Предлагаемый способ относится к машино- и приборостроению и может быть применен при выполнении механосборочных работ, в частности при получении резьбового соединения.
Известен способ получения резьбового соединения, заключающийся в предварительном частичном соединении деталей по резьбовым поверхностям и последующем их доведении до требуемого конечного положения с созданием усилия затяжки [1, с.15].
Известно, что при затяжке резьбового соединения витки резьбы нагружаются неравномерно, большая часть нагрузки приходится на первые со стороны опорной поверхности витки резьбы (на первый виток - 34%, на второй - 23%), при этом возникает концентрация напряжений и снижается статическая и усталостная прочность соединения [1, с.70, 2, с.44].
Также известны резьбовые соединения деталей, в которых для выравнивания усилий, действующих на витки резьбы при затяжке, шаг резьбы на одной из деталей выполняют неравномерным или резьбовой участок одной из деталей выполняют конусным и др. [1, с.89, 2, с.63]. Однако данные способы достаточно сложны в реализации, т.к. усложняется конструкция и технология изготовления резьбовых деталей и соединений.
Известен способ стопорения резьбовых соединений [3], в котором перед сборкой на сопрягаемые поверхности наносят промежуточное покрытие.
Наиболее близким по технической сущности является способ резьбового соединения, в котором между сопрягаемыми резьбовыми поверхностями деталей размещают герметизирующий твердеющий материал [4].
Однако при реализации данного способа выравнивания усилий, действующих на витки резьбы при затяжке, не происходит, а размещение между резьбовыми поверхностями промежуточного материала направлено в основном на герметизацию резьбовых соединений.
Техническим результатом предлагаемого способа является упрощение процесса получения резьбового соединения с выравниванием усилий, действующих на витки резьбы при затяжке, и снижение затрат на реализацию способа.
Сущность предлагаемого способа заключается в том, что осуществляют заполнение пространства между резьбовыми поверхностями промежуточным материалом. Согласно предлагаемому изобретению вначале производят частичное соединение деталей по резьбовым поверхностям при неотвержденном состоянии промежуточного материала, а после затвердевания промежуточного материала доводят соединяемые детали до конечного положения с созданием усилия затяжки.
Такое сочетание новых и известных признаков позволяет упростить получение резьбового соединения с более равномерным распределением нагрузки по виткам резьбы, возникающей от усилия затяжки, т.к. не требуется усложнять конструкцию резьбовых деталей и, следовательно, технологию их изготовления. Кроме того, при нахождении в зоне контакта резьбовых деталей затвердевшего промежуточного материала одновременно обеспечиваются такие эксплуатационные характеристики резьбовых соединений, как прочность (статическая и усталостная) и герметичность, а также их способность сопротивляться самоотвинчиванию.
Более равномерное распределение нагрузки по виткам резьбы объясняется следующим образом. В начальный момент затяжки усилие затяжки, в основном, приходится на те резьбовые поверхности (витки), между которыми находится затвердевший промежуточный материал, через который передается усилие от витка к витку. Первые витки, между которыми нет затвердевшего материала, воспринимают усилие затяжки в меньшей степени. Таким образом, в конце затяжки усилие между всеми витками резьбы на длине свинчивания распределяется более равномерно. Длина свинчивания - длина участка взаимного перекрытия наружной и внутренней резьб в осевом направлении (ГОСТ 11708-82).
Предлагаемый способ иллюстрируется чертежами. На фиг.1 и фиг.2 показана схема его осуществления. На фиг.3 показана схема нагружения резьбового соединения при испытаниях.
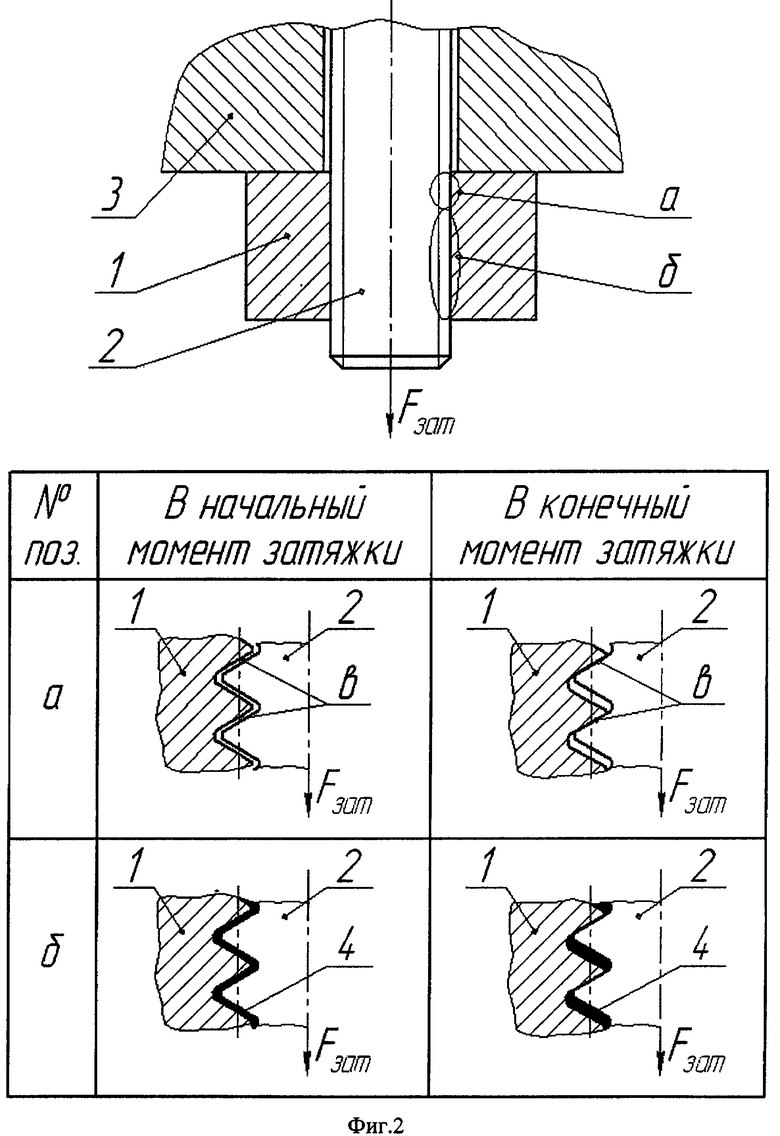
На фиг.1 показан момент частичного соединения деталей гайки 1 и винта 2 по резьбовым поверхностям. Опорные торцы гайки 1 и стягиваемой детали 3 находятся на расстоянии l≥0 (участок а). Усилие затяжки отсутствует. Между резьбовыми поверхностями деталей гайки 1 и винта 2 на участке б находится затвердевший промежуточный материал 4.
На фиг.2 показан момент доведения деталей гайки 1 и стягиваемой детали 3 до конечного положения с созданием усилия затяжки. В начальный момент затяжки на участке а между резьбовыми поверхностями деталей гайки 1 и винта 2 промежуточный материал 4 отсутствует и имеется зазор в. Витки резьбы на данном участке в начальный момент затяжки не нагружаются. На участке б между резьбовыми поверхностями деталей гайки 1 и винта 2 находится затвердевший промежуточный материал 4, через который передается усилие затяжки от витка к витку. Витки резьбы на данном участке в начальный момент затяжки воспринимают усилие затяжки. В конечный момент затяжки на участке а зазор в между витками, не имеющими промежуточного материала 4, выбирается, и эти витки тоже начинают воспринимать нагрузку, возникающую от усилия затяжки, а витки, заполненные затвердевшим промежуточным материалом 4 на участке б, также продолжают воспринимать нагрузку, возникающую от усилия затяжки. Следовательно, усилие затяжки между витками резьбы распределяются более равномерно (первые витки разгружаются).
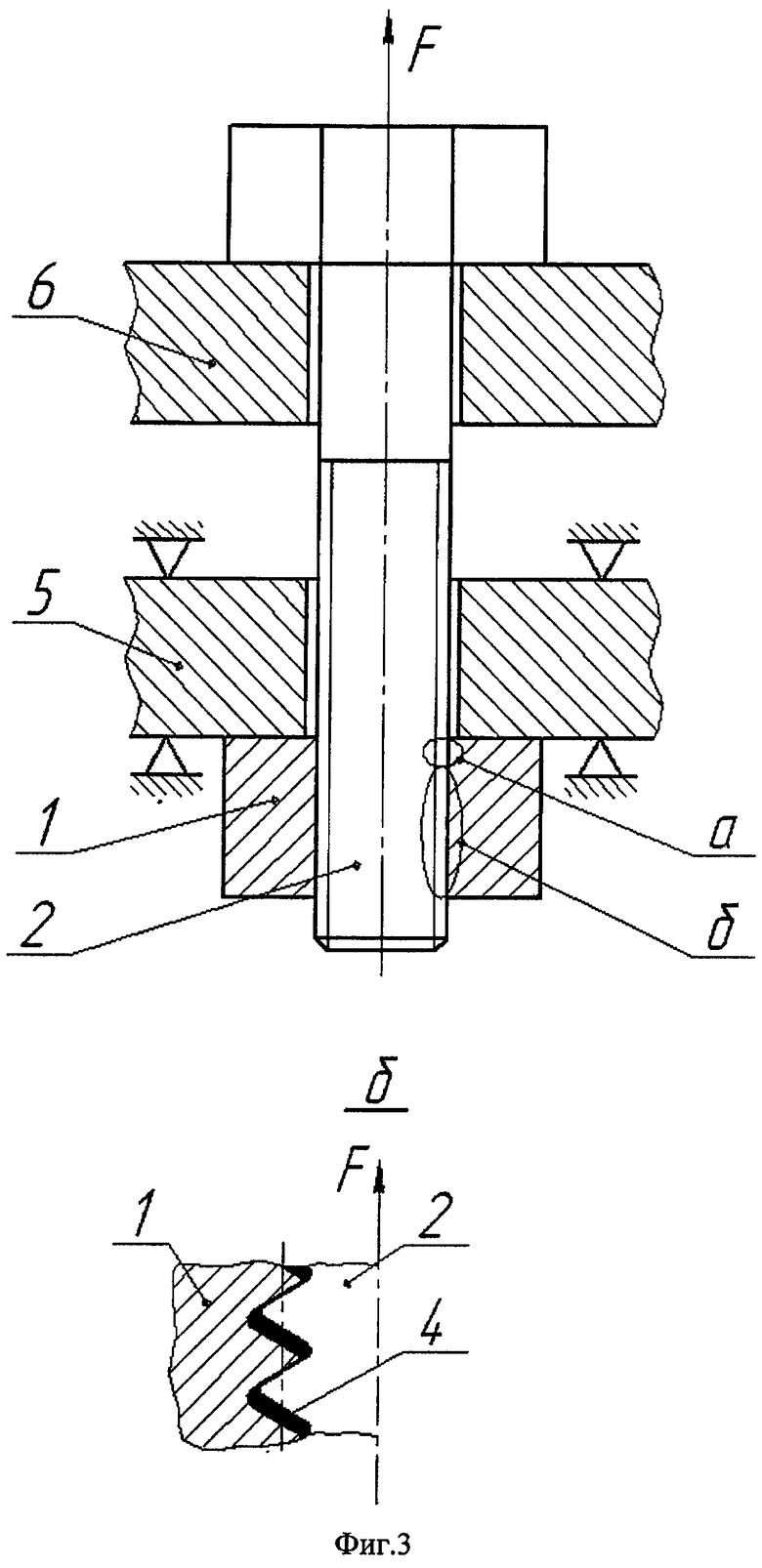
На фиг.3 показана схема нагружения резьбового соединения при испытаниях. Между резьбовыми поверхностями деталей гайки 1 и винта 2 на участке а промежуточный материал отсутствует, а на участке б находится затвердевший промежуточный материал 4. В качестве стягиваемых деталей выступают нижний и верхний захваты разрывной машины, соответственно 5 и 6, нижний захват 5 является неподвижным, т.е. пассивным, а верхний захват 6 является подвижным, т.е. активным.
Промежуточный материал может быть жидким или пастообразным.
Выбор марки промежуточного материала и площади его нанесения следует производить из условия среза (скручивания) винта при затяжке.
В частности, предлагается осуществлять выбор промежуточного материала по формуле

где МПМ - момент, необходимый для среза промежуточного материала при затяжке;  - удельная сдвиговая прочность промежуточного материала; АПМ - площадь среза промежуточного материала; d2 - средний диаметр резьбы винта;
- удельная сдвиговая прочность промежуточного материала; АПМ - площадь среза промежуточного материала; d2 - средний диаметр резьбы винта;  - момент сопротивления сечения стержня винта кручению; d3 - внутренний диаметр резьбы винта по дну впадины; τсд - предел прочности материала винта на сдвиг.
- момент сопротивления сечения стержня винта кручению; d3 - внутренний диаметр резьбы винта по дну впадины; τсд - предел прочности материала винта на сдвиг.

где Р - шаг резьбы; n - число витков резьбы, находящихся в контакте.
Способ осуществляется следующим образом.
Вначале производят частичное соединение резьбовых деталей (фиг.1). Для того чтобы заполнить пространство между резьбовыми поверхностями деталей жидким или пастообразным промежуточным материалом, его, например, наносят перед соединением деталей на их резьбовые поверхности. Нанесение промежуточного материала производят известным способом, который зависит от вида (состава) материала и технологии его нанесения. Затем, после затвердевания промежуточного материала в пространстве между резьбовыми поверхностями частично соединенных деталей, детали доводят до конечного положения с созданием усилия затяжки (фиг.2).
Заполнение пространства между резьбовыми поверхностями жидким или пастообразным промежуточным материалом можно производить на всей длине свинчивания резьбовых деталей или на ее части, что зависит от множества факторов и определяется в каждом конкретном случае реализации способа.
Пример выполнения способа.
Проводилась реализация предлагаемого способа для получения резьбового соединения М8 - 6H/6g (средний диаметр d2=7,188 мм, внутренний диаметр резьбы винта по дну впадины d3=6,466 мм, шаг Р=1,25 мм, число витков гайки n=5, шероховатость сопрягаемых поверхностей Ra=1,6 мкм). Материал винта и гайки - сталь 35Х (класс прочности болта - 8.8, предел текучести σT=640 МПа ГОСТ Р 52627-2006), предел прочности материала винта на сдвиг τсд=320 МПа, покрытие - цинк.
В качестве промежуточного материала для заполнения пространства между резьбовыми поверхностями применялся анаэробный материал фирмы Permabond HM165, со сдвиговой прочностью 
Анаэробный материал затвердевает в зоне контакта деталей без доступа воздуха (кислорода). Промежуточный материал был выбран согласно формуле (1).
Испытания проводились на разрывной машине Р-5, использовалась схема нагружения резьбового соединения, показанная на фиг.3.
Эффект от реализации способа определялся по величине усилия разрыва стержня винта, на которое, как известно [1, с.70, 2, с.44], оказывает влияние концентрация напряжений от затяжки во впадинах между витками, что в свою очередь зависит от распределения нагрузки по виткам резьбы.
Для реализации способа собирались две группы резьбовых соединений по пять образцов в каждой группе. Одна группа собиралась без промежуточного материала, а другая - с промежуточным материалом.
В качестве стягиваемых деталей выступали захваты разрывной машины (фиг.3), которые в момент затяжки резьбового соединения находятся в неподвижном состоянии.
Вначале осуществлялось частичное соединение резьбовых деталей (фиг.1). Опорный торец гайки не доводился до конечного положения на расстоянии l=Р=1,25 мм. Перед соединением деталей на их резьбовые поверхности с помощью специального дозатора наносился жидкий анаэробный материал. Материал не наносился на поверхность на участке а равным l (фиг.1), где l - расстояние между опорным торцом гайки и стягиваемой деталью.
Затем, после затвердевания анаэробного материала в пространстве между резьбовыми поверхностями частично соединенных деталей, детали доводились до конечного положения с созданием усилия затяжки (фиг.2). В конце затяжки усилие между всеми витками резьбы на длине свинчивания распределяется более равномерно.
Для создания одинакового усилия затяжки в резьбовых соединениях каждая гайка, начиная с положения, изображенного на фиг.1, завинчивалась на 3 полных оборота.
Далее резьбовое соединение подвергалось нагружению внешней растягивающей силой F (фиг.3) до разрыва стержня винта. Разрыв стержня винта происходил под первым или вторым витком резьбы.
Общее усилие, действующее на винт, составило ΣF=Fзат+F.
Реализация предлагаемого способа показала, что усилие разрыва для резьбовых соединений с промежуточным материалом в среднем на 30% больше, чем для резьбовых соединений без промежуточного материала. Полученные результаты показывают, что существенное влияние на разрывное усилие оказывает концентрация напряжений во впадинах витков резьбы, которая существенно меньше у резьбовых соединений, собранных по предлагаемому способу.
Таким образом, при реализации данного способа существенно упрощается процесс получения резьбового соединения с более равномерным распределением нагрузки по виткам резьбы, возникающей от усилия затяжки, т.к. не требуется усложнять конструкцию резьбовых деталей и, следовательно, технологию их изготовления. Кроме того, при нахождении в зоне контакта резьбовых деталей затвердевшего промежуточного материала одновременно обеспечиваются такие эксплуатационные характеристики резьбовых соединений, как прочность (статическая и усталостная) и герметичность, а также их способность сопротивляться самоотвинчиванию.
Предлагаемый способ обеспечивает технический эффект и может быть осуществлен с помощью известных в технике средств.
Источники информации
1. Биргер И.А. и др. Расчет на прочность деталей машин: Справочник. / Биргер И.А., Шорр Б.Ф., Иосилевич Г.Б. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1993. - 640 с.: ил.
2. Андриенко Л.А. Детали машин: учеб. для вузов. / Л.А.Андриенко, Б.А.Байков, И.С.Ганулич и др.; под ред. О.А.Ряховского. - М.: Изд-во МГУ им. Баумана, 2002. - 544 с.
3. Патент на изобретение RU 2001124648 А, МПК F16B 11/00 Способ стопорения резьбовых соединений. / Болдырев А.А., Крылов В.В., Синицын В.М. Опубл. 2003.07.27.
4. Свидетельство на полезную модель RU 33969 U1, МПК Е21В 17/02, Е21В 17/042, Е21В 17/08, F16L 13/11 Соединение нефтегазопромысловых труб. / Тумаков С.Ф. Опубл. 20.11.2003.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ С НАТЯГОМ | 2007 |
|
RU2357111C1 |
| СПОСОБ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1996 |
|
RU2093334C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1990 |
|
RU1807755C |
| Способ затяжки резьбового соединения | 2015 |
|
RU2621749C2 |
| Способ соединения с натягом | 2023 |
|
RU2807431C1 |
| Способ соединения деталей с натягом | 2019 |
|
RU2747172C2 |
| СПОСОБ СТОПОРЕНИЯ РЕЗЬБОВОГО КРЕПЕЖНОГО СОЕДИНЕНИЯ | 2013 |
|
RU2530865C1 |
| БОЛТ ДЛЯ КРЕПЛЕНИЯ ВСЛЕПУЮ | 2012 |
|
RU2589667C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ И СНИЖЕНИЯ НАГРУЗКИ НА ЕГО ВИТКИ У ОПОРНОГО ТОРЦА ГАЙКИ | 2016 |
|
RU2618644C1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1998 |
|
RU2200820C2 |
Изобретение относится к машиностроению и приборостроению и может использоваться при проведении механосборочных работ. Способ получения резьбового соединения включает заполнение пространства между резьбовыми поверхностями промежуточным материалом. Затем производят частичное соединение деталей по резьбовым поверхностям при неотвержденном состоянии промежуточного материала. После затвердевания промежуточного материала доводят соединяемые детали до конечного положения с созданием усилия затяжки. В результате существенно упрощается процесс получения резьбового соединения с выравниванием усилий, действующих на витки резьбы при затяжке. 3 ил.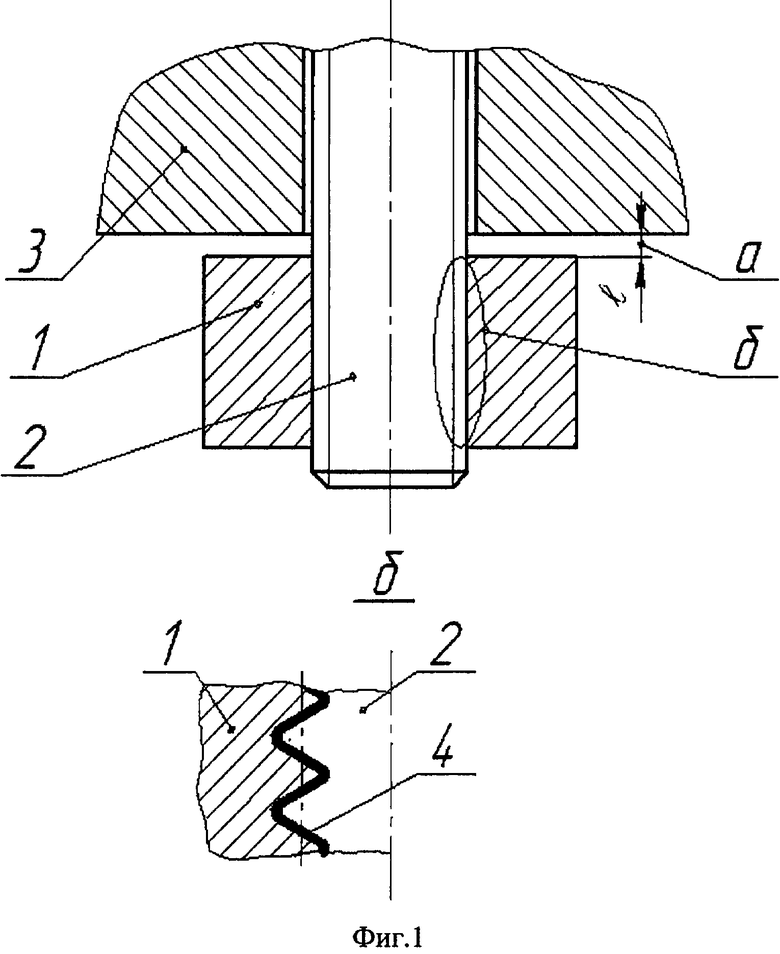
Способ получения резьбового соединения, включающий заполнение пространства между резьбовыми поверхностями промежуточным материалом, отличающийся тем, что производят частичное соединение деталей по резьбовым поверхностям при неотвержденном состоянии промежуточного материала, а после затвердевания промежуточного материала доводят соединяемые детали до конечного положения с созданием усилия затяжки.
| Складной прибор для поддерживания отпечатанных листов бумаги на пишущей машине | 1932 |
|
SU33969A1 |
| JP 2008185091 A, 14.08.2008 | |||
| Резьбовое соединение | 1987 |
|
SU1551855A1 |
| ШИХТА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ ИЗНОСОСТОЙКОГО СПЛАВА | 1997 |
|
RU2123920C1 |
| Способ изготовления фотографических светочувствительных материалов | 1948 |
|
SU77659A1 |

