Область техники
Изобретение относится к области крепежных элементов, и в частности, к крепежным элементам, рассеивающим электрическую энергию.
Уровень техники
Крепежные элементы используют в аэрокосмической промышленности для механического соединения различных конструктивных элементов летательного аппарата. Например, композитные или металлические панели, которые образуют часть обшивки крыла летательного аппарата, могут соединяться друг с другом при помощи крепежного элемента. В конструкциях летательных аппаратов часто требуется устанавливать крепежные элементы с посадкой с натягом, что означает, что диаметр крепежного элемента больше диаметра отверстия, в котором его размещают. Установка крепежных элементов с посадкой с натягом может облегчить сборку летательных аппаратов и повысить надежность соединения. Поскольку крепежные элементы предназначены для повышения прочности конструкции летательного аппарата, желательно, чтобы при установке крепежного элемента не повреждались нижележащие конструкционные элементы летательного аппарата. В частности, если крепежный элемент с посадкой с натягом вводят через композитную часть со слишком большим усилием, это может привести к расслоению композитной части или другим проблемам. Таким образом, в случае крепежных элементов с посадкой с натягом может быть использован смазочный материал, уменьшающий величину усилия, используемого для введения крепежного элемента при установке. Чрезмерное усилие также может приводить к повреждению крепежного элемента, и в соединениях, состоящих из металлических и композитных деталей, это может также приводить к нежелательному истиранию, образованию шероховатостей или чрезмерной деформации металлических частей. Величина усилия введения крепежного элемента может контролироваться путем нанесения смазочных материалов на крепежный элемент или в отверстие, путем ограничения величины натяга или путем использования других средств, помимо введения или вталкивания крепежного элемента в отверстие для создания требуемого состояния натяга.
Хотя важно учитывать конструкционную прочность крепежного элемента, также важно, чтобы крепежный элемент надлежащим образом проводил и/или рассеивал электрическую энергию из окружающей конструкции. Следовательно, важно, чтобы крепежный элемент эффективно рассеивал электрическую энергию в окружающие конструкционные компоненты для предотвращения накопления энергии в крепежном элементе.
Хотя желательно обеспечить как конструкционную прочность, так и электрическую совместимость, обеспечение баланса обоих этих требований при проектировании крепежного элемента представляет собой сложный процесс. Например, для повышения скользящей способности и, следовательно, уменьшения силы, прикладываемой для установки крепежного элемента, крепежный элемент может иметь покрытие. Однако наносимые покрытия и/или окончательная обработка могут электрически изолировать крепежный элемент от его окружения, тем самым снижая способность крепежного элемента надлежащим образом рассеивать электрическую энергию. В качестве другого примера использование крепежных элементов, вставленных в защитную металлическую втулку, может обеспечить достаточный уровень рассеяния энергии и уменьшить вероятность повреждения композитных частей при установке крепежного элемента. Однако такие крепежные элементы могут быть в целом дорогостоящими.
По крайней мере, по этим причинам проектировщики продолжают поиск конструкций крепежных элементов, которые обеспечат баланс при соблюдении как конструкционных, так и электрических ограничений.
Известный уровень техники включает в себя US 2013/183119 A1, раскрывающий винт, в котором нижняя сторона головки винта снабжена углублениями-карманами, заполненными смазочным материалом. Когда винт затягивают в соединении, смазочный материал высвобождается из карманов для предотвращения износа и истирания при многократных ослаблениях и затяжках. US 2013/183119 A1 не является крепежным элементом с посадкой с натягом.
Раскрытие сущности изобретения
Настоящее изобретение относится к нанесению нерегулярных (например, нанесенных пятнами/каплями) покрытий, например пигментированных металлом покрытий, на крепежные элементы в зонах, где крепежные элементы устанавливают в отверстие в состоянии с натягом. Например, крепежные элементы могут содержать зажимные болты натяжного типа, которые содержат стержень, имеющий размер для посадки с натягом в конструкционные компоненты летательного аппарата. Поверхность крепежного элемента может быть оголенной или может быть частично или полностью покрыта финишным покрытием (например, анодирована или выполнена из оголенного металла при помощи пескоструйной обработки и тому подобного). Кроме того, участок крепежного элемента покрывают нерегулярным (т.е. без рисунка) покрытием с высокой скользящей способностью, например пигментированным металлом покрытием и/или покрытием из сухого пленочного смазочного материала, так что покрытие случайным образом перемежается с областями оголенного (или имеющего покрытие) металла. Таким образом, нанесение покрытия повышает скользящую способность без существенного ухудшения электропроводности крепежного элемента. Это связано с тем, что оставшиеся открытые участки без нанесенного покрытия (например, участки оголенного или анодированного металла) прерывисто обеспечивают требуемые уровни рассеяния электрической энергии на поверхности крепежного элемента по всей окружности (то есть на все 360°) крепежного элемента.
В частности, настоящее изобретение предусматривает способ обеспечения крепежного элемента для использования в аэрокосмической или аналогичной промышленности, включающий следующие этапы:
- обеспечение крепежного элемента, содержащего:
головку,
цилиндрический стержень, проходящий от головки и имеющий размер, обеспечивающий зацепление с натягом с соответствующим отверстием,
причем цилиндрический стержень имеет поверхность, и
- напыление на крепежный элемент при помощи распылительного устройства покрытия неравномерным, прерывистым образом с образованием нерегулярных открытых и свободных от покрытия участков поверхности стержня, а также с образованием нерегулярных участков поверхности стержня с покрытием,
причем покрытие обладает более высокой скользящей способностью, чем поверхность стержня, так что нерегулярные участки поверхности стержня с покрытием имеют более высокую скользящую способность, чем нерегулярные открытые и свободные от покрытия участки поверхности стержня, и
покрытие имеет более высокое пробивное напряжение диэлектрика, чем поверхность стержня, так что заряд рассеивается через нерегулярные открытые и свободные от покрытия участки поверхности стержня до того, как достигнуто пробивное напряжение диэлектрика покрытия нерегулярных участков поверхности стержня с покрытием.
при этом давление, время воздействия и/или размер сопла распылительного устройства регулируют, чтобы установить процент покрытия площади поверхности стержня с покрытием в соответствии с проектным решением.
Покрытие предпочтительно содержит алюминиевое или медное пигментированное металлом покрытие и/или дисульфид-молибденовое покрытие.
Поверхность стержня может быть анодирована перед распылением покрытия на стержень.
Может быть нанесен смазочный материал, который покрывает стержень, причем данный смазывающий материал наносят после того, как нанесено покрытие, данный смазочный материал предпочтительно не наплавляют, не отверждают или иным образом не наклеивают на крепежный элемент или не выполняют заодно целое с крепежным элементом, и данный смазочный материал во время установки крепежного элемента может действовать в качестве расходного смазочного материала и данный смазочный материал предпочтительно содержит цетиловый спирт.
На этапе нанесения покрытия покрытие также предпочтительно напыляют по окружности головки крепежного элемента
Нанесение покрытия может увеличить размер стержня на менее чем 0,0254 см (одну сотую дюйма), при этом радиус стержня с покрытием больше, чем радиус стержня без покрытия.
Распылительное устройство для нанесения покрытия предпочтительно калибруют, чтобы отрегулировать размер отдельных точек или пятен покрытия, наносимых на крепежный элемент, причем, например, распылительное устройство калибруют для нанесения пятен покрытия, составляющих приблизительно одну десятую и одну тысячную окружности крепежного элемента.
Давление, время воздействия и/или размер сопла распылительного устройства можно регулировать, чтобы установить процент покрытия площади поверхности стержня с покрытием в соответствии с проектным решением, предпочтительно от 30% до 70%.
Изобретение дополнительно в частности относится к крепежному элементу, предпочтительно получаемому данным способом, для использования в аэрокосмической или аналогичной промышленности, при этом крепежный элемент содержит:
головку;
цилиндрический стержень, проходящий от головки и имеющий размер, обеспечивающий зацепление с натягом с соответствующим отверстием; данный цилиндрический стержень имеет гладкую поверхность и диаметр,
покрытие, причем покрытие наносят на крепежный элемент неравномерным, прерывистым образом, с образованием тем самым на поверхности стержня нерегулярных открытых и свободных от покрытия участков, и также с образованием на поверхности стержня нерегулярных участков поверхности стержня с покрытием, в результате чего покрытие увеличивает диаметр стержня и образует пики на гладкой поверхности стержня,
при этом покрытие проявляет более высокую скользящую способность, чем поверхность стержня, так что нерегулярные участки поверхности стержня с покрытием имеют более высокую скользящую способность, чем нерегулярные открытые и свободные от покрытия участки поверхности стержня, и,
покрытие имеет более высокое пробивное напряжение диэлектрика, чем поверхность стержня, так что заряд рассеивается через нерегулярные открытые и свободные от покрытия участки поверхности стержня до того, как достигнуто пробивное напряжение диэлектрика покрытия нерегулярных участков поверхности стержня с покрытием.
Поверхность стержня предпочтительно содержит финишное покрытие, например анодированную поверхность.
Стержень предпочтительно выполнен из материала, выбранного из группы, состоящей из титана, сплава на основе железа и сплава на основе никеля.
Покрытие может содержать алюминиевое или медное - пигментированное металлом покрытие и/или дисульфид-молибденовое покрытие.
Крепежный элемент может дополнительно содержать смазочный материал, покрывающий стержень, и покрытие, причем данный смазочный материал предпочтительно прочно не приклеивают к крепежному элементу, так что во время установки крепежного элемента смазочный материал действует в качестве расходного смазочного материала и данный смазочный материал предпочтительно содержит цетиловый спирт.
Покрытие во время напыления наносят на головку крепежного элемента также предпочтительно неравномерным, прерывистым образом, чтобы посредством этого оставлять на головке крепежного элемента нерегулярные открытые и свободные от покрытия участки, а также, чтобы посредством этого оставлять на головке крепежного элемента нерегулярные участки с покрытием, в которых области головки крепежного элемента, не находящиеся в контакте с отверстием после установки, предпочтительно не имеют покрытия.
Покрытие может увеличить размер стержня на менее чем 0,0254 см (одну сотую дюйма).
Радиус стержня с покрытием может быть больше, чем радиус стержня без покрытия.
Покрытие предпочтительно покрывает от 30% до 70% площади поверхности стержня.
Крепежный элемент также предпочтительно не маскируют.
Данное изобретение также ссылается на следующие пункты, которые не следует путать с формулой изобретения.
1. Крепежный элемент для использования в аэрокосмической или аналогичной промышленности, содержащий:
головку;
цилиндрический стержень, проходящий от головки и имеющий размер, обеспечивающий зацепление с натягом с соответствующим отверстием; и
прерывисто нанесенное пятнами покрытие, причем
покрытие имеет более высокую скользящую способность, чем поверхность стержня, и
покрытие имеет более высокое пробивное напряжение диэлектрика, чем поверхность стержня.
2. Крепежный элемент по пункту 1, имеющий одно или более из следующего:
- покрытие образует неупорядоченную мозаику,
- покрытие оставляет нерегулярные участки стержня произвольной формы открытыми,
- стержень имеет размер, обеспечивающий зацепление с отверстием с посадкой с натягом.
3. Крепежный элемент по пункту 1 или 2, в котором:
крепежный элемент также содержит направляющий переходный участок, проходящий от стержня, причем
направляющий переходный участок имеет постепенно изменяющийся диаметр, который изменяется от диаметра, равного диаметру стержня, до диаметра, который меньше диаметра стержня.
4. Крепежный элемент по любому из пунктов 1-3 с одним или более из следующего, содержащего:
зажимной болт натяжного типа или зажимной болт обжимного типа.
5. Крепежный элемент по любому из предшествующих пунктов, в котором поверхность стержня содержит финишное покрытие, например анодированную поверхность, или оголенный металл.
6. Крепежный элемент по любому из предшествующих пунктов, в котором стержень выполнен из материала, выбранного из группы, состоящей из титана, сплава на основе железа и сплава на основе никеля.
7. Крепежный элемент по любому из предшествующих пунктов, в котором крепежный элемент дополнительно содержит смазочный материал, покрывающий стержень, и покрытие, данный смазочный материал предпочтительно содержит цетиловый спирт, и непрочно приклеен к крепежному элементу, так что во время установки крепежного элемента смазочный материал действует в качестве расходного смазочного материала.
8. Крепежный элемент по любому из предшествующих пунктов, в котором покрытие прерывисто нанесено пятнами по всей окружности стержня.
9. Крепежный элемент по любому из предшествующих пунктов, в котором покрытие покрывает от тридцати до семидесяти процентов площади поверхности стержня.
10. Крепежный элемент по любому из предшествующих пунктов, в котором покрытие прерывисто покрывает окружность головки.
11. Крепежный элемент по любому из предшествующих пунктов, в котором головка содержит гексагональный гнездовой шлиц.
12. Крепежный элемент по любому из предшествующих пунктов, в котором нанесение покрытия на поверхность увеличивает размер стержня на менее чем 0,0254 см (одну сотую дюйма).
13. Крепежный элемент по любому из предшествующих пунктов, в котором покрытие наплавлено на стержень.
14. Крепежный элемент по любому из предшествующих пунктов, в котором процент площади поверхности стержня, имеющей покрытие, остается постоянным по мере прохождения по окружности стержня.
15. Крепежный элемент по любому из предшествующих пунктов, в котором покрытие представляет собой покрытие с высокой скользящей способностью.
16. Крепежный элемент по любому из предшествующих пунктов, в котором покрытие содержит пигментированное металлом покрытие и/или сухой пленочный смазочный материал.
17. Крепежный элемент по любому из предшествующих пунктов, в котором покрытие содержит алюминиевое или медное пигментированное металлом покрытие и/или дисульфид-молибденовое покрытие.
18. Крепежный элемент в соответствии с любым из предшествующих пунктов, также содержащий съемный хвостовик, который выполнен с возможностью его замены обжимной манжетой, и/там, где крепежный элемент не маскирован.
19. Способ обеспечения крепежного элемента с покрытием, нанесенным в виде пятен, при этом крепежный элемент с нанесенным в виде пятен покрытием предназначен для использования в аэрокосмической или аналогичной промышленности, а способ включает:
обеспечение крепежного элемента, содержащего головку и цилиндрический стержень, проходящий от головки, и
нанесение покрытия в виде пятен на крепежный элемент с образованием нерегулярных открытых и свободных от покрытия участков поверхности стержня,
при этом данное покрытие имеет более высокую скользящую способность, чем поверхность стержня, и более высокое пробивное напряжение диэлектрика, чем поверхность стержня.
20. Способ по пункту 19, в котором нанесение покрытия включает в себя получение неупорядоченной мозаики.
21. Способ по пункту 19 или 20, в котором нанесение покрытия включает:
определение требуемой величины площади поверхности стержня, на которую должно быть нанесено покрытие;
регулировку распылительного устройства на основе требуемой величины площади поверхности и
нанесение покрытия в виде пятен на поверхность с использованием распылительного устройства.
22. Способ по любому из пунктов 19-21, в котором нанесение покрытия включает напыление покрытия на поверхность.
23. Способ по любому из пунктов 19-22, в котором покрытие прерывисто наносят пятнами по всей окружности стержня.
24. Способ по любому из пунктов 19-23, в котором покрытие содержит алюминиевое или медное пигментированное металлом покрытие и/или дисульфид-молибденовое покрытие.
25. Способ по любому из пунктов 19-24, в котором нанесение покрытия включает нанесение покрытия в виде пятен на участок стержня, имеющий размер, обеспечивающий посадку с натягом в отверстии.
26. Способ по любому из предшествующих пунктов 19-25, также включающий анодирование поверхности стержня до нанесения покрытия в виде пятен на стержень.
27. Способ по любому из пунктов 19-26, в котором нанесение покрытия включает прерывистое нанесение покрытия на оголенный металл стержня.
28. Способ по любому из пунктов 19-27, также включающий в себя нагревание покрытия перед нанесением покрытия.
29. Способ по любому из предшествующих пунктов 19-28, также включающий нанесение смазочного материала, покрывающего стержень, при этом данный смазочный материал предпочтительно содержит цетиловый спирт, и нанесение смазочного материала предпочтительно осуществляют после нанесения покрытия,
причем смазочный материал не наплавлен, не отвержден или другим образом прочно приклеен/выполнен заодно целое с крепежным элементом и во время установки крепежного элемента действует в качестве расходного смазочного материала.
30. Способ по любому из предшествующих пунктов 19-29, в котором нерегулярные участки поверхности стержня, которые являются открытыми и свободными от покрытия, имеют произвольную форму.
31. Способ по любому из предшествующих пунктов 19-30, в котором нанесение покрытия включает покрытие от тридцати до семидесяти процентов площади поверхности стержня.
32. Способ по любому из предшествующих пунктов 19-31, также включающий нанесение покрытия по окружности головки.
33. Способ по любому из предшествующих пунктов 19-32, в котором нанесение покрытия увеличивает размер стержня на менее чем 0,0254 см (одну сотую дюйма).
34. Способ по любому из пунктов 19-33, также включающий прочную адгезию покрытия к стержню, например, при помощи наплавления или отверждения.
35. Способ по любому из пунктов 19-34, в котором нанесение покрытия включает поддержание постоянного процента площади поверхности стержня с покрытием по мере прохождения по окружности стержня.
36. Способ по любому из пунктов 19-35, также включающий нанесение покрытия с полным покрытием по всей окружности направляющего переходного участка крепежного элемента.
37. Способ, предпочтительно крепления компонентов летательного аппарата друг с другом, включающий:
получение посадки между крепежным элементом в соответствии с любым из предшествующих пунктов 1-18, и получаемой в соответствии с любым из предшествующих пунктов 19-36, и отверстием путем введения стержня крепежного элемента в отверстие,
наращивание электрической энергии между стержнем и отверстием,
перевод электрической энергии вблизи покрытия и
рассеяние электрической энергии на нерегулярных участках стержня, не имеющих покрытия, по всей окружности стержня.
38. Способ по пункту 37, в соответствии с которым посадка является посадкой с натягом, полученной путем выбора крепежного элемента, имеющего диаметр больший, чем отверстие, и размещения крепежного элемента в отверстии.
39. Способ по пункту 37 или 38, также включающий отрыв хвостовика от крепежного элемента после выполнения посадки, и обеспечение детали крепления на крепежном элементе, предпочтительно путем обжатия манжеты на крепежный элемент в месте, где хвостовик оторван, или путем накручивания гайки на резьбу крепежного элемента.
40. Способ по любому из предшествующих пунктов 37-39, в котором отверстие является отверстием в обшивке летательного аппарата.
41. Способ по любому из предшествующих пунктов 37-40, в котором отверстие является отверстием в топливном баке летательного аппарата.
42. Способ по любому из предшествующих пунктов 37-41, также включающий:
удерживание стержня в отверстии для предотвращения вращения стержня во время установки гайки.
43. Способ по любому из пунктов 37-42, в котором введение стержня в отверстие включает сдвиг покрытия.
44. Способ по любому из п. 37-43, в котором:
рассеяние электрической энергии между отверстием и крепежным элементом включает перенос тока через стержень в местах на стержне, которые анодированы.
45. Крепежный элемент для летательного аппарата, получаемый в соответствии с любым из предшествующих пунктов 19-36.
46. Летательный аппарат, содержащий крепежный элемент по любому из пунктов 1-18.
47. Способ обеспечения крепежного элемента для использования в аэрокосмической или аналогичной промышленности, включающий следующие этапы:
- обеспечение крепежного элемента (250), содержащего:
головку (430),
цилиндрический стержень (440), проходящий от головки (430) и имеющий размер, обеспечивающий зацепление с натягом с соответствующим отверстием,
при этом цилиндрический стержень (440) имеет поверхность (520)
и,
- распыление на крепежный элемент (250) при помощи распылительного устройства покрытия (510) неравномерным, прерывистым образом с образованием открытых и не имеющих покрытия нерегулярных участков поверхности (520) стержня (440), а также с образованием нерегулярных участков (590) поверхности (520) стержня (440), имеющих покрытие, (510),
причем покрытие (510) имеет более высокую скользящую способность, чем поверхность (520) стержня (440),
так что нерегулярные участки (590) поверхности (520) стержня (440), имеющие покрытие, имеют более высокую скользящую способность, чем нерегулярные открытые и свободные от покрытия участки поверхности (520) стержня (440),
причем покрытие (510) имеет более высокое пробивное напряжение диэлектрика, чем поверхность (520) стержня (440),
так что заряд рассеивается через нерегулярные открытые и свободные от покрытия участки поверхности (520) стержня (440) до того, как достигнуто пробивное напряжение диэлектрика покрытия (510) нерегулярных, имеющих покрытие (590) поверхности (520) стержня (440),
причем распылительное устройство калибруют, чтобы регулировать размер отдельных пятен покрытия, напыляемых на крепежный элемент, и при этом давление, время выдержки и/или размер сопла распылительного устройства регулируют для того, чтобы установить процент покрытия площади поверхности стержня 440, имеющей покрытие (510), в соответствии с проектным решением от 30% до 70%.
48. Способ обеспечения крепежного элемента для использования в аэрокосмической или аналогичной промышленности, включающий следующие этапы:
- обеспечение крепежного элемента (250), содержащего:
головку (430),
цилиндрический стержень (440), проходящий от головки (430) и имеющий размер, обеспечивающий зацепление с натягом с соответствующим отверстием,
при этом цилиндрический стержень (440) имеет поверхность (520)
и,
- нанесение на крепежный элемент (250) покрытия (510) неравномерным, прерывистым образом с образованием нерегулярных открытых и свободных от покрытия участков поверхности (520) стержня (440), а также с образованием нерегулярных участков (590) поверхности (520) стержня (440), имеющих покрытие (510),
причем покрытие (510) имеет более высокую скользящую способность, чем поверхность (520) стержня (440),
так что нерегулярные участки (590) поверхности (520) стержня (440), имеющие покрытие, имеют более высокую скользящую способность, чем нерегулярные открытые и свободные от покрытия участки поверхности (520) стержня (440) и,
покрытие (510) имеет более высокое пробивное напряжение диэлектрика, чем поверхность (520) стержня (440),
так что заряд рассеивается через нерегулярные открытые и свободные от покрытия участки поверхности (520) стержня (440) до того, как достигнуто пробивное напряжение диэлектрика покрытия (510) участков (590) поверхности (520) стержня (440), имеющих покрытие.
49. Способ обеспечения крепежного элемента для использования в аэрокосмической или аналогичной промышленности, включающий следующие этапы:
- обеспечение крепежного элемента (250), содержащего:
головку (430),
цилиндрический стержень (440), проходящий от головки (430) и имеющий размер, обеспечивающий зацепление с натягом с соответствующим отверстием,
при этом цилиндрический стержень (440) имеет поверхность (520)
и,
- нанесение на крепежный элемент (250) покрытия (510) неравномерным, прерывистым образом с образованием нерегулярных открытых и свободные от покрытия участки поверхности (520) стержня (440), и также, чтобы оставлять нерегулярные участки (590) поверхности (520) стержня (440), имеющие покрытие (510),
причем покрытие (510) имеет более высокую скользящую способность, чем поверхность (520) стержня (440),
так что нерегулярные участки (590) поверхности (520) стержня (440), имеющие покрытие, имеют более высокую скользящую способность, чем нерегулярные открытые и свободных от покрытия участков поверхности (520) стержня (440), и,
при этом покрытие (510) имеет более высокое пробивное напряжение диэлектрика, чем поверхность (520) стержня (440),
так что заряд рассеивается через нерегулярные открытые и свободные от покрытия участки поверхности (520) стержня (440) до того, как достигнуто пробивное напряжение диэлектрика покрытия (510) участков (590) поверхности (520) стержня (440), имеющих покрытие,
при этом этап нанесения покрытия на крепежный элемент (250) выполняется без маскировки крепежного элемента (250).
Другие аспекты (например, способы и компьютерочитаемые носители, относящиеся к изобретению) будут описаны ниже. Признаки, функции и преимущества, которые были обсуждены, могут быть достигнуты независимо в различных вариантах осуществления или могут быть объединены еще и в других вариантах осуществления, дополнительные подробности которых можно увидеть со ссылкой на нижеследующее описание и чертежи.
Краткое описание чертежей
Настоящее изобретение описано только в качестве примера и со ссылкой на прилагаемые чертежи. Одинаковая ссылочная позиция представляет один и тот же элемент или тот же тип элемента на всех чертежах.
Фиг. 1 изображает схему летательного аппарата.
Фиг. 2 изображает вид в сечении секции обшивки крыла, содержащей крепежные элементы согласно настоящему изобретению.
Фиг. 3 изображает увеличенный вид крепежного элемента согласно настоящему изобретению.
Фиг. 4А-4В изображают дополнительные виды крепежных элементов согласно настоящему изобретению.
Фиг. 5 изображает увеличенный вид прерывистого покрытия, нанесенного на крепежный элемент согласно настоящему изобретению.
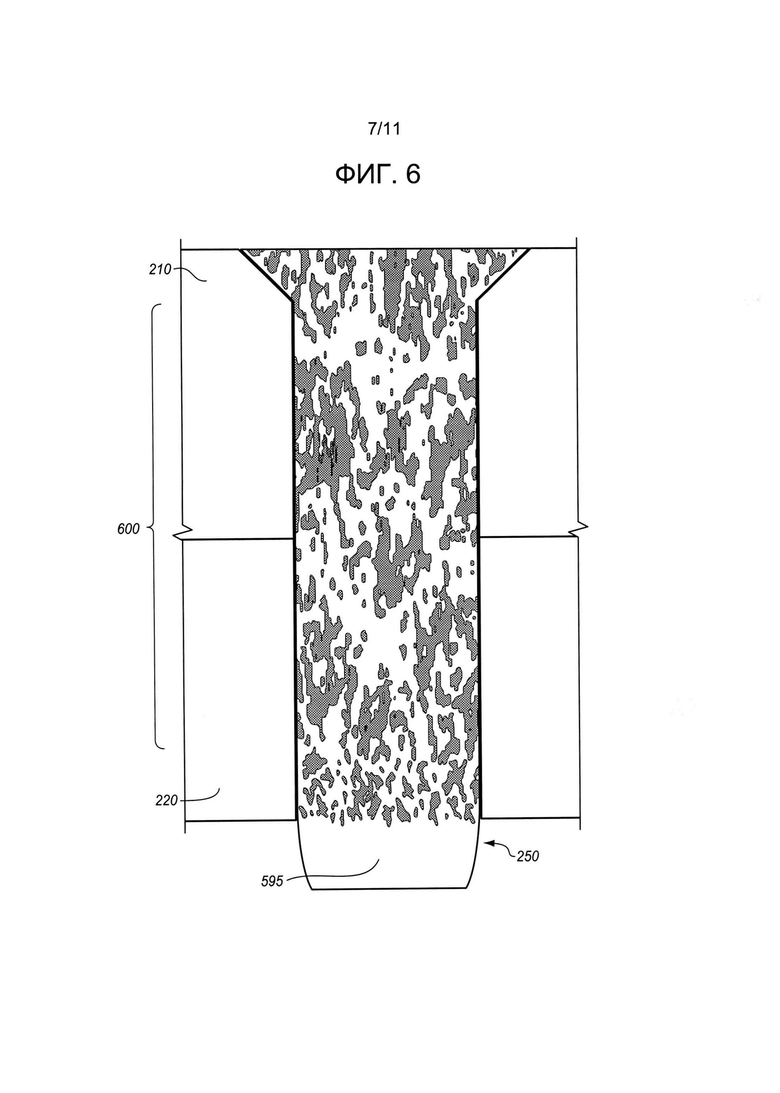
Фиг. 6 изображает увеличенный вид смазанного прерывистого покрытия на установленном крепежном элементе согласно настоящему изобретению.
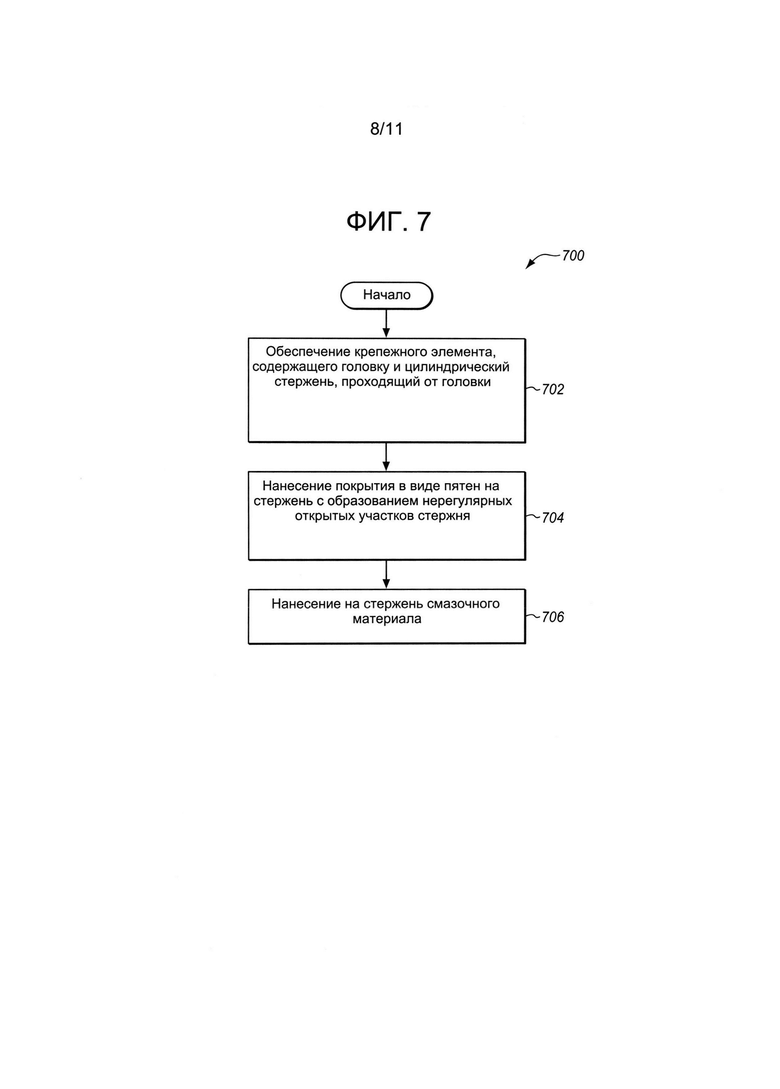
Фиг. 7 изображает последовательность операций, иллюстрирующую изготовление крепежного элемента согласно настоящему изобретению.
Фиг. 8 изображает блок-схему, иллюстрирующую способ установки крепежного элемента согласно настоящему изобретению.
Фиг. 9 изображает блок-схему, иллюстрирующую способ обмена электрической энергией между крепежным элементом и отверстием согласно настоящему изобретению.
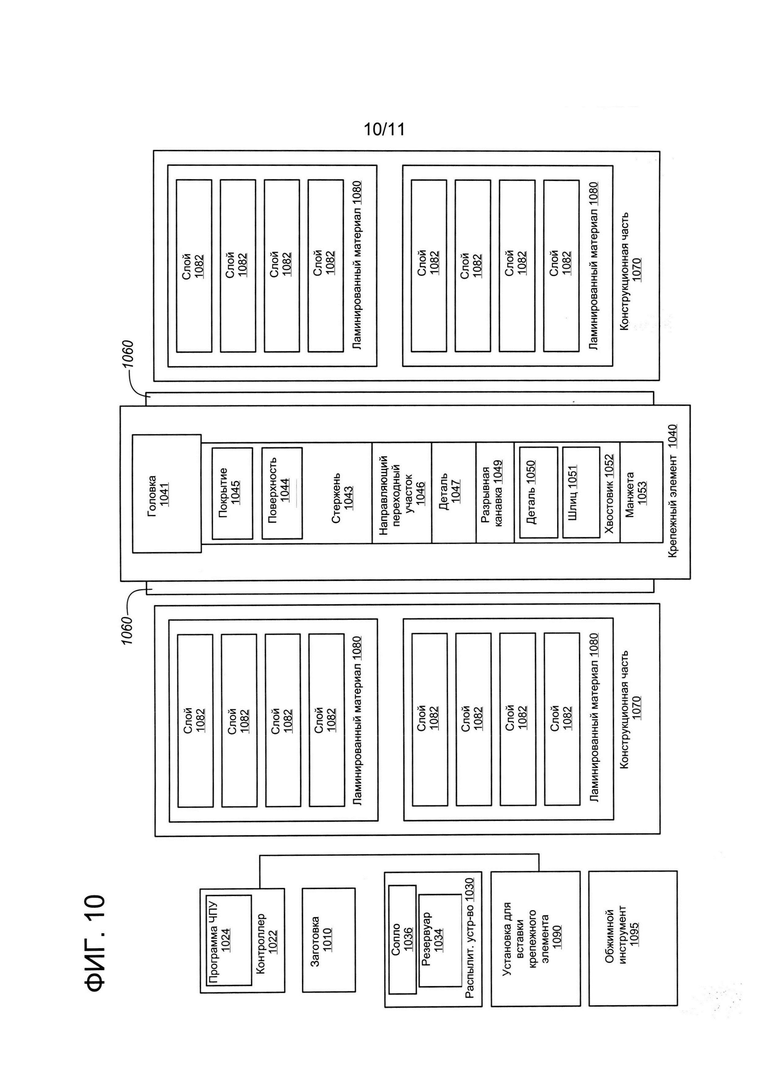
Фиг. 10 изображает блок-схему крепежного элемента согласно настоящему изобретению.
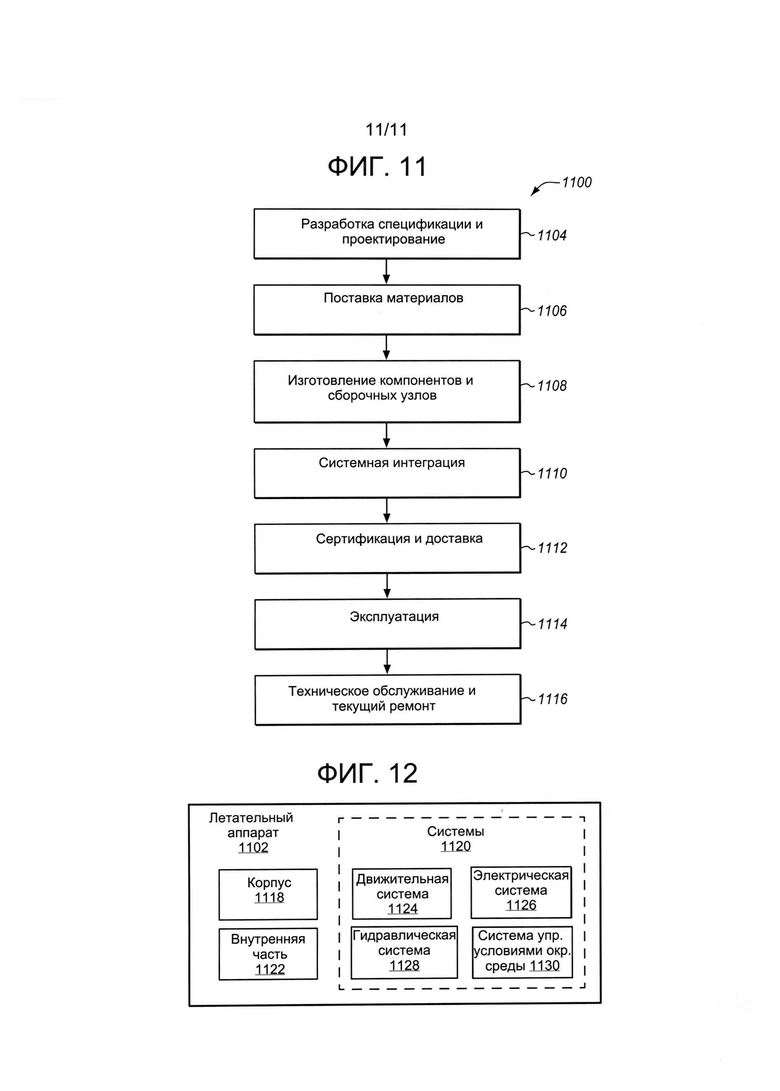
Фиг. 11 изображает блок-схему производства летательного аппарата и метода технического обслуживания согласно настоящему изобретению.
Фиг. 12 изображает блок-схему летательного аппарата согласно настоящему изобретению.
Осуществление изобретения
Фигуры и последующее описание иллюстрируют настоящее изобретение.
На фиг. 1 показана конструкция примерного летательного аппарата, в котором могут быть использованы крепежные элементы согласно настоящему изобретению. В частности, фиг. 1 представляет собой схему летательного аппарата 100. Летательный аппарат 100 содержит носовую часть 110, крылья 120, фюзеляж 130 и хвостовую часть 140.
Фиг. 2 представляет собой вид в сечении секции обшивки 200 крыла летательного аппарата 100, обозначенной стрелками 2 на фиг. 1. Как показано на фиг. 2, обшивка 200 крыла содержит множество композитных или металлических частей (210, 220), которые содержат отверстия 230. Крепежные элементы 250 вводят через отверстия 230 (например, для образования посадки с натягом) и закрепляют при помощи деталей 240 крепления (например, обжимных манжет или гаек с резьбой). Детали 240 крепления могут быть обжаты на крепежных элементах 250 в местах, где хвостовики оторваны от крепежных элементов 250. Крепежные элементы 250 могут содержать зажимные болты натяжного типа, зажимные болты обжимного типа, болты-заклепки HI-LOK или любой другой тип постоянных крепежных элементов штифтового типа.
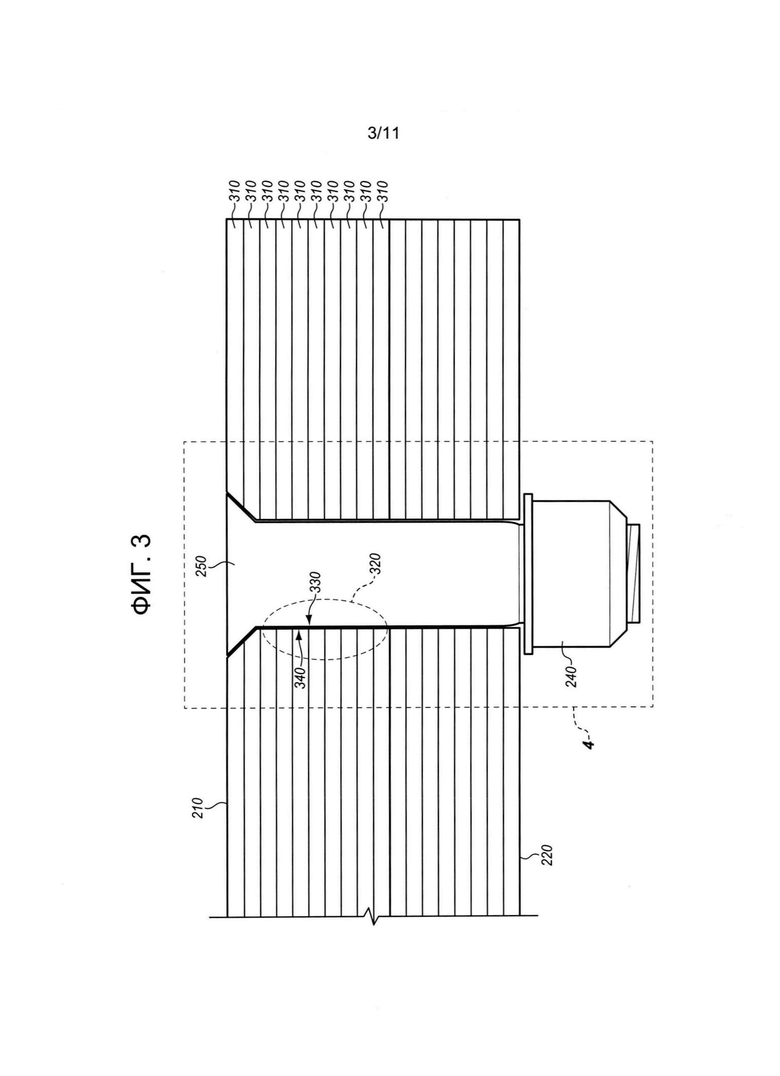
Фиг. 3 изображает увеличенный вид крепежного элемента 250, который соединяет части (210, 220), образующие секцию обшивки 200. Фиг. 3 соответствует области 3 на фиг. 2. На фиг. 3 показано, что каждая часть может содержать композитную часть, включающую в себя один или более листов/слоев 310 (например, углеродное волокно внутри отвержденной матрицы смолы). В дополнительных примерах части 210 и 220 являются металлическими. На фиг. 3 дополнительно показано, что в области 320 крепежный элемент 250 размещен в посадке с натягом с частью 210. Хотя достигается посадка с натягом, небольшие воздушные зазоры (не показаны) могут все же оставаться в местах между крепежным элементом 250 и частью 210. Эти воздушные зазоры образуются вследствие неровностей поверхности, которые могут возникать при сверлении отверстий в композитных материалах. Эти небольшие воздушные зазоры в свою очередь изолируют небольшие участки крепежного элемента 250 от композитной части 210. Крепежный элемент 250 может дополнительно содержать покрытие, которое обеспечивает защиту от коррозии и повышенную скользящую способность. Покрытие может облегчить установку крепежного элемента 250, и может также электрически изолировать крепежный элемент 250 от композитных частей 210 и 220. В идеальном случае уровень изоляции достаточно мал, чтобы обеспечить низкое напряжение, выдерживаемое диэлектриком, тем самым гарантируя отсутствие существенного дугового разряда между стенкой 330 крепежного элемента 250 и стенкой 340 композитной части 210 в случае электрического разряда через область 320. Хотя на фиг. 3 показан крепежный элемент 250, используемый для соединения типа композит-композит, крепежная деталь 250 может также использоваться для соединения типа металл-композит или в любом подходящем месте.
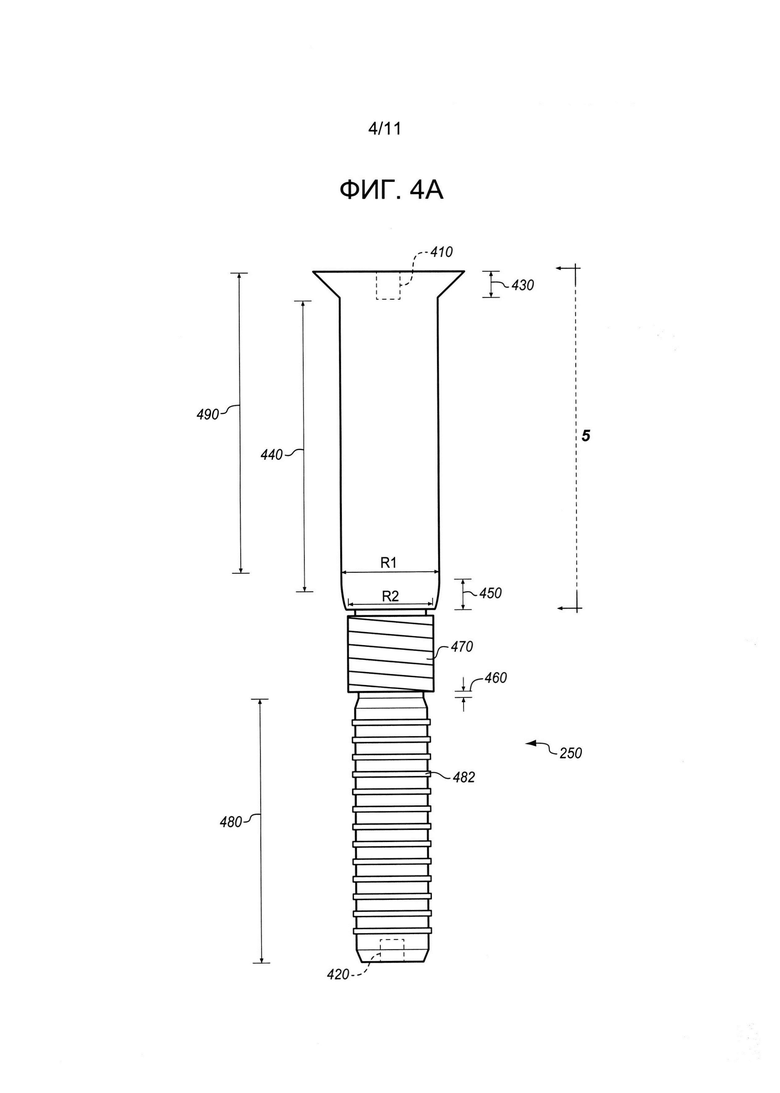
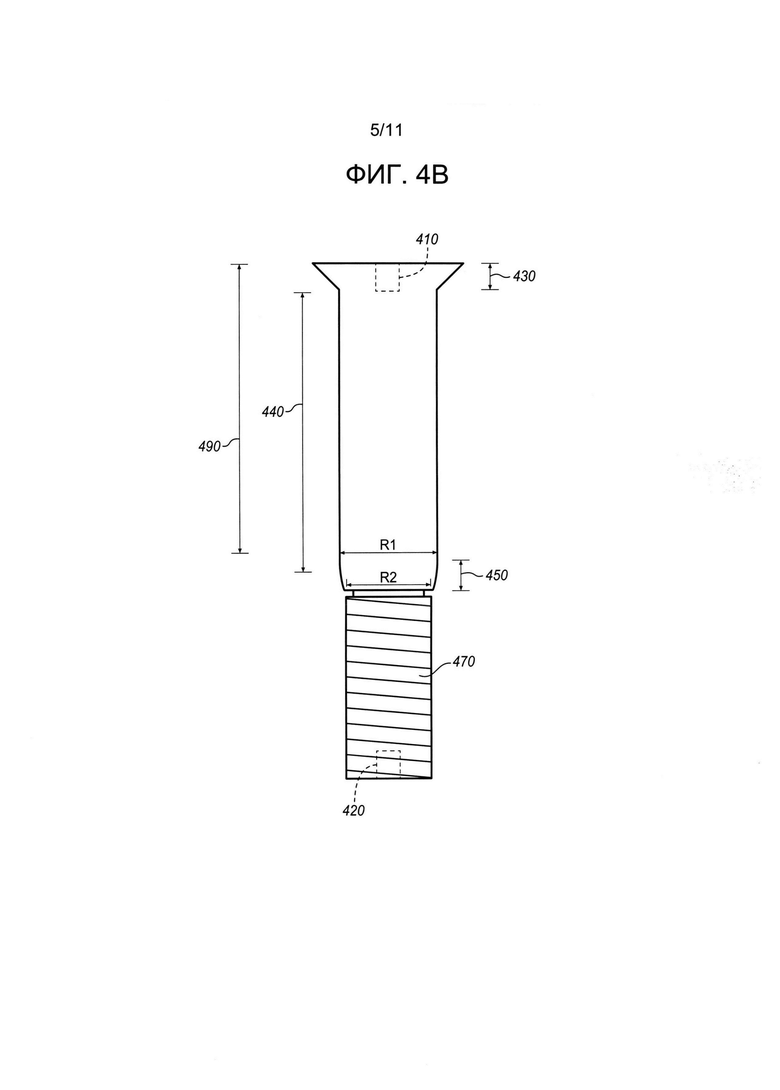
Фиг. 4А представляет собой дополнительный вид крепежного элемента 250 и соответствует области 4 на фиг. 3. На фиг. 4 показана конфигурация зажимного болта, предназначенного для установки с обжимаемой металлической манжетой (не показана). Крепежный элемент 250 дополнительно содержит головку 430, стержень 440, направляющий переходный участок 450, разрывную канавку 460, деталь 470 и хвостовик 480 (включая деталь 482). Деталь 470 и/или деталь 482 могут быть кольцеобразными (например, кольцами), так что крепежный элемент 250 с усилием вводится в отверстие 230 путем непосредственного вдавливания крепежного элемента 250. Детали 470 и/или 482 могут иметь резьбу. На фиг. 4В показан крепежный элемент 250, выполненный в виде резьбового крепежного элемента, содержащий шлицы 410 и 420 (например, гексагональные гнездовые шлицы, призматические «звездообразные приводы»/шлицы для ключей TORX или другие подходящие шлицы, которые облегчают установку крепежного элемента 250 в отверстие 230). Деталь 470 может содержать резьбу, предназначенную для размещения резьбовой манжеты или гайки (не показаны). На фиг. 4А-4В дополнительно показана область 490 нанесения покрытия, где покрытие с высокой скользящей способностью (например, пигментированное металлом покрытие или сухой пленочный смазочный материал) наносят неравномерно прерывистым образом на крепежный элемент 250. Области крепежного элемента 250, отличные от головки 430 и стержня 440, могут быть полностью покрыты покрытиями с высокой скользящей способностью, чтобы облегчить установку крепежного элемента.
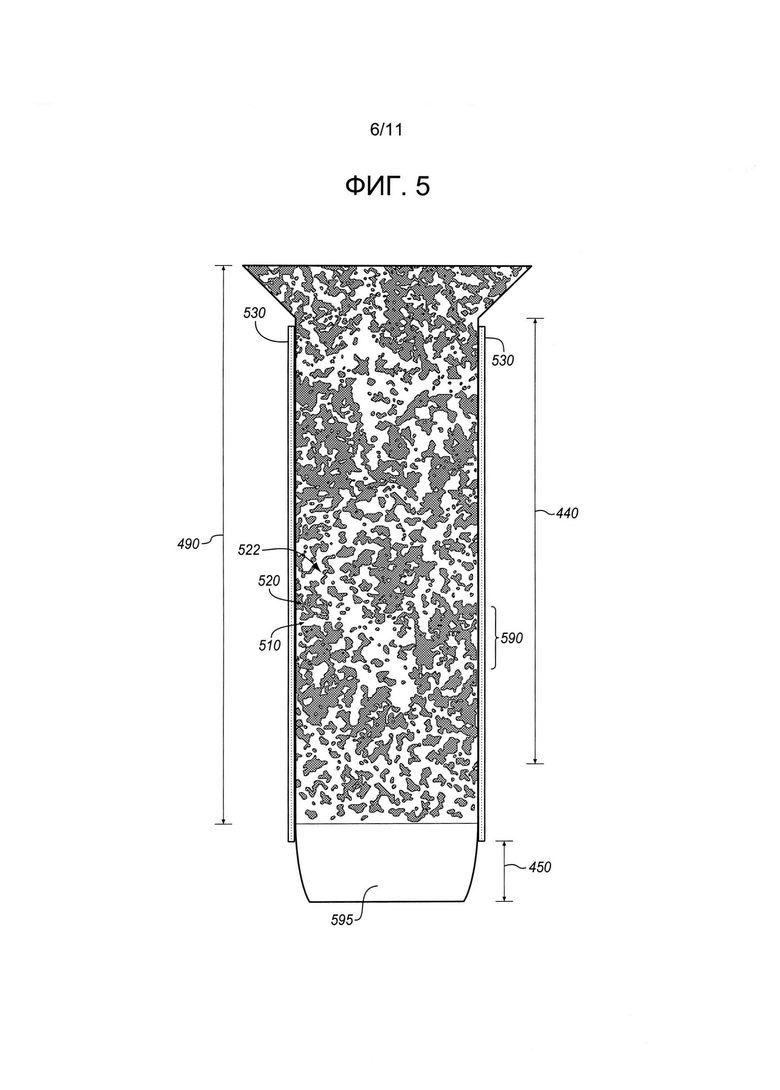
Фиг. 5 изображает вид в увеличенном масштабе области 490 нанесения покрытия крепежного элемента 250 по фиг. 4А и 4В. В частности, на фиг. 5 показано, что покрытие 510 (например, алюминиевое или медное пигментированное металлом покрытие, покрытие сухим пленочным смазочным материалом, например дисульфид-молибденом, и тому подобным) может быть прерывисто нанесено в пределах области 490. Область 490 нанесения покрытия может охватывать опорную часть крепежного элемента, включая головку 430 крепежного элемента и стержень 440, заканчиваясь на направляющем переходном участке 450 крепежного элемента. Область 490 нанесения покрытия может содержать оголенный металл (например, титан или сплав на основе железа или никеля с улучшенными свойствами электропроводности) или финишное покрытие (например, анодированное). На фиг. 5 показаны зоны 522 области 490 нанесения покрытия, где часть исходной поверхности/финишного покрытия 520 крепежного элемента 250 остается видимой после нанесения покрытия с высокой скользящей способностью. Области головки крепежного элемента 430, не находящиеся в контакте с отверстием 230 после установки, не нуждаются в нанесении покрытия 510.
Покрытие 510 фактически увеличивает скользящую способность (и/или коррозионную стойкость) крепежного элемента 250 по сравнению с обычно используемыми финишными покрытиями крепежного элемента или оголенным металлом. Поскольку на поверхность 520 стержня 440 нанесено покрытие 510, большую часть силы трения скольжения, приложенной к крепежному элементу 250 во время установки, воспринимает покрытие 510. К счастью, части стержня 440, имеющие покрытие 510, относятся к областям крепежного элемента 250, требующим наибольшей скользящей способности во время введения крепежного элемента в отверстие 230 для установленного состояния натяга. Следовательно, стержень 440 может скользить в отверстие 230 вдоль своих наиболее скользящих участков, уменьшая силу, возникающую при установке крепежного элемента 250.
Хотя покрытие 510 обеспечивает вышеупомянутые преимущества, связанные с установкой крепежного элемента, покрытие 510 может не обеспечивать достаточной электропроводности, чтобы гарантировать, что крепежный элемент 250 должным образом рассеивает электрическую энергию. Например, покрытие 510, образованное пигментированным металлом покрытием, может иметь пробивное напряжение диэлектрика в диапазоне от нуля до двух тысяч вольт по сравнению с анодированным металлом, имеющим пробивное напряжение диэлектрика в диапазоне от нуля до шестидесяти вольт или какое-либо другое в основном низкое напряжение. Это означает, что однородное пигментированное металлом покрытие на стержне 440 может заставить стержень 440 претерпевать высоковольтные разряды электрической энергии (например, разряды около двух тысяч вольт), что является нежелательным. Следовательно, хотя для обеспечения совместимости с конструкционными проектными ограничениями покрытие 510 желательно, покрытие 510 усугубляет проблемы, связанные с электрическими ограничениями, поскольку оно имеет меньший, чем требуемый, уровень проводимости электрической энергии.
Для решения данной проблемы, вместо равномерного покрытия всего крепежного элемента 250 (или стержня 440 и головки 430) покрытием 510 или нанесения сплошных участков (например, полос) покрытия 510 на крепежный элемент 250, стержень 440 и/или головка 430 имеют прерывистое покрытие 510, нанесенное нерегулярно, неравномерно и/или в виде неупорядоченной мозаики 590. Данный технический прием выгоден тем, что он устраняет необходимость маскировать крепежный элемент 250 (например, для нанесения сплошных дорожек или полос покрытия 510), что исключает этап, используемый при изготовлении крепежных элементов 250, и, следовательно, снижает стоимость. Кроме того, данный технический прием уравновешивает проблемы, связанные с электрическими и конструкционными ограничениями конструкции.
Дополнительное преимущество существует при использовании неоднородного покрытия. В частности, покрытие 510 может наноситься путем напыления для образования нанесенной пятнами/каплями пленки на головке 430 и/или стержне 440. При использовании в данном документе, при нанесении пятнами/каплями расположение содержит случайное распределение покрытия по всему периметру головки 430 и/или стержня 440. Путем регулирования давления, времени воздействия и/или размера сопла распылительного устройства, процентная доля площади поверхности в области 490, покрытой покрытием 510, может быть тщательно отрегулирована. Это позволяет регулировать электрические и физические свойства крепежного элемента 250 по желанию. Например, процент площади поверхности стержня 440 (и/или головки 430), имеющей покрытие 510, можно менять в соответствии с проектным решением от тридцати до семидесяти процентов. Процент может даже изменяться вдоль осевой длины крепежного элемента 250. Процент площади покрытия 510 может быть увеличен для крепежных элементов, которые в противном случае потребовали бы большего усилия для установки (например, крепежных элементов, имеющих большие длины захвата/осевые длины для стержней 440 или крепежных элементов со стержнями большего диаметра). Напротив, процент площади покрытия 510 может быть уменьшен для крепежных элементов, которые подвергаются воздействию более высоких электрических токов, и когда требования к усилию установки крепежного элемента 250 могут быть менее жесткими.
Процент площади покрытия 510 на стержне 440 также может меняться в зависимости от того, имеет ли поверхность 520 финишное покрытие (например, анодирование) или оголенный металл. Если поверхность 520 является оголенным металлом, можно позволить больше покрытия 510 и при этом соответствовать электрическим ограничениям, но также может потребоваться больше покрытия 510, чтобы гарантировать, что величина усилия для преодоления трения ламинированных слоев не превышает предварительно заданной величины. Как отмечено выше, если крепежный элемент 250 вводят со слишком большим усилием, он может повредить основные конструкционные элементы (например, из-за расслаивания данных компонентов в зоне вокруг отверстия 230 и последующего разделения слоев). Аналогичным образом, если поверхность 520 является анодированной, можно позволить меньшее количество покрытия 510, чтобы соответствовать конструкционным ограничениям, но меньшее количество покрытия 510 может также потребоваться для обеспечения достаточного рассеяния электрической энергии.
В дополнение к покрытию 510 показан необязательный смазочный материал 530. Смазочный материал 530 наносят на крепежный элемент 250 (например, путем погружения или напыления). Смазочный материал 530 наносят после нанесения покрытия 510. Кроме того, смазочный материал 530 может быть нанесен на стержень 440 или весь крепежный элемент 250. Однако смазочный материал 530 существенно отличается от покрытия 510 тем, что смазочный материал 530 не наплавлен, не отвержден или иным образом прочно приклеен/выполнен заодно с крепежным элементом 250. Вместо этого смазочный материал 530 содержит обычный смазочный материал (например, масло, цетиловый спирт, воск, герметик и тому подобное), который во время установки действует как расходный смазочный материал. То есть, большинство смазочных материалов 530 стираются или вытесняются или иным образом удаляются во время установки, и, следовательно, изоляционные свойства смазочного материала 530 существенно не влияют на электрические свойства крепежного элемента 250. Поскольку установка крепежного элемента 250 включает в себя посадку с натягом, недостаточно только смазочного материала 530 (например, без покрытия 510), чтобы обеспечить, чтобы движущая сила, приложенная к крепежному элементу 250, была ниже требуемого порогового уровня трения. В частности, контакт при взаимодействии, сопровождающий посадку с натягом, гарантирует, что смазочный материал 530 будет счищен время установки, означая, что покрытие 510 в значительной степени определяет величину усилия установки, используемого для крепежного элемента 250. Следовательно, смазочный материал 530 может считаться необязательным дополнением к покрытию 510, но не заменяет роль покрытия 510. На фиг. 5 также показано дополнительное и/или альтернативное покрытие/финишное покрытие, которое может быть нанесено на направляющий участок/переходный участок 450. Покрытие 510 может дополнительно продолжаться в зону 595, включая направляющий переходный участок 450. В зоне 595 может использоваться другое покрытие с более высокой скользящей способностью, чем покрытие 510. Нанесение на зону 595 покрытия 510 может быть полным (например, как показано), чтобы полностью покрыть окружность направляющего переходного участка 450. В другом варианте осуществления покрытие может быть нанесено пятнами таким же образом, как описано выше для стержня 440.
На фиг. 6 показан еще один вид крепежного элемента 250 после того, как крепежный элемент 250 установлен на обшивке 200 летательного аппарата 100. Как показано на фиг. 6, усилие установки крепежного элемента 250 (путем введения крепежного элемента 250 в направлении D в отверстие меньшего диаметра вызывает сдвиг части покрытия 510, в результате чего покрытие 510 имеет размытый вид 600. Это меняет расположение покрытия 510 на крепежном элементе 250, но существенно не изменяет площадь поверхности, занимаемой покрытием 510. В целях обсуждения, замечания относительно требуемого процента площади поверхности, занимаемой покрытием 510, направлены на величину площади поверхности, занимаемой покрытием 510 перед установкой.
Иллюстративные подробности изготовления и работы крепежного элемента 250 будут рассмотрены со ссылкой на фиг. 7-8.
Фиг. 7 представляет собой блок-схему последовательности операций, иллюстрирующую способ 700 изготовления крепежного элемента 250 в примерном варианте осуществления. Этапы способа 700 описаны со ссылкой на крепежный элемент 250 по фиг. 1, но специалисты в данной области поймут, что для достижения желаемого результата способ 700 может быть осуществлен для других крепежных элементов (например, болтов, винтов, заклепок и тому подобного). Этапы согласно блок-схемам, описанным в данном документе, не являются всеохватывающими и могут включать в себя другие, не показанные этапы. Описанные в данном документе этапы также могут выполняться в альтернативном порядке.
Согласно способу 700 получают крепежный элемент 250, включающий головку 430 и цилиндрический стержень 440 (этап 702). Стержень 440 содержит поверхность 520, которая может быть оголенным металлом или анодированным металлом. В одном варианте осуществления крепежный элемент 250 может быть получен путем прессования из сплава на основе титана, железа или формы сплава на основе никеля или может быть получен путем обработки заготовочной детали. В качестве альтернативы крепежный элемент 250 может быть приобретен у поставщика, который изготавливает крепежные элементы большими партиями. Крепежный элемент 250 также может иметь финишное покрытие на части или всей своей поверхности.
Покрытие 510 с высокой скользящей способностью наносят пятнами на стержень 440 (этап 704). Покрытие 510 также можно наносить на головку 430 аналогичным образом. Покрытие 510 наносят прерывисто (например, пятнами) на нерегулярные (например, имеющие произвольную форму) участки головки 430 и/или стержня 440, оставляя нерегулярные участки стержня 440 открытыми. Это формирует расположение неупорядоченной мозаики нанесенного пятнами/каплями покрытия по поверхности стержня 440 (например, по всей окружности стержня 440 и/или всей периферии головки 430, и проходя в осевом направлении), гарантируя, что желаемый процент площади поверхности стержня 440 имеет покрытие 510. Как обсуждалось выше, покрытие 510 улучшает скользящую способность стержня 440, уменьшая величину усилия, используемого при установке стержня 440 с посадкой с натягом в отверстии 230. Это, в свою очередь, помогает преодолевать трение при посадке с натягом. Однако если покрытие 510 нанесено по всему стержню 440 таким образом, что полностью покрывает всю поверхность стержня 440, покрытие 510 будет электрически изолировано от частей 210 и 220, что приведет к уменьшению способности крепежного элемента 250 рассеивать электрическую энергию.
Нанесение покрытия 510 неравномерным, нерегулярным образом (например, нерисунчатым образом) обеспечивает дополнительное и, казалось бы, парадоксальное преимущество, состоящее в том, что покрытие 510 остается, в среднем, равномерно распределенным по всей окружности стержня 440, даже несмотря на то, что определенные области, занятые покрытием 510, являются произвольными. Таким образом, никакой участок окружности стержня 440 (например, 30°, 60°, 90°, 120° и т.д.) не имеет существенно отличающегося отношения площади покрытия 510 к площади открытой поверхности 520 (например, отношение данных компонентов остается по существу одинаковым/постоянным по мере прохождения по окружности, например, в пределах десяти процентов от требуемой величины). Таким образом, в отличие от «полосчатой» схемы нанесения покрытия 510 по окружности крепежного элемента 250, что неизбежно заставит области без покрытия испытывать более высокое местное трение (и, следовательно, повышать риск повреждения) во время введения, крепежная деталь 250 обладает более равномерной скользящей способностью (от участка к участку). Таким образом, крепежный элемент 250 обеспечивает более высокую скользящую способность, чем крепежные элементы с полосами, и меньшую стоимость изготовления, чем крепежных элементов с полосами, требующих маскировки. Кроме того, в отличие от полосчатой системы, электрический ток не должен проходить вблизи больших областей со сплошным покрытием/полос на крепежном элементе 250, чтобы достичь зоны, где может происходить рассеяние электрической энергии. Следовательно, крепежный элемент 250 имеет более равномерную/лучшую способность рассеивать электрическую энергию (например, пробивные напряжения диэлектрика) вдоль его окружности (в среднем), чем крепежные элементы с полосами. Покрытие 510 незначительно увеличивает размер/диаметр крепежного элемента 250. Соответственно, радиус стержня с покрытием, следовательно, также больше, чем радиус стержня без покрытия.
Например, покрытие 510 может увеличивать размер крепежного элемента 250 на несколько тысячных дюйма (т.е. менее одной сотой дюйма). Это означает, что диаметр крепежного элемента с покрытием не является единообразным, поскольку покрытие не является единообразным. Однако добавленная толщина не оказывает существенного влияния на процесс установки. Покрытие 510 увеличивает диаметр стержня, так что покрытие 510 выходит за пределы поверхности стержня на открытых нерегулярных участках стержня, не содержащих покрытия. Таким образом, покрытие 510 создает пики, которые выступают и проходят от поверхности стержня. После нанесения покрытия стержень не полируют. Покрытие 510 может состоять из экологически чистого пигментированного органического материала с высокой скользящей способностью или сухого пленочного смазочного материала. После нанесения покрытие 510 может быть подвергнуто термической обработке (например, отверждению), чтобы гарантировать, что покрытие 510 наплавлено на стержень 440 и не будет стерто или иным образом нарушено (за исключением, например, когда стержень 440 вводят в отверстие 230). В одном варианте осуществления покрытие точками содержит физическое напыление покрытия 510 на стержень 440. Это означает, что маскировка не требуется.
После успешного нанесения покрытия 510, на крепежный элемент 250 наносят смазочный материал 530 (например, цетиловый спирт) (этап 706). Например, для нанесения покрытия на крепежный элемент 250, крепежный элемент 250 можно погружать и/или равномерно напылять на него смазочный материал 530 (т.е. наносить полностью, без неравномерностей в покрытии). В вариантах осуществления, в которых смазочный материал 530 является цетиловым спиртом, смазочный материал 530 может быть расходным по своей природе, стираясь во время установки крепежного элемента 250, и тем самым обеспечивая минимальное воздействие (например, изоляцию) на проводимость стержня 440.
Способ 700 может выполняться посредством периодических процессов формования, механической обработки, напыления и/или погружения, чтобы обеспечить достаточное количество крепежных элементов 250 для изготовления летательных аппаратов. Поскольку никакой маскировки не требуется (например, по причине того, что крепежный элемент 250 не маскируют для последующего напыления сплошных полосок непрерывного покрытия 510), количество рабочей силы и время, затрачиваемое на изготовление крепежных элементов 250, уменьшается.
Когда крепежные элементы 250 успешно изготовлены, изготовитель летательного аппарата может пожелать установить крепежные элементы 250 на летательном аппарате (например, летательном аппарате 100). В этой связи на фиг. 8 представлена блок-схема последовательности операций, иллюстрирующая способ 800 установки крепежного элемента 250, использующий полуавтоматический или ручной сборочный процесс в примерном варианте осуществления. Согласно способу 800 в летательном аппарате просверливают отверстие заданного диаметра (например, при помощи автоматизированной установки с числовым программным управлением (ЧПУ), техническим специалистом и тому подобного) (этап 802). Крепежный элемент 250 получают при помощи установки, имеющей соответствующий диаметр и длину захвата (этап 804). Диаметр может быть выбран таким, чтобы он был больше (например, на несколько тысячных дюйма), чем отверстие. Это может быть выполнено, например, путем загрузки крепежного элемента (или партии крепежных элементов) в установку для вставки крепежных элементов (не показана). Установка для вставки крепежных элементов может состоять из захватного устройства, которое может работать в соответствии с программой числового программного управления (ЧПУ), которая выполняется контроллером/процессором с целью выбора отверстия 230, в которое требуется установить крепежный элемент 250. В одном варианте осуществления отверстие 230 расположено в топливном баке летательного аппарата. Диаметр отверстия 230 имеет такой размер, что, когда крепежный элемент 250 установлен, достигается заданный уровень натяга в пределах допуска. Когда отверстие 230 выбрано, установка для вставки крепежного элемента обеспечивает посадку с натягом между стержнем 440 и отверстием 230 путем введения/вставки стержня 440 в отверстие 230 (этап 806). Данная операция может выполняться путем затягивания стержня 440 в отверстие 230 при помощи детали 470 (например, навинчиванием) или путем непосредственного вталкивания стержня 440 на место. Стержень 440 после введения можно удерживать в отверстии 230, чтобы предотвратить его вращение. Это можно выполнять, например, во время установки детали 240 крепления (например, гайки) на крепежный элемент 250. После того, как таким образом установлено несколько крепежных элементов 250, оператор продолжает установку манжет или гаек с использованием, по желанию, ручных или автоматических инструментов. Во всех случаях, поскольку стержень 440 частично имеет покрытие 510, смазывающая способность стержня 440 повышается, уменьшая величину усилия, используемого для установки. Когда стержень 440 находится на месте с посадкой с натягом, крепежный элемент 250 выполняет свою роль крепления требуемых конструкционных компонентов (например, композитных или металлических частей, каждая из которых образует часть обшивки 200). При изготовлении летательного аппарата 100, для выполнения крепления различных компонентов летательного аппарата 100 этапы 802-806 могут повторяться множество раз (например, сотни или тысячи раз). После того, как летательный аппарат 100 полностью изготовлен, он может эксплуатироваться в полете.
Способы 700-800 используют крепежные элементы, которые обладают преимуществом по сравнению с предшествующими системами крепежных элементов с покрытием, которое состоит в том, что крепежные элементы 250 обеспечивают соблюдение конструкционных требований к скользящей способности, а также гарантируют, что крепежные элементы 250 безопасно рассеивают электрическую энергию. По сравнению с крепежными элементами, вложенными в металлические гильзы согласно другой системе, иногда используемой в аналогичных применениях, способы 700-800 предлагают цельный крепежный элемент с гораздо более низкой стоимостью.
Когда крепежные элементы 250 установлены, эксплуатация летательного аппарата 100 (например, во время полета) может привести к накоплению в крепежном элементе 250 электрической энергии. Эта энергия может быть результатом удара молнии. Этот нарастающий заряд будет продолжать накапливаться до тех пор, пока он не преодолеет пробивное напряжение диэлектрика поверхности 520, и в этот момент электрическая энергия между отверстием 230 и крепежным элементом 250 рассеивается в местах на поверхности 520. Когда энергия рассеивается на крепежном элементе 250, рассеяние происходит между открытыми участками поверхности 520 и отверстия 230, а не между покрытием 510 и отверстием 230. Покрытие 510 может иметь более высокое пробивное напряжение диэлектрика, чем поверхность 520. Поэтому заряд может рассеиваться через поверхность 520 до того, как достигнуто пробивное напряжение диэлектрика для покрытия 510. Данный процесс является полезным, поскольку рассеяние заряда через относительно большую площадь поверхности 520 предотвращает возникновение электрических дуг, например, ограничивая напряжения рассеяния примерно между нулем и шестьюдесятью вольтами (предпочтительно между 0 и 20 вольтами).
На фиг. 9 показана блок-схема, иллюстрирующая способ 900 рассеяния электрической энергии между крепежной элементом 250 и отверстием 230. Электрическая энергия накапливается между крепежным элементом 250 и отверстием 230 (этап 902). Это может произойти, например, во время полета. Затем накопленная электрическая энергия проходит вблизи покрытия 510, которое покрывает поверхность 520 крепежного элемента 250 (этап 904). Поскольку покрытие 510 имеет более высокое пробивное напряжение диэлектрика, чем поверхность 520, электрическая энергия проходит вблизи покрытия 510 вместо того, чтобы проходить в крепежный элемент 250 через покрытие 510. Затем электрическая энергия рассеивается между поверхностью 520 стержня 440 и отверстием 230 (этап 906). Данный процесс с перерывами происходит по всей окружности (то есть 360°) стержня 440 на нерегулярных участках и может происходить в каждом месте, не имеющем покрытия 510.
В дополнительном варианте осуществления, распылительное устройство может быть откалибровано для регулировки размера отдельных точек/пятен, наносимых на крепежный элемент 250. Например, для обеспечения того, чтобы произвольно наносимые пятна существенно не изменялись в значениях процента площади поверхности, занимаемой на данном участке крепежного элемента 250, может быть желательно выбрать размеры пятна, составляющие приблизительно от одной десятой до одной тысячной окружности крепежного элемента 250.
Примеры
В следующих примерах дополнительные процессы, системы и способы описаны в отношении установки на конструкцию летательного аппарата крепежного элемента с полуавтоматическим титановым зажимным болтом натяжного типа.
Фиг. 10 изображает блок-схему крепежного элемента 1040 и сопутствующего оборудования в примерном варианте осуществления. В частности, на фиг. 10 показан крепежный элемент 1040 с титановый зажимным болтом натяжного типа, содержащий головку 1041. Крепежный элемент 1040 дополнительно содержит стержень 1043, имеющий поверхность 1044 (например, анодированную или оголенную металлическую поверхность) и покрытие 1045 с высокой скользящей способностью. Покрытие 1045 наносят прерывисто, нерегулярно и/или неравномерно (например, произвольным образом) на головку 1041 и стержень 1043, оставляя нерегулярные участки поверхности 1044 открытыми, в то время как другие участки поверхности 1044 имеют покрытие. Нанесение покрытия 1045 выполняют во время изготовления крепежного элемента 1040 с использованием автоматизированного распылительного оборудования. Крепежный элемент 1040 дополнительно содержит направляющий переходный участок 1046, который постепенно уменьшается в диаметре, когда он проходит от стержня 1043 к деталям 1047 (например, навинчивающимся). Также показана разрывная канавка 1049. Деталь 1047 и хвостовик 1052 отделены шейкой/разрывной канавкой 1049. Хвостовик 1052 содержит деталь 1050 (например, круговые кольца), которая позволяет обжимному инструменту входить в зацепление с крепежным элементом 1040 и удерживать соединение зажатым во время установки и обжатия манжеты 1053. Хвостовик 1052 отрывают после установки крепежного элемента 1040, и хвостовик 1052 содержит деталь 1050, а также шлиц 1051. Крепежный элемент 1040 покрыт смазочным материалом 1060. Во время установки, манжету 1053 обжимают на детали 1047, фиксируя. крепежный элемент 1040 на месте.
Другие компоненты, показанные на фиг. 10 включают в себя части 1070, содержащие ламинированные материалы 1080, каждый из которых содержит отдельные слои 1082. В некоторых областях одна или более соединяемых конструкционных частей 1070 могут быть металлическими. Сборочное оборудование может включать в себя установки 1090 с числовым программным управлением для сверления и вставки крепежных элементов и ручные обжимные инструменты 1095 для вставки и обжатия крепежных элементов. Также показана заготовка 1010 (из которой получен крепежный элемент 1040), распылительное устройство 1030 (которое наносит покрытие 1045 на стержень 1043 путем напыления пигментированного металлом покрытия (например, -пигментированного алюминием покрытия) из резервуара 1034 через сопло 1036) и установки 1090 для вставки крепежного элемента (который устанавливает крепежный элемент 1040). Работа установки 1090 для вставки крепежного элемента и/или распылительного устройства 1030 могут управляться контроллером 1022 в соответствии с хранящейся в памяти программой 1024 для ЧПУ.
Обращаясь, более конкретно, к чертежам, настоящее изобретение может быть описано в отношении способа 1100 изготовления и технического обслуживания летательного аппарата, как показано на фиг. 11, и летательного аппарата 1102, как показано на фиг. 12. Во время подготовки к изготовлению примерный способ 1100 может включать в себя разработку спецификации и проектирование 1104 летательного аппарата 1102 и поставку 1106 материалов. Во время производства выполняют изготовление 1108 компонентов и сборочных узлов и системную интеграцию 1110 летательного аппарата 1102. После чего летательный аппарат 1102 проходит через стадию сертификации и доставки 1112 для ввода в эксплуатацию 1114. При эксплуатации заказчиком летательный аппарат 1102 подпадает под регулярное техническое обслуживание и текущий ремонт 1116 (что может также включать в себя модернизацию, перенастройку, переоборудование и так далее). Устройство и способы, раскрытые в данном документе, могут быть использованы во время любого одного или более подходящих этапов способа 1100 производства и обслуживания (например, разработки спецификации и проектирования 1104, поставки 1106 материалов, изготовления 1108 компонентов и сборочных узлов, системной интеграции 1110, сертификации и доставки 1112, эксплуатации 1114, технического обслуживания и текущего ремонта 1116) и/или любого подходящего компонента летательного аппарата 1102 (например, корпуса 1118, систем 1120, внутренней части 1122, движительной системы 1124, электрической системы 1126, гидравлической системы 1128, системы 1130 управления условиями окружающей среды).
Каждый из процессов способа 1100 может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором (например, заказчиком). В целях настоящего описания системный интегратор может включать в себя, без ограничения, любое количество производителей летательных аппаратов и субподрядчиков по основным системам; третья сторона может включать в себя, без ограничения, любое количество продавцов, субподрядчиков и поставщиков; и оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и так далее.
Как показано на фиг. 12, летательный аппарат 1102, созданный с помощью примерного способа 1100, может включать в себя корпус 1118, имеющий множество систем 1120 и внутреннюю часть 1122. Примеры высокоуровневых систем 1120 включают в себя одну или несколько систем: движительную систему 1124, электрическую систему 1126, гидравлическую систему 1128 и систему 1130 управления условиями окружающей среды. Может быть включено любое количество других систем. Несмотря на то, что показан пример, относящийся к аэрокосмической области, принципы изобретения могут применяться в других областях промышленности, таких как автомобилестроительная промышленность.
Как уже упоминалось выше, настоящее изобретение может быть использовано на любом одном или более этапов способа 1100 изготовления и технического обслуживания. Например, компоненты или сборочные узлы, соответствующие этапу 1108 изготовления, могут быть произведены или изготовлены аналогично компонентам или сборочным узлам, изготовленным во время эксплуатации летательного аппарата 1102. Кроме того, один или более вариантов осуществления устройства, вариантов осуществления способа или их комбинация могут использоваться на этапах производства 1108 и 1110, например, по существу ускоряя сборку или уменьшая стоимости летательного аппарата 1102. Аналогичным образом, один или более вариантов осуществления устройства, вариантов осуществления способа или их комбинация могут использоваться, когда летательный аппарат 1102 находится в эксплуатации, например, и без ограничения, для технического обслуживания и текущего ремонта 1116. Например, технические средства и системы, описанные в данном документе, можно использовать для этапов 1106, 1108, 1110, 1114 и/или 1116 и/или можно использовать для корпуса 1118 и/или внутренней части 1122. Данные технические средства и системы можно использовать для систем 1120, включающих в себя, например, движительную систему 1124, электрическую систему 1126, гидравлическую систему 1128 и/или систему 1130 управления условиями окружающей среды.
Крепежный элемент 250 может закреплять участки корпуса 1118 и изготавливается во время изготовления 1108 компонентов и сборочных узлов. Крепежный элемент 250 можно вставлять для крепления компонентов корпуса 1118 во время системной интеграции 1110 и затем использовать при эксплуатации 1114 до тех пор, пока износ не сделает крепежный элемент 250 непригодным для использования Тогда при техническом обслуживании и текущем ремонте 1116 крепежный элемент 250 может быть удален и заменен вновь изготовленной деталью.
Любой из различных элементов управления (например, электрических или электронных компонентов), показанных на чертежах или описанных в данном документе, может быть реализован в виде аппаратного обеспечения, программного обеспечения для реализации процессора, программно-аппаратного обеспечения для реализации процессора или какой-либо их комбинации. Например, элемент может быть реализован в виде специализированных аппаратных элементов. Специализированных аппаратные элементы могут называться «процессорами», «контроллерами» или каким-либо подобным термином. При обеспечении процессором, функции могут предоставляться одним выделенным процессором, одним общим процессором или множеством отдельных процессоров, некоторые из которых могут использоваться совместно. Кроме того, явное использование термина «процессор» или «контроллер» не должно истолковываться как относящееся исключительно к оборудованию, способному запускать программное обеспечение, но может включать в себя, без ограничения, аппаратное обеспечение цифрового сигнального процессора (ЦСП), сетевой процессор, специализированную интегральную схему (СИС) или другую схему, программируемую логическую интегральную схему (ПЛИС), постоянное запоминающее устройство (ПЗУ) для хранения программного обеспечения, оперативное запоминающее устройство (ОЗУ), энергонезависимую память, логическую схему или какой-либо другой физический аппаратный компонент или модуль.
Кроме того, элемент управления может быть реализован в виде команд, исполняемых процессором или компьютером для выполнения функций этого элемента. Некоторыми примерами команд является программное обеспечение, программный код и программно-аппаратные средства. Команды исполняются, когда они выполняются процессором, чтобы предписывать процессор выполнять функций элемента. Команды могут храниться на устройствах хранения информации, выполненных с возможностью считываться процессором. Некоторыми примерами устройств хранения информации являются цифровые или твердотельные запоминающие устройства, магнитные носители данных, такие как магнитные диски и магнитные ленты, жесткие диски или оптически считываемые цифровые носители данных.



Изобретение относится к крепежному элементу, используемому в аэрокосмической или аналогичной промышленности и рассеивающему электрическую энергию, и направлено на обеспечение баланса при соблюдении как конструкционных, так и электрических ограничений. Крепежный элемент содержит головку, цилиндрический стержень и покрытие. Цилиндрический стержень проходит от головки и имеет размер, обеспечивающий зацепление с натягом с соответствующим отверстием. Цилиндрический стержень имеет поверхность и диаметр. Покрытие нанесено на крепежный элемент неравномерным прерывистым образом с образованием тем самым на поверхности стержня нерегулярных открытых и свободных от покрытия участков, а также с образованием на поверхности стержня нерегулярных участков, покрытых покрытием, в результате чего покрытие увеличивает диаметр стержня и образует пики на поверхности стержня. Покрытие имеет более высокую скользящую способность, чем поверхность стержня, так что нерегулярные покрытые покрытием участки поверхности стержня обладают более высокой скользящей способностью, чем нерегулярные открытые и свободные от покрытия участки поверхности стержня. Покрытие имеет более высокое пробивное напряжение диэлектрика, чем поверхность стержня, так что заряд рассеивается через нерегулярные открытые и свободные от покрытия участки поверхности стержня до того, как достигнуто пробивное напряжение диэлектрика покрытия нерегулярных покрытых покрытием участков поверхности стержня. 2 н. и 13 з.п. ф-лы, 13 ил.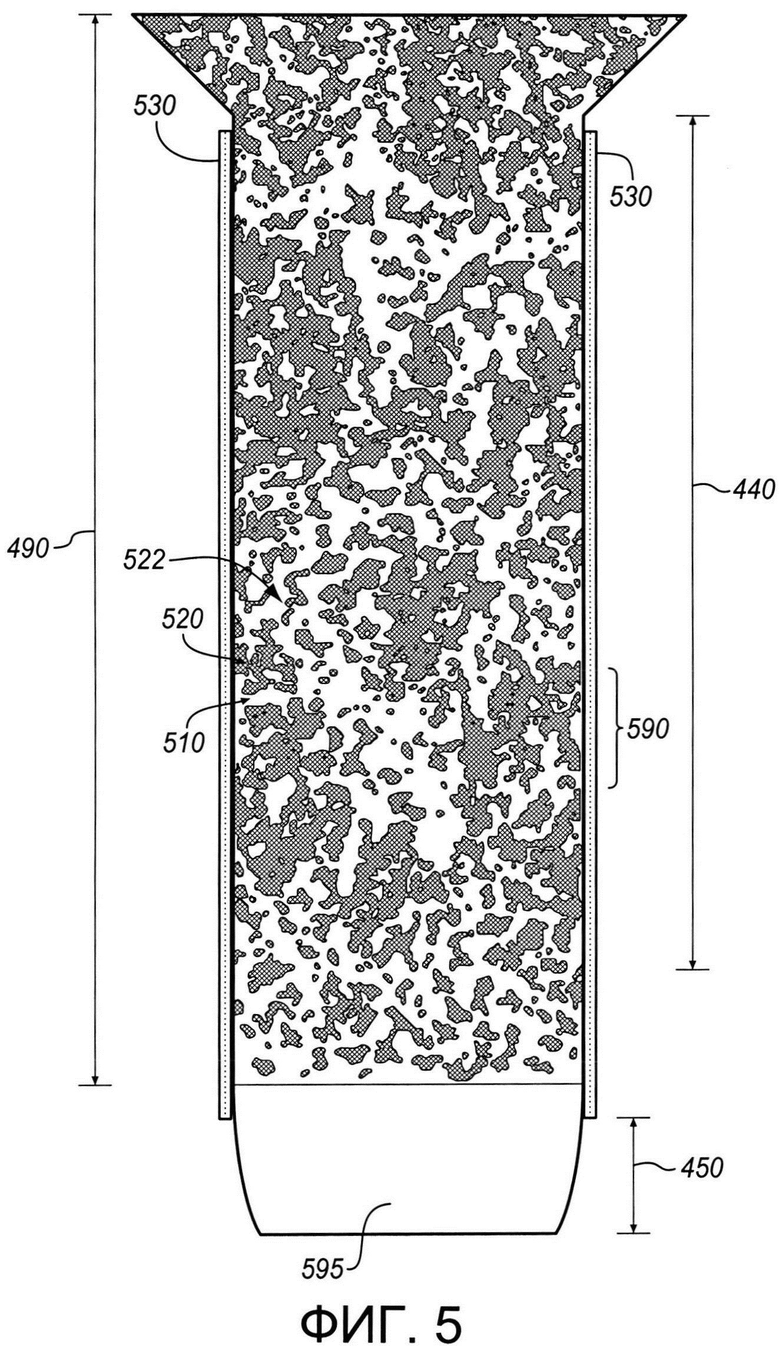
1. Крепежный элемент (250) для использования в аэрокосмической или аналогичной промышленности, содержащий:
головку (430);
цилиндрический стержень (440), проходящий от головки (430) и имеющий размер, обеспечивающий зацепление с натягом с соответствующим отверстием, причем цилиндрический стержень (440) имеет поверхность (520) и диаметр;
покрытие (510), причем покрытие (510) нанесено на крепежный элемент (250) неравномерным прерывистым образом с образованием тем самым на поверхности (520) стержня (440) нерегулярных открытых и свободных от покрытия участков, а также с образованием на поверхности (520) стержня (440) нерегулярных участков (590), покрытых покрытием (510), в результате чего покрытие (510) увеличивает диаметр стержня (440) и образует пики на поверхности (520) стержня (440),
при этом покрытие (510) имеет более высокую скользящую способность, чем поверхность (520) стержня (440), так что нерегулярные покрытые покрытием участки (590) поверхности (520) стержня (440) обладают более высокой скользящей способностью, чем нерегулярные открытые и свободные от покрытия участки поверхности (520) стержня (440),
причем покрытие (510) имеет более высокое пробивное напряжение диэлектрика, чем поверхность (520) стержня (440), так что заряд рассеивается через нерегулярные открытые и свободные от покрытия участки поверхности (520) стержня (440) до того, как достигнуто пробивное напряжение диэлектрика покрытия (510) нерегулярных покрытых покрытием участков (590) поверхности (520) стержня (440).
2. Крепежный элемент (250) по п. 1, в котором
поверхность (520) стержня (440) содержит финишное покрытие, например анодированную поверхность,
стержень (440) выполнен из материала, выбранного из группы, состоящей из титана, сплава на основе железа и сплава на основе никеля, и/или
покрытие (510) содержит алюминиевое или медное металлическое пигментированное покрытие и/или дисульфид-молибденовое покрытие.
3. Крепежный элемент (250) по п. 1 или 2, дополнительно содержащий смазочный материал (530), покрывающий стержень (440) и покрытие (510), причем смазочный материал (530) непрочно сцеплен с крепежным элементом (250), так что во время установки крепежного элемента (250) смазочный материал (530) действует в качестве расходного смазочного материала (530), причем смазочный материал (530) предпочтительно содержит цетиловый спирт.
4. Крепежный элемент (250) по любому из предшествующих пп. 1-3, в котором покрытие (510) наносят также на головку (430) крепежного элемента неравномерным прерывистым образом с образованием тем самым на головке (430) крепежного элемента нерегулярных открытых и свободных от покрытия (510) участков, а также с образованием на головке (430) крепежного элемента нерегулярных участков, покрытых покрытием (510), при этом области головки (430) крепежного элемента, не находящиеся в контакте с отверстием после установки, предпочтительно не имеют покрытия.
5. Крепежный элемент (250) по любому из предшествующих пп. 1-4, в котором покрытие поверхности (520) посредством покрытия (510) увеличивает ширину стержня (440) на менее чем 0,254 мм (одну сотую дюйма) и/или радиус стержня с покрытием больше, чем радиус стержня без покрытия.
6. Крепежный элемент (250) по любому из предшествующих пп. 1-5, в котором покрытие покрывает от 30% до 70% площади поверхности стержня (440).
7. Крепежный элемент (250) по любому из предшествующих пп. 1-6, который не маскирован.
8. Способ получения крепежного элемента для использования в аэрокосмической или аналогичной промышленности, включающий следующие этапы:
обеспечение наличия крепежного элемента (250), содержащего:
головку (430),
цилиндрический стержень (440), проходящий от головки (430) и имеющий размер, обеспечивающий зацепление с натягом с соответствующим отверстием, причем цилиндрический стержень (440) имеет поверхность (520), и напыление на крепежный элемент (250) при помощи распылительного устройства покрытия (510) неравномерным прерывистым образом с образованием нерегулярных открытых и свободных от покрытия участков поверхности (520) стержня (440), а также с образованием нерегулярных участков (590) поверхности (520) стержня (440), покрытых покрытием (510),
причем покрытие (510) обладает более высокой скользящей способностью, чем поверхность (520) стержня (440), так что нерегулярные покрытые покрытием участки (590) поверхности (520) стержня (440) имеют более высокую скользящую способность, чем нерегулярные открытые и свободные от покрытия участки поверхности (520) стержня (440), и
при этом покрытие (510) имеет более высокое пробивное напряжение диэлектрика, чем поверхность (520) стержня (440), так что заряд рассеивается через нерегулярные открытые и свободные от покрытия участки поверхности (520) стержня (440) до того, как достигнуто пробивное напряжение диэлектрика покрытия (510) нерегулярных покрытых покрытием участков (590) поверхности (520) стержня (440),
при этом давление, время воздействия и/или размер сопла распылительного устройства регулируют, чтобы установить процент покрытия площади поверхности стержня (440), покрываемого покрытием (510), в соответствии с проектным решением.
9. Способ по п. 8, в котором покрытие (510) содержит алюминиевое или медное металлическое пигментированное покрытие и/или дисульфид-молибденовое покрытие.
10. Способ по п. 8 или 9, дополнительно включающий анодирование поверхности (520) стержня (440) до распыления покрытия (510) на стержень (440).
11. Способ по любому из предшествующих пп. 8-10, также включающий нанесение смазочного материала (530), который покрывает стержень (440), причем смазывающий материал (530) наносят после того, как нанесено покрытие (510), причем смазочный материал (530) не наплавляют, не отверждают или не сцепляют прочно с крепежным элементом (250) иным образом или не выполняют за одно целое с крепежным элементом (250), при этом указанный смазочный материал (530) во время установки крепежного элемента (250) действует в качестве расходного смазочного материала (530), причем смазочный материал (530) предпочтительно содержит цетиловый спирт.
12. Способ по любому из предшествующих пп. 8-11, в котором на этапе напыления покрытия покрытие (510) также напыляют по окружности головки (430) крепежного элемента.
13. Способ по любому из предшествующих пп. 8-12, в котором нанесение покрытия (510) увеличивает ширину стержня (440) на менее чем 0,0254 см (одну сотую дюйма) и/или в котором радиус стержня с покрытием больше, чем радиус стержня без покрытия.
14. Способ по любому из предшествующих пп. 8-13, в котором распылительное устройство калибруют, чтобы отрегулировать размер отдельных точек или пятен покрытия (510), напыляемого на крепежный элемент (250), причем распылительное устройство калибруют для напыления пятен покрытия (510), составляющих приблизительно от одной десятой до одной тысячной окружности крепежного элемента (250).
15. Способ по любому из предшествующих пп. 8-14, в котором давление, время воздействия и/или размер сопла распылительного устройства регулируют, чтобы установить процент покрытия площади поверхности стержня (440), покрываемого покрытием (510), в соответствии с проектным решением от 30% до 70%.
| US 2013183119 A1, 18.07.2013 | |||
| US 2016169262 A1, 16.06.2016 | |||
| US 2015147136 A1, 28.05.2015 | |||
| EP 2947015 A1, 25.11.2015 | |||
| СПОСОБ ПОЛУЧЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2009 |
|
RU2413099C1 |

