Изобретение относится к области металлургии, а именно к созданию композиционных материалов пропиткой пористого каркаса, имеющих высокую электропроводность, антифрикционные свойства, стойкость в агрессивных средах.
Известен способ получения композиционного материала пропиткой с одновременным химическим воздействием. Заготовку устанавливают на специальной графитовой платформе, прогревают над поверхностью расплава кремния или сплавом на основе кремния и меди, имеющим температуру 1700-1800°С, затем постепенно, со скоростью не более 10 см/мин опускают заготовку в ванну с расплавом. Тем самым осуществляя пропитку однонаправленным потоком расплава, распространяющимся фронтом по всему сечению заготовки (патент РФ №2276631 МПК С04В 35/52, опубл. 02.08.2004).
Недостатком данного способа является отсутствие в процессе пропитки стадии вакуумирования как сплава, так и заготовки, вследствие чего различные загрязнения в порах углеграфитовой заготовки препятствуют их заполнению матричным сплавом, а так же отсутствие вакуумирования негативно сказывается на расплаве матричного сплава который окисляется взаимодействуя с воздухом, снижая качество композиционного материала.
Известен способ получения композиционного материала пропиткой пористой заготовки металлом, при котором армирующий пористый каркас предварительно нагревают, затем заливают его матричным сплавом, проводят вакуумную дегазацию и пропитывают под воздействии избыточного давления 15±3 МПа на заготовку за счет термического расширения расплава в замкнутом объеме емкости при нагреве (патент РФ №1759932, МПК С22С 1/09, B22F 3/26, опубл. 07.09.92).
Недостатком этого способа при его использовании для получения КМ пропиткой является ограничение номенклатуры металлов для использования их в качестве матричного сплава, только свинец или его сплавы.
Наиболее близким является способ изготовления композиционных материалов, включающий погружение пористой заготовки в расплав матричного сплава алюминия, находящегося в камере для пропитки, вакуумную дегазацию в расплаве, нагрев на 100°С выше температуры ликвидус сплава алюминия одновременно с расплавом свинца, находящимся в камере для создания давления, и воздействие избыточным давлением на заготовку за счет термического расширения расплава в замкнутом объеме емкости для пропитки (патент РФ №2539528, МПК B22F 3/26, С22С 1/04, опубл. 20.01.2015).
Недостатком этого способа является большие потери затраты времени на нагрев оснастки и ее охлаждения для проведения дегазации камеры для пропитки.
Задача - разработка способа максимального заполнения пор в углеграфитовой заготовке при пропитке ее матричным сплавом.
Техническим результатом изобретения является повышение качества композиционных материалов (КМ).
Технический результат достигается в способе повышения проницаемости пор углеграфитовой заготовки, включающем вакуумную дегазацию пористой заготовки, ее пропитку в камере пропитки расплавом матричного сплава под воздействием избыточного давления за счет термического расширения расплава свинца в камере давления при нагреве на 100°С выше температуры ликвидус матричного сплава одновременно с расплавом свинца, при этом в качестве матричного сплава используют медно-фосфористый сплав, дегазацию проводят до погружения пористой заготовки в расплав матричного сплава, а перед пропиткой на пористую заготовку наносят четырехслойное гальваническое покрытие, состоящее из внутреннего медного, промежуточных хромового и серебряного, и наружного никелевого слоев.
Сущность изобретения заключается в разделении технологии на более простые этапы: разделение операций вакуумной дегазации углеграфитовой заготовки и пропитки, нанесение перед пропиткой на заготовку четырехслойного гальванического покрытия, состоящего из внутреннего медного, промежуточных хромового и серебряного, и наружного никелевого слоев, что способствует лучшему смачиванию углеграфитового каркаса, увеличивает проницаемость его пор и, соответственно, повышает качество композиционных материалов (КМ), а также позволяет повысить производительность процесса (за счет сокращения времени на получение КМ).
Перед нанесением гальваническим способом слоя меди проводится вакуумная дегазация углеграфитового каркаса в медном электролите, вследствие чего происходит частичное заполнение пор медным электролитом, после чего на углеграфитовый каркас наносят гальваническим способом медный слой, который образуется и в порах заполненных медным электролитом, после чего наносится хромовый слой покрытие, затем, гальванически наносятся серебряный и никелевый слои покрытия, что позволяет получить легирующие действие нанесенных особо чистых металлов на межфазной границе углеграфитовый каркас/пропитывающий сплав. Это позволяет снизить величину краевого угла смачивания.
Погружение пористой заготовки с нанесенным на нее четырехслойным гальваническим покрытием, в расплав матричного медно-фосфористого сплава, находящегося в камере для пропитки, выполненной из титана марки ВТ-1, ведет к лучшей заполняемости пор матричным сплавом.
Пластиковые емкости для нанесения гальванических покрытий наполняют:
- для нанесения медного слоя покрытия - сернокислым электролитом меднения, состоящим из медного купороса, дистиллированной воды, серной кислоты;
- для нанесения хромового слоя покрытия - электролитом хромирования, состоящим из хромового ангидрида и серной кислоты;
- для нанесения серебряного слоя покрытия - сульфатным электролитом, состоящим из хлористого серебра, железоцианистого калия, кальцинированной соды;
- для нанесения никелевого слоя покрытия - сульфатным электролитом никелирования, состоящим из сульфата никеля, сульфата натрия, сульфата магния, сухой борной кислоты, дистиллированной воды.
После нанесения гальванического покрытия углеграфитовый каркас помещается в устройство для пропитки.
При этом верхняя камера для пропитки устройства снабжена разделительной мембраной, на которую устанавливается углеграфитовый каркас с нанесенным на него четырехслойным гальваническим покрытием, состоящим из внутреннего медного, промежуточных хромового и серебряного, и наружного никелевого слоев. После установки углеграфитового каркаса (заготовки) камера для пропитки заполняется медно-фосфористым сплавом. Нижняя камера для создания давления предварительно заполнена расплавом свинца и позволяет осуществлять пропитку пористой заготовки при нагреве, под действием избыточного давления медно-фосфористого матричного сплава и получаемого за счет дополнительного термического расширения свинца, через металлическую мембрану при увеличении объема свинца в замкнутом объеме устройства для пропитки.
Определение температуры ликвидус с перегревом в 100°С позволяет учесть величину нагрева, обеспечивает создание требуемого давления пропитки, что позволяет получить КМ высокого качества с высокой степенью заполнения объема открытых пор пористой заготовки медно-фосфористым матричным сплавом.
Использование в качестве матричного расплава - медно-фосфористого сплава, а в качестве пористого тела углеграфитовой заготовки позволяет получать композиционные материалы, широко применяемые в машиностроении для изготовления токосъемников, вставок пантографов, электрических щеток, уплотнителей, вкладышей подшипников скольжения.
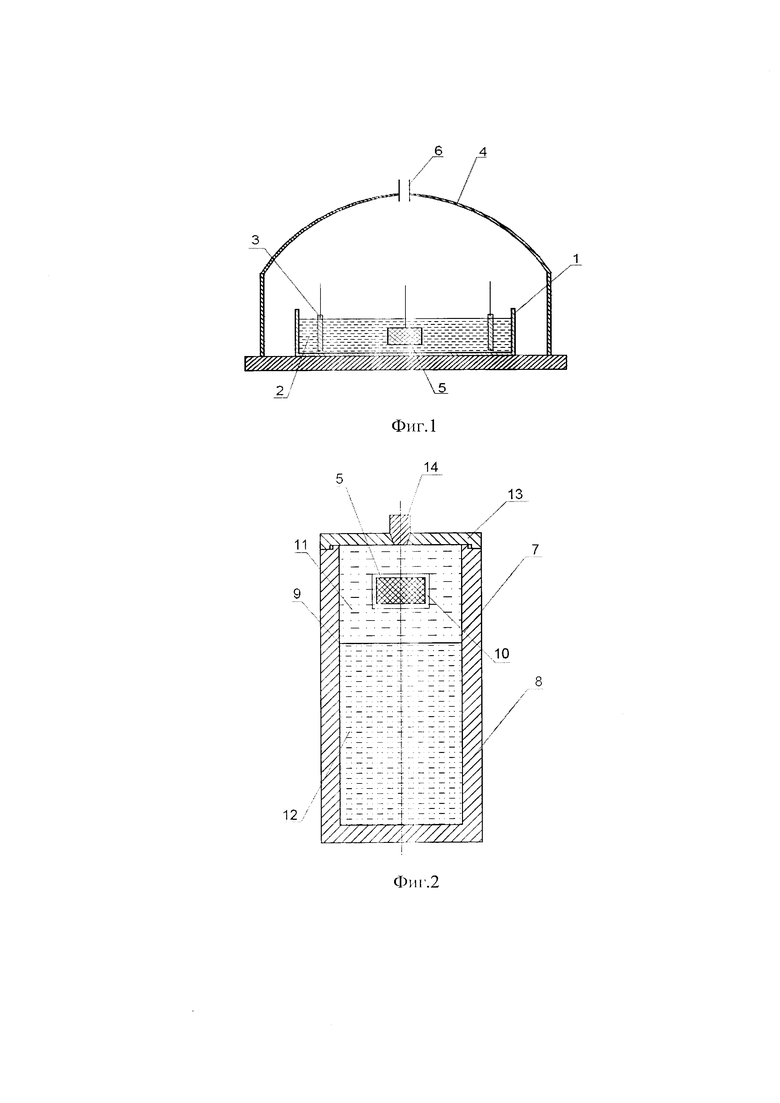
На фиг. 1 показана гальваническая камера, на фиг. 2 показано устройство для пропитки углеграфитовой заготовки.
Гальваническая камера состоит из пластиковой емкости 1 с электролитом 2 и анодами 3, купола 4, герметично закрывающего емкость 1. В емкости 1 помещена углеграфитовая заготовка 5. В куполе 4 выполнено отверстие 6, которое соединено с вакуумным насосом.
Устройство для пропитки углеграфитовой заготовки 5 состоит из двух камер: камеры для пропитки 7 и камеры для создания давления 8. Между камерами 7 и 8 установлена металлическая мембрана 9. В верхней камере для пропитки 7 размещена углеграфитовая заготовка 5 с нанесенным гальваническим покрытием 10. Камера для пропитки 7 заполнена расплавом медно-фосфористого матричного сплава 11. Нижняя камера для создания давления 8 заполнена расплавом свинца 12. Устройство для пропитки герметично закрывается крышкой 13 с пробкой 14.
Пример
По предложенному способу был получен КМ углеграфит - медно-фосфористый сплав с использованием углеграфита марки АГ-1500 имеющего открытую пористость 15%. Образец углеграфита был выполнен в виде куба со стороной 30 мм. Таким образом, объем углеграфитового каркаса составлял 900 мм3, объем пор в каркасе составлял 135 мм3. В качестве медно-фосфористого сплава использовался матричный сплав на основе меди, согласно патента на изобретение RU 2 430 983 (МПК С22С 9/00, С22С 1/04, опубл. 10.10.2011).
При осуществлении способа углеграфитовую заготовку 5 закрепленную медной проволокой погружают в емкость 1 наполненную медным электролитом 2, состоящим из 200 г/л сернокислой меди, 70 г/л серной кислоты и 10-15 мл спирта, температура электролита 20-25°С. Затем емкость 1 накрывают герметичным куполом 4, после чего через отверстие 6 в куполе проводят вакуумную дегазацию в течение 5-7 минут. Далее в емкость 1 погружают два медных анода 3, соединенных между собой медной проволокой, после чего аноды 3 и углеграфитовая заготовка 5 подключаются к источнику постоянного тока, положительный заряд к анодам, а отрицательный к углеграфитовой заготовке 5, сила тока устанавливается 1,5 А с выдержкой в 40-60 мин. После нанесения на углеграфитовый каркас медного слоя покрытия, наносится слой хрома. Для этого емкость наполненная предварительно нагретым до 50-55°С хромовым электролитом состоящим из 250 г/л хромового ангидрида, 1,5 г/л и установленными в ней анодами из сплава свинца и сурьмы, соединенных между собой медной проволокой, подключается к источнику постоянного тока аналогично ванне меднения. Чтобы избежать травления слоя меди в хромовом электролите силу тока устанавливают на 2-3 А после чего углеграфитовый образец с нанесенным медным покрытием погружают в хромовый электролит, при чем не проводя процесс дегазации, после чего углеграфитовый каркас промывается в воде, сушится и далее на него наносится слой серебра.
Перед нанесением серебряного слоя покрытия поверхность углеграфитового образца с нанесенным хромовым покрытием обезжиривается, после чего обработанная заготовка подвергается серебрению. Для этого используется емкость, аналогичная емкости 1, наполненная электролитом серебрения 2, состоящим из: хлористого серебра - 10-15 г, желтой кровяной соли (железоцианистый калий) - 15-35 г, кальцинированной соды - 15-35 г. В гальваническую ванну погружается углеграфитовая заготовка, закрепленная на проволоку. Затем в гальваническую ванну устанавливают листовые аноды 3 выполненные из серебра, соединенные между собой проволокой. Подключение к источнику постоянного тока аналогично ванне меднения. После на заготовку наносится никелевый слой.
Для этого используется емкость, аналогичная емкости 1, наполненная никелевым электролитом 2, состоящим из 140 г/л сульфата никеля, 50 г/л сульфата натрия, 30 г/л сульфата магния, 20 г/л сухой борной кислоты, и установленными в ней анодами 3 выполненных из никеля соединенными между собой медной проволокой. Затем сила тока устанавливается на 2 А с выдержкой 60 минут. Подключение к источнику постоянного тока аналогично ванне меднения. Процесс дегазации повторно не проводится.
Далее углеграфитовую заготовку 5 с нанесенным четырехслойным гальваническим покрытием 10, состоящим из внутреннего медного, промежуточных хромового и серебряного, и наружного никелевого слоев, промывают в воде, сушат и помещают в емкость для пропитки матричным сплавом меди.
При осуществлении способа устройство для пропитки углеграфитовой заготовки 5, выполненное из двух камер 7 и 8 нагревают до температуры 400°С и заполняют камеру 8 расплавом свинца 12. Устанавливают металлическую мембрану 9 между камер и скручивают их так, чтобы мембрана 9 герметизировала соединение. Затем, в камере 7 размещают углеграфитовую заготовку 5 с нанесенным гальваническим покрытием 10, закрывают камеру 7 крышкой 13, нагревают до температуры 800°С. В камеру 7 заливают расплав медно-фосфористого матричного сплава 11, полностью покрывая им пористую заготовку 5, затем крышку 13 притирают пробкой 14, предварительно нагретой до 900°С и шплинтуют ее.
После этого устройство для пропитки углеграфитовой заготовки 5 нагревают на 100°С выше температуры ликвидус расплава медно-фосфористого матричного сплава с изотермической выдержкой 20 мин при достижении указанной температуры и расчетного давления. За счет разницы коэффициентов термического расширения емкости и расплава медно-фосфористого матричного сплава 11, а также за счет разницы, коэффициентов термического расширения расплава свинца 12 внутри камеры 8 и расплава медно-фосфористого матричного сплава 11, при котором увеличивается объем камеры 7, создается оптимальное давление пропитки.
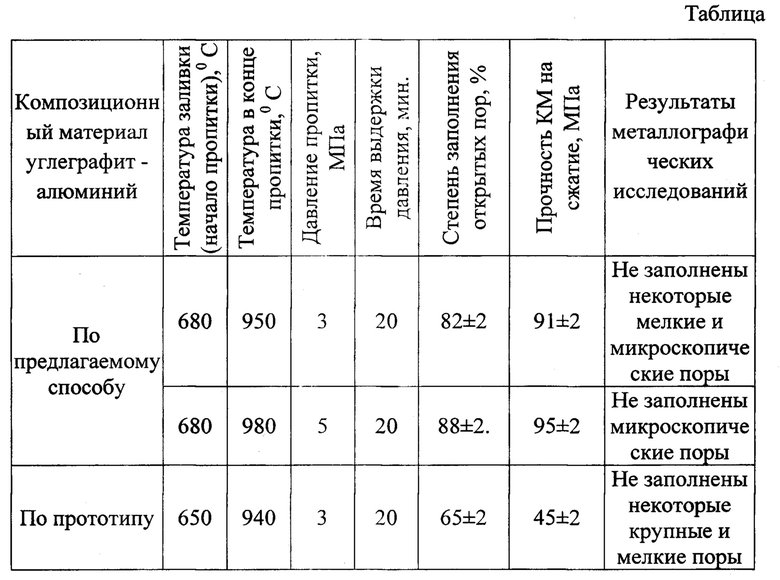
Пропитка производилась при давлении 3-5 МПа, что обеспечивалось температурой нагрева емкости для пропитки, равной 950-980°С.
По окончании пропитки, удаляют пробку 14, сливают третью часть расплава медно-фосфористого матричного сплава 11, отворачивают крышку 13, извлекают полученный КМ и производят его охлаждение с кристаллизацией расплава медно-фосфористого матричного сплава 11 в порах.
Полученный КМ испытывался на прочность при сжатии, степень заполнения открытых пор (плотность пропитки) оценивалась по удельному весу КМ до и после пропитки, структура КМ оценивалась по результатам металлографических исследований.
Результаты испытаний приведены в таблице.
Таким образом, способ повышения проницаемости пор углеграфитовой заготовки, включающий вакуумную дегазацию пористой заготовки до ее погружения в расплав матричного сплава, при котором перед пропиткой пористую заготовку покрывают четырехслойным гальваническим покрытием, состоящим из внутреннего медного, промежуточных хромового и серебряного, и наружного никелевого слоев, пропитку в камере расплавом медно-фосфористого матричного сплава под воздействием избыточного давления за счет термического расширения расплава свинца в камере давления при нагреве на 100°С выше температуры ликвидус матричного сплава одновременно с расплавом свинца, обеспечивает повышение качества композиционных материалов (КМ).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения проницаемости пор углеграфитовой заготовки | 2018 |
|
RU2688782C1 |
| Способ повышения проницаемости пор углеграфитовой заготовки | 2018 |
|
RU2688785C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751873C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751868C1 |
| Способ повышения проницаемости пор углеграфитовой заготовки | 2018 |
|
RU2688778C1 |
| Способ повышения проницаемости пор углеграфитовой заготовки | 2018 |
|
RU2688779C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2750300C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751866C1 |
| Способ повышения проницаемости пор углеграфитовой заготовки | 2018 |
|
RU2688780C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751856C1 |
Изобретение относится к получению углеграфитового композиционного материала. Способ включает вакуумную дегазацию пористой углеграфитовой заготовки, ее пропитку в камере пропитки расплавом матричного сплава под воздействием избыточного давления за счет термического расширения расплава свинца в камере давления при нагреве на 100°С выше температуры ликвидус матричного сплава одновременно с расплавом свинца. В качестве матричного сплава используют медно-фосфористый сплав, дегазацию проводят до погружения пористой заготовки в расплав матричного сплава, а перед пропиткой на пористую заготовку наносят четырехслойное гальваническое покрытие, состоящее из внутреннего медного, промежуточных хромового и серебряного и наружного никелевого слоев. Обеспечивается повышение качества композиционного материала. 2 ил., 1 табл., 1 пр.
Способ получения углеграфитового композиционного материала, включающий вакуумную дегазацию пористой углеграфитовой заготовки, ее пропитку в камере пропитки расплавом матричного сплава под воздействием избыточного давления за счет термического расширения расплава свинца в камере давления при нагреве на 100°С выше температуры ликвидус матричного сплава одновременно с расплавом свинца, отличающийся тем, что в качестве матричного сплава используют медно-фосфористый сплав, дегазацию проводят до погружения пористой заготовки в расплав матричного сплава, а перед пропиткой на пористую заготовку наносят четырехслойное гальваническое покрытие, состоящее из внутреннего медного, промежуточных хромового и серебряного и наружного никелевого слоев.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2539528C1 |
| Способ изготовления композиционных материалов | 1990 |
|
SU1759932A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДКАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2004 |
|
RU2276631C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2124418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2571295C1 |
| Способ получения композиционного материала с металлической матрицей | 1990 |
|
SU1831413A3 |
| US 6699410 B2, 02.03.2004. | |||

