Область техники
Настоящее изобретение относится к батарее и способу изготовления батареи.
Уровень техники
Японская патентная публикация № 2014-11073 раскрывает способ, в котором вальная часть внутреннего терминала вставляется через корпус батареи и внешний терминал и осаживается на внешний терминал, и затем внешний круговой край осаженного участка сваривается лазером с внешним терминалом. Японская патентная публикация № 2017-84585 раскрывает способ, в котором лазерной сваркой обеспечивают валики вдоль внешнего кругового края осаженного участка.
Сущность изобретения
Сварной участок между внутренним терминалом и внешним терминалом, как правило, имеет меньшее электрическое сопротивление, чем другие контактные участки между внутренним терминалом и внешним терминалом, и, таким образом, может образовывать основное межсоединение между внутренним терминалом и внешним терминалом. Когда сварной участок расположен на внешнем круговом краю осаженного участка, например, инородный объект и т.д., может войти в контакт с этим сварным участком. Для обеспечения высокого качества межсоединения между внутренним терминалом и внешним терминалом, желательно уменьшить вероятность явления, состоящего во вхождении инородного объекта в контакт со сварным участком между внутренним терминалом и внешним терминалом. Кроме того, соединение вместе внутреннего терминала и внешнего терминала лазерной сваркой требует наличия сравнительно дорогостоящего оборудования, такого как лазерная сварочная машина. Таким образом, настоящее изобретение предлагает батарею, имеющую совершенно новую конструкцию, и способ изготовления этой батареи.
Батарея согласно первому аспекту настоящего изобретения включает в себя корпусной компонент батареи, имеющий монтажное отверстие, внутренний терминал, внешний терминал, и изолирующий элемент. Здесь, изолирующий элемент вставляется между внутренним терминалом и корпусным компонентом батареи и вставляется между внешним терминалом и корпусным компонентом батареи. Внутренний терминал включает в себя основную часть, которая расположена на внутренней стороне корпусного компонента батареи с изолирующим элементом, вставленным между основной частью и корпусным компонентом батареи, и выступающую часть, которая выступает из основной части и устанавливается на корпусной компонент батареи посредством вставления через монтажное отверстие с изолирующим элементом, вставленным между выступающей частью и внутренней периферией корпусного компонента батареи, определяющей монтажное отверстие. Внешний терминал расположен на выступающей части, вставленной через монтажное отверстие, и включает в себя сварной шов, которым внешний терминал сварен с выступающей частью внутреннего терминала. Батарея с этой конструкцией имеет сварной шов в положении, где внешний терминал расположен на выступающей части внутреннего терминала, что может уменьшить вероятность того, что инородный объект и т.д., извне войдет в контакт со сварным швом.
В батарее согласно первому аспекту настоящего изобретения, внутренний терминал может дополнительно иметь вальную часть, берущую начало от выступающей части, и внешний терминал может дополнительно иметь установочное отверстие, через которое вставляется вальная часть. В этом случае, вальная часть может быть вставлена через установочное отверстие и осажена вокруг установочного отверстия.
Здесь, сварной шов может быть расположен дальше на радиально внешней стороне, чем участок вальной части внутреннего терминала, который осажен вокруг установочного отверстия внешнего терминала. Выступающая часть, с которой соединен внешний терминал, может иметь паз. Внешний терминал и выступающая часть могут быть сварены вместе вдоль кругового направления вокруг вальной части внутреннего терминала.
Изолирующий элемент может включать в себя прокладку, которая имеет фланцевую часть, расположенную на внутренней поверхности корпусного компонента батареи вокруг монтажного отверстия, и цилиндрическую часть, выступающую из фланцевой части и устанавливаемую в монтажном отверстии, и изолятор, который имеет сквозное отверстие, в котором установлена выступающая часть, вставленная через монтажное отверстие, и который расположен на внешней поверхности корпусного компонента батареи. В этом случае, основная часть внутреннего терминала может быть расположена на прокладке на внутренней стороне корпусного компонента батареи. Выступающая часть может быть установлена в монтажном отверстии корпусного компонента батареи посредством вставления через цилиндрическую часть прокладки. Внешний терминал может быть расположен на внешней стороне корпусного компонента батареи с изолятором, вставленным между внешним терминалом и корпусным компонентом батареи.
Способ изготовления батареи согласно второму аспекту настоящего изобретения включает в себя: этап подготовки корпусного компонента батареи, в котором образовано монтажное отверстие; этап подготовки прокладки, имеющей цилиндрическую часть, которая является устанавливаемой в монтажное отверстие; этап подготовки внутреннего терминала, имеющего выступающую часть, которая является устанавливаемой в цилиндрическую часть; этап подготовки изолятора, имеющего сквозное отверстие, в которое устанавливается выступающая часть; этап подготовки внешнего терминала, который расположен поверх изолятора таким образом, что он расположен на выступающей части; этап сборки внутреннего терминала, прокладки, корпусного компонента батареи, изолятора, и внешнего терминала; и этап сваривания вместе внешнего терминала и выступающей части внутреннего терминала посредством прижимания внешнего терминала к выступающей части и обеспечения вибрации внешнего терминала или внутреннего терминала.
Здесь, на этапе сборки, на котором собирают внутренний терминал, прокладку, корпусной компонент батареи, изолятор, и внешний терминал, обеспечивают состояние, при котором цилиндрическая часть прокладки установлена в монтажном отверстии корпусного компонента батареи, выступающая часть внутреннего терминала установлена в цилиндрической части прокладки, изолятор расположен на внешней поверхности корпусного компонента батареи с выступающей частью, установленной в сквозном отверстии, и внешний терминал расположен поверх изолятора таким образом, что он расположен на выступающей части. Затем, внешний терминал прижимают к выступающей части внутреннего терминала, и внешний терминал или внутренний терминал подвергают вибрации для сваривания посредством этого вместе выступающей части и внешнего терминала в твердом состоянии. Этот способ использует твердотельную сварочную машину, которая является недорогой по сравнению с лазерной сварочной машиной, на этапе сваривания для образования межсоединения между внутренним терминалом и внешним терминалом, и, таким образом, может уменьшить стоимость оборудования на этапе сваривания для образования межсоединения между внутренним терминалом и внешним терминалом.
Подготовленный внутренний терминал может иметь вальную часть, берущую начало от выступающей части. Подготовленный внешний терминал может иметь установочное отверстие, через которое вставляется вальная часть. На этапе сборки, внешний терминал может быть расположен поверх изолятора таким образом, чтобы вальная часть была вставлена через установочное отверстие. Способ может дополнительно включать в себя этап осаживания, на котором осаживают вальную часть вокруг установочного отверстия после этапа сваривания.
На этапе сваривания, например, внутренний терминал и внешний терминал могут удерживаться между консолью и опорой, и ультразвуковая вибрация может быть обеспечена для внешнего терминала или внутреннего терминала, в то время как внешний терминал и выступающая часть внутреннего терминала прижимаются друг к другу.
Краткое описание чертежей
Признаки, преимущества, и техническая и промышленная важность иллюстративных вариантов осуществления настоящего изобретения будут описаны ниже со ссылкой на сопутствующие чертежи, на которых одинаковые ссылочные позиции обозначают одинаковые элементы, и на которых:
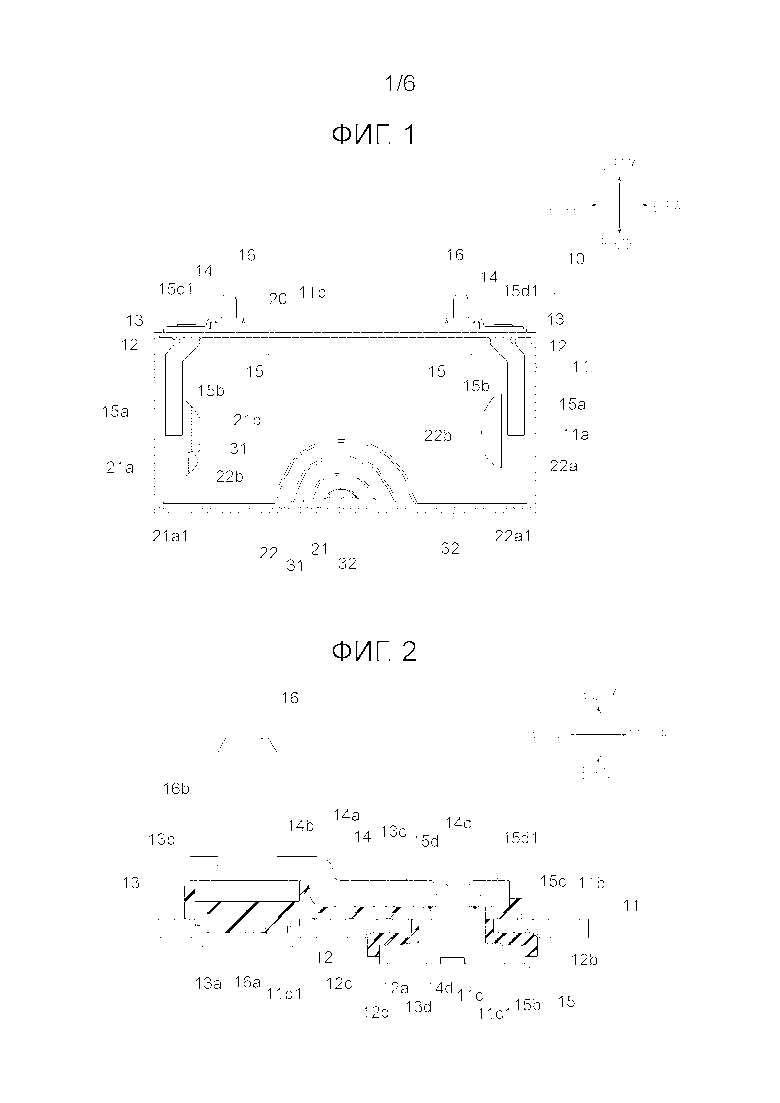
Фиг. 1 является частичным разрезом герметичной батареи 10 согласно одному варианту осуществления настоящего изобретения;
Фиг. 2 является разрезом, показывающим часть, где внешний терминал 14 и внутренний терминал 15 установлены на корпус 11 батареи;
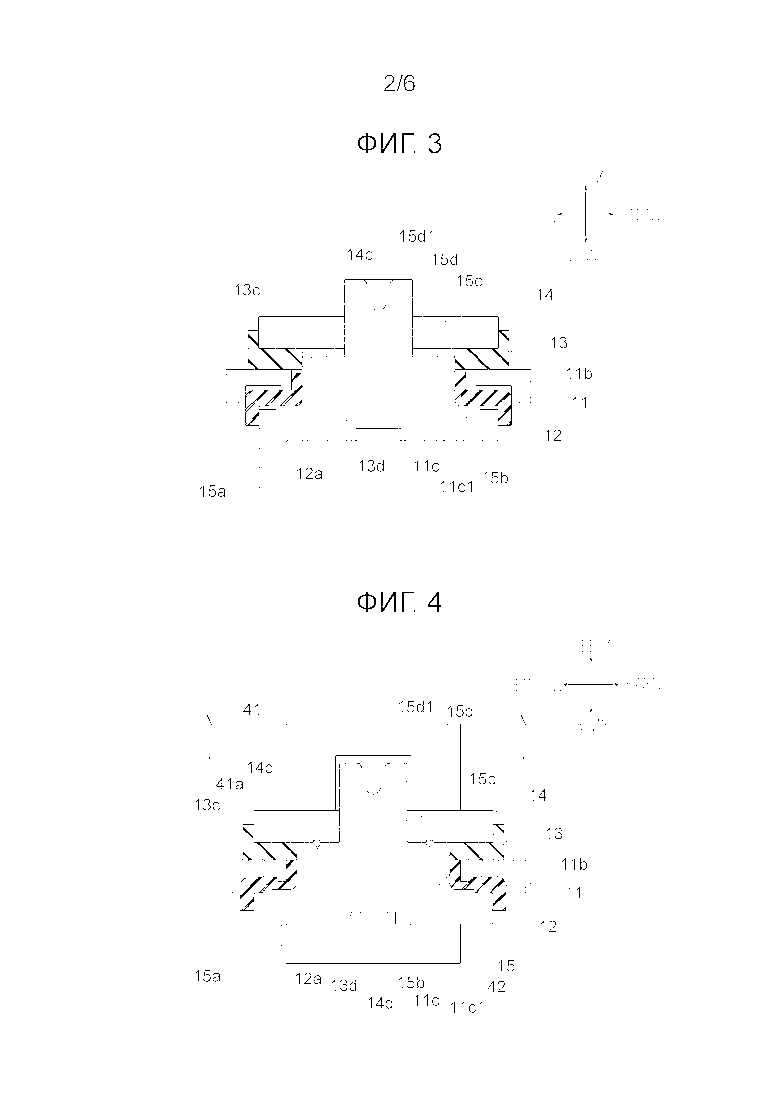
Фиг. 3 является разрезом, показывающим внутренний терминал 15, прокладку 12, крышку 11b, изолятор 13, и внешний терминал 14, собранные на этапе сборки;
Фиг. 4 является разрезом, показывающим состояние, при котором внешний терминал 14 прижат к выступающей части 15с внутреннего терминала 15 на этапе сваривания;
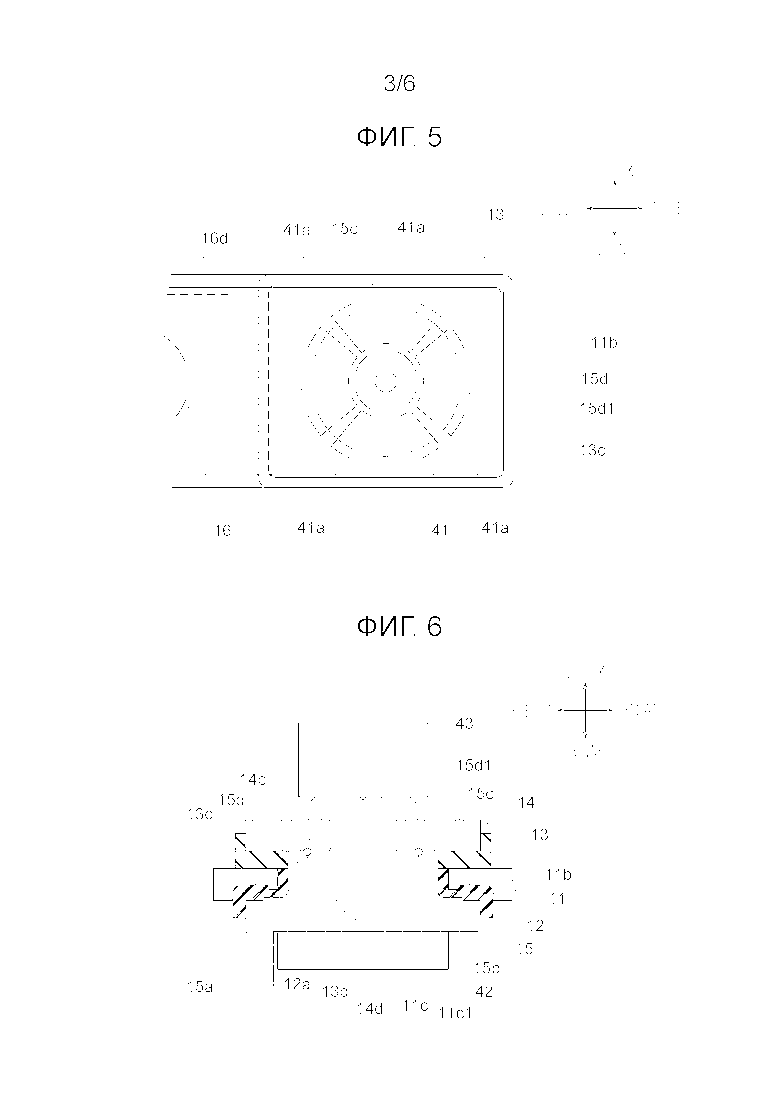
Фиг. 5 является разрезом по линии V-V с фиг. 4;
Фиг. 6 является разрезом, показывающим этап осаживания;
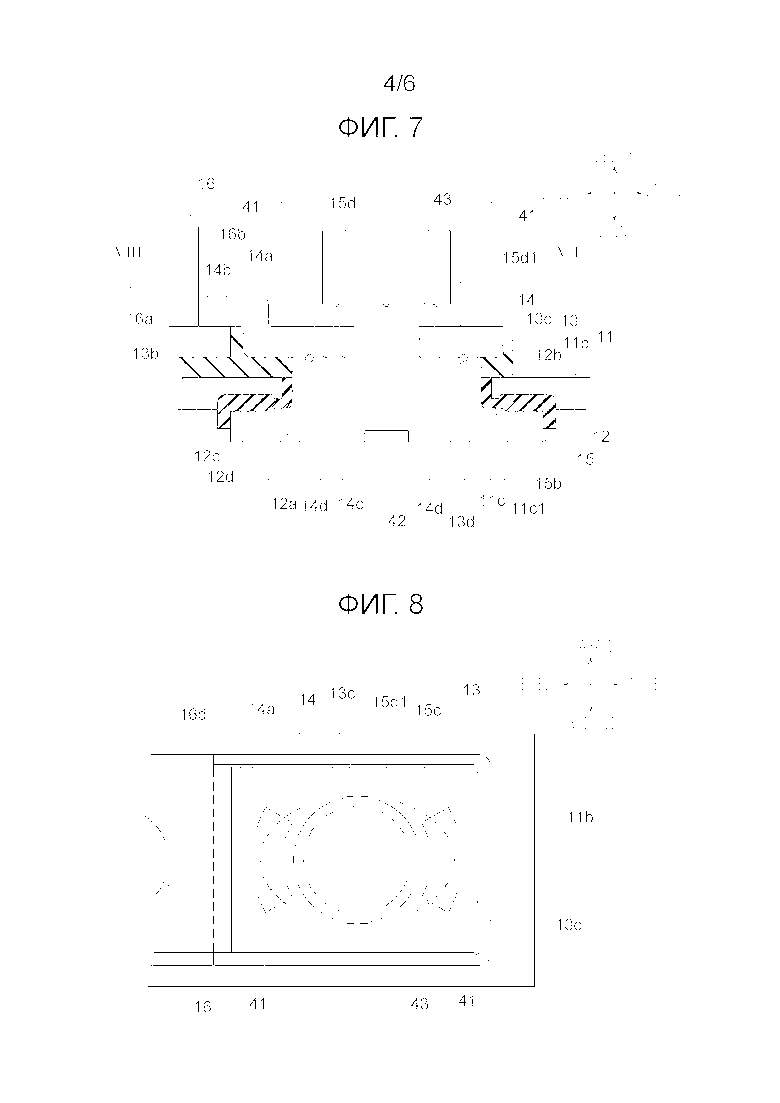
Фиг. 7 является разрезом, показывающим состояние, при котором внешний терминал 14 прижат к выступающей части 15с внутреннего терминала 15 на этапе сваривания другого типа;
Фиг. 8 является разрезом по линии VIII-VIII с фиг. 7;
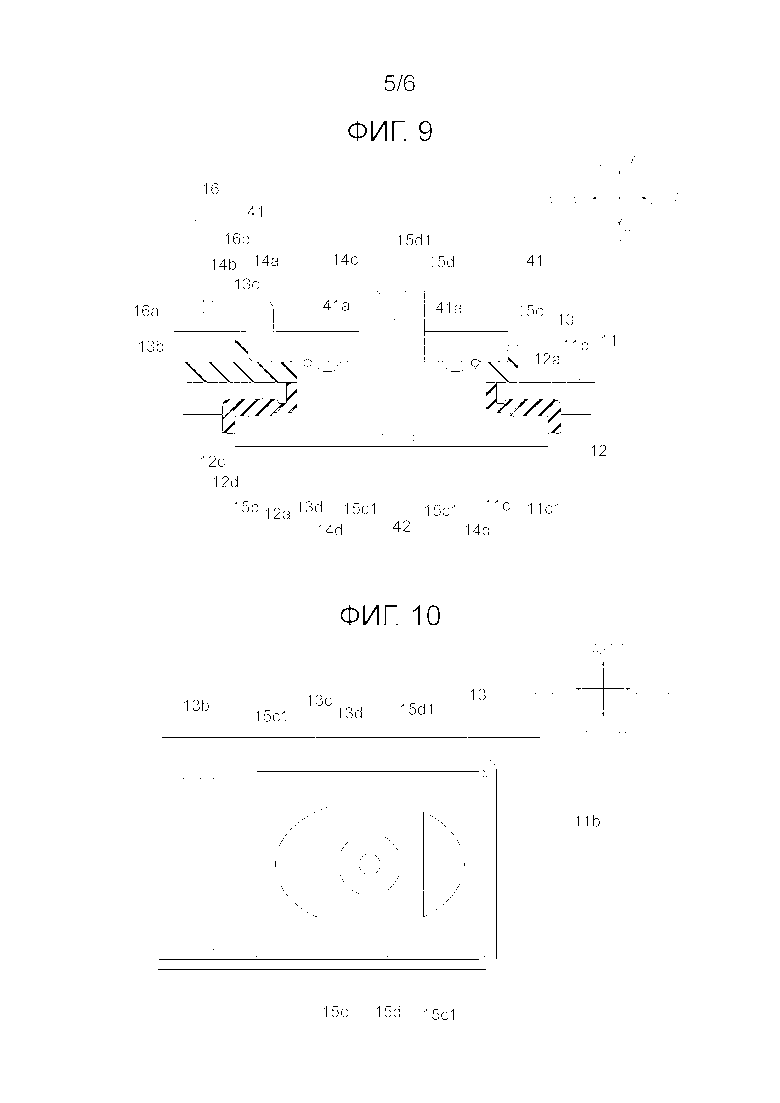
Фиг. 9 является разрезом, показывающим состояние, при котором внешний терминал 14 прижат к выступающей части 15с внутреннего терминала 15 на этапе сваривания другого типа;
Фиг. 10 является видом сверху, показывающим состояние, при котором изолятор 13 собран на выступающей части 15с внутреннего терминала 15 на этапе сборки другого типа; и
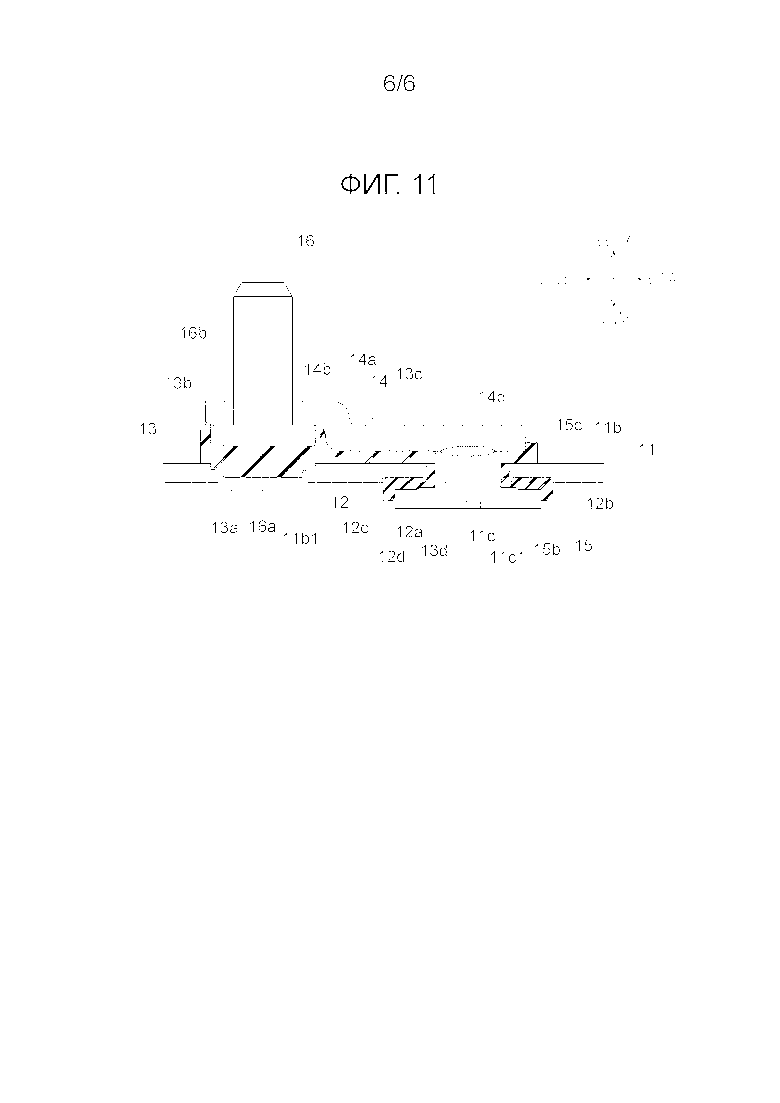
Фиг. 11 является разрезом, показывающим другой вариант осуществления батареи, предлагаемой здесь.
Подробное описание вариантов осуществления изобретения
Ниже будет описан вариант осуществления батареи и способа изготовления батареи, предлагаемых здесь. Следует понимать, что вариант осуществления, описанный здесь, не предназначен для конкретного ограничения настоящего изобретения. Если не указано иное, то настоящее изобретение не ограничено вариантом осуществления, описанным здесь. Чертежи являются схематичными и не обязательно отражают фактические объекты. Те элементы и части, которые обеспечивают одинаковые эффекты, обозначены одинаковыми ссылочными позициями, если это уместно, чтобы опустить избыточное описание. Верхнее, нижнее, левое, правое, переднее и заднее направления указаны на чертежах стрелками U, D, L, R, F, и Rr, соответственно.
Здесь, батарея и способ изготовления батареи будут описаны с использованием герметичной батареи 10, показанной на фиг. 1 и фиг. 2 в качестве примера. Фиг. 1 является частичным разрезом герметичной батареи 10 согласно варианту осуществления настоящего изобретения. Фиг. 1 показывает состояние, при котором внутренняя часть герметичной батареи 10 демонстрируется вдоль широкой поверхности на одной стороне корпуса 11 батареи по существу в форме прямоугольного параллелепипеда. Фиг. 2 является разрезом, показывающим часть, где внешний терминал 14 и внутренний терминал 15 установлены на корпус 11 батареи. Как показано на фиг. 1 и фиг. 2, герметичная батарея 10 включает в себя корпус 11 батареи, прокладки 12, изоляторы 13, внешние терминалы 14, внутренние терминалы 15, соединительные терминалы 16, и электродное тело 20.
Электродное тело 20 размещено в корпусе 11 батареи в состоянии, при котором оно покрыто изолирующей пленкой (не показана). Электродное тело 20 включает в себя положительную электродную пластину 21 в качестве положительного электродного элемента, отрицательную электродную пластину 22 в качестве отрицательного электродного элемента, и сепараторные пластины 31, 32 в качестве сепараторов. Каждая из положительной электродной пластины 21, первой сепараторной пластины 31, отрицательной электродной пластины 22 и второй сепараторной пластины 32 является удлиненным ленточным элементом.
Положительная электродная пластина 21 является положительной электродной токоприемной фольгой 21а (например, алюминиевой фольгой) заданной ширины и толщины, на обеих сторонах которой образован слой 21b активного материала положительного электрода, содержащий активный материал положительного электрода, за исключением неотформованного участка 21а1, имеющего постоянную толщину и обеспеченного вдоль конца положительной электродной токоприемной фольги 21а на одной стороне в направлении ширины. Неотформованный участок 21а1 является участком токоприемной фольги, который не покрыт активным материалом. Например, в случае батареи литий-ионных аккумуляторов, активный материал положительного электрода является материалом, таким как композит на основе лития и переходного металла, который может высвобождать ионы лития во время зарядки и поглощать ионы лития во время разрядки. Однако, в общем, были предложены различные активные материалы положительного электрода, отличные от композита на основе лития и переходного металла, и активный материал положительного электрода здесь конкретно не ограничен.
Отрицательная электродная пластина 22 является отрицательной электродной токоприемной фольгой 22а (здесь, медной фольгой) заданной ширины и толщины, на обеих сторонах которой образован слой 22b активного материала отрицательного электрода, содержащий активный материал отрицательного электрода, за исключением неотформованного участка 22а1, имеющего постоянную толщину и обеспеченного вдоль конца отрицательной электродной токоприемной фольги 22а на одной стороне в направлении ширины. Например, в случае батареи литий-ионных аккумуляторов, активный материал отрицательного электрода является материалом, таким как природный графит, который может поглощать ионы лития во время зарядки и высвобождать поглощенные ионы лития во время разрядки. Однако, в общем, были предложены различные активные материалы положительного электрода, отличные от природного графита, и активный материал положительного электрода здесь конкретно не ограничен.
Например, пластина из пористой смолы, от которой требуется теплостойкость и которая обеспечивает возможность прохода электролита, используется в качестве сепараторных пластин 31, 32. Однако были предложены различные сепараторные пластины, и сепараторные пластины 31, 32 конкретно не ограничены.
Здесь, например, ширина слоя 22b активного материала отрицательного электрода устанавливается таким образом, чтобы она была большей, чем ширина слоя 21b активного материала положительного электрода. Ширины сепараторных пластин 31, 32 является большими, чем ширина слоя 22b активного материала отрицательного электрода. Неотформованный участок 21а1 положительной электродной токоприемной фольги 21а и неотформованный участок 22а1 отрицательной электродной токоприемной фольги 22а ориентированы по направлению к противоположным сторонам в направлении ширины. Положительная электродная пластина 21, первая сепараторная пластина 31, отрицательная электродная пластина 22, и вторая сепараторная пластина 32 свернуты в состоянии, при котором они пакетированы в этом порядке, причем их длинные стороны ориентированы в одном и том же направлении. Слой 22b активного материала отрицательного электрода покрывает слой 21b активного материала положительного электрода, причем между ними вставлены сепараторные пластины 31, 32. Слой 22b активного материала отрицательного электрода покрыт сепараторными пластинами 31, 32. Неотформованный участок 21а1 положительной электродной токоприемной фольги 21а выступает с одной стороны сепараторных пластин 31, 32 в направлении ширины. Неотформованный участок 22а1 отрицательной электродной токоприемной фольги 22а выступает с противоположной стороны сепараторных пластин 31, 32 в направлении ширины.
Как показано на фиг. 1, электродное тело 20 выровнено вдоль плоскости, включающей в себя ось сворачивания, таким образом, чтобы оно размещалось в основном теле 11а корпуса 11 батареи. Неотформованный участок 21а1 положительной электродной токоприемной фольги 21а и неотформованный участок 22а1 отрицательной электродной токоприемной фольги 22а расположены, соответственно, на одной стороне и противоположной стороне вдоль оси сворачивания электродного тела 20. Неотформованный участок 21а1 положительной электродной токоприемной фольги 21а и неотформованный участок 22а1 отрицательной электродной токоприемной фольги 22а установлены на внутренних терминалах 15, которые установлены, соответственно, на обеих сторонах крышки 11b в продольном направлении крышки 11b. Электродное тело 20 размещено в корпусе 11 батареи в состоянии, при котором оно, таким образом, установлено на внутренних терминалах 15, установленных на крышке 11b.
Корпус 11 батареи имеет плоскую прямоугольную область размещения и включает в себя основное тело 11а корпуса и крышку 11b. Для корпуса батареи может быть использован алюминий или алюминиевый сплав, такой как алюминий серии 1000 или 3000. В этом варианте осуществления, основное тело 11а корпуса имеет форму плоского контейнера по существу в форме прямоугольного параллелепипеда и открыто на одной поверхности, определяемой длинными сторонами и короткими сторонами. Крышка 11b является пластинчатым элементом, который имеет форму, соответствующую отверстию основного тела 11а корпуса, и устанавливается на это отверстие. Монтажное отверстие 11с (см. фиг. 2) для установки внешнего терминала 14 и внутреннего терминала 15 образовано на каждой стороне крышки 11b в продольном направлении. В этом варианте осуществления, выступ 11с1, выдающийся по направлению к внутренней стороне крышки 11b, обеспечен на краю монтажного отверстия 11с.
Как показано на фиг. 2, батарея, предлагаемая здесь, включает в себя корпусной компонент батареи (в этом варианте осуществления, крышку 11b), внутренний терминал 15, внешний терминал 14, и изолирующие элементы (12, 13). Здесь, изолирующие элементы вставлены между внутренним терминалом 15 и внешним терминалом 14, с одной стороны, и крышкой 11b в качестве корпусного компонента батареи, с другой стороны. В этом варианте осуществления, изолирующие элементы включают в себя прокладку 12 и изолятор 13.
Как показано на фиг. 1 и фиг. 2, внутренний терминал 15 включает в себя выводную часть 15а, основную часть 15b, выступающую часть 15с и вальную часть 15d.
Как показано на фиг. 1 и фиг. 2, основная часть 15b является частью, расположенной на прокладке 12 на внутренней стороне крышки 11b, и установлена на крышке 11b с прокладкой 12, вставленной между основной частью 15b и крышкой 11b. Выводная часть 15а является частью, продолжающейся от основной части 15b по направлению к внутренней стороне корпуса 11 батареи. На фиг. 1, неотформованный участок 21а1 положительной электродной токоприемной фольги 21а электродного тела 20 сварен с выводной частью 15а внутреннего терминала 15 на левой стороне. Неотформованный участок 22а1 отрицательной электродной токоприемной фольги 22а электродного тела 20 сварен с выводной частью 15а внутреннего терминала 15 на правой стороне. Выступающая часть 15с выступает из основной части 15b и установлена на крышке 11b посредством вставления через монтажное отверстие 11с крышки 11b с прокладкой 12, вставленной между выступающей частью 15с и монтажным отверстием 11с. Вальная часть 15d берет начало от центрального участка выступающей части 15с. Здесь, участок, от которого вальная часть 15d берет начало (т.е. центральный участок выступающей части 15с) не обязательно должен быть в точном центре выступающей части 15с. Вальная часть 15d может быть смещена от центра выступающей части 15с.
Прокладка 12 вставлена между внутренним терминалом 15 и монтажным отверстием 11с крышки 11b и служит для герметизации монтажного отверстия 11с крышки 11b и изоляции крышки 11b и внутреннего терминала 15 друг от друга. Прокладка 12 образована смоляным элементом, имеющим требуемую упругость. Например, сополимер тетрафторэтилена с перфторалкилвиниловым эфиром (также называемый PFA) может быть использован для прокладки 12.
В этом варианте осуществления, прокладка 12 имеет цилиндрическую часть 12а, фланцевую часть 12b, окружающую часть 12с, и принимающую часть 12d. Цилиндрическая часть 12а является частью, которая выступает из фланцевой части 12b, и является частью, через которую вставлены выступающая часть 15с и вальная часть 15d внутреннего терминала 15, и которая установлена на внутренней круговой поверхности монтажного отверстия 11с крышки 11b. Цилиндрическая часть 12а имеет внутренний диаметр, который по существу равен внешнему диаметру выступающей части 15с внутреннего терминала 15, и имеет внешний диаметр, который по существу равен внутреннему диаметру монтажного отверстия 11с. Фланцевая часть 12b является пластинчатой частью, которая продолжается от одного конца цилиндрической части 12а вдоль радиального направления и установлена на внутренней поверхности крышки 11b. Окружающая часть 12с продолжается от кругового края фланцевой части 12b по направлению к противоположной стороне от цилиндрической части 12а. Принимающая часть 12d обеспечена на нижней поверхности прокладки 12. Принимающая часть 12d является частью, которая имеет углубление, соответствующее форме основной части 15b внутреннего терминала 15, которое будет описано ниже и посредством которого основная часть 15b позиционируется.
Как показано на фиг. 2, прокладка 12 собрана на выступающей части 15с внутреннего терминала 15 и установлена в монтажном отверстии 11с крышки 11b. Здесь, выступающая часть 15с выступает из монтажного отверстия 11с крышки 11b, и изолятор 13 собран на внешней стороне крышки 11b. Высота выступающей части 15с внутреннего терминала 15 установлена таким образом, чтобы выступающая часть 15с выдавалась из крышки 11b на величину, соответствующую толщине изолятора 13 в состоянии, при котором выступающая часть 15с установлена в цилиндрической части 12а прокладки 12 и дополнительно установлена в монтажном отверстии 11с крышки 11b. Выступающая часть 15с установлена в монтажном отверстии 11с крышки 11b в состоянии, при котором она установлена в цилиндрической части 12а прокладки 12. Вальная часть 15d внутреннего терминала 15 берет начало от центрального участка выступающей части 15с. Ведущий конец 15d1 вальной части 15d внутреннего терминала 15 раздавлен и осажен вокруг установочного отверстия 14с на внешней стороне внешнего терминала 14. На фиг. 2, вальная часть 15d внутреннего терминала 15 показана в состоянии, при котором она раздавлена и осажена. Вальная часть 15d внутреннего терминала 15 перед осаживанием имеет по существу столбчатую форму (см. фиг. 3).
Изолятор 13 является элементом, который расположен на внешней стороне крышки 11b и изолирует крышку 11b, с одной стороны, и внешний терминал 14 и соединительный терминал 16, с другой стороны, друг от друга. Изолятор 13 образован смоляным элементом. Например, полипропилен (также называемый PP), полиэтилен (также называемый PE), или полифениленсульфидная смола (также называемая PPS) могут быть использованы для изолятора 13.
В этом варианте осуществления, как показано на фиг. 2, выступ 13а обеспечен на нижней поверхности изолятора 13. Выступ 13а установлен в углублении 11b1 крышки 11b. Углубление 13b, в котором расположен соединительный терминал 16, и углубление 13с, в котором установлен внешний терминал 14, обеспечены в верхней поверхности изолятора 13. Сквозное отверстие 13d образовано в углублении 13с, в котором установлен внешний терминал 14, в положении, соответствующем монтажному отверстию 11с образованному в крышке 11b. Сквозное отверстие 13d имеет по существу ту же самую форму, что и выступающая часть 15с внутреннего терминала 15, так что выступающая часть 15с может быть вставлена через сквозное отверстие 13d. Выступающая часть 15с внутреннего терминала 15, выдающаяся из монтажного отверстия 11с крышки 11b, установлена в сквозное отверстие 13d, и изолятор 13 собран таким образом, что он покрывает крышку 11b.
На внешней стороне крышки 11b установлен внешний терминал 14 и соединительный терминал 16, причем между ними вставлен изолятор 13. Как показано на фиг. 2, углубление 11b1 обеспечено во внешней поверхности крышки 11b в положении, соответствующем положению, где установлен соединительный терминал 16. Для внешнего терминала 14, внутреннего терминала 15, и соединительного терминала 16 на стороне положительного электрода и для внешнего терминала 14, внутреннего терминала 15, и соединительного терминала 16 на стороне отрицательного электрода, используют материалы, которые могут выдерживать требуемые потенциалы на соответствующих сторонах. Например, Например, алюминий или алюминиевый сплав, такой как алюминий серии 1000, 3000 или 6000, может быть использован для стороны положительного электрода. Для стороны отрицательного электрода, может быть использована медь или медный сплав, такой как медь серии 1000.
Как показано на фиг. 2, внешний терминал 14 расположен на внешней стороне крышки 11b, причем изолятор 13 вставлен между ними. В этом варианте осуществления, внешний терминал 14 имеет установочное отверстие 14с, через которое вставлена вальная часть 15d внутреннего терминала 15. Участок внешнего терминала 14 вокруг установочного отверстия 14с расположен на выступающей части 15с. Внешний терминал 14 и внутренний терминал 15 сварены вместе на участке внешнего терминала 14, который расположен на выступающей части 15с внутреннего терминала 15. Участок внешнего терминала 14, который расположен на выступающей части 15с, может быть сварен вдоль всей окружности, но достаточно, чтобы была сварена по меньшей мере часть внешнего терминала 14 в круговом направлении. Здесь, часть, в которой внешний терминал 14 и внутренний терминал 15 сварены вместе на участке внешнего терминала 14 вокруг установочного отверстия 14с, который расположен на выступающей части 15с, будет называться сварным швом 14d. Межсоединение между внешним терминалом 14 и ведущим концом 15d1 внутреннего терминала 15 обеспечивается надежно, когда внешний терминал 14 и внутренний терминал 15 сварены вместе сварным швом 14d.
Внешний терминал 14 является элементом, который расположен поверх изолятора 13, расположенного на внешней стороне крышки 11b, и поддерживает соединительный терминал 16. В этом аспекте, внешний терминал 14 является пластинчатым элементом, расположенным вдоль продольного направления крышки 11b. Ступенька 14а обеспечена в промежуточной части внешнего терминала 14 в продольном направлении. Переходное отверстие 14b, в котором установлена вальная часть 16b соединительного терминала 16, образовано на одной стороне ступеньки 14а. Установочное отверстие 14с, через которое вставлена вальная часть 15d внутреннего терминала 15, образовано на противоположной стороне.
Соединительный терминал 16 имеет фланцевую часть 16а и вальную часть 16b. Фланцевая часть 16а расположена и установлена в углублении 13b, обеспеченном в изоляторе 13, который расположен на внешней стороне крышки 11b. Таким образом, фланцевая часть 16а и углубление 13b предпочтительно имеют соответствующие формы. Вальная часть 16b является частью, которая служит в качестве внешнего выходного терминала, и является частью, на которую, например, устанавливают электрическую шину для образования портативного батарейного источника питания. На этапе сборки внешнего терминала 14, внешний терминал 14 собирают поверх изолятора 13. В этом варианте осуществления, вальную часть 16b соединительного терминала 16, расположенного поверх изолятора 13, заставляют пройти через переходное отверстие 14b внешнего терминала 14. Вальную часть 15d внутреннего терминала 15, выставляемую выше изолятора 13, заставляют пройти через установочное отверстие 14с внешнего терминала 14. Внешний терминал 14 собирают поверх изолятора 13.
В этом варианте осуществления, участок внешнего терминала 14, который расположен на выступающей части 15с внутреннего терминала 15, сваривают после сборки компонентов, как описано выше. Кроме того, ведущий конец 15d1 вальной части 15d внутреннего терминала 15 осаживают на внешний терминал 14.
В батарее, предлагаемой здесь, внутренний терминал 15 и внешний терминал 14, собранные на крышке 11b в качестве корпусного компонента батареи, прижимают друг к другу таким образом, чтобы между ними была расположены прокладка 12 и изолятор 13, и чтобы вальная часть 15d внутреннего терминала 15 деформировалась. А именно, деформируется ведущий конец 15d1 вальной части 15d внутреннего терминала 15. Внутренний терминал 15, прокладка 12, изолятор 13, и внешний терминал 14 посредством этого скрепляются с крышкой 11b корпуса 11 батареи.
Таким образом, как показано на фиг. 2, внутренний терминал 15 батареи 10 имеет основную часть 15b, выступающую часть 15с, и вальную часть 15d. Основная часть 15b расположена на внутренней стороне крышки 11b в качестве корпусного компонента батареи, причем изолирующий элемент (прокладка 12) вставлен между основной частью 15b и крышкой 11b. Выступающая часть 15с выступает из основной части 15b и установлена на крышке 11b посредством вставления через монтажное отверстие 11с, причем изолирующие элементы (12, 13) вставлены между выступающей частью 15с и крышкой 11b. Вальная часть 15d берет начало от центрального участка выступающей части 15с. Внешний терминал 14 включает в себя установочное отверстие 14с, через которое вставлена вальная часть 15d внутреннего терминала 15, и сварной шов 14d, который является участком внешнего терминала 14 вокруг установочного отверстия 14с, расположенным на выступающей части 15с, и которым внешний терминал 14 сварен с внутренним терминалом 15. Кроме того, вальная часть 15d внутреннего терминала 15 осажена на внешний терминал 14.
В батарее 10, внешний терминал 14 включает в себя сварной шов 14d, которым внешний терминал 14 сварен с внутренним терминалом 15, на участке внешнего терминала 14 вокруг установочного отверстия 14с, расположенном на выступающей части 15с. Сварной шов 14d образован на задней стороне внешнего терминала 14 и не выставлен на переднюю поверхность. Таким образом, маловероятно, что инородный объект извне войдет в контакт со сварным швом 14d, так что может быть обеспечено высокое качество межсоединения. Кроме того, в этом варианте осуществления, вальную часть 15d внутреннего терминала 15 осаживают на внешний терминал 14. А именно, внутренний терминал 15 осаживают подобно заклепке на внешний терминал 14. Таким образом, внутренний терминал 15, вероятно, будет сохранять состояние, в котором он собран вместе с крышкой 11b, прокладкой 12, изолятором 13, и внешним терминалом 14. Соответственно, даже если внешняя сила будет действовать для того, чтобы разделить сварной шов 14d, соединение между внутренним терминалом 15 и внешним терминалом 14 посредством сварного шва 14d, вероятно, будет сохраняться. Хотя это и не показано, например, внешний круговой край вальной части 15d внутреннего терминала 15, осаженный на внешний терминал 14, может быть дополнительно сварен с внешним терминалом 14 лазерной сваркой и т.д. Таким образом, сварка внешнего кругового края может увеличить прочность соединения между внутренним терминалом 15 и внешним терминалом 14. Кроме того, хотя такая сварка увеличивает стоимость изготовления, надежность межсоединения между внутренним терминалом 15 и внешним терминалом 14 повышается, поскольку межсоединение образуется как внутри, так и снаружи внутреннего терминала 15 и внешнего терминала 14.
В этом варианте осуществления, внешний терминал 14 соединен с внутренним терминалом 15 сварным швом 14d, обеспеченным на задней поверхности внешнего терминала 14. Сварной шов 14d, где покрытия поверхностей внутреннего терминала 15 и внешнего терминала 14 расплавлены, имеет низкое сопротивление и может образовать межсоединение. В этом случае, межсоединение между внутренним терминалом 15 и внешним терминалом 14 может быть сделано более коротким по сравнению со случаем, когда, в предшествующем уровне техники, ведущий конец вальной части 15d внутреннего терминала 15 осаживают вокруг установочного отверстия 14с внешнего терминала 14, и круговой край осаженной вальной части 15d внутреннего терминала 15 сваривают. В результате, конструкция, в которой внешний терминал 14 соединен с внутренним терминалом 15 сварным швом 14d, обеспеченным на задней поверхности внешнего терминала 14, также способствует уменьшению сопротивления батареи 10.
Ниже будет описан способ изготовления батареи 10 и способ сваривания сварного шва 14d. Способ изготовления батареи 10 включает в себя этап подготовки корпусного компонента батареи (здесь крышки 11b), этап подготовки прокладки 12, этап подготовки внутреннего терминала 15, этап подготовки изолятора 13, и этап подготовки внешнего терминала 14, этап сборки, этап сваривания, и этап осаживания.
Крышка 11b в качестве корпусного компонента батареи, подготавливаемая здесь, предпочтительно имеет монтажное отверстие 11с, описанное выше. Подготовленная прокладка 12 предпочтительно имеет цилиндрическую часть 12а, которая является устанавливаемой в монтажное отверстие 11с, описанное выше. Подготовленный внутренний терминал 15 предпочтительно имеет выступающую часть 15с, которая является устанавливаемой в цилиндрическую часть 12а, и вальную часть 15d, берущую начало от центрального участка выступающей части 15с, описанной выше. Подготовленный изолятор 13 предпочтительно имеет сквозное отверстие 13d, в которое устанавливается выступающая часть 15с. Подготовленный внешний терминал 14 предпочтительно имеет установочное отверстие 14с, через которое вставляется вальная часть 15d.
Фиг. 3 является разрезом, показывающим внутренний терминал 15, прокладку 12, крышку 11b, изолятор 13, и внешний терминал 14, собранные на этапе сборки. Фиг. 4 является разрезом, показывающим состояние, при котором внешний терминал 14 прижат к выступающей части 15с внутреннего терминала 15 на этапе сваривания. Фиг. 3 и фиг. 4 показывают разрез крышки 11b вдоль направления ширины.
Как показано на фиг. 3, этап сборки является этапом, на котором собирают внутренний терминал 15, прокладку 12, крышку 11b, изолятор 13, и внешний терминал 14. На этапе сборки, например, цилиндрическую часть 12а прокладки 12 устанавливают в монтажное отверстие 11с крышки 11b в качестве корпусного компонента батареи. Выступающую часть 15с внутреннего терминала 15 устанавливают в цилиндрическую часть 12а прокладки 12. Изолятор 13 располагают на внешней поверхности крышки 11b, в то время как выступающая часть 15с устанавливается в сквозное отверстие 13d. Внешний терминал 14 располагают поверх изолятора 13 таким образом, чтобы вальная часть 15d была вставлена через установочное отверстие 14с. Порядок сборки внутреннего терминала 15, прокладки 12, крышки 11b, изолятора 13, и внешнего терминала 14 на этапе сборки не ограничен вышеупомянутым порядком. На этапе сборки, например, прокладка 12, крышка 11b, изолятор 13, и внешний терминал 14 могут быть собраны на внутреннем терминале 15 в этом порядке.
На этапе сваривания, внешний терминал 14 и выступающую часть 15с внутреннего терминала 15 сваривают вместе в твердом состоянии посредством прижимания внешнего терминала 14 к выступающей части 15с и обеспечения вибрации внешнего терминала 14 или внутреннего терминала 15. На этапе осаживания, вальную часть 15d осаживают вокруг установочного отверстия 14с внешнего терминала 14 после этапа сваривания.
Здесь, на этапе сваривания, как показано на фиг. 4, внутренний терминал 15 и внешний терминал 14, собранные на этапе сборки, описанном выше, удерживают между консолью 41 и опорой 42 (приемной оправкой). В этом варианте осуществления, консоль 41 размещают напротив верхней поверхности внешнего терминала 14, и опору 42 размещают напротив нижней поверхности основной части 15b внутреннего терминала 15. Затем, внешний терминал 14 прижимают к выступающей части 15с внутреннего терминала 15. Когда внешний терминал 14 прижат к выступающей части 15с внутреннего терминала 15, внутренний терминал 15, прокладка 12, крышка 11b, изолятор 13, и внешний терминал 14 входят в плотный контакт друг с другом. Дополнительно, в этом варианте осуществления, выступ 11с1, обеспеченный на краю монтажного отверстия 11с крышки 11b, защемляется в прокладке 12.
Достаточно ли внешний терминал 14 прижат к выступающей части 15с внутреннего терминала 15, определяют на основе силы, с которой консоль 41 и опора 42 удерживают внешний терминал 14 и внутренний терминал 15 между ними. Например, когда требуемая сжимающая нагрузка составляет около 2000Н, сила удерживания консоли 41 и опоры 42 может быть установлена равной 2000Н. Таким образом будет обеспечено, что внутренний терминал 15, прокладка 12, крышка 11b, изолятор 13, и внешний терминал 14 войдут в плотный контакт друг с другом, и что выступ 11с1, обеспеченный на краю монтажного отверстия 11с крышки 11b, защемится в прокладке 12.
Затем посредством консоли 41 обеспечивают ультразвуковую вибрацию в состоянии, при котором внешний терминал 14 прижат к выступающей части 15с внутреннего терминала 15. В результате, внешний терминал 14 и выступающая часть 15с внутреннего терминала 15, прижатые друг к другу посредством удерживания между консолью 41 и опорой 42 (приемной оправкой), свариваются вместе. Здесь, участки внешнего терминала 14 и выступающей части 15с внутреннего терминала 15, которые удерживаются между консолью 41 и опорой 42 (приемной оправкой) и прямо подвергаются воздействию прижимающей силы, свариваются вместе. Таким образом, на этапе сваривания, внутренний терминал 15 и внешний терминал 14 могут удерживаться между консолью 41 и опорой 42, и ультразвуковая вибрация может быть обеспечена для внутреннего терминала 15 или внешнего терминала 14, в то время как внешний терминал 14 и выступающая часть 15с внутреннего терминала 15 прижаты друг к другу.
Фиг. 5 является разрезом по линии V-V на фиг. 4. Фиг. 5 показывает часть, где внешний терминал 14 прижат к выступающей части 15с внутреннего терминала 15. Как показано на фиг. 4 и фиг. 5, консоль 41 прижата к внешнему терминалу 14. В этом варианте осуществления, как показано на фиг. 5, консоль 41 включает в себя четыре ножки 41а. Каждая из ножек 41а имеет дугообразную торцевую поверхность, и они расположены равномерно в круговом направлении. Хотя это и не показано, консоль 41 установлена в прижимающем устройстве и устройстве генерирования вибрации. Опора 42 установлена в прижимающем устройстве таким образом, чтобы она была обращена к консоли 41. В этом варианте осуществления, четыре ножки 41а консоли 41 размещены напротив внешнего терминала 14 вокруг установочного отверстия 14с внешнего терминала 14. Опора 42 размещена напротив основной части 15b внутреннего терминала 15 в положении, обращенном к консоли 41.
В этом примере, прижимающую силу, прикладываемую консолью 41, проверяют датчиком, и ультразвуковую вибрацию обеспечивают для консоли 41 в состоянии, при котором прикладывается заданная прижимающая сила. Здесь, внешний терминал 14 вибрирует в состоянии, при котором внутренний терминал 15, прокладка 12, крышка 11b, изолятор 13, и внешний терминал 14 находятся в плотном контакте друг с другом, и выступ 11с1, обеспеченный на краю монтажного отверстия 11с крышки 11b, защемляется в прокладке 12. Здесь, внутренний терминал 15, к которому прижата опора 42, является неподвижным, в то время как внешний терминал 14, к которому прижата консоль 41, вибрирует синхронно с консолью 41. Вибрация, обеспечиваемая для внешнего терминала 14 посредством консоли 41, предпочтительно имеет такую частоту, чтобы внутренний терминал 15 и внешний терминал 14 сваривались вместе в твердом состоянии. В этом аспекте, вибрация, обеспечиваемая для внешнего терминала 14 посредством консоли 41, предпочтительно имеет частоту, например, не меньшую, чем 20кГц, и не большую, чем 100кГц.
Например, вибрацию консоли 41 предпочтительно обеспечивают в круговом направлении вокруг центральной оси вальной части 15d внутреннего терминала 15. Посредством такой ультразвуковой вибрации, соединенные поверхности внешнего терминала 14 и выступающей части 15с внутреннего терминала 15 свариваются вместе в твердом состоянии. Другими словами, внутренний терминал 15 и внешний терминал 14 свариваются вместе при температуре, меньшей, чем из температуры плавления.
В результате, например, внешний терминал 14 и выступающая часть 15с внутреннего терминала 15 предпочтительно свариваются вместе вдоль кругового направления вокруг вальной части 15d внутреннего терминала 15. Таким образом, сварной шов 14d может иметь дуговую форму. Сварной шов 14d предпочтительно имеет площадь, требуемую для обеспечения требуемой прочности. Например, сварной шов 14d предпочтительно имеет площадь, не меньшую, чем 20мм2 (например, 30мм2).
В этом варианте осуществления, вибрацию обеспечивают для внешнего терминала 14 посредством консоли 41, но настоящее изобретение не ограничено этим примером. Например, хотя это и не показано, внешний терминал 14 может прижиматься опорой, и консоль может быть установлена на внутреннем терминале 15, и вибрация может быть обеспечена для внутреннего терминала 15 посредством консоли.
Фиг. 6 является разрезом, показывающим этап осаживания. Как показано на фиг. 6, на этапе осаживания, вальную часть 15d осаживают вокруг установочного отверстия 14с внешнего терминала 14 после этапа сваривания. Здесь, как показано на фиг. 6, консоль 41, используемая на этапе сваривания, удалена, и ведущий конец 15d1 вальной части 15d внутреннего терминала 15 прижимают и деформируют со сжатием посредством осаживающего элемента 43. В то время как осаживающий элемент 43 схематично показан на фиг. 6, ведущий конец 15d1 вальной части 15d внутреннего терминала 15 может быть деформирован со сжатием осаживающим элементом 43, который поворачивается.
В то время как выше были описаны батарея 10, способ изготовления батареи 10, и способ сваривания сварного шва 14d, батарея 10, способ изготовления батареи 10, и способ сваривания сварного шва 14d не ограничены формами, описанными выше.
Здесь, фиг. 7 является разрезом, показывающим состояние, при котором внешний терминал 14 прижат к выступающей части 15с внутреннего терминала 15 на этапе сваривания другого типа. Фиг. 8 является разрезом по линии VIII-VIII на фиг. 7. Фиг. 8 показывает часть, где внешний терминал 14 прижат к выступающей части 15с внутреннего терминала 15.
Например, как показано на фиг. 7 и фиг. 8, сварной шов 14d, которым внешний терминал 14 сварен с внутренним терминалом 15, может быть расположен дальше на радиально внешней стороне (т.е. на внешней стороне в радиальном направлении вальной части 15d), чем участок вальной части 15d, который осаживают вокруг установочного отверстия 14с внешнего терминала 14. В примере, показанном на фиг. 7 и фиг. 8, выступающая часть 15с внутреннего терминала 15 имеет эллиптическую форму, продольная ось которой установлена вдоль продольного направления крышки 11b. В этом варианте осуществления, консоли 41 расположены в двух точках отдельно друг от друга вдоль продольной оси выступающей части 15с внутреннего терминала 15. Осаживающий элемент 43, который прижимает и деформирует со сжатием вальную часть 15d внутреннего терминала 15, расположен в пространстве между консолями 41.
В этом варианте осуществления, внешний терминал 14 прижимается к внутреннему терминалу 15 консолями 41, и ультразвуковая вибрация обеспечивается для сваривания вместе внешнего терминала 14 и внутреннего терминала 15 на участках, на которых внешний терминал 14 прижат консолями 41. Затем, вальная часть 15d внутреннего терминала 15 осаживается вокруг установочного отверстия 14с внешнего терминала 14 осаживающим элементом 43. Здесь, участок вальной части 15d внутреннего терминала 15, который осаживается вокруг установочного отверстия 14с внешнего терминала 14 осаживающим элементом 43, обеспечен дальше на внутренней стороне, чем сварной шов 14d. Другими словами, участки, на которых внешний терминал 14 сваривается с внутренним терминалом 15, расположены дальше на радиально внешней стороне, чем участок вальной части 15d внутреннего терминала 15, который осаживается вокруг установочного отверстия 14с внешнего терминала 14. Таким образом, менее вероятно, что внешняя сила, прикладываемая, когда вальная часть 15d внутреннего терминала 15 осаживается вокруг установочного отверстия 14с внешнего терминала 14 осаживающим элементом 43, будет приложена к сварному шву 14d. Хотя это и не показано, внешний круговой край осаживаемой вальной части 15d внутреннего терминала 15 может быть дополнительно сварен с внешним терминалом 14. Таким образом, сваривание внешнего кругового края может увеличить прочность соединения между внутренним терминалом 15 и внешним терминалом 14. Для этого сваривания может быть использована лазерная сварка.
Здесь, фиг. 9 является разрезом, показывающим состояние, при котором внешний терминал 14 прижат к выступающей части 15с внутреннего терминала 15 на этапе сваривания другого типа. Фиг. 10 является видом сверху, показывающим состояние, при котором изолятор 13 собран на выступающей части 15с внутреннего терминала 15 на этапе сборки.
Как показано на фиг. 9 и фиг. 10, в выступающей части 15с внутреннего терминала 15 обеспечены пазы 15с1, с которыми соединен внешний терминал 14. Когда внешний терминал 14 собирают на выступающей части 15с, инородный объект может быть захвачен между выступающей частью 15с и внешним терминалом 14. В этом случае, поскольку пазы 15с1 обеспечены в выступающей части 15с, инородный объект падает в один из пазов 15с1, что позволяет более надежно сваривать вместе выступающую часть 15с и внешний терминал 14. Например, как показано на фиг. 9, в радиальном направлении вальной части 15d внутреннего терминала 15, паз 15с1 может быть обеспечен дальше на внутренней стороне, чем положение, в котором внешний терминал 14 прижимается консолью 41. А именно, паз 15с1 предпочтительно образуют в выступающей части 15с в положении, более близком к вальной части 15d в радиальном направлении вальной части 15d, чем положение сварного шва 14d, в котором внешний терминал 14 сваривается с выступающей частью 15с. Другими словами, паз 15с1 предпочтительно образуют в выступающей части 15с в положении, более близком к установочному отверстию 14с внешнего терминала 14, через которое вставляют вальную часть 15d.
Паз 15с1 предпочтительно образуют в выступающей части 15с таким образом, чтобы инородный объект размером от 50мкм до около 200мкм падал в паз 15с1, когда внешний терминал 14 собирают на выступающей части 15с. В этом аспекте, паз 15с1 предпочтительно имеет глубину от 200мкм до около 500мкм. Паз 15с1 предпочтительно имеет ширину от 200мкм до около 2мм. В примере фиг. 10, каждый паз 15с1 имеет линейную форму, но форма и т.д., паза 15с1 конкретно не ограничена.
Фиг. 11 является разрезом, показывающим другой вариант осуществления батареи, предлагаемой здесь. В форме, показанной на фиг. 11, внешний терминал 14 расположен на выступающей части 15с внутреннего терминала 15 и сварен с ней. Здесь, внутренний терминал 15 включает в себя выступающую часть 15с, которая установлена на крышке 11b (корпусном компоненте батареи) посредством вставления через монтажное отверстие 11с, причем прокладка 12 и изолятор 13 в качестве изолирующих элементов вставлены между выступающей частью 15с и монтажным отверстием 11с. Внешний терминал 14 расположен на выступающей части 15с, вставленной через монтажное отверстие 11с, и включает в себя сварной шов 14d, которым внешний терминал 14 сварен с внутренним терминалом 15, на участке внешнего терминала 14, который расположен на выступающей части 15с.
В форме, показанной на фиг. 11, цилиндрическую часть 12а прокладки 12 устанавливают в монтажное отверстие 11с крышки 11b на этапе сборки, на котором собирают внутренний терминал 15, прокладку 12, крышку 11b, изолятор 13, и внешний терминал 14. Выступающую часть 15с внутреннего терминала 15 устанавливают в цилиндрическую часть 12а прокладки 12. Изолятор 13 располагают на внешней поверхности крышки 11b, в то время как выступающую часть 15с устанавливают в сквозное отверстие 13d. Внешний терминал 14 располагают поверх изолятора 13 таким образом, чтобы он располагался на выступающей части 15с. На этапе сваривания, внешний терминал 14 прижимают к выступающей части 15с внутреннего терминала 15, и внешний терминал 14 или внутренний терминал 15 подвергают вибрации для сваривания посредством этого вместе выступающей части 15с и внешнего терминала 14 в твердом состоянии.
В этом случае, внутренний терминал 15 и внешний терминал 14 сваривают вместе на большой площади на участке внешнего терминала 14, который расположен на выступающей части 15с. На этапе сваривания, например, консоль прижимают к внешнему терминалу 14, и опору прижимают к основной части 15b внутреннего терминала 15 в положении, обращенном к консоли. Затем, внешний терминал 14 подвергают вибрации посредством консоли, в то время как внешний терминал 14 прижимается к выступающей части 15с внутреннего терминала 15 консолью и опорой.
Таким образом, внешний терминал 14 сваривают с выступающей частью 15с внутреннего терминала 15 в твердом состоянии на участке внешнего терминала 14, который прижимают к выступающей части 15с внутреннего терминала 15. Внутренний терминал 15 и внешний терминал 14 предпочтительно соединяют вместе с требуемой прочностью на этом сварном участке. Хотя это и не показано в примере, показанном на фиг. 11, паз (см. фиг. 9), в который падает инородный объект, может быть образован в соответствующем положении на верхней поверхности выступающей части 15с.
В варианте осуществления, показанном на фиг. 11, вальная часть 15d (см. фиг. 2) не обеспечена на выступающей части 15с. Кроме того, внешний терминал 14 не имеет установочного отверстия 14с (см. фиг. 2), через которое вставляется вальная часть 15d. В этом случае, хотя вальная часть 15d не осаживается вокруг установочного отверстия 14с внешнего терминала 14, внешний терминал 14 предпочтительно сваривают на большой площади с выступающей частью 15с внутреннего терминала 15 таким образом, чтобы внешний терминал 14 и внутренний терминал 15 были сварены вместе с требуемой прочностью.
Как описано выше, в батарее 10, предлагаемой здесь, сварной шов между внутренним терминалом 15 и внешним терминалом 14 реализуется без использования лазерной сварки на этапе сваривания для обеспечения межсоединения между внутренним терминалом 15 и внешним терминалом 14. Межсоединение между внутренним терминалом 15 и внешним терминалом 14 образуют на контактном участке между внутренним терминалом 15 и внешним терминалом 14, который не выставлен наружу. Таким образом, вероятно, может быть обеспечено высокое качество межсоединения между внутренним терминалом 15 и внешним терминалом 14. Кроме того, стоимость оборудования может быть уменьшена, поскольку на этапе сваривания для образования межсоединения между внутренним терминалом и внешним терминалом используется твердотельная сварочная машина, которая является недорогой по сравнению с лазерной сварочной машиной.
Таким образом, были описаны различные аспекты батареи и способа изготовления батареи, предложенных здесь. Если не указано иное, то варианты осуществления и т.д., батареи и способа изготовления батареи, представленные здесь, не ограничивают настоящее изобретение. Например, конструкции корпуса батареи и электродного тела не ограничены, если не указано иное.
Например, в вышеупомянутом варианте осуществления, внутренний терминал 15 и внешний терминал 14 установлены на крышке 11b в качестве корпусного компонента батареи, но настоящее изобретение не ограничено этой формой, зависящей от конструкции корпуса батареи. А именно, корпусной компонент батареи не ограничен крышкой. Внутренний терминал 15 и внешний терминал внешний терминал 14 могут быть установлены на основном теле корпуса, которое вмещает электродное тело. В этом случае, основное тело корпуса может образовывать корпусной компонент батареи. В вышеупомянутом варианте осуществления, прокладка 12 и изолятор 13 показаны в качестве изолирующих элементов, но изолирующие элементы не ограничены вышеупомянутой формой при условии, что изолирующие элементы вставляются между внутренним терминалом 15 и внешним терминалом 14, с одной стороны, и корпусным компонентом батареи, с другой стороны.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТЛИВКА РСМ-МОДУЛЯ И СОДЕРЖАЩАЯ ЕЕ БАТАРЕЯ | 2004 |
|
RU2316849C1 |
| БИПОЛЯРНАЯ БАТАРЕЯ | 2016 |
|
RU2686841C1 |
| ЭЛЕМЕНТ СОЕДИНЕНИЯ КЛЕММ МОДУЛЯ ВТОРИЧНЫХ БАТАРЕЙ | 2005 |
|
RU2337432C1 |
| ЭЛЕКТРОБРИТВА | 2010 |
|
RU2434739C2 |
| АККУМУЛЯТОРНАЯ БАТАРЕЯ И АККУМУЛЯТОРНАЯ РУЧНАЯ МАШИНА С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2008 |
|
RU2419922C1 |
| АККУМУЛЯТОРНАЯ БАТАРЕЯ И АККУМУЛЯТОРНАЯ РУЧНАЯ МАШИНА С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2008 |
|
RU2475894C2 |
| СЛОИСТЫЙ ЭЛЕМЕНТ, СОБРАННАЯ БАТАРЕЯ, ВКЛЮЧАЮЩАЯ СЛОИСТЫЙ ЭЛЕМЕНТ, И СПОСОБ СБОРКИ СЛОИСТОГО ЭЛЕМЕНТА | 2012 |
|
RU2575480C1 |
| БАТАРЕЯ, ЭНЕРГОПОТРЕБЛЯЮЩЕЕ УСТРОЙСТВО, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БАТАРЕИ | 2021 |
|
RU2831968C2 |
| МОДУЛЬ АККУМУЛЯТОРНОЙ БАТАРЕИ С КОРПУСОМ МОДУЛЯ АККУМУЛЯТОРНОЙ БАТАРЕИ И ЭЛЕМЕНТАМИ АККУМУЛЯТОРНОЙ БАТАРЕИ | 2012 |
|
RU2636382C9 |
| ЭЛЕКТРОННЫЙ БЛОК УПРАВЛЕНИЯ И ЗАЩИТНЫЙ КОЖУХ | 2014 |
|
RU2624462C2 |
Изобретение относится к батарее и способу изготовления батареи. Согласно изобретению, батарея включает в себя корпусной компонент батареи, имеющий монтажное отверстие, внутренний терминал, внешний терминал, и изолирующий элемент; способ изготовления батареи включает в себя этап сборки внутреннего терминала, прокладки, корпусного компонента батареи, изолятора, и внешнего терминала в состоянии, при котором цилиндрическая часть прокладки установлена в монтажное отверстие корпусного компонента батареи, выступающая часть внутреннего терминала установлена в цилиндрическую часть прокладки, изолятор расположен на внешней поверхности корпусного компонента батареи с выступающей частью, установленной в сквозном отверстии, и внешний терминал расположен поверх изолятора таким образом, что он расположен на выступающей части. Внешний терминал прижимают к выступающей части внутреннего терминала, и внешний терминал или внутренний терминал подвергают вибрации для сваривания посредством этого вместе выступающей части и внешнего терминала в твердом состоянии. Техническим результатом является усовершенствованная конструкция батареи, уменьшение электрического сопротивления, уменьшение стоимости оборудования.
2 н. и 7 з.п. ф-лы, 11 ил.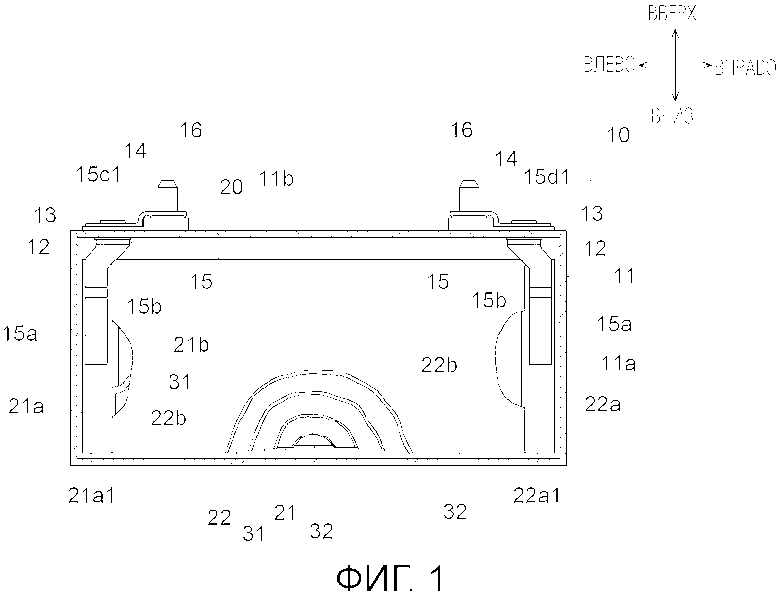
1. Батарея, содержащая:
корпусной компонент батареи, имеющий монтажное отверстие;
внутренний терминал;
внешний терминал; и
изолирующий элемент, расположенный между внутренним терминалом и корпусным компонентом батареи и расположенный между внешним терминалом и корпусным компонентом батареи,
причем внутренний терминал включает в себя основную часть, которая расположена на внутренней стороне корпусного компонента батареи с изолирующим элементом, расположенным между основной частью и корпусным компонентом батареи, и выступающую часть, которая выступает из основной части и установлена на корпусной компонент батареи посредством введения через монтажное отверстие с изолирующим элементом, расположенным между выступающей частью и внутренней периферией корпусного компонента батареи, определяющей монтажное отверстие;
при этом внешний терминал расположен на выступающей части, введенной через монтажное отверстие, и включает в себя сварной шов, которым внешний терминал сварен с выступающей частью внутреннего терминала.
2. Батарея по п. 1, в которой:
внутренний терминал дополнительно включает в себя вальную часть, берущую начало от выступающей части;
внешний терминал дополнительно имеет установочное отверстие, через которое вставлена вальная часть; и
вальная часть вставлена через установочное отверстие и осажена вокруг установочного отверстия.
3. Батарея по п. 2, в которой сварной шов расположен дальше на радиально внешней стороне, чем участок вальной части внутреннего терминала, который осажен вокруг установочного отверстия.
4. Батарея по любому из пп. 1-3, в которой выступающая часть, с которой соединен внешний терминал, имеет паз.
5. Батарея по любому из пп. 1-3, в которой внешний терминал и выступающая часть сварены вместе вдоль кругового направления вокруг вальной части внутреннего терминала.
6. Батарея по любому из пп. 1-3, в которой:
изолирующий элемент включает в себя прокладку, которая имеет фланцевую часть, расположенную на внутренней поверхности корпусного компонента батареи вокруг монтажного отверстия, и цилиндрическую часть, выступающую из фланцевой части и установленную в монтажном отверстии, и изолятор, который имеет сквозное отверстие, в котором установлена выступающая часть, вставленная через монтажное отверстие, и который расположен на внешней поверхности корпусного компонента батареи;
основная часть внутреннего терминала расположена на прокладке на внутренней стороне корпусного компонента батареи;
выступающая часть установлена в монтажном отверстии корпусного компонента батареи посредством введения через цилиндрическую часть прокладки; и
внешний терминал расположен на внешней стороне корпусного компонента батареи с изолятором, вставленным между внешним терминалом и корпусным компонентом батареи.
7. Способ изготовления батареи, при котором:
подготавливают корпусной компонент батареи, в котором образовано монтажное отверстие;
подготавливают прокладку, имеющую цилиндрическую часть, которая является устанавливаемой в монтажное отверстие;
подготавливают внутренний терминал, имеющий выступающую часть, которая является устанавливаемой в цилиндрическую часть;
подготавливают изолятор, имеющий сквозное отверстие, в которое устанавливается выступающая часть;
подготавливают внешний терминал, который расположен поверх изолятора таким образом, что он расположен на выступающей части;
собирают внутренний терминал, прокладку, корпусной компонент батареи, изолятор и внешний терминал в состоянии, при котором цилиндрическая часть прокладки установлена в монтажное отверстие корпусного компонента батареи, выступающая часть внутреннего терминала установлена в цилиндрическую часть прокладки, изолятор расположен на внешней поверхности корпусного компонента батареи с выступающей частью, установленной в сквозном отверстии, и внешний терминал расположен поверх изолятора таким образом, что он расположен на выступающей части; и
сваривают вместе внешний терминал и выступающую часть внутреннего терминала в твердом состоянии посредством прижимания внешнего терминала к выступающей части и обеспечения вибрации внешнего терминала или внутреннего терминала.
8. Способ изготовления батареи по п. 7, при котором:
подготовленный внутренний терминал имеет вальную часть, берущую начало от выступающей части;
подготовленный внешний терминал имеет установочное отверстие, через которое вставляется вальная часть;
при сборке внутреннего терминала, прокладки, корпусного компонента батареи, изолятора и внешнего терминала, внешний терминал располагают поверх изолятора таким образом, чтобы вальная часть вставлялась через установочное отверстие; и
способ изготовления батареи дополнительно включает этап, на котором осаживают вальную часть вокруг установочного отверстия после этапа, на котором сваривают вместе выступающую часть и внешний терминал.
9. Способ изготовления батареи по п. 7 или 8, при котором, когда выступающую часть и внешний терминал сваривают вместе, внутренний терминал и внешний терминал удерживают между консолью и опорой, и ультразвуковую вибрацию обеспечивают для внутреннего терминала или внешнего терминала, в то время как внешний терминал и выступающую часть внутреннего терминала прижимают друг к другу.
| ПОРТАТИВНЫЙ БАТАРЕЙНЫЙ ИСТОЧНИК ПИТАНИЯ УЛУЧШЕННОЙ КОНСТРУКЦИИ | 2005 |
|
RU2317614C1 |
| Электрический зажим для штыря аккумуляторной батареи | 1989 |
|
SU1700643A1 |
| US 6524739 B1, 25.02.2003 | |||
| US 3842394 A1, 15.10.1974. | |||

