошо известных специалистам в данной области техники. Например, как упомянуто выше, грунтовочное покрытие под краску или другой активатор прилипания краски может быть нанесен на металлический слой или полимерный пленочный слой перед нанесением краски. В качестве альтернативы, поверхность полимерной пленки может быть обработана коронным разрядом или обработана пламенем для улучшения прилипания краски к полимерному пленочному слою.
Подходящие грунтовочные покрытия под краску могут быть прозрачными или непрозрачными, и грунтовочные покрытия могут быть на основе растворителя или на основе воды. В одном варианте осуществления грунтовочные покрытия являются радиационно-отверждаемыми (например, под воздействием ультрафиолетового излучения). Грунтовочное покрытие под краску может содержать лак и разбавитель. Лак может состоять из одного или более полиолефинов, полиамидов, сложных эфиров, сополимеров сложных эфиров, полиуретанов, полисульфонов, поливинилиденхлорида, сополимеров стирола и малеинового ангидрида, сополимеров стирола и акрилонитрила, иономеров на основе солей натрия или цинка или этиленметакриловой кислоты, полиметилметакрилатов, акриловых полимеров и сополимеров, поликарбонатов, полиакрилонитрилов, сополимеров этилена и винилацетата и их смесей из двух или более компонентов. Примеры разбавителей, которые могут использоваться, включают в себя спирты, такие как этанол, изопропанол и бутанол; сложные эфиры, такие как этилацетат, пропилацетат и бутилацетат; ароматические углеводороды, такие как толуол и ксилол; кетоны, такие как ацетон и метилэтилкетон; алифатические углеводороды, такие как гептан; и их смеси. Отношение лака к растворителю зависит от вязкости, необходимой для нанесения грунтовочного покрытия под краску, причем выбор такой вязкости находится в пределах квалификации специалиста в данной области техники. Слой грунтовочного покрытия под краску может иметь толщину от около 1 до около 4 мкм или от около 1,5 до около 3 мкм.
Прозрачное полимерное защитное верхнее покрытие или наружный слой может присутствовать в этикетках, нанесенных в соответствии с настоящим изобретением. Защитное верхнее покрытие или слой верхнего покрытия обеспечивают заданные свойства этикеток перед и после закрепления этикетки на подложке, такой как емкость. Наличие прозрачного слоя верхнего покрытия на печатном слое может в некоторых вариантах осуществления обеспечивать дополнительные свойства, такие как антистатические свойства, жесткость и/или стойкость к атмосферным воздействиям, и верхнее покрытие может защищать печатный слой, например, от атмосферных воздействий, солнца, абразивного истирания, влаги, воды и т.д. Прозрачный слой верхнего покрытия может улучшить свойства нижнего печатного слоя для обеспечения более блестящего и более контрастного изображения. Прозрачный защитный слой может быть также выполнен абразивостойким, устойчивым к облучению (например, с защитой от УФ излучения), химически стойким, термостойким, таким образом, защищая этикетку и, особенно, печатный слой от разрушения в таких случаях. Защитное верхнее покрытие может также содержать добавки, снижающие статические заряды, или антиадгезионные добавки для обеспечения более легкой обработки, когда этикетки наносятся на емкости при высоких скоростях. Защитный слой может наноситься на печатный слой способами, известными специалистам в данной области техники. Полимерная пленка может быть нанесена из раствора, нанесена в виде предварительно полученной пленки (ламинированной на печатный слой) и т.д.
При наличии прозрачного верхнего покрытия или слоя верхнего покрытия, он может иметь однослойную или многослойную структуру. Толщина защитного слоя обычно находится в пределах от около 12,5 до около 125 мкм и в одном варианте осуществления от около 25 до около 75 мкм. Примеры слоев верхнего покрытия описаны в патенте США № 6106982.
Защитный слой может содержать полиолефины, термопластичные полимеры этилена и пропилена, сложные эфиры, полиуретаны, полиакрилы, эпоксидную смолу, гомополимеры виниацетата, со- или терполимеры, иономеры и их смеси.
Прозрачный защитный слой может содержать поглотители ультрафиолетовых лучей и/или другие светостабилизаторы. Из светопоглотителей ультрафиолетовых лучей, которые являются подходящими, являются поглотители из стерически затрудненных аминов, поставляемые компанией Ciba Specialty Chemical под торговыми названиями “Tinuvin”. Светостабилизаторы, которые могут использоваться, включают в себя светостабилизаторы из стерически затрудненных аминов, поставляемые компанией Ciba Specialty Chemical под торговыми названиями Tinuvin 111, Tinuvin 123, (бис-(1-октилокси-2,2,6,6-тетраметил-4-пиперидинил) себацат; Tinuvin 622, (полимер на основе диметилсукцината с 4-гидрокси-2,2,6,6-тетраметил-1-пиперидинэтанолом); Tinuvin 770 (бис-(2,2,6,6-тетраметил-4-пиперидинил) себацат); и Tinuvin 783. Дополнительные светостабилизаторы включают в себя светостабилизаторы из стерически затрудненных аминов, поставляемые компанией Ciba Specialty Chemical под торговым названием “Chemassorb”, особенно Chemassorb 119 и Chemassorb 944. Концентрация светопоглотителя ультрафиолетовых лучей и/или светостабилизатора находится в пределах до около 2,5 масс. % и в одном варианте осуществления от около 0,05 до около 1 масс. %.
Прозрачный защитный слой может содержать антиоксидант. Может использоваться любой антиоксидант, подходящий для изготовления термопластичных пленок. Они включает в себя пространственно-затрудненные фенолы и органические фосфиты. Примеры включают в себя антиоксиданты, поставляемые компанией Ciba Specialty Chemical под торговыми названиями Irganox 1010, Irganox 1076 или Irgafox 168. Концентрация антиоксиданта в составе термопластичной пленки может находиться в пределах до около 2,5 масс. % и в одном варианте осуществления от около 0,05 до около 1 масс. %.
Покровный материал может быть приклеен к клеевому слою для защиты клеевого слоя во время транспортировки, хранения и перемещения до нанесения этикетки на подложку. Покровный материал обеспечивает эффективное манипулирование с большой группой отдельных этикеток после того, как этикетки были высечены штампом, а матрица была отделена от слоя лицевого материала в место, где отдельные этикетки распределяются последовательно на линии для нанесения этикеток. Покровный материал может иметь тисненную поверхность и/или иметь неклейкий материал, такой как микробусины или напечатанные точки красителя, нанесенные на поверхность покровного материала.
Способ нанесения этикетки с использованием гибкого элемента
Настоящее изобретение описывает уникальный способ, в котором этикетка селективно и одновременно нагревается, подвергается усадке и наносится на соответствующую поверхность и, предпочтительно, на сложную криволинейную поверхность емкости. Гибкий элемент согласно настоящему варианту осуществления приводится в контакт с этикеткой, расположенной между гибким элементом и поверхностью, намеченной для размещения этикетки. Куполообразная поверхность гибкого элемента способствует тому, что контакт между этикеткой и гибким элементом вначале возникает в центральной области этикетки, пока этикетка и гибкий элемент не будут соответствующим образом совмещены. Гибкий элемент прижимается к этикетке, которая находится в контакте с соответствующей поверхностью. Как объяснено более подробно в данном документе, в предпочтительном способе до контакта между этикеткой и гибким элементом этикетка частично находится в контакте с соответствующей поверхностью и приклеена к ней по меньшей мере вдоль центрального участка или области этикетки. Так как гибкий элемент прижат к этикетке, возникает дополнительный контакт между гибким элементом и этикеткой, что в свою очередь приводит к увеличению площади контакта между этикеткой и соответствующей поверхностью. Площади контакта между (i) гибким элементом и этикеткой и (ii) этикеткой и соответствующей поверхностью увеличиваются во время нанесения этикетки и обычно увеличиваются в направлении наружу от центрального участка этикетки и/или местоположения на этикетке, в котором сначала контактирует куполообразная поверхность гибкого элемента. Большие величины площади гибкого элемента контактируют с этикеткой при дополнительном прижатии гибкого элемента к этикетке. Как будет понятно и описано более подробно в данном документе, гибкий элемент деформируется и принимает форму поверхности емкости, на которую наносится этикетка. В результате, этикетка должным образом наноситься на емкость. Полагают, что этот признак в сочетании со способом, при помощи которого происходит увеличение контакта, т.е., постепенно наружу от центрального местоположения, является важным фактором в окончательном нанесении этикетки без дефектов.
Кроме того, в соответствии с еще одним аспектом настоящего изобретения эта стратегия осуществляется с использованием нагретого гибкого элемента. Это способствует одновременному нагреванию во время постепенного нанесения наружу этикетки. Для применений, в которых этикетка включает в себя по меньшей мере термоусадочный материал, такой как самоклеющаяся термоусадочная этикетка, способ предпочтительно осуществляется таким образом, что этикетка нагревается и дает усадку в некоторой степени непосредственно перед контактом и сцеплением с криволинейной поверхностью, так что площадь этикетки приблизительно соответствует площади поверхности для вмещения и контакта с этой областью этикетки. Воздух, захваченный вдоль поверхности контакта этикетки и соответствующей поверхности, вытесняется наружу к кромке этикетки благодаря постепенному направленному наружу контакту за счет гибкого элемента. Этот процесс продолжается до тех пор, пока наружные кромки этикетки не войдут в контакт с соответствующей поверхностью и не приклеятся к ней.
Во время нанесения этикетки на емкость гибкий элемент приводится в контакт с этикеткой и емкостью. Величина усилия, приложенного к этикетке гибким элементом, называется в данном документе усилием для контакта с этикеткой. Обычно эта величина усилия зависит от характеристик этикетки, емкости и клея. Однако обычно является предпочтительным, чтобы давление для контакта с этикеткой составляло по меньшей мере от около 690 до около 6900 Н/м2. Однако следует понимать, что настоящее изобретение включает в себя использование усилий для нанесения этикетки, больших или меньших этих величин.
В соответствии с настоящим изобретением этикетки наносят с использованием стратегии «от центра». Таким образом, контакт между гибким элементом и этикеткой возникает также в процессе перемещения от центра. Термин «от центра» относится к порядку или последовательности, благодаря которому области или участки этикетки наносятся или приводятся в контакт. Сначала приводятся в контакт одна или более центральных областей этикетки. Затем, поскольку этот контакт удерживается, одна или более дополнительных областей этикетки, расположенных наружу от центра или центральной области этикетки, приводятся в контакт. Этот процесс продолжается таким образом, что после контакта и приклеивания областей этикетки, расположенных наружу от центральных областей, этот контакт удерживается, и одна или более дополнительных областей этикетки, расположенных дальше наружу от вышеупомянутых областей этикетки, приводятся в контакт. Этот процесс продолжается до тех пор, пока кромочные области этикетки не будут приведены в контакт и приклеены к емкости. Использование этого способа предотвращает или по меньшей мере значительно уменьшает возникновение воздушных пузырей, захваченных под этикеткой или между этикеткой и емкостью.
Настоящее изобретение включает в себя использование широкого диапазона времени цикла. Например, в условиях крупносерийного производства общие периоды времени для одного цикла смещения друг к другу гибкого элемента и этикетки/емкости, контакта, приклеивания этикетки к емкости, и, затем смещение гибкого элемента и этикетки/емкости друг от друга, составляет от около 0,5 до около 2,0 сек, причем около 0,9 сек являются предпочтительными. Настоящее изобретение включает в себя время цикла, большее или меньшее этих величин.
Особенно предпочтительный аспект способа, который может использоваться, называется в данном документе способом «двойного удара». Для некоторых способов нанесения этикеток желательно наносить этикетки, которые проходят в поперечном направлении вокруг емкости или по меньшей мере частично вокруг емкости. Например, для пары этикеток, каждая из которых проходит или обертывается на 180° вокруг периферии емкости, часто трудно достичь контакта между гибким элементом и наружными периферийными областями каждой этикетки. За счет использования стратегии двойного удара может возникнуть больший контакт между первым гибким элементом и его этикеткой на одной поверхности емкости, и вторым гибким элементом и его соответствующей этикеткой на другой поверхности емкости. Способ двойного удара использует сочетание конкретной задержки хода и/или длины хода одного гибкого элемента относительно конкретной задержки хода и/или длины хода его противоположного гибкого элемента.
Обычно в этой конкретной стратегии нанесения этикеток вдоль противоположно направленных поверхностей емкости первое устройство для обработки этикетки, содержащее гибкий элемент, как описано в данном документе, постепенно приводится в контакт с этикеткой на первой поверхности емкости посредством смещения или перемещения элемента на первую длину хода к емкости. Второе устройство для обработки этикетки, содержащее гибкий элемент и обычно расположенное вдоль противоположной стороны емкости, также и предпочтительно одновременно приводится в контакт с этикеткой на второй поверхности емкости. Вторая поверхность обычно является противоположной первой поверхности. Гибкий элемент второго устройства для обработки этикетки постепенно приводится в контакт со второй этикеткой посредством смещения или перемещения элемента на вторую длину хода к емкости. Предпочтительно, чтобы первая и вторая дины хода отличались друг от друга. Для настоящего описания первая длина хода больше второй длины хода. После постепенного контакта со стороны первого и второго гибких элементов, элементы выводятся из контакта с емкостью. Затем процесс повторяется за исключением того, что длина хода второго устройства для обработки этикетки больше длины хода первого устройства для обработки этикетки. Предпочтительно, длина хода второго устройства для обработки этикетки в этой второй части процесса «двойного удара» равна длине хода первого устройства для обработки этикетки в первой части процесса.
Более конкретно, в предпочтительном способе двойного удара первый гибкий элемент на одной стороне емкости перемещается к емкости обычно в направлении, поперечном направлению конвейера, на котором расположена емкость. Одновременно с перемещением первого гибкого элемента второй гибкий элемент на противоположной стороне емкости также перемещается к емкости и также в поперечном направлении. Однако ход или длина перемещения первого гибкого элемента больше хода или длины противоположного второго гибкого элемента. Это позволяет первому гибкому элементу при движении во время более длинного хода более полно охватывать емкость и первую этикетку, поскольку второй гибкий элемент не блокирует или иначе не препятствует охватыванию первого гибкого элемента вдоль наружных областей емкости. После завершения или полного хода первого гибкого элемента оба гибких элемента затем отводятся. После отвода первый и второй гибкие элементы затем снова устанавливаются по направлению к емкости. Однако второй гибкий элемент полностью выдвинут и прижат к емкости и второй этикетке, в то время как первый гибкий элемент совершает более короткий ход. После завершения контакта между второй этикеткой и вторым гибким элементом первый и второй гибкие элементы отводятся.
Фиг. 1 иллюстрирует типичную емкость 10, содержащую одну или более областей, которые включают в себя криволинейные наружные поверхности и, особенно, одну или более сложных криволинейных поверхностей. Емкость 10 ограничена наружной поверхностью 12, которая включает в себя по меньшей мере одну сложную криволинейную область 16. Сложная криволинейная область 16 обычно проходит в местоположениях или вдоль них, в которых соседние поверхности емкости 10 пересекаются или прилегают друг к другу. Обычно одна или более плоских или по существу плоских областей 14 также включены в наружную поверхность 12 емкости 10. Следует понимать, что емкость может включать в себя несколько плоских областей или не включать их, как, например, в случае шарообразной емкости.
Фиг. 2 и 3 иллюстрируют типичную емкость 10, изображенную на фиг. 1, с этикеткой 20, нанесенной на наружную поверхность 12 и на по меньшей мере участок сложной криволинейной области 16 емкости 10. Этикетка 20 в общем образует центральную область 22 и наружную кромку 26, проходящую вокруг наружной периферии этикетки 20. Этикетка 20 также образует одну или более наружных периферийных областей 24, проходящих между центральной областью 22 этикетки и кромкой 26. Фиг. 2 иллюстрирует предпочтительное нанесение этикетки 20, в котором этикетка не содержит выточки или другие дефекты. Фиг. 3 иллюстрирует нежелательный эффект, и который обычно возникает после нанесения этикетки на сложную криволинейную область емкости. Этикетка в нежелательном нанесенном состоянии, изображенном на фиг. 3, обозначена ссылочной позицией 20'. Этикетка 20' обычно отличается одной или более выточками, складками или другими дефектами, в совокупности обозначенными ссылочной позицией 21. Выточки 21 обычно образуются в областях этикетки, которые располагаются на сложных криволинейных областях 16 емкости 10. Обычно, выточки 21 и/или другие дефекты имеются на наружных областях 24 этикетки 20. Как будет понятно, емкость 10 и этикетка 20, нанесенная и показанная на фиг. 2, являются желательными. Состояние этикетки 20', содержащей множество выточек 21 или других дефектов, изображенных на фиг. 3, является нежелательным.
Фиг. 4-6 схематично изображают гибкий элемент 30 согласно предпочтительному варианту осуществления в соответствии с настоящим изобретением. Гибкий элемент 30 предпочтительно содержит основание 32, куполообразную область 36 и одну или более боковых стенок 34, проходящих между основанием 32 и куполообразной областью 36. Элемент 30 образует наружную поверхность 46 и внутреннюю поверхность 48. Внутренняя поверхность 48 ограничивает внутреннюю полую область внутри гибкого элемента 30. Внутренняя полая область доступна с задней стороны гибкого элемента и описана более подробно в данном документе. Гибкий элемент 30 может быть также описан на основании различных областей. Куполообразная область 36 предпочтительно имеет выступающий наружу или выпуклый контур и образует наиболее дистальное местоположение 40, т.е., местоположение вдоль наружной поверхности 46 гибкого элемента 30, которое находится наиболее далеко от основания 32 или плоскости, в которой проходит основание 32. Наиболее дистальное местоположение 40 располагается в центральной области 38, образованной вдоль куполообразной области 36 и, предпочтительно, в середине или центре куполообразной области 36. Проходящими между центральной областью 38 в куполообразной области 36 и боковыми стенками 34 являются одна или более областей 42 куполообразной области 36. Следует понимать, что настоящее изобретение включает в себя множество гибких элементов, имеющих различные формы и конфигурации. В предпочтительном варианте во многих гибких элементах используются закругленные или дугообразные кромки и углы.
Фиг. 7-10 изображают предпочтительный узел вышеописанного гибкого элемента 30, удерживаемого, поддерживаемого и закрепленного при помощи рамы 50 и корпуса 90. Фиг. 7 изображает узел, собранный только частично для показа вентиляционной пластины 80, обычно расположенной сзади гибкого элемента 30. Как в основном показано на фиг. 7, рама 50 образует направленную назад первую поверхность 52, вторую противоположно направленную, т.е. направленную вперед, поверхность 54, наружную кромку 56, проходящую вокруг наружной периферии рамы 50 и между поверхностями 52 и 54, и внутреннюю кромку 58. Внутренняя кромка 58 образует отверстие 60, которое предпочтительно имеет размер и форму для вмещения гибкого элемента 30. В проиллюстрированном варианте осуществления отверстие 60 является прямоугольным с закругленными и дугообразными углами. Эта форма соответствует форме боковых стенок 34 гибкого элемента 30. Следует понимать, что настоящее изобретение включает в себя почти любую форму отверстия 60. Предпочтительно, рама 50 является плоской или относительно плоской. Гибкий элемент 30 вставляется через отверстие 60, образованное в раме 50. Предпочтительно, основание 32 (не показано на фиг. 7) гибкого элемента 30 контактирует и расположено непосредственно рядом с первой поверхностью 52 рамы 50. Боковые стенки 34 и куполообразная область 36 гибкого элемента 30 проходят через отверстие 60 и наружу за вторую поверхность 54 рамы 50.
Фиг. 7 также изображает одну или более направляющих 62, которые предпочтительно образованы вместе с рамой 50. Одна или более направляющих 62 предпочтительно прикреплены к раме 50 или иначе выполнены с рамой 50 и предпочтительно выступают от второй поверхности 54 рамы 50. Направляющие 62 обычно образуют дистальную кромку 64, внутреннюю стенку 66 (см. фиг. 8) и противоположно направленную наружную стенку 68. В некоторых применениях направляющие 62 предпочтительно расположены рядом с отверстием 60, образованным в раме 50. В варианте осуществления, изображенном на фиг. 7 или 8, например, используются две направляющие 62, расположенные вдоль противоположных сторон отверстия 60, образованном в раме 50. Однако следует понимать, что в многочисленных других применениях направляющие могут быть расположены в другом месте. Например, направляющие могут быть расположены так, чтобы деформировать гибкий элемент в форму, отличную от его естественной или обычной формы. Направляющие 62 предпочтительно ориентированы параллельно друг другу и параллельно продольной оси отверстия 60 полупрямоугольной формы. Фиг. 7 также показывает, что направляющие 62 проходят на одинаковое расстояние от второй поверхности 54 рамы 50 и могут проходить от около 10 до около 100% расстояния, на которое гибкий элемент 30 проходит от второй поверхности 54. Для многих применений предпочтительно, чтобы направляющие 62 проходили на расстояние, измеренное от второй поверхности 54 рамы, то есть, от около 25 до около 75% расстояния, измеренного между второй поверхностью 54 и наиболее дистальным местоположением 40 гибкого элемента 30.
Ссылаясь на фиг. 7-10, узел также включает в себя корпус 90. Предпочтительно, корпусом 90 является кожух или другая конструкция для установки и удержания различных элементов. Обычно корпус 90 включает в себя одну или более стенок 92 и заднюю стенку 94. Стенки 92 могут включать в себя верхнюю стенку, нижнюю стенку и противоположные боковые стенки. Одна или более трубок 96 и установочное средство 98 могут быть расположены вдоль задней стороны корпуса. Эти аспекты описаны более подробно в соответствии с фиг. 9 и 10.
Как упомянуто выше, фиг. 7 также изображает вентиляционную пластину 80, используемую в предпочтительном узле. Вентиляционная пластина 80 образует одно или более вентиляционных отверстий 82, как показано на фиг. 8, проходящих через пластину 80 для обеспечения входа и выхода текучей среды из внутренней полой области гибкого элемента 30. Как показано на фиг. 7, вентиляционная пластина 80 предпочтительно расположена между рамой 50 и корпусом 90.
Фиг. 8 изображает узел на фиг. 7, полностью собранный с гибким элементом 30, изображенным пунктирными линиями, таким образом, открывая внутреннюю часть гибкого элемента 30. Как упомянуто, предпочтительно установить источник тепла внутри гибкого элемента 30. Следовательно, узел 100 включает в себя нагреватель 100, предпочтительно расположенный во внутренней полой области гибкого элемента 30. Как упомянуто выше, нагреватель может иметь множество разных форм. Для настоящего варианта осуществления нагревателем 100 является электрический резистивный нагреватель, такой как нагреватель с напряжением 480 В и мощностью 600 Вт. Предпочтительно установлен отражатель 102 или другой защитный экран. Отражатель 102 предпочтительно проходит между нагревателем 100 и боковыми стенками 34 (не показаны) гибкого элемента 30. Отражатель 102 может включать в себя отражающую поверхность для отражения лучистой тепловой энергии нагревателя 100, расположенного на некотором расстоянии от соседней боковой стенки 34 гибкого элемента 30. Один или более датчиков 104 температуры могут быть расположены во внутренней части гибкого элемента 30 для получения информации относительно условия нагрева и температурных условий. Фиг. 8 также изображает участок вентиляционной пластины 80 и вентиляционное отверстие 82, образованное в пластине 80.
Фиг. 8 также изображает одно или более возможных отверстий 91, которые могут быть образованы в корпусе 90, в направляющих 62 или в обоих, или в других элементах. Отверстия 91 могут быть образованы для обеспечения циркуляции воздуха из внутренней части корпуса 90 в одну или более областей, снаружи или вдоль наружной поверхности гибкого элемента 30. Возможные отверстия 91 могут использоваться для обеспечения нагревания наружной поверхности гибкого элемента в результате выхода относительно горячего воздуха из корпуса 90 и направления к гибкому элементу 30 или по меньшей мере вдоль гибкого элемента 30.
Фиг. 9 и 10 изображают дополнительные элементы и устройства предпочтительного узла гибкого элемента 30, рамы 50 и корпуса 90. Одна или более трубок 96 предпочтительно проходят от задней стенки 94 корпуса 90 и используются для направления воздуха или другой текучей среды во внутреннюю часть гибкого элемента 30. Воздух обычно под давлением направляется во впускное отверстие 95, образованное в трубке 96. Воздух, проходящий через трубку 96, входит во внутреннюю полую область гибкого элемента 30 через вентиляционное отверстие 82.
Предварительный нагреватель 110 может выполнен встроенным или находящимся в сообщении по текучей среде с трубкой 96. Нагреватель 110 используется для нагревания воздуха или другой текучей среды, входящей в трубку 96, для уменьшения тепловой нагрузки, в противном случае приложенной к нагревателю 100, расположенному внутри гибкого элемента 30. Следует понимать, что предварительный нагреватель 110 может включать в себя выполненную как одно целое секцию или участок трубы. Хотя широкий спектр нагревательных устройств и стратегий может быть использован для предварительного нагревателя 110, предпочтительным нагревателем является электрический резистивный нагреватель, такой как нагреватель с напряжением 170 В, мощностью 1600 Вт, поставляемый фирмой Sylvania of Exeter, New Hampshire.
Ссылаясь на фиг. 9 и 10, также предпочтительно установить одно или более опорных средств 98 на корпусе, например, вдоль задней стенки 94 корпуса 90. Опорные средства 98 обеспечивают удобное и надежное прикрепление корпуса 90, включающего в себя гибкий элемент 30, к одному или более опорным элементам.
Фиг. 10 - вид в разрезе гибкого элемента 30, рамы 50, корпуса 90 и трубки 96 по линии AA на фиг. 9. Фиг. 10 изображает предпочтительную конфигурацию нагревателей 100 и 110 и трубки 96 для направления воздуха в полую внутреннюю часть гибкого элемента 30 и из нее через одно или более вентиляционных отверстий 82. Следует понимать, что может быть использовано единственное вентиляционное отверстие 82 для обеспечения сообщения между внутренней частью гибкого элемента 30 и трубкой 96. Таким образом, воздух, входящий в гибкий элемент 30, проходит через трубку 96 и вентиляционное отверстие 82. Настоящее изобретение также включает в себя конфигурацию воздушного потока, в которой воздух входит в гибкий элемент 30 через трубку 96 и вентиляционное отверстие 82 и выходит из гибкого элемента 30 через одно или более вентиляционных отверстий (прямо не указанных на фиг. 10), образованных в вентиляционной пластине 80 и/или корпусе 90.
Фиг. 11 и 12 иллюстрируют раму 150 согласно еще одному предпочтительному варианту осуществления. Фиг. 11 показывает раму 150 в собранном состоянии с гибким элементом 30, и фиг. 12 показывает саму раму 150. Рама 150 образует первую поверхность 152, вторую противоположно направленную поверхность 154, наружную кромку 156 и внутреннюю кромку 158. Внутренняя кромка 158 образует отверстие 160 с размером и формой для зацепления и вмещения гибкого элемента 30. Рама 150 включает в себя две направляющие 162, проходящие от второй поверхности 154 рамы 150. Каждая направляющая 162 образует дистальную кромку 164, внутреннюю стенку 166 и противоположно направленную наружную стенку 168. Предпочтительно, вдоль дистальной области каждой направляющей 162 расположена вспомогательная направляющая 170 или элемент в форме крыла. Вспомогательная направляющая 170 предпочтительно проходит под некоторым углом относительно ее соответствующей направляющей 162. Каждая вспомогательная направляющая 170 образует внутренний конец 172 и противоположный наружный конец 174. Каждая вспомогательная направляющая 170 предпочтительно закреплена с возможностью съема на соответствующей направляющей 162, так что положение вспомогательной направляющей 170 может селективно изменяться. Каждая вспомогательная направляющая 170 предпочтительно способна селективно располагаться относительно ее соответствующей направляющей 162 за счет использования регулируемого крепежного узла 176. Крепежный узел 176 обеспечивает надежное закрепление вспомогательной направляющей 170 на дистальном участке соответствующей направляющей 162 и, наиболее предпочтительно, обеспечивает изменение относительного положения вспомогательной направляющей 170. Как показано, может использоваться резьбовой крепежный элемент, проходящий через прорезь во вспомогательной направляющей 170. Вспомогательные направляющие 170 используются для обеспечения дополнительных физических ограничений деформации гибкого элемента 30. Фиг. 11 изображает гибкий элемент 30 в деформированном состоянии и боковые стенки 34 гибкого элемента 30, контактирующие с внутренними концами 172 вспомогательных направляющих 170, для ограничения дополнительной деформации в направлении наружу боковыми стенками 34 гибкого элемента 30.
Фиг. 13-18 схематично показывают нанесение этикетки на емкость и, особенно, емкость, имеющую одну или более сложных криволинейных областей 16, с использованием гибкого элемента 30 в соответствии с настоящим изобретением. Ссылаясь на фиг. 13 и 14, представлена емкость 10, описанная выше в соответствии с фиг. 1-3. Обеспечена этикетка 120, образующая центральную область 122, наружную кромку 126 и наружную периферийную область 124, проходящую между центральной областью 122 и кромкой 126. Следует понимать, что толщина этикетки 120 чрезмерно увеличена для удобства изображения этикетки. Этикетка 120 также образует наружную поверхность 128 и внутреннюю поверхность 130. Оптимальное количество клея, склеивающего при надавливании, предпочтительно распределяется по внутренней поверхности 130 этикетки 120. Этикетка 120 включает в себя термоусадочный материал и причем, предпочтительно, он имеет сбалансированные усадочные свойства, как описано в данном документе.
Предпочтительно, этикетка 120 вначале приводится в контакт и удерживается вдоль области емкости 10. Предпочтительно, внутренняя поверхность 130 этикетки в центральной области 122 этикетки приводится в контакт с плоской областью 14 емкости 10. Другие области этикетки 120, такие как наружные периферийные области 124, которые находятся над сложными криволинейными областями 16 емкости 10, не контактируют с ними. Внутренняя поверхность 130 этикетки предпочтительно содержит клей, склеивающий при надавливании, таким образом, после упомянутого контакта этикетка 120 удерживается в контакте с емкостью 10. Следует понимать, что настоящее изобретение включает в себя широкий спектр способов нанесения этикетки, этикеток, емкостей и материалов для этикеток. Как упомянуто выше, настоящее изобретение может использоваться для нанесения пленок и этикеток на другие формы поверхности помимо тех, которые включают в себя сложные кривые. Например, настоящее изобретение может использоваться для нанесения этикетки на поверхность емкости, которая является плоской, включая только простую кривую или сочетания этих геометрий.
Фиг. 15-19 изображают постепенное контактирование этикетки 120 с емкостью 10. После начального контакта между этикеткой 120 и емкостью 10 гибкий элемент 30 и, особенно, куполообразная область 36 гибкого элемента 30, приводится в контакт с наружной поверхностью 128 этикетки 120. Это показано на фиг. 15. Следует понимать, что этот контакт может осуществляться посредством (i) перемещения гибкого элемента 30 к неподвижной емкости 10 и этикетке 120, (ii) перемещения емкости 10 и этикетки 120 к неподвижному гибкому элементу 30, или (iii) перемещения емкости 10 и этикетки 120 и гибкого элемента 30 в контакт. Контакт между гибким элементом 30 и этикеткой 120 предпочтительно вначале возникает в центральной области 38 и, наиболее предпочтительно, возникает в или включая наиболее дистальное местоположение 40, образованное вдоль куполообразной области 36 гибкого элемента 30. Что касается этикетки 120, контакт с гибким элементом 30 предпочтительно вначале возникает в центральной области 122 этикетки 120.
Гибкий элемент 30 прижимается к емкости 10 и этикетке 120, как показано на фиг. 16-19. Благодаря гибкому свойству элемента 30, элемент 30 начинает деформироваться и продолжает деформироваться, в результате чего он принимает контур и/или форму емкости 120. Гибкий элемент 30 прижимается к емкости 10 и этикетке 120 (или емкость и этикетка прижимаются к гибкому элементу) посредством приложения нагрузки или другого усилия. Как упомянуто выше, величина нагрузки является такой, что давление, приложенное к этикетке, составляет предпочтительно от около 690 до около 6900 Н/м2. Постепенный контакт между гибким элементом 30, а также емкостью 10 и этикеткой 120 можно видеть в последовательности на фиг. 15-19. После контакта в случае, изображенном на фиг. 19, гибкий элемент 30 и/или емкость 10, к которой этикетка 120 полностью приклеилась, расцепляются друг с другом. В результате этикетка должным образом нанесена на емкость.
В течение всего процесса, изображенного в последовательности на фиг. 14-19, гибкий элемент 30 предпочтительно нагрет. Как объяснено выше, нагрев предпочтительно осуществляется таким образом, что наружные области 42 (см.фиг.4) куполообразной области 36 гибкого элемента предпочтительно нагреты по сравнению с центральной областью 38 куполообразной области 36. Этот способ способствует нагреванию только наружных периферийных областей 124 этикетки 120. Обычно областями этикетки, которые контактируют со сложными криволинейными поверхностями емкости, являются наружные периферийные области 124 этикетки. В соответствии с настоящим изобретением факторы, такие как количество тепла, скорость нагрева, скорость увеличения контакта между гибким элементом и емкостью/этикеткой и усилие для нанесения этикетки регулируются таким образом, что наружные периферийные области этикетки нагреваются и дают усадку до соответствующей степени, так что после контакта со сложной криволинейной поверхностью емкости этикетка не имеет выточки, складки или другие дефекты. После контакта между этикеткой и емкостью клеевое соединение предотвращает последующее перемещение участка этикетки в контакте с емкостью.
Фиг. 20 - перспективный вид, изображающий контакт между гибким элементом 30 и емкостью 10, показывающий обычную степень деформации гибкого элемента 30. На этом чертеже емкость 10 является прозрачной, таким образом, показывая этикетку 120, приклеенную к ней. Функция направляющей 162 и вспомогательной направляющей 170 ясно показана. Направленная наружу поперечная деформация гибкого элемента 30, например, в направлении стрелки B, предотвращена вследствие наличия направляющей 162 и вспомогательной направляющей 170. Контакт возникает между областью боковой стенки 34 гибкого элемента 30 и направляющими 162 и 170.
Фиг. 21 изображает узел 200 множества гибких элементов, каждый - поддерживаемый и размещенный в соответствующей раме и корпусе, как описано выше, и в совокупности называемый аппликатором 210 этикеток. Конкретно, узел 200 включает в себя первый набор 220 аппликаторов 210 этикеток и второй набор 230 аппликаторов 210 этикеток. Два набора 220 и 230 предпочтительно расположены напротив друг друга, находятся на одной прямой и разделены конвейером 240 или другой системой для транспортировки изделий. Изображен узел 200, который выполнен с возможностью нанесения этикеток на противоположные стороны емкости (не показана) и, в частности, на шесть (6) емкостей одновременно. В соответствии с данным аспектом настоящего изобретения множество емкостей (не показаны), расположенные на одинаковом расстоянии друг от друга, установлены на движущемся конвейере 240. Конвейер 240 перемещает емкости в направлении стрелки C. Каждый набор 220, 230 аппликаторов 210 этикеток способен селективно располагаться в направлениях X и Y, как показано на фиг. 21. Перемещение, т.е., направление и скорость, каждого набора 220, 230 координируется для соответствия набору из шести соседних емкостей, перемещающихся на конвейере 240. Типичный цикл описан ниже. Каждый из наборов 220, 230 отводится посредством перемещения в направлениях X1 и Y1. При перемещении набора заданных емкостей в количестве шести, каждая из которых предпочтительно, несет частично контактируемую этикетку, как показано на фиг. 13, вдоль наборов 220, 230, наборы затем перемещаются в направлении X2. Скорость каждого набора 220, 230 в направлении X2 соответствует скорости заданных емкостей, перемещающихся на конвейере 240. Одновременно с перемещением в направлении X2 каждый набор 220, 230 перемещается в направлении Y2 к заданным емкостям на конвейере 240. Перемещение каждого набора 220, 230 продолжается, по мере того как возникает контакт между каждым гибким элементом 30 и соответствующей этикеткой. Каждая этикетка наносится на свою соответствующую емкость, как описано выше в соответствии с фиг. 14-19. По мере того, как этикетки наносятся, ряд комплектов 220, 230 и шесть заданных емкостей перемещаются в направлении стрелок C и X2. После нанесения этикеток каждый набор 220, 230 отводится посредством перемещения его в направлении стрелки Y1. При отводе комплектов 220, 230 в направлении стрелки Y1 лента все еще перемещается в направлении X2. Только после полного отвода головок в направлении Y1, лента начинает перемещаться в направлении X1 для подготовки следующего набора заданных емкостей.
Перемещение наборов 220, 230 может осуществляться при помощи множества других способов и узлов. В одном способе каждый из наборов расположен на подвижном узле скольжения, который может селективно располагаться на линейном направляющем рельсе при помощи одного или более электрических серводвигателей. Также предполагается, что один или более кулачковых узлов могут использоваться для сообщения движения каждому из наборов 220, 230.
Хотя вышеупомянутое описание относится к нанесению этикеток на шесть (6) емкостей одновременно, следует понимать, что настоящее изобретение может быть приспособлено для одновременного нанесения этикеток почти на любое количество емкостей, обозначенных в данном документе как “n”. Предпочтительно, n обычно изменяется от около 1 до около 20 и, наиболее предпочтительно, от около 4 до около 10. Следует понимать, что настоящее изобретение никоим образом не ограничивается этими конфигурациями. Вместо этого настоящее изобретение может использоваться для одновременного нанесения или почти одновременного нанесения этикеток на наборы емкостей в количестве более 20. Кроме того, хотя узел, изображенный на фиг. 21, используется для нанесения этикеток на две противоположно направленные поверхности емкости, настоящее изобретение включает в себя конфигурации, в которых только единственная этикетка наносится емкость, или три или более этикеток одновременно наносятся на емкость.
Фиг. 22 - вид сверху этапа 300 предварительного нагревания, который может использоваться в сочетании с узлом 200, изображены на фиг. 20. Ссылаясь на фиг. 22, изображен конвейер 240, перемещающий множество емкостей 310. Каждая емкость 310 содержит этикетку на каждой из ее двух основных поверхностей. Каждая этикетка частично находится в контакте и наклеена на соответствующую поверхность емкости способом, как показано на фиг. 14. Множество емкостей 310 перемещается вдоль множества нагревателей, таких как первый нагреватель 320 для нагревания этикеток на первой стороне емкостей 310 и второй нагреватель 330 для нагревания этикеток на второй стороне емкостей 310. Как упомянуто выше, может использоваться большое разнообразие типов нагревателя, тепловых мощностей и конфигураций. Однако, предпочтительно, чтобы нагреватели 320 и 330 были в виде инфракрасных нагревателей. Этикетки, выходящие с этого этапа предварительного нагрева, обычно имеют температуру около 38ºC. Однако необходимо понимать, что конкретная температура, до которой нагреваются этикетки, зависит от множества факторов, включающих в себя, например, температуру инициирования термоусадки этикеток.
Ссылаясь на фиг. 23, емкости 310 и этикетки, выходящие с этапа 300 предварительного нагревания на фиг. 22, входят в узел 200, как описано выше в соответствии с фиг. 21. Емкости с полностью нанесенными этикетками обозначены как емкости 310'. Следует понимать, что во время перемещения через узел 200 емкости и их соответствующие этикетки подвергаются процессам, изображенным на фиг. 15-19.
Фиг. 24 схематично изображает вид спереди гибкого элемента 430 согласно предпочтительному варианту осуществления, содержащего основание 432, куполообразную область 436 и одну или более боковых стенок 434. Как показано, гибкий элемент 430 обычно имеет форму с закругленными углами или кромками, если смотреть вдоль его передней поверхности. Основание 432 обычно проходит вокруг наружной периферии элемента 430. Элемент 430 обычно является симметричным относительно своей продольной (и вертикальной) оси, обозначенной как ось Y. Элемент 430 обычно является симметричным относительно своей поперечной (и продольной) оси, обозначенной как ось X.
Фиг. 25 схематично изображает вид спереди гибкого элемента 530 согласно еще одному предпочтительному варианту осуществления, содержащего основание 532, куполообразную область 536 и одну или более боковых стенок 534, проходящих между ними. Куполообразная область 536 включает в себя проходящие наружу нижние угловые области 536a и 536b. В данном варианте осуществления гибкий элемент 530 характеризуется симметричной формой вокруг только одной оси, своей продольной оси Y. Форма гибкого элемента 530 является отличной и несимметричной вокруг оси X. Как упомянуто выше, форма и/или контур гибкого элемента зависят по меньшей мере от формы этикетки и/или формы или контура емкости. Гибкий элемент 530, изображенный на фиг. 25, максимально полно контактирует с нижней кромкой и нижними угловыми областями этикетки, чем гибкий элемент 430 на фиг. 24, благодаря проходящим наружу нижним угловым областям 536a и 536b. И в этом случае следует понимать, что настоящее изобретение включает в себя широкий спектр форм и конфигураций гибкого элемента. Конкретная форма и конфигурация гибкого элемента в основном обусловлены характеристиками этикеток и емкостей. Таким образом, следует понимать, что настоящее изобретение никоим образом не ограничивается конкретными гибкими элементами, описанными в данном документе, такими как элементы 430 и 530.
Фиг. 26 изображает пару направляющих 662, зацепляемых с возможностью регулирования и селективно или располагаемых на раме или другом опорном элементе за счет использования резьбовых элементов 685, проходящих через отверстия 687, образованные в каждой направляющей 662. Каждая направляющая включает в себя верхнюю область 664, нижнюю область 666 и внутреннюю сторону 665, проходящую между ними. Как показано на фиг. 26, емкость 10 расположена между парой расположенных на расстоянии друг от друга направляющих 662. Емкость 10 имеет криволинейные стороны или боковые области, как показано на фиг. 16. Каждая их направляющих 662 предпочтительно имеет форму или контур для соответствия, в общем, боковым областям емкости 10. Таким образом, внутренняя сторона 665 каждой направляющей 662 предпочтительно проходит вдоль емкости 10 и расположена относительно близко от нее.
Более конкретно, как изображено на фиг. 26, емкость 10 образует выступающую наружу или выпуклую боковую область 10a, и внутренняя сторона 665 направляющей образует соответствующую утопленную внутрь вогнутую внутреннюю боковую область 665a направляющей. Кроме того, емкость 10 дополнительно образует утопленную внутрь вогнутую боковую область 10b, и внутренняя сторона 665 направляющей образует соответствующую выступающую наружу или выпуклую внутреннюю боковую область 665b направляющей. Для многих применений особенно предпочтительно, чтобы конфигурация внутренней стороны точно соответствовала контуру соответствующей емкости. Таким образом, расстояние между внутренней стороной направляющей и емкостью при расположении в соответствующей зависимости между ними является относительно одинаковым и постоянным от верхней области направляющей до нижней области направляющей. Это отличается от конкретного расположения, изображенного на фиг. 26, в котором относительно большое расстояние образовано между емкостью и внутренними сторонами направляющих, соседними с нижними областями направляющих, и относительно узкое расстояние рядом с верхними областями направляющих.
Фиг. 27 дополнительно изображает перспективный вид «быстросменной» системы 700. Быстросменная система включает в себя гибкий элемент 730, направляющие 762 и узел 750 рамы. Направляющие 762 способны располагаться с возможностью регулировки и селективно относительно рамы 750 и предпочтительно способны вертикально располагаться за счет использования одного или более рельсовых элементов 752. Система 700 включает в себя широкий спектр средств для зацепления с возможностью съема системы 700 с большей рамой или опорой или, как упомянуто выше, с шаговым устройством (не показано). Пример таких средств для зацепления с возможностью съема включает в себя зажимные элементы, такие как изображенные под ссылочной позицией 710. Могут использоваться другие крепежные средства, такие как резьбовые крепежные элементы.
Фиг. 28 и 29 изображают множество быстросменных систем 700, в совокупности называемых узлом 800 для нанесения этикеток. Фиг. 28 - перспективный вид, и фиг. 29 - вид спереди узла 800 для нанесения этикеток. Каждой системой является система, описанная выше относительно фиг. 27. Каждая система 700 способна зацепляться селективно с участком 780 рамы. Каждый участок 780 рамы включает в себя средства для направления нагретого воздуха в гибкий элемент 730, такие как впускной воздушный канал 740, содержащий встроенный электрический нагреватель 743, и выпускной воздушный канал 744. Ссылаясь на фиг. 28 и 29, воздуховпускное отверстие 741 и воздуховыпускное отверстие 742 образованы в раме 750. Как описано выше в связи с нагревателем 110 согласно фиг. 10, нагреватель 743 может включать в себя внутреннюю область потока или секцию трубы. Таким образом, нагретый воздух, проходящий мимо нагревателя 743 через впускной канал 740, входит во внутреннюю часть гибкого элемента 730 через отверстие 741. Нагретый воздух циркулирует внутри гибкого элемента 730, предпочтительно дополнительно распределяется воздухопроводом или диффузором (не показан) и выходит через отверстие 742 и через выпускной воздушный канал 744. Нагреватель 790 расположен в каждом гибком элементе 730. Зажимные элементы 710 или другие крепежные узлы могут использоваться для селективного и с возможностью съема отсоединения гибкого элемента 730, его направляющих 762 и его рамы 750 от другой рамы 780.
Фиг. 30 изображает пять разных быстросменных систем, обозначенных ссылочными позициями 700a, 700b, 700c, 700d и 700e, причем каждая использует гибкий элемент разного размера, показанный ссылочными позициями 730a, 730b, 730c, 730d и 730e. Каждая система может включать в себя одну или более направляющих, таких как 762c и 762e, или не содержать такие направляющие. Кроме того, каждая система может включать в себя нагреватели 790a, 790b, 790c, 790d и 790e с разными размерами, формами и конфигурациями, расположенные внутри гибких элементов. Зажимные или другие средства 710 для разъемного зацепления обеспечены для каждой системы 700a-700e. Фиг. 30 также изображает предпочтительное расположение отверстий 741 и 742 для воздуха относительно гибких элементов 730a-730e. Независимо от размера гибкого элемента 730a-700e, после зацепления рамы 750 с рамой 780 (см. фиг. 28) отверстия 741 и 742 для воздуха совмещаются с впускным воздушным каналом 740 и выпускным воздушным каналом 744. Эта конфигурация дополнительно обеспечивает быстрое и легкое удаление и установку одной системы 700 вместо другой, например, замену системы 700e на систему 700a и наоборот. Как будет понятно, это позволяет удобно заменять один гибкий элемент на другой. Таким образом, гибкий элемент, имеющий конкретную конфигурацию, предназначенную для одной этикетки и/или типа емкости, может быть легко заменен при использовании другой емкости и/или этикетки. Фиг. 30 также изображает типичный воздухопровод 737, имеющий полую внутреннюю часть и образующий множество отверстий 738, проходящих через боковую стенку воздухопровода. Следует понимать, что воздухопровод 737 может использовать почти любой рисунок или расположение отверстий 738 и никоим образом не ограничивается конкретным вариантом осуществления, изображенным на фиг. 30.
Настоящее изобретение также описывает различные системы обработки этикеток для контакта этикетки с емкостью. Эти системы включают в себя устройство для обработки этикеток для одновременного нагрева и контакта этикетки с емкостью. Устройства для обработки этикеток являются предпочтительно устройствами, описанными в данном документе. Системы обработки этикеток также содержат одну или более этикеток для нагрева и контакта с емкостью при помощи устройства для обработки этикеток.
Нанесение этикетки с использованием приглаживающих элементов
В общем, настоящее изобретение описывает различные способы и узлы для селективного нанесения одной или более областей этикетки или узла этикетки на емкость. Конкретно, способы и узлы используются для управления областями этикетки, которые приводятся в контакт с емкостью. Посредством селективного регулирования геометрии и размера или участков «флажков» этикетки во время процесса нанесения этикетки, может быть достигнуто более полное управление процессом нанесения этикетки. Способы и узлы, как описано в данном документе, имеет особое значение в процессах нанесения этикеток, использующих термоусадочные этикетки и клеи, склеивающие при надавливании.
В некоторых процессах нанесения этикеток, таких как нанесение этикеток на сложные криволинейные поверхности, используется многоэтапная стратегия. В частности, эта многоэтапная стратегия является эффективной для нанесения термоусадочных этикеток с использованием клеев, склеивающих при надавливании. Этикетка или узел этикетки вначале наносится на емкость или другую приемную поверхность посредством контакта только участка этикетки с заданной областью емкости. Незащищенный клей, такой как клей, склеивающий при надавливании, вдоль задней поверхности этикетки контактирует с емкостью и удерживает этикетку относительно емкости, которая обычно перемещается конвейером. Полученные в результате области этикетки, которые не находятся в контакте с емкостью, иногда называются в промышленности «флажками» или «крыльями».
Затем, этикетка полностью приводится в контакт с емкостью и приклеивается к ней при помощи множества разных способов, в значительной степени зависящих от геометрии емкости и характеристик этикетки и клея. Для термоусадочных этикеток с использованием клеев, склеивающих при надавливании, оставшиеся неконтактные участки или «флажки» этикетки предпочтительно приводятся в контакт с емкостью с использованием деформируемого нагретого элемента. Движение и температура нагретого элемента тщательно регулируются для нагревания этикетки или ее участка (участков) до заданной температуры для достижения заданной степени усадки на участке (участках) этикетки. Нагревание тщательно регулируется относительно возникновения контакта между этикеткой и емкостью с целью уменьшения или по возможности предотвращения образования складок, выточек, отделения кромки или других дефектов в нанесенной этикетке.
Настоящее изобретение описывает системы и способы для частичного или полного нанесения этикетки на перемещающуюся емкость без образования дефектов. Вначале этикетка приводится в контакт с перемещающейся емкостью и переносится перемещающейся емкостью. В одном варианте настоящего изобретения этикетка наносится на емкость, однако не полностью, так что остаются один или более флажков. Этикетка может быть полностью нанесена на емкость, и флажки этикетки наносятся на соответствующие области емкости за счет одного или более последующих процессов, таких как использование нагретого гибкого приглаживающего элемента. В другом варианте настоящего изобретения этикетка полностью наносится на емкость. В этом варианте флажки, полученные после начального контакта между этикеткой и емкостью, полностью приводятся в контакт с емкостью.
Фиг. 31 изображает обычную емкость 810, имеющую наружную поверхность 812, на которую наносится этикетка 820 в соответствии с настоящим изобретением. Конкретно, этикетка только вначале частично приводится в контакт с емкостью или приемной поверхностью, так что один или более заданных участков этикетки остаются без контакта с емкостью. Фиг. 31 изображает такое состояние, в котором этикетка 820 частично приведена в контакт с емкостью 810 и частично приклеена к емкости 810.
Область начального контакта между этикеткой 820 и емкостью 810 изображена на фиг. 31 и 32 в качестве области 830. Остальными областями этикетки, которые не находятся в контакте с емкостью, являются флажки 832a и 832b. Как упомянуто выше, термин «флажок», используемый в данном документе, относится к бесконтактному участку этикетки, обычно включающему в себя одну или более кромочных областей. Хотя два отдельных флажка 832a и 832b изображены на фиг. 31 и 32, следует понимать, что три или более флажков или единственный флажок, могут быть связаны с этикеткой и ее начальным нанесением на емкость. Передняя поверхность этикетки 820, в общем, обозначена как передняя поверхность 824. Задняя поверхность этикетки 820 обозначена как задняя поверхность 822. Эффективное количество клея 828, такого как клей, склеивающий при надавливании, обычно расположено вдоль задней поверхности 822 этикетки 820.
Конкретно, настоящее изобретение относится к многоэтапному процессу нанесения этикеток, при котором самоклеющаяся этикетка вначале частично приводится в контакт с заданным местоположением вдоль наружной поверхности емкости. Этикетка одновременно и постепенно подвергается процессу приглаживания, в результате чего дополнительные области этикетки приводятся в контакт с емкостью и наносятся на нее. Предпочтительно, операция приглаживания завершается перед приведением в контакт всей этикетки с емкостью. Наиболее предпочтительно, приглаживание осуществляется только до тех пор, пока имеются по меньшей мере один или более флажков. На данном этапе процесс приглаживания завершается, и емкость, теперь несущая частично нанесенную этикетку, направляется к другому процессу обработки, такому как контакт с гибким нагретым элементом. Однако, как упомянуто выше, настоящее изобретение включает в себя процесс нанесения этикеток, при котором этикетка и, предпочтительно, самоклеющаяся этикетка, полностью приводится в контакт с емкостью и наносится на нее таким образом, что нанесенная этикетка не имеет флажков.
Без намерения связываться с конкретной теорией, был раскрыт данный многоэтапный способ нанесения этикеток, который особенно хорошо подходит для нанесения термоусадочных самоклеющихся этикеток на криволинейные поверхности емкости и особенно поверхности емкости, имеющие сложные криволинейные поверхности. Обычно такие емкости имеют отчасти плоскую или слегка дугообразную и выпуклую вперед или назад область, которая вдоль своих боковых областей резко искривляется внутрь для образования сложных криволинейных выступов или сторон, которые пересекаются с соответствующей поверхностью с другой стороны емкости. Попытка нанести этикетку и, в частности, термоусадочную самоклеющуюся этикетку без образования дефектов, на резко изогнутые и обычно сложные криволинейные области является очень трудной. За счет использования настоящего изобретения этикетку можно легко наносить посредством начального контакта выбранной области этикетки с участком емкости и, затем, контакта и нанесения дополнительных областей этикетки на емкость посредством селективного приглаживания этикетки. Предпочтительно, приглаживание осуществляется в некоторой степени таким образом, что остаются по меньшей мере одна или более областей, которые не контактируют с емкостью. Участками этикетки, не контактирующими с емкостью, являются флажки этикетки. Предпочтительно, флажки, которые образованы, соответствуют областям емкости и, таким образом, перекрывают области емкости, которые имеют сложную кривизну. Флажки последовательно наносятся на сложные криволинейные поверхности емкости за счет одного или более последующих процессов, таких как, например, использование упомянутого гибкого нагретого элемента. В некоторых применениях можно полностью наносить этикетку таким образом, что не остаются флажки этикетки. Для этих применений вряд ли нужно подвергать этикетированную емкость воздействию гибкого нагретого элемента.
Фиг. 33 - перспективный вид приглаживающего узла 840 согласно предпочтительному варианту осуществления в соответствии с настоящим изобретением. Различные приглаживающие узлы, описанные в данном документе, используются для селективного нанесения этикетки и приглаживания с возможностью регулирования, т.е., постепенного контакта, одной или более областей этикетки, включающей в себя (i) всю или участок контактируемой области этикетки, такой как участок 830 на фиг. 31 и 32, и (ii) всю или участок области флажка, такой как одна или обе области 832a и 832b на фиг. 31 и 32. Приглаживающий узел 840 согласно предпочтительному варианту осуществления используется для начального нанесения этикетки из диспенсера этикеток (не показан на фиг. 33) и дополнительно используется после этого для постепенного нанесения и «приглаживания» этикетки на емкости. Приглаживающий узел 840 содержит раму 850, приглаживающее устройство 860, кулачок 880 и элемент 870, приводимый в движение кулачком. Каждый из этих элементов описан более подробно в данном документе.
Рама 850 обычно включает в себя один или более элементов для поддержания и расположения приглаживающего устройства 860. Предпочтительно, рама 850 включает в себя верхний элемент 852 рамы, нижний элемент 854 рамы и один или более опорных элементов, проходящих между ними, таких как вертикальный опорный элемент 856. Материалом, используемым для рамы, может быть почти любой материал, имеющий подходящие прочность и жесткость. Не ограничивающие примеры рамы включают в себя металлы, такие как сталь и алюминий, и относительно жесткую пластмассу. Одна или более опор 858 или другие крепежные элементы могут использоваться для закрепления или соединения приглаживающего устройства 860 с рамой 850. Рама 850 закреплена с возможностью поворота на опоре или другом зажимном приспособлении (не показано), так что рама 850 может поворачиваться вокруг оси 842 поворота, как показано на фиг. 33. Предпочтительно, рама 850 и приглаживающее устройство 860, закрепленное на ней, могут поворачиваться вокруг оси 842 в направлении стрелки B. Способ, при помощи которого достигается поворот рамы, объяснен более подробно в данном документе.
Приглаживающее устройство 860 изображено отдельно на фиг. 34. Хотя настоящее изобретение включает в себя множество форм и конфигураций приглаживающего устройства 860, устройство 860 предпочтительно имеет относительно плоскую форму, образующую переднюю поверхность 861 и противоположно направленную заднюю поверхность 863. Приглаживающее устройство 860 также включает в себя одну или более лопаток 862, которые предпочтительно проходят от кромочной или боковой области в поперечном направлении наружу. Лопатка 862 является предпочтительно гибкой и деформируемой, и, таким образом, материалы, выбранные для лопатки, соответственно выбираются. Типичные примеры материалов для лопатки 862 включают в себя, но не ограничиваются этим, силиконы, каучуки, гибкую пластмассу и различные композиционные материалы. Приглаживающее устройство 860 также включает в себя приглаживающий элемент 864, предпочтительно расположенный вдоль дистальной кромки или области лопатки 862. Во время использования приглаживающего узла 840 приглаживающий элемент 864 контактирует с этикеткой вдоль одной или более контактирующих областей 866 приглаживающего элемента 864. Материал (материалы), выбранный для использования в качестве приглаживающего элемента 864, зависит от характеристик этикетки и гладкости приглаживающего элемента 864, а также тенденции к перемещению элемента по этикетке. Неограничивающие примеры материалов, которые могут быть подходящими в качестве приглаживающего элемента 864, включают в себя, но не ограничиваются этим, тканные и нетканые волокна из хлопка, полимерные материалы, литьевые эластомерные материалы и им подобное. В зависимости от материалов этикетки и характеристик печатных или верхних слоев, также может быть желательным использование одного или более смазочных или уменьшающих трение веществ вдоль приглаживающего элемента. Кроме того, следует понимать, что настоящее изобретение включает в себя множество форм, конфигураций и материалов для приглаживающего элемента 864. Для конкретного предпочтительного приглаживающего узла 840, описанного в данном документе, предпочтительно, чтобы приглаживающий элемент 864 непрерывно проходил по всей длине или по существу всей длине лопатки 862. Предпочтительно, чтобы лопатка 862 непрерывно проходила по всей длине или по существу всей длине протирающего устройства 860.
Приглаживающий узел 840 согласно предпочтительному варианту осуществления также включает в себя элемент 870, приводимый в движение кулачком. Элемент 870, приводимый в движение кулачком, зацеплен и, предпочтительно, прикреплен к раме 850, так что движение элемента 870, приводимого в движение кулачком, сообщается раме 850. Как изображено на фиг. 33, элемент 870, приводимый в движение кулачком, может быть прикреплен к верхнему элементу 852 рамы 850 с помощью одного или более болтов или других крепежных элементов. Другие крепежные средства могут быть использованы, такие как сварка, клеи или выполнение как одного целого элемента 870, приводимого в движение кулачком, с одним или более элементом рамы 850. Предпочтительная конфигурация, изображенная на фиг. 33, описана более подробно в данном документе. Элемент 870, приводимый в движение кулачком, может иметь большое разнообразие форм и конфигураций. Предпочтительно, элемент 870 образует проксимальный конец 876, на котором элемент 870 прикреплен к раме 850, и противоположный дистальный конец 874. Дистальный конец 874 предпочтительно образует поверхность 872 элемента, приводимого в движение кулачком, которая направлена к кулачку 880. В предпочтительной конфигурации элемента 870 поверхность 872 элемента, приводимого в движение кулачком, образована вдоль направленной в поперечном направлении боковой или кромочной области элемента 870 и особенно вдоль дистального конца 874 или его участка. Элемент 870, приводимый в движение кулачком, может быть выполнен почти из любого материала, такого как металлы, включающие в себя, например, сталь и алюминий, или пластмассы, такой как лексан, полиэтилен или другие материалы с низкой поверхностной энергией.
Приглаживающий узел 840 в некоторых вариантах осуществления может также включать в себя кулачок 880. Кулачок 880 расположен с возможностью функционального взаимодействия с элементом 870, приводимым в движение кулачком, так что движение кулачка 880 вызывает заданное циклическое и предпочтительно возвратно-поступательное движение элемента 870, приводимого в движение кулачком. В типичной конфигурации, изображенной на фиг. 33, кулачок 880 перемещается линейно в направлении стрелки A, в котором благодаря функциональному взаимодействию с элементом 870, приводимым в движение кулачком, вызывает возвратно-поступательный поворот рамы 850 и приглаживающего устройства 860 в направлении стрелки B, и, конкретно, вокруг оси 842 поворота. Предпочтительно, кулачок 880 образует поверхность 882 кулачка, направленную к элементу 870, приводимому в движение кулачком, и, особенно, к поверхности 872 элемента, приводимого в движение кулачком. Как будет понятно, при взаимодействии и во время взаимодействия между кулачком 880 и элементом 870, приводимым в движение кулачком, участок поверхности 872 элемента, приводимый в движение кулачком, находится в контакте с участком поверхности 882 кулачка. Хотя настоящее изобретение включает в себя множество конфигураций и расположений, предпочтительно, кулачок 880 и элемент 870, приводимый в движение кулачком, расположены таким образом, что линейное смещение кулачка 880 приводит к возвратно-поступательному повороту элемента 870, приводимого в движение кулачком.
Фиг. 35 изображает обычное расположение и ориентацию емкости 810, содержащей частично контактирующую этикетку 820. Этикетка вначале приводится в контакт с емкостью по ходу перед и, предпочтительно, непосредственно перед от приглаживающего узла 840. В особенно предпочтительном способе, описанном более подробно в данном документе, этикетка 820 вначале приводится в контакт с емкостью 810 при помощи приглаживающего узла 840. При контакте с ней емкость продолжает перемещать частично нанесенную этикетку к приглаживающему узлу 840, на котором этикетка дополнительно приводится в контакт с емкостью и наносится на нее. Обычно емкость 810 расположена на конвейере 890, который перемещается мимо приглаживающего узла 840. Широкий спектр конвейеров может использоваться вместе с различными приглаживающими узлами настоящего изобретения. Обычно конвейер перемещает емкости, которые предпочтительно расположены на конвейере таким образом, что емкости расположены на одинаковом расстоянии друг от друга и равномерно расположены на одной прямой относительно друг друга. Емкости предпочтительно расположены в один ряд на конвейере, хотя следует понимать, что настоящее изобретение включает в себя другие расположения емкостей. Что касается конфигурации конвейера, обычно предпочтительно использовать линейный конвейер и, в частности, конвейер, содержащий секцию, которая является линейной, и которая перемещает емкости в направлении прямой линии мимо приглаживающего узла и, в частности, приглаживающего элемента. Также предпочтительно, чтобы конвейер перемещал емкости непрерывно, так что емкости непрерывно перемещаются и, наиболее предпочтительно, таким образом, чтобы емкости непрерывно перемещались при их перемещении мимо приглаживающего элемента. Перемещение конвейера 890 предпочтительно является синхронным по отношению к перемещению кулачка 880 (не показан), так что когда емкость 810 перемещается к приглаживающему узлу 840, элемент 870, приводимый в движение кулачком, сначала перемещается от емкости 810 м, затем, перемещается к емкости 810. Конкретно, предпочтительно, чтобы при перемещении конвейера 890 и емкости 810, расположенной на нем, на первую величину C1 прироста, элемент 870, приводимый в движение кулачком, рама 850 и приглаживающее устройство 860 перемещались с возможностью поворота вокруг оси 842 (изображенной на фиг. 33) в направлении стрелки D от емкости 810. После достаточного линейного перемещения конвейера, такого как завершение первой величины C1 прироста, конвейер 890 продолжает и совершает дополнительное линейное перемещение, такое как вторая величина C2 прироста. Так как конвейер 890 и емкость 810, расположенная на нем, перемещаются на вторую величину C2 прироста, элемент 870, приводимый в движение кулачком, рама 850 и приглаживающий элемент 860 перемещаются с возможностью поворота вокруг оси 842 (изображенной на фиг. 33) в направлении стрелки E к емкости 810. В зависимости от относительных положений кулачка 880 и элемента 870, приводимого в движение кулачком, а также профиля или формы поверхности 882 кулачка и поверхности 872 элемента, приводимого в движение кулачком, широкий спектр перемещений приглаживающего устройства 860 относительно емкости 810 и ее этикетки 820 может быть обеспечен. Так как емкость 810 и этикетка 820 перемещаются мимо приглаживающего устройства 860, участок этикетки 820, не контактирующий с емкостью 810, и который находится вверх по потоку от приглаживающего устройства 860 в этот момент, затем протягивается мимо приглаживающего устройства 860 и, конкретно, мимо приглаживающего элемента 864. В зависимости от формы и конфигурации приглаживающего элемента 864, все или только выбранные области этикетки могут прижиматься к емкости 810 и приводится в контакт с ней. Таким образом, в зависимости от упомянутых выше аспектов, размер, форма и ориентация одного или более флажков могут селективно регулироваться. Это особенно желательно перед подверганием емкости и частично прикрепленной этикетки воздействию нагретого гибкого элемента для термоусадки и окончательного приклеивания этикетки к емкости.
В другом предпочтительном варианте осуществления в соответствии с настоящим изобретением приглаживающий узел 840 не включает в себя кулачок 880. Вместо этого, элемент 870, приводимый в движение кулачком, расположен для периодического контакта с емкостями, перемещающимися мимо приглаживающего узла. Наиболее предпочтительно, элемент 870, приводимый в движение кулачком, расположен для периодического контакта с верхней областью каждой емкости, такой как наружный участок горлышка емкости или выступающая вверх резьбовая область, которая вмещает колпачок или другое укупорочное средство емкости. Выбор конфигурации и расположение элемента 870, приводимого в движение кулачком, таким образом, что элемент 870, приводимый в движение кулачком, приводится в действие самими емкостями, обеспечивают простоту, последовательность и точность в работе соответствующего способа. Этот предпочтительный вариант осуществления возможен, так как для большей части, если не всей, высокой скорости, процессов нанесения этикеток на серийные емкости, емкости удерживаются на месте вдоль перемещающегося конвейера за счет верхнего элемента конвейера. Поверхность контакта верхнего элемента конвейера усовершенствована за счет трения для обеспечения взаимодействия между верхним элементом конвейера и емкостью. Множество емкостей, расположенных между верхним и нижним конвейерами, полностью удерживается в положении, так что они могут поддерживать, т.е. не перемещать, элемент 870, приводимый в движение кулачком, контактирующий с каждой емкостью при перемещении ряда емкостей вдоль и мимо приглаживающего узла.
Следует понимать, что настоящее изобретение описывает узлы, обеспечивающие селективное приспособление формы, размера и ориентации почти любого флажка или другой бесконтактной области этикетки. Таким образом, настоящее изобретение может размещать почти любую конфигурацию частично нанесенной этикетки на емкость и использоваться для образования или модификации одного или более флажков, относящихся к этикетке, перед окончательным нанесением этикетки и/или термоусадкой этикетки. Настоящее изобретение может использоваться для полного нанесения частично нанесенной этикетки на емкость таким образом, чтобы флажки не оставались.
Например, фиг. 36 изображает емкость 810, содержащую этикетку, частично контактируемую с ней. Область этикетки 820, находящаяся в контакте с емкостью 810, изображена в качестве области 830, и области этикетки, не контактирующие с емкостью 810, изображены в качестве областей или флажков 832a и 832b. Емкость 810 перемещается мимо приглаживающего элемента 864 в направлении стрелки F. Таким образом, флажок 832a находится по потоку после приглаживающего элемента 864, и флажок 832b находится по потоку перед этим элементом. В этом примере приглаживающий элемент 864 приглаживающего устройства 860 (не показано) приведен в контакт с перемещающейся емкостью 810 в центральном местоположении области 830. При перемещении емкости 810 и этикетки 820 мимо приглаживающего элемента 864 элемент постепенно контактирует или «приглаживает» этикетку 820 из своего начального центрального местоположения в последующее местоположение рядом с наружной кромочной областью этикетки 820, как изображено на фиг. 37. Как будет отмечено на фиг. 37, после приглаживания этикетки 820 начальный флажок 832b был полностью исключен посредством контакта этой области этикетки с емкостью 810. В результате, часть или площадь поверхности области 830 увеличилась. Поскольку не было приглаживания или контакта, осуществляемого относительно флажка 832a, находящегося далее по потоку, этот флажок остается неизменным. Следует понимать, что обозначения в сочетании с областями 830 и 832a используются для указания этих областей после процесса приглаживания приглаживающим элементом 864.
Фиг. 38 и 39 изображают исходную емкость 810 и этикетку 820, частично контактируемую с ней, так что область 830 контакта является относительно небольшой по сравнению с областями 832a и 832b флажков. В этом примере желательно просто уменьшить размер или часть флажка 832b, находящегося ранее по потоку и не устранять полностью этот флажок как в примере на фиг. 36 и 37. Нагретый гибкий элемент (не показан) может затем использоваться для нанесения флажка 832b этикетки на емкость.
Фиг. 40 и 41 изображают еще один пример, в котором этикетка 820 вначале приведена в контакт с емкостью 810 вдоль передней кромки этикетки 820. Относительно большой находящийся ранее по потоку флажок 832b остается. Узел согласно предпочтительному варианту осуществления может использоваться для увеличения области контакта между емкостью 810 и этикеткой 820, т.е. области 830, и, таким образом, уменьшения или полного исключения флажка 832b, находящегося ранее по потоку, как показано на фиг. 41.
В особенно предпочтительном способе в соответствии с настоящим изобретением приглаживающий узел используется вместе с диспенсером этикеток. Фиг. 42-44 и 46-49 изображают различные этапы во время процесса нанесения этикетки согласно предпочтительному варианту осуществления в соответствии с настоящим изобретением. Фиг. 45 показывает возможную проблему, которая может возникнуть во время процесса нанесения этикетки. На этих чертежах представлен ряд схематичных видов, изображающих предпочтительный способ нанесения этикетки и приглаживания этикетки с использованием описанных предпочтительных узлов. В общем, различные элементы приглаживающего узла, емкость и этикетка, которые описаны выше, обозначены подобными ссылочными позициями из ряда 900. Таким образом, например, рама 950 рассмотрена на фиг. 42-49. Рама 950 соответствует раме 850, описанной выше в данном документе. Каждая из фиг. 42-49 изображает емкость 910 во время процесса нанесения этикетки, при котором этикетка 920 наносится на наружную поверхность емкости приглаживающим устройством 960, поддерживаемым на раме 950. На этих чертежах диспенсер этикеток схематично показан ссылочной позицией 935 с лотком 936 диспенсера этикеток, из которого подается этикетка 920. Почти любой тип диспенсера этикеток может использоваться в узлах, системах и способах, описанных в данном документе. Обычно, диспенсер этикеток выполнен или приспособлен для селективного расположения этикетки вдоль заданной наружной поверхности емкости.
Ссылаясь на фиг. 42, приглаживающее устройство 960 и рама 950 повернуты в сторону, так что этикетка может подаваться или распределяться между приглаживающим устройством и емкостью. Это осуществляется при помощи элемента, приводимого в движение кулачком, например, элемента 870, приводимого в движение кулачком, показанного на фиг. 35, контактирующего и отталкивающегося от горлышка емкости. Конкретно, при перемещении емкости 910 к приглаживающему элементу 960 и раме 950 в направлении стрелки G, приглаживающее устройство и рама смещаются от емкости 910 в направлении стрелки H. Предпочтительно, перемещение приглаживающего устройства 960 и рамы 950 является результатом контакта между элементом, приводимым в движение кулачком (не показан) и наружной поверхностью горлышка 915 емкости 910. На этом конкретном этапе процесса нанесения этикетки смещение приглаживающего устройства 960 и рамы 950 в направлении стрелки H обычно происходит перед поступлением емкости 910, как указано центром 902 емкости, находящейся вверх по потоку от рамы 950 на фиг. 42. Центр 902 является геометрическим центром емкости 910 и образован за счет пересечения плоскостей 902x и 902y, делящих пополам емкость. Фиг. 42 также изображает предпочтительную конфигурацию дистального конца или лотка 936 диспенсера 935 этикеток. В этой предпочтительной ориентации лотка 936 этикетка 920 выходит из диспенсера 935 в направлении, которое параллельно или по меньшей мере по существу параллельно линии, касательной к поверхности емкости 910, направленной к приглаживающему устройству и раме, и контактирующей с емкостью 910 в точке пересечения с плоскостью 902y. Эта касательная линия показана на фиг. 42 в виде пунктирной линии z.
Ссылаясь на фиг. 43, так как емкость 910 продолжает приближаться к приглаживающему устройству и раме, элемент, приводимый в движение кулачком, начинает позволять приглаживающему устройству 960 перемещаться к емкости 910. Затем, приглаживающее устройство начинает направлять этикетку к емкости. Конкретно, емкость 910 продолжает перемещаться к узлу приглаживающего устройства 960 и раме 950 в направлении стрелки G. Благодаря форме поверхности элемента, приводимого в движение кулачком (не показан), рама 950 затем смещается к перемещающейся емкости 910 в направлении стрелки I, изображенной на фиг. 43. Перемещение в направлении стрелки I продолжается, так что область 966 контакта приглаживающего устройства 960 контактирует с этикеткой 920 и смещает этикетку 920 к емкости 910. На этом этапе процесса центр 902 емкости приближается к лотку 936 диспенсера 935 этикеток.
Ссылаясь на фиг. 44, приглаживающее устройство 960 размещает этикетку на емкости в положении, которое определяется формой элемента, приводимого в движение кулачком, (не показан). В результате этого действия образуется флажок этикетки и регулируется длина флажка. Важно, чтобы этикетка наносилась на емкость приглаживающим устройством для устранения или предотвращения образования пузырей в этикетке. Если этикетка наносится на емкость перед использованием приглаживающего устройства, тогда может возникнуть нежелательное состояние предварительного сцепления, которое будет часто включать в себя пузыри. Конкретно, на фиг. 44 узел приглаживающего устройства 960 и рамы 950 дополнительно смещается к перемещающейся емкости 910 в направлении стрелки J. Это приводит к образованию области 966 контакта приглаживающего устройства 960, контактирующего с этикеткой 920, с емкостью 910. Следует отметить, что такой контакт осуществляется таким образом, что передняя кромка этикетки не контактирует с емкостью 910, таким образом, образуя флажок 932a этикетки. На этом этапе процесса нанесения этикетки центр 902 емкости находится приблизительно рядом с лотком 936 диспенсера 935 этикеток.
Фиг. 45 изображает пример нежелательного состояния предварительного сцепления. В этом состоянии контакт возникает между этикеткой 920 и емкостью 910 впереди по потоку от области 966 контакта приглаживающего устройства 960. Как объяснено, это обычно ведет к образованию воздушных пузырей под этикеткой 920 в области этикетки, обозначенной T.
На фиг. 46 приглаживающее устройство перемещается вдоль емкости, таким образом, приглаживая этикетку на емкости. Конкретно, на этом этапе процесса нанесения этикетки центр 902 емкости 910 сейчас находится далее по потоку от лотка 936 диспенсера 935 этикеток. Емкость продолжает перемещаться в направлении стрелки G. Другим предпочтительным способом в соответствии с настоящим изобретением является регулирование скорости, при которой этикетка 920 направляется из диспенсера 935 этикеток, так что этикетка 920 слегка натянута или вытянута из диспенсера этикеток в результате контакта этикетки с перемещающейся емкостью 910 в данный момент процесса. Данный способ был создан для обеспечения нанесения без образования пузырей этикеток на емкости.
Ссылаясь на фиг. 47, этикетка отделяется от лотка 936 и полностью выходит из него. Приглаживающее устройство продолжает приглаживать этикетку 920 на емкости. Конкретно, так как емкость продолжает перемещаться в направлении стрелки G, этикетка 920 приводится в контакт с емкостью 910 и приглаживается приглаживающим устройством 960. На этом этапе процесса нанесения этикеток центр 902 емкости находится далее по потоку от приглаживающего устройства 960 и рамы 950.
Ссылаясь на фиг. 48, приглаживающее устройство завершает приглаживание этикетки на емкости, но приглаживающее устройство не полностью приглаживает заднюю кромку этикетки. Это оставляет задний флажок. Ход приглаживающего устройства ограничивает приглаживающее устройство от дополнительного контакта с емкостью, так что образуется флажок. Предполагается, что посредством изменения конфигурации кулачка приглаживающее устройство может отделяться от емкости, так что длина заднего флажка может регулироваться. Более конкретно, на этапе нанесения этикетки, изображенном на фиг. 48, перемещение емкости 910 продолжается в направлении стрелки G. Этикетка 920 теперь частично нанесена на емкость 910, так что появляются передний флажок 932a и задний флажок 932b. На этом этапе процесса область 966 контакта приглаживающего устройства 960 расположено далее по потоку от центра 902 емкости и между центром 902 и задней поверхностью 910b емкости 910.
На фиг. 49 приглаживающее устройство начинает перемещаться от траектории перемещающейся емкости 910, так что процесс начинается для следующей емкости. То есть, приглаживающее устройство 960 и рама 950 смещаются от емкости 910 в направлении стрелки K. Этот процесс повторяется для еще одной емкости (не показана) впереди по потоку и следующей за емкостью 910.
Следует понимать, что настоящее изобретение никоим образом не ограничивается каким-либо из способов нанесения этикеток, описанных и показанных в данном документе. Без намерения ограничиваться каким-либо конкретным способом, в общем, предпочтительный способ состоит в следующем. Этикетка вначале приводится в контакт с емкостью в направлении впереди по потоку или от передней кромки или области этикетки. Кромка или область не обязательно включает в себя наиболее передний участок этикетки, и обычно образована рядом с наиболее передним участком этикетки. Наиболее передний участок этикетки не находится в контакте с емкостью и, таким образом, образует флажок. Область емкости, соответствующая наиболее переднему флажку и находящаяся под ним, является обычно сложной криволинейной областью. Флажок может быть полностью приведен в контакт со сложной криволинейной областью емкости и нанесен на нее в последующем процессе, например, при помощи нагретого гибкого элемента.
Емкость, содержащая частично нанесенную этикетку, перемещается мимо приглаживающего узла, как описано в данном документе. Приглаживающий узел затем дополнительно приводит в контакт этикетку с емкостью за счет селективного процесса приглаживания, описанного в данном документе. Предпочтительно, приглаживание заканчивается таким образом, что флажок задней кромки, который не находится в контакте с расположенной внизу областью емкости, которая, как упомянуто, является обычно сложной криволинейной областью, оставлен. Флажок задней кромки может быть полностью приведен в контакт и нанесен на сложную криволинейную область емкости в последующем процессе, например, при помощи нагретого гибкого элемента.
Кроме того, подразумевается, что другие элементы, такие как пневмо- или гидроприводы или электрические серводвигатели могут использоваться для селективного расположения одного или более элементов для достижения дополнительных конфигураций этикетки и емкости. Например, вместо использования поворотного устройства для рамы 850 могут использоваться система транспортировки и один или более серводвигателей для селективного расположения приглаживающего устройства 860 в положение для приглаживания этикетки и отвода из положения для обеспечения прохождения емкости и/или флажков этикетки без помех со стороны приглаживающего устройства 860.
Настоящее изобретение также описывает различные способы для селективного контакта этикетки, например, для селективного приглаживания этикетки и ее участков, которая содержится на перемещающейся емкости. Способы обычно включают в себя обеспечение подвижного кулачка и подвижного узла рамы. Кулачок выполнен таким образом, что его движение соответствует движению емкости и этикетки, содержащейся на емкости. Рама предпочтительно перемещается с возможностью поворота вокруг вертикальной оси поворота. Приглаживающее устройство закреплено или иначе зацеплено с подвижной рамой. Рама расположена относительно траектории перемещающейся емкости таким образом, что рама поворачивается, приглаживающее устройство перемещается между двумя положениями. В одном положении приглаживающее устройство находится в контактной близости от траектории емкости. В другом положении приглаживающее устройство расположено на расстоянии от траектории емкости. Термин «контактная близость» как использовано в данном документе относительно приглаживающего устройства, относится к тому элементу, который находится в таком положении, что дистальная кромка или концевая область приглаживающего устройства контактирует с этикеткой, содержащейся на емкости, при перемещении емкости мимо приглаживающего устройства.
В предпочтительном способе элемент, приводимый в движение кулачком, расположен совместно с подвижной рамой. Рама расположена и ориентирована таким образом, что элемент, приводимый в движение кулачком, находится в функциональном взаимодействии с кулачком. Наиболее предпочтительно, кулачок, элемент, приводимый в движение кулачком, и перемещение емкости связаны друг с другом таким образом, что рама поворачивается вокруг оси поворота таким образом, что при нахождении перемещающейся емкости вдоль рамы приглаживающее устройство находится в контактной близости от емкости, так что приглаживающее устройство контактирует с этикеткой, расположенной на емкости. Когда емкость перемещается мимо рамы, рама поворачивается вокруг оси поворота таким образом, что приглаживающее устройство смещается или удаляется от траектории перемещающейся емкости.
Способы описаны для селективного контакта этикетки, как упомянуто выше в данном документе, в которых сами емкости используются в качестве кулачка. Способы включают в себя обеспечение элемента, приводимого в движение кулачком, который приводится в действие рядом емкостей, перемещающихся вдоль элемента, приводимого в движение кулачком. Периодический контакт между элементом, приводимым в движение кулачком, и емкостями, например горлышками емкостей, может использоваться для управления движением приглаживающего устройства.
Следует понимать, что настоящее изобретение включает в себя варианты этого способа и описывает ряд способов для селективного контакта этикетки или участков этикетки, которая содержится на перемещающейся емкости.
Широкий спектр этикеток, пленок и/или таких узлов может селективно наноситься на емкость с использованием различного оборудования, систем и способов, описанных в данном документе. Например, примеры использования типичных материалов для этикеток или подложек этикеток включают в себя, но не ограничиваются этим, бумагу, сложный эфир (полиэтилентерефталат), полиэтилен и им подобное. Как упомянуто, этикетка или пленка может быть в виде термоусадочной пленки. Усадочная пленка, используемая в этикетке, может иметь однослойную структуру или многослойную структуру. Слой или слои усадочной пленки могут быть образованы из полимера, выбранного из сложного эфира, полиолефина, поливинилхлорида, полистирола, полимолочной кислоты, сополимеров и их смесей. Обычно любая из этикеток или пленка, клеи и их дополнительные аспекты, упомянутые выше в данном документе в сочетании с использованием гибких элементов, могут использоваться в сочетании с системами нанесения этикеток и стратегиями, использующими приглаживающие элементы. Настоящее изобретение может использоваться для нанесения широкого спектра этикеток, пленки или других элементов. Например, настоящее изобретение может использоваться в сочетании с усадочными этикетками, самоклеющимися этикетками, самоклеющимися усадочными этикетками, термосклеивающимися этикетками и почти любым типом этикетки или пленки, известным в областях упаковки и нанесения этикеток. Этикетки, нанесенные при помощи оборудования, систем и/или способов, описанных в данном документе, предпочтительно, имеют некоторые характеристики или аспекты, как изложено ниже. Обычно этикетки имеют такой размер, что после полного контакта или склеивания этикетки с емкостью, этикетка не проходит вокруг всей периферии емкости. Наиболее предпочтительно, после полного контакта с емкостью кромки или другие области этикетки не перекрываются с другими кромками или областями той же этикетки.
Настоящее изобретение также описывает системы нанесения этикеток для получения этикетированных емкостей. Эти системы содержат диспенсер этикеток для селективного расположения этикетки вдоль перемещающейся емкости, этикетку или множество этикеток и узел для селективного контакта одной или более областями этикетки, расположенной вдоль емкости, при помощи диспенсера этикеток. Узел содержит подвижную раму, причем рама включает в себя по меньшей мере один элемент рамы, перемещаемый с возможностью поворота вокруг оси поворота. Узел дополнительно содержит приглаживающее устройство, зацепленное с рамой и перемещаемое с ней. Приглаживающее устройство включает в себя приглаживающий элемент для контакта с этикеткой. Узел также содержит элемент, приводимый в движение кулачком, прикрепленный к раме и перемещаемый с ней. Перемещение элемента, приводимого в движение кулачком, соответствует перемещению емкости, в результате чего приглаживающий элемент селективно контактирует с этикеткой на перемещающейся емкости.
Последующая термическая обработка
Как объяснено более подробно в данном документе, различные способы и системы предусмотрены для последующей обработки этикетки или пленки, предварительно нанесенной с возможностью приклеивания на емкость или другую подложку. Способы, в общем, включают в себя относительно быстрое нагревание нанесенной этикетки или узла этикетки до конкретной температуры и обычно непосредственно после нанесения этикетки. Предпочтительно, во время этого процесса нагревания клей, расположенный между этикеткой и поверхностью емкости или подложкой, также нагревается подобным образом, как и этикетка. Термин «нанесенный при помощи клея», используемый в данном документе относительно этикеток, относится к этикеткам, которые нанесены и удерживаются вдоль наружных поверхностей емкостей или подложек при помощи одного или более слоев клея (клеев). Нанесенные этикетки, обработанные в соответствии с конкретными способами, описанными в данном документе, имеют уменьшенные скорости дефектообразования, улучшенное удержание этикетки и склеивание, а также лучший эстетичный вид по сравнению с соответствующими нанесенными этикетками, не подвергнутые данным способам.
В частности, настоящее изобретение описывает дополнительные усовершенствования в стратегиях и способах нанесения этикеток и пленок на криволинейные поверхности, такие как наружные криволинейные поверхности различных емкостей. Хотя настоящее изобретение описано на основании стратегий обработки этикеток или пленок, которые были предварительно нанесены на емкости, следует понимать, что настоящее изобретение не ограничивается емкостями. Вместо этого, настоящее изобретение может использоваться для последующей обработки множества этикеток или пленок, предварительно нанесенных на поверхности почти любого типа изделия. Настоящее изобретение особенно относится к обработке усадочных этикеток, которые были предварительно нанесены на криволинейные поверхности емкостей. Кроме того, настоящее изобретение особенно относится к обработке этикеток, таких как усадочные этикетки, которые были нанесены на сложные криволинейные поверхности различных емкостей.
Необходимо понимать, что настоящее изобретение может использоваться для обработки этикеток и пленок, которые были нанесены на большое разнообразие поверхностей, включающих в себя плоские поверхности и простые криволинейные поверхности. Однако, как объяснено более подробно в данном документе, настоящее изобретение особенно хорошо подходит для последующей обработки этикеток и пленок и их соответствующего клея (клеев), которые были нанесены на сложные криволинейные поверхности.
Обычно, в соответствии с предпочтительными способами, тепло подается на одну или более предварительно нанесенных этикеток на емкостях в конкретный момент времени в процессе нанесения этикеток и в течение определенного периода времени термоотжига пленочного материала этикетки после нанесения этикетки на емкость. Предпочтительно, клей, расположенный между этикеткой и приемной поверхностью, также нагревается до той же степени или по существу до той же степени, что и этикетка. Конкретные температуры, до которых нагреваются нанесенные этикетки, были установлены для минимизации дефектов этикетки, которые иначе обычно возникают после потери качества от времени, таких как выточки, складки, пузыри, отрывы и т.д. Такие дефекты, возникающие после нанесения этикетки, в общем, и в совокупности называются в данном документе «постдефектами».
В зависимости от конкретного процесса нанесения этикеток способы последующей термообработки могут также дать возможность исключить один или несколько процессов предварительного нагревания. Для этикеток, включающих в себя термоусадочные материалы, предпочтительное нагревание после нанесения осуществляется после термоусадки этикетки. Тепло может быть подано на этикетированные емкости при помощи множества способов, например, посредством использования инфракрасных ламп, радиационных нагревателей, камер с принудительной подачей горячего воздуха, усадочной камеры туннельного типа и т.д. Количества тепла в общем определяется характеристиками материала этикетки, скоростью процесса нанесения этикетки и количеством тепла, уже переданного этикетке, перед процессом последующего нагревания. Для этикеток, включающих в себя термоусадочные материалы, количества тепла также определяется на основании температуры усадки материала. Почти для любого типа емкости с нанесенной на нее этикеткой могут применяться способы обработки, описанные в данном документе. Все эти аспекты описаны более подробно в данном документе.
Предпочтительные способы обработки
Предпочтительные способы обработки включают в себя нагревание предварительно нанесенной этикетки и клея до конкретной температуры и в конкретный момент времени во время процессе нанесения этикетки или после процесса нанесения этикетки. Предпочтительно, нанесенная этикетка и клей находятся при температуре окружающей среды или приблизительно при температуре окружающей среды и нагреваются до температуры от около 30 до около 150°C и, более предпочтительно, нагреваются до температуры от около 50 до около 100°C. Обычно нагрев нанесенной этикетки происходит быстро, например, обычно в течение менее 5 секунд, предпочтительно, менее 3 секунд и, наиболее предпочтительно, менее 1 секунды. Использование таких коротких периодов времени нагрева позволяет использовать способы обработки, описанные в данном документе, в высокоскоростных процессах нанесения этикеток.
Фактически, достижение этих конкретных температур нанесенной этикетки может быть осуществлено посредством воздействия на нанесенный узел этикетки окружающей средой, имеющей температуру, составляющую по меньшей мере 100°C или выше. Нагрев может осуществляться при помощи любого подходящего способа. Обычно нагрев может осуществляться при помощи одного или более механизмов теплопередачи, таких как конвекционный нагрев, радиационный нагрев или их сочетания. Широкий спектр нагревательного оборудования или устройств может использоваться для нагрева нанесенных этикеток и соответствующих клеев. Неограничивающие примеры включают в себя, но не ограничиваются этим, инфракрасные лампы, радиационные нагреватели, печи с принудительной конвекцией горячего воздуха, нагревательные камеры, нагревательные туннели, нагретые поверхности контакта и им подобное. Предпочтительно, нагрев осуществляется при помощи радиационных нагревателей в камере или термовоздуходувками в камере, каждая с датчиками инфракрасного излучения для измерения температуры этикетки после выхода. Нагревательные устройства хорошо известны в области техники и легкодоступны.
Предпочтительно, процесс обработки включает в себя нагрев этикетки и слоя клея сразу после нанесения на емкость или подложку. Термин «сразу», используемый в данном документе, в общем относится к начальному нагреву этикетки после нанесения без задержки, так что нагрев происходит после нанесения этикетки. Практически нагрев происходит предпочтительно в течение менее 5 секунд после нанесения этикетки и, наиболее предпочтительно, менее 1 секунды после нанесения этикетки. Однако следует понимать, что настоящее изобретение включает в себя нагрев, осуществляемый после нанесения этикетки, например, по истечении периода времени, равного 1 минуте или более, и в некоторых применениях даже по истечении периода в несколько часов после нанесения этикетки. Кроме того, предполагается, что способы нагрева, описанные в данном документе, могут осуществляться также после нанесения этикетки, например, в течение периода времени до 24 часов после нанесения этикетки. Конкретные температуры и периоды времени в значительной степени зависят от материалов, используемых в этикетке или пленке, характеристик этикетки и клея.
Нанесенные этикетки и клеи, обработанные в соответствии с конкретными способами, описанными в данном документе, имеют уменьшенные скорости дефектообразования, улучшенное удержание этикетки и склеивание, а также лучший эстетичный вид по сравнению с соответствующими нанесенными этикетками, не подвергнутыми данным способам. Конкретно, этикетки, подвергнутые способам обработки, описанным в данном документе, стремятся остаться в том виде, как они нанесены, и не становятся сморщенными, не образуют выточки или не имеют отрыв или отделение вдоль своих кромок или поверхности контакта между этикеткой и приемной поверхностью. Следовательно, этикетки и клеи, подвергнутые способам обработки настоящего изобретения, имеют улучшенное удержание, например, отличающееся более длительными периодами удержания, и полным более прочным приклеиванием к нижней поверхности по сравнению с соответствующими этикетками, не подвергнутыми способам обработки, упомянутым в данном документе. Отсутствие дефектов, таких как складки, выточки, пузыри и/или отрывы, приводит к улучшенному внешнему виду и более эстетично привлекательной этикетке. Эти признаки являются желательными с точки зрения коммерческой перспективы и особенно, когда этикетка находится на емкости, выставленной на витрине в сфере розничной торговли.
Без намерения связывать с какой-либо конкретной теорией, полагают, что различные внутренние напряжения в полимерном материале этикетки или пленки возникают или увеличиваются во время изготовления этикетки и, особенно во время нанесения этикетки. Внутренние напряжения в материалах пленки особенно явно выражены во время термоусадки и/или нанесения термоусадочных этикеток. Хотя относительно постоянные связи, обеспечиваемые клеем этикетки, используются для удержания этикетки в ее начальном состоянии при нанесении, внутренние напряжения в материале этикетки могут привезти к последующему искривлению и смещению из ее положения при нанесении. Эти эффекты обычно проявляются в качестве дефектов этикетки в виде складок, выточек и им подобного. Таким образом, в соответствии с настоящим изобретением обеспечены способы и системы для предотвращения постдефектов этикетки. Обычно способы включают в себя обеспечение подложки, такой как емкость, наличие полимерной этикетки, нанесенной с возможностью склеивания на нее. Способы также включают в себя, после нанесения этикетки и, предпочтительно, сразу после нанесения клея для этикетки, нагрев нанесенной этикетки до температуры, которая является достаточной для уменьшения по меньшей мере части внутренних напряжений в материале этикетки и, таким образом, предотвращения или по меньшей мере уменьшения постдефектов в этикетке, которые иначе бы возникли.
В соответствии со способами согласно предпочтительному варианту осуществления, описанными в данном документе, было установлено, что нагрев нанесенной этикетки до конкретной температуры и в конкретный момент в процессе нанесения этикетки, может в достаточной мере уменьшить напряжения в материале (материалах) этикетки, так что упомянутые дефекты в этикетке иначе не возникают. Как отмечено, этикетки, нанесенные на криволинейные поверхности емкостей и особенно сложные криволинейные поверхности емкостей, подвержены таким дефектам. Оказалось неожиданным, что эти дефекты могут быть устранены при помощи способов нагревания, описанных в данном документе. Кроме того, конкретные процессы нагревания осуществляются таким образом, что в этикетке не происходят изменения размеров. Это является важным при использовании термоусадочных материалов. Кроме того, процессы последующего нагревания, описанные в данном документе, если осуществляются в некоторых процессах нанесения этикеток, исключают необходимость в одном или более этапов предварительного нагревания, обычно используемых в известных процессах нанесения этикеток.
Системы для уменьшения постдефектов этикетки
Настоящее изобретение также описывает различные системы и относящиеся к ним узлы оборудования для осуществления упомянутых способов и методов, описанных в данном документе. Предпочтительно, системы используются для уменьшения и по возможности устранения постдефектов этикетки. Системы обычно содержат узел для нанесения с возможностью склеивания этикетки на емкость. Примеры узлов для нанесения этикеток описаны в одном или более из нижеследующих патентов США или опубликованных патентных заявках США: 4192703; 4561928; 4724029; 5785798; 7318877; 2005/0153427 и 2007/0113965. Следует понимать, что система согласно настоящему изобретению никоим образом не ограничивается использованием одного или более из этих типичных узлов для нанесения этикеток. Вместо этого, в системе нас согласно настоящему изобретению для уменьшения постдефектов этикетки может использоваться почти любой тип оборудования для нанесения этикетки. Системы в соответствии с настоящим изобретением также содержат один или более нагревателей для нагревания нанесенной этикетки сразу после нанесения клея этикетки на емкость. Один или более нагревателей предпочтительно способны нагревать нанесенные этикетки от температуры окружающей среды до температуры от около 30 до около 150°C в течение периода времени меньшего, чем около 5 секунд. Следует понимать, что системы настоящего изобретения могут использовать нагреватели, которые осуществляют упомянутое нагревание нанесенных этикеток в течение периодов времени, больших 5 секунд. Примерами подходящих нагревателей являются нагреватели, упомянутые выше в данном документе. Предпочтительно, системы и, более конкретно, нагреватели способны нагревать упомянутые этикетки до температуры от около 50 до около 100°C. Предпочтительно, системы и, более конкретно, нагреватели способны нагревать упомянутые этикетки до указанных температур в течение периода времени меньшего 3 секунд и, наиболее предпочтительно, в течение периода времени меньшего 1 секунды. Предпочтительно, нагревателями являются радиационные нагреватели. Однако, как отмечено в данном документе, может быть использован широкий спектр нагревательных устройств. Системы также содержат один или более датчиков температуры, таких как датчики инфракрасного излучения, для удобного и точного измерения температуры этикетки во время и после процесса нагревания.
Примеры
На емкости были нанесены полипропиленовые этикетки при температуре, ниже которой этикетированные емкости обычно не имеют дефектов. Все этикетки были нанесены без дефектов во время нанесения. Этикетированные емкости затем были сразу размещены в печи при температуре 100ºC в течение различных периодов времени выдержки. Окончательная температура этикеток была измерена в конце термостарения. Емкости были затем осмотрены после выдержки в течение 1 недели при комнатной температуре.
Контрольный образец, который не подвергался последующей термообработки, оказался поврежденным в течение 1 недели вследствие образования дефектов. Все образцы, которые были подвергнуты последующему нагреванию при температуре 100°C в течение по меньшей мере 30 секунд (квадраты), прошли приемочные испытания после 1 недели выдержки. На основании этих результатов полагают, что температура на выходе, составляющая по меньшей мере 50°C, является достаточной на этапе последующего нагревания для предотвращения дефектов этого конкретного материала этикетки.
Хотя различные процессы обработки, описанные в данном документе, были описаны одновременно с исключением одного или более этапов нагревания до или во время нанесения этикетки, следует понимать, что настоящее изобретение также включает в себя использование процессов обработки, используемых в совокупности с процессами нанесения этикетки, которые используют нагревание. Таким образом, процесс обработки, описанный в данном документе, предусмотрен для множества процессов нанесения этикеток.
Хотя настоящее изобретение и его различные предпочтительные варианты осуществления были описаны относительно нанесения этикеток и, особенно самоклеющихся усадочных этикеток, на криволинейные поверхности емкостей, следует понимать, что настоящее изобретение применимо к нанесению этикеток, пленок или других тонких гибких элементов на другие поверхности помимо поверхностей, относящихся к емкостям. Кроме того, также предполагается, что настоящее изобретение может использоваться для нанесения таких элементов на относительно плоские поверхности.
Дополнительные подробности, относящиеся к нанесению самоклеющихся этикеток и, особенно, самоклеющихся усадочных этикеток даны в WO 2008/124581; US 2009/0038736; и US 2009/0038737.
Многие другие преимущества, несомненно, станут понятными из будущего применения и усовершенствования этой технологии.
Все патенты, опубликованные заявки и статьи, упомянутые в данном документе, таким образом, включены в своем полном объеме согласно ссылке.
Как описано выше, настоящее изобретение решает многие проблемы, относящиеся к устройствам упомянутого выше типа и способам. Однако следует понимать, что различные изменения в элементах, материалах и расположениях частей или работы, которые были описаны и показаны для объяснения сущности настоящего изобретения, могут быть сделаны специалистами в данной области техники без отхода от принципа и объема настоящего изобретения, как указано в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2014 |
|
RU2601937C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2010 |
|
RU2551070C2 |
| СИСТЕМЫ И ПРОЦЕССЫ НАНЕСЕНИЯ ТЕРМОТРАНСФЕРНЫХ ЭТИКЕТОК | 2010 |
|
RU2546490C2 |
| СПОСОБ НАНЕСЕНИЯ ЭТИКЕТКИ НА ИЗДЕЛИЕ И СИСТЕМА ЭТИКЕТИРОВАНИЯ ИЗДЕЛИЯ | 2009 |
|
RU2507133C2 |
| ЛЕНТОЧНАЯ СИСТЕМА НАНЕСЕНИЯ ЭТИКЕТОК | 2011 |
|
RU2553960C2 |
| СПОСОБ НАНЕСЕНИЯ ЭТИКЕТКИ НА ИЗДЕЛИЕ | 2009 |
|
RU2512867C2 |
| СПОСОБ НАНЕСЕНИЯ САМОКЛЕЯЩЕЙСЯ УСАДОЧНОЙ ЭТИКЕТКИ НА ИЗДЕЛИЕ | 2012 |
|
RU2561900C2 |
| САМОКЛЕЯЩАЯСЯ УСАДОЧНАЯ ЭТИКЕТКА И ИЗДЕЛИЕ С ЭТИКЕТКОЙ | 2008 |
|
RU2505573C2 |
| ФИКСАЦИЯ ОБЕРТЫВАЮЩИХ ЭТИКЕТОК С ПОМОЩЬЮ АДГЕЗИВОВ, ОТВЕРЖДАЕМЫХ СВЕТОИЗЛУЧАЮЩИМИ ДИОДАМИ (СИД) | 2017 |
|
RU2750622C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАКЛЕИВАНИЯ ЭТИКЕТОК НА ЕМКОСТИ | 2007 |
|
RU2426677C2 |

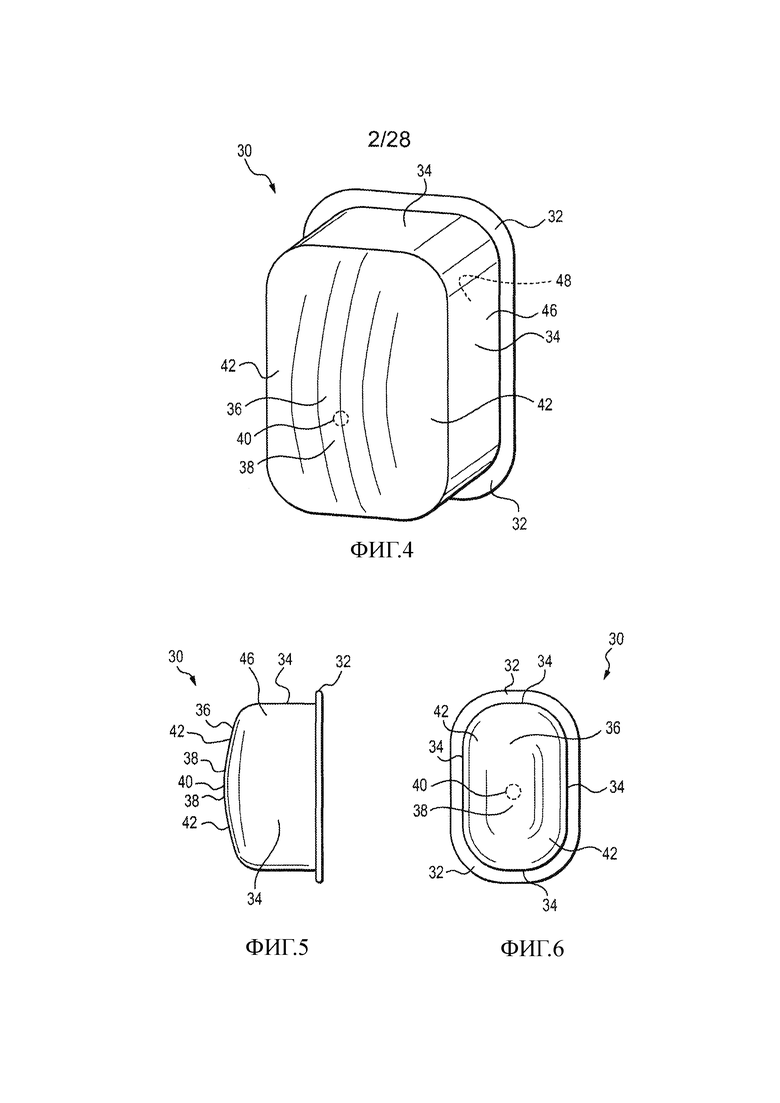
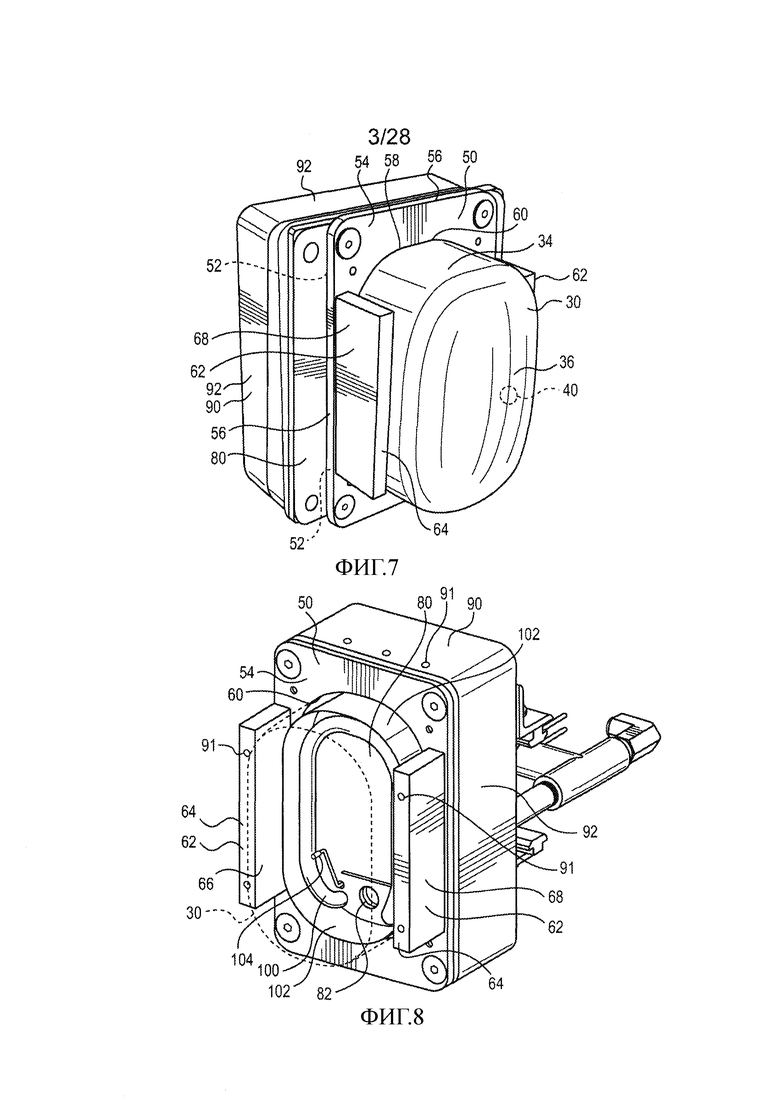

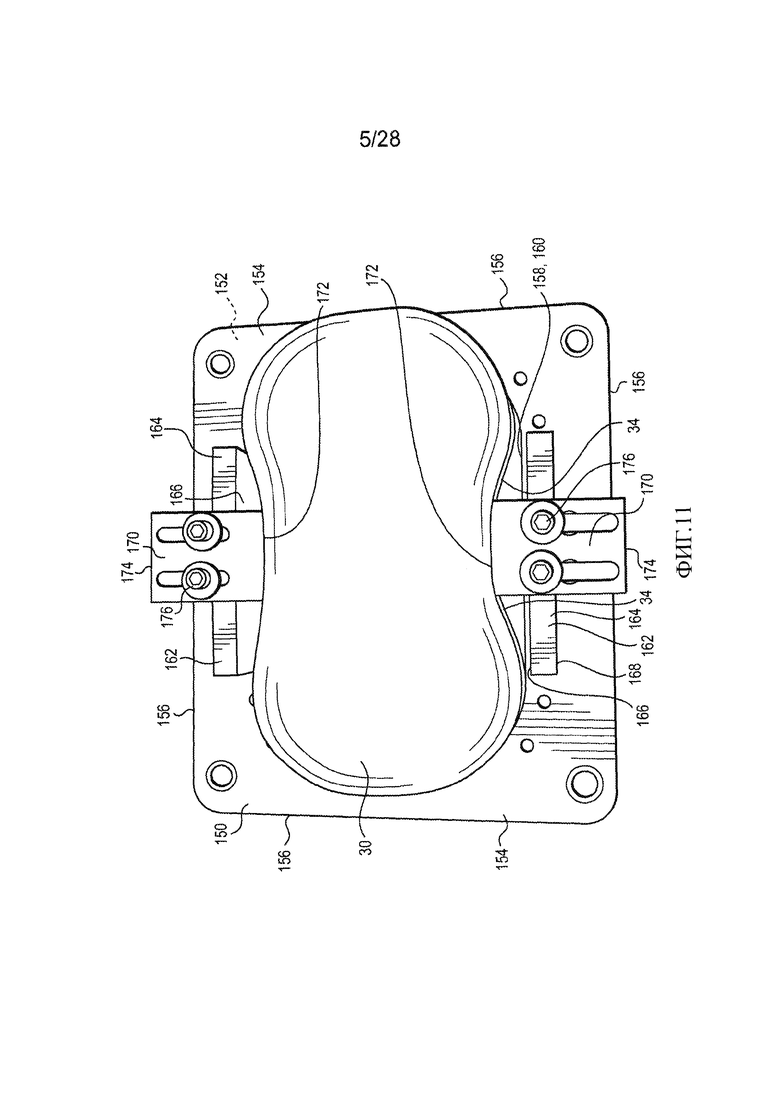

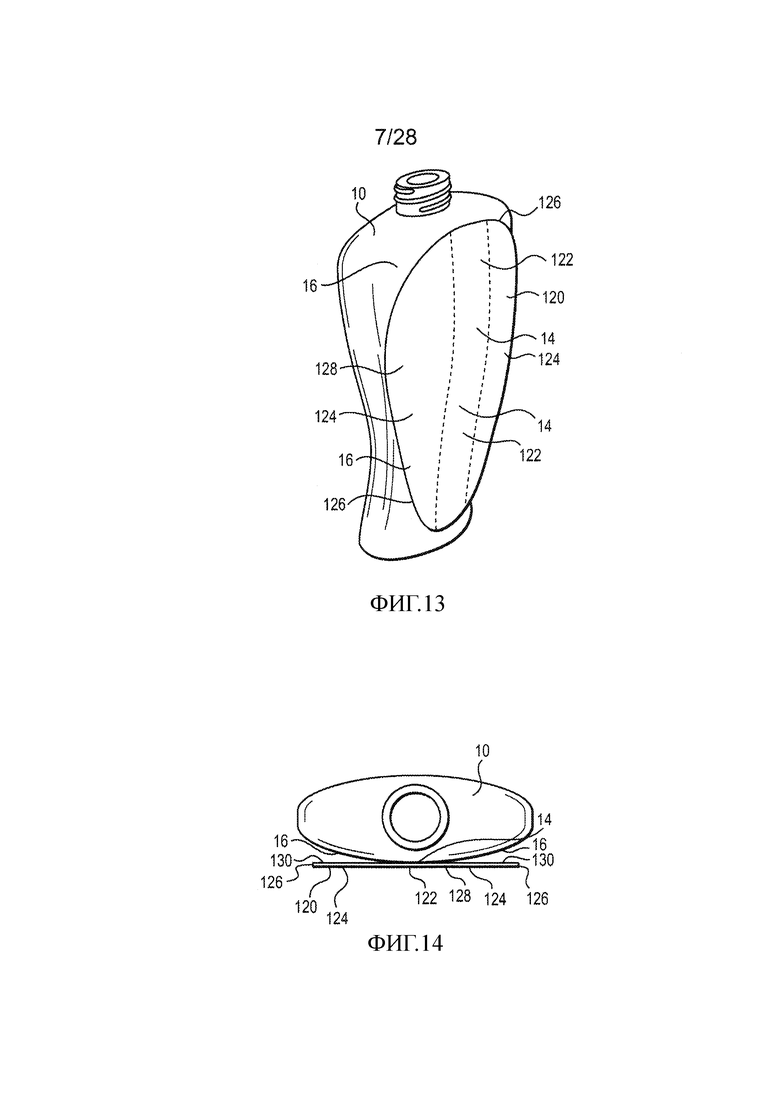



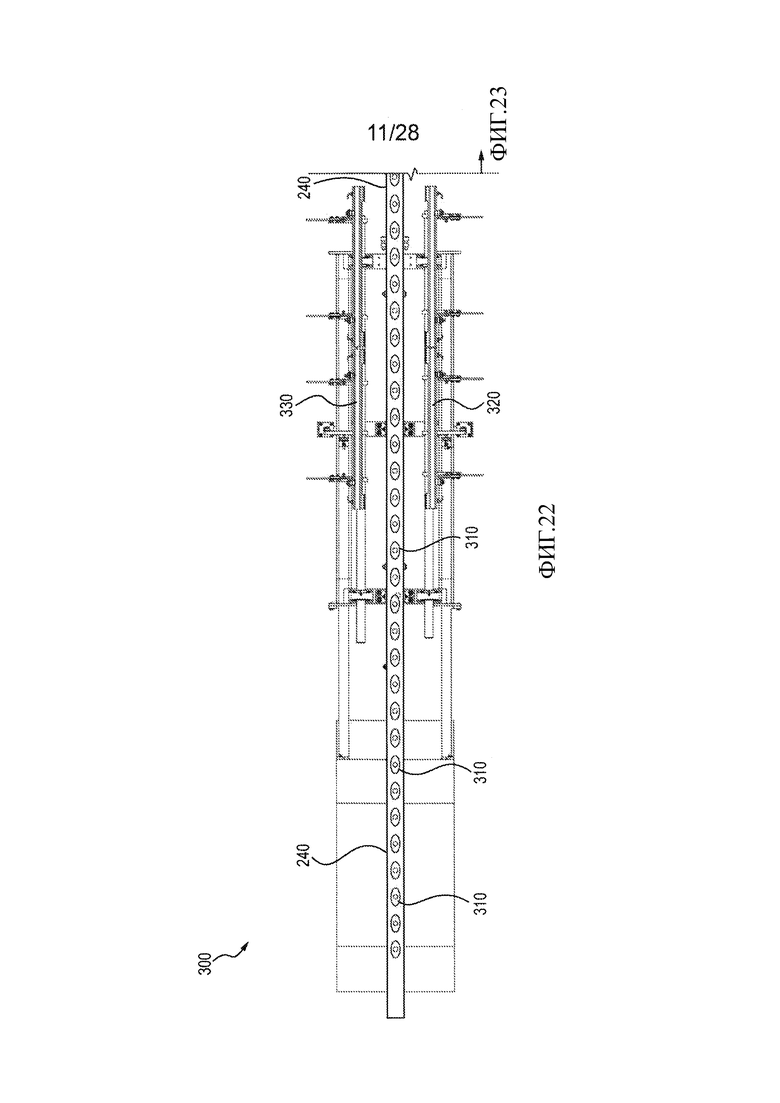













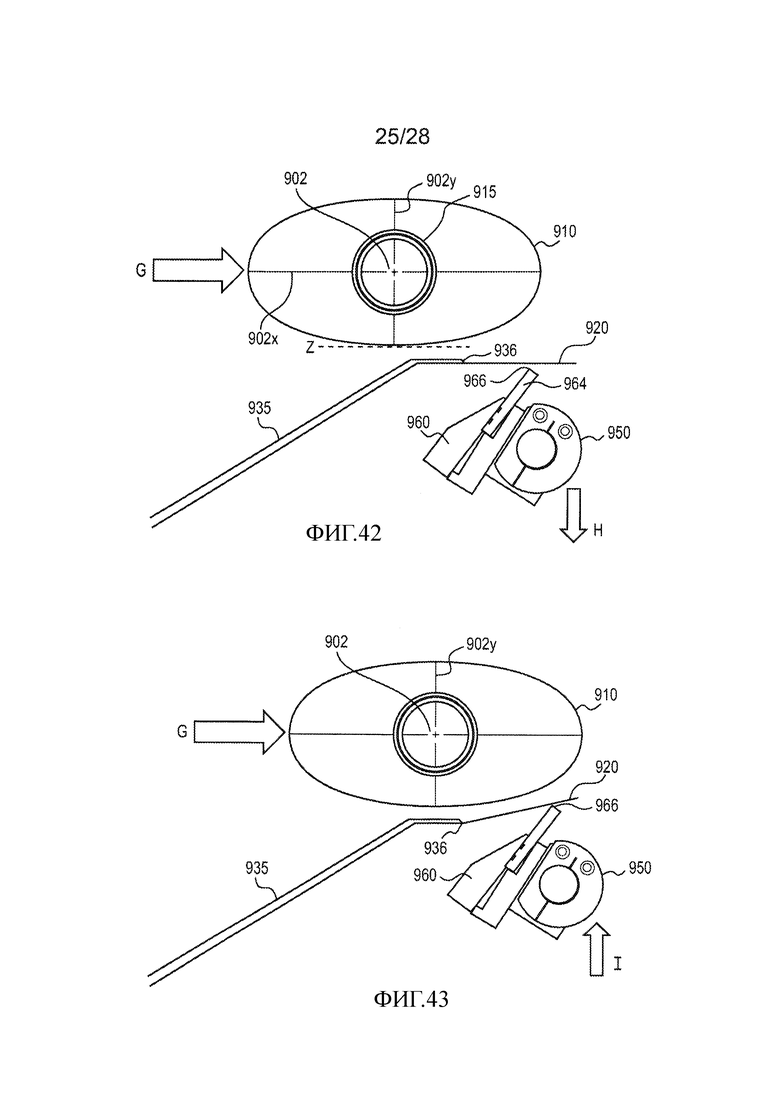



Изобретение относится способу селективного контакта этикетки с перемещающейся емкостью и к узлу для селективного контакта одной или более областей этикетки с перемещающейся емкостью, причем узел содержит: подвижную раму, причем рама включает в себя по меньшей мере один элемент рамы, перемещаемый с возможностью поворота вокруг оси поворота; приглаживающее средство, зацепленное с элементом рамы и перемещаемое с ним; и элемент, приводимый в движение кулачком, прикрепленный к раме и перемещаемый с ней. Причем перемещение элемента, приводимого в движение кулачком, соответствует перемещению емкости и этикетки, которая приводится в контакт с приглаживающим средством, в результате чего приглаживающее средство селективно приводит в контакт этикетку с перемещающейся емкостью. Приглаживающее средство включает в себя гибкую лопатку, к которой прикреплен приглаживающий элемент для контакта с этикеткой и ее приглаживания. 2 н. и 13 з.п. ф-лы, 49 ил., 1 табл.
1. Узел для селективного контакта одной или более областей этикетки с перемещающейся емкостью (810), причем узел содержит:
подвижную раму (850), причем рама (850) включает в себя по меньшей мере один элемент (852, 854, 856) рамы, перемещаемый с возможностью поворота вокруг оси (842) поворота;
приглаживающее средство (860), зацепленное с элементом (852, 854, 856) рамы и перемещаемое с ним; и
элемент (870), приводимый в движение кулачком, прикрепленный к раме (850) и перемещаемый с ней;
причем перемещение элемента (870), приводимого в движение кулачком, соответствует перемещению емкости (810) и этикетки, которая приводится в контакт с приглаживающим средством (860), в результате чего приглаживающее средство (860) селективно приводит в контакт этикетку с перемещающейся емкостью (810),
отличающийся тем, что
приглаживающее средство (860) включает в себя гибкую лопатку (862), к которой прикреплен приглаживающий элемент (864) для контакта с этикеткой и ее приглаживания.
2. Узел по п. 1, при этом узел дополнительно содержит:
подвижный кулачок (880), выполненный с возможностью его приведения в движение относительно элемента (870), приводимого в движение кулачком, при этом кулачок (880) находится в функциональном взаимодействии с элементом (870), приводимым в движение кулачком, таким образом, что движение кулачка (880) приводит в движение элемент (870), приводимый в движение кулачком, раму (850) и приглаживающее средство (860).
3. Узел по п. 1, в котором элемент (870), приводимый в движение кулачком, включает в себя поверхность элемента, приводимого в движение кулачком, и кулачок (880) включает в себя поверхность кулачка, при этом кулачок (880) и элемент (870), приводимый в движение кулачком, находятся в функциональном взаимодействии друг с другом с помощью поверхности элемента, приводимого в движение кулачком, контактирующей с поверхностью кулачка.
4. Узел по п. 2, в котором линейное перемещение кулачка (880) вызывает возвратно-поступательное поворотное перемещение элемента (870), приводимого в движение кулачком.
5. Узел по п. 1, в котором ось (842) поворота ориентирована так, что проходит в вертикальном направлении.
6. Узел по п. 1, дополнительно содержащий:
подвижный конвейер (890), проходящий рядом с рамой (850) и приглаживающим средством (860).
7. Узел по п. 6, в котором подвижный конвейер (890) включает в себя нижний элемент конвейера и верхний элемент конвейера.
8. Узел по п. 1, дополнительно содержащий:
диспенсер этикеток, выполненный с возможностью селективного позиционирования этикетки для последующего контакта с приглаживающим средством (860).
9. Способ селективного контакта этикетки с перемещающейся емкостью (810), причем способ включает в себя:
обеспечение подвижной рамы (850), причем рама (850) включает в себя по меньшей мере один элемент (852, 854, 856) рамы, способный перемещаться с возможностью поворота вокруг оси (842) поворота;
прикрепление приглаживающего средства (860) к раме (850);
позиционирование рамы (850) таким образом, что после поворота рамы (850) вокруг оси (842) поворота приглаживающее средство (860) смещается между (i) первым положением, в котором приглаживающее средство (860) находится в контактной близости от траектории перемещающейся емкости (810), и (ii) вторым положением, в котором приглаживающее средство (860) расположено на расстоянии от траектории перемещающейся емкости (810);
обеспечение элемента (870), приводимого в движение кулачком, на раме (850);
позиционирование этикетки между емкостью (810) и приглаживающим средством (860); и
конфигурирование элемента (870), приводимого в движение кулачком, и перемещение емкости (810) таким образом, что рама (850) поворачивается так, что, когда перемещающаяся емкость (810) находится вблизи приглаживающего средства (860), приглаживающее средство (860) смещается в первое положение, так что приглаживающее средство (860) контактирует с этикеткой на емкости (810),
отличающийся тем, что включает в себя:
приглаживание этикетки приглаживающим средством (860), которое включает в себя гибкую лопатку (862), к которой прикреплен приглаживающий элемент (864) для контакта с этикеткой и ее приглаживания.
10. Способ по п. 9, в котором конфигурирование осуществляют посредством элемента (870), приводимого в движение кулачком, контактирующего с перемещающейся емкостью (810).
11. Способ по п. 9 или 10, в котором элемент (870), приводимый в движение кулачком, приводят в контакт с участком горлышка перемещающейся емкости (810).
12. Способ по п. 9, дополнительно включающий:
обеспечение подвижного кулачка (880), причем перемещение кулачка (880) соответствует перемещению емкости (810).
13. Способ по п. 12, в котором кулачок (880), когда находится в рабочем зацеплении с элементом (870), приводимым в движение кулачком, перемещается линейно мимо элемента (870), приводимого в движение кулачком.
14. Способ по п. 9, в котором элемент (870), приводимый в движение кулачком, совершает возвратно-поступательное поворотное перемещение.
15. Способ по п. 9, в котором емкость (810) перемещается посредством позиционирования емкости (810) на подвижном конвейере (890).
| DE 8618893 U1, 04.12.1986 | |||
| US 3434902 A, 25.03.1969 | |||
| US 4511425 A, 16.04.1985. |

