Заявляемое техническое решение относится к области технологических процессов чистки, а именно чистке пористых пластиковых форм с использованием жидкости и может быть использовано на предприятиях использующих метод литья керамических изделий под давлением.
Известно промышленное оборудование для производства керамических изделий, описанное в ГОСТ 12.2.100-97 «Машины и оборудование для производства глиняного и силикатного кирпича, керамических и асбестоцементных изделий. Общие требования безопасности». К данной категории оборудования также можно отнести машины для производства керамических санитарно-строительных изделий методом литья под давлением. Неотъемлемой частью данного рода оборудования являются микропористые пластиковые формы для отливки керамических изделий под давлением, в том числе состоящие из двух частей - полуформ.
Одной из важных операций для качественной работы пластиковых форм, повышения сортности изделий, предотвращения брака является своевременная периодическая химическая промывка форм. В процессе использования форм для отливки керамических изделий их микропоры забиваются водорастворимыми солями, органическими веществами, в т.ч. бактериальной флорой, активно размножающейся в комфортной для нее среде (высокая влажность и оптимальная температура 40°С – 45°С), поступающей из шликера. Шликер – природное сырье, в котором происходит размножение бактерий. Размножение бактерий, а также скопление водорастворимых солей приводят к снижению пористости форм, их выходу из строя и увеличению производственного брака.
Известен «СПОСОБ ОЧИСТКИ ДЛЯ УДАЛЕНИЯ ЗАГРЯЗНЕНИЙ С ДЕТАЛИ И КОМПОЗИЦИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ» по заявке №94030729 от 01.06.1994, 02.12.1991 US 801199, дата публикации заявки 10.04.1996, МПК C23G 5/028, включающий: введение детали в органическую очищающую жидкость с достаточной растворяющей способностью для существенного удаления загрязнения с указанной детали; удаление указанной детали из указанной органической очищающей жидкости и промывку детали путем погружения ее в промывочный агент меньшей растворяющей способности для указанной грязи или поверхностного загрязнения, но с, по меньшей мере, небольшой растворимостью в нем указанного органического очищающего агента для его удаления с указанной детали, при этом указанный промывочный агент выбирают из класса фторуглеводородных соединений или смесей, содержащих от 3 до 8 атомов углерода с, по меньшей мере, 60% фтора в соединении, указанные соединения имеют линейную или разветвленную цепи с температурой кипения в пределах от 25 до 125oС;
сушку указанной детали.
Для химической промывки пластиковых форм производителями керамических изделий используются специальные дорогие химические жидкости, дающие невнятный эффект и не обеспечивающие качественную очистку пластиковых форм. Так для промывки пластиковых форм традиционно используется триполифосфат натрия, который зачастую импортируется на территорию РФ, а также другие химические вещества, специализированные для промывки форм. Данные химические вещества обладают сложным составом, являются дорогими и не обеспечивают качественную очистку форм.
Наиболее близким по технической сути является широко применяемый способ очистки полимерных форм с использованием средств для промывки на основе органических соединений с фосфоро содержащими группами анионного типа. Известный способ включает приготовление раствора из воды и средства для промывки в соотношении 4 : 100. Полученный раствор внедряют в каналы и капилляры форм. После определенного времени воздействия (40 - 60 минут), формы промывают водой и продувают воздухом.
Задачей настоящего технического решения является создание нового доступного способа очистки пластиковых форм для производства керамических изделий методом литья под давлением простого и недорогого в реализации.
Поставленная задача решена за счет способа очистки пластиковых форм для производства керамических изделий методом литья под давлением характеризующегося тем, что форму обрабатывают раствором гипохлорита натрия, после чего форму промывают осмотической водой, затем продувают сжатым воздухом; раствор гипохлорита натрия наносят на форму в виде спрея; форму обрабатывают раствором гипохлорита натрия с применением вакуумирования; для обработки форм используют 10% раствор гипохлорита натрия; форму промывают осмотической водой, по меньшей мере, три раза.
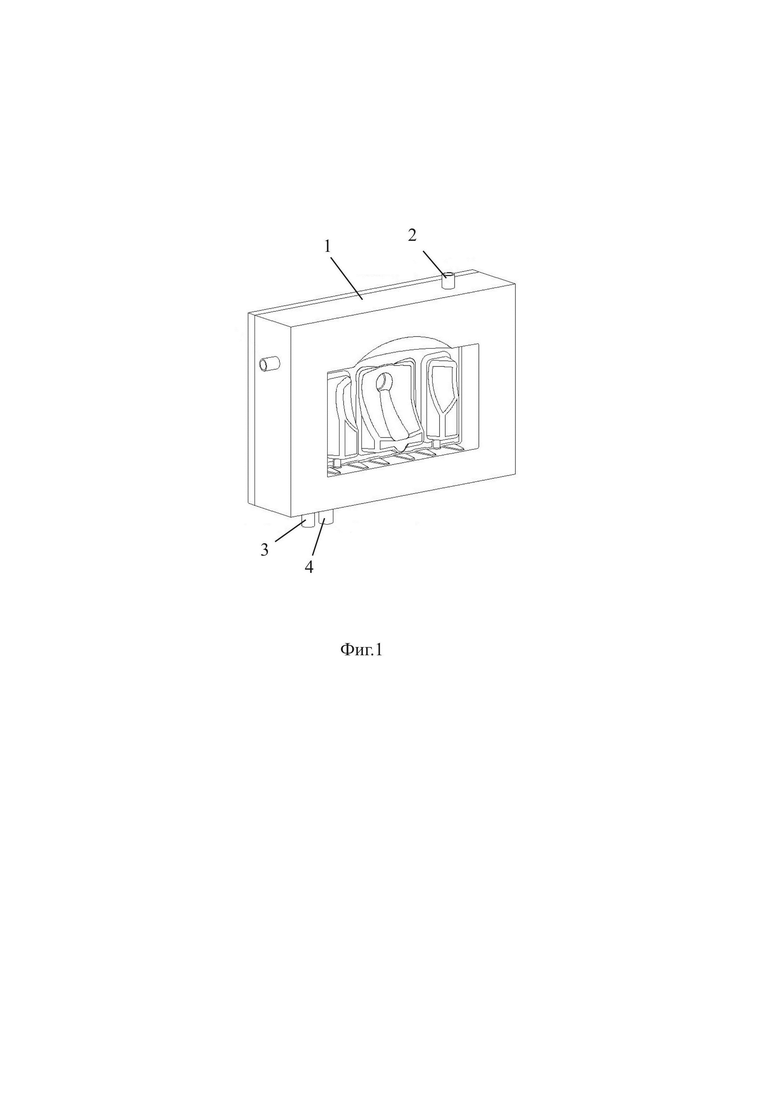
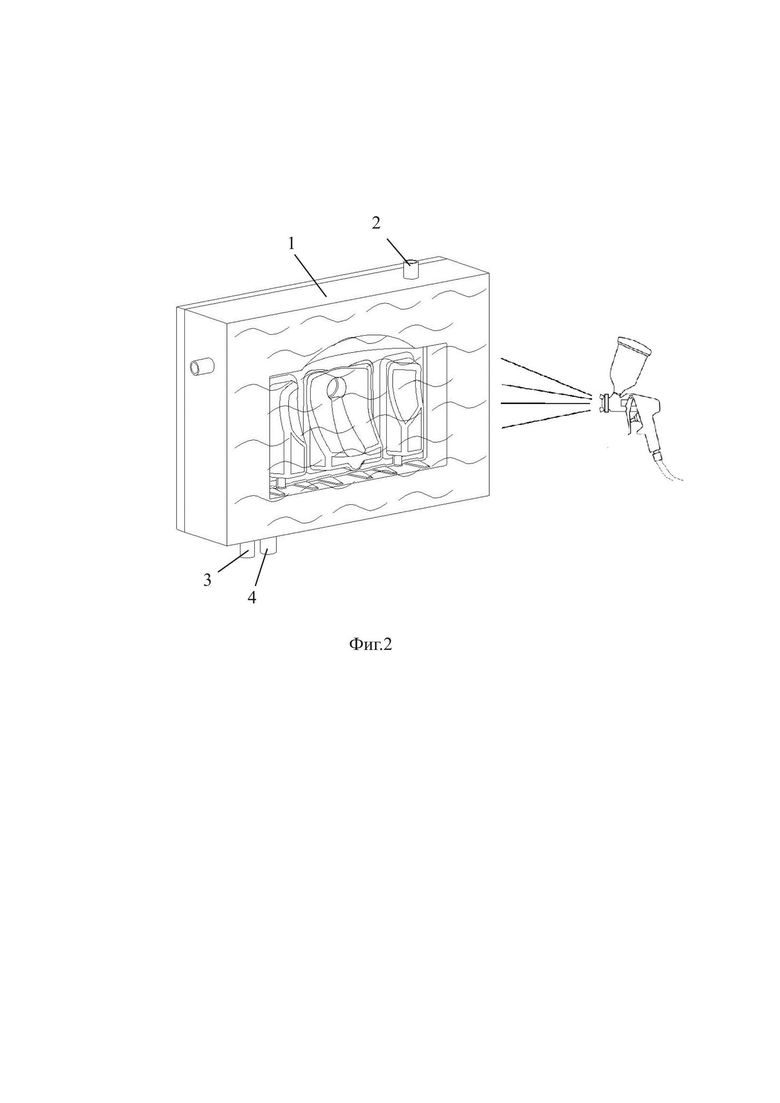
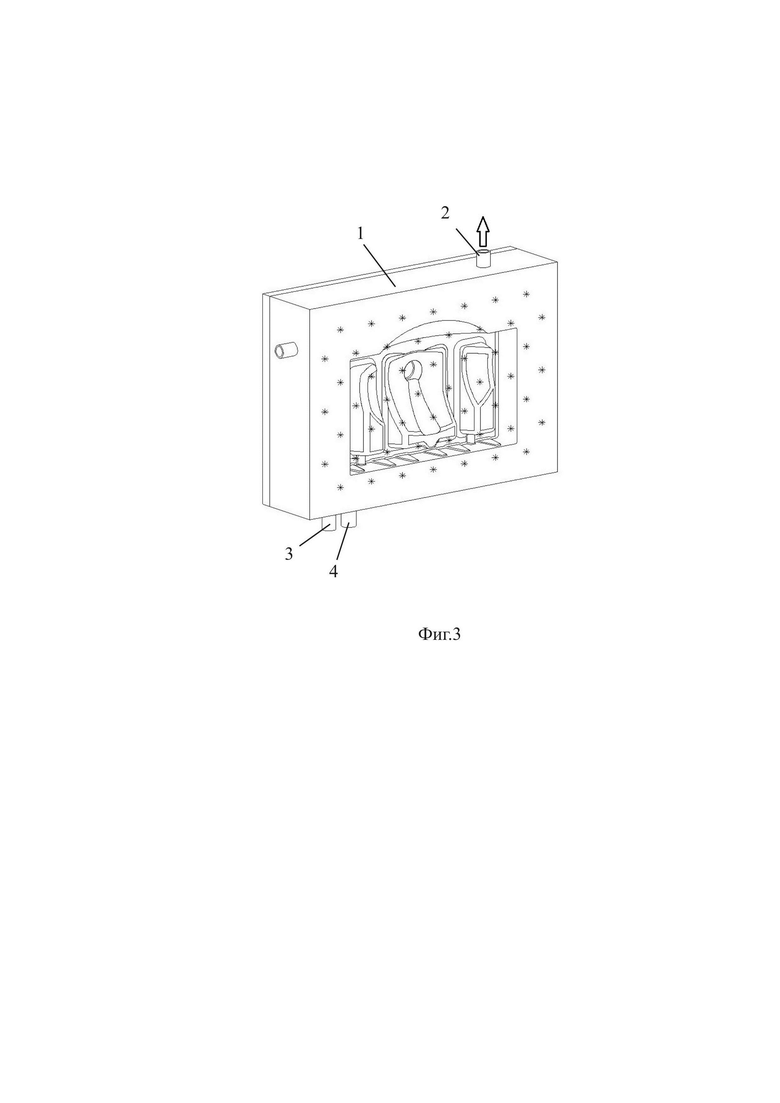
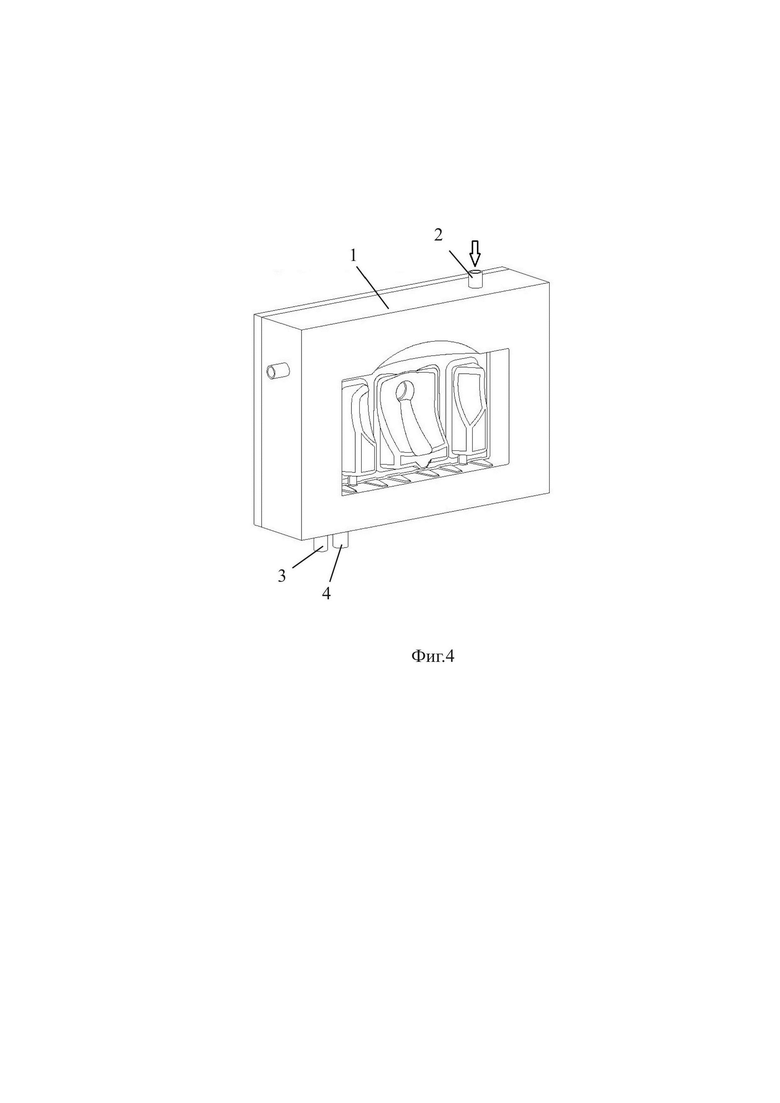
Суть технического решения иллюстрирована чертежами, где на фиг.1 – общий вид полуформы; на фиг.2 – нанесение раствора пульверизатором на рабочую поверхность формы; на фиг.3 – абсорбирование раствора формой через микропоры при включенной вакуумной системе машины; на фиг.4 – промывка осмотической водой.
На фиг.1, фиг.2, фиг.3, фиг.4 изображены пластиковая полуформа 1, патрубок 2 подачи сжатого воздуха, осмотической воды, вакуума, патрубок 3 отвода осмотической воды, сжатого воздуха, патрубок 4 подачи и отвод шликера.
Пластиковая форма состоит из двух разъемно соединенных полуформ 1. Собранная пластиковая форма представляет собой параллелепипед, к двум сторонам которого жестко прикреплены алюминиевые плиты. Собранная из полуформ 1 форма устанавливается в раму, имеющую специальное крепление для подвеса формы на раму литьевой машины. Внутренняя часть пластиковой формы представляет собой микропористую структуру с сетью соединенных между собой каналов, служащих для принудительного отвода воды из жидкой керамической массы - шликера в процессе отливки и формирования структуры изделия, подачи сжатого воздуха для слива остатка шликера из формы. Каждая полуформа 1 формы снабжены патрубками 2 подачи сжатого воздуха, осмотической воды, вакуума, патрубком 3 отвода осмотической воды, сжатого воздуха и патрубком 4 подачи и отвода шликера.
Способ очистки пластиковых форм для производства керамических изделий методом литья под давлением осуществляют следующим образом.
Разделенную на полуформы 1 форму обрабатывают раствором гипохлорита натрия, для чего наносят водный раствор гипохлорита натрия в виде спрея на внутреннюю рабочую поверхность полуформ 1, например, при помощи пульверизатора. Раствор гипохлорита натрия готовят в соотношении 1:2, где одна часть 30% гипохлорита натрия растворена в двух частях обессоленной воды. На литьевой машине включают вакуумную систему и проводят вакуумирование полуформ 1, удаляя воздух через патрубки 2. Применение вакуумирования обеспечивает более глубокое проникновение раствора в поры полуформы 1. Полуформы 1 абсорбируют раствор гипохлорита натрия через микропоры и установку вакуумирования отключают. После чего полуформы 1 плотно смыкают и оставляются на 60 минут для взаимодействия раствора в порах с водорастворимыми солями, органикой и бактериальной флорой. По истечении 60 минут форму размыкают и промывают полуформы 1 обессоленной осмотической водой, для чего через патрубки 2 подают осмотическую воду. Отвод воды после промывки осуществляют через патрубки 3. Промывку осмотической водой полуформ 1 осуществляют, по меньшей мере, три раза. Продолжительность каждой промывки – 3 минуты. После промывки осмотической водой осуществляют продувку полуформ 1 сжатым воздухом в течение 5 минут при давлении 5 Бар, для чего сжатый воздух подают через патрубки 2, а его отвод осуществляют через патрубки 3.
Заявляемый способ позволяет обеспечить высококачественную очистку микропор пластиковых форм, применяемых для производства керамических изделий методом литья под давлением. Применение для очистки такого доступного вещества, как гипохлорит натрия (натрий хлорноватистокислый), отсутствие необходимости применения дорогостоящих чистящих средств, применение для очистки пластиковых форм, по большей части, стандартных для производства керамических изделий средств и оборудования, обеспечивает простоту, доступность заявляемого способа, а также относительную дешевизну его применения.
Техническим результатом заявляемого технического решения является создание нового способа очистки пластиковых форм для производства керамических изделий методом литья под давлением за счет способа характеризующегося тем, что форму обрабатывают раствором гипохлорита натрия, после чего форму промывают осмотической водой, затем продувают сжатым воздухом; раствор гипохлорита натрия наносят на форму в виде спрея; форму обрабатывают раствором гипохлорита натрия с применением вакуумирования; для обработки форм используют 10% раствор гипохлорита натрия; форму промывают осмотической водой, по меньшей мере, три раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИТАЗ С ЩЕЛЕВЫМ СОПЛОМ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2018 |
|
RU2684230C1 |
| Строительный материал | 2023 |
|
RU2806607C1 |
| Способ получения надропарина кальция | 2023 |
|
RU2828258C1 |
| Способ получения двухслойных литейных форм | 1983 |
|
SU1156817A1 |
| Способ получения фармацевтической субстанции на основе йопромида | 2017 |
|
RU2655693C1 |
| Способ литья под давлением керамических изделий в пористых формах с каналами | 1990 |
|
SU1763191A1 |
| Способ получения керамических изделий на основе волластонита с применением водного литья под давлением | 2023 |
|
RU2816937C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОКСИДНОГО КОМПОЗИЦИОННОГО ПОКРЫТИЯ НА АЛЮМИНИИ И ЕГО СПЛАВАХ | 2000 |
|
RU2169800C1 |
| СПОСОБ ПОЛУЧЕНИЯ КВАРЦЕВЫХ ТИГЛЕЙ | 2023 |
|
RU2811141C1 |
| Способ определения удельной объемной теплоты сгорания природного горючего газа в бомбовом калориметре и устройство для заполнения калориметрической бомбы горючим газом | 2017 |
|
RU2646445C1 |
Изобретение относится к области технологических процессов чистки, а именно к чистке пористых пластиковых форм для производства керамических изделий методом литья под давлением с использованием жидкости, и может быть использовано на предприятиях, использующих метод литья керамических изделий под давлением. Способ характеризуется тем, что форму обрабатывают раствором гипохлорита натрия, после чего форму промывают осмотической водой, затем продувают сжатым воздухом. Техническим результатом является повышение эффективности очистки пластиковых форм. 4 з.п. ф-лы, 4 ил.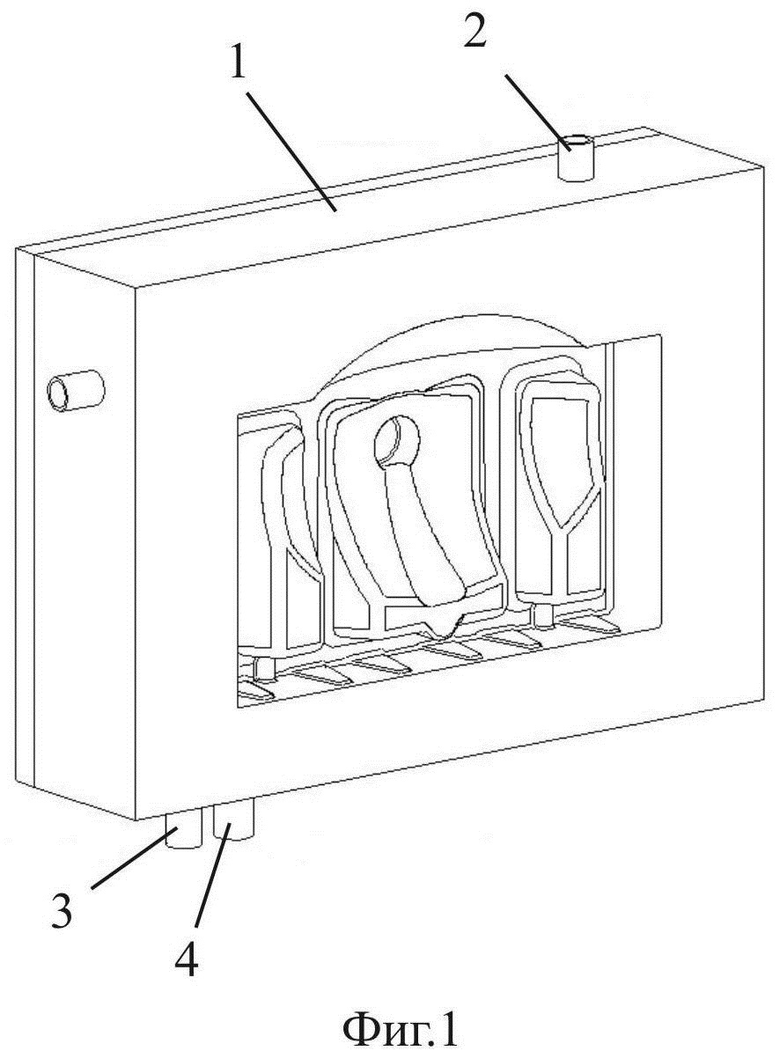
1. Способ очистки пластиковых форм для производства керамических изделий методом литья под давлением, характеризующийся тем, что форму обрабатывают раствором гипохлорита натрия, после чего форму промывают осмотической водой, затем продувают сжатым воздухом.
2. Способ по п.1, отличающийся тем, что раствор гипохлорита натрия наносят на форму в виде спрея.
3. Способ по п.1, отличающийся тем, что форму обрабатывают раствором гипохлоритом натрия с применением вакуумирования.
4. Способ по п.1 или 3, отличающийся тем, что для обработки форм используют 10% раствор гипохлорита натрия.
5. Способ по п.1, отличающийся тем, что форму промывают осмотической водой по меньшей мере три раза.
| Устройство для анализа электрокардиограмм | 1976 |
|
SU578058A1 |
| Способ очистки металлического формовочного оборудования | 1973 |
|
SU483258A1 |
| РАСТВОР ДЛЯ ХИМИЧЕСКОЙ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ | 0 |
|
SU244174A1 |
| Устройство для приключения и прокладки соединительных проводов в телефонных искателях | 1926 |
|
SU7541A1 |

