УРОВЕНЬ ТЕХНИКИ
1. Запрашивание приоритета
По данной заявке: (1) запрашивается приоритет в соответствии с предварительной заявкой на патент США №61/994,094, поданной 15 мая 2014, и (2) данная заявка является частичным продолжением заявки на патент США №14/695,008, поданной 23 апреля 2015, являющейся частичным продолжением заявки на патент США №13/861,273, поданной 11 апреля 2013, приоритет по которой запрошен по дате подачи предварительной заявки на патент США №61/623,027, поданной 11 апреля 2012; (b) приоритет по которой запрошен по дате подачи предварительной заявки на патент США №61/699,125, поданной 10 сентября 2012; и (с) являющейся частичным продолжением заявки на патент США №13/786,448, поданной 5 марта 2013, приоритет по которой запрошен по дате подачи предварительной заявки на патент США №61/606,885, поданной 5 марта 2012. Эти заявки полностью включены в данную заявку в виде ссылок. Все публикации, упомянутые в заявке, включены в нее полностью в виде ссылок.
2. Область техники
[0001] Данное изобретение относится к прецизионной штамповке, в частности, к прецизионной штамповке для получения устройств, предназначенных для использования в связи с передачей оптических сигналов, и, более конкретно, к прецизионной штамповке для получения устройств для маршрутизации оптических сигналов передачи данных.
3. Описание уровня техники
[0002] Правопреемник данного изобретения компания nanoPrecision Products, Inc. разработала различные оригинальные устройства, применяемые в связи с передачей оптических данных. Например, в US 2013/0322818 А1 раскрыто оптическое соединительное устройство, имеющее штампованную структурированную поверхность, для маршрутизации оптических сигналов передачи данных, в частности, оптическое соединительное устройство для маршрутизации оптических сигналов, содержащее основание; заданную на основании структурированную поверхность, где структурированная поверхность имеет профиль поверхности, который восстанавливает форму и/или отражает падающий свет; и заданную на основании конструкцию для выравнивания (юстировки, сопряжения), снабженную элементами поверхности, облегчающими позиционирование оптического компонента на основании в положении, обеспечивающем его оптическое выравнивании (юстировку, сопряжение) относительно структурированной поверхности, чтобы передавать свет вдоль определенной (заданной) траектории между структурированной поверхностью и оптическим компонентом, где структурированная поверхность и конструкция для выравнивания (юстировки, сопряжения) заданы на основании с помощью штамповки ковкого материала основания как целое (единая) часть.
[0003] Далее, в US 2013/0294732 А1 раскрыт герметичный выравнивающий узел для оптического волокна, имеющий интегрированный оптический элемент, в частности герметичный выравнивающий узел для оптического волокна, содержащий часть муфты, имеющую множество канавок, вмещающих концевые участки множества оптических волокон, где канавки задают положение и ориентацию концевых участков по отношению к части муфты. Узел содержит интегрированный оптический элемент для присоединения входа/выхода оптического волокна к оптоэлектронным устройствам в оптоэлектронном модуле. Оптический элемент может быть в виде структурированной отражающей поверхности. Конец оптического волокна находится на заданном расстоянии от структурированной отражающей поверхности и выровнен относительно нее. Структурированные отражающие поверхности и канавки для выравнивания оптоволокна могут быть сформированы штамповкой.
[0004] Далее, в заявке на патент США №14/695,008 раскрыто оптическое соединительное устройство для маршрутизации оптических сигналов, предназначенное для использования в модуле оптических коммуникаций, в частности, оптическое соединительное устройство, в котором на основании заданы структурированная поверхность, имеющая профиль поверхности, который восстанавливает форму и/или отражает падающий свет, и конструкция для выравнивания, заданная на основании, сконфигурированная с элементом поверхности, способствующим позиционированию оптического элемента на основании в положении оптического выравнивания со структурированной поверхностью, чтобы свет мог проходить вдоль заданной траектории между структурированной поверхностью и оптическим компонентом. Структурированная поверхность и конструкция для выравнивания заданы на основании как единое целое с помощью штамповки пластичного (ковкого) материала основания. Конструкция для выравнивания способствует пассивному выравниванию оптического компонента на основании в положении, соответствующем оптическому выравниванию со структурированной поверхностью, чтобы свет мог пройти вдоль заданной траектории между структурированной поверхностью и оптическим компонентом. Структурированная поверхность имеет профиль отражающей поверхности, которая отражает и/или восстанавливает форму падающего света.
[0005] В патенте США №7,343,770 раскрыта новая система прецизионной штамповки для производства маленьких толерантных частей. Такую систему штамповки, являющуюся предметом изобретения, можно использовать в различных процессах штамповки для производства устройств, раскрытых в упомянутых выше патентных публикациях. Эти процессы штамповки включают штамповку кускового материала (например, металлической заготовки, болванки) для формирования поверхности с окончательными характеристиками и плотными (т.е. маленькими) допусками, включая отражающие поверхности, имеющие нужную геометрию (форму) при прецизионном выравнивании относительно других заданных элементов поверхности.
[0006] До настоящего времени кусковой материал, который подвергают штамповке, являлся гомогенным материалом (например, полосой материала, такого как Ковар, алюминий и пр.). Процесс штамповки позволял создавать структурные элементы из одного гомогенного материала. Таким образом, различные элементы обладали свойствами одного материала, которые могли быть неоптимальными для одного или более элементов. Например, материал, обладающий свойством, подходящим для штамповки выравнивающего элемента, может не обладать качеством, подходящим для штамповки элемента с отражающей поверхностью, имеющей лучшую эффективность отражения света, для снижения потерь оптического сигнала.
[0007] Таким образом, является необходимым усовершенствовать процесс штамповки, чтобы создавать устройства с улучшенными структурными характеристиками, функциональностью, рабочими характеристиками, надежностью и технологичностью при сниженных затратах.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0008] Данное изобретение позволяет усовершенствовать существующие способы штамповки за счет создания композитной конструкции, которую подвергают прецизионной штамповке для формирования структурированных элементов (например, микро элементов), и, более конкретно, устройств, имеющих такие структурированные элементы для использования в связи с передачей оптических сигналов (включая передачу оптических сигналов для микроэлектромеханических систем (МЭМС), таких как сенсоры).
[0009] Согласно данному изобретению композитная конструкция содержит, по меньшей мере, два разнородных материала, имеющих одно или более различающихся свойств, включая, но не ограничиваясь только этими, химические, физические, тепловые, электрические, структурные и пр. свойства, которые могут быть оптимизированы для повышения функциональности структурированных элементов, которые предполагается создать из этих разнородных материалов. В частности, композитная конструкция содержит корпус, имеющий основание, содержащий материал основания (основной материал) и, по меньшей мере, вспомогательную часть, содержащую, по меньшей мере, иной вспомогательный материал, который присоединен к материалу основания или комплементарен ему. Вспомогательная часть присоединена к основанию. По меньшей мере, вспомогательному материалу вспомогательной части с помощью штамповки придана форма для создания, по меньшей мере, одного структурированного элемента, который облает тем преимуществом, что он сохраняет свойства вспомогательного материала (например, элемент со светоотражающей поверхностью и/или выравнивающий (юстирующий, сопрягающий) элемент для световода или источника/приемника света). Основанию также можно придать форму, чтобы задать другой структурированный элемент(элементы), выгодно сохраняющий свойства материала основания (основного материала).
[0010] В композитной конструкции разнородные материалы, несомненно, присутствуют в различных частях композитной конструкции (т.е. в основании и во вспомогательной части), таким образом обнаруживая различные свойства соответствующих разнородных материалов в различных частях композитной конструкции. Соответственно, в контексте данного изобретения вспомогательный материал конструкционно (структурно) соединен или присоединен к материалу основания, чтобы сформировать композитную конструкцию, содержащую различные материалы, сохраняющиеся в куске (в массе) в значительной степени отдельно, в различных частях композитной конструкции (пренебрегая любым возможным незначительным смешением/сплавлением, имеющем место на молекулярном уровне вблизи поверхности стыковки двух различных материалов), в отличие от конструкции, при которой кусок (массив материала) состоит из композита, соединения, сплава и/или твердого раствора двух или более разнородных материалов на базе основного материла.
[0011] Основание может служить монолитной поддерживающей подложкой, с которой соединена вспомогательная часть. По меньшей мере, вспомогательную часть подвергают штамповке, чтобы задать один или более структурированных элементов. В качестве дополнения или альтернативы основание может содержать структурированные элементы, заранее заданные на нем (например, штамповкой), до присоединения/штамповки вспомогательной части. Кроме того, может быть осуществлена стадия конечной штамповки вспомогательного материала и/или материала основания для получения желательного качества поверхности, геометрии (формы) и размеров структурированного элемента на вспомогательной части и/или на основании.
[0012] Согласно одному варианту выполнения изобретения, по меньшей мере, инородная часть, содержащая вспомогательный материал, покрывает, по меньшей мере, часть основания. Согласно другому варианту выполнения изобретения инородную часть можно присоединить к основанию другими способами (например, химическим связыванием, сваркой, клепкой и пр.).
[0013] Согласно другому варианту выполнения изобретения, по меньшей мере, одна инородная вспомогательная часть присоединена к основанию штамповкой. Вспомогательный материал может быть наплавлен на материал основания под давлением, возникающим в ходе штамповки инородного материала на материал основания; это возможно, когда основная часть и вспомогательная часть имеют похожий химический состав (например, два сплава алюминия). Альтернативно, вспомогательный материал конструкционно (структурно) блокируют в материале основания с помощью штамповки. Согласно одному варианту выполнения изобретения вспомогательный материал сконфигурирован в форме вставки, которая расположена в отверстии (щели) основания. Вставку штампуют, создавая блокирующую (взаимозамыкающуюся) конструкцию (например, блокирующую конструкцию в форме пробки или похожую на заклепку) по отношению к основанию и, в то же самое время, формируя желательный структурированный элемент на вставке.
[0014] Выбирают пластичный вспомогательный материал, чтобы ему можно было придать форму штамповкой. Материал основания можно также выбрать пластичным, чтобы ему можно было придать форму штамповкой. Согласно одному варианту выполнения изобретения вспомогательный материал выбирают таким образом, чтобы он был относительно более пластичным/ковким, чем материал основания, чтобы получить желаемые формы (геометрии), размеры и/или качество поверхности важных (критичных) элементов (например, поверхность с высокой оптической отражательной способностью) вспомогательной части.
[0015] Согласно одному варианту выполнения изобретения основанию можно придать форму (например, штамповкой), чтобы задать структурированный элемент(ы), имеющий(ие) относительно менее критичные (важные) размеры, форму и качество поверхности с относительно большими допусками, а вспомогательной части придают форму, чтобы задать структурированный элемент(ы), имеющие относительно более критичные (важные) размеры, форму и качество поверхности с относительно меньшими допусками. При таком подходе относительно менее важные структурированные элементы можно сформировать на материале основания, прикладывая меньше усилий для обеспечения (соблюдения) относительно больших допусков, в то время как относительно более важные структурированные элементы на вспомогательной части формируют более тщательно (прецизионно), предполагая задать размеры, формы и/или качество поверхностей с относительно меньшими допусками.
[0016] Согласно другому варианту выполнения изобретения, вспомогательная часть (например, в форме пробки или заклепки) содержит композитную конструкцию, содержащую, по меньшей мере, два разнородных вспомогательных материала (например, биметаллический материл), которые ассоциированы с различными свойствами, для штамповки различных структурированых элементов.
[0017] Согласно одному варианту выполнения изобретения путем штамповки для получения композитной конструкции, такой, как описана выше, можно сформировать оптическую скамью и/или оптическое соединительное устройство. Вспомогательной части придают форму, чтобы задать структурированную отражающую поверхность, а в дальнейшем структурированные элементы для выравнивания (юстировки, сопряжения) концевых участков оптических волокон относительно структурированных отражающих поверхностей. Вспомогательная часть может содержать первый тип вспомогательного материала для штамповки структурированной отражающей поверхности и иной (инородный) второй тип вспомогательного материала для штамповки структурированных элементов для выравнивания (юстировки, сопряжения). Основанию придают форму, чтобы задать структурированные элементы, относительно менее важные с точки зрения их размеров, такие как канавки для удержания оптических волокон.
[0018] Композитная конструкция по данному изобретению может содержать: (а) металлический вспомогательный материал и металлический материал основания; (b) металлический вспомогательный материал и неметаллический материал основания; и (с) неметаллический вспомогательный материал и металлический материал основания.
[0019] Данное изобретение может быть использовано для прецизионного формирования микроструктурированных элементов в различных устройствах, таких как описаны в патентных документах, обладателем которых является nanoPrecision Products, Inc. и о которых было упомянуто ранее в разделе Уровень техники. Данное изобретение может быть использовано для производства оптических узлов (подсистем) и штампованных оптических скамей, имеющих структурированные элементы, обладающие функциональностью кремниевых оптических скамей, раскрытых, например, в US 2003/223131 А1; патенте США №6,869,231; патенте США №8,103,140; и патенте США №8,168,939, или превосходящие их по функциональности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0020] Для более полного понимания сущности и преимуществ изобретения, а также предпочтительных способов его применения далее приведено детальное описание со ссылками на сопроводительные чертежи. На приведенных далее чертежах близкими символами (цифрами) обозначены аналогичные или похожие детали (части).
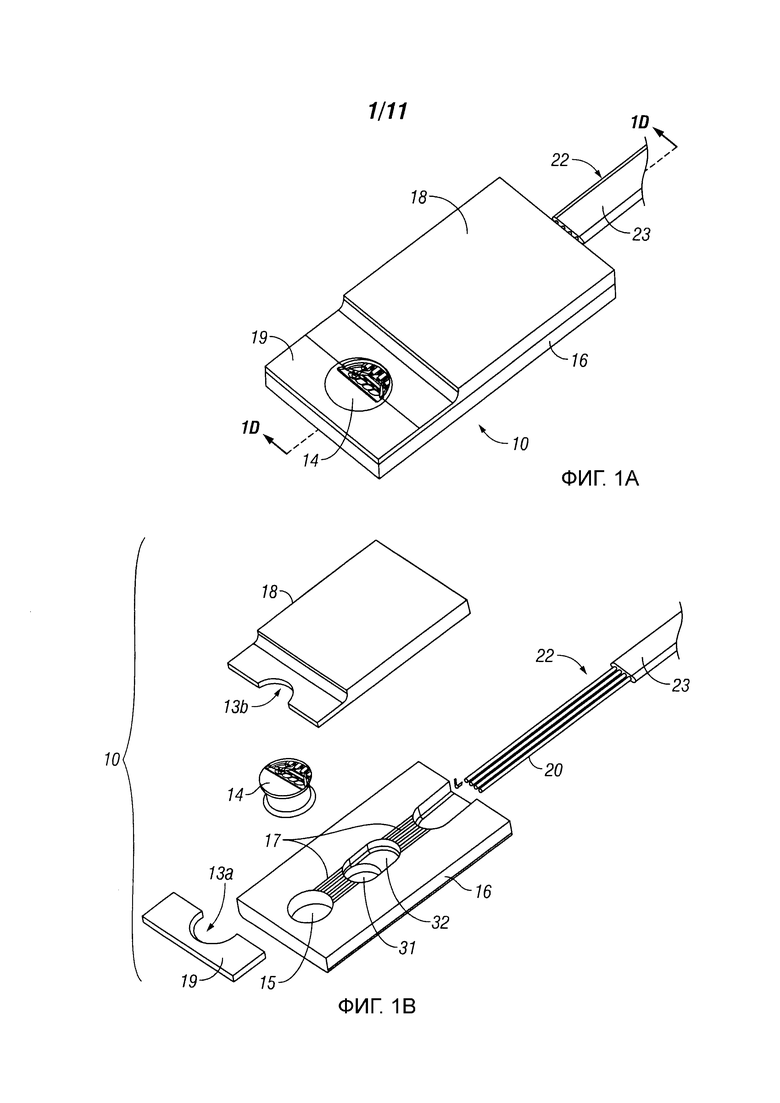
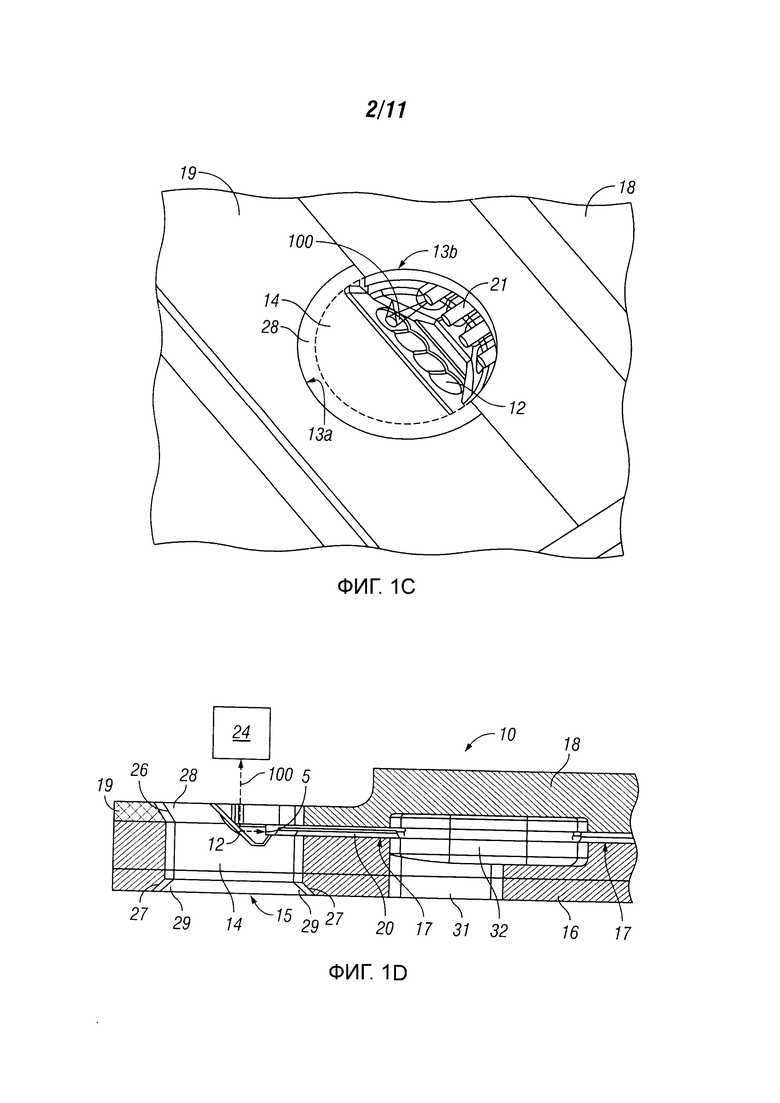
[0021] Фиг. 1А иллюстрирует оптическое соединительное устройство, содержащее штампованную оптическую скамью, имеющую композитную конструкцию в соответствии с одним из вариантов выполнения данного изобретения; Фиг. 1В представляет собой его перспективное изображение с пространственным разделением деталей; Фиг. 1С представляет собой увеличенное изображение области вспомогательной части на Фиг. 1В; Фиг. 1D представляет собой сечение вдоль линии 1D-1D на Фиг. 1А.
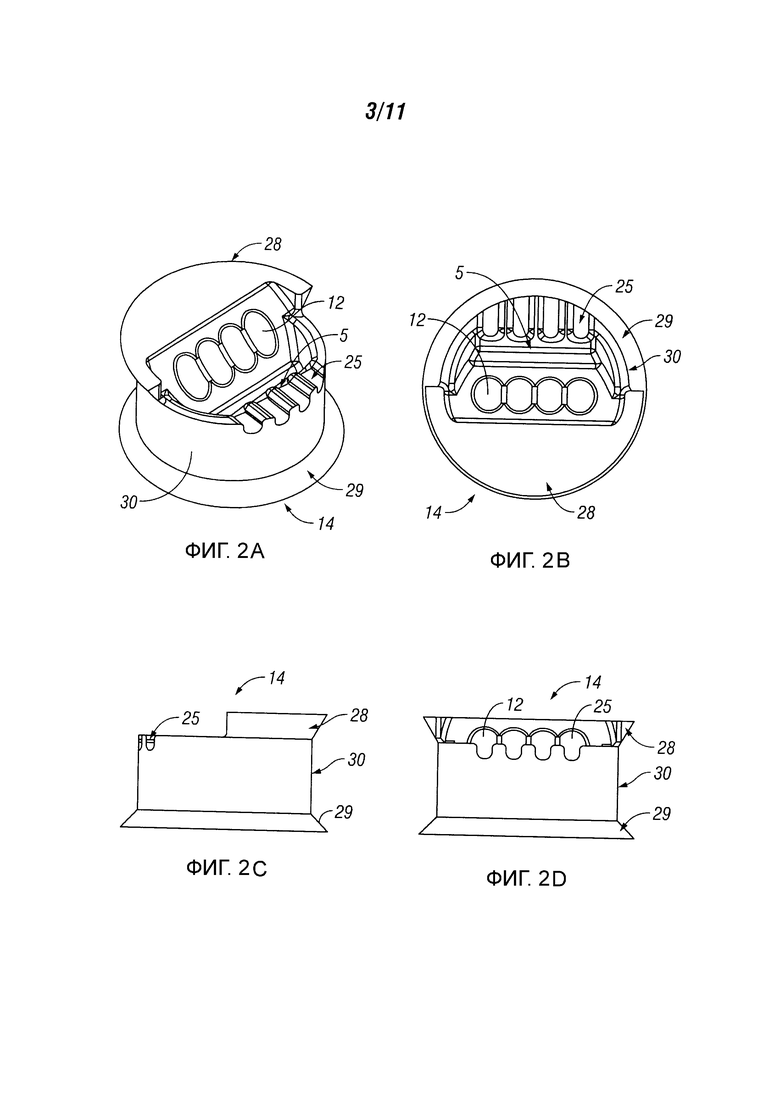
[0022] Фиг. 2A-2D иллюстрируют различные виды (ракурсы) вспомогательной части в соответствии с одним из вариантов выполнения данного изобретения.
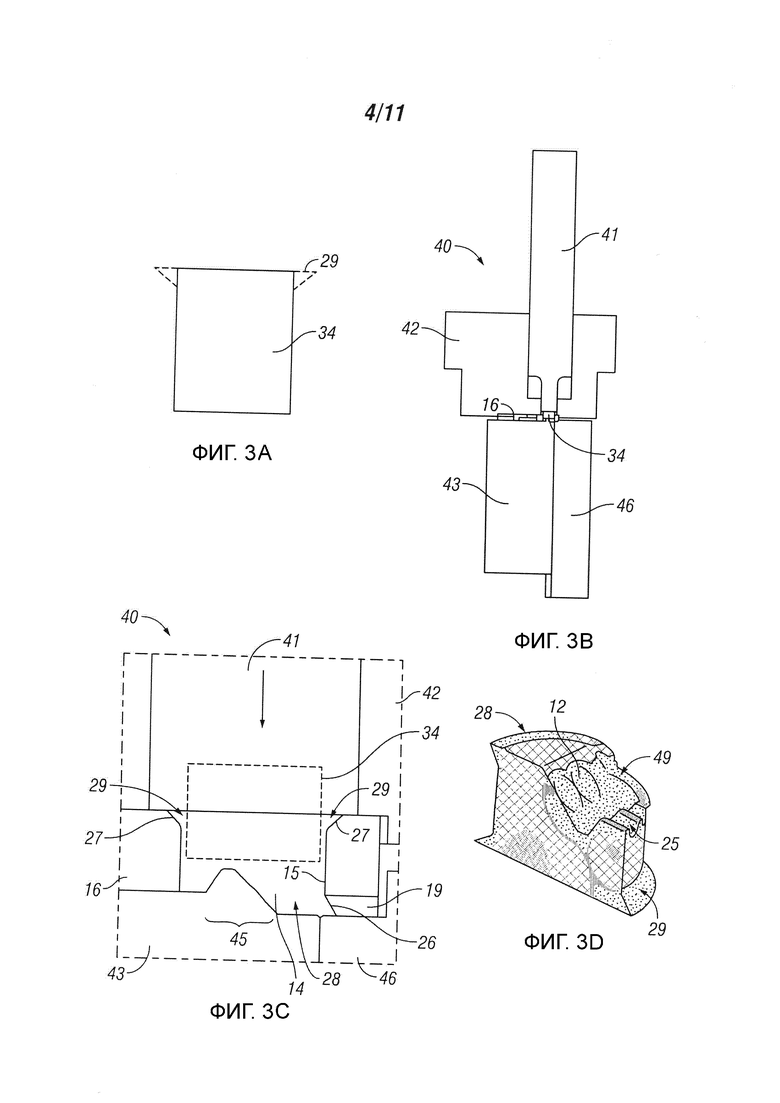
[0023] Фиг. 3А представляет собой схематическое изображение вставки для формирования вспомогательной части штамповкой, Фиг. 3В схематически иллюстрирует часть штамповочного инструмента в соответствии с одним из вариантов выполнения данного изобретения; Фиг. 3С представляют собой увеличенное изображение области контакта на Фиг. 3В; Фиг. 3D представляют собой модельное (имитационное) изображение пластической деформации вспомогательной части после того, как ее подвергли операции штамповки.
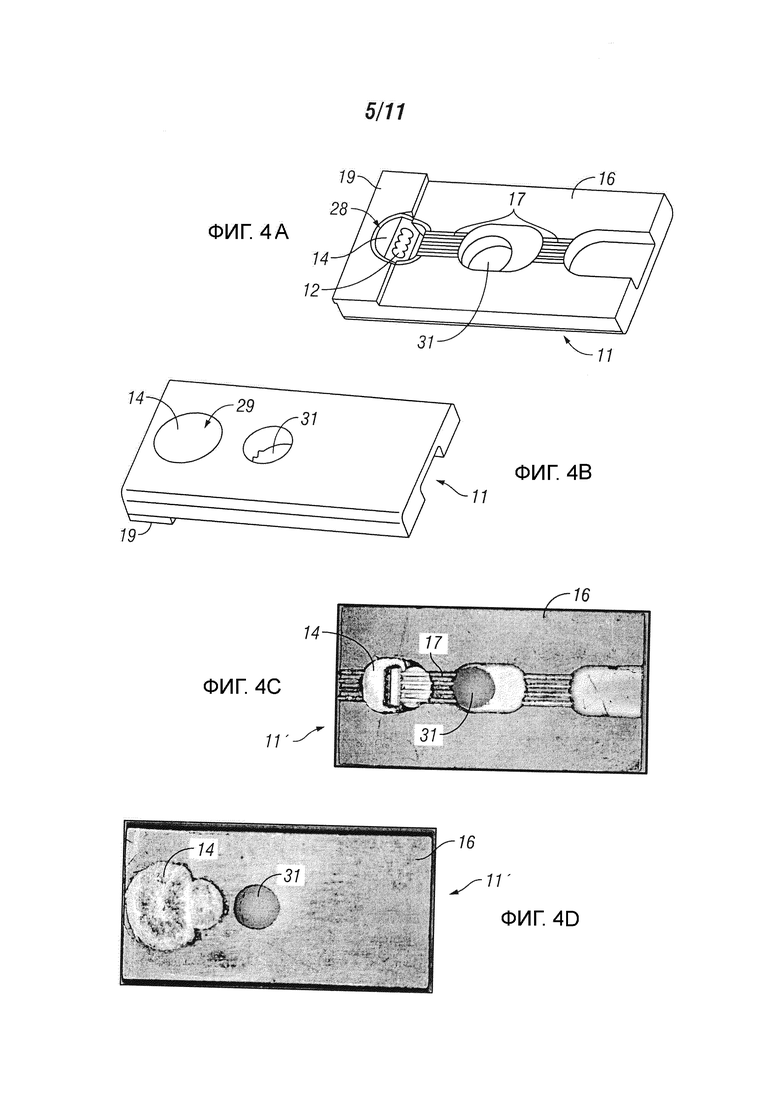
[0024] Фиг. 4А-4В представляют собой различные виды (ракурсы) оптической скамьи, полученной в соответствии с одним из вариантов выполнения данного изобретения; Фиг. 4C-4D представляют собой различные изображения оптической скамьи, сформированной в соответствии с одним из вариантов выполнения данного изобретения.
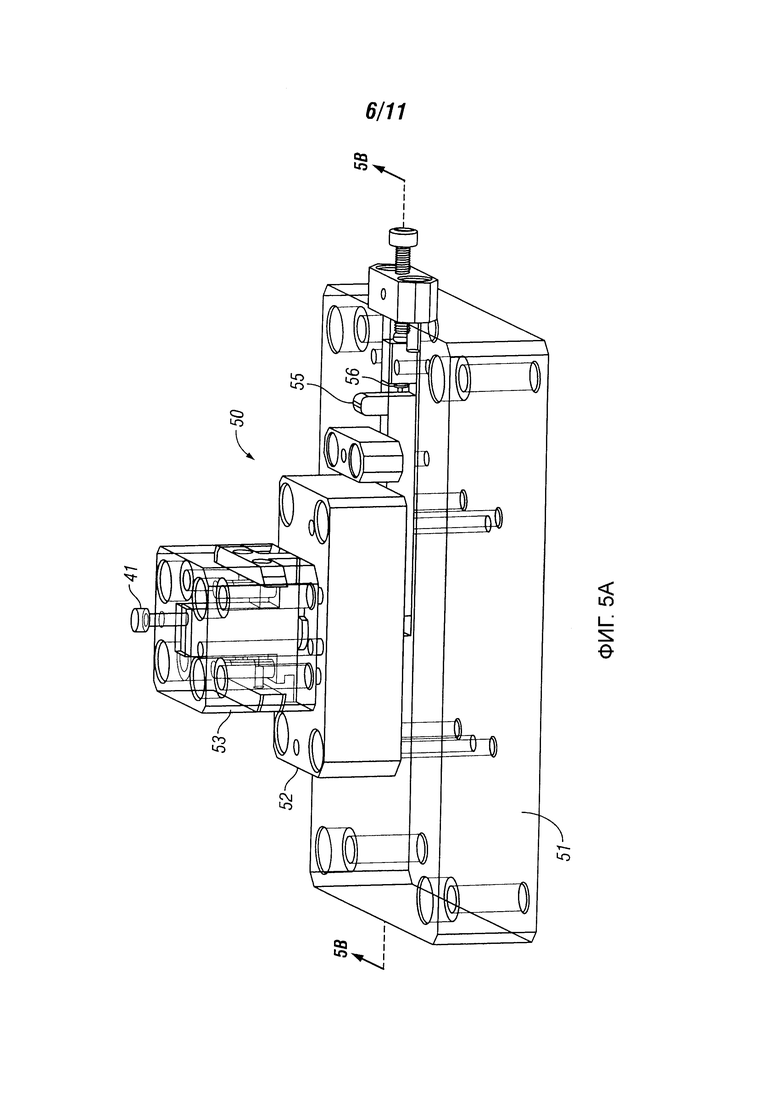
[0025] Фиг. 5А схематически иллюстрирует штамповочный инструмент в соответствии с одним из вариантов выполнения данного изобретения; Фиг. 5В представляют собой сечение вдоль линии 5В-5В на Фиг. 5А; Фиг. 5С представляет собой увеличенное изображение области контакта на Фиг. 5В.
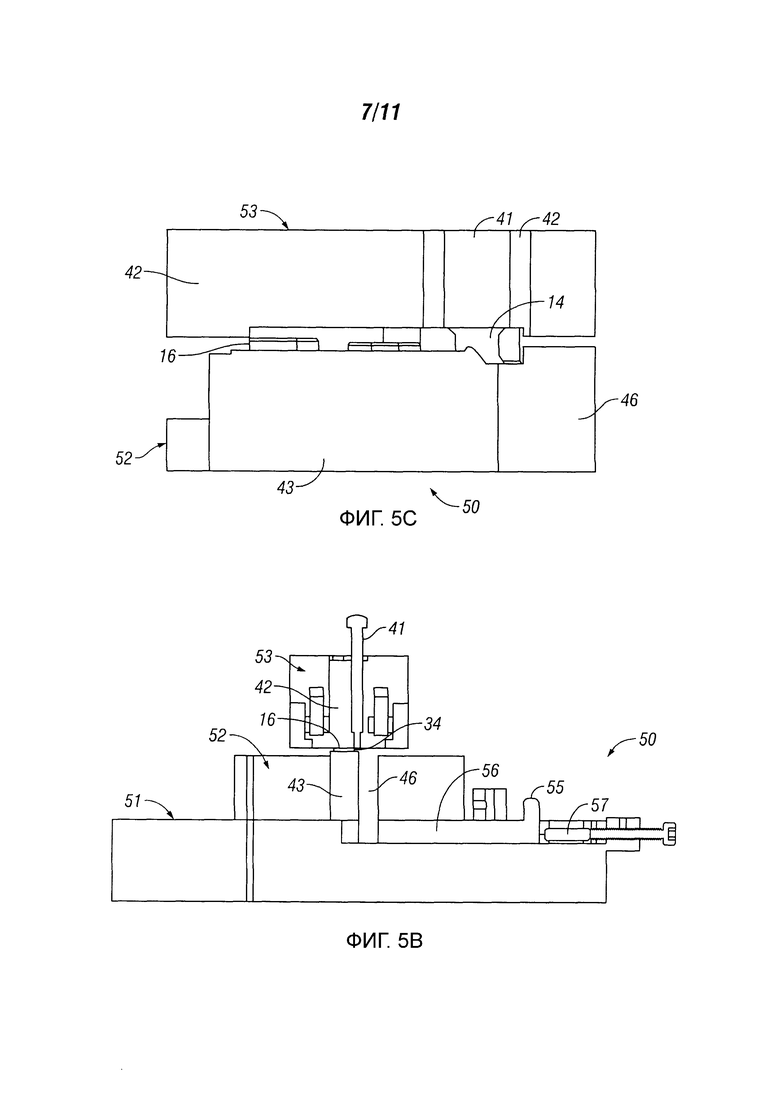
[0026] Фиг. 6 представляет собой вид в перспективе полосы металла для штамповки оптических скамей в соответствии с одним из вариантов выполнения данного изобретения.
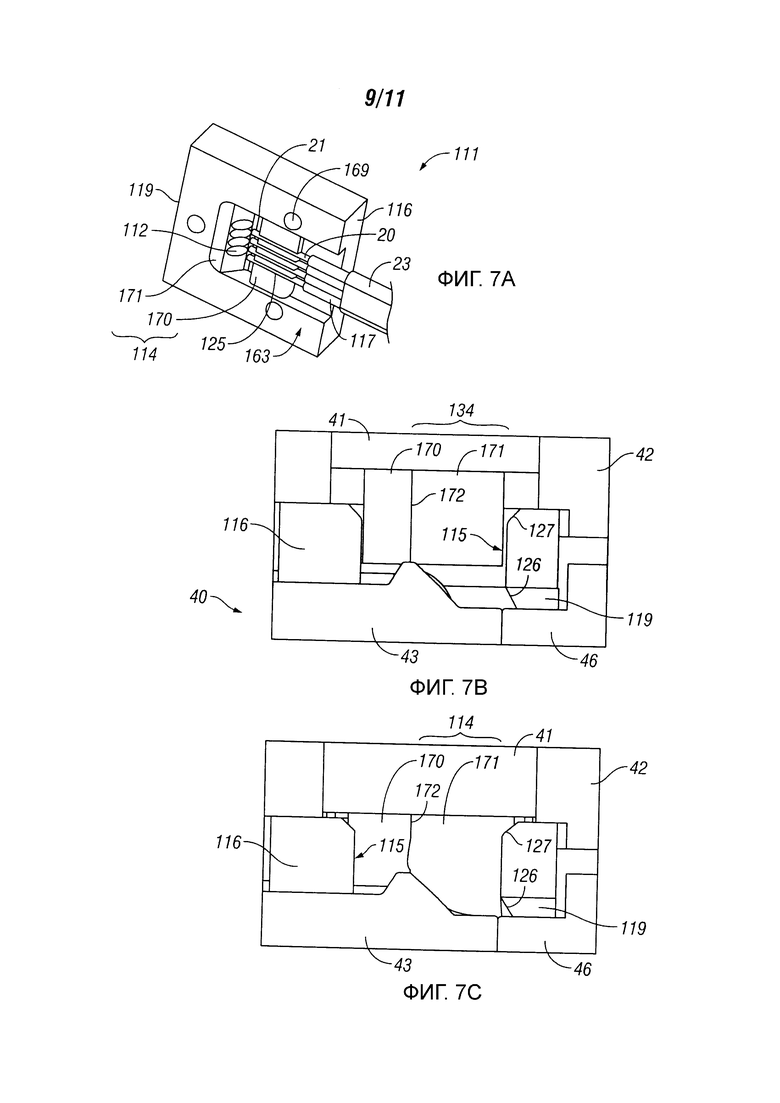
[0027] Фиг. 7А представляет собой вид в перспективе оптической скамьи, имеющей композитную конструкцию в соответствии с другим вариантом выполнения данного изобретения; Фиг. 7В схематически иллюстрирует часть штамповочного инструмента в соответствии с одним из вариантов выполнения данного изобретения; Фиг. 7С представляет собой увеличенное изображение области контакта на Фиг. 7В.
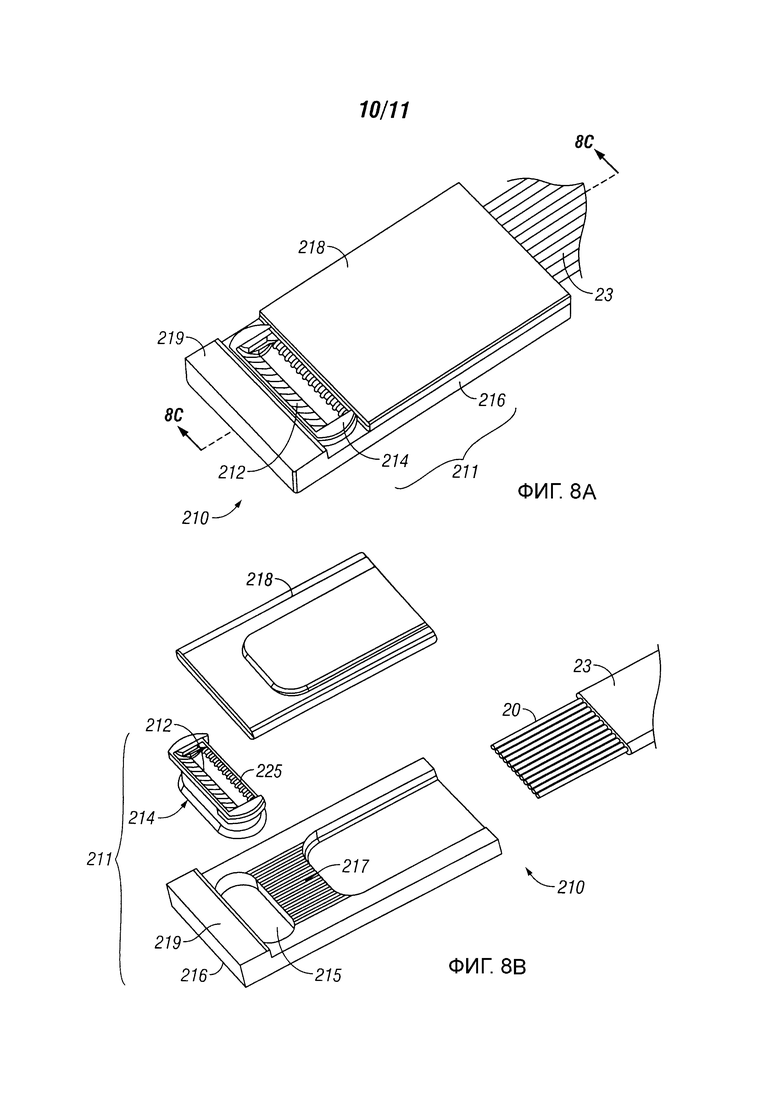
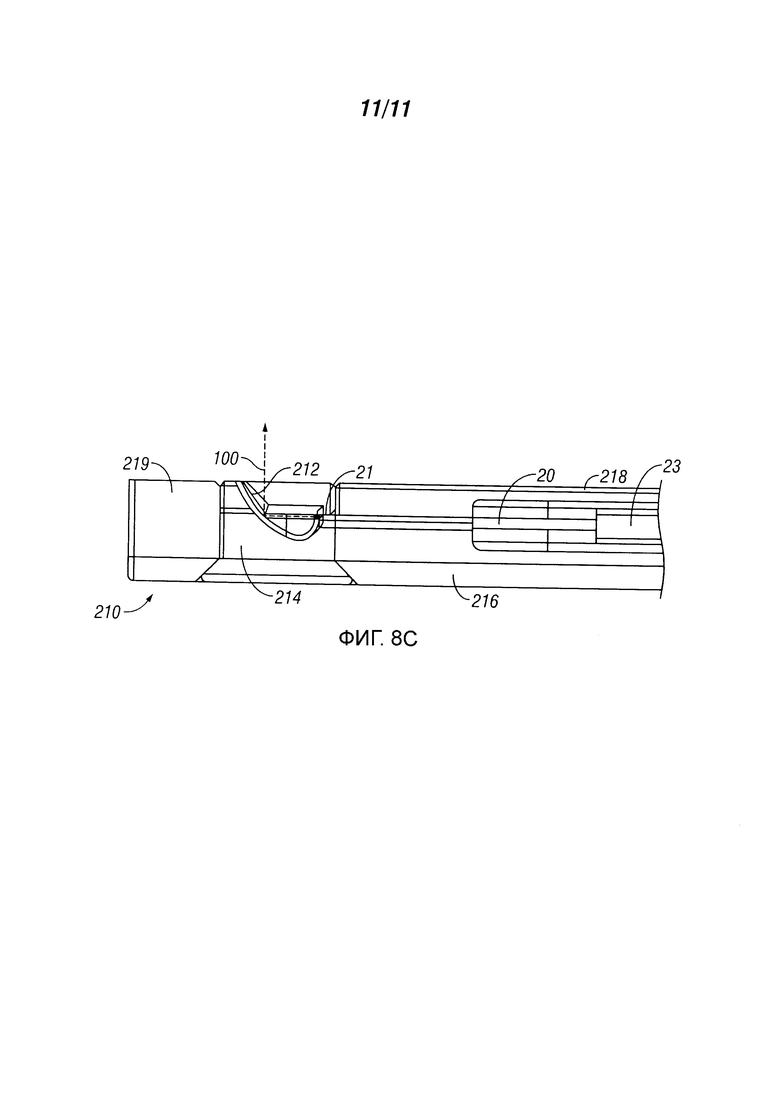
[0028] Фиг. 8А иллюстрирует оптическое соединительное устройство, имеющее штампованную оптическую скамью с композитной конструкцией в соответствии еще с одним вариантом выполнения данного изобретения; Фиг. 8В представляет собой его перспективное изображение с пространственным разделением деталей; Фиг. 8С представляет собой сечение вдоль линии 8С-8С на Фиг. 8А.
ДЕТАЛЬНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
[0029] Данное изобретение описано далее на примере различных вариантов его выполнения со ссылками на чертежи. Несмотря на то, что изобретение описано в категориях наилучшего достижения поставленных целей, специалисты должны понимать, что на основании изобретения могут быть произведены различные изменения, не выходящие за рамки духа и буквы изобретения.
[0030] Данное изобретение позволяет усовершенствовать способ штамповки по сравнению с более ранними способами за счет создания композитной конструкции, которую подвергают прецизионной штамповке для формирования структурированных элементов и, более конкретно, устройств, содержащих такие структурированные элементы, для использования в связи с передачей оптических сигналов.
[0031] Основную идею данного изобретения обсудим на примере оптического соединительного устройства, предназначенного для физического и оптического соединения входного/выходного конца оптического компонента (например, оптического волокна) для маршрутизации оптических сигналов. Данное изобретение может быть использовано для формирования структур (конструкций) и частей, используемых в других областях техники.
[0032] В обсуждаемом ниже примере соединительное устройство используют со штампованной отражающей поверхностью для маршрутизации/перенаправления оптических сигналов от внешнего передатчика (Тх) /к внешнему приемнику (Rx) к/от оптоволокна. Конструкции оптического соединительного устройства, обсуждаемого ниже, перенаправляют свет точно так же, как конструкции, описанные в связи с оптическим соединительным устройством, например, в US 2013/0294732 А1. Однако, в данном изобретении использован другой подход к созданию структурированных элементов, связанных с изменением направления (перенаправлением) света (которые могут содержать структурированные отражающие поверхности и связанные с ними элементы для выравнивания, юстировки, сопряжения), заключающийся в использовании заявленных композитных конструкций и связанных с ними способов штамповки для создания структурированных элементов в устройствах.
[0033] Фиг. 1A-1D иллюстрируют соединительное устройство 10, предназначенное для использования в связи с оптическим компонентом в форме оптических волокон. Волоконно-оптический кабель 22 имеет четыре оптических волокна 20, защищенных защитным буферным слоем и оболочкой 23. Соединительное устройство 10 содержит вспомогательную часть 14, основание 16, крышку 18 и прокладку 19. Основание 16 задает структурированные элементы, включая открытые канавки 17 для удержания оголенных участков оптических волокон 20 (с обнаженным покрытием, без защитного буферного слоя и оболочки 23), и сквозное отверстие 15, чтобы вместить вспомогательную часть 14. Дополнительное сквозное отверстие 31 и углубление 32 заданы в центральной части основания 16, чтобы вместить герметизирующий (уплотнительный) материал (например, герметик на основе стекла для создания герметичного уплотнения). Противолежащие кромки прокладки 19 и крышки 18 задают комплементарные полукруглые профили 15а и 15b для формирования круглого отверстия, соответствующего цилиндрическому сквозному отверстию 15 в основании 16. Камера 26 расположена вдоль верхней кромки профиля 15а, а камера 27 расположена на дне сквозного отверстия 15 (в ориентации, показанной на Фиг. 1D). Эти камеры предназначены для создания похожей на заклепку самозамыкающейся конструкции с фланцами 28 и 29 вспомогательной части 14, которая будет далее объяснена более подробно в связи со способом штамповки. Поверхность крышки 18, противоположная основанию 16, может содержать открытые канавки (не показаны), которые дополняют канавки 17 в основании 16, чтобы надежно удерживать оптические волокна 20. Крышка 18 может иметь плоскую противолежащую поверхность без канавок, если канавки 17 на основании 16 являются достаточно глубокими, чтобы полностью вмещать оптическое волокно 20.
[0034] Вспомогательная часть 14 более подробно показана на Фиг. 2A-2D. Вспомогательная часть 14 задает структурированные элементы на имеющем в целом цилиндрическую форму корпусе (корпусной детали) 30, включая несколько штампованных структурированных отражающих поверхностей 12 (т.е. четыре отражателя), имеющих плоскость, наклоненную под углом относительно большей плоскости основания 16. Каждая структурированная отражающая поверхность 12 может иметь плоский, вогнутый или выпуклый профиль поверхности и/или обладать оптическими характеристиками, соответствующими, по меньшей мере, одному из следующих эквивалентных оптических элементов: зеркалу, фокусирующей линзе, рассеивающей линзе, дифракционной решетке или их комбинации. Структурированная отражающая поверхность 12 может иметь сложный профиль, задающий области (более одной), соответствующее различным эквивалентным оптическим элементам (например, фокусирующая центральная область может быть окружена кольцеобразной рассеивающей областью). Согласно одному варианту выполнения изобретения структурированные отражающие поверхности 12 могут иметь вогнутый, свободный от сферической аберрации профиль отражающей поверхности, который выполняет обе функции: отражения и изменения формы (преобразования) (например, сведения в параллельный пучок или фокусировки) расходящегося падающего света, без необходимости использования линз. Соответственно, каждая структурированная отражающая поверхность 12 функционирует как оптический элемент, который направляет свет к/от внешнему(его) оптическому(ого) компоненту(а) 24 за счет отражения от/к выходного/входному концу 21 оптического волокна 20 вдоль заданной оптической траектории 100 (схематически показана на Фиг. 1С и 1D), которая выровнена относительно оптической оси различных оптических компонентов и элементов (т.е. оптических волокон 20, структурированных отражающих поверхностей 12 и внешнего оптического компонента 24). Внешний оптический компонент 24 может содержать источник света (например, VCSEL) в передатчике (Тх), светочувствительный датчик (например, фотодиод) в приемнике (Rx) или оба - источник света и сенсор в трансивере (Tx/Rx).
[0035] Как более подробно показано на Фиг. 2A-2D, структурированные элементы, заданные на вспомогательной части 14, также содержат конструкцию, задающую несколько коротких открытых канавок 25, заданных на участке вдоль кромки корпуса 30, которые имеют такой размер, чтобы вмещать и прецизионно располагать концевые участки 21 оптических волокон 20 в выровненном положении относительно структурированных отражающих поверхностей 12. Структурированные элементы также содержат уступы (выступы) 5, которые задают упоры, в которые упирается часть кромки концевого фрагмента 21 каждого оптического волокна 20. Короткие канавки 25 и уступы (выступы) 5 прецизионно размещают и выравнивают (юстируют, сопрягают) концы 21 оптических волокон 20 относительно структурированных отражающих поверхностей 12 вдоль оптической траектории 100. Торец (входящий/выходящий конец) каждого из оптических волокон 20 удерживается на заранее заданном расстоянии от соответствующей структурированной отражающей поверхности 12.
[0036] Заметим, что вспомогательная часть 14, показанная на Фиг. 1A-1D и 2А-2D, находится в состоянии после соединения с основанием 16. Следовательно, как показано на иллюстрации, вспомогательная часть 14 содержит фланец 28 (и фланец 29), что является результатом штамповки вспомогательной части 14, как более подробно описано ниже. Как видно из Фиг. 2С, фланец 28 простирается из поднятой части на одной стороне корпуса 30. Эта поднятая сторона корпуса обеспечивает дополнительную высоту конструкции корпусной детали, чтобы вмещать структурированные отражающие поверхности 12. Эта дополнительная высота вмещает прокладку 19. Несмотря на то, что на чертежах прокладка 19 показана в виде отдельной детали, она может быть и интегрированной частью основания 16. Альтернативно, прокладка 19 может быть интегрированной частью крышки 18.
[0037] Согласно данному изобретению оптическое соединительное устройство 10 представлено композитной конструкцией, содержащей, по меньшей мере, два разнородных материала, имеющих одно или более разнородных свойств, включая, но не ограничиваясь только этими, химические, физические, тепловые, электрические, структурные и пр. свойства, которые могут быть оптимизированы для повышения функциональности структурированных элементов, которые предполагается создать из этих разнородных материалов. В частности, композитная конструкция корпуса оптического соединительного устройства 10 имеет основание 16, содержащее основной материал (материал основания), и вспомогательную часть 14, содержащую, по меньшей мере, иной (инородный) вспомогательный материал, который соединен или комплементарен основному материалу (материалу основания). Вспомогательная часть 14 сцеплена/соединена с основанием 16 для образования композитной конструкции. По меньшей мере, вспомогательному материалу вспомогательной части 14 с помощью штамповки придана форма для получения, по меньшей мере, одного структурированного элемента (например, структурированной отражающей поверхности 12), сохраняющего преимущества свойств вспомогательного материала, и/или элемента для выравнивания (например, канавок) световода (например, оптического волокна 20). Основанию 16 можно также придать такую форму, чтобы задать дополнительный структурированный элемент (элементы) (например, канавки 17 для удержания оптических волокон 20), в которых отдельно сохраняются преимущества иных свойств материала основания.
[0038] В композитной конструкции разнородные материалы четко присутствуют в различных частях композитной конструкции (т.е. в основании и во вспомогательной части), таким образом, обнаруживая различные свойства соответствующих разнородных материалов в различных частях композитной конструкции. Соответственно, в контексте данного изобретения вспомогательный материал конструкционно (структурно) соединен или присоединен к основному материалу (материалу основания), чтобы задать композитную конструкцию, содержащую различные материалы, сохраняющиеся в куске (в массе) в значительной степени отдельно, в различных частях композитной конструкции, в отличие от конструкции, при которой кусок (массив материала) состоит из композита, соединения, сплава и/или твердого раствора двух или более разнородных материалов на базе основного материла.
[0039] Таким образом, основание 16 служит монолитной поддерживающей подложкой, на которую присоединена вспомогательная часть 14. Согласно данному изобретению, штамповке подвергают, по меньшей мере, вспомогательную часть 14, чтобы задать один или более структурированных элементов. В качестве дополнения или альтернативы основание 16 может содержать структурированные элементы, заранее заданные на нем (например, канавки 17 с помощью штамповки), до присоединения/штамповки вспомогательной части 14. Кроме того, может быть осуществлена стадия конечной штамповки вспомогательного материала и/или основного материала (материала основания) для получения желательного качества поверхности, геометрии (формы) и размеров структурированного элемента на вспомогательной части и/или на основании. Основанию 16 можно придать определенную форму (например, штамповкой), чтобы задать структурированный элемент(ы), имеющий имеющие относительно менее критичные (важные) размеры, форму и качество поверхности с относительно большими допусками, а вспомогательной части 14 придать форму, чтобы задать структурированный элемент(ы), имеющие относительно более критичные (важные) размеры, форму и качество поверхности с относительно меньшими допусками (например, допуск менее 1000 нм с целью передачи данных с помощью оптических сигналов). При таком подходе относительно менее важные структурированные элементы можно сформировать на материале основания 16, прикладывая меньше усилий для обеспечения относительно больших допусков, в то время как относительно более важные структурированные элементы на вспомогательной части 14 формируют более тщательно (прецизионно), предполагая задать размеры, формы и/или качество поверхностей с относительно меньшими допусками.
[0040] Для оптического соединительного устройства 10 является принципиальным, что основание 16 и вспомогательная часть 14 вместе образуют композитную конструкцию, задающую оптическую скамью 11 для выравнивания оптических волокон 20 относительно структурированных отражающих поверхностей 12, причем вспомогательная часть 14 задает структурированную отражающую поверхность 12 и канавки для выравнивания (выравнивающие канавки) 25 с относительно более важной (критичной) формой, размерами и/или свойствами поверхности, желательными для выравнивания концевых фрагментов 21 оптического волокна относительно структурированных отражающих поверхностей 12, а основание 16 содержит конструкцию, задающую открытые канавки 17 с относительно менее важными формой, размерами и/или свойствами поверхности для удержания основных фрагментов оголенных оптических волокон 20, не принимая в расчет оптическое выравнивание. За счет включения канавок 25 в ту же самую, единую конструкцию, которая также задает структурированные отражающие поверхности 12, можно достичь более прецизионного выравнивания (юстировки, сопряжения) концевых фрагментов 21 оптических волокон 20 относительно структурированных отражающих поверхностей 12, с относительно меньшими допусками за счет одной единственной окончательной штамповки для одновременного создания окончательной конструкции на одной детали по сравнению с попытками достичь аналогичного выравнивания с помощью элементов, созданных на различных частях (деталях) или конструкциях. За счет одновременного формирования структурированных отражающих поверхностей 12 и конструкции для выравнивания оптического волокна /канавок 25 в ходе одной единственной операции окончательной (финальной) штамповки можно сохранить соотношение размеров всех элементов /компонентов, требующихся для (или влияющих на обеспечение) выравнивания, на одной и той же обрабатываемой детали/части. Кроме того, материал для вспомогательной части 14 можно выбрать таким образом, чтобы он обладал высокой отражательной способностью (например, чистый алюминий), что является желательным для структурированной отражающей поверхности 12, имеющей высокий коэффициент оптического отражения, а инородный материал для основания 16 можно выбрать таким образом, чтобы он обладал свойствами, желательными для основания 16, такими как высокая жесткость, низкий коэффициент термического расширения и пр.
[0041] Общие функциональные конструкции оптической скамьи 11 (и скамьи 11' на Фиг. 4С и 4D) в целом напоминают конструкции некоторых вариантов выполнения оптических скамей, раскрытые в более ранних патентных документах на имя nanoPrecision, которые были упомянуты выше (т.е. канавки для выравнивания оптических волокон, выровненные относительно структурированных отражающих поверхностей, и дополнительные элементы для облегчения правильного оптического выравнивания, юстировки, сопряжения). Однако, согласно данному изобретению оптические скамьи штампуют со структурированными элементами на разнородных материалах, причем определенные структурированные элементы штампуют на материале, который больше подходит для таких элементов (например, структурированные элементы, играющие более важную роль в оптическом выравнивании (например, структурированные отражающие поверхности 12 и канавки 25)) и обладает большей отражающей способностью для структурированных отражающих поверхностей 12, штампуют на вспомогательном материале вспомогательной части 14, а другие структурированные элементы штампуют на другом материале, который больше подходит для этих элементов (например, структурированные элементы, играющие менее важную роль, но структурно более прочные (например, более прочные выравнивающие канавки 17) штампуют на основании 16. Это является принципиальным усовершенствованием по сравнению с вариантами выполнения, описанными в более ранних патентных документах.
[0042] Согласно одному из аспектов данного изобретения с помощью штамповки материал вспомогательной части 14 присоединяют к инородному материалу основания 14, и в то же время формируют структурированные элементы на вспомогательной части 14. Согласно одному варианту выполнения изобретения вспомогательный материал структурно присоединен к материалу основания штамповкой, например, способом, напоминающим заклепку, как в вариантах выполнения, показанных на Фиг. 1A-1D и 2A-2D. Фиг. 3А-3С схематически иллюстрируют способ штамповки для формирования композитной конструкции, имеющей похожую на заклепку самозамыкающуюся структуру, и одновременного формирования структурированных элементов вспомогательной части 14, проиллюстрированных на Фиг. 2A-2D.
[0043] Как видно из Фиг. 3А, вспомогательному материалу придана форма в целом цилиндрического бруска (стержня) или вставки 34, размер которой позволяет ей соответствовать сквозному отверстию 15 в основании 16. Круглая цилиндрическая вставка 34 (и, как правило, круглое цилиндрическое сквозное отверстие 15 в основании 16) являются предпочтительными по сравнению с прямоугольным цилиндром для уменьшения угла между материалами вставки и основания, что облегчает штамповку. В альтернативном варианте выполнения цилиндрическая вставка 34 может быть сформирована заранее с передней (головной) частью 29', напоминающей заклепку, за счет чего после штамповки передняя (головная) часть 29' станет в конечном итоге фланцем 29 (Фиг. 2С).
[0044] Фиг. 3В схематически иллюстрирует часть штамповочного инструмента 40 (упрощен, чтобы избежать неясностей при обсуждении), который содержит комплект согласующихся пуансона и матрицы, чтобы формировать структурированные элементы вспомогательной части 14. Фиг. 3С представляет собой увеличенное изображение области контакта между пуансоном и матрицей. Пуансон 41 поддерживается направляющими пуансона 42. В данном случае пуансон 41 имеет тупой конец. Матрица 43 сконфигурирована таким образом, что профиль 44 ее поверхности предназначен для формирования структурированных элементов на вспомогательной части 14, также как показано на Фиг. 2А (т.е. структурированных отражающих поверхностей 12, выступа (уступа) 5, канавки 25 и пр.). Верхняя часть матрицы 43 задает профиль поверхности контакта 45, содержащей, как правило, элементы с выпуклой поверхностью («папа»), которые по существу представляют собой обращенные (инверсные) структурированные элементы, включая отражающую поверхность 12, выступы 5 и канавки 25. Профиль поверхности 45 разработан с учетом соответствующей компенсации «отскакивания» (упругого пружинения) при операциях штамповки. Профиль поверхности 44 матрицы 43 соответствует структурированным элементам, которые должны быть сформированы штамповкой на поверхности вспомогательной части 14. Плоская матрица 46 расположена рядом с матрицей 43, чтобы удерживать часть обрабатываемой детали, подлежащей штамповке, и удерживать матрицу 43 в ходе процесса штамповки.
[0045] Для простоты заранее сформованное основание 16 расположено на матрице 43, выше направляющей пуансона 42, причем сквозное отверстие 15 выровнено с вершиной пуансона 41. Прокладка 19 удерживается между плоской матрицей 46 и основанием 16 и может быть присоединена к основанию в ходе предварительного процесса соединения, такого как сварка или склеивание. Вставка 34 помещена в сквозное отверстие 15 в основании 16.
[0046] Как видно из Фиг. 3С, вставка 34 представлена пунктирными линиями в состоянии до проведения штамповки. Когда пуансон 41 ударяет по вставке 34 против матрицы 43, вставка 34 пластически деформируется, чтобы заполнить пространство, заданное между пуансоном 41, матрицей 43 и стенками сквозного отверстия 15 в основании 16. Профиль поверхности 45 матрицы 43 образует комплементарные элементы поверхности на нижней стороне вставки 34, которая теперь принимает форму вспомогательной части 14, показанной на Фиг. 2A-2D. Верхняя сторона вспомогательной части 14 в целом является плоской, согласуясь по форме с тупым концом пуансона 41. Таким образом, с помощью такой операции штамповки формируют структурированные элементы вспомогательной части 14. В то же время, материал вставки 34 заполняет камеры 26 и 27, формируя фланцы 28 и 29 напротив камер 26 и 27, причем фланец 28 блокирует прокладку 19 и вспомогательную часть 14 на основании 16. Вспомогательная часть 14 напоминает заклепку, присоединенную к основанию 16. Соответственно, в результате одной операции штамповки формируют структурированные элементы вспомогательной части 14, и вспомогательную часть 14 надежно присоединяют к основанию 16 конструкцией, напоминающей заклепку. Следует заметить, что поскольку данное основание 16 изготовлено из относительно более твердого материала (по крайней мере, с точки зрения штамповки), штамповка вставки 34 для формирования вспомогательной части 14 не приведет к ощутимому изменению геометрии (формы) основания 16 (например, сквозного отверстия 15). Боковой внешний контур корпуса вспомогательной части 14 соответствует контурам сквозного отверстия, включая камеры. Таким образом, одна единственная операция штамповки позволяет сформировать вспомогательную часть 14, на которой с прецизионной точностью заданы общие контуры и элементы корпуса, расположенные с прецизионно точным взаимным позиционированием. Таким образом формируется композитная конструкция с заданными структурированными элементами, по меньшей мере, на вспомогательной части 14.
[0047] Вместо одной операции штамповки с одним ударом пуансона 41, можно использовать множество ударов для последовательного предварительного формирования определенных элементов на вспомогательной части 14, а завершающий удар предназначен для одновременного создания окончательных размеров, форм и/или свойств поверхности различных структурированных элементов на вспомогательной части 14. За счет одновременного формирования структурных отражающих поверхностей 12 и конструкции для выравнивания оптического волокна /канавок 25 в ходе одной завершающей операции окончательной штамповки, соотношение размеров всех элементов/компонентов, требующихся (или играющих роль) для выравнивания, на той же обрабатываемой детали/части может быть сохранено в ходе окончательной (завершающей) стадии штамповки.
[0048] На Фиг. 3D показан результат программного моделирования пластической деформации во вспомогательной части 14 как результат операции штамповки. Как и ожидалось, более высокая пластическая деформация присутствует в областях высокого контактного давления, включая вогнутую область 49, содержащую структурированную отражающую поверхность 12, и канавку 25, и у фланцев 28 и 29.
[0049] На Фиг. 4А и 4В показаны две стороны оптической скамьи 11, сформированной композитной конструкцией из основания 16 и прикрепленной к нему вспомогательной части 14. Как показано на Фиг. 4А, вспомогательная часть 14 содержит структурированные отражающие поверхности 12 и канавки 25. Некоторые из структурированных элементов, сформированных на вспомогательной части 14, могут быть выровнены относительно некоторых структурированных элементов, сформированных на основании 16. Например, канавки 25 выровнены относительно канавок 17 на основании 16. Фиг. 4С и 4D представляют собой изображения опытного образца оптической скамьи 11', подвергшегося операциям штамповки.
[0050] Создание отпечатков, т.е. структурированных элементов на поверхности вспомогательной части 14 включает процесс, известный в целом из уровня техники как «ковка, чеканка». Согласно одному из вариантов выполнения данного изобретения структурированные элементы вспомогательной части 14 можно сформировать прецизионной штамповкой гибкого или пластичного (ковкого) материала, предпочтительно металла, такого как чистый алюминий. На основании полученных ранее результатов экспериментов было установлено, что штампованные структурированные отражающие поверхности могут иметь высоту микронеровностей (ошибку) менее 1 мкм на площади диаметром более 1 мм. Шероховатость поверхности (Ra) по данным сканирующей интерферометрии белого света составляет порядка 8 шагов или лучше. Сжатие пластичного (ковкого) материала между пуансоном и матрицей создает высокое контактное давление для поверхности зеркального качества, с высокой отражающей способностью.
[0051] Процесс и устройство (инструмент) для прецизионной штамповки раскрыты в патенте США №7,343,770, который был переуступлен правообладателю данного изобретения. Этот патент во всей своей полноте включен в данное изобретение в виде ссылки. Раскрытые там способ и система штамповки могут быть адаптированы для прецизионной штамповки элементов оптической скамьи 11 в соединительном устройстве 10 по данному изобретению (включая раскрытые здесь структурированные элементы вспомогательной части 14 и основания 16), которая содержит композитную конструкцию, как описано выше. С помощью способа и устройства для штамповки можно получить детали с допуском, по меньшей мере, 1000 нм (т.е. с допуском 1000 нм или меньше/лучше). Эту систему можно применить для осуществления различных операций штамповки, таких как объемная штамповка, штамповка листового материала, пробивание отверстий, чеканка, обжатие, сгибание, штамповка выдавливанием, перфорирование, создание выемок, надрезов, надсечек и пр. Раскрытая выше открытая структура соединительного устройства, имеющего структурированную отражающую поверхность и конструкцию для удержания оптоволокна, может быть использована сама по себе в способах массового (поточного) производства, таких как штамповка, являющихся низко-затратными и высокопроизводительными процессами. В данном обсуждении различные детали систем и способов штамповки, не существенные для понимания заявленной концепции, были опущены.
[0052] Фиг. 5А-5С иллюстрируют вариант выполнения штамповочного инструмента 50, включающего основополагающие новые признаки системы для штамповки, раскрытые в патенте США №7,343,770, и который сконфигурирован для осуществления операций штамповки для прессования металлической вставки в основание для создания описанной выше композитной конструкции. Штамповочный инструмент 50 содержит основание инструмента 51, штамподержатель 52, присоединенный к основанию инструмента 51, маску 53 над штамподержателем 52. Этот штамповочный инструмент 50 по существу содержит основные базовые компоненты штамповочного инструмента 40, показанного на Фиг. 3А-3С. В частности, штамподержатель 52 поддерживает матрицу 43 и плоскую матрицу 46, а маска 53 вмещает направляющую пуансона 42, которая направляет пуансон 41. В данном варианте выполнения маска 53 также вмещает подпружиненный фиксатор 54 для обрабатываемой детали (например, основания 16). Штамповочный инструмент 50 также содержит регулятор 55 положения плоской матрицы по высоте, имеющий клин 56, который можно двигать пружинным фиксатором 57. Фиг. 5С представляет собой увеличенное изображение области контакта между пуансоном и матрицей.
[0053] Во время работы подпружиненный фиксатор 54 отводят назад, чтобы поместить обрабатываемую деталь /основание 16 и вставку 34 под пуансон 41. Высоту плоской матрицы 46 регулируют таким образом, чтобы она поддерживала прокладку 19 в нужном положении, поворачивая пружинный фиксатор, чтобы двигать клин 56 горизонтально. После операции штамповки подпружиненный фиксатор 54 отводят назад, чтобы освободить штампованную деталь (т.е. основание 16 вместе с присоединенной к нему вспомогательной частью 16).
[0054] Штамповочный инструмент 50 может быть включен в состав штамповочной системы, которая может содержать штамп последовательного действия, обеспечивающий эффективный способ превращения сырого материала рулонного проката в готовый продукт с минимальной ручной обработкой. Материал детали поставляют на одно продвижение для каждого цикла прессования. По мере продвижения материала из одного положения в другое его постепенно обрабатывают в законченное изделие.
[0055] Фиг. 6 схематически иллюстрирует операции штамповки металлической заготовки, имеющей форму продольной плоской ленты или полосы 60 из металла (эквивалентной серии соединенных заготовок)), имеющей выбранную ширину W (например, 20 мм) и выбранную толщину Т (например, 3 мм), обеспечивающую желаемую толщину основания 16 в соответствии с вариантом выполнения, показанным на Фиг. 1А-Ш. Материал полосы 60 можно выбрать таким образом, чтобы он обладал высокой жесткостью (например, нержавеющая сталь), химической инертностью (например, титан), высокой температурной стабильностью (сплав никеля), низким коэффициентом термического расширения (например, инвар), или чтобы он соответствовал коэффициенту термического расширения других материалов (например, ковар для соответствия стеклу).
[0056] Полоса 60 имеет ряд установочных отверстий 61, сформированных вдоль хребта 62 полосы 60. Полосу 60 подают (пропускают) через серию штамповочных участков штамповочных участков/матриц, подвергают операциям прецизионной штамповки для формирования желательных элементов на основании 16. Установочные отверстия 61 используют для индексации полосы 60 по мере того, как она проходит через штамповочные участки. Всю полосу 60 можно постепенно пропустить через первый штамповочный участок до того, как вся лента 60 постепенно пройдет через второй штамповочный участок, и т.д. Альтернативно, полосу 60 можно непрерывно пропускать через серию расположенных последовательно штамповочных участков (или штамп последовательного действия). Элементы на основании 16 оптической скамьи 11 можно сформировать последовательно с помощью серии последовательных операций штамповки, причем окончательную форму элементам придать с помощью одной единственной операции штамповки в пределах этой последовательности, чтобы одновременно задать окончательную форму, размеры и/или свойства поверхности элементов основания 16.
[0057] Как уже было отмечено ранее в связи с предыдущими вариантами выполнения изобретения, способ и устройство для прецизионной штамповки, раскрытые в патенте США №7,343,770 (который был уступлен правообладателю данного изобретения), может быть адаптирован для штамповки полосы 60 с целью формирования элементов на основании 16.
[0058] Как показано на Фиг. 6, участок полосы 60 подвергли операциям штамповки. Вдоль полосы 60 создали множество штампованных участков 64. Для простоты в варианте выполнения, проиллюстрированном на Фиг. 6, каждому штампованному участку 64 соответствует установочное отверстие 61 (другими словами, шаг соседних установочных отверстий 61 тот же самый, что и шаг соседних участков 6). В целях иллюстрации полоса 60 использована для формирования основания 16, описанного со ссылкой на Фиг. 1A-1D выше (за исключением того, что прокладка 19 в данном случае интегрирована в основание 16 в варианте выполнения, проиллюстрированном на Фиг. 6). В проиллюстрированном варианте в каждом участке 64 с помощью штамповки сформированы два основания 16 по обеим сторонам гребня 62.
[0059] Стрелка А показывает направление подачи полосы 60. Участок 64g соответствует окончательно обработанному («законченному») штампованному участку в конце циклов штамповки, на котором окончательной штамповкой сформированы элементы основания 16. В соответствии с направлением подачи (обозначено стрелкой А) участок 64а относится к началу циклов штамповки. Как показано на Фиг. 6, два идентичных основания 16 одновременно сформированы штамповкой, причем две части на обеих сторонах хребта 62 являются зеркальными отображениями друг друга. Такая «двойная» конфигурация обладает определенными преимуществами, а именно обеспечивает симметрию сил вдоль центральной оси полосы 60, таким образом обеспечивая стабильность (устойчивость) в ходе операций штамповки, что улучшает целостность и точность операций штамповки.
[0060] В частности, на участке 64а наружной стороне основание придали форму (например, с помощью операции изготовления заготовок). На участках 64b-64с последовательно формируют элементы поверхности (например, прокладку 19 и углубление 32 формируют объемной штамповкой). На участке 64d формируют сквозные отверстия 15 и 31 (например, пробиванием отверстий). Канавки 17 формируют грубо на участке 64е (например, чеканкой). На участке 64f сплющивают (делают плоскими, гладкими) плоские поверхности 63 вокруг канавок (например, сжатием, прессованием). На участке 64g канавки 17 формируют окончательно с большой точностью (прецизионно). Участки 64e-64g предназначены для компенсации отскакивания при штамповке относительно твердого материала основания (например, ковар). Это полностью завершает цикл формирования структурированных элементов на основании 16. Основание 16 отделяют от хребта 62 полосы 60 путем разрезания вдоль пунктирных линий 65. Основание 16 можно подвергнуть дальнейшей обработке (например, отполировать поверхности и/или нанести покрытие, такое как гальваническое золочение для улучшения антикоррозионных свойств, и пр.).
[0061] Отделенное («сингулированное») основание 16 поворачивают вверх дном и подвергают штамповке металлическую вставку 34, используя штамповочный инструмент 50 на Фиг. 5, как описано выше.
[0062] Описанный выше вариант выполнения изобретения иллюстрирует, как с помощью штамповки одной детали, имеющей композитную конструкцию, можно создать основную комбинацию элементов и компонентов на оптической скамье, получить заданную оптическую траекторию 100 с оптическим выравниванием и узкими (т.е. малыми) допусками. Можно сконфигурировать другие формы (конструкции, конфигурации), чтобы получить иные оптические траектории, например, реконфигурировать известные из уровня техники кремниевые оптические скамьи штампованными оптическими скамьями, имеющими аналогичные заданные оптические траектории. Штампованная оптическая скамья может иметь похожие габаритный размер и конфигурацию и аналогичный контур (площадь основания) по сравнению с соответствующей кремниевой оптической скамьей. Штампованная оптическая скамья может быть обратно-совместимой, чтобы заменить кремниевую оптическую скамью. В принципе возможно сконфигурировать штампованные оптические скамьи с меньшей площадью основания и меньшими габаритными размерами по сравнению с кремниевыми оптическими скамьями.
[0063] Описанные выше структурированные элементы на поверхности вспомогательной части 14 интегрально (целиком) штампуют из той же заготовки (т.е. вставки 34). Согласующиеся пуансоны и матрицы, имеющие созданные на них соответствующие элементы, можно использовать в серии последовательных операций штамповки, чтобы получить желательные формы описанных ранее элементов основания 16 и вспомогательной части 14. Предпочтительно, по меньшей мере, те элементы, которые важны (критичны) для прецизионного оптического выравнивания (юстировки, сопряжения), подвергают операции конечной (финальной) штамповки, с помощью которой эти элементы окончательно формируют одновременно на одной и той же (например, монолитной или единой) вспомогательной части 14. Для проиллюстрированных вариантов выполнения они включают, по меньшей мере, структурированные отражающие поверхности 12, уступ (выступ, упор) 5 и выравнивающие канавки 25. Эти структурированные элементы можно создать отдельно заранее в ходе последовательных операций штамповки, но их подвергают операции окончательной штамповки, используя матрицу, имеющую профиль поверхности 45, который интегрально и/или одновременно задает окончательную геометрию комбинации этих элементов относительно друг друга на одной и той же (монолитной или единой) вспомогательной части 12. За счет одновременного формирования структурных отражающих поверхностей 12 и конструкций для выравнивания оптического волокна/канавок 25 в ходе одной единственной операции окончательной (завершающей) штамповки сохраняются пространственные соотношения между всеми важными (критичными) элементами /компонентами, требующимися (или играющими роль) для обеспечения выравнивания на той же детали/части. Соответственно, оптические волокна 20 с их концевыми фрагментами 21 которые удерживаются в выравнивающих канавках 5, имеют торцы, расположенные в положении, заранее прецизионно заданном относительно структурированной отражающей поверхности 12, таким образом соответствуя желаемой оптической траектории 100, по меньшей мере, между оптическими волокнами 20 и структурированными отражающими поверхностями 12 (например, оптической траектории 100, показанной на Фиг. 1D). Согласно другому варианту выполнения изобретения вместо создания между вспомогательной частью 14 и основанием 16 взаимозамыкающейся, напоминающей заклепку структуры, как в описанных выше вариантах выполнения изобретения, основание 16 и прокладка 19 не снабжены камерами 26 и 27, и при операции штамповки вставка 34 просто образует плотную механическую посадку в сквозном отверстии 15 в основании 16.
[0064] Согласно другому варианту выполнения изобретения вспомогательный материал можно сплавлением присоединить к материалу основания под давлением, возникающим при штамповке инородного материала на материал основания; процесс может быть осуществлен, когда основание и вспомогательная часть изготовлены из химически близких металлов (например, двух сплавов алюминия). Например, вспомогательная часть может быть в форме слоя металла (например, чистого алюминия), который подвергают штамповке для формирования структурированных элементов, и в то же самое время, для сплавления с нижележащим материалом основания (например, сплавом алюминия 6061) для формирования композитной конструкции.
[0065] Согласно другому варианту выполнения изобретения вспомогательную часть в форме покрытия (например, золочения) можно заранее сформировать на материале основания, до штамповки покрытия с целью получения структурированных элементов на поверхности покрытия.
[0066] В описанных выше вариантах выполнения изобретения выбирают ковкий вспомогательный материал, которому можно придать форму штамповкой. Материал основания также можно выбрать таким образом, чтобы ему можно было придать форму штамповкой. Согласно одному варианту выполнения изобретения выбирают относительно мягкий вспомогательный материал (например, чистый алюминий), который является более ковким /гибким, чем материал основания (например, ковар), чтобы получить желательные формы (геометрию), размеры и/или качество поверхности важных (критичных) элементов (например, светоотражающей поверхности) на вспомогательной части. Более твердый материал основания (например, ковар) выбирают для формирования структур, которые требуют целостности твердого материала, но штамповка твердого материала основания требует больших усилий и приводит в результате к большему отскоку, требуя множества ударов пуансона для получения желаемой формы. Напротив, относительно более мягкий вспомогательный материал, выбранный для штамповки вспомогательной части, требует меньше усилий при штамповке и приводит в результате к меньшему отскоку, требуя меньше ударов пуансона (например, всего один) для получения штампованной детали. Поэтому, элементы микронного размера можно получить штамповкой с очень маленькими допусками. Более твердый материал основания также функционирует в качестве части матрицы, которая частично задает форму вспомогательной части 14 в ходе операции штамповки.
[0067] Согласно другому варианту выполнения изобретения вспомогательная часть (например, в форме бруска или заклепки) содержит дополнительную композитную конструкцию, содержащую, по меньшей мере, два инородных вспомогательных материала (например, биметаллический материал), ассоциированных с различными свойствами для штамповки различных структурированных элементов. Фиг. 7А-7С схематически иллюстрируют один вариант выполнения изобретения, согласно которому вспомогательная часть 114 является биметаллической конструкцией. На Фиг. 7А оптическая скамья 111 образована композитной конструкцией, содержащей основание 116 и вспомогательную часть 114. Эта оптическая скамья 111 удерживает пучок (пакет) из четырех оптических волокон 20, имеющих концевые фрагменты 21, выровненные относительно структурированных отражающих поверхностей 112 на вспомогательной части 114. Основание 116 снабжено канавками 117, чтобы поддерживать основные (центральные) фрагменты оголенных оптических волокон 20. В целом конструкция этой оптической скамьи 111 в значительной степени аналогична конструкции оптической скамьи 11, рассмотренной ранее применительно к другому варианту выполнения изобретения за исключением вспомогательной части 114. В этом варианте выполнения вспомогательная часть 114 является в целом цилиндрической с поперечным сечением в целом прямоугольной формы, имеющим закругленные концы, содержащей композитную конструкцию из двух разнородных материалов 170 и 171. На изображениях, показанных на Фиг. 7В и 7С, граница контакта 172 между материалами 170 и 171 является в целом вертикальной. Кроме того, согласно данному варианту на плоской поверхности 163 основания 116 сформированы механические опорные точки или выравнивающие элементы 169, что облегчает выравнивание и/или точное позиционирование оптической скамьи 111 относительно внешних оптических компонентов (например, оптического компонента 24 на Фиг. 1D). В этом варианте выполнения крышка не требуется (по сравнению с крышкой 18 в варианте выполнения, приведенном на Фиг. 1A-1D).
[0068] На Фиг. 7В показан брусок или вставка 134 до того, как ее подвергли штамповке, в штамповочном инструменте 40, который обсуждали ранее со ссылкой на Фиг. 3А-3С, который может быть частью штамповочного инструмента 50, который обсуждали ранее со ссылкой на Фиг. 5А-5С.
[0069] Как видно из Фиг. 7С, при штамповке разнородные материалы вставки 134 сжимают, что вызывает пластическую деформацию и приводит к соответствию профилю 45 матрицы 43, и камеры 126 прокладки 119, и камеры 127 сквозного отверстия 115 в основании 116. Материал 170 соответствует области, где штамповкой сформированы канавки 125, а материал 171 относится к области, где штамповкой сформированы структурированные отражающие поверхности 212. Оба материала 170 и 171 подвергают штамповке в ходе одной операции штамповки для формирования структурированных элементов на обоих материалах 170 и 171 практически одновременно.
[0070] Согласно одному варианту выполнения изобретения материал 170 может быть сплавом алюминия, а материал 171 может быть чистым алюминием. По сравнению с чистым алюминием сплав алюминия является относительно более твердым материалом, что в результате приводит к формированию конструкции, для выравнивания оптического волокна 20, обладающей большей структурной прочностью. С другой стороны, чистый алюминий выбирают из-за его высокой оптической отражающей способности. Материалом основания 116 может быть ковар, выбранный благодаря его прочности, твердости, малому коэффициенту термического расширения и характеристикам, близким к стеклу, для создания герметичного уплотнения с помощью герметика на основе стекла.
[0071] Соответственно, в варианте выполнения, приведенном на Фиг. 7А-7С, оптическая скамья 111 может обладать значительно улучшенными свойствами за счет использования композитной конструкции, содержащей три разнородных материала, где каждый материал оптимизирован для конкретных структур, функций и свойств, желательных для различных частей оптической скамьи 111.
[0072] Фиг. 8-8С иллюстрируют другой вариант выполнения оптического соединительного устройства 210, используемого для удержания большего количества (например, двенадцати) оптических волокон, которое можно получить штамповкой описанной выше композитной конструкции. Оптическая скамья 211 содержит композитную конструкцию, имеющую основание 216 и вспомогательную часть 214 из разнородных материалов. Основание 216 снабжено сквозным отверстием 215, которому придали форму, обеспечивающую соединение со вспомогательной частью 214. В этом варианте выполнения прокладка 219 является неотъемлемой частью основания 216. Имеется крышка 218. Вспомогательная часть 214 имеет в целом цилиндрический корпус с вытянутым, в целом овальным поперечным сечением, который имеет такую форму, чтобы задавать структурированную отражающую поверхность 212 и канавки 225 для выравнивания концевых фрагментов 21 оптических волокон 20 относительно структурированных отражающих поверхностей 212. Вспомогательная часть 214 может содержать первый тип вспомогательного материала для штамповки структурированной отражающей поверхности и инородный вспомогательный материал второго типа для штамповки структурированных элементов для выравнивания, как и в случае описанного ранее варианта выполнения, показанного на Фиг. 7. Основанию 216 придали определенную форму, чтобы создать менее критичные с точки зрения размеров структурированные элементы, такие как канавки 217 для удерживания центральных участков оголенных оптических волокон 20, не принимая в расчет оптическое выравнивание.
[0073] В то время как упомянутые выше варианты выполнения описаны применительно к композитным конструкциям, содержащим разнородные металлические материалы, можно сформировать композитные конструкции в соответствии с данным изобретением, содержащие: (а) металлический вспомогательный материал и металлический материал основания; (b) металлический вспомогательный материал и неметаллический материал основания; и (с) неметаллический вспомогательный материал и металлический материал основания. Например, основание может быть изготовлено из керамического материала, а вспомогательная часть изготовлена из металла. Вспомогательную часть можно штамповать и прессовать из относительно мягкой и гибкой металлической вставки, вставленной в керамическое основание. Гибкую вставку в хрупкий керамический корпус можно штамповать и придавать ей форму, чтобы получить с прецизионной точностью элементы поверхности деталей, включая отражательную оптику. Эту отражательную оптику можно легко получить на керамической подложке. Альтернативно, полимер, отлитый (напрессованный) сверху на основание, можно подвергнуть штамповке, чтобы сформировать желаемые элементы поверхности.
[0074] Согласно другому варианту выполнения изобретения инородную вспомогательную часть можно присоединить к основанию другими способами (например, химическим связыванием, сваркой, клепкой и пр.) до того, как вспомогательную часть подвергнут штамповке.
[0075] Несмотря на то, что описанные выше варианты выполнения изобретения были раскрыты применительно к оптическим волокнам в качестве оптических компонентов, оптические скамьи, содержащие композитную конструкцию, можно структурировать, чтобы обеспечить удержание и оптическое выравнивание других типов оптических компонентов, таких как линзы, оптические передатчики (Тх), оптические приемники (Rx), оптические трансиверы (Tx/Rx) и т.д.
[0076] Данное изобретение может быть использовано для прецизионного формирования структурированных элементов в различных устройствах, таких как раскрытые в патентных документах, обладателем которых является nanoPrecision Products, Inc., которые обсуждались здесь в разделе Уровень техники. Данное изобретение может быть использовано для создания оптических подсистем (узлов) и штампованных оптических скамей, имеющих структурированные элементы, которые обладают техническими (функциональными) возможностями известных из уровня кремниевых оптических скамей, таких как описанные в US 2003/223131 А1; патенте США №6,869,231; патенте США №8,103,140 и патенте США №8,168,939, или превосходят их.
* * *
[0077] Несмотря на то, что данное изобретение раскрыто на примере предпочтительных вариантов его реализации, специалисты должны понимать, что возможны различные изменения, как по форме, так и деталях, не выходящие за рамки духа и буквы данного изобретения. Соответственно, раскрытое изобретение следует воспринимать лишь как иллюстрацию, а его сущность ограничена приведенной далее Формулой изобретения.
Способ формирования композитной конструкции, содержащей структурированные элементы для задания оптической траектории, включает создание основания из первого материала, задающего первый структурированный элемент; введение второго материала в сквозное отверстие, заданное в основании, где второй материал отличен от первого материала; и штамповку второго материала, чтобы структурно присоединить второй материал к основанию и задать второй структурированный элемент на втором материале, таким образом формируя композитную конструкцию, содержащую основание из первого материала и вспомогательную часть из второго материала с созданным на ней вторым структурированным элементом. Структурированные элементы задают оптическую траекторию для передачи оптических сигналов. Технический результат – усовершенствование штамповки за счет создания композитной конструкции, включающей структурированные элементы для передачи оптических сигналов. 3 н. и 14 з.п. ф-лы, 26 ил.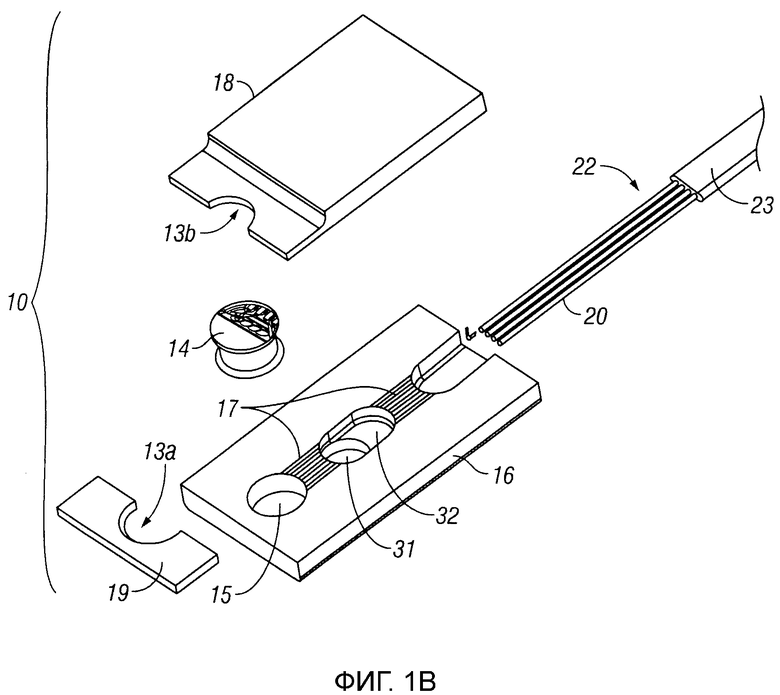
1. Способ формирования композитной конструкции, содержащей созданные на ней структурированные элементы, чтобы задать оптическую траекторию в связи с передачей оптических сигналов, включающий:
создание основания из первого материала, задающего первый структурированный элемент;
введение второго материала в сквозное отверстие, заданное в основании, где второй материал отличен от первого материала; и
штамповку второго материала, чтобы структурно присоединить второй материал к основанию и задать второй структурированный элемент на втором материале, таким образом формируя композитную конструкцию, содержащую основание из первого материала и вспомогательную часть из второго материала с созданным на ней вторым структурированным элементом,
где первый и второй структурированные элементы задают оптическую траекторию в связи с передачей оптических сигналов.
2. Способ по п. 1, где второй структурированный элемент содержит структурированную отражающую поверхность, сформированную штамповкой второго материала.
3. Способ по п. 2, где первый структурированный элемент основания содержит первую конструкцию для выравнивания, чтобы облегчить позиционирование оптического компонента в положении, обеспечивающем его оптическое выравнивание, юстировку относительно структурированной отражающей поверхности вдоль оптической траектории.
4. Способ по п. 2 или 3, где второй структурированный элемент также содержит вторую конструкцию для выравнивания, чтобы облегчить позиционирование оптического компонента в положении, обеспечивающем его оптическое выравнивание, юстировку относительно структурированной отражающей поверхности вдоль оптической траектории.
5. Способ по любому из пп. 2-4, где структурированная отражающая поверхность содержит вогнутую отражающую поверхность.
6. Способ по пп. 3 или 4, где оптический компонент содержит оптическое волокно, а первая конструкция для выравнивания задает канавки для удержания оптического волокна в положении, выровненном относительно структурированной отражающей поверхности.
7. Способ по п. 6, где оптический компонент содержит оптическое волокно, а вторая конструкция для выравнивания задает канавки для удержания оптического волокна в положении, выровненном относительно структурированной отражающей поверхности.
8. Способ по любому из предшествующих пунктов, где основание заранее сформировано штамповкой, чтобы создать первый структурированный элемент.
9. Способ по любому из предшествующих пунктов, где второй структурированный элемент содержит первый элемент и второй элемент, где второй материал содержит первый инородный материал и второй инородный материал, причем штамповка второго материала включает штамповку первого и второго инородных материалов в ходе одной операции штамповки для образования первого элемента из первого инородного материала и второго элемента из второго инородного материала.
10. Способ по п. 9, где первый элемент содержит оптический элемент, сформированный штамповкой первого инородного материала, а второй элемент содержит выравнивающую конструкцию для облегчения размещения оптического компонента в положении, обеспечивающем его оптическое выравнивание, юстировку относительно оптического элемента вдоль оптической траектории.
11. Способ по любому из предшествующих пунктов, где штамповка второго материала в результате приводит к взаимному замыканию вспомогательной части с основанием для структурного присоединения второго материала к первому материалу для формирования композитной конструкции.
12. Способ по любому из предшествующих пунктов, где основание снабжено камерой вокруг нижней кромки сквозного отверстия и штамповка второго материала приводит к пластической деформации второго материала, который заполняет камеру для образования взаимозамыкающейся конструкции.
13. Способ по любому из предшествующих пунктов, где первый материал является относительно более твердым, чем второй материал.
14. Штампованная оптическая скамья, полученная способом по любому из предшествующих пунктов.
15. Оптическая скамья, содержащая:
основание из первого материала, задающее первый структурированный элемент;
вспомогательную часть из второго материла, задающую второй структурированный элемент на втором материале, где второй материал введен в сквозное отверстие, заданное в основании, где второй материал отличен от первого материала, причем вспомогательная часть структурно присоединена к основанию, чтобы за счет этого сформировать композитную конструкцию, содержащую основание из первого материала и второго материала с заданным на нем вторым структурированным элементом, и
где первый и второй структурированные элементы задают оптическую траекторию в связи с передачей оптических сигналов.
16. Оптическая скамья по п. 15, где второй материал является металлом.
17. Оптическая скамья по п. 15 или 16, где первый материал является металлом.
| US 6402394 B1, 11.06.2002 | |||
| TW 200635763 A, 16.10.2006 | |||
| DE 3226025 A, 12.01.1984 | |||
| US 5037179 A, 06.08.1991 | |||
| US 2013294732 A1, 07.11.2013. |

