Область техники
Изобретение относится к контейнеру высокого давления и способу производства контейнера высокого давления.
Уровень техники
Водородный бак высокого давления раскрывается в публикации японской патентной заявки № 2002-188794 (JP 2002-188794 A). Водородный бак высокого давления включает в себя облицовку, сформированную в форме бочки, и армирующий слой, намотанный вокруг облицовки и сформированный из армированного волокном полимера. С такой конфигурацией жесткость облицовки увеличивается, так что водород высокого давления может храниться в баке.
Сущность изобретения
Однако, поскольку водородный бак высокого давления, раскрытый в JP 2002-188794 A, является большим баком, имеющим форму бочки, установка водородного бака высокого давления на транспортное средство может вызывать уменьшение пространства салона или багажного отделения в транспортном средстве. А именно, пространство транспортного средства может использоваться неэффективно. Чтобы решать эту проблему, может рассматриваться предоставление множества баков малого диаметра, которые являются достаточно небольшими, чтобы устанавливаться в пространстве, доступном в транспортном средстве. Однако, предоставление множества баков может приводить в результате к увеличению числа компонентов и сложной конфигурации. Соответственно, существует некоторое пространство для улучшения для того, чтобы предоставлять простую конфигурацию, в то же время эффективно используя пространство в транспортном средстве.
Изобретение предоставляет контейнер высокого давления и способ производства контейнера высокого давления, которые могут предоставлять простую конфигурацию, в то же время эффективно используя пространство транспортного средства.
Контейнер высокого давления согласно первому аспекту изобретения включает в себя множество корпусных деталей, размещенных бок о бок, каждая из корпусных деталей имеет цилиндрическую форму и имеет отверстие, по меньшей мере, на одном из противоположных в осевом направлении торцевых участков корпусной детали, крышку, выполненную с возможностью закрывать отверстия корпусных деталей как одно целое, и канал сообщения, предусмотренный внутри крышки и выполненный с возможностью связывать внутренние пространства корпусных деталей друг с другом.
Согласно вышеописанному аспекту изобретения, корпусные детали размещаются бок о бок, и каждая из корпусных деталей формируется в цилиндрической форме и является открытой, по меньшей мере, на одном из своих противоположных в осевом направлении торцевых участков. Соответственно, предоставляя множество корпусных деталей, имеющих диаметр, подходящий для пространства, подходящего в транспортном средстве, возможно обеспечивать требуемый объем текучей среды, хранящейся в корпусных деталях, в то же время минимизируя влияние на пространство салона и багажное отделение в транспортном средстве.
Здесь, отверстия корпусных деталей закрываются как одно целое крышкой. Также, канал сообщения, который связывает внутренние пространства корпусных деталей друг с другом, предусматривается в крышке. А именно, крышка делает возможным закрытие всех отверстий корпусных деталей, в то же время предоставляя возможность внутренним пространствам корпусных деталей связываться друг с другом; следовательно, необязательно предусматривать элементы, которые индивидуально закрывают отверстия корпусных деталей. Таким образом, контейнер высокого давления, как описано выше, имеет отличный результат в том, что контейнер просто конфигурируется, в то же время эффективно используя пространство транспортного средства.
В контейнере высокого давления, как описано выше, каждая из корпусных деталей может быть покрыта первым армированным волокном полимерным элементом, имеющим направление волокна, соответствующее круговому направлению корпусной детали, и первый армированный волокном полимерный элемент и крышка могут быть покрыты как одно целое, в осевом направлении корпусной детали, вторым армированным волокном полимерным элементом, имеющим направление волокна, соответствующее осевому направлению корпусной детали.
С вышеописанной конфигурацией жесткость и сопротивление давлению корпусной детали в круговом направлении улучшаются посредством первого армированного волокном полимерного элемента, и жесткость и сопротивление давлению в осевом направлении улучшаются посредством второго армированного волокном полимерного элемента. Дополнительно, второй армированный волокном полимерный элемент покрывает каждую из корпусных деталей и крышку как одно целое, в осевом направлении корпусной детали; следовательно, даже когда нагрузка прикладывается в осевом направлении наружу к крышке, вследствие давления текучей среды, хранящейся внутри корпусной детали, отверстие корпусной детали может удерживаться закрытым крышкой, благодаря второму армированному волокном полимерному элементу. Таким образом, контейнер высокого давления, как описано выше, имеет отличный результат в том, что его сопротивление давлению может быть улучшено.
В этой связи, выражение "как одно целое" ссылается на условие, когда каждая из корпусных деталей и крышка позиционируются относительно друг друга.
В контейнере высокого давления, как описано выше, крышка может быть, в целом, в форме полукруглого столбика, который закруглен наружу в осевых направлениях корпусных деталей, и второй армированный волокном полимерный элемент может покрывать крышку по дуге внешней круговой поверхности крышки.
С вышеописанной конфигурацией, когда нагрузка прикладывается в осевом направлении наружу к крышке, вследствие давления текучей среды, хранящейся внутри корпусной детали, нагрузка передается второму армированному волокном полимерному элементу, который покрывает крышку, но нагрузка, передаваемая второму армированному волокном полимерному элементу, может быть рассеяна или распределена, поскольку второй армированный волокном полимерный элемент покрывает крышку по дугообразной внешней круговой поверхности крышки. Таким образом, контейнер высокого давления, как описано выше, имеет отличный результат в том, что его сопротивление давлению может быть улучшено.
В контейнере высокого давления, как описано выше, крышка может быть снабжена клапанным элементом, который управляет объемом текучей среды, протекающей в канале сообщения.
Поскольку крышка снабжается клапанным элементом, который управляет объемом текучей среды, протекающей в канале сообщения, нет необходимости предусматривать клапанные элементы для соответствующих корпусных деталей. Соответственно, число компонентов может быть уменьшено по сравнению с конфигурацией, в которой два или более баков просто соединяются друг с другом. Таким образом, контейнер высокого давления, как описано выше, имеет отличный результат в том, что он может быть сконфигурирован простым образом, в то же время эффективно используя пространство транспортного средства.
Второй аспект изобретения предоставляет способ производства контейнера высокого давления, включающего в себя множество корпусных деталей, размещенных бок о бок, каждая из корпусных деталей имеет цилиндрическую форму и имеет отверстие, по меньшей мере, на одном из противоположных в осевом направлении торцевых участков корпусной детали, крышку, выполненную с возможностью закрывать отверстия корпусных деталей как единое целое, и канал сообщения, предусмотренный внутри крышки и выполненный с возможностью связывать внутренние пространства корпусных деталей друг с другом. Способ включает в себя первый этап намотки первого армированного волокном полимерного элемента на каждую из корпусных деталей, в круговом направлении корпусной детали, первый армированный волокном полимерный элемент имеет направление волокна, соответствующее круговому направлению корпусной детали, и второй этап намотки как одно целое второго усиленного волокном полимерного элемента на каждую из корпусных деталей и крышку в осевом направлении корпусной детали, второй армированный волокном полимерный элемент имеет направление волокна, соответствующее осевому направлению корпусной детали.
Согласно вышеописанному способу, жесткость и сопротивление давлению корпусной детали в круговом направлении улучшаются посредством первого армированного волокном полимерного элемента, и жесткость и сопротивление давлению корпусной детали в осевом направлении улучшаются посредством второго армированного волокном полимерного элемента. Дополнительно, второй армированный волокном полимерный элемент наматывается на каждую из корпусных деталей и крышку как одно целое; следовательно, даже когда нагрузка прикладывается в осевом направлении снаружи к крышке, вследствие давления текучей среды, хранящейся внутри корпусной детали, отверстие корпусной детали может сохраняться закрытым крышкой, вследствие второго армированного волокном полимерного элемента. Таким образом, способ производства, как описано выше, имеет отличный результат в том, что сопротивление давлению контейнера высокого давления может быть улучшено.
В способе, как описано выше, крышка может быть сформирована, в целом, в форме полукруглого столбика, который закруглен наружу в осевых направлениях корпусных деталей, и второй армированный волокном полимерный элемент может быть намотан по дуге внешней круговой поверхности крышки.
Согласно вышеописанному способу, когда нагрузка прикладывается в осевом направлении наружу к крышке, вследствие давления текучей среды, хранящейся внутри корпусной детали, нагрузка передается второму армированному волокном полимерному элементу, который покрывает крышку, но нагрузка, передаваемая второму армированному волокном полимерному элементу, может быть рассеяна или распределена, поскольку второй армированный волокном полимерный элемент покрывает крышку по дугообразной внешней круговой поверхности крышки. Таким образом, способ производства, как описано выше, имеет отличный результат в том, что сопротивление давлению контейнера высокого давления может быть дополнительно улучшено.
Краткое описание чертежей
Признаки, преимущества и техническое и промышленное значение примерных вариантов осуществления изобретения будут описаны ниже со ссылкой на сопровождающие чертежи, на которых аналогичные номера обозначают аналогичные элементы, и на которых:
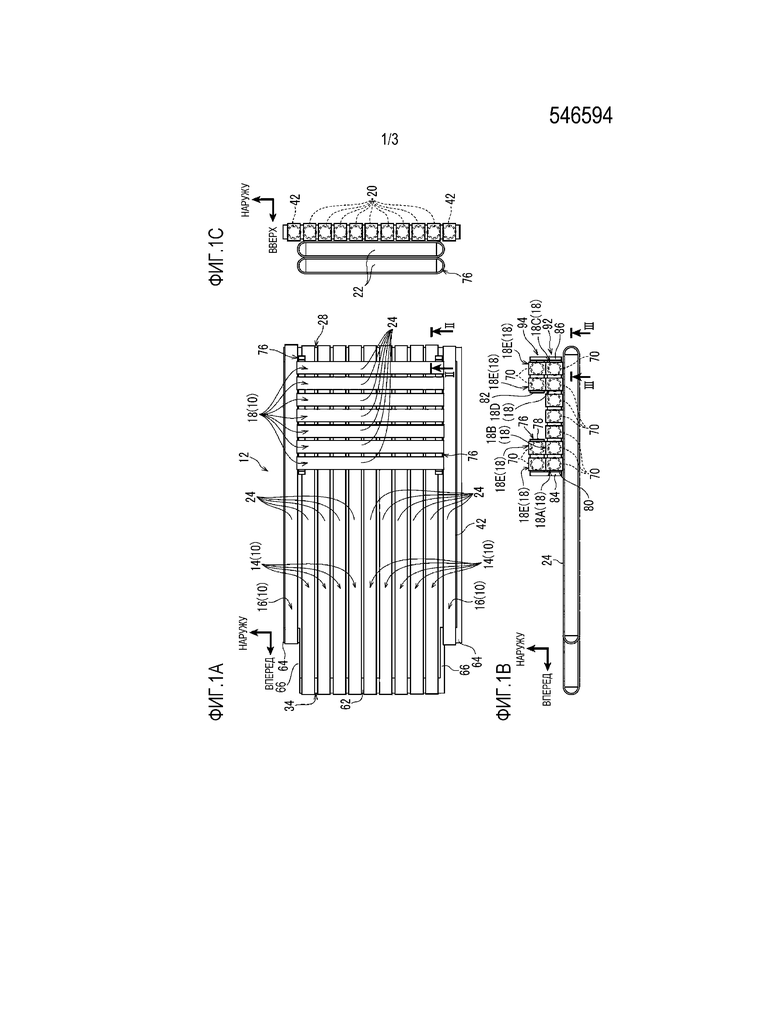
Фиг. 1A - вид сверху, показывающий модуль бака в качестве контейнера высокого давления согласно одному варианту осуществления, который виден сверху транспортного средства;
Фиг. 1B - вид сбоку, показывающий модуль бака на фиг. 1A, который виден с одной стороны транспортного средства;
Фиг. 1C - вид сзади, показывающий модуль бака на фиг. 1A, который виден с задней стороны транспортного средства;
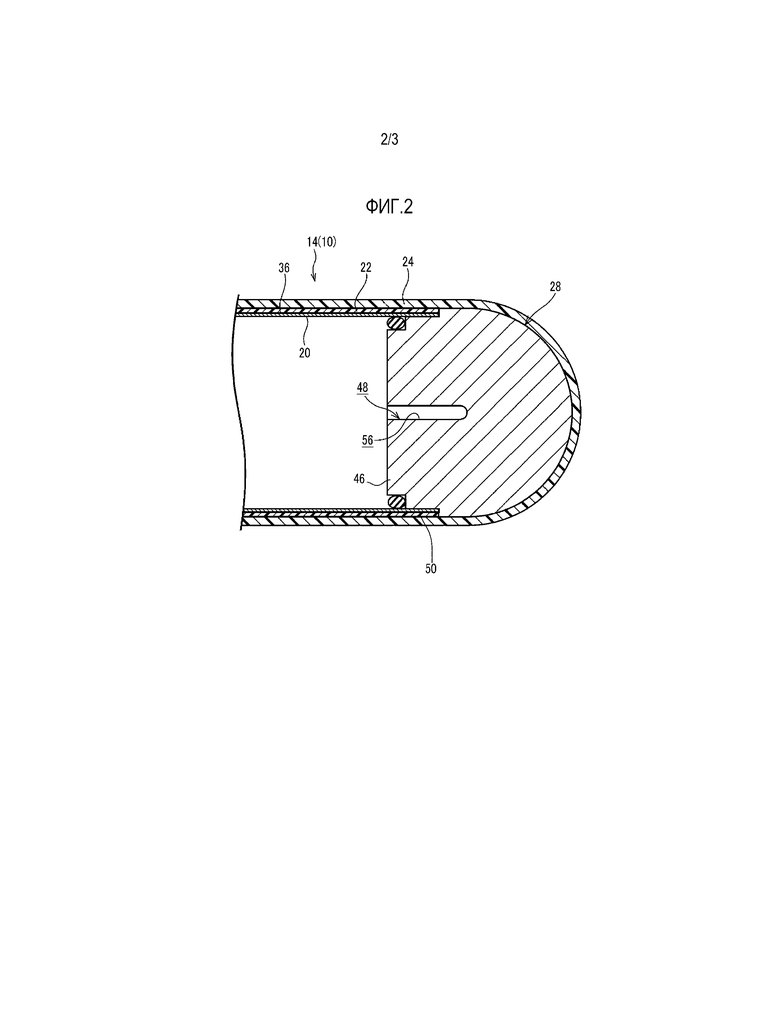
Фиг. 2 - укрупненный вид в поперечном разрезе, показывающий состояние, взятое по линии II-II на фиг. 1A; и
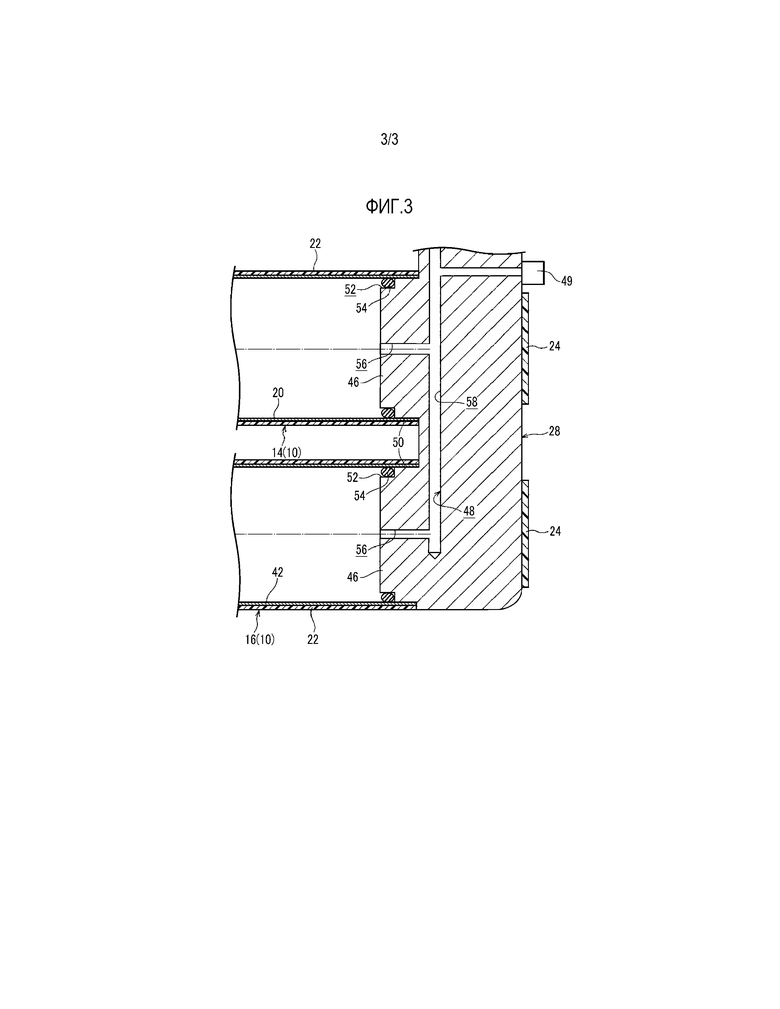
Фиг. 3 - укрупненный вид в поперечном разрезе, показывающий состояние, взятое по линии III-III на фиг. 1B.
Подробное описание вариантов осуществления изобретения
Обращаясь к фиг. 1A-3, будет описан контейнер высокого давления согласно одному варианту осуществления изобретения. На чертежах стрелка ВПЕРЕД обозначает переднюю сторону в продольном направлении транспортного средства, а стрелка НАРУЖУ обозначает внешнюю сторону в поперечном направлении транспортного средства, в то время как ВВЕРХ обозначает верхнюю сторону в вертикальном направлении транспортного средства.
Как показано на фиг. 1A, фиг. 1B и фиг. 1C, модуль 12 бака предоставляется посредством сборки множества корпусов 10 бака вместе. Более конкретно, модуль 12 бака состоит из первых корпусов 14 бака, вторых корпусов 16 бака и третьих корпусов 18 бака. Модуль 12 бака располагается на нижней стороне транспортного средства для панели пола (не показана) транспортного средства на топливных элементах, в качестве одного примера.
Каждый из первых корпусов 14 бака формируется в цилиндрической форме, имеющей осевое направление (продольное направление), соответствующее продольному или вперед-назад направлению транспортного средства. Как показано на фиг. 2, первый корпус 14 бака включает в себя корпусную деталь 20, первый армированный волокном полимерный элемент 22 и второй армированный волокном полимерный элемент 24. Корпусная деталь 20 формируется в цилиндрической форме и является открытой на своих противоположных торцевых участках. Корпусная деталь 20 формируется из алюминиевого сплава, в качестве одного примера. Диаметр корпусной детали 20 определяется так, что она может быть размещена в пространстве, доступном на нижней стороне транспортного средства для панели пола.
Первый армированный волокном полимерный элемент 22 формируется посредством намотки листообразного CFRP (армированного углеродным волокном полимера) на внешнюю круговую поверхность 36 корпусной детали 20. Внутри первого армированного волокном полимерного элемента 22 углеродные волокна (не показаны) размещаются в круговом направлении корпусной детали 20. Другими словами, направление волокна первого армированного волокном полимерного элемента 22 является круговым направлением корпусной детали 20.
Как показано на фиг. 1A и фиг. 1C, множество (девять в этом варианте осуществления) корпусных деталей 20 первых корпусов 14 бака, на которые намотаны первые армированные волокном полимерные элементы 22, размещаются бок о бок в поперечном направлении транспортного средства. Также, пара правых и левых корпусных деталей 42 вторых корпусов 16 бака, каждый из которых имеет, в основном, ту же конфигурацию, что и первый корпус 14 бака, размещается на внешних сторонах в поперечном направлении транспортного средства первых корпусов 14 бака, размещенных таким образом.
Аналогично корпусной детали 20 первого корпуса 14 бака, корпусная деталь 42 второго корпуса 16 бака формируется в цилиндрической форме и является открытой на своих противоположных в осевом направлении торцевых участках. Корпусная деталь 42 имеет, по существу, тот же диаметр, что и корпусная деталь 20 первого корпуса 14 бака, и формируется из алюминиевого сплава, в качестве одного примера. Длина корпусной детали 42 второго корпуса 16 бака, когда измеряется в осевом направлении, задается более короткой, чем длина корпусной детали 20 первого корпуса 14 бака. Аналогично корпусной детали 20 первого корпуса 14 бака, первый армированный волокном полимерный элемент 22 (не показан) наматывается на внешнюю круговую поверхность корпусной детали 42 второго корпуса 16 бака.
Торцевые участки корпусных деталей 20 первых корпусов 14 бака на одной стороне (задней стороне транспортного средства) в осевом направлении, и торцевые участки корпусных деталей 42 вторых корпусов 16 бака на одной стороне (задней стороне транспортного средства) в осевом направлении, располагаются практически в одинаковой позиции в продольном направлении транспортного средства. Крышка 28 вставляется в торцевые участки корпусных деталей 20 на одной стороне (задней стороне транспортного средства) в осевом направлении и в торцевые участки корпусных деталей 42 на одной стороне (задней стороне транспортного средства) в осевом направлении. Первые корпуса 14 баков и вторые корпуса 16 баков размещаются вдоль панели пола транспортного средства.
Как показано на фиг. 2, крышка 28 формируется, в целом, в форме полукруглого столбика, который имеет осевое направление, соответствующее поперечному направлению транспортного средства, и закруглен наружу в осевом направлении корпусной детали 20. Как показано на фиг. 3, крышка 28 имеет вставленные в корпусную деталь участки 46 и канал 48 сообщения. Вставленные в корпусную деталь участки 46 располагаются в позициях, соответствующих соответствующим корпусным деталям 20 первых корпусов 14 бака и соответствующим корпусным деталям 42 вторых корпусов 16 бака, и каждый вставленный в корпусную деталь участок 46 формируется, в целом, в форме столбика, который выступает внутрь в осевом направлении соответствующей корпусной детали 20, 42. Внешняя круговая поверхность 50 вставленного в корпусную деталь участка 46 находится в упирающемся соприкосновении с внутренней круговой поверхностью соответствующей корпусной детали 20, 42. Также, принимающий прокладку участок 52, который формируется посредством выточки внешнего крайнего участка каждого вставляемого в корпусную деталь участка 46, предусматривается на дальнем торцевом участке вставляемого в корпусную деталь участка 46, и уплотнительное кольцо 54 принимается в принимающий прокладку участок 52. Уплотнительное кольцо 54 упруго деформируется в радиальных направлениях корпусной детали 20, 42. Торцевые участки корпусных деталей 20 на одной стороне (задней стороне транспортного средства) в осевом направлении и торцевые участки корпусных деталей 42 на одной стороне (задней стороне транспортного средства) в осевом направлении, соответственно, закрываются вставляемыми в корпусную деталь участками 46.
Канал 48 сообщения формируется в крышке 28 и включает в себя множество первых каналов 56 сообщения и второй канал 58 сообщения. Первые каналы 56 сообщения протягиваются во вставляемых в корпусную деталь участках 46 в осевых направлениях корпусных деталей 20, 42 и открываются во внутреннюю сторону в осевых направлениях. Второй канал 58 сообщения соединяет первые каналы 56 сообщения друг с другом в поперечном направлении транспортного средства. С такой конфигурацией внутренности корпусных деталей 20 первых корпусов 14 бака и внутренности корпусных деталей 42 вторых корпусов 16 бака находятся в сообщении друг с другом.
Как показано на фиг. 1A и фиг. 1B, крышка 34 вставляется в торцевые участки корпусных деталей 20 первых корпусов 14 бака на другой стороне (передней стороне транспортного средства) в осевом направлении и торцевые участки корпусных деталей 42 вторых корпусов 16 бака на другой стороне (передней стороне транспортного средства) в осевом направлении.
Крышка 34 имеет первый составляющий участок 62 крышки, пару из правого и левого вторых составляющих участков 64 крышки и пару из правого и левого соединительных участков 66 крышки. Первый составляющий участок 62 крышки формируется, в целом, в форме полукруглого столбика, который имеет осевое направление, соответствующее поперечному направлению транспортного средства, и закруглен наружу в осевом направлении корпусной детали 20. Вторые составляющие участки 64 крышки предусматриваются рядом с противоположными торцевыми участками первых составляющих участков 62 крышки, при просмотре в поперечном направлении транспортного средства. Соединительные участки 66 крышки соединяют противоположные торцевые участки первых составляющих участков 62 крышки в поперечном направлении с внутренними торцевыми участками вторых составляющих участков 64 крышки в поперечном направлении транспортного средства. Первые составляющие участки 62 крышки, вторые составляющие участки 64 крышки и соединительные участки 66 крышки формируются в цельную структуру.
Первый составляющий участок 62 крышки имеет, в основном, ту же конфигурацию, что и крышка 28, и закрывает соответствующие торцевые участки, на другой стороне (передней стороне транспортного средства) в осевом направлении корпусных деталей 20 первых корпусов 14 бака. Вторые составляющие участки 64 крышки имеют, в основном, ту же конфигурацию, что и крышка 28, и закрывают соответствующие торцевые участки, на другой стороне (первой стороне транспортного средства) в осевом направлении корпусных деталей 42 правого и левого вторых корпусов 16 бака. Канал сообщения (не показан), предусмотренный в первом составляющем участке 62 крышки, и каналы сообщения (не показаны), предусмотренные во вторых составляющих участка 64 крышки, соединяются в продольном направлении транспортного средства посредством каналов сообщения (не показаны), предусмотренных в соединительных участках 66. А именно, внутренности корпусных деталей 20 первых корпусов 14 бака и внутренности корпусных деталей 42 вторых корпусов 16 бака находятся в сообщении друг с другом.
Как показано на фиг. 2, второй армированный волокном полимерный элемент 24 предусматривается на внешних поверхностях первого армированного волокном полимерного элемента 22 и крышках 28, 34 (см. также фиг. 1B). Более конкретно, второй армированный волокном полимерный элемент 24 является листообразным CFRP (армированным углеродным волокном полимером), аналогичным первому армированному волокном полимерному элементу 22, и второй армированный волокном полимерный элемент 24 целиком наматывается, в осевом направлении корпусной детали 20, на внешние поверхности первого армированного волокном полимерного элемента 22 и крышки 28, 34. Внутри второго армированного волокном полимерного элемента 24 углеродные волокна (не показаны) размещаются в осевом направлении корпусной детали 20. Другими словами, направление волокна второго армированного волокном полимерного элемента 24 является осевым направлением корпусной детали 20. Число волокон во втором армированном волокном полимерном элементе 24 равно половине числа волокон в первом армированном волокном полимерном элементе 22. В этом варианте осуществления, области второго армированного волокном полимерного элемента 24, намотанного на корпусную деталь 20, формируются так, чтобы следовать круговому направлению корпусной детали 20 (см. фиг. 1B и фиг. 1C). Однако, изобретение не ограничивается этой конфигурацией, но второй армированный волокном полимерный элемент 24 может быть сформирован в дугообразной форме, следуя круговому направлению корпусной детали 20.
Как показано на фиг. 1A, фиг. 1B и фиг. 1C, каждый из вторых корпусов 16 бака снабжается вторым армированным волокном полимерным элементом 24, аналогично первому корпусу 14 бака. Более конкретно, второй армированный волокном полимерный элемент 24 целиком наматывается, в осевом направлении корпусной детали 42, на внешние поверхности первого армированного волокном полимерного элемента 22 второго корпуса 16 бака и крышки 28, 34.
Третьи корпуса 18 бака имеют, в основном, ту же конфигурацию, что и первые корпусы 14 бака. Более конкретно, каждый из третьих корпусов 18 бака имеет корпусную деталь 70, которая протягивается в осевом направлении, соответствующем поперечному направлению транспортного средства, и имеет тот же диаметр, что и диаметр первого корпуса 14 бака, первый армированный волокном полимерный элемент 22, намотанный в круговом направлении на внешней круговой поверхности корпусной детали 70, пару из правой и левой крышек 76, предусмотренных на противоположных в осевом направлении торцевых участках корпусной детали 70, и второй армированный волокном полимерный элемент 24, намотанный на внешние поверхности первого армированного волокном полимерного элемента 22 и крышки 76 третьего корпуса 18 бака. Осевая длина третьего корпуса 18 бака задается практически равной расстоянию от одного торцевого участка, в поперечном направлении транспортного средства, первых корпусов 14 бака, размещенных в поперечном направлении транспортного средства, до другого торцевого участка в поперечном направлении транспортного средства. Как показано на фиг. 1B, третьи корпусы 18 бака состоят из участка 92 первого уровня и участка 94 второго уровня. В участке 92 первого уровня множество (семь в этом варианте осуществления) третьих корпусов 18 бака размещаются бок о бок в продольном направлении транспортного средства, а также устанавливаются на задние торцевые участки транспортного средства первых корпусов 14 бака. Участок 92 первого уровня включает в себя третий корпус 18A бака, который предусматривает передний торцевой участок в транспортном средстве для участка 92 первого уровня, третий корпус 18B бака, расположенный рядом с третьим корпусом 18A бака, третий корпус 18C бака, который предусматривает задний торцевой участок в транспортном средстве для участка 92 первого уровня, и третий корпус 18D бака, расположенный рядом с третьим корпусом 18C бака. Участок 94 второго уровня состоит из третьих корпусов 18E бака, установленных на третьи корпусы 18A, 18B, 18C, 18D бака, соответственно. Третьи корпусы 18 бака размещаются в доступном пространстве, которое формируется поблизости от поперечной балки (не показана) транспортного средства.
Торцевые участки корпусных деталей 70 третьих корпусов 18 бака на одной стороне в осевом направлении и торцевые участки корпусных деталей 70 на другой стороне в осевом направлении закрываются как одно целое парой из правой и левой крышек 76, соответственно. Каждая из крышек 76 имеет первый составляющий элемент 78 крышки, второй составляющий элемент 80 крышки и третий составляющий элемент 82 крышки, каждый сформирован, в целом, в форме полукруглого столбика, который имеет осевое направление, соответствующее продольному направлению транспортного средства, и закруглен наружу в осевых направлениях корпусных деталей 70. Крышка 76 дополнительно имеет первый соединительный участок 84, который соединяет первый составляющий элемент 78 крышки со вторым составляющим элементом 80 крышки, и второй соединительный участок 86, который соединяет третий составляющий элемент 82 крышки со вторым составляющим элементом 80 крышки. Первый составляющий элемент 78 крышки, второй составляющий элемент 80 крышки, третий составляющий элемент 82 крышки, первый соединительный участок 84 и второй соединительный участок 86 формируются в цельную структуру.
Первый составляющий элемент 78 крышки, второй составляющий элемент 80 крышки и третий составляющий элемент 82 крышки имеют, в основном ту же конфигурацию, что и крышка 28. Первые составляющие элементы 78 крышки для правой и левой крышек 76, соответственно закрывают противоположные в осевом направлении торцевые участки корпусных деталей 70 двух третьих корпусов 18E бака, установленных на третий корпус 18A бака и третий корпус 18B бака. Также, вторые составляющие элементы 80 крышки для правой и левой крышек 76 соответственно закрывают противоположные в осевом направлении торцевые участки всех корпусных деталей 70 в участке 92 первого уровня. Дополнительно, третьи составляющие элементы 82 крышки для правой и левой крышек 76 соответственно закрывают противоположные в осевом направлении торцевые участки корпусных деталей 70 двух третьих корпусов 18E бака, установленных на третий корпус 18C бака и третий корпус 18D бака. Каналы сообщения (не показаны), предусмотренные внутри первых составляющих элементов 78 крышки, и каналы сообщения (не показаны), предусмотренные внутри вторых составляющих элементов 80 крышки, соединяются в вертикальном направлении транспортного средства посредством каналов сообщения (не показаны), предусмотренных внутри соответствующих первых соединительных участков 84. Аналогично, каналы сообщения (не показаны) третьих составляющих элементов 82 крышки и каналы сообщения (не показаны) вторых составляющих элементов 80 крышки соединяются в вертикальном направлении транспортного средства посредством каналов сообщения (не показаны), предусмотренных внутри соответствующих вторых соединительных участков 86. А именно, внутренности корпусных деталей 70 третьих корпусов 18 бака находятся в сообщении друг с другом.
Канал 48 сообщения в крышке 28 снабжается клапаном 49 (см. фиг. 3) в качестве клапанного элемента. Клапан 49 делает возможным регулирование объема текучей среды, протекающей в канале 48 сообщения. Аналогично, клапаны 49 также предусматриваются в каналах сообщения в крышках 34, 76. Затем, крышки 28, 34, 76 соответственно соединяются с батареей или батареями топливных элементов, подводящей трубой или трубами, и т.д., которые не иллюстрируются.
Далее, будет описан способ производства контейнера высокого давления. Как показано на фиг. 2, на внешних круговых поверхностях корпусных деталей 20 первых корпусов 14 бака, первые армированные волокном полимерные элементы 22 наматываются в круговых направлениях корпусных деталей 20, как описано выше. Аналогично, на корпусных деталях 42 вторых корпусов 16 бака и корпусных деталях 70 третьих корпусов 18 бака первые армированные волокном полимерные элементы 22 также наматываются в соответствующих круговых направлениях корпусных деталей 42, 70. Этот этап соответствует "первому этапу" изобретения.
Как показано на фиг. 1C, корпусные детали 20, 42, на которые первые армированные волокном полимерные элементы 22 намотаны на первом этапе, размещаются бок о бок в поперечном направлении транспортного средства, и крышки 28, 34 соответственно вставляются в противоположные в осевом направлении торцевые участки корпусных деталей 20, 42. Затем, вторые армированные волокном полимерные элементы 24 целиком наматываются, в осевых направлениях корпусных деталей 20, 42, на корпусные детали 20, 42, на которые намотаны первые армированные волокном полимерные элементы 22, и крышки 28, 34. Аналогично, корпусные детали 70, на которые первый армированный волокном полимерный элемент 22 намотан на первом этапе, размещаются бок о бок в продольном направлении транспортного средства, как показано на фиг. 1B, и крышки 76 соответственно вставляются в противоположные в осевом направлении торцевые участки корпусных деталей 70. Затем, вторые армированные волокном полимерные элементы 24 целиком наматываются, в осевых направлениях корпусных деталей 70, на корпусные детали 70, на которые намотаны первые армированные волокном полимерные элементы 22, и крышки 76. Этот этап соответствует "второму этапу" изобретения. На втором этапе единственный второй армированный волокном полимерный элемент 24 может быть намотан поочередно на каждый набор корпусных деталей 20, 42, 70 и крышки 28, 34, 76, или множество вторых армированных волокном полимерных элементов 24 могут быть одновременно намотаны на корпусные детали 20, 42 и крышки 28, 34 (или на корпусные детали 70 и крышки 76). Затем, третьи корпусы 18 бака, на который намотаны вторые армированные волокном полимерные элементы 24, размещаются на и прикрепляются к первым корпусам 14 бака и вторым корпусам 16 бака, на которые наматываются вторые армированные волокном полимерные элементы 24, так что производится модуль 12 бака.
Далее будут описаны действия и результаты этого варианта осуществления.
В этом варианте осуществления каждая из корпусных деталей 20, 42, 70 формируется в цилиндрической форме и является открытой на своих противоположных в осевом направлении торцевых участках, как показано на фиг. 1A-1C. Корпусные детали 20, 42, таким образом, предусмотренные во множественном числе, размещаются бок о бок. Аналогично, корпусные детали 70, предусмотренные во множественном числе, размещаются бок о бок. Соответственно, предусматривая корпусные детали 20, 42, 70, каждая из которых имеет диаметр, подходящий для пространства, доступного в транспортном средстве, возможно гарантировать требуемый объем текучей среды, сохраняемой в корпусных деталях 20, 42, 70, в то же время минимизируя влияние на пространство салона и багажное отделение в транспортном средстве.
Здесь, отверстия корпусных деталей 20, 42, 70 совместно закрываются крышками 28, 34, 76. Также, каналы 48 сообщения и т.д., которые связывают внутренние пространства корпусных деталей 20, 42, 70 друг с другом, предусматриваются в крышках 28, 34, 76. Поскольку все отверстия корпусных деталей 20, 42, 70 могут быть закрыты крышками 28, 34, 76, никакие элементы не требуются для индивидуального закрытия отверстий корпусных деталей 20, 42, 70. Также, поскольку каналы 48 сообщения и т.д. крышек 28, 34, 76 снабжаются клапанами 49, которые могут регулировать объемы текучей среды, протекающей в каналах 48 сообщения и т.д., нет необходимости предусматривать клапан 49 на каждой из корпусных деталей 20, 42, 70. Соответственно, число компонентов может быть уменьшено, по сравнению с конфигурацией, в которой множество баков просто соединяются. Таким образом, возможно предоставлять простую конфигурацию, в то же время эффективно используя пространство транспортного средства.
Каждая из корпусных деталей 20, 42, 70 покрывается первым армированным волокном полимерным элементом 22, в котором направление волокна является круговым направлением корпусной детали 20, 42, 70, и каждая из корпусных деталей 20, 42, 70 и соответствующих крышек 28, 34, 76 покрываются как одно целое, в осевом направлении корпусной детали 20, 42, 70, вторыми армированными волокном полимерными элементами 24, в которых направление волокна является осевым направлением корпусной детали 20, 42, 70. Соответственно, жесткость и сопротивление давлению корпусной детали 20, 42, 70 в круговом направлении улучшаются посредством первого армированного волокном полимерного элемента 22, и жесткость и сопротивление давлению корпусной детали 20, 42, 70 в осевом направлении улучшаются посредством второго армированного волокном полимерного элемента 24. Дополнительно, второй армированный волокном полимерный элемент 24 покрывает каждую из корпусных деталей 20, 42, 70 и соответствующие из крышек 28, 34, 76 как одно целое, в осевом направлении корпусной детали; следовательно, даже когда нагрузки прикладываются в осевом направлении наружу к крышкам 28, 34, 76, вследствие давлений текучей среды, сохраненной в корпусной детали 20, 42, 70, отверстия корпусной детали 20, 42, 70 могут сохраняться закрытыми крышками 28, 34, 76, благодаря второму армированному волокном полимерному элементу 24. В результате, сопротивление давлению корпуса 10 бака может быть улучшено.
Дополнительно, каждая из крышек 28, 34, 76 формируется, в целом, в форме полукруглого столбика, который закруглен в осевых направлениях соответствующих корпусных деталей 20, 42, 70, и второй армированный волокном полимерный элемент 24 покрывает крышку 28, 34, 76 по дуге внешней круговой поверхности крышки 28, 34, 76. В этой связи, когда нагрузка прикладывается в осевом направлении наружу к крышке 28, 34, 76, вследствие давления текучей среды, хранящейся в корпусной детали 20, 42, 70, нагрузка передается второму армированному волокном полимерному элементу 24, который покрывает крышку 28, 34, 76; однако, поскольку второй армированный волокном полимерный элемент 24 покрывает крышку 28, 34, 76 по дугообразной внешней круговой поверхности крышки 28, 34, 76, нагрузка, передаваемая второму армированному волокном полимерному элементу 24, может быть распределена или рассеяна. Таким образом, сопротивление давлению корпуса 10 бака может быть дополнительно улучшено.
Дополнительно, на каждой из корпусных деталей 20, 42, 70, которая формируется в цилиндрической форме и является открытой, по меньшей мере, на одном своем торцевом участке, первый армированный волокном полимерный элемент 22, в котором направление волокна является круговым направлением корпусной детали 20, 42, 70, наматывается в круговом направлении корпусной детали 20, 42, 70 на первом этапе. Также, на каждой из корпусных деталей 20, 42, 70 и соответствующих крышках 28, 34, 76 второй армированный волокном полимерный элемент 24, в котором направление волокна является осевым направлением корпусной детали 20, 42, 70, целиком наматывается в осевом направлении корпусной детали 20, 42, 70 на втором этапе. С такой конфигурацией жесткость и сопротивление давлению корпусных деталей 20, 42, 70 в круговых направлениях улучшаются посредством первых армированных волокном полимерных элементов 22, и жесткость и сопротивление давлению в осевых направлениях улучшаются посредством вторых армированных волокном полимерных элементов 24. Дополнительно, второй армированный волокном полимерный элемент 24 целиком наматывается на каждую из корпусных деталей 20, 42, 70 и соответствующие крышки 28, 34, 76; следовательно, даже когда нагрузки прикладываются в осевом направлении наружу к крышкам 28, 34, 76, вследствие давлений текучей среды, хранящейся в корпусных деталях 20, 42, 70, отверстия корпусных деталей 20, 42, 70 могут сохраняться закрытыми крышками 28, 34, 76, благодаря вторым армированным волокном полимерным элементам 24. Таким образом, сопротивление давлению корпусов 10 бака может быть улучшено.
В то время как каждая из крышек 28, 34, 76 формируется, в целом, в форме полукруглого столбика в иллюстрированном варианте осуществления, форма крышки 28, 34, 76 не ограничивается этим, но крышка 28, 34, 76 может быть сформирована в других формах, таких как квадратный столбик.
В то время как корпусные детали 20, 42, 70 формируются из алюминиевого сплава, материал корпусных деталей 20, 42, 70 не ограничивается этим, а корпусные детали 20, 42, 70 могут быть сформированы из материала, такого как нейлоновый полимер, который препятствует проникновению водорода, хранящегося в них. В то время как водород хранится в корпусах 10 бака, может храниться другой газ, или жидкость, такой как LPG (сжиженный нефтяной газ).
В то время как каждая из корпусных деталей 20, 42, 70 является открытой на своих противоположных в осевом направлении торцевых участках в иллюстрированном варианте осуществления, каждая из деталей 20, 42, 70 корпуса может быть сформирована в цилиндрической форме с дном и может быть открытой только на одном своем осевом торцевом участке, так что только осевой торцевой участок закрывается соответствующей крышкой 28, 34, 76.
В то время как внутренности первых корпусов 14 баков и внутренности вторых корпусов 16 баков сообщаются параллельно друг с другом, через каналы 48 сообщения и т.д. крышек 28, 34, конфигурация корпусов бака не ограничивается этим, но внутренности корпусов бака могут связываться последовательно друг с другом (через единственный серпантинный канал, как видно в плоскости транспортного средства, включающей в себя внутренности первых корпусов 14 бака и вторых корпусов 16 бака и каналы 48 сообщения и т.д. крышек 28, 34). Эта конфигурация может также применяться к третьим корпусам 18 бака.
В то время как варианты осуществления изобретения были описаны выше, изобретение не ограничивается вышеописанными вариантами осуществления, а может быть осуществлено с различными модификациями, отличными от описанных выше, без отступления от принципа изобретения.
Контейнер высокого давления содержит первое множество корпусных деталей, размещенных бок о бок, каждая из которых имеет цилиндрическую форму и имеет отверстие на по меньшей мере одном из противоположных в осевом направлении торцевых участков корпусной детали. Первая крышка выполнена с возможностью закрывания отверстий первого множества корпусных деталей как одно целое. Контейнер содержит второе множество корпусных деталей, размещенных бок о бок, каждая из которых имеет цилиндрическую форму и имеет отверстие на по меньшей мере одном из противоположных в осевом направлении торцевых участков корпусной детали. Вторая крышка выполнена с возможностью закрывания отверстий второго множества корпусных деталей как одно целое. Контейнер включает канал сообщения, находящийся внутри первой и второй крышек и выполненный с возможностью обеспечения сообщения внутренних пространств корпусных деталей друг с другом. Первое множество корпусных деталей и второе множество корпусных деталей расположены ортогонально друг другу. Группа изобретений обеспечивает рациональное использование пространства при размещении контейнера, например, в автомобиле. 2 н. и 3 з.п. ф-лы, 5 ил. 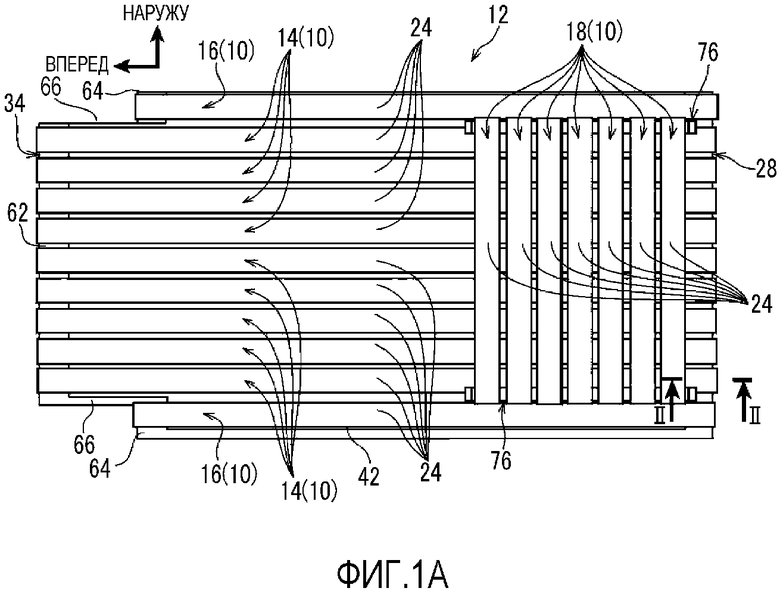
1. Контейнер высокого давления, содержащий:
первое множество корпусных деталей, размещенных бок о бок, причем каждая из корпусных деталей имеет цилиндрическую форму и имеет отверстие на, по меньшей мере, одном из противоположных в осевом направлении торцевых участков корпусной детали;
первую крышку, выполненную с возможностью закрывания отверстий первого множества корпусных деталей как одно целое;
второе множество корпусных деталей, размещенных бок о бок, причем каждая из корпусных деталей имеет цилиндрическую форму и имеет отверстие на, по меньшей мере, одном из противоположных в осевом направлении торцевых участков корпусной детали;
вторую крышку, выполненную с возможностью закрывания отверстий второго множества корпусных деталей как одно целое; и
канал сообщения, находящийся внутри первой и второй крышек и выполненный с возможностью обеспечения сообщения внутренних пространств корпусных деталей друг с другом;
при этом первое множество корпусных деталей и второе множество корпусных деталей расположены ортогонально друг другу.
2. Контейнер высокого давления по п. 1, в котором:
каждая из корпусных деталей покрыта первым армированным волокном полимерным элементом, направление волокна которого соответствует круговому направлению корпусной детали; и
первый армированный волокном полимерный элемент и крышка покрыты как одно целое, в осевом направлении корпусной детали, вторым армированным волокном полимерным элементом, направление волокна которого соответствует осевому направлению корпусной детали.
3. Контейнер высокого давления по п. 1 или 2, в котором крышка снабжена клапанным элементом, который регулирует объем текучей среды, протекающей в канале сообщения.
4. Контейнер высокого давления по п. 1 или 2, установленный на транспортном средстве, при этом первое множество корпусных деталей расположено в продольном направлении транспортного средства, а второе множество корпусных деталей расположено в поперечном направлении транспортного средства.
5. Способ производства контейнера высокого давления по любому из пп. 1-4, при котором:
наматывают первый армированный волокном полимерный элемент на каждую из корпусных деталей, в круговом направлении корпусной детали, причем направление волокна первого армированного волокном полимерного элемента соответствует круговому направлению корпусной детали;
целиком наматывают второй армированный волокном полимерный элемент на каждую из корпусных деталей и крышку в осевом направлении корпусной детали, при этом направление волокна второго армированного волокном полимерного элемента соответствует осевому направлению корпусной детали; и
размещают корпусные детали таким образом, чтобы формировать первое множество корпусных деталей и второе множество корпусных деталей, причем первое множество корпусных деталей и второе множество корпусных деталей располагают ортогонально друг другу.
| US 7971740 B2, 05.07.2011 | |||
| EP 1900994 A, 19.03.2008 | |||
| US 7566376 B2, 28.07.2009 | |||
| DE 102010043645 A1, 10.05.2012 | |||
| МНОГОПОЛОСТНОЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2008 |
|
RU2365809C1 |

