Настоящее изобретение относится к строительству, конкретно к возведению зданий и сооружений методом печати 3D-принтером.
Известна композитная полимерная арматура, получаемая по одностадийной пултрузионной технологии путем пропитки пучка непрерывных волокон связующим, обычно эпоксидной смолой, с последующей термообработкой. Получаемые стержни обладают высокой прочностью и коррозионной стойкостью, малым объемным весом. Недостатком арматуры считается ее хрупкость, не позволяющая изгибать и использовать в 3Д-печати зданий и сооружений.
Известны гибкие элементы, например, витые и плетеные канаты и жгуты из стеклянного, базальтового или углеродного волокна, которые превращаются в композитную арматуру, после пропитки полимерным или минеральным связующим /1, 2/. Канаты используются для изготовления арматурных изделий сложной формы. В 3Д-печати гибкая неметаллическая арматура ранее не использовалась.
Известен наномодифицированный волокнистый цемент /3/. Особым свойством НВЦ является способность срастаться на химическом уровне с базальтовым и стеклянным волокном и фиброй в цементном камне и сохранять их прочность в процессе эксплуатации сооружения /4/. В 3Д-печати волокнистый НЦ ранее не применялся.
Известен способ возведения зданий и сооружений с помощью принтера для 3Д печати /5/. Принтер состоит из бетоносмесительного отделения, раздаточного механизма, соединенных трубопроводами между собой и с раздаточной головкой печатающего механизма.
Известный способ /5/, принятый за прототип, состоит из следующей последовательности технологических операций. В бетоносмесителе приготавливают твердеющую смесь, обычно, бетонную или фибробетонную, и выдавливают ее с помощью принтера экструдером послойно непрерывными пластичными филаментами, непосредственно в проектное положение строительной конструкции. В качестве вяжущего для бетона используют быстротвердеющие цементы с пониженной щелочной активностью для защиты минеральной фибры от коррозии.
Существенным недостатком способа является невозможность армирования возводимых конструкций методом 3D непрерывной и дискретной арматурой. Изгибная жесткость стальной и композитной полимерной арматуры не позволяет производить печать ломаных и криволинейных изделий. Это резко снижает область применения и перечень конструкций, эффективных для которых возможно использование метода 3Д-печати. Дисперсное армирование фиброй, применяемое в настоящее время в известных принтерах - достаточно дорого и, тем не менее, не решает полностью проблем, возникающих при восприятии растягивающих напряжений в бетоне. Себестоимость бетонной смеси со специальными свойствами для безопалубочной послойной укладки стоит в несколько раз больше обычной бетонной смеси.
Проблема заключается в создании способа и устройства для его осуществления для монолитного бетонирования методом 3D печати с армированием непрерывной и дискретной арматурой.
Проблема решается таким образом, что в способе возведения монолитного здания, сооружения методом 3D печати, включающем приготовление бетонной смеси, выдавливание ее в виде пластичного филамента через раздаточную головку принтера и послойную укладку в проектное положение, согласно изобретению, в процессе укладки бетонной смеси одновременно с помощью подающего устройства позиционируют в тело филамента гибкие армирующие элементы в виде витых или плетеных арматурных канатов из полимерных или минеральных волокон для непрерывного и/или дискретного армирования бетонной смеси. При этом, витой или плетеный канат перед позиционированием его в филамент бетонной смеси могут пропитывать минеральной или полимерной композицией с последующим твердением ее в уложенном слое бетонной смеси. Кроме того,
в качестве вяжущего для приготовления бетонной смеси могут использовать наномодифицированный цемент. Кроме того, гибкие армирующие элементы могут позиционировать в раздаточную головку принтера с возможностью размещения их в центре или между слоями филамента бетонной смеси. Кроме того, в качестве канатной арматуры используют канат, выполненный из ровинга или нитей стекло-, базальто- или другого минерального или органического волокна в виде пучка, или ленты, или витого или крученого жгута.
Устройство для осуществления этого способа, включающее принтер 3D печати с раздаточной головкой для послойной укладки филамента бетонной смеси в проектное положение, соединенной с узлом приготовления и подачи бетонной смеси, согласно изобретению, устройство дополнительно снабжено узлом канатной арматуры, соединенным с раздаточной головкой с возможностью позиционирования канатов в филаменты бетонной смеси в процессе его укладки в проектное положение. При этом, узел канатной арматуры может быть снабжен ножницами для резки арматуры, а также узел канатной арматуры снабжен емкостью для пропитки каната минеральным или полимерным связующим. При этом, устройство может быть дополнительно снабжено термофильерой.
Предлагаемый способ отличается тем, что в процессе укладки бетонной смеси одновременно с помощью подающего устройства позиционируют в тело филамента гибкие армирующие элементы в виде витых или плетеных арматурных канатов из полимерных или минеральных волокон для непрерывного и/или дискретного армирования бетонной смеси.
А предлагаемое устройство для осуществления этого способа отличается тем, что устройство дополнительно снабжено узлом канатной арматуры, соединенным с раздаточной головкой с возможностью позиционирования канатов в филаменты бетонной смеси в процессе его укладки в проектное положение.
Проблема решается за счет того, что принтер дополнительно оснащают армирующим узлом, состоящим из картриджей волоконных канатов и связующего, пропиточной емкости, формующей термофильеры, устройством для протяжки волоконного каната и подачи его непосредственно в укладываемую бетонную смесь, а также ножниц для разрезания каната для дискретного армирования филаментов бетонной смеси.
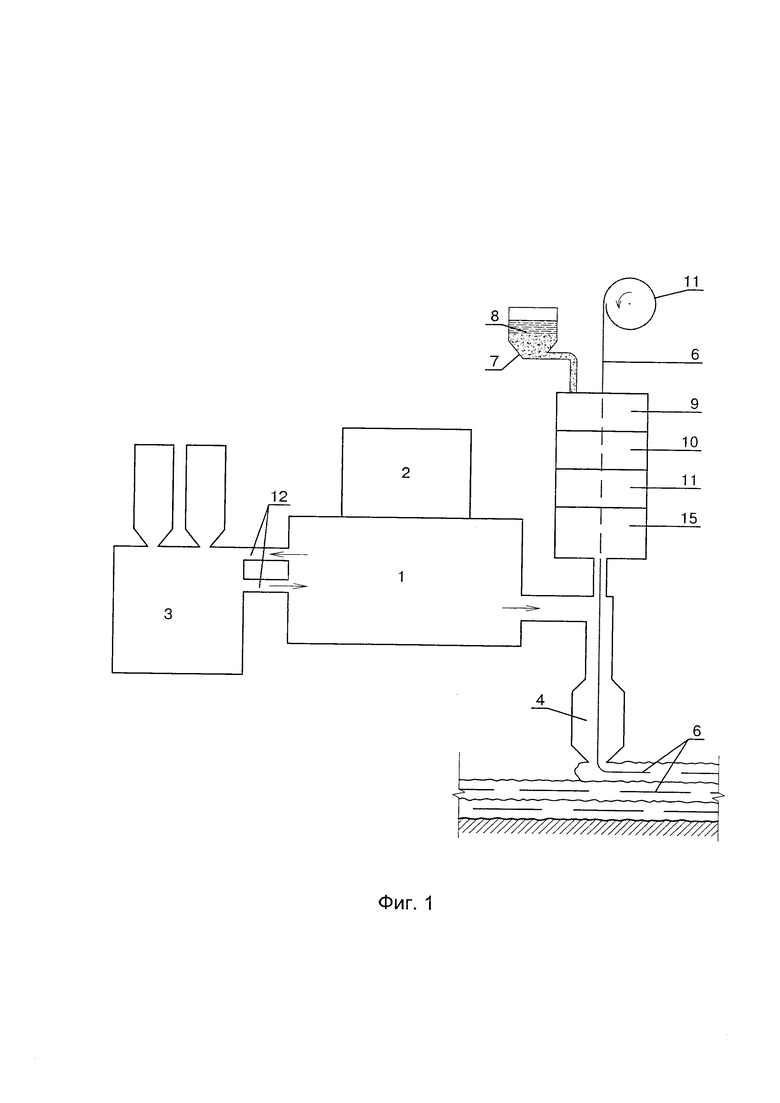
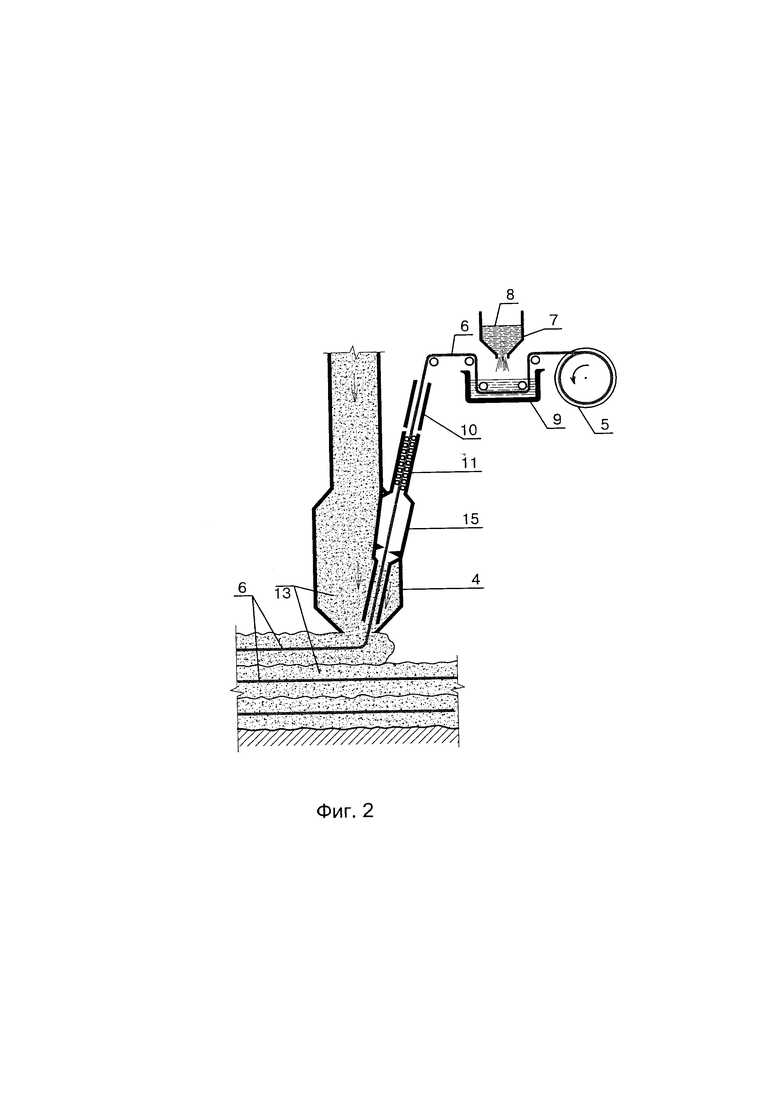
Содержание предлагаемого способа и устройства поясняется чертежом, где на фиг. 1 представлена схема устройства для возведения монолитного здания, сооружения методом 3D печати с армированием канатной арматурой; фиг. 2 - схема узла принтера с армирующим узлом, соединенного с раздаточной головкой (вариант выполнения узла канатной арматуры).
Принтер для 3Д-печати 1 состоит из управляющей системы 2, бетоносмесительного и бетононасосного узла 3 и раздаточной головки 4, картриджа 5 волоконных канатов 6, емкости 7 связующего 8, смесительной ванны 9, термофильеры 10, подающего устройства 11, ножниц 15, соединяющих трубопроводов 12 бетонной смеси 13.
В качестве канатной арматуры используют волоконные канаты, витые или плетенные, круглые и в виде плоских лент или жгутов произвольной формы сечения, могут быть гибкими с малой изгибной жесткостью или упругими за счет полимерной матрицы, а также гибридного сечения в виде гибкой оболочки и упругого сердечника. Для печати ломаных и криволинейных стен применяются гибкие канаты, для линейных сооружений допустимо использовать упругие и гибридные сечения. Гибкие канаты могут пропитываться полимерным или минеральным связующим непосредственно перед укладкой в бетонную смесь, или укладываться «насухо» с тем, чтобы пропитаться в теле бетона цементным «молоком» бетонной матрицы.
Армирование композитной арматурой отличается тем, что гибкие волоконные элементы превращаются в жесткие в процессе изготовления бетонных изделий и в течение некоторого времени, достаточного для полного набора прочности бетонного связующего или полной полимеризации полимерного связующего.
Канаты могут укладывать по всей длине конструкции и в каждом слое бетона, а также в отдельных слоях по высоте, например, в уровне перемычек над проемами или на отдельных участках в плане. Ножницы отсекают канаты, а устройство подачи прекращает подачу канатов в укладываемую смесь на участках, где не требуется армирование.
Использование наномодифицированного цемента позволяет отказаться от пропитки канатов из минеральных волокон полимерным связующим, потому, что такой цементный камень не является агрессивной средой для стеклянных и базальтовых волокон. Канаты укладываются в строительную конструкцию и преобразуются в арматуру в результате пропитки цементным молоком в пропиточной ванне принтера или непосредственно в укладываемой бетонной смеси.
Способ осуществляют следующим образом с помощью работы устройства..
Принтер 1 работает следующим образом.
В бетоносмесителе 3 приготавливают бетонная смесь 13 и бетононасосом по трубопроводам 12 подают в раздаточную головку 4, из которой смесь выдавливается непрерывным филаментом 14 непосредственно в сооружаемую строительную конструкцию. Одновременно из картриджа 5 подающим устройством 11 вытягивают канат 6, который пропускают через емкость 7, со смесью смолы и отвердителя, где происходит пропитка каната низковязким полимерным связующим 8, далее пропитанный канат 6 проходит через термофильеру 10, в которой канат разогревается до температуры 80-130 С* (температура промежуточной полимеризации связующего), далее подающим устройством 11 канат выдавливается через ножницы 15 в раздаточную головку 4 или в бетонируемую конструкцию непосредственно на поверхность жгута 14. Термообработку осуществляют для убыстрения процесса твердения смолы, если применять смолы низкотемпературного твердения термообработку можно не выполнять.
Примеры реализации способа.
Пример 1 реализации способа армирования композитным канатом с минеральной матрицей (фиг. 1).
Армирование филаментов 14 бетонной смеси 13 осуществляют гибким волоконным канатом 6 любой формы сечения, в том числе, лентой, пучком, жгутом, чулком, пропитанном в ванне 9 минеральным связующим 8, например цементным.
Вариант способа, канат может пропитываться цементным связующим непосредственно в бетонной смеси 13, после позиционирования в выложенном в проектное положение филаменте 14 бетонной смеси 13. Канат выполнен из стекло-, базальто-, углеродного волокна и пр., бетон изготовлен на наномодифицированном цементе. Принтер оснащен картриджем канатов 6, подающим устройством 11 и ножницами 15. Для удобства подачи в бетонную смесь, канаты могут быть предварительно пропитаны слабым, водорастворимым отвердителем, например, крахмалом.
Учитывая, что площадь сечения одного филамента 14 бетонной смеси 13 составляет обычно 20-30 кв см, площадь армирующего каната должна быть в пределах 2%, т.е. 0,3 кв см, т.е. диаметром 3-5 мм или плоской лентой шириной 4-8 мм. В этом варианте армировать можно каждый бетонный филамент, причем, ножницы 15 позволяют отрезать канат 6 и исключать армирование на участках, где оно не требуется. Область применения композитной арматуры на минеральной (цементной) матрице (вариант 1) ограничена предельной величиной сечения арматуры, так как пропитывающая способность цементного молока ограничена первыми миллиметрами толщины каната. Кроме того, гибкая арматура хорошо работает только на растягивающие усилия.
Пример 2 реализации способа армирования композитным канатом с полимерной матрицей.
Армирование осуществляют гибким канатом, пропитанным полимерным связующим в пропиточной ванне 7 непосредственно перед введением в филамент бетонной смеси, что позволяет получать высокопрочные армобетонные конструкции, способные воспринимать растягивающие, сжимающие и сдвигающие усилия.
В этом варианте армирующий блок принтера дополнительно оснащают картриджем волоконных канатов и картриджем связующего, пропиточной емкостью, формующей термофильерой, устройством для подачи волоконного каната, непосредственно в укладываемого в бетонную смесь, и ножницами для разрезания каната.
Технический результат заключается в создании способа, позволяющего использовать метод 3D печать для монолитного возведения несущих армированных строительных конструкций, а устройство - осуществить этот способ за счет возможности оснащения узлами армирования, а также обработки арматурных канатов и взаимном их расположении
Источники информации.
1. Патент РФ №2482247 Способ изготовления неметаллического арматурного элемента и арматурный элемент, кл. Е04С 5/07, публ. 10.12.2012.
2. Патент РФ ПМ №164110 Арматурный канат, кл. Е04С 5/07, публ. 20.08.2016.
3. Патент №РФ 2595284, Наномодифицированный волокнистый цемент и способ его изготовления. Кл. С04В 7/52, публ. 20.08.2016.
4. Юдович Б.Э., Джантимиров Х.А., Звездов А.И., Зубехин С.А. Минеральная арматура в наномодифицированной портландцементной матрице. «Бетон и железобетон» №3, 2016.
5. С. Зотов. Технология 3Д-печати зданий, сооружений и отдельных архитектурных форм. Обзор сценариев развития. www.newengeneerirg.ru /прототип/.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТРОИТЕЛЬНОЙ 3D-ПЕЧАТИ | 2022 |
|
RU2786192C1 |
| Способ 3D-печати бетоном | 2022 |
|
RU2795632C1 |
| Способ 3D-печати модифицированной бетонной смесью | 2022 |
|
RU2795274C1 |
| Способ 3D-печати бетоном с длительным технологическим перерывом | 2022 |
|
RU2794037C1 |
| Способ строительной 3D-печати методом послойной экструзии | 2022 |
|
RU2792455C1 |
| Способ аддитивного производства в строительстве | 2022 |
|
RU2789220C1 |
| Способ аддитивного строительного производства | 2022 |
|
RU2791841C1 |
| Способ аддитивного строительного производства экструзией материала | 2022 |
|
RU2789119C1 |
| Способ аддитивного производства в строительстве с длительным технологическим перерывом | 2022 |
|
RU2793497C1 |
| Способ строительной 3D-печати с регулируемой продолжительностью технологического перерыва | 2023 |
|
RU2821492C1 |
Изобретение направлено на создание способа монолитного бетонирования методом 3D печати с армированием непрерывной и дискретной арматурой. Технический результат достигается тем, что в способе возведения монолитного здания, сооружения методом 3D печати, включающем приготовление бетонной смеси, выдавливание ее в виде пластичного филамента через раздаточную головку принтера и послойную укладку в проектное положение, в процессе укладки бетонной смеси одновременно с помощью подающего устройства позиционируют в тело филамента гибкие армирующие элементы в виде витых или плетеных арматурных канатов из полимерных или минеральных волокон для непрерывного и/или дискретного армирования бетонной смеси. Устройство для осуществления способа включает принтер 3D печати с раздаточной головкой для послойной укладки филамента бетонной смеси в проектное положение, соединенной с узлом приготовления и подачи бетонной смеси, и дополнительно снабжено узлом канатной арматуры, соединенным с раздаточной головкой с возможностью позиционирования канатов в филаменты бетонной смеси в процессе его укладки в проектное положение. 2 н. и 7 з.п. ф-лы, 2 ил.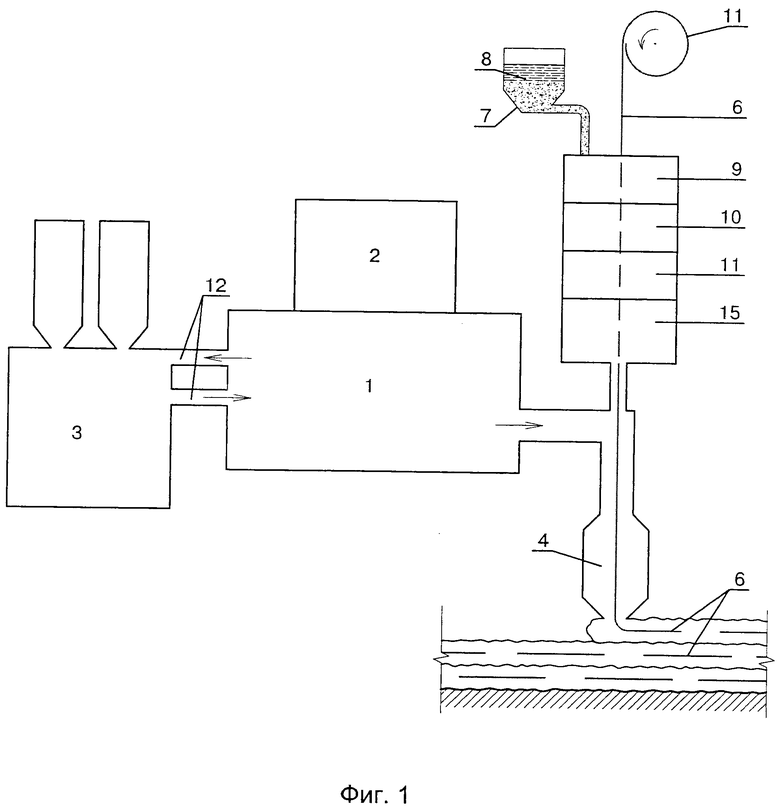
1. Способ возведения монолитного здания, сооружения методом 3D печати, включающий приготовление бетонной смеси, выдавливание ее в виде пластичного филамента через раздаточную головку принтера и послойную укладку в проектное положение, отличающийся тем, что в процессе укладки бетонной смеси одновременно с помощью подающего устройства позиционируют в тело филамента гибкие армирующие элементы в виде витых или плетеных арматурных канатов из полимерных или минеральных волокон для непрерывного и/или дискретного армирования бетонной смеси.
2. Способ по п. 1, отличающийся тем, что витой или плетеный канат перед позиционированием его в филамент бетонной смеси пропитывают минеральной или полимерной композицией с последующим твердением ее в уложенном слое бетонной смеси.
3. Способ по п. 1, отличающийся тем, что в качестве вяжущего для приготовления бетонной смеси используют наномодифицированный цемент.
4. Способ по п. 1, отличающийся тем, что гибкие армирующие элементы позиционируют в раздаточную головку принтера с возможностью размещения их в центре или между слоями филамента бетонной смеси.
5. Способ по п. 1, отличающийся тем, что в качестве канатной арматуры используют канат, выполненный из ровинга или нитей стекло-, базальто- или другого минерального или органического волокна в виде пучка, или ленты, или витого или крученого жгута.
6. Устройство для осуществления способа по п. 1, включающее принтер 3D печати с раздаточной головкой для послойной укладки филамента бетонной смеси в проектное положение, соединенной с узлом приготовления и подачи бетонной смеси, отличающееся тем, что устройство дополнительно снабжено узлом канатной арматуры, соединенным с раздаточной головкой с возможностью позиционирования канатов в филаменты бетонной смеси в процессе его укладки в проектное положение.
7. Устройство по п. 6, отличающееся тем, что узел канатной арматуры снабжен ножницами для резки арматуры.
8. Устройство по п. 6, отличающееся тем, что узел канатной арматуры снабжен емкостью для пропитки каната минеральным или полимерным связующим.
9. Устройство по п. 6, отличающееся тем, что дополнительно снабжено термофильерой.
| US 9566742 B2, 14.02.2017 | |||
| ПОДАЮЩЕЕ УСТРОЙСТВО ДЛЯ СТАНКОВ | 0 |
|
SU164110A1 |
| ВОЛОКНИСТЫЙ НАНОЦЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2595284C1 |
| US 20170106592 A1, 20.04.2017 | |||
| EP 3118394 A1, 18.01.2017. | |||

