Заявленное техническое решение относится к ракетной, авиационной, космической и морской технике. Преимущественно оно используется в качестве решетчатых крыльев и решетчатых рулей различных носителей и средств доставки.
Уровень техники
Решетчатые аэродинамические поверхности были открыты на заре развития авиации. Однако использоваться в современной технике они стали сравнительно недавно. Причиной тому явилась возникшая техническая потребность в аэродинамических поверхностях, в которых хорошо сочетаются такие свойства как более широкие возможности для получения необходимых аэродинамических характеристик, чем у монопланных крыльев; более высокая весовая отдача; возможность обеспечения минимальных габаритов современной техники в транспортном состоянии; удобство быстрого приведения их в рабочее состояние.
Основные преимущества решетчатых аэродинамических поверхностей перед другими видами аэродинамических поверхностей состоят в следующем: они имеют в несколько раз большую подъемную силу и управляющий момент, значительно меньшую массу и габариты, высокую жесткость и прочность, а также возможность их компактного размещения на различных аппаратах; их достоинством является также то, что все указанные преимущества решетчатых аэродинамических поверхностей справедливы в широком диапазоне скоростей: как при звуковых, так и при трансзвуковых и сверхзвуковых скоростях. В виду этого решетчатые аэродинамические поверхности в настоящее время достаточно широко применяются в ракетной, авиационной, космической технике, в подводном и надводном судостроении и т.п.
Известна решетчатая поверхность преимущественно для ракеты, содержащая силовую раму прямоугольной формы, имеющую боковины, корневой и концевой планы, узел крепления поверхности к валу привода и размещенный внутри рамы набор разнотолщинных предварительно деформированных планов W-образной формы, соединенных «внахлест» и опирающихся своими концами на внутренние поверхности боковин (см. патент РФ №2085440 от 11.05.1995).
Недостатком указанного устройства является то, что оно всегда будет иметь проигрыш в массе, прочности и жесткости по сравнению с устройством, в котором соединения тонких планов выполнено в тавр, т.е. крестообразно, (см. С.М. Белоцерковский, Л.А. Одновол, Ю.З. Сафин и др. «Решетчатые крылья», М. Машиностроение, 1985 г, с. 310). Кроме того, оно может быть изготовлено лишь для небольших по размеру решетчатых поверхностей и применяться в изделиях с небольшой массой.
Известна также решетчатая аэродинамическая поверхность преимущественно для ракеты, изготавливаемая из куска титана 3D-фрезерованием (см. http://sk.ru/net/1120818/b/news/archive/2016/03/22/izgotovleny-titanovye-ruli-dlya-sverhzvukovoy-rakety.aspx). Основными недостатками указанного устройства являются большая трудоемкость, большая продолжительность и большая стоимость ее изготовления, ограниченные размеры аэродинамической поверхности, а также крайне низкий коэффициент использования металла т.к. основная его часть идет в отход.
В настоящее время среди различных типов решетчатых аэродинамических поверхностей наибольшее распространение получило крыло-руль, изготавливаемое из листов жаропрочной нержавеющей стали (см. С.М. Белоцерковский, Л.А. Одновол, Ю.З. Сафин и др. «Решетчатые крылья», М. Машиностроение, 1985 г.) В нем аэродинамическая поверхность образована набором тонких пластин (планов), соединенных в тавр, т.е. крестообразно. Результатом такого соединения тонких планов являются квадратные соты, стороны которых расположены под углом 45° к боковинами и к планам силовой рамы. В этом случае решетчатая аэродинамическая поверхность представляет собой по существу тонкостенную ферму, т.е. весьма легкую и жесткую конструкцию. Данная модель решетчатых аэродинамических поверхностей была выбрана в качестве прототипа (см. С.М. Белоцерковский, Л.А. Одновол, Ю.З. Сафин и др. «Решетчатые крылья», М. Машиностроение, 1985 г, с. 10 (Рис. В.2); с. 222 (Рис. 9.7)).
Данная решетчатая аэродинамическая поверхность (прототип), используемая в качестве крыльев или рулей, содержит силовую раму прямоугольной формы, имеющую боковины, корневой и концевой планы, опоры крепления решетчатой поверхности к механизму управления, а также размещенный внутри силовой рамы набор взаимно пересекающихся тонких плоских планов с клиновидными заострениями на лицевой и тыльной кромках пластин и пазами для их взаимного соединения под углом 90° по отношению друг к другу. В результате взаимного пересечения тонких плоских планов под углом 90° по типовой технологии встречных пазов образуется решетка в виде сот. (см. С.М. Белоцерковский, Л.А. Одновол, Ю.З. Сафин и др. «Решетчатые крылья», М. Машиностроение, 1985 г, с. 10 и с. 222).
Изготовление внешнего контура тонких планов данной решетчатой поверхности и пазов в них для встречного соединения тонких планов производят путем высечки заготовок тонких планов из листа специальной жаропрочной нержавеющей стали в вырубных штампах. Клинообразную заточку лицевой и тыльной кромок тонких планов по всей их длине выполняют с помощью кругло-шлифовального станка. Заготовки деталей силовой рамы: двух боковин, корневого и концевого планов - вырубают из листа более толстого металла на штампах, а затем для придания их торцам обтекаемой формы - обрабатывают по внешнему контуру на точном фрезерном станке. Опоры узла крепления решетчатой поверхности к механизму управления изготавливают из куска металла также методом фрезеровки. Подготовленные таким образом тонкие планы и детали силовой рамы решетчатой аэродинамической поверхности после удаления заусенцев и общей очистки поступают на сборку. Здесь на специальном приспособлении с обеспечением высокой точности размеров и геометрии внутреннего контура первоначально собирают и с помощью аргонно-дуговой сварки сваривают силовую раму с опорами. Также в специальном приспособлении производят предварительную сборку тонких планов; через просечные пазы они по технологии «шип-паз» соединяют в прямоугольный блок и фиксируют друг с другом с помощью прихваток. Зазоры во всех пересечениях тонких планов должны быть от 0,03-0,05 до 0,1-0,2 мм (условие выполнения качественной и надежной пайки). Подготовленный таким образом блок из тонких планок плотно вставляют внутрь силовой рамы с зазором не более 0,2 мм и прихватывают аргонно-дуговой сваркой к внутренней поверхности силовой рамы. После промывки в ацетоне и сушки в этиловом спирте прототип решетчатой аэродинамической поверхности готовят к пайке. Для этого в местах пайки тонких планок между собой, а также в местах контакта тонких планов с внутренней стороной силовой рамы, производят крепление полосок припоя и прихватывают их с помощью точечной конденсаторной сварки. Подготовленную таким образом решетчатую поверхность в специальном приспособлении помещают в вакуумную электропечь, где в атмосфере чистого аргона при температуре около 1200°С производят ее высокотемпературную пайку. По завершении пайки и остывания в печи, которые осуществляют при постоянной продувке зоны пайки аргоном, производят контроль геометрических размеров и формы, а также качества пайки изделия. При обнаружении непропаев деталей решетчатой поверхности - осуществляют повторную установку полосок припоя в непропаянные места и повторную высокотемпературную пайку решетчатой поверхности. Достоинства данной решеточной аэродинамической поверхности, выбранной в качестве прототипа, определяются общими преимуществами решетчатых аэродинамических поверхностей по сравнению с монопланными, а также технологическими, стоимостными, размерными и временными преимуществами по отношению к решетчатым поверхностям, изготавливаемым из куска металла.
Вместе с тем конструкция данного прототипа имеет ряд недостатков.
Во-первых, из-за наличия клиновидных заострений на тонких планах во всех местах ортогонального пересечения тонких планов между собой образуются своеобразные дефекты геометрии поверхности на кромках в виде больших и глубоких щелей, которые на определенных режимах работы средств доставки, например, ракеты, могут привести к появлению в местах дефектов геометрии кромок «скачков уплотнения» той среды в которой движется данная решетчатая поверхность. А это значительно увеличивает лобовое сопротивление решетчатой поверхности, снижает ее суммарную подъемную силу, приводит к местному перегреву планов и снижает прочность всей конструкции, а в итоге - влияет на эффективность работы всего средства доставки.
Во-вторых, из-за того, что в данной конструкции прототипа в условиях серийного производства практически невозможно обеспечить требования по оптимальным зазорам между деталями для их качественной пайки, в некоторых местах решетки возможно снижение механической прочности паяных соединений.
В третьих, незначительна площадь контакта торцов тонких планов с внутренней поверхностью силовой рамы, что обусловлено касанием тонких планов к внутренней поверхности силовой рамы исключительно ребрами. Вследствие малой площади контакта тонких планов с внутренней поверхностью силовой рамы сила сцепления тонких планов с силовой рамой может оказаться недостаточной для прочного удержания тонких планов внутри силовой рамы. В виду этого возможен отрыв тонких планов от внутренних поверхностей силовой рамы решетчатого крыла и возникновение аварийной ситуации.
В четвертых, конструкция данного варианта решетчатой поверхности недостаточно технологична в условиях серийного производства т.к. при изготовлении прототипа имеют место большие затраты времени на сборку, сварку, пайку и остывание в печи данной решетчатой поверхности; также может не оптимально расходоваться металл из-за возможного брака деталей по зазорам.
Описание предлагаемого устройства
Техническим результатом изобретения является конструкция, обладающая в комплексе существенно более высокой прочностью и надежностью работы в реальных условиях применения, а так же меньшим лобовым сопротивлением и более высокой по сравнению с прототипом технологичностью изготовления.
Указанный технический результат достигается тем, что решетчатая аэродинамическая поверхность, используемая в качестве крыльев или рулей средств доставки и образованная силовой рамой, состоящей из боковин, корневого и концевого планов, а также опорами крепления силовой рамы и размещенным внутри силовой рамы набором взаимно пересекающихся тонких плоских пластин с клиновидными заострениями на лицевой и тыльной кромках, выполнена со специальными пазами, шипами, выступами и заточками, которые соединяют детали решетчатой аэродинамической поверхности в единое целое как за счет их взаимного проникновения друг в друга, так и за счет пайки и (или) сварки, в том числе лазерной или электронно-лучевой.
Для решения задачи создания решетчатой аэродинамической поверхности, обладающей в комплексе существенно более высокой прочностью и надежностью работы в реальных условиях применения, существенно меньшим лобовым сопротивлением и более высокой по сравнению с прототипом технологичностью изготовления, в заявленном устройстве применен ряд взаимосвязанных конструкторских решений.
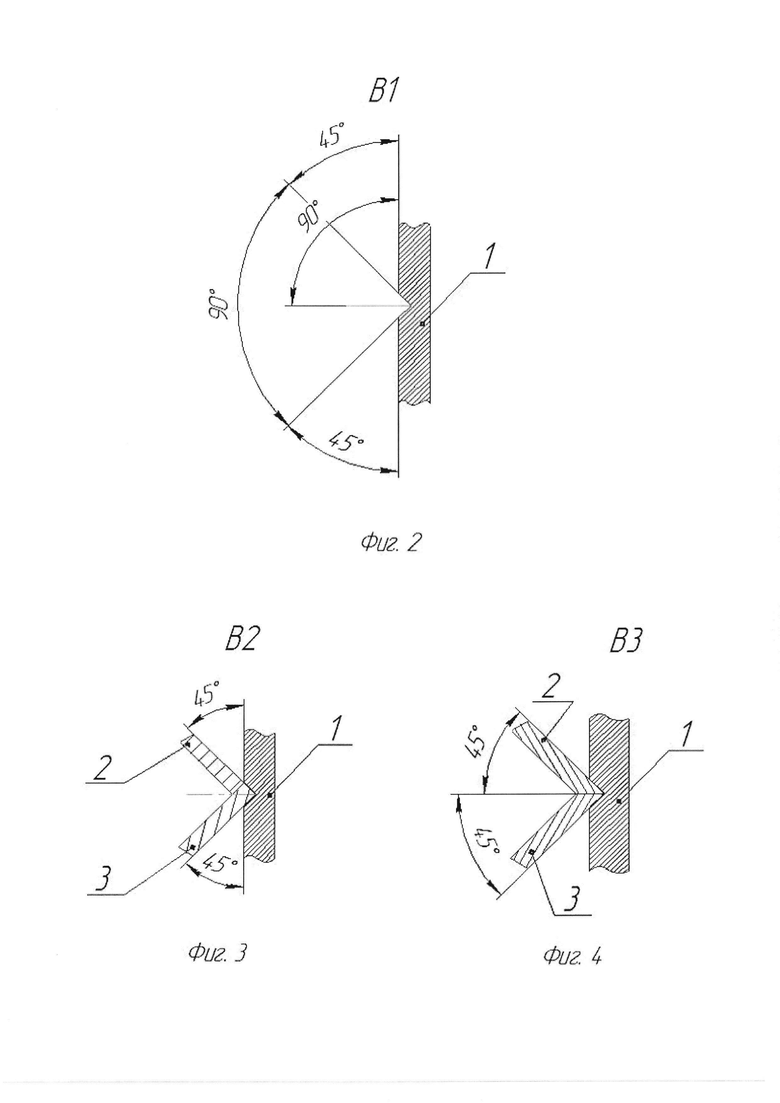
Первое. В предложенной конструкции решетчатой аэродинамической поверхности на внутренних поверхностях деталей силовой рамы в местах пересечения их тонкими планами выполняют вертикальные пазы, расположенные перпендикулярно лицевой плоскости решетчатой аэродинамической поверхности (показаны на Фиг. 2). Грани каждого из этих пазов расположены под углом 90° по отношению друг к другу и под углом 45° к внутренней поверхности соответствующей детали силовой рамы: боковине, корневому или концевому планам. В этих пазах размещены концы тонких планов, ориентированные ортогонально по отношению друг к другу (поз. 2 и поз. 3 на Фиг. 3). При этом одни тонкие планы (поз. 3 на Фиг. 3) частью своей боковой поверхности контактируют с одной из граней вертикально расположенных пазов треугольной формы и своими торцами - с поверхностью других граней этих же пазов, а другие - перпендикулярно расположенные к ним тонкие планы (поз. 2 на Фиг. 3) своими торцами контактируют с боковыми поверхностями ортогонально расположенных к ним планов поз. 3 на Фиг. 3. Этим достигается значительно большая площадь контакта тонких планов с деталями силовой рамы и друг с другом, а также механическое «запирание» в вертикальном пазу одного тонкого плана другим ортогонально расположенным по отношению к нему тонким планом.
Значительно большая площадь контакта тонких пазов с гранями пазов на внутренних сторонах деталей силовой рамы и еще большее взаимное механическое «запирание» одного тонкого плана другим тонким планом осуществляют в конструкции, где концы тонких планов имеют форму острого угла равного 45° (см. Фиг. 4). Это достигается за счет некоторого, хотя и небольшого, увеличения объема работ по приданию концам тонких планов заостренной формы. Тем не менее такое изменение конструкции узла крепления тонких планов к силовой раме дает существенный технический эффект в повышении в прочности, жесткости и надежности работы решетчатой аэродинамической поверхности.
Такое положение тонких планов в вертикальном пазу, показанное на Фиг. 3 и Фиг. 4, благоприятно также с точки зрения качества их лазерной или электроннолучевой сварки или пайки, т.к. сварка или пайка будут выполняться в виде отдельных непрерывных швов на всю глубину решетки. Предпочтение отдается лазерной или электронно-лучевой сварке при применении которых термические деформации силовой рамы будут приблизительно в 10 раз меньше, а скорость лазерной или электронно-лучевой сварки в 3-5 раз выше, чем при аргонно-дуговой сварке. При этом механическая прочность сварных швов, выполненных по технологии лазерной или электронно-лучевой сварки, будет на уровне механической прочности применяемого металла или сплава. Кроме этого, при лазерной или электронно-лучевой сварке сварной шов имеет мелкозернистую структуру и в него не вносится посторонний металл. В силу этого не происходит ухудшения коррозионной стойкости сварных соединений.
За счет всего выше указанного при сварке или пайке обеспечивается более сильная связь тонких планов с силовой рамой. Вследствие этого также значительно повышается механическая прочность и жесткость всей решетчатой аэродинамической поверхности. Кроме того, наличие данных пазов также весьма благоприятно сказываются на технологичности изготовления всей решетчатой аэродинамической поверхности, т.к. практически отпадает необходимость в точном позиционировании тонких планов в силовой раме: тонкие планы вставляют в силовую раму как по направляющим. С другой стороны, присутствие металлических сварных швов или пайки в вертикальных пазах практически не ослабляет жесткость и не ухудшает прочность боковин, а также корневого и концевого планов силовой рамы.
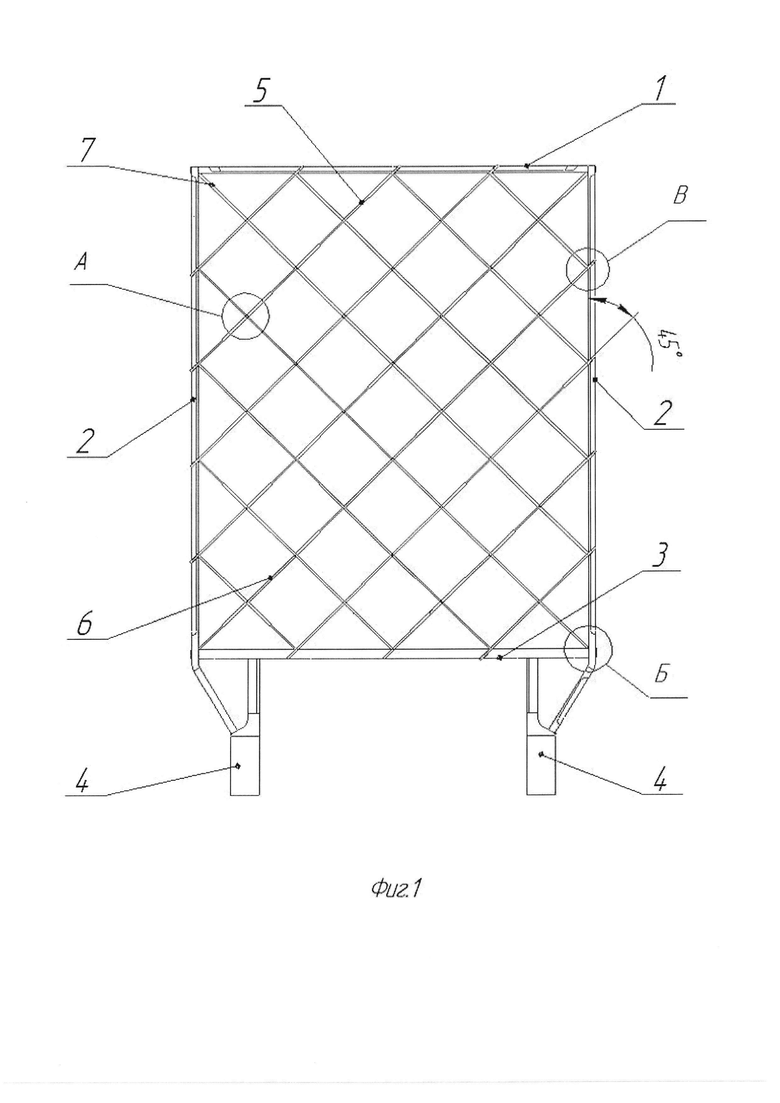
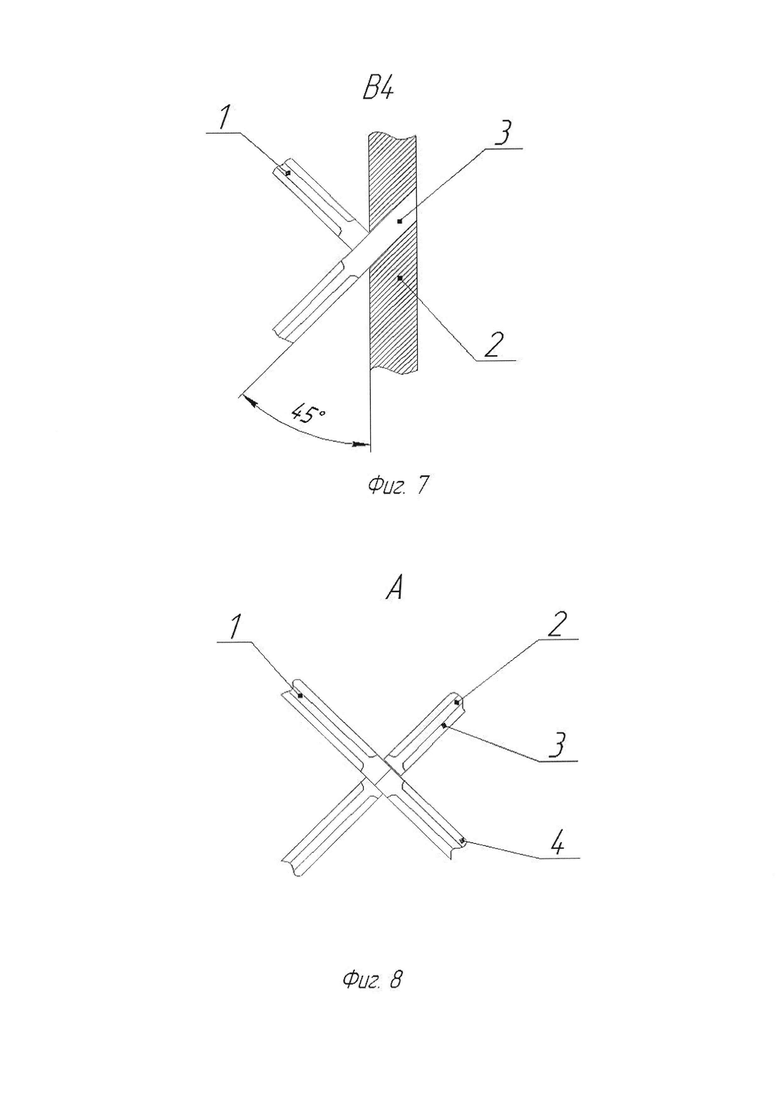
Второе. Прочность и жесткость решетчатой аэродинамической поверхности также значительно повышена за счет того, что половина от общего количества тонких планов, размещенных внутри силовой рамы, имеют выступы на одном или обоих их торцах, являющиеся продолжением их боковой поверхности (см. Фиг. 5 и Фиг. 6, поз. 1), а на ребрах боковин, корневого и концевого планов в местах их пересечения с тонкими планами с лицевой стороны решетчатой аэродинамической поверхности расположены параллельные друг другу пазы в виде щели с плоскопараллельными стенками, в которых плотно (зазор менее 0,1 толщины тонких планов) находятся выступы торцов тонких планов (см. Фиг. 7, поз. 3). Все пазы щелевидной формы на лицевой стороне силовой рамы и тонкие планы с выступами на торцах параллельны друг другу. Они расположены так, что стенки этих пазов и боковые поверхности тонких планов с выступами составляют угол 45° по отношению к внутренним поверхностям деталей силовой рамы (см. Фиг. 1). При этом глубина пазов на лицевой стороне деталей силовой рамы решетки и, соответственно, высота выступов на тонких планах составляет 0,1-0,3 от толщины решетчатого крыла (см. Фиг. 5 и Фиг. 6). Данная высота выступов на тонких планах и, соответственно, глубина пазов на ребрах деталей силовой рамы достаточны для того, что бы, с одной стороны, удержать тонкие планы от «продавливания» сквозь силовую раму при фронтальной нагрузке, а с другой стороны - не «ослабить» саму силовую раму.
Кроме этого, у всех тонких планов с выступами на торцах пазы для соединения с ортогональными тонкими планами выполнены с лицевой стороны решетчатой поверхности (см. Фиг. 5 и Фиг. 6 поз. 3). За счет этого тонкие планы с выступами на своих торцах, как бы «удерживают» в своих пазах ортогонально ориентированные тонкие планы и не дают им возможности сдвинуться к тыльной стороне решетки под действием фронтальных нагрузок.
Выступы тонких планов закрепляют в пазах на лицевой стороне силовой рамы посредством лазерной или электронно-лучевой сварки, которые обеспечивает прочность сварного соединения на уровне механической прочности основного металла и не создают каких-либо дефектов на поверхности решетчатой аэродинамической поверхности. За счет применения высоко концентрированных источников нагрева металла (лазерный луч или электронный пучок) не искажается геометрия решетчатой аэродинамической поверхности. Части торцов тонких планов, расположенные ниже выступов, а также торцы перпендикулярно расположенных к ним тонких планов в вертикальных пазах треугольной формы неразъемно соединены с внутренними поверхностями силовой рамы (см. Фиг. 3, Фиг. 4 и Фиг. 7).
Третье. В предлагаемом устройстве клинообразные заточки на лицевой и тыльной кромках тонких планов выполнены не сплошными по лицевой и тыльной кромкам как в прототипе, а в виде секторов, находящихся в середине промежутков между осями симметрии пазов для встречного соединения тонких пластин и промежутка между осью симметрии крайнего паза и местом контакта тонких пластин с элементами силовой рамы (см. Фиг. 5 и 6 поз. 2 и 4, а также Фиг. 8 поз. 3 и поз. 4). Расстояние, на котором края секторов отстоят от осей симметрии пазов у тонких планов и от места контакта тонких пластин с элементами силовой рамы, должно быть, по крайней мере, не меньшим, чем полторы толщины тонких планов. Это позволяет исключить образование щелей на передней и задней кромках тонких пластин в местах пересечения тонких планов, а также обеспечить надлежащее качество лазерной или электронно-лучевой сварки, значительно упростить и ускорить процесс сборки-разборки решетчатой аэродинамической поверхности. Ввиду этого уменьшаются «скачки уплотнения» среды, в которой движется данная решетчатая поверхность, существенно уменьшается лобовое сопротивление решетчатой поверхности, увеличивается ее суммарная подъемная сила, снижается местный перегрев планов, увеличивается прочность всей конструкции, а в итоге - повышается эффективность работы всего средства доставки.
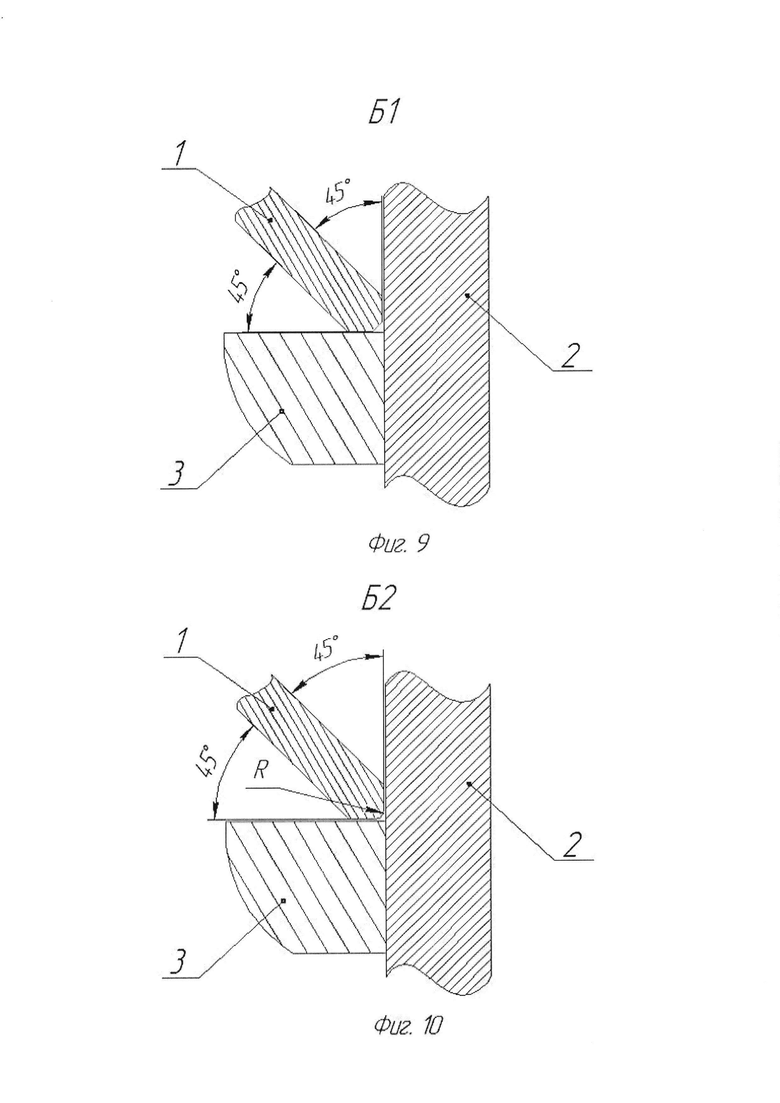
Четвертое. Концы тонких планов, расположенные в местах пересечения боковин с корневым планом и боковин - с концевым планом имеют форму либо равнобедренной трапеции (см. Фиг. 9), либо форму треугольника со скругленной вершиной (см. Фиг. 10). Такая конфигурация конца тонкого плана обеспечивает большую площадь контакта тонкого плана с деталями силовой рамы и, соответственно, после выполнения пайки или сварки обеспечивает большую прочность и жесткость всей решетчатой аэродинамической поверхности. Выбор той или иной формы конца тонких планов в местах пересечения боковин с корневым планом и боковин - с концевым планом определяется тем, какую форму имеет выступающий в этом месте металл после пайки или сварки.
Технические решения по конструкциям решетчатых аэродинамических поверхностей с пазами - щелями на фронтальной, а также вертикальных пазов треугольной формы на внутренней сторонах деталей силовой рамы с инженерной точки зрения не очевидны т.к. сами пазы могли бы «ослабить» силовую раму и привести к деформации или даже разрушению решетчатой аэродинамической поверхности. Однако размещение в этих пазах выступов на торцах тонких планов, а также поверхностей и торцов тонких планов и их последующая лазерная или электронно-лучевая сварка или пайка позволяют при незначительном увеличении трудозатрат и стоимости материалов существенно увеличить прочность и жесткость всей конструкции, повысить технологичность изготовления решетчатой аэродинамической поверхности. Указанные предложения относительно конструкции модернизированных решетчатых аэродинамических поверхностей подтверждены экспериментально.
Краткое описание чертежей
Фиг. 1. Общая схема расположения элементов аэродинамической решетчатой поверхности с обозначением основных ее элементов и видов соединений:
1 - концевой план;
2 - боковины;
3 - корневой план;
4 - опоры крепления;
5 - тонкие планы
А, Б и В - элементы типовых соединений тонких планов в обозначенных местах.
Фиг. 2. Вид одного из вертикальных пазов на внутренней стороне боковин, корневого и концевого планов силовой рамы в местах В на Фиг. 1. (Сечение в плоскости параллельной лицевой плоскости решетчатой поверхности.)
1 - боковина (корневой или концевой планы).
Фиг. 3. Вариант расположения концов тонких планов с торцами перпендикулярными боковой поверхности в вертикальных пазах на внутренней стороне силовой рамы в местах В на Фиг. 1. (сечение дано в плоскости параллельной лицевой плоскости решетчатой поверхности):
1 - боковина (корневой или концевой планы);
2 - тонкий план 2;
3 - тонкий план 3.
Фиг. 4. Вариант расположения концов тонких планов, скошенных под углом 45°, в вертикальном пазу на внутренней стороне силовой рамы в местах В на Фиг. 1). (сечение дано в плоскости параллельной лицевой плоскости решетчатой поверхности):
1 - боковина (корневой или концевой планы);
2 - тонкий план 2;
3 - тонкий план 3.
Фиг. 5. Вид одного из тонких планов с выступом на одном торце:
1 - выступ на торце тонкого плана;
2 - клинообразные «заточки» на лицевой стороне тонкого плана;
3 - пазы для соединения тонких планов в тавр;
4 - клинообразные «заточки» на тыльной стороне тонкого плана.
Фиг. 6. Вид одного из тонких планов с выступами на двух торцах:
1 - выступы на торцах;
2 - клинообразные «заточки» на лицевой стороне тонкого плана;
3 - пазы для соединения тонких планов в тавр;
4 - клинообразные «заточки» на тыльной стороне тонкого плана.
Фиг. 7. Вид сверху элемента B в месте расположения выступов тонких планов в пазах на ребрах деталей силовой рамы:
1 - тонкий план без паза на лицевой стороне решетчатой поверхности;
2 - тонкий план с пазом на лицевой стороне решетчатой поверхности;
3 - клинообразные заточки у тонких планов с пазом на лицевой стороне решетчатой поверхности;
4 - клинообразные заточки у тонких планов без паза на лицевой стороне решетчатой поверхности.
Фиг. 8. Вид элемента А на Фиг. 1: место пересечения тонких планов друг с другом:
1 - тонкий план с пазом внизу;
2 - тонкий план с пазом и выступом на лицевой стороне;
3 - заточки у тонкого плана с пазом внизу;
4 - заточки у тонкого плана с пазом вверху.
Фиг. 9. Вид элемента Б в местах пересечения боковин с корневым планом или с концевым планом при трапецевидной форме конца тонкого плана (угол при вершине трапеции равен 90°):
1 - тонкий план;
2 - боковина;
3 - корневой (концевой) план.
Фиг. 10. Вид элемента Б в местах пересечения боковин с корневым планом или с концевым планом при треугольной форме конца тонкого плана со скруглением вершины (угол при вершине треугольника равен 90°):
1 - тонкий план;
2 - боковина;
3 - корневой план (концевой план).
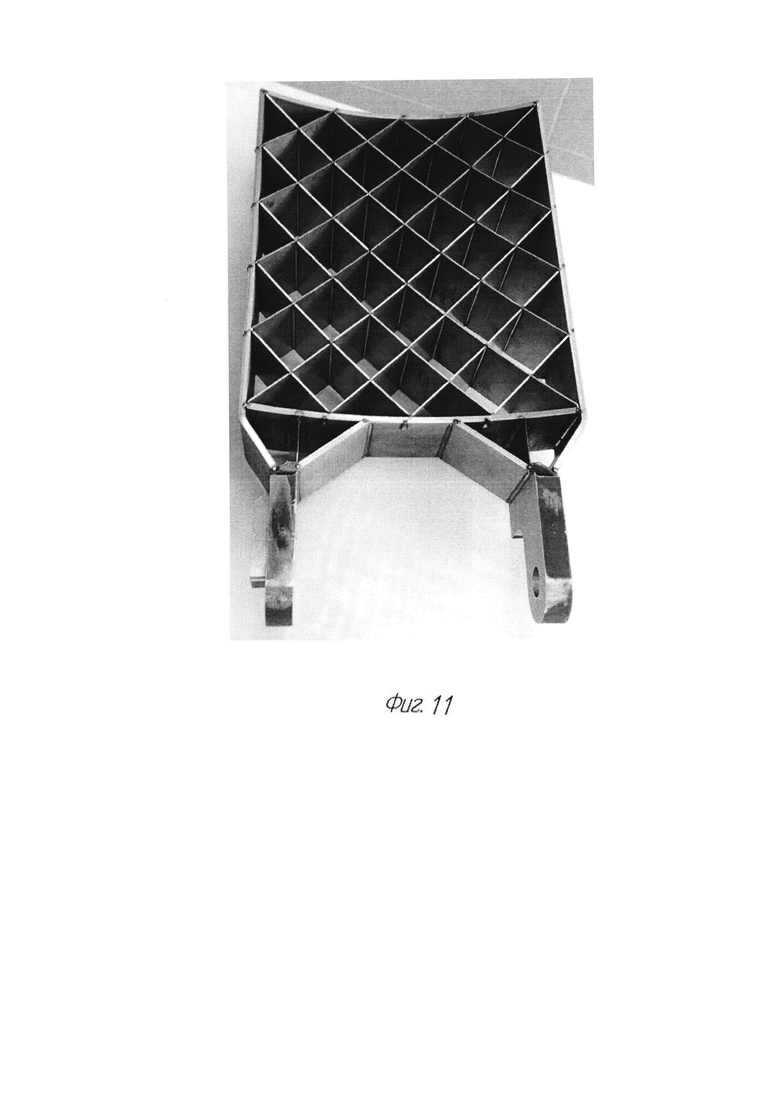
Фиг. 11. Предлагаемая решетчатая аэродинамическая поверхность с выступами тонких планов и пазами на лицевой стороне силовой рамы.
Пример реализации изобретения
Решетчатые аэродинамические поверхности в соответствии с изобретением изготавливали из различных сортов листовой нержавеющей коррозионностойкой стали, в т.ч. из жаропрочной. На Фото 11 представлен образец решетчатой аэродинамической поверхности, изготовленный из стали 12Х18Н10Т. Толщина тонких планов -1 мм, боковин, корневого и концевого планов - по 4 мм; шаг и толщина решетчатой аэродинамической поверхности 36 и 60 мм, соответственно.
Изготовление тонких планов решетки производилось на станке прецизионной лазерной резки RX-150 производства ООО «Лазерный центр», боковин, корневого и концевого планов - на станке лазерной резки КС - 3015 производства ВНИТЭП, а сварка решетчатой аэродинамической поверхности - на роботизированном станке лазерной сварки TruLaser Robot 5020 производства ф. Трумпф. Время изготовления решетчатых аэродинамических поверхностей в соответствии с данной заявкой на изобретение оказалось в 4-5 раз меньшим, чем время изготовления точно таких же аэродинамических поверхностей, изготавливаемых из монолитной заготовки методом 3D-фрезеровки, а стоимость - в 2-3 раза меньшей.
Испытания образцов решетчатых поверхностей, изготовленных в соответствии с данной заявки на изобретение, показало, что они выдерживают без разрушения в 1,5-1,6 раза большие статические и динамические нагрузки, чем их прототипы и аналогичные поверхности, изготовленные из монолитной заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕШЕТЧАТАЯ АЭРОДИНАМИЧЕСКАЯ ПОВЕРХНОСТЬ | 1995 |
|
RU2085440C1 |
| ДЕКОРАТИВНО-ПРИКЛАДНОЕ ИЗДЕЛИЕ С ДЕКОРАТИВНЫМИ ЗАЩИТНЫМИ НАКЛАДКАМИ | 2013 |
|
RU2546439C2 |
| КРЫЛО ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2531114C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ МЕТОДОМ НЕПРЕРЫВНОЙ НАМОТКИ | 1995 |
|
RU2089444C1 |
| АЭРОДИНАМИЧЕСКАЯ КОНСТРУКЦИЯ | 2006 |
|
RU2333865C1 |
| МНОГОРАЗОВЫЙ УСКОРИТЕЛЬ РАКЕТЫ-НОСИТЕЛЯ | 2006 |
|
RU2321526C1 |
| САМОЛЕТ-ЗАПРАВЩИК | 1994 |
|
RU2100257C1 |
| КАССЕТА МОДУЛЬНОГО ПОДВЕСНОГО ПОТОЛКА | 2023 |
|
RU2807734C1 |
| КРЫЛО С УПРАВЛЯЕМОЙ ЗАКРУТКОЙ | 2018 |
|
RU2696138C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ КОРНЕВИЩ КОРНЕОТПРЫСКОВЫХ СОРНЯКОВ, ПРЕИМУЩЕСТВЕННО КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ, И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2160524C1 |

Решетчатая аэродинамическая поверхность содержит силовую раму, состоящую из двух боковин, корневого и концевого планов в виде металлических пластин, и опоры крепления силовой рамы к механизму управления решетчатой аэродинамической поверхностью. Внутри силовой рамы, выполненной с пазами, размещен набор тонких плоских планов с клиновидно заточенными гранями, расположенный под углом 45° к обрамляющим ее двум боковинам, корневому и концевому планам. Решетка выполнена в виде квадратных сот с выступами на торцах тонких планов и пазами на лицевой и внутренней сторонах боковин, корневого и концевого планов под выступы и торцы тонких планов. Изобретение направлено на повышение прочности и жесткости конструкции. 5 з.п. ф-лы, 11 ил.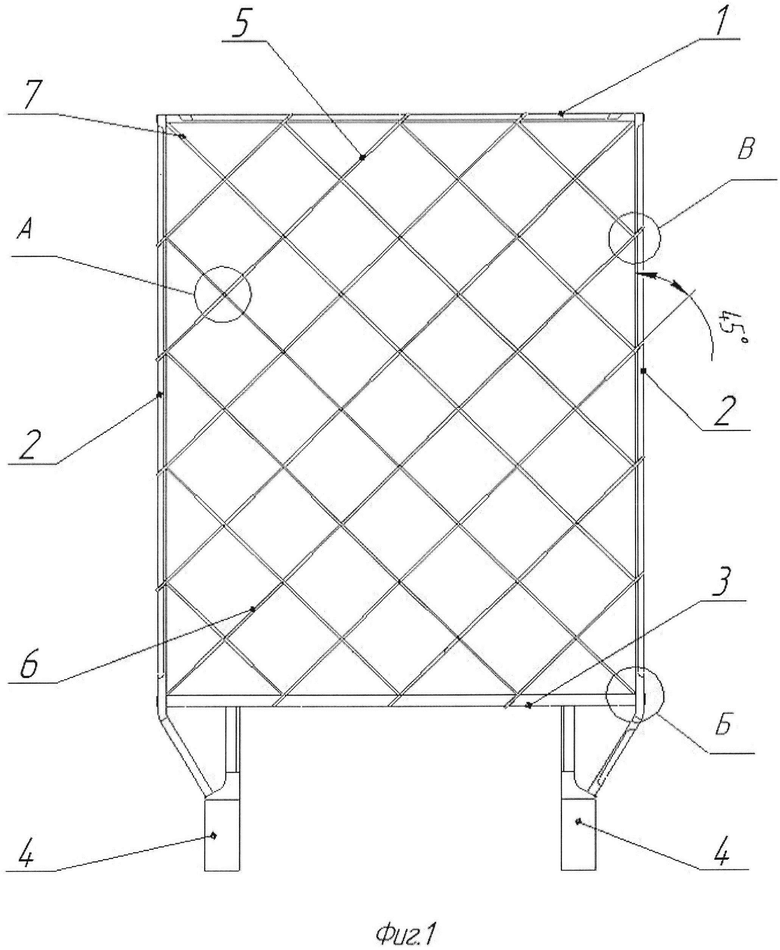
1. Решетчатая аэродинамическая поверхность, содержащая закрепленную на опорах силовую раму, имеющую боковины, корневой и концевой планы в виде плоских металлических пластин, и размещенный внутри силовой рамы набор тонких, плоских и взаимно пересекающихся планов с клиновидно заточенными кромками на их лицевой и тыльной сторонах, образующих решетку в виде квадратных сот, при этом набор ориентирован внутри силовой рамы так, что его тонкие планы расположены под углом 45° к обрамляющим его двум боковинам, корневому и концевому планам, отличающаяся тем, что на внутренних поверхностях боковин, корневого и концевого планов силовой рамы в местах пересечения с ними тонких планов перпендикулярно к лицевой плоскости решетчатой аэродинамической поверхности расположены пазы треугольной формы, грани которых находятся под углом 90° по отношению друг к другу и под углом 45° к внутренним поверхностям соответствующих деталей силовой рамы, в которых размещены торцы ориентированных ортогонально по отношению друг к другу тонких планов, причем одни тонкие планы частью своей поверхности контактируют с одними гранями вертикально расположенных пазов треугольной формы и своими торцами - с поверхностями других граней этих же пазов, а другие перпендикулярно расположенные к ним тонкие планы контактируют своими торцами в пазах с поверхностями ортогональных планов.
2. Поверхность по п. 1, отличающаяся тем, что концы тонких планов, расположенных в вертикальных пазах треугольной формы на внутренних поверхностях боковин, корневого и концевого планов, выполнены так, что торцы тонких планов наклонены под углом 45° по отношению к их боковой поверхности и при этом каждый из тонких планов своей боковой поверхностью контактирует с гранью вертикального паза и с поверхностью другого плана, расположенной под углом 45° по отношению к его боковой поверхности.
3. Поверхность по п. 1, отличающаяся тем, что половина из общего числа тонких планов, расположенных внутри силовой рамы, имеют с лицевой стороны решетчатой аэродинамической поверхности по меньшей мере одно продолжение своих торцов в виде выступа, а на ребрах боковин, корневого и концевого планов с лицевой стороны силовой рамы в местах их пересечения с тонкими планами расположены параллельные друг другу пазы в виде щелей с плоскопараллельными стенками, в которых находятся и неразъемно соединены с деталями силовой рамы выступы торцов тонких планов; при этом все пазы щелевидной формы на лицевой стороне силовой рамы параллельны друг другу и расположены под углом 45° по отношению к внутренним поверхностям силовой рамы, а глубина пазов на лицевой стороне деталей силовой рамы решетки и, соответственно, высота выступов на тонких планах составляет 0,1-0,3 от толщины решетчатого крыла, при этом у всех тонких планов с выступами на торцах пазы для крестообразного соединения тонких планов расположены с лицевой стороны решетчатой поверхности.
4. Поверхность по п. 1, отличающаяся тем, что концы тонких планов, расположенные в углах силовой рамы: боковин - с корневым планом и корневого плана - с боковинами имеют форму равнобедренной трапеции с углом при вершине, равным 90°.
5. Поверхность по п. 1, отличающаяся тем, что концы тонких планов, расположенные в углах пересечения деталей силовой рамы: боковин - с корневым планом и корневого плана - с боковинами имеют форму равнобедренного треугольника со скругленной вершиной, грани которого расположены под углом 90° по отношению друг к другу.
6. Поверхность по п. 1, отличающаяся тем, что на лицевой и тыльной кромках тонких планов выполнены клинообразные заточки в виде секторов, находящихся между осями симметрии пазов для встречного соединения тонких пластин, а также между осью симметрии крайних пазов и местом контакта тонких пластин с внутренней поверхностью силовой рамы; при этом расстояние, от края заточек до осей симметрии пазов у тонких планов и до места контакта тонких пластин с внутренней поверхностью силовой рамы составляет по меньшей мере полторы толщины тонких планов.
| DE 102004026625 A1, 05.01.2006 | |||
| WO 2008150311 A2, 11.12.2008 | |||
| СПОСОБ СТАБИЛИЗАЦИИ ДВИЖЕНИЯ РАКЕТЫ ПРИ ПОДВОДНОМ СТАРТЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532287C1 |
| US 0005048773 A1, 17.09.1991 | |||
| CN 103162580 A, 19.06.2013 | |||
| WO 2013078647 A1, 06.06.2013. | |||

