Заявляемое техническое решение относится к области санитарно-технического оборудования, а именно к унитазам, преимущественно керамическим, с круговым смывом, а также к способам их производства.
Известно «УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ» по патенту на изобретение РФ №2269411 от 15.12.2000, опубликованному 15.12.2000, МПК B28B1/26, содержащее две наружные охватывающие формы, расположенные внутри соответствующих корпусов форм и имеющие взаимодействующие сопрягаемые поверхности, и охватываемую форму, выполненную с возможностью размещения при использовании в формовой полости, образованной двумя охватывающими формами, при этом охватывающие формы выполнены с возможностью относительного смещения их вдоль первой оси, по существу перпендикулярной плоскости сопрягаемых поверхностей, так, что охватывающие формы могут быть введены в контакт друг с другом, при этом изделие отливают между охватывающими формами и охватываемой формой, и при этом силы, создаваемые находящимся под давлением шликером во время процесса изготовления, сдерживаются внутри корпусов форм.
Наиболее близким по технической сути является устройство и способ, описанные в патенте на изобретение РФ №2457297 «КЕРАМИЧЕСКОЕ САНТЕХНИЧЕСКОЕ УСТРОЙСТВО» от 18.07.2008, опубликован 27.07.2012, МПК E03D11/02. Керамическое сантехническое устройство, в частности керамический унитаз, изготовленное отливкой в литейные формы, содержащий, по меньшей мере: первый, нижний, компонент, содержащий чашу для сбора жидкости и сифонную часть для слива жидкости, второй, верхний, компонент или обод, состоящий из передней части, образующей верхнюю грань чаши, и заднего удлинения, содержащего канал для прохода жидкости, при этом первый компонент и второй компонент изготовлены как одно целое в литейной форме с образованием единой части, и имеется также третий покрывающий компонент или наружный корпус, в котором может быть расположена указанная единая часть, при этом единая часть выполнена с возможностью соединения и сборки с корпусом, по меньшей мере, на ее верхних гранях. Способ изготовления сантехнического устройства включающий, по меньшей мере, следующие этапы: изготовление в первой части литейной формы, образующей часть единого механизма для отливки керамических устройств, первого и второго компонентов в виде единой части, образующей чашу, сифонную часть, переднюю часть, образующую верхнюю грань чаши, и заднее удлинение, в котором образован канал для прохода жидкости, одновременное изготовление корпуса во второй части литейной формы, образующей часть единого механизма; одновременное извлечение единой части из первой части литейной формы и удаление крышки со второй части литейной формы; нанесение связующего средства на соответствующие части корпуса; перемещение единой части с обеспечением ее подъема с размещения над корпусом; перемещение единой части в непосредственную близость к корпусу с обеспечением их взаимного скрепления связующим средством с образованием неразборного узла.
Известные технические решения унитазов с круговым смывом предполагают формирование подводящего воду канала и сопряжённого с ним кольцевого щелевого сопла в верхней части омываемой чаши унитаза. Формирование канала и связанного с ним сопла осуществляют в процессе производства путем приклеивания снабженного полостью кольца к чаше унитаза и их последующему совместному обжигу.
В процессе совместного обжига кольцо подвергается значительным температурным деформациям, связанным с неоднородностью температурных полей при обжиге, естественным разбросом характеристик природного материала, а также — с конструкционной непрочностью. Из-за изменения геометрии на обожженных унитазах присутствуют большие отклонения от расчетной толщины зазора сопла по образующей кольца унитаза.
Задачей предлагаемого технического решения является обеспечение равномерности толщины щелевого сопла унитаза, обеспечение равномерности толщины щелевого сопла от партии к партии, а также минимизация деформации приклеенного кольца в процессе обжига и увеличение точности позиционирования кольца на чаше унитаза.
Поставленная задача решена за счет унитаза с щелевым соплом и способа его производства, при этом способ производства характеризуется установкой и фиксацией кольца на чаше унитаза, причем на внешней поверхности чаши унитаза формируют выступы, на которые наносят фиксирующий состав, затем на выступы устанавливают кольцо, после чего чашу с установленным кольцом запекают; чашу и кольцо выполняют из керамики, в качестве фиксирующего состава применяют жидкую керамическую массу, а выступы формируют в форме столбиков при отливке чаши или выступы изготавливают в виде отдельных деталей, которые фиксируют на чаше; унитаз с щелевым соплом, характеризующийся тем, что содержит чашу унитаза и кольцо, кольцо зафиксировано на выступах, расположенных на чаше унитаза; выступы выполнены в форме столбиков; чаша унитаза и выступы выполнены в форме единой неразъемной детали или выступы выполнены в форме отдельных, установленных на чашу деталей; чаша унитаза, кольцо и выступы выполнены из керамики.
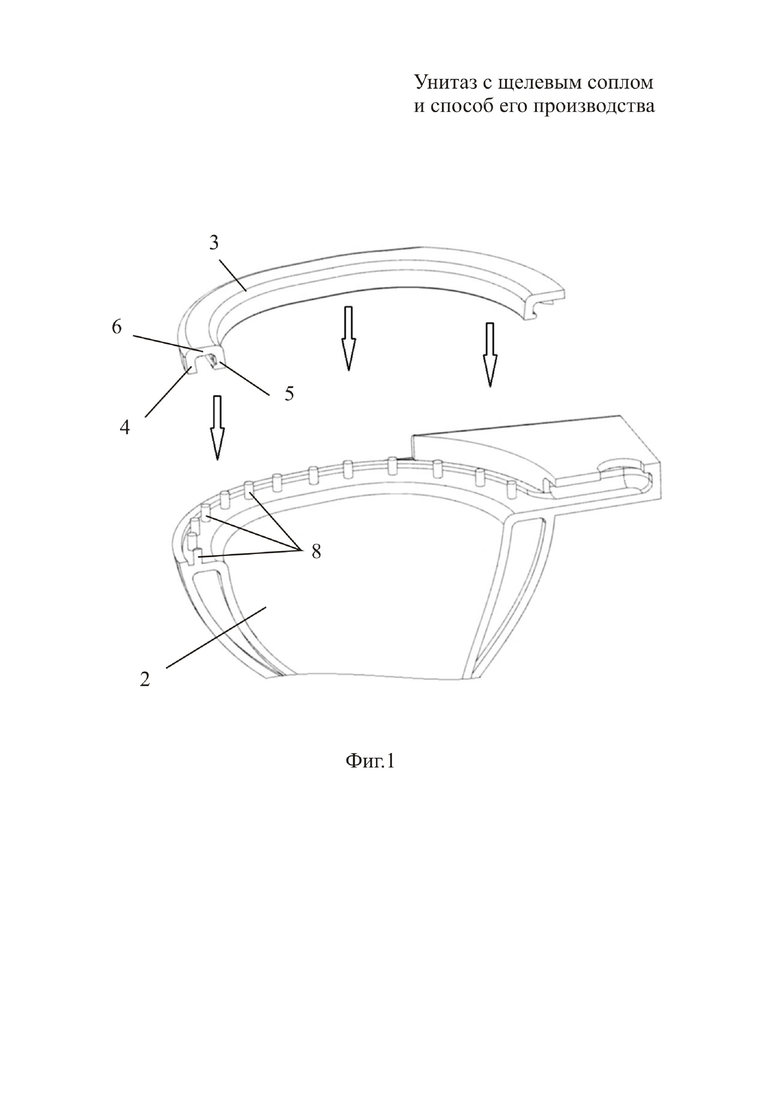
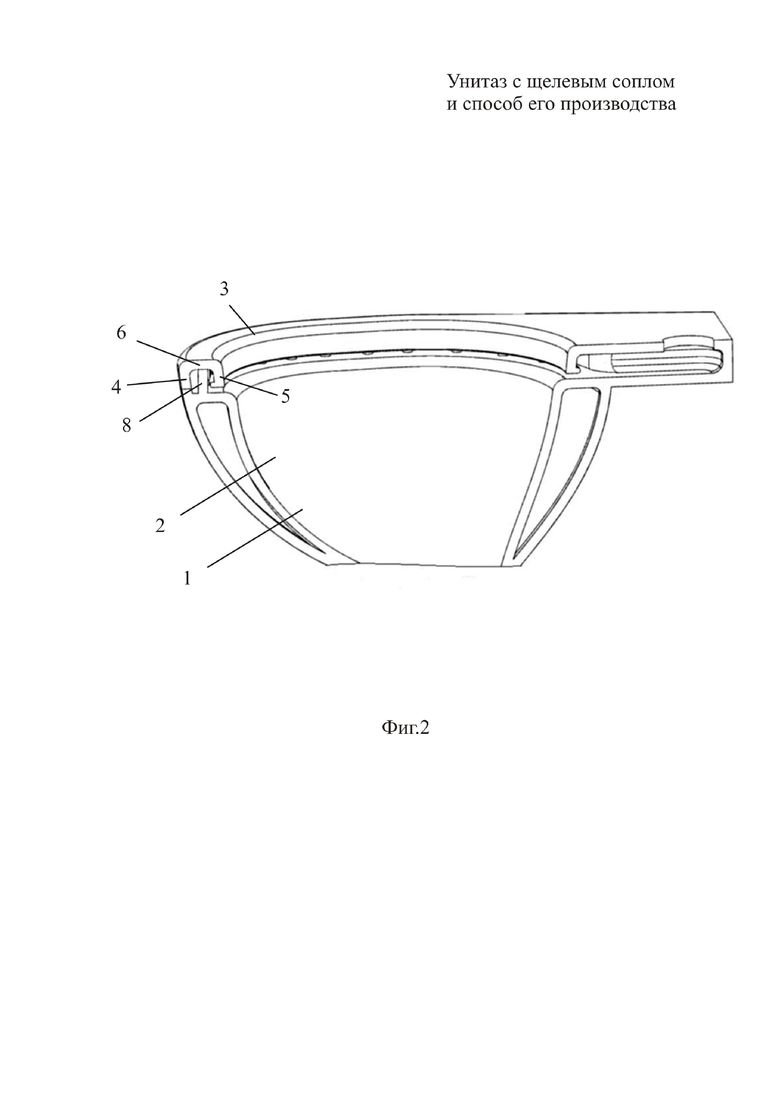
Суть технического решения иллюстрирована чертежом, где на фиг.1 – установка кольца на чашу унитаза, фиг.2 – поперечный разрез унитаза с щелевым соплом.
На фиг. 1, фиг.2 изображены унитаз 1, чаша 2, кольцо 3, внешняя стенка 4 кольца, внутренняя стенка 5 кольца, верхняя стенка 6 кольца, щелевое сопло 7, выступы 8.
Унитаз с щелевым соплом выполнен следующим образом.
Унитаз 1 с щелевым соплом, содержит чашу 2 унитаза и кольцо 3, выполненные из керамики. На верхней поверхности чаши 2 унитаза по ее периметру расположены выступы 8. Выступы 8 опционально выполнены в форме цилиндрических столбиков. Высота выступов 8 выполнена равной или меньшей высоты внутренней полости кольца 3. Опционально чаша 2 унитаза и выступы 8 выполнены в форме единой неразъемной керамической детали. Кольцо 3 содержит внешнюю 4, внутреннюю 5 и верхнюю 6 стенки, образующие полость. Кольцо 3 зафиксировано на выступах 8, расположенных на чаше 2 унитаза. Внешний периметр кольца 3 установлен вплотную к внешнему периметру чаши 2 унитаза, таким образом, что внешняя стенка 4 кольца 3 контактирует с поверхностью чаши 2. Между внутренней стенкой 5 кольца 3 и внешней поверхностью чаши 2 выполнен зазор, являющийся щелевым соплом 7 унитаза. Полость, ограниченная внутренними поверхностями стенок 4, 5 и 6 кольца 3 и внешней поверхностью чаши 2 унитаза является каналом подвода воды и сообщается с емкостью сливного бачка. Фиксация кольца 3 на чаше 2 унитаза выполнена при помощи фиксирующего состава, например, жидкой керамики.
Унитаз с щелевым соплом работает следующим образом.
При активации смыва, воду из сливного бачка подают по каналу, образованному поверхностями стенок 4, 5 и 6 кольца 3 и чаши 2 унитаза. Вода, заполняя канал, поступает через зазор сопла 7 в чашу 2 унитаза.
Способ производства унитаза с щелевым соплом осуществляют следующим образом.
Отливают чашу 2 унитаза 1 из керамики. На внешней поверхности чаши 2 унитаза формируют выступы 8. Выступы 8 формируют, например, в форме столбиков либо непосредственно при отливке чаши, либо изготавливают выступы в виде отдельных керамических деталей и фиксируют их на предварительно отлитой чаше 2 отдельной технологической операцией, например, при помощи клея. Отдельно отливают керамическое кольцо 3. На верхний торец выступов 8 наносят фиксирующий состав, например, жидкую керамическую массу. Размещают кольцо 3 на выступах 8. После установки кольцо 3 и чашу 2 унитаза совместно запекают. Применение выступов 8, расположенных на чаше 3 унитаза позволяет увеличить точность позиционирования кольца 3 при его фиксации. При запекании кольцо 3 подвержено температурным деформациям, но такие деформации за счет наличия выступов 8, заходящих в полость кольца 3 по всему его периметру, хорошо прогнозируемы и не приводят к прекосам. Ширина зазора сопла 3 унитаза, изготовленного предлагаемым способом, хорошо прогнозируема, постоянна по всему внутреннему периметру и стабильна от партии к партии.
Техническим результатом заявляемого технического решения является повышение равномерности толщины щелевого сопла унитаза за счет унитаза с щелевым соплом и способа его производства, при этом способ производства характеризуется установкой и фиксацией кольца на чаше унитаза, на внешней поверхности чаши унитаза формируют выступы, на которые наносят фиксирующий состав, затем на выступы устанавливают кольцо, после чего чашу с установленным кольцом запекают; чашу и кольцо выполняют из керамики, в качестве фиксирующего состава применяют жидкую керамическую массу, а выступы формируют в форме столбиков при отливке чаши или выступы изготавливают в виде отдельных деталей, которые фиксируют на чаше; унитаз с щелевым соплом, характеризующийся тем, что содержит чашу унитаза и кольцо, кольцо зафиксировано на выступах, расположенных на чаше унитаза; выступы выполнены в форме столбиков; чаша унитаза и выступы выполнены в форме единой неразъемной детали или выступы выполнены в форме отдельных, установленных на чашу деталей; чаша унитаза, кольцо и выступы выполнены из керамики.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ПЛАСТИКОВЫХ ФОРМ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ МЕТОДОМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2018 |
|
RU2687752C1 |
| КЕРАМИЧЕСКОЕ САНТЕХНИЧЕСКОЕ УСТРОЙСТВО | 2008 |
|
RU2457297C2 |
| СПОСОБ УВОДА СТОКОВ В КАНАЛИЗАЦИЮ ИЗ ЧАШИ УНИТАЗА | 2015 |
|
RU2608231C1 |
| КЕРАМИЧЕСКИЙ УНИТАЗ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2584017C2 |
| МНОГОФУНКЦИОНАЛЬНОЕ ОБОРУДОВАНИЕ ДЛЯ ВАННОЙ КОМНАТЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2494665C2 |
| РАСХОДУЕМЫЙ ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ФОРМИРОВАНИЯ ВНУТРЕННЕЙ ПОЛОСТИ ДЕТАЛИ (ВАРИАНТЫ) И СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2004 |
|
RU2280530C1 |
| СПОСОБ СВЧ-ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ЛИТЕЙНЫХ ФОРМ | 2005 |
|
RU2312733C2 |
| КЕРАМИЧЕСКИЙ УНИТАЗ | 2012 |
|
RU2592614C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2520649C2 |
| УЗЕЛ БАНДАЖИРОВАННОЙ ЛИТЕЙНОЙ ФОРМЫ, ЛИТЬЕВОЙ УЗЕЛ СКВАЖИННОГО СНАРЯДА, СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ СКВАЖИННОГО СНАРЯДА, СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЬЕВОГО УЗЛА СКВАЖИННОГО СНАРЯДА | 2010 |
|
RU2574925C2 |
Группа изобретений относится к области санитарной техники. Способ состоит в установке и фиксации кольца на чаше унитаза. На внешней поверхности чаши унитаза формируют выступы, на которые наносят фиксирующий состав. Затем на выступы устанавливают кольцо, после чего чашу с установленным кольцом запекают. Унитаз с щелевым соплом содержит чашу унитаза и кольцо, которое зафиксировано на выступах, расположенных по периметру чаши унитаза. Обеспечивается равномерность толщины щелевого сопла унитаза, равномерность толщины щелевого сопла от партии к партии, а также минимизация деформации приклеенного кольца в процессе обжига и увеличение точности позиционирования кольца на чаше унитаза. 2 н. и 6 з.п. ф-лы, 2 ил.
1. Способ производства унитаза с щелевым соплом, характеризующийся установкой и фиксацией кольца на чаше унитаза, отличающийся тем, что на внешней поверхности чаши унитаза формируют выступы, на которые наносят фиксирующий состав, затем на выступы устанавливают кольцо, после чего чашу с установленным кольцом запекают.
2. Способ по п.1, отличающийся тем, что чашу и кольцо выполняют из керамики, в качестве фиксирующего состава применяют жидкую керамическую массу, а выступы формируют в форме столбиков при отливке чаши.
3. Способ по п.1, отличающийся тем, что выступы изготавливают в виде отдельных деталей, которые фиксируют на чаше.
4. Унитаз с щелевым соплом, характеризующееся тем, что содержит чашу унитаза и кольцо, отличающийся тем, что кольцо зафиксировано на выступах, расположенных по периметру чаши унитаза.
5. Унитаз по п.4, отличающийся тем, что выступы выполнены в форме столбиков.
6. Унитаз по п.4, отличающийся тем, что чаша унитаза и выступы выполнены в форме единой неразъемной детали.
7. Унитаз по п.4, отличающийся тем, что выступы выполнены в форме отдельных, установленных на чашу деталей.
8. Унитаз по п.4, отличающийся тем, что чаша унитаза, кольцо и выступы выполнены из керамики.
| СПОСОБ И АППАРАТ ДЛЯ ОБРАБОТКИ ОТРАБОТАННЫХ АБРАЗИВНЫХ СУСПЕНЗИЙ ДЛЯ РЕГЕНЕРАЦИИ ИХ КОМПОНЕНТОВ МНОГОКРАТНОГО ИСПОЛЬЗОВАНИЯ | 2006 |
|
RU2403139C2 |
| US 4162548 A, 31.07.1979 | |||
| JP 2000102913 A, 11.04.2000 | |||
| КЕРАМИЧЕСКОЕ САНТЕХНИЧЕСКОЕ УСТРОЙСТВО | 2008 |
|
RU2457297C2 |

