Область техники, к которой относится изобретение
Настоящее изобретение относится к полученной литьевым формованием отливке со вставкой модуля схемы защиты (PCM), содержащего плату схемы защиты, оснащенную выполненной на ней схемой защиты, и клеммы и, необязательно, выводы, а также к батарее, содержащей полученную литьевым формованием отливку со вставкой РСМ-модуля.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Обычно, батарея содержит элемент батареи и PCM-модуль. Элемент батареи включает в себя электродную сборку, состоящую из положительных электродов, отрицательных электродов и сепараторов, и корпус для размещения в нем этой электродной сборки таким образом, чтобы клеммы электродов электродной сборки выступали из него, а также чтобы в нем содержалось заданное количество электролита. PCM-модуль включает в себя плату, установленную снаружи элемента батареи и оснащенную схемой защиты, электрически соединенной с электродными клеммами элемента батареи, и внешние входные/выходные клеммы, установленные на противоположной от элемента батареи боковой поверхности платы схемы защиты и подключаемые к внешнему устройству (например, беспроводному терминалу, компьютеру типа ноутбук или электромобилю).
В дальнейшем, со ссылкой на фиг.1-3, будет подробно описан один пример способов изготовления вышеописанной батареи.
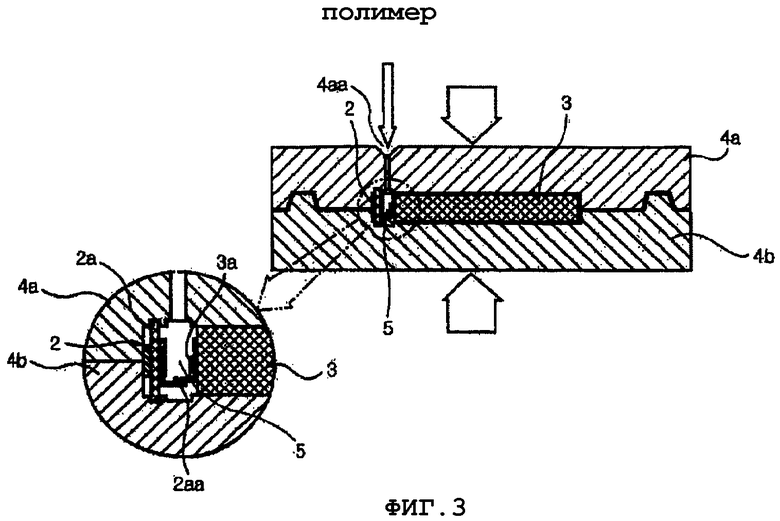
Батарею 1, включающую в себя PCM-модуль 2 и элемент 3 батареи, которые объединены друг с другом, изготавливают посредством ввода под давлением расплавленного полимера во внутреннее пространство 5 пресс-формы, включающей в себя пару из верхней полуформы 4а и нижней полуформы 4b, через впускное отверстие 4аа верхней полуформы 4а в состоянии, когда клемма 2аа платы 2а схемы защиты PCM-модуля 2 и вывод 3а элемента 1 батареи соединены.
Однако вышеприведенный традиционный способ, при котором элемент 3 батареи, содержащий электродную сборку и PCM-модуль 2, которые расположены во внутреннем пространстве 5 пресс-формы и фиксируются расплавленным полимером, имеет несколько проблем, которые изложены ниже.
Во-первых, так как изготовление батареи выполняют в то время, как схема работает, при объединении элемента 3 батареи и PCM-модуля 2 друг с другом элемент 3 батареи и PCM-модуль 2 соприкасаются с пресс-формой, что увеличивает вероятность короткого замыкания.
Во-вторых, когда верхнюю полуформу 4а и нижнюю полуформу 4b соединяют в состоянии, когда элемент 3 батареи и PCM-модуль 2 временно подключены друг к другу во внутреннем пространстве 5 пресс-формы, к внешней поверхности элемента 3 батареи прикладывается давление, в частности, по толщине элемента 3 батареи, что вызывает деформацию элемента 3 батареи.
В-третьих, когда расплавленный полимер в состоянии высокой температуры и высокого давления вводят под давлением во внутреннее пространство 5 пресс-формы, введенный расплавленный полимер нарушает положения элемента 3 батареи и PCM-модуля 2, что является причиной отказов.
В-четвертых, нахождение элемента 3 батареи в пресс-форме, которая достигает высокой температуры, изменяет характеристики батареи и вызывает взрывание батареи. Кроме того, поскольку к корпусу элемента 3 батареи в пресс-форме прикладывается давление, это давление прикладывается и к сварной части между оболочкой батареи и верхней крышкой оболочки батареи, что вызывает образование отверстий в этой сварной части.
В-пятых, так как изготовление батареи выполняют в то время, как его мощность приложена к схеме, выходную клемму необходимо изолировать для того, чтобы предотвратить короткое замыкание, что доставляет неудобство рабочим.
Соответственно, так как традиционный способ изготовления батареи характеризуется многочисленными указанными выше проблемами, чрезвычайно необходима технология, обеспечивающая решение этих проблем.
Сущность изобретения
Таким образом, настоящее изобретение было создано с учетом указанных выше проблем, и поэтому цель настоящего изобретения состоит в том, чтобы предложить получаемую литьевым формованием отливку со вставкой модуля схемы защиты (PCM, от англ. «protection circuit module») и батарею, содержащую такую отливку, при этом получаемую литьевым формованием отливку со вставкой РСМ-модуля изготавливают посредством литьевого формования со вставкой только РСМ-модуля отдельно от элемента батареи с помощью расплавленного полимера, вводимого под давлением в пресс-форму, а затем присоединяют к элементу батареи с тем, чтобы сформировать батарею.
В соответствии с одним из аспектов настоящего изобретения, вышеприведенная и другие цели могут быть достигнуты посредством предложения полученной литьевым формованием отливки со вставкой модуля схемы защиты (PCM), изготовленной посредством вставки модуля схемы защиты, который включает в себя плату со сформированной на ней схемой защиты, клеммы и, необязательно, выводы, во внутреннее пространство пресс-формы, причем плата схемы защиты, клеммы и, необязательно, выводы электрически соединены, и введения под давлением расплавленного полимера во внутреннее пространство этой пресс-формы таким образом, что выводы частично выступают наружу в тех случаях, когда РСМ-модуль включает в себя выводы, или таким образом, что клеммы частично выступают наружу в тех случаях, когда РСМ-модуль не включает в себя выводы.
В соответствии с еще одним аспектом настоящего изобретения, предложен способ изготовления батареи, содержащий этап непосредственного соединения выступающих частей клемм в полученной литьевым формованием отливке со вставкой РСМ-модуля с соответствующими электродными клеммами элемента батареи, или соединения выступающих частей выводов с соответствующими электродными клеммами элемента батареи.
В соответствии с еще одним аспектом настоящего изобретения, предложена батарея, содержащая полученную литьевым формованием отливку со вставкой РСМ-модуля.
РСМ-модуль изготавливают посредством литьевого формования со вставкой в состоянии, когда схема защиты и элемент батареи не соединены, т.е. мощность не приложена к батарее, поэтому РСМ-модуль может быть отформован с использованием обычных полимеров, является электрически стабильным, не требует этапа изолирования для предотвращения короткого замыкания и редко подвергается электрическим повреждениям. Соответственно, даже когда PCM-модуль отливают из расплавленного полимера в состоянии с высокой температурой и высоким давлением, а также расплавленного полимера в состоянии с низкой температурой и низким давлением, отказы РСМ-модуля происходят редко. То есть, в процессе литьевого формования со вставкой согласно настоящему изобретению могут использоваться формовочные полимеры в состоянии с низкой температурой и низким давлением, такие как полиамид или полиолефин, и формовочные полимеры в состоянии с высокой температурой и высоким давлением, такие как полиэтилен или эпоксидные смолы. Кроме того, в процессе литьевого формования со вставкой согласно настоящему изобретению могут использоваться также и другие обычные полимеры с электроизоляционными свойствами.
Более того, в тех случаях, когда происходят отказы РСМ-модуля, РСМ-модуль может быть легко отделен от элемента батареи и затем отремонтирован. Так как элемент батареи и схемную часть изготавливают отдельно, улучшается производительность. Кроме того, РСМ-модуль формуют отдельно от элемента батареи, тем самым решая проблемы стабильности батареи, возникающие тогда, когда к элементу батареи прикладываются тепло или физическое давление в тех случаях, когда элемент батареи и РСМ-модуль формуют одновременно, а также предотвращая разрушения изделий, происходящие из-за пресс-формы, имеющей заданный размер для фиксации элемента батареи, вследствие отклонения размера элемента батареи.
Краткое описание чертежей
Вышеописанные и другие цели, признаки и другие преимущества настоящего изобретения будут яснее понятны из последующего подробного описания, приведенного в сочетании с прилагаемыми чертежами, на которых:
фиг.1 представляет собой вид спереди традиционной батареи;
фиг.2 представляет собой вид сбоку традиционной батареи по фиг.1;
фиг.3 представляет собой вид в продольном сечении, иллюстрирующий этап размещения РСМ-модуля и элемента батареи во внутреннем пространстве пресс-формы и выполнения литьевого формования со вставкой посредством ввода расплавленного полимера под давлением во внутреннее пространство пресс-формы, а также содержит частично увеличенное изображение этого вида в сечении;
фиг.4 представляет собой вид в перспективе с пространственным разделением деталей батареи в соответствии с одним из вариантов осуществления настоящего изобретения;
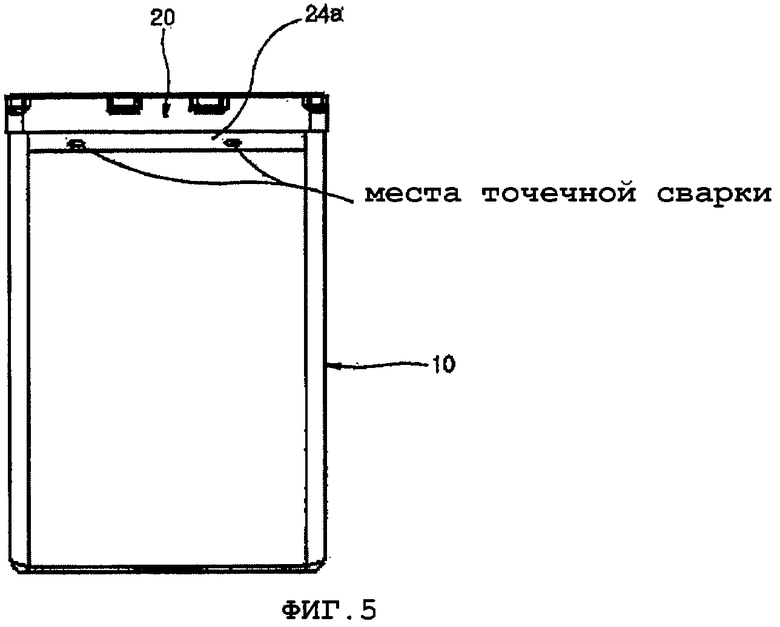
фиг.5 представляет собой вид спереди батареи в сборе по фиг.4;
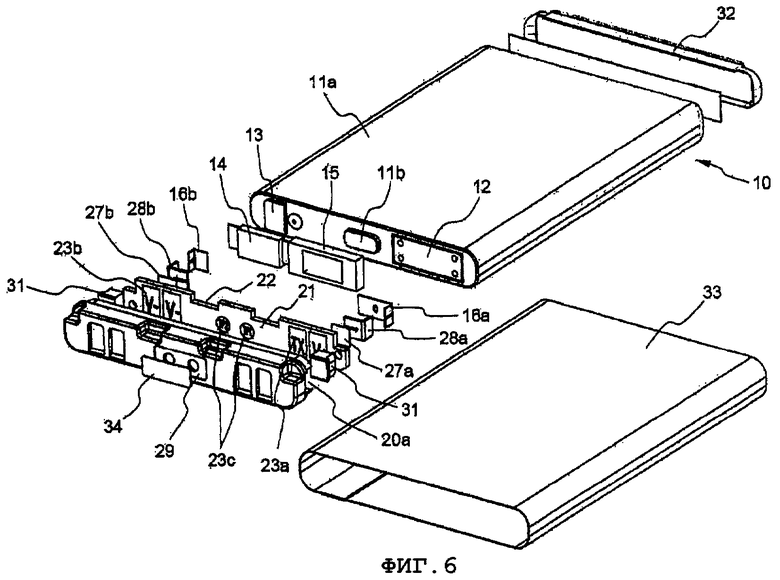
фиг.6 представляет собой вид в перспективе с пространственным разделением деталей батареи в соответствии с еще одним вариантом осуществления настоящего изобретения;
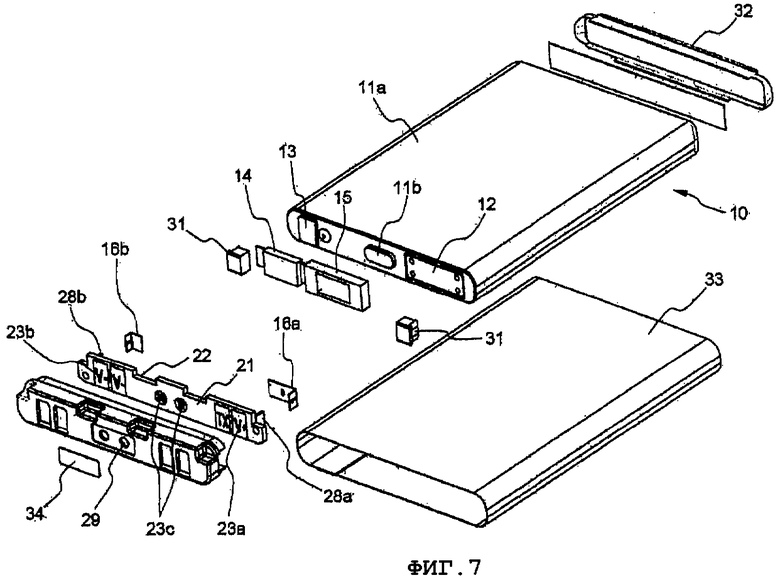
фиг.7 представляет собой вид в перспективе с пространственным разделением деталей батареи по фиг.6 в состоянии, в котором выводы РСМ-модуля прикреплены к плате схемы защиты;
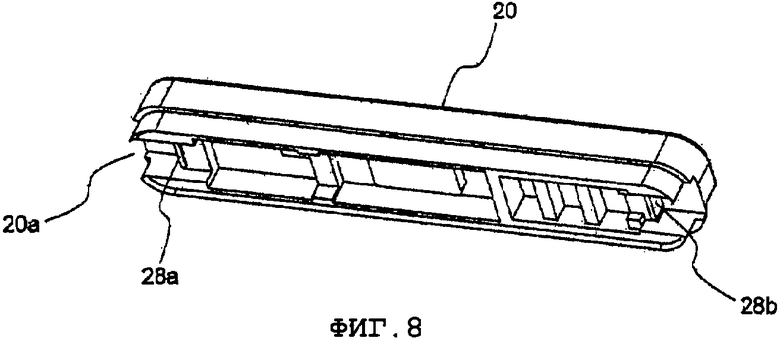
фиг.8 представляет собой вид в перспективе нижней части полученной литьевым формованием отливки со вставкой РСМ-модуля батареи по фиг.6, и
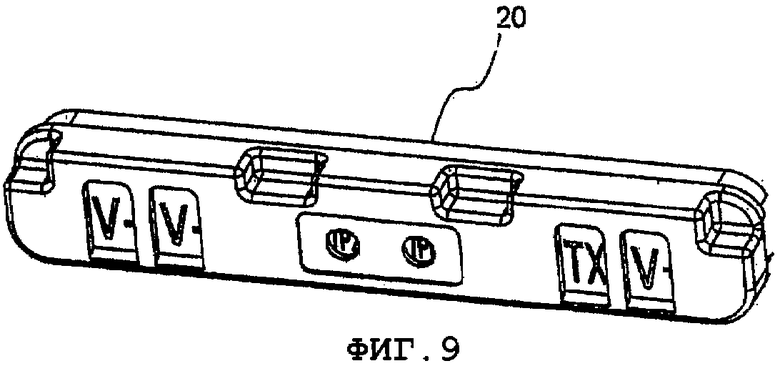
фиг.9 представляет собой вид в перспективе верхней части полученной литьевым формованием отливки со вставкой РСМ-модуля батареи по фиг.7.
Подробное описание предпочтительных вариантов осуществления
Далее будут подробно описаны предпочтительные варианты осуществления настоящего изобретения со ссылкой на прилагаемые чертежи. На некоторых чертежах, для цели понимания и удобства иллюстрации, полученная литьевым формованием отливка со вставкой отделена от платы схемы защиты, ее клемм и выводов.
Фиг.4 представляет собой вид в перспективе с пространственным разделением деталей батареи в соответствии с одним из вариантов осуществления настоящего изобретения. Со ссылкой на фиг.4, элемент 10 батареи, такой как литий-ионный вторичный элемент, по существу включает в себя катодную клемму 11a и анодную клемму 11b и, необязательно, предохранительный клапан (не показан).
Катодная клемма 11а сама может представлять собой внешнюю оболочку элемента 10 батареи, которая обычно выполнена из алюминия, или плакированную металлическую пластину, которая выполнена из Al-Ni и прикреплена к внешней оболочке. С другой стороны, анодная клемма 11b является клеммой, имеющей выступающую форму, и является электрически изолированной от внешней оболочки изолятором, расположенным по ее окружности. Предохранительный клапан разрушается, когда внешнее давление увеличивается выше заданного значения, тем самым обеспечивая выпуск наружу газа, образовавшегося внутри элемента 10 батареи.
Получаемую литьевым формованием отливку 20 со вставкой РСМ-модуля формуют в состоянии, когда в нее вставлен РСМ-модуль 26. PCM-модуль 26, по существу, включает в себя плату 21 схемы защиты, снабженную сформированной на ней схемой 22 защиты, клеммы 24а и 24b и, необязательно, предохранительный элемент 25.
Плата 21 схемы защиты выполнена из полимера, а схема 22 защиты сформирована на основной поверхности платы 21 схемы защиты для защиты элемента 10 батареи от чрезмерной зарядки и/или чрезмерной разрядки в то время, как элемент 10 батареи заряжается и/или разряжается. Схема 22 защиты электрически соединена с клеммами 24а и 24b. Предпочтительно, плата 21 схемы защиты имеет прямоугольную форму размером, приблизительно соответствующим верхней поверхности элемента 10 батареи.
На другой поверхности платы 21 схемы защиты, противоположной основной поверхности платы 21 схемы защиты, на которой сформирована схема 22 защиты, сформирована внешняя входная/выходная клемма 23, или соединительный провод, подключенный к разъему. Схема 22 защиты и внешняя входная/выходная клемма 23 электрически соединены с отверстием (не показано), пронизывающим плату 21 схемы защиты в направлении толщины.
Для того чтобы более безопасно защитить батарею от чрезмерного заряда и/или чрезмерного разряда в то время, как батарея заряжается и/или разряжается, в дополнение к схеме 22 защиты, в схему 21 защиты может быть дополнительно установлен предохранительный элемент 25. Предохранительный элемент 25 включает в себя, например, но не в качестве ограничения, плавкий предохранитель, биметалл, устройство с ПТКС (устройство с положительным температурным коэффициентом сопротивления) и т.п. Предпочтительно, в качестве предохранительного элемента 25 может использоваться устройство с ПТКС для того, чтобы быстро прерывать протекание тока в случае, когда температура превышает заданный диапазон, быстро возобновлять протекание тока в случае, когда температура возвращается в соответствующий диапазон, и чтобы минимизировать размер батареи.
В дальнейшем будет описан способ изготовления батареи с использованием вышеописанной полученной литьевым формованием отливки 20 со вставкой РСМ-модуля 26 в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Сначала, анодную клемму 26b, к которой, необязательно, крепится предохранительный элемент 25, прикрепляют к соответствующей части одной поверхности платы 21 схемы защиты, содержащей сформированную на ней схему 22 защиты, а катодный никелевый кожух 24а прикрепляют к соответствующей части другой поверхности платы 21 схемы защиты, тем самым получая РСМ-модуль 26. Анодную клемму 24b и катодный никелевый кожух 24а прикрепляют к соответствующим частям платы 21 схемы защиты методом физического или химического соединения с использованием клея, расплавленного полимера, подаваемого из предназначенного для этого устройства, или штырьковой и гнездовой разъемной конструкции или материала, либо методом сварки.
Затем РСМ-модуль 26 размещают во внутреннем пространстве пресс-формы (не показана) отдельно от элемента 10 батареи, и во внутреннее пространство пресс-формы под давлением вводят расплавленный полимер в состоянии, когда клеммы 24а и 24b, прикрепленные к схеме 21 защиты, частично выступают наружу, тем самым создавая получаемую литьевым формованием отливку 20 со вставкой РСМ-модуля.
Отдельно от изготовления полученной литьевым формованием отливки 20 со вставкой РСМ-модуля изготавливают элемент 10 батареи. Затем элемент 10 батареи размещают так, чтобы выступающие части клемм 24а и 24b полученной литьевым формованием отливки 20 со вставкой РСМ-модуля были соединены с двумя клеммами 11а и 11b элемента 10 батареи, и по меньшей мере одну из двух клемм 24а и 24b приваривают к соответствующей клемме 11а или 11b элемента 10 батареи рабочим концом сварочного электрода точечной сварочной машины (не показана), вставленным во внутреннее пространство пресс-формы через отверстия в верхних поверхностях этих клемм 24а и 24b полученной литьевым формованием отливки 20 со вставкой РСМ-модуля.
В предпочтительном варианте осуществления по меньшей мере одну из клемм 24а и 24b электрически соединяют с соответствующей клеммой 11а или 11b элемента 10 батареи посредством соединения между полученной литьевым формованием отливкой 20 со вставкой РСМ-модуля и элементом 10 батареи без дополнительного этапа сварки.
Например, одну клемму, такую как катодная клемма 24а, из этих клемм 24а и 24b, которые выступают из отливки 20, соединяют с соответствующей клеммой 11а элемента 10 батареи, так что другая клемма, такая как анодная клемма 24b, может быть электрически соединена с соответствующей клеммой 11b посредством силы упругости, а также так, что отливка 20 может быть полностью прикреплена к элементу 10 батареи посредством сварочного усилия между катодной клеммой 24а и соответствующей клеммой 11а. Более точно, как показано на фиг.5, катодный никелевый кожух 24а отливки 20 охватывает по меньшей мере одну внешнюю поверхность элемента 10 батареи, служа в качестве катодной клеммы с тем, чтобы электрически соединить отливку 20 с элементом 10 батареи, а также физически более плотно прикрепить отливку 20 к элементу 10 батареи, и его приваривают точечной сваркой к внешней поверхности элемента 10 батареи. Как результат, отливка 20 и элемент 10 батареи не отделяются друг от друга при нежелательных внешних воздействиях (ударах).
Соединение между отливкой 20 и элементом 10 батареи необязательно достигается только посредством сварки между клеммой 24а отливки 20 и элементом 10 батареи. Например, соединение между отливкой 20 и элементом 10 батареи может достигаться различными способами, такими как соединение с использованием клея, соединение с использованием расплавленного полимера и соединение с использованием фиксаторов, образованных соответственно на отливке 20 и элементе 10 батареи, которые должны интерпретироваться как входящие в пределы объема настоящего изобретения.
Фиг.6 представляет собой вид в перспективе с пространственным разделением деталей батареи в соответствии с еще одним вариантом осуществления настоящего изобретения, а фиг.7 представляет собой вид в перспективе с пространственным разделением деталей батареи по фиг.6 в состоянии, в котором выводы РСМ-модуля прикреплены к его плате. Идентичные ссылочные номера на фиг.6 и 7, как и таковые на фиг.4, указывают на одинаковые элементы.
Со ссылкой на фиг.6 и 7, батарея дополнительно содержит выводы 28а и 28b для облегчения электрических соединений между катодной клеммой 11а и анодной клеммой 11b элемента 10 батареи и клеммы 27а и 27b платы 21 схемы защиты, а также усиления механических соединений между ними посредством сварки. Однако в любом случае, клеммы 27а и 27b и выводы 28а и 28b могут быть объединены друг с другом.
Форма и количество выводов 28а и 28b не ограничены, поскольку клеммы 27а и 27b платы 21 схемы защиты электрически соединяются с соответствующими клеммами 11а и 11b элемента 10 батареи через выводы 28а и 28b. В частности, клеммы 27а и 27b и выводы 28а и 28b, содержащиеся в отливке 20, могут иметь различные формы для того, чтобы усиливать соединения с катодной и анодной клеммами 11а и 11b элемента 10 батареи.
Клеммы для схемы защиты получают посредством установки клемм 27а и 27b на плату 21 схемы защиты по технологии поверхностного монтажа (SMT). Предпочтительно, соединения между выводами 28а и 28b и клеммами 27а, 27b, 11а, и 11b могут достигаться посредством сварки, такой как точечная сварка или лазерная сварка. Однако, как описано выше, такие соединения не ограничиваются этими, а могут достигаться любым способом электрического соединения. Например, соединения между выводами 28а и 28b и клеммами 27а, 27b, 11а и 11b могут достигаться посредством физического или химического соединения между элементом 10 батареи и отливкой 20.
Клеммы 27а и 27b и выводы 28а и 28b РСМ-модуля могут быть выполнены из никеля, или плакированного металла Al-Ni. Так как плакированный металл Al-Ni имеет высокую силу сцепления, когда клеммы 27а и 27b и выводы 28а и 28b непосредственно соприкасаются с внешней оболочкой элемента 10 батареи, предпочтительно, чтобы клеммы 27а и 27b и выводы 28а и 28b выполнялись из плакированного металла Al-Ni.
Внешние входные/выходные клеммы 23а и 23b сформированы на другой стороне платы 21 схемы защиты, и электрически соединены со схемой защиты отверстиями, пронизывающими плату 21 схемы защиты в направлении толщины.
Способ изготовления получаемой литьевым формованием отливки со вставкой модуля защиты по фиг.6 является таким же, как показанный на фиг.4, за исключением того, что выводы 28а и 28b содержатся в полученной литьевым формованием отливке со вставкой модуля защиты по фиг.6. Более точно, РСМ-модуль, включающий в себя плату 21 схемы защиты, содержащую сформированную на ней схему защиты, клеммы 27а и 27b и выводы 28а и 28b, которые последовательно присоединены к ним, вставляют во внутреннее пространство пресс-формы (не показана), и в это внутреннее пространство под давлением вводят расплавленный полимер, причем выводы 28а и 28b частично выступают наружу. Таким образом, отливку со вставкой модуля защиты формуют посредством литьевого формования. В этот момент плата 21 схемы защиты, к которой клеммы 27а и 27b и выводы 28а и 28b временно присоединены сваркой (например, точечной сваркой), может быть установлена в пресс-форму, либо плата 21 схемы защиты, клеммы 27а и 27b и выводы 28а и 28b без временного соединения могут быть установлены в заданные положения в пресс-форме. Плату 21 схемы защиты, содержащую сформированную на ней схему защиты, клеммы 27а и 27b и выводы 28а и 28b, фиксируют и запаивают благодаря застыванию расплавленного полимера.
Когда отливку 20 формуют литьевым формованием со вставкой, части выводов 28а и 28b и, по меньшей мере, части внешних входных/выходных клемм 23а и 23b изолированы от расплавленного полимера во внутреннем пространстве пресс-формы, тем самым не покрываясь расплавленным полимером.
Фиг.8 и 9 представляют собой виды в перспективе, иллюстрирующие соответственно верхнюю и нижнюю части полученной литьевым формованием отливки со вставкой РСМ-модуля, изготовленной согласно вышеприведенному способу. Как показано на фиг.8, части выводов 28а и 28b выступают из нижней части отливки 20, так что катодная и анодная клеммы элемента батареи соединяются с этими выступающими частями выводов 28а и 28b. С другой стороны, в конструкции без выводов 28а и 28b, части клемм (27а и 27b по фиг.6 и 7) выступают из нижней части отливки 20.
Снова со ссылкой на фиг.6 и 7, батарею по настоящему изобретению изготавливают прикреплением полученной литьевым формованием отливки 20 со вставкой РСМ-модуля к элементу 10 батареи, включающему в себя катодную клемму 11а, которая является выполненной из алюминия внешней оболочкой, и анодную клемму 11b, которая является клеммой выступающей формы. Вышеприведенный способ изготовления батареи будет описан ниже следующим образом.
Сначала к внешней оболочке прикрепляют плакированную металлическую катодную пластину 12, выполненную из Al-Ni, и изолирующий элемент 13 (например, изолирующая двусторонняя клеящаяся лента или изолирующий адгезив).
Затем на этот изолирующий элемент 13 устанавливают биметаллический литой узел 15, содержащий биметалл 14 в качестве предохранительного элемента, и электрически соединяют с анодной клеммой 11b. Биметаллический литой узел 15 служит для электрической изоляции анодной клеммы 11b от других конструктивных элементов, а также для электрического соединения анодной клеммы 11b с биметаллом 14, а также служит в качестве промежуточного соединителя для фиксации элемента 10 батареи и полученной литьевым формованием отливки 20 в точном положении. Затем к плакированной металлической катодной пластине 12 прикрепляют вывод 16а, а к соответствующей выступающей части биметалла 14 прикрепляют вывод 16b.
Затем полученную литьевым формованием отливку 20 со вставкой РСМ-модуля (фиг.8) размещают в заданном положении. Части выводов 28а и 28b, которые выступают из пресс-формы 20, электрически соединяют с соответствующими выводами 16а и 16b посредством сварки. Например, выводы 28а и 28b РСМ-модуля имеют форму перевернутой буквы L, так что перевернутые L-образные, вертикально изогнутые части выводов 28а и 28b выступают наружу. Перевернутые L-образные вертикально изогнутые части выводов 28а и 28b и L-образные вертикально изогнутые части выводов 16а и 16b элемента батареи приводят в соприкосновение друг с другом поверхностями и затем приваривают. Так как части контактов между перевернутыми L-образными вертикально изогнутыми частями выводов 28а и 28b и L-образными вертикально изогнутыми частями выводов 16а и 16b выступают наружу через боковые отверстия 20а отливки 20 (фиг.8), части контактов приваривают с использованием рабочего конца сварочного электрода (не показан), вставленного в боковое отверстие 20а, а затем это боковое отверстие 20а закрывают путем вставки в него боковых заглушек 31а и 31b.
К элементу 10 батареи прикрепляют нижнюю крышку 32, и вокруг элемента 10 батареи оборачивают этикетку 33. В заключение, к частям 29, которые открывают наружу контрольные точки 23с платы 21 схемы защиты, прикрепляют этикетку 34 контрольных точек. На этом изготовление батареи по настоящему изобретению завершается.
В других вариантах осуществления может использоваться клей для того, чтобы усиливать физическое соединение между полученной литьевым формованием отливкой со вставкой РСМ-модуля и элементом батареи, либо формы клемм или выводов могут быть деформированными для того, чтобы увеличить размеры клемм или выводов.
Настоящее изобретение может быть применено к различным типам батарей, и предпочтительно оно применяется к литий-ионной вторичной батарее или литий-ионной полимерной батарее.
Промышленная применимость
Как очевидно из вышеприведенного описания, настоящее изобретение предлагает полученную литьевым формованием отливку со вставкой модуля схемы защиты (РСМ) и батарею, содержащую такую отливку, причем РСМ-модуль изготавливают посредством литьевого формования со вставкой в состоянии, когда схема защиты и элемент батареи не соединены, т.е. мощность не приложена к батарее, так что РСМ-модуль может быть отформован с использованием обычных полимеров, является электрически стабильным, не требует этапа изолирования для предотвращения короткого замыкания и редко подвергается электрическим повреждениям. Кроме того, в тех случаях, когда происходят отказы РСМ-модуля, этот РСМ-модуль легко отделяется от батареи, а затем ремонтируется. Элемент батареи и схемную часть изготавливают раздельно, за счет чего может быть улучшена производительность. Более того, РСМ-модуль формуют отдельно от элемента батареи, тем самым решая проблемы стабильности батареи, возникающие тогда, когда к элементу батареи прикладывается тепло или физическое давление в том случае, когда элемент батареи и РСМ-модуль формуют одновременно, и предотвращая разрушения изделий, происходящие из-за пресс-формы, имеющей заданный размер для фиксации элемента батареи, вследствие допустимых отклонений размера элемента батареи.
Хотя выше для иллюстративных целей были раскрыты предпочтительные варианты осуществления настоящего изобретения, специалисты в данной области техники поймут, что возможны различные модификации, дополнения и замещения без выхода за пределы объема и сущности изобретения, которые раскрыты в прилагаемой формуле изобретения.
Настоящее изобретение предлагает полученную литьевым формованием отливку со вставкой модуля схемы защиты (РСМ) и батарею, содержащую такую отливку. Такую отливку со вставкой РСМ-модуля изготавливают посредством вставки РСМ-модуля, включающего в себя плату со сформированной на ней схемой защиты и клеммы и необязательно выводы, причем плата со схемой защиты, клеммы и выводы электрически соединены, во внутреннее пространство пресс-формы, и введения под давлением расплавленного полимера во внутреннее пространство этой пресс-формы таким образом, что выводы частично выступают наружу в том случае, когда РСМ-модуль включает в себя выводы, либо таким образом, что клеммы частично выступают наружу в том случае, когда РСМ-модуль не включает в себя выводы. Так как РСМ-модуль изготавливается посредством литьевого формования со вставкой в состоянии, когда схема защиты и элемент батареи не подключены, т.е. мощность не приложена к батарее, РСМ-модуль может быть отформован с использованием обычных полимеров, является электрически стабильным, не требует этапа изолирования для предотвращения короткого замыкания и редко подвергается электрическим повреждениям. 6 н. и 7 з.п. ф-лы. 9 ил.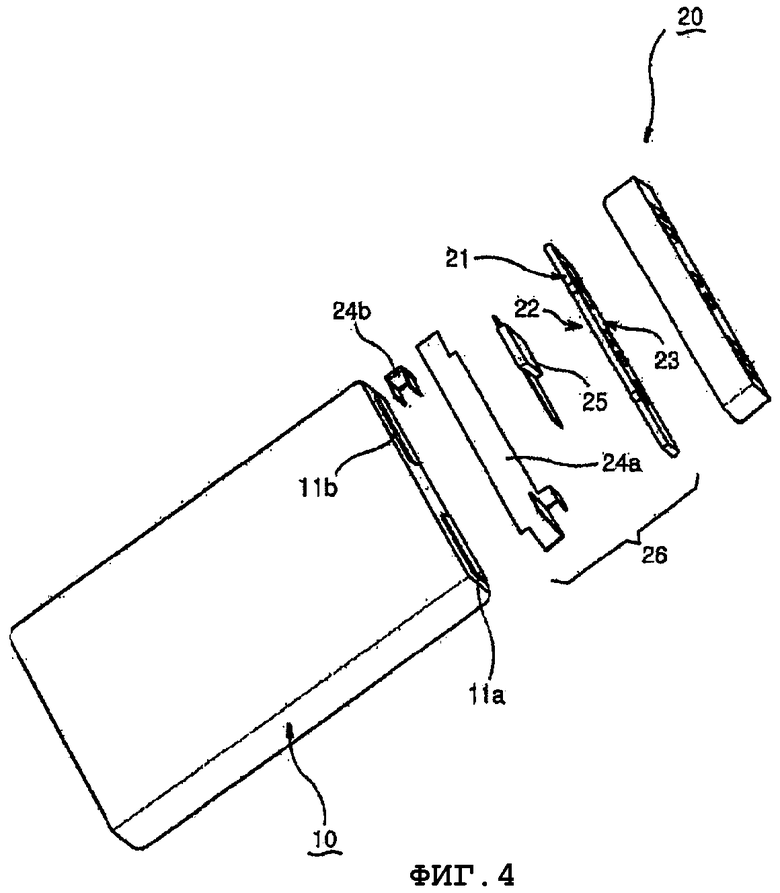
Приоритет по пунктам:
| US 6365297, 02.04.2002 | |||
| БАТАРЕЙНЫЙ ИСТОЧНИК ПИТАНИЯ С НАПРАВЛЯЮЩИМ КЛЮЧОМ И САМОБЛОКИРОВКОЙ ДЛЯ ПОРТАТИВНОГО ДЕФИБРИЛЛЯТОРА | 1997 |
|
RU2179769C2 |
| Газоводяная силовая установка для передвижения судов | 1925 |
|
SU10942A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

