Уровень техники
1. Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к устройству для производства листа электрода и к способу производства устройства накопления энергии.
2. Описание предшествующего уровня техники
[0002] Аккумуляторная батарея, включающая в себя многослойное тело электрода, была известна до настоящего времени. Многослойное тело электрода включает в себя множество листов положительного электрода, множество разделителей и множество листов отрицательного электрода. Лист положительного электрода, разделитель, лист отрицательного электрода и разделитель последовательно укладываются друг на друга.
[0003] Чтобы создавать такое тело электрода, как описано выше, лист положительного электрода, лист отрицательного электрода, и т.д., которые формируются в вытянутой форме, отрезаются до предварительно определенной длины с помощью лазерного луча и т.д., и разрезанный лист положительного электрода, лист отрицательного электрода и т.д. последовательно укладываются друг на друга.
[0004] Например, публикация японской патентной заявки № 2017-54793 (JP 2017-54793 A) описывает способ резания стопки листов, включающей в себя слой разделителя. Стопка листов, включающая в себя слой разделителя, включает в себя слой композиционного материала электрода и разделитель, расположенный на верхней поверхности слоя композиционного материала электрода.
[0005] Чтобы резать вышеописанную стопку листов, сначала, разделитель нагревается с помощью нагревателя в позиции, которая должна быть облучена лазером. Затем, лазер применяется к позиции, которая должна быть облучена с помощью лазера, в которой разделитель был нагрет, и, таким образом, стопка листов со слоем разделителя режется.
[0006] Режущее устройство, описанное в публикации японской патентной заявки № 2015-188908, режет стопку, которая является заготовкой, облучая стопку первым лазерным лучом и вторым лазерным лучом. Первый лазерный луч и второй лазерный луч сдвигаются друг от друга на предварительно определенное расстояние в направлении резания. Это режущее устройство устраняет заусенцы и т.д. посредством второго лазерного луча после резания стопки первым лазерным лучом.
[0007] Публикация японской патентной заявки №2008-135717 описывает этап формирования структуры в процессе производства полупроводникового устройства. На этом этапе формирование структуры выполняется посредством облучения стопки, имеющей множество слоев материала, лазерным лучом.
[0008] Стопка включает в себя первый слой материала и второй слой материала, сформированный на верхней поверхности первого слоя материала. Стопка облучается первым лазерным лучом и вторым лазерным лучом, которые находятся в наложенном друг на друга состоянии. Второй лазерный луч имеет длину волны, поглощаемую во втором слое материала. Отверстие формируется во втором слое материала, когда второй слой материала облучается вторым лазерным лучом. В результате, первый слой материала раскрывается на дне отверстия, сформированного во втором слое материала. Первый слой материала подвергается формированию структуры, когда раскрытый первый слой материала облучается первым лазерным лучом.
Сущность изобретения
[0009] В технологии, описанной в JP 2017-54793 A, разделитель облучается лазерным лучом, после того как разделитель нагревается. Во время облучения лазерным лучом разделитель присутствует на верхней поверхности слоя композиционного материала электрода. Когда слой композиционного материала электрода нагревается лазерным лучом, энергия передается частицам активного материала внутри слоя композиционного материала электрода, вынуждая частицы активного материала достигать высоких температур и иметь тенденцию к рассеиванию наружу.
[0010] Однако, частицы активного материала внутри слоя композиционного материала электрода не могут легко рассеиваться наружу, поскольку разделитель присутствует на стороне верхней поверхности слоя композиционного материала электрода. В результате, разделитель нагревается слоем композиционного материала электрода, который достиг высокой температуры.
[0011] Разделитель повреждается, нагреваясь, таким образом, слоем композиционного материала электрода, достигшего высокой температуры. В частности, нагретый слой композиционного материала электрода вынуждает разделитель плавиться и разрываться в расплавленной области. Когда разделитель разрывается, его фрагменты, расположенные вокруг разрыва, сморщиваются, что формирует гребнеобразные фрагменты. В результате, созданный лист электрода имеет гребнеобразные фрагменты, выступающие вверх, которые формируются вдоль области резания.
[0012] Если листы электрода, имеющие гребнеобразные фрагменты, укладываются друг на друга, чтобы формировать тело электрода, различие по высоте возникает между центральной частью и крайними частями тела электрода.
[0013] Настоящее изобретение предоставляет устройство для производства листа электрода и способ производства устройства накопления энергии, которые формируют лист электрода посредством разрезания стопки листов, включающей в себя слой композиционного материала электрода и разделитель, и которые могут пресекать формирование приподнятого фрагмента, и т.д., в области резания разделителя в этом процессе.
[0014] Первый аспект настоящего изобретения относится к устройству для производства листа электрода, которое формирует лист электрода посредством разрезания стопки листов, включающей в себя слой композиционного материала электрода и разделитель, предусмотренный на слое композиционного материала электрода. Устройство производства листа электрода включает в себя устройство лазерного излучения, которое конфигурируется, чтобы облучать стопку листов первым лазерным лучом, имеющим длину волны, поглощаемую разделителем, и вторым лазерным лучом, имеющим длину волны, поглощаемую слоем композиционного материала электрода, и контроллер, который конфигурируется, чтобы управлять возбуждением устройства лазерного излучения. Контроллер конфигурируется, чтобы управлять возбуждением устройства лазерного излучения так, что позиция облучения первого лазерного луча перемещается относительно стопки листов, и что позиция облучения второго лазерного луча перемещается так, чтобы следовать траектории позиции облучения первого лазерного луча.
[0015] Например, чтобы разрезать стопку листов, включающую в себя пленку токосборника, слой композиционного материала электрода, сформированный на пленке токосборника, и разделитель, сформированный на слое композиционного материала электрода, сначала, разделитель должен быть разрезан первым лазерным лучом с помощью вышеописанного устройства для производства листа электрода. Таким образом, слой композиционного материала электрода может быть раскрыт, и этот слой композиционного материала электрода может быть разрезан вторым лазерным лучом. Поскольку энергия первого лазерного луча надлежащим образом поглощается разделителем, разделитель может быть надлежащим образом разрезан даже первым лазерным лучом, имеющим низкую выходную мощность.
[0016] Вышеописанное устройство для производства листа электрода может дополнительно включать в себя конвейерное устройство, сконфигурированное, чтобы транспортировать стопку листов в направлении транспортировки. Устройство лазерного излучения может облучать стопку листов, транспортируемую в направлении транспортировки посредством конвейерного устройства, первым лазерным лучом и вторым лазерным лучом. Контроллер может быть сконфигурирован, чтобы управлять возбуждением устройства лазерного излучения так, что позиция облучения первого лазерного луча и позиция облучения второго лазерного луча перемещаются, когда стопка листов перемещается в направлении транспортировки, и что позиция облучения первого лазерного луча и позиция облучения второго лазерного луча перемещаются в поперечном направлении стопки листов.
[0017] Согласно этому устройству для производства листа электрода стопка листов может быть разрезана по прямой линии. В вышеописанном устройстве для производства листа электрода расстояние между позицией облучения первого лазерного луча и позицией облучения второго лазерного луча в направлении перемещения первого лазерного луча в стопке листов может быть равно или больше значения, полученного умножением времени с момента, когда разделитель облучается первым лазерным лучом, до момента, когда разделитель плавится, и скорости перемещения позиции облучения второго лазерного луча в стопке листов.
[0018] Согласно этому устройству для производства листа электрода активный материал электрода может облучаться вторым лазерным лучом, после того как разделитель разрезается, чтобы формировать отверстие.
[0019] Выходная мощность второго лазерного луча может быть выше выходной мощности первого лазерного луча. Согласно этому устройству для производства листа электрода выходная мощность первого лазерного луча устанавливается низкой, что может предохранять разделитель от чрезмерного плавления при облучении разделителя первым лазерным лучом. Таким образом, формирование большого приподнятого фрагмента вокруг области резания разделителя может быть пресечено.
[0020] Длина волны первого лазерного луча может находиться в диапазоне от 1500 нм до 3000 нм. Длина волны второго лазерного луча может находиться в диапазоне от 300 нм до 2000 нм. Длина волны первого лазерного луча может быть больше длины волны второго лазерного луча.
[0021] Способ производства устройства накопления энергии согласно второму аспекту настоящего изобретения включает в себя: подготовку стопки листов, включающей в себя слой композиционного материала электрода и разделитель, предусмотренный на слое композиционного материала электрода; облучение разделителя стопки листов первым лазерным лучом, имеющим длину волны, поглощаемую разделителем, и перемещение позиции облучения первого лазерного луча относительно стопки листов; и облучение стопки листов, облученной первым лазерным лучом, вторым лазерным лучом, имеющим длину волны, поглощаемую слоем композиционного материала электрода, и перемещение позиции облучения второго лазерного луча относительно стопки листов. Позиция облучения второго лазерного луча перемещается так, чтобы следовать траектории позиции облучения первого лазерного луча.
[0022] Этот способ производства устройства накопления энергии может дополнительно включать в себя транспортировку стопки листов в направлении транспортировки. Стопка листов, транспортируемая в направлении транспортировки, может облучаться первым лазерным лучом и вторым лазерным лучом, и позиция облучения первого лазерного луча и позиция облучения второго лазерного луча может перемещаться в направлении транспортировки, а также в поперечном направлении стопки листов.
[0023] Расстояние между позицией облучения первого лазерного луча и позицией облучения второго лазерного луча в направлении перемещения первого лазерного луча в стопке листов может быть равно или больше значения, полученного умножением времени с момента, когда разделитель облучается первым лазерным лучом, до момента, когда разделитель плавится, и скорости перемещения позиции облучения второго лазерного луча. Выходная мощность второго лазерного луча может быть выше выходной мощности первого лазерного луча. Длина волны первого лазерного луча может находиться в диапазоне от 1500 нм до 3000 нм. Длина волны второго лазерного луча может находиться в диапазоне от 300 нм до 2000 нм. Длина волны первого лазерного луча может быть больше длины волны второго лазерного луча.
[0024] Устройство для производства листа электрода и способ производства устройства накопления энергии согласно настоящему изобретению формируют лист электрода посредством разрезания стопки листов, включающей в себя слой композиционного материала электрода и разделитель, и может предотвращать формирование приподнятого фрагмента, и т.д., в области резания разделителя в этом процессе.
Краткое описание чертежей
[0025] Признаки, преимущества и техническое и промышленное значение примерных вариантов осуществления изобретения будут описаны ниже со ссылкой на сопровождающие чертежи, на которых аналогичные номера обозначают аналогичные элементы, и на которых:
Фиг. 1 - это передний вид в частичном разрезе, показывающий устройство 1 накопления энергии согласно варианту осуществления;
Фиг. 2 - это вид в перспективе, показывающий тело 3 электрода;
Фиг. 3 - это вид сверху, показывающий тело 3 электрода;
Фиг. 4 - это вид в перспективе, схематично показывающий тело 3 электрода;
Фиг. 5 - это блок-схема последовательности операций производства, показывающая способ производства для производства устройства 1 накопления энергии;
Фиг. 6 - это вид в разрезе, схематично показывающий этап S1 формирования блока крышки;
Фиг. 7 - это блок-схема последовательности операций производства, в частности, показывающая этап S2 формирования тела токосборника, чтобы показывать производственный процесс формирования тела 3 электрода;
Фиг. 8 - это блок-схема последовательности операций, показывающая этап подготовки листа отрицательного электрода на этапе S10 подготовки листа;
Фиг. 9 - это вид в перспективе, схематично показывающий этап подготовки рулонного тела отрицательного электрода;
Фиг. 10 - это вид в перспективе, схематично показывающий часть стопки 51 листов отрицательного электрода;
Фиг. 11 - это схематичный вид, схематично показывающий этап S21 разматывания и этап S22 резания;
Фиг. 12 - это вид в перспективе, схематично показывающий режущее устройство 62;
Фиг. 13 - это график, показывающий соотношение между степенью поглощения длины волны листа 56 разделителя и длиной волны лазерного луча;
Фиг. 14 - это график, показывающий соотношение между степенью поглощения активного материала отрицательного электрода и длиной волны лазерного луча;
Фиг. 15 - это вид сверху, показывающий направление сканирования для лазерного луча L1 и лазерного луча L2;
Фиг. 16 - это вид сверху, показывающий маршрут перемещения позиций P1, P2 облучения лазерных лучей L1, L2 в стопке 51 листов отрицательного электрода;
Фиг. 17 - это вид сверху, показывающий маршрут R2 сканирования, по которому режущее устройство 62 выполняет сканирование лазерными лучами L1, L2 по стопке 51 листов отрицательного электрода снова после сканирования лазерными лучами L1, L2 по маршруту R1 сканирования;
Фиг. 18 - это вид в разрезе, взятый по линии XVIII-XVIII, показанной на фиг. 17;
Фиг. 19 - это вид в разрезе, показывающий состояние, когда лазерный луч L1 подводится к стопке 51 листов отрицательного электрода;
Фиг. 20 - это вид сверху, схематично показывающий состояние, когда лист 56 разделителя был разрезан лазерным лучом L1;
Фиг. 21 - это вид в разрезе, показывающий, как стопка 51 листов отрицательного электрода режется посредством облучения лазерным лучом L2;
Фиг. 22 - это вид в перспективе, показывающий состояние, когда стопка 51 листов отрицательного электрода была разрезана;
Фиг. 23 - это схематичный вид, схематично показывающий этап формирования листа положительного электрода;
Фиг. 24 - это вид в разрезе, показывающий стопку 101 листов положительного электрода;
Фиг. 25 - это вид в перспективе, схематично показывающий режущее устройство 112;
Фиг. 26 - это вид в перспективе, показывающий состояние, когда стопка 101 листов положительного электрода была разрезана;
Фиг. 27 - это вид в перспективе, схематично показывающий этап S11 укладки;
Фиг. 28 - это вид спереди, показывающий этап S3 приваривания тела токосборника;
Фиг. 29 - это схематичный вид, схематично показывающий позицию облучения лазерного луча и точку плавления листа 56 разделителя;
Фиг. 30 - это вид сверху, схематично показывающий этап S22 резания согласно сравнительному примеру;
Фиг. 31 - это схематичный вид, схематично показывающий стопку 51 листов отрицательного электрода, когда облучение лазерным лучом L1 прекращается в процессе резания этапа S22 резания согласно примеру;
Фиг. 32 - это схематичный вид, схематично показывающий состояние стопки 51 листов отрицательного электрода после резания на этапе S22 резания сравнительного примера;
Фиг. 33 - это вид в перспективе, схематично показывающий стопку 51 листов отрицательного электрода, показанную на фиг. 32;
Фиг. 34 - это график, схематично показывающий форму сечения стопки 51 листов отрицательного электрода после резания на этапе S22 резания сравнительного примера;
Фиг. 35 - это вид сверху, схематично показывающий форму стопки 51 листов отрицательного электрода после резания на этапе S22 резания примера;
Фиг. 36 - это вид в перспективе, схематично показывающий стопку 51 листов отрицательного электрода, показанную на фиг. 35;
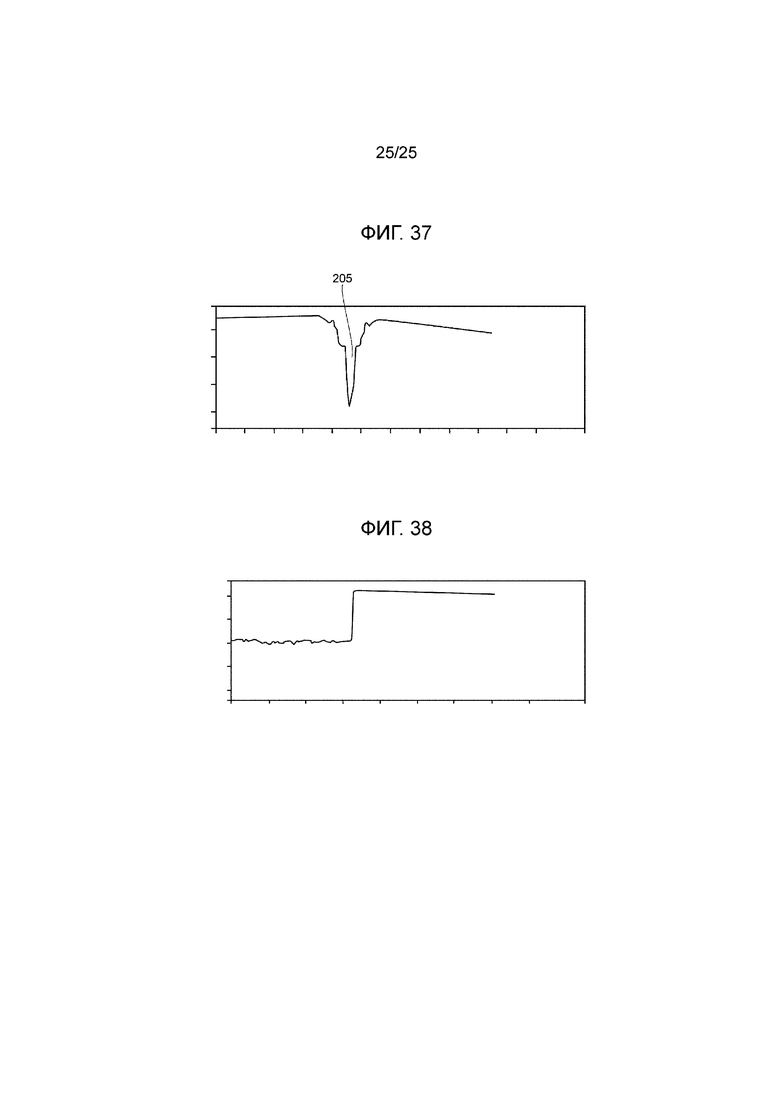
Фиг. 37 - это график, схематично показывающий форму сечения стопки 51 листов отрицательного электрода на этапе S22 резания примера; и
Фиг. 38 - это график, схематично показывающий форму сечения стопки 51 листов отрицательного электрода, разрезанной посредством режущего инструмента.
Подробное описание вариантов осуществления
[0026] Способ производства, устройство для производства и т.д. устройства 1 накопления энергии согласно варианту осуществления будут описаны с помощью фиг. 1-38. Те из компонентов, показанных на фиг. 1-38, которые являются одинаковыми или практически одинаковыми, будут обозначены одинаковыми ссылочными знаками, в то время как их перекрывающееся описание будет пропущено.
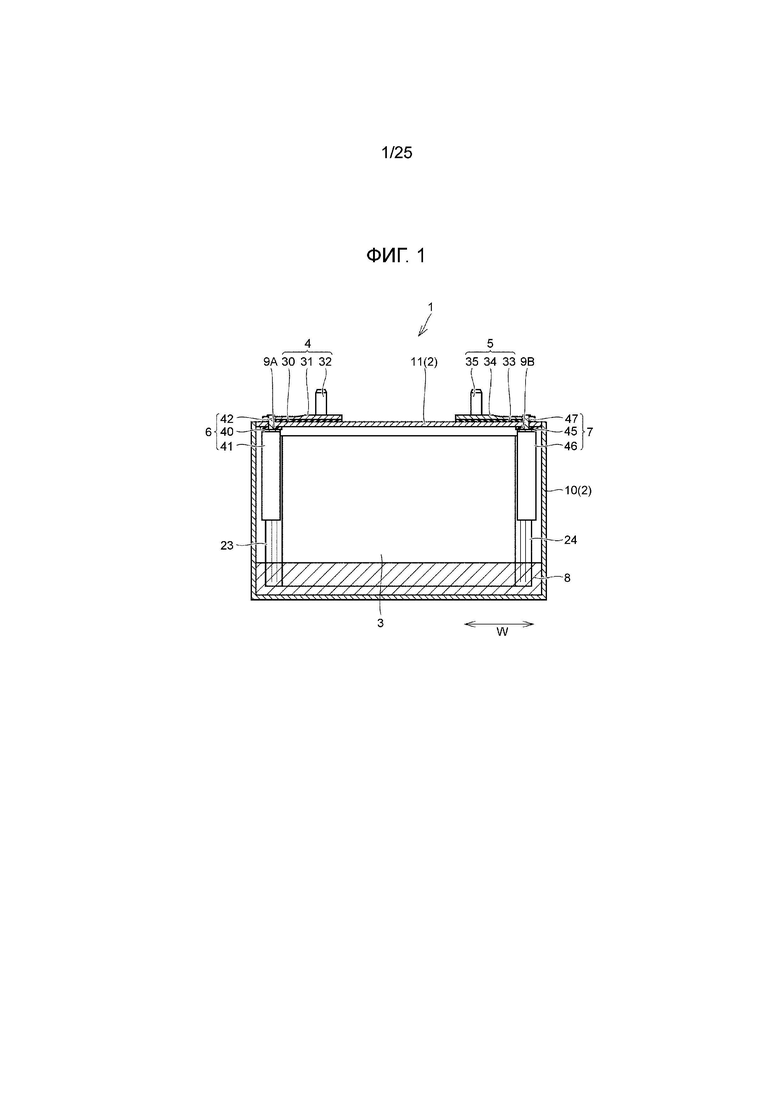
[0027] Фиг. 1 - это передний вид в частичном разрезе, показывающий устройство 1 накопления энергии согласно варианту осуществления. Устройство 1 накопления энергии включает в себя размещающий корпус 2, тело 3 электрода, внешнюю клемму 4 положительного электрода, внешнюю клемму 5 отрицательного электрода, клемму 6 токосборника положительного электрода, клемму 7 токосборника отрицательного электрода, электролит 8 и изоляционные элементы 9A, 9B.
[0028] Размещающий корпус 2 включает в себя основную часть 10 корпуса и крышку 11. Отверстие, которое открывается вверх, формируется в основной части 10 корпуса. Крышка 11 приваривается по краям отверстия основной части 10 корпуса.
[0029] Тело 3 электрода размещается внутри размещающего корпуса 2. Фиг. 2 - это вид в перспективе, показывающий тело 3 электрода, а фиг. 3 - это вид сверху, показывающий тело 3 электрода. Тело 3 электрода формируется в плоской планарной форме. Тело 3 электрода включает в себя множество листов 12 положительного электрода, множество разделителей 13, множество листов 14 отрицательного электрода и множество разделителей 15.
[0030] Фиг. 4 - это вид в перспективе, схематично показывающий тело 3 электрода. Лист 12 положительного электрода, разделитель 13, лист 14 отрицательного электрода и разделитель 15 размещаются последовательно в направлении TH толщины.
[0031] Лист 12 положительного электрода включает в себя металлическую фольгу 16 и слои 17 композиционного материала положительного электрода. Например, металлическая фольга 16 формируется из алюминия или алюминиевого сплава. Металлическая фольга 16 имеет прямоугольную форму. Слои 17 композиционного материала положительного электрода формируются соответственно на передней и задней поверхностях металлической фольги 16. Слой 17 композиционного материала положительного электрода включает в себя активный материал положительного электрода и связующее вещество. Металлическая фольга 16 имеет непокрытый фрагмент 18, в котором слой 17 композиционного материала положительного электрода не сформирован.
[0032] Примеры активного материала положительного электрода включают в себя оксид литийсодержащего металла и литийсодержащий фосфат. Примеры оксида литийсодержащего металла включают в себя соединения, представленные LiCoO2, LiNiO2 и общей формулой LiNiaCobO2 (где a+b=1, 0 < a < 1, и 0 < b < 1), соединения, представленные LiMnO2, LiMn2O4 и общей формулой LiNiaCobMncO2 (где a+b+c=1, 0 < a < 1, 0 < b < 1 и 0 < c < 1), и LiFePO4. Здесь, примеры соединения, представленного общей формулой LiNiaCobMncO2, включают в себя LiNi1/3Co1/3Mn1/3O2. Примеры литийсодержащего фосфата включают в себя LiFePO4. Например, средний размер частиц активного материала положительного электрода может быть приблизительно равен 1-25 мкм. Средний размер частиц здесь означает размер частиц при 50% интегрального значения (D50) в распределении размера частиц на основе массы, измеряемом способом лазерной дифракции и рассеяния.
[0033] Лист 14 отрицательного электрода включает в себя металлическую фольгу 20 и слои 21 композиционного материала отрицательного электрода. Например, металлическая фольга 20 формируется из меди или медного сплава. Слои 21 композиционного материала отрицательного электрода формируются соответственно на передней и задней поверхностях металлической фольги 20.
[0034] Слой 21 композиционного материала отрицательного электрода включает в себя активный материал отрицательного электрода и связующее вещество. Например, частицы натурального графита могут быть применены в качестве активного материала отрицательного электрода. Размер частиц натурального графита равен приблизительно 80 мкм. Связующее вещество включает в себя 1 масс.% натриевой карбоксиметилцеллюлозы (CMC) и 1 масс.% стироль-бутадиенового каучука (SBR). Металлическая фольга 20 имеет непокрытый фрагмент 22, в котором слой 21 композиционного материала отрицательного электрода не сформирован.
[0035] Непокрытый фрагмент 22 листа 14 отрицательного электрода и непокрытый фрагмент 18 листа 12 положительного электрода располагаются на противоположных сторонах тела 3 электрода в поперечном направлении W. Разделители 13, 15 располагаются между листом 12 положительного электрода и листом 14 отрицательного электрода. Разделители 13, 15 формируются посредством полиэтиленовой пористой пленки и т.д.
[0036] На фиг. 2 и фиг. 3 положительный электрод формируется посредством множества листов 12 положительного электрода, а отрицательный электрод формируется посредством множества листов 14 отрицательных электродов.
[0037] На фиг. 1 внешняя клемма 4 положительного электрода и внешняя клемма 5 отрицательного электрода располагаются на верхней поверхности крышки 11. Внешняя клемма 4 положительного электрода и внешняя клемма 5 отрицательного электрода располагаются с интервалом друг от друга в поперечном направлении W устройства 1 накопления энергии.
[0038] Внешняя клемма 4 положительного электрода включает в себя изоляционный элемент 30, металлическую пластину 31 и клеммный болт 32. Изоляционный элемент 30 располагается на верхней поверхности крышки 11. Металлическая пластина 31 располагается на верхней поверхности изоляционного элемента 30. Клеммный болт 32 предусматривается так, чтобы выступать вверх из верхней поверхности металлической пластины 31.
[0039] Внешняя клемма 5 отрицательного электрода включает в себя изоляционный элемент 33, металлическую пластину 34 и клеммный болт 35. Изоляционный элемент 33 располагается на верхней поверхности крышки 11. Металлическая пластина 34 располагается на верхней поверхности изоляционного элемента 33. Клеммный болт 35 предусматривается так, чтобы выступать вверх из верхней поверхности металлической пластины 34.
[0040] Клемма 6 токосборника положительного электрода включает в себя посадочное место 40, ножку 41 и стержень 42. Посадочное место 40 имеет форму пластины. Ножка 41 формируется так, чтобы протягиваться вниз от посадочного места 40, и приваривается к положительному электроду 23 тела 3 электрода. Стержень 42 формируется так, чтобы протягиваться вверх от верхней поверхности посадочного места 40. Верхний конец стержня 42 достигает верхней поверхности металлической пластины 31, и верхний конец стержня 42 обжимается. Когда верхний конец стержня 42 обжат, клемма 6 токосборника положительного электрода зацепляется с металлической пластиной 31.
[0041] Изоляционный элемент 9A располагается между посадочным местом 40 и крышкой 11 и сохраняет клемму 6 токосборника положительного электрода и крышку 11 изолированными друг от друга.
[0042] Клемма 7 токосборника отрицательного электрода включает в себя посадочное место 45, ножку 46 и стержень 47. Посадочное место 45 имеет форму пластины. Ножка 46 формируется так, чтобы протягиваться вниз от посадочного места 45, и приваривается к отрицательному электроду 24 тела 3 электрода. Стержень 47 формируется так, чтобы протягиваться вверх от верхней поверхности посадочного места 45. Верхний конец стержня 47 достигает верхней поверхности металлической пластины 34, и верхний конец стержня 47 обжимается. Когда верхний конец стержня 47 обжат, клемма 7 токосборника отрицательного электрода зацепляется с металлической пластиной 34.
[0043] Изоляционный элемент 9B располагается между посадочным местом 45 и крышкой 11 и сохраняет клемму 7 токосборника отрицательного электрода и крышку 11 изолированными друг от друга.
[0044] Фиг. 5 - это блок-схема последовательности операций производства, показывающая способ производства для производства устройства 1 накопления энергии, сконфигурированного, как было описано выше. Процесс производства для производства устройства 1 накопления энергии включает в себя этап S1 формирования блока крышки, этап S2 формирования тела токосборника, этап S3 сварки тела токосборника, этап S4 размещения, этап S5 заливки электролита и этап S6 герметизации.
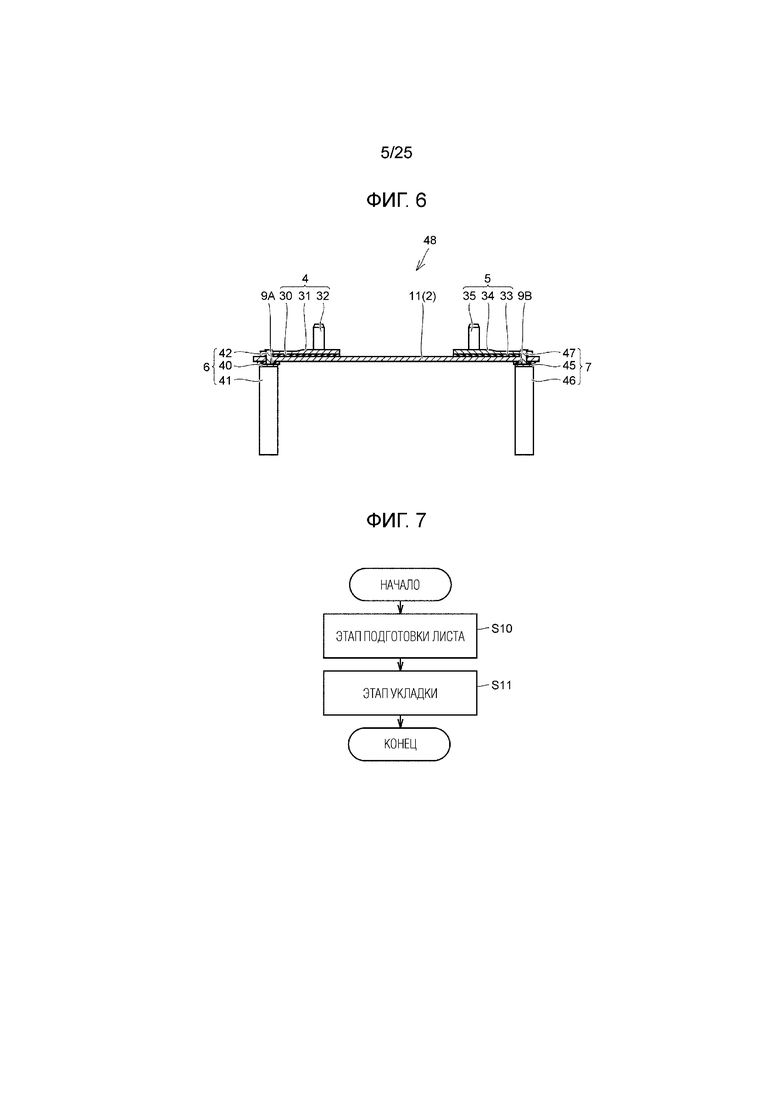
[0045] Фиг. 6 - это вид в разрезе, схематично показывающий этап S1 формирования блока крышки. Этап S1 формирования блока крышки является этапом формирования блока 48 крышки посредством объединения крышки 11, внешней клеммы 4 положительного электрода, внешней клеммы 5 отрицательного электрода, клеммы 6 токосборника положительного электрода и клеммы 7 токосборника отрицательного электрода.
[0046] В частности, стержень 42 клеммы 6 токосборника положительного электрода вставляется в сквозное отверстие, сформированное в изоляционном элементе 9A, сквозное отверстие, сформированное в крышке 11, сквозное отверстие, сформированное в изоляционном элементе 30, и сквозное отверстие, сформированное в металлической пластине 31. Затем, верхний конец стержня 42, выступающий из верхней поверхности металлической пластины 31, обжимается. Таким образом, внешняя клемма 4 положительного электрода, крышка 11, изоляционный элемент 9A и клемма 6 токосборника положительного электрода соединяются вместе как одно целое.
[0047] Стержень 47 клеммы 7 токосборника отрицательного электрода вставляется в сквозное отверстие, сформированное в изоляционном элементе 9B, сквозное отверстие, сформированное в крышке 11, сквозное отверстие, сформированное в изоляционном элементе 33, и сквозное отверстие, сформированное в металлической пластине 34. Затем, верхний конец стержня 47, выступающий из верхней поверхности металлической пластины 34, обжимается, чтобы соединять вместе как одно целое внешнюю клемму 5 отрицательного электрода, изоляционный элемент 9B и клемму 7 токосборника отрицательного электрода. Таким образом, формируется блок 48 крышки.
[0048] Фиг. 7 - это блок-схема последовательности операций производства, в частности, показывающая этап S2 формирования тела токосборника, чтобы показывать производственный процесс формирования тела 3 электрода. Этап S2 формирования тела токосборника включает в себя этап S10 подготовки листа и этап S11 укладки в стопку.
[0049] Этап S10 подготовки листа включает в себя этапы подготовки листа положительного электрода и листа отрицательного электрода. В этом варианте осуществления лист отрицательного электрода имеет разделитель, предусмотренный на каждой из передней и задней поверхностей.
[0050] Фиг. 8 - это блок-схема последовательности операций, показывающая этап подготовки листа отрицательного электрода на этапе S10 подготовки листа. Этот этап подготовки листа отрицательного электрода включает в себя этап S20 подготовки рулонного тела, этап S21 разматывания и этап S22 резания.
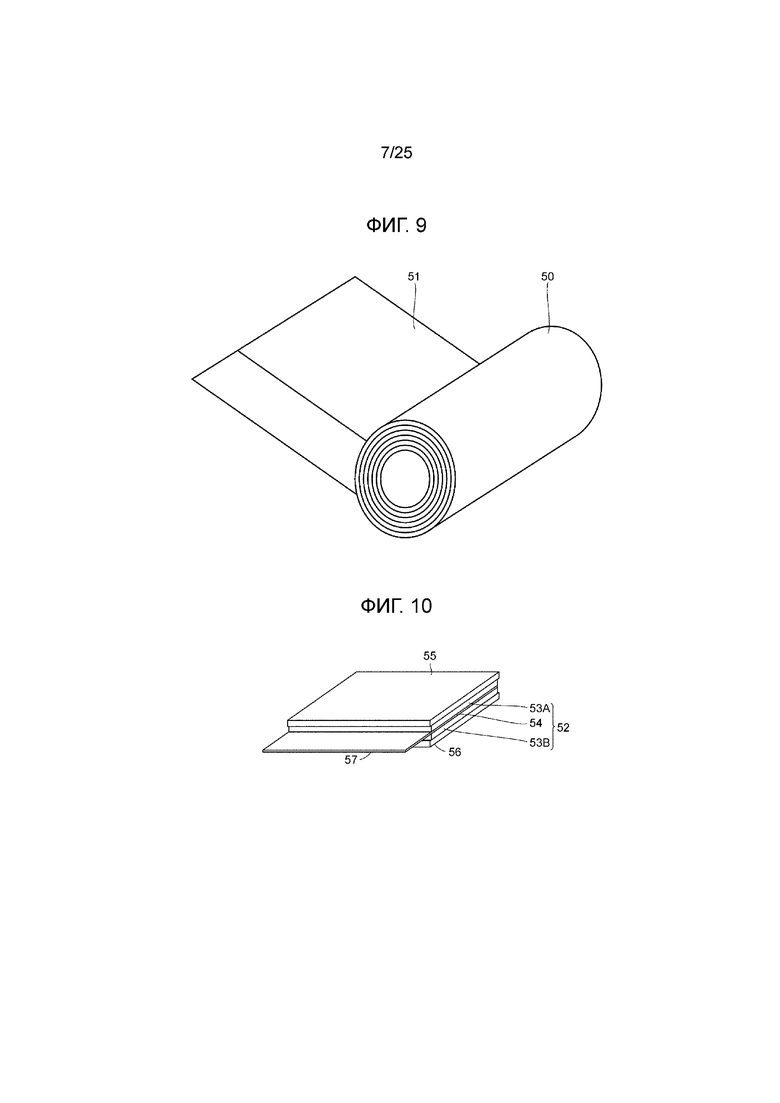
[0051] Фиг. 9 - это вид в перспективе, схематично показывающий этап подготовки рулонного тела отрицательного электрода (этап подготовки стопки 51 листов отрицательного электрода). Рулонное тело 50 формируется посредством свертывания стопки 51 листов отрицательного электрода.
[0052] Фиг. 10 - это вид в перспективе, схематично показывающий часть стопки 51 листов отрицательного электрода. Стопка 51 листов отрицательного электрода включает в себя лист 52 отрицательного электрода, лист 55 разделителя и лист 56 разделителя. Листы 55, 56 разделителя склеиваются с листом 52 отрицательного электрода.
[0053] Лист 52 отрицательного электрода включает в себя металлическую фольгу 54 и слои 53A, 53B композиционного материала отрицательного электрода. Металлическая фольга 54 формируется посредством алюминия или алюминиевого сплава. Слои 53A, 53B композиционного материала отрицательного электрода включают в себя активный материал отрицательного электрода и связующее вещество. Слой 53A композиционного материала отрицательного электрода формируется на верхней поверхности металлической фольги 54, а слой 53B композиционного материала отрицательного электрода формируется на нижней поверхности металлической фольги 54. Металлическая фольга 54 также имеет непокрытый фрагмент 57.
[0054] Фиг. 11 - это схематичный вид, схематично показывающий этап S21 разматывания и этап S22 резания. Этап S21 разматывания и этап S22 резания выполняются посредством устройства 60 для производства листа электрода.
[0055] Устройство 60 для производства листа электрода включает в себя разматывающее устройство 61 и режущее устройство 62. Разматывающее устройство 61 включает в себя роликовое устройство 63 и роликовое устройство 64, которые располагаются с интервалом друг от друга в направлении D1 разматывания.
[0056] Стопка 51 листов отрицательного электрода рулонного тела 50 разматывается в направлении D1 разматывания посредством роликового устройства 63 и роликового устройства 64. Направление D1 разматывания соответствует "направлению транспортировки" настоящей спецификации, а этап S21 разматывания соответствует "этапу транспортировки стопки 51 листов отрицательного электрода в направлении транспортировки".
[0057] Режущее устройство 62 режет стопку 51 листов отрицательного электрода в позиции между роликовым устройством 63 и роликовым устройством 64.
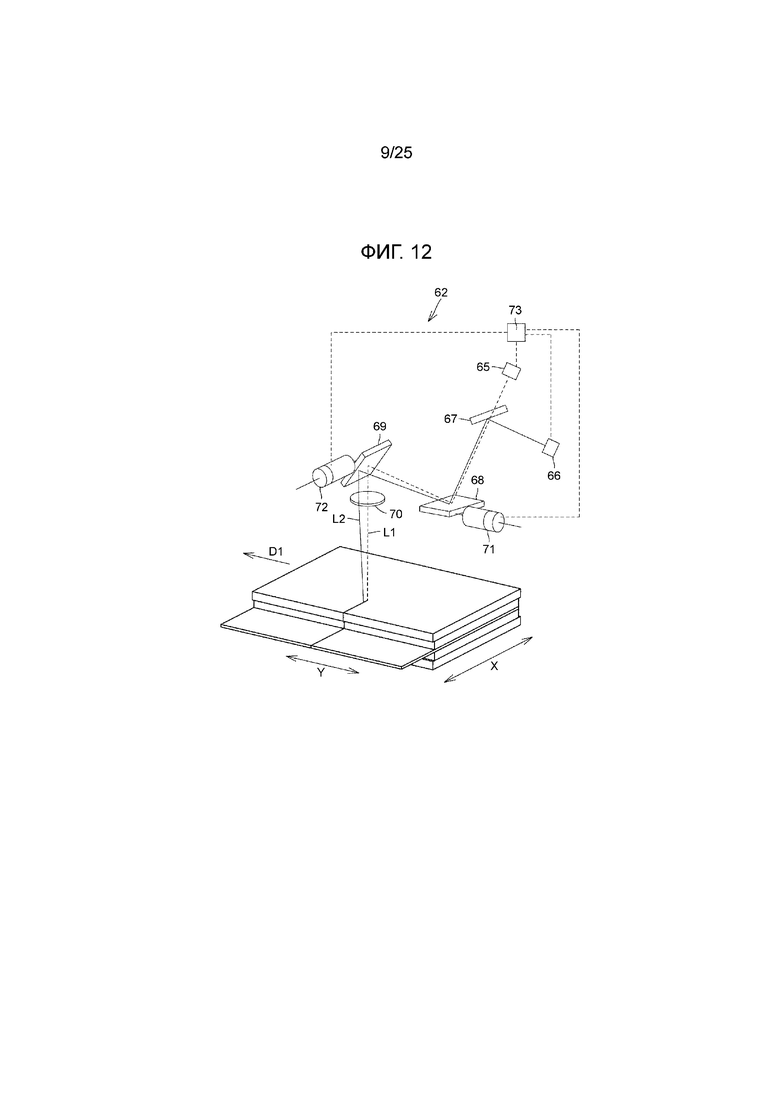
[0058] В этом варианте осуществления режущее устройство 62 является лазерным режущим устройством, в частности, гальваническим лазерным режущим устройством. Альтернативно, может быть применено планшетное лазерное режущее устройство. Фиг. 12 - это вид в перспективе, схематично показывающий режущее устройство 62.
[0059] Режущее устройство 62 включает в себя первый лазерный генератор 65, второй лазерный генератор 66, зеркало 67, прозрачное с одной стороны, сканирующее зеркало 68 X-оси, сканирующее зеркало 69 Y-оси, fθ-линзу 70, моторы 71, 72 и контроллер 73.
[0060] Что касается первого лазерного генератора 65, могут быть применены тулиевый волоконный лазер, CO2-лазер и т.д. Длина волны лазерного луча L1, испускаемого первым лазерным генератором 65, не короче 1500 нм и не длиннее 3000 нм, или приблизительно равна 10400 нм. Длина волны лазерного луча L1 предпочтительно не короче 1500 нм и не длиннее 2500 нм. Длина волны лазерного луча L1 более предпочтительно не короче 1800 нм и не длиннее 2100 нм. Когда CO2-лазер применяется для первого лазерного генератора 65, длина волны лазерного луча L1 должна быть 10400 нм.
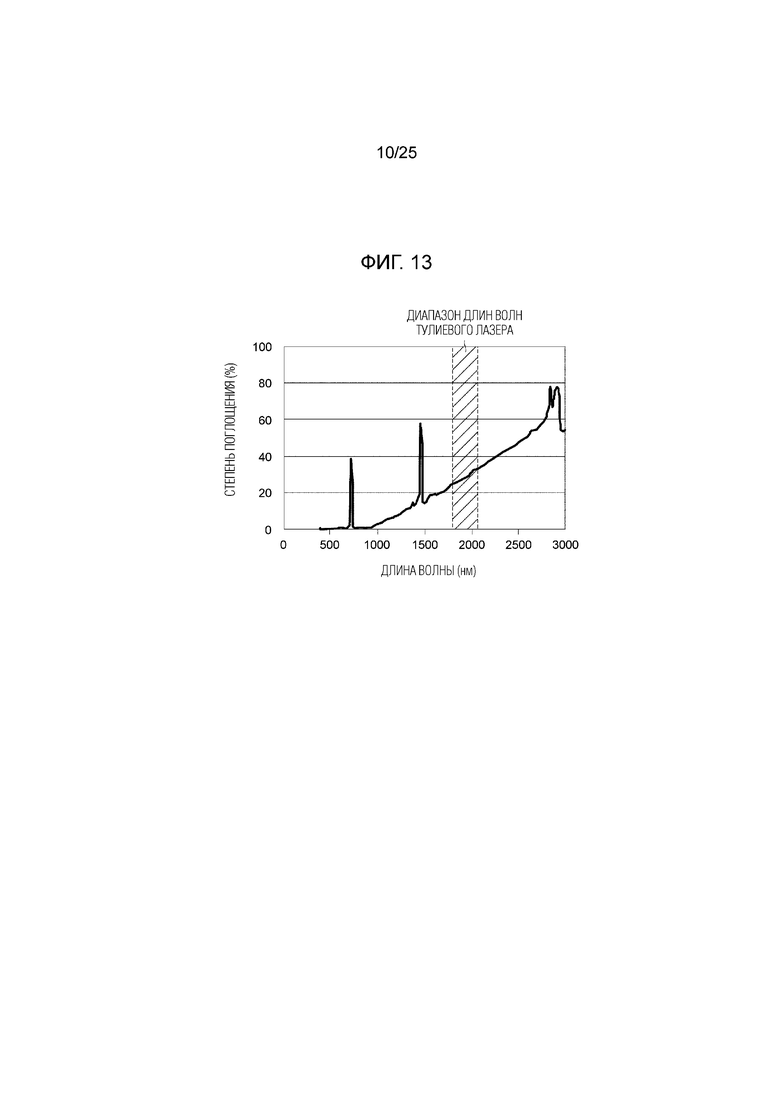
[0061] Фиг. 13 - это график, показывающий соотношение между степенью поглощения длины волны листа 56 разделителя и длиной волны лазерного луча. Вертикальная ось и горизонтальная ось графика, показанного на фиг. 13, представляют степень поглощения (%) и длину волны (нм) лазерного луча, соответственно.
[0062] Как может быть видно на фиг. 13, лист 56 разделителя показывает высокую степень поглощения в диапазоне длин волн от не менее чем 1500 нм до не более чем 3000 нм. Следовательно, лазерный луч L1 с длиной волны не короче 1500 нм и не длиннее 3000 нм может должным образом резать лист 56 разделителя. Может также быть видно, что степень поглощения листа 56 разделителя является достаточно высокой также в диапазоне длин волн от не менее чем 1500 нм до не более чем 2500 нм.
[0063] Когда тулиевый волоконный лазер применяется для первого лазерного генератора 65, длина волны первого лазерного луча L1 не короче 1500 нм и не длиннее 2500 нм вследствие характеристик тулиевого волоконного лазера. Это обусловлено тем, что диапазон, в котором лазерный луч с высокой выходной мощностью может излучаться с помощью тулиевого волоконного лазера, находится от не менее чем 1500 нм до не более чем 2500 нм. Как может быть видно из фиг. 13, степень поглощения листа 56 разделителя является высокой также в этом диапазоне длин волн.
[0064] Для второго лазерного генератора 66 может применяться иттербиевый волоконный лазер и т.д. Например, длина волны лазерного луча L2, излучаемого от второго лазерного генератора 66, не короче 300 нм и не длиннее 2000 нм. В этом варианте осуществления длина волны лазерного луча L2 равна 1064 нм.
[0065] Фиг. 14 - это график, показывающий соотношение между степенью поглощения активного материала отрицательного электрода и длиной волны лазерного луча. Вертикальная ось и горизонтальная ось графика представляют степень поглощения (%) активного материала отрицательного электрода и длиной волны (нм) лазерного луча, соответственно.
[0066] Как может быть видно из этого графика, активный материал отрицательного электрода имеет степень поглощения лазерного луча в диапазоне длин волн от не менее чем 300 нм до не более чем 2000 нм. Следовательно, лазерный луч L2 с длиной волны не короче 300 нм и не длиннее 2000 нм может надлежащим образом подводить тепловую энергию к активному материалу отрицательного электрода. Слой композиционного материала отрицательного электрода может быть, таким образом, надлежащим образом разрезан.
[0067] Обратно к фиг. 12, зеркало 67, прозрачное с одной стороны, функционирует как составной элемент оптического пути. Мотор 71 регулирует угловое положение сканирующего зеркала 68 X-оси. Мотор 72 регулирует угловое положение сканирующего зеркала 69 Y-оси. fθ-линза 70 является конденсаторной линзой. На фиг. 12 X-направление является поперечным направлением стопки 51 листов отрицательного электрода, а Y-направление является продольным направлением стопки 51 листов отрицательного электрода.
[0068] Будет описана работа устройства 60 для производства листа электрода вышеописанной конфигурации, когда устройство 60 для производства листа электрода используется для резания стопки 51 листов отрицательного электрода. Когда разматывающее устройство 61 приводится в действие, стопка 51 листов отрицательного электрода разматывается из рулонного тела 50 в направлении D1 разматывания (этап S21 разматывания). Скорость разматывания в направлении D1 разматывания равна 40 м/мин. Режущее устройство 62 режет стопку 51 листов отрицательного электрода в позиции между роликовым устройством 63 и роликовым устройством 64 (этап S22 резания).
[0069] Лазерный луч L1 излучается из первого лазерного генератора 65. Лазерный луч L1 проходит через зеркало 65, прозрачное с одной стороны, и отражается сканирующим зеркалом 68 X-оси. Лазерный луч L1, отраженный сканирующим зеркалом 68 X-оси, конденсируется посредством fθ-линзы 70 и подводится к стопке 51 листов отрицательного электрода.
[0070] Аналогично, лазерный луч L2 излучается из второго лазерного генератора 66. Лазерный луч L2 отражается зеркалом 67, прозрачным с одной стороны. Лазерный луч L2, отраженный зеркалом 67, прозрачным с одной стороны, отражается сканирующим зеркалом 68 X-оси. Лазерный луч L2 отраженный сканирующим зеркалом 68 X-оси, отражается сканирующим зеркалом 69 Y-оси, проходит через fθ-линзу 70 и подводится к стопке 51 листов отрицательного электрода. Выходная мощность (W) лазерного луча L2 выше выходной мощности (W) лазерного луча L1.
[0071] Когда мотор 71 и мотор 72 приводятся в действие, позиции излучения лазерных лучей L1, L2 регулируются. fθ-линза 70 регулирует фокусы лазерного луча L1 и лазерного луча L2.
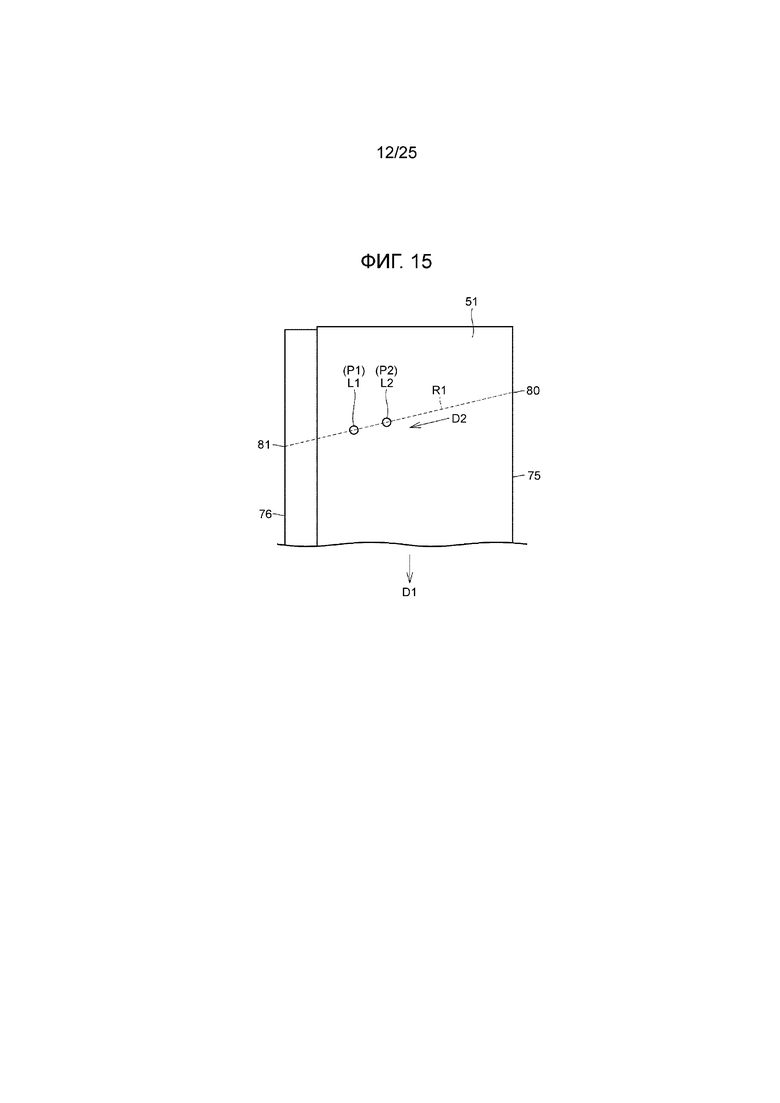
[0072] Фиг. 15 - это вид сверху, показывающий направление сканирования для лазерного луча L1 и лазерного луча L2. Стопка 51 листов отрицательного электрода имеет боковые кромки 75, 76, протягивающиеся в направлении D1 разматывания. Непокрытый фрагмент 57 располагается вдоль боковой кромки 76. В этом случае стопка 51 листов отрицательного электрода перемещается в направлении D1 разматывания.
[0073] В примере, показанном на фиг. 15, режущее устройство 62 сканирует лазерные лучи L1, L2 от начальной позиции 80 на стороне боковой кромки 75 к конечной позиции 81 на стороне боковой кромки 76.
[0074] Как видно в трехмерной перспективе, маршрут R1 сканирования, ведущий от начальной позиции 80 до конечной позиции 81, является маршрутом, который протягивается в поперечном направлении стопки 51 листов отрицательного электрода от начальной позиции 80 до конечной позиции 81, в то же время постепенно ориентируясь в направлении D1 разматывания.
[0075] Стопка 51 листов отрицательного электрода режется посредством перемещения лазерных лучей L1, L2 от начальной позиции 80 до конечной позиции 81, в то же время перемещая стопку 51 листов отрицательного электрода в направлении D1 разматывания.
[0076] На фиг. 15 позиция P1 облучения является позицией облучения лазерного луча L1, а позиция P2 облучения является позицией облучения лазерного луча L2.
[0077] Режущее устройство 62 сначала начинает подводить лазерный луч L1 и перемещает позицию P1 облучения лазерного луча L1 по маршруту R1 сканирования. Затем, режущее устройство 62 начинает подводить также лазерный луч L2 и перемещает позицию P2 облучения лазерного луча L2 по маршруту R1 сканирования.
[0078] Соответственно, позиция P2 облучения лазерного луча L2 перемещается по стопке 51 листов отрицательного электрода так, чтобы следовать траектории позиции P1 облучения лазерного луча L1.
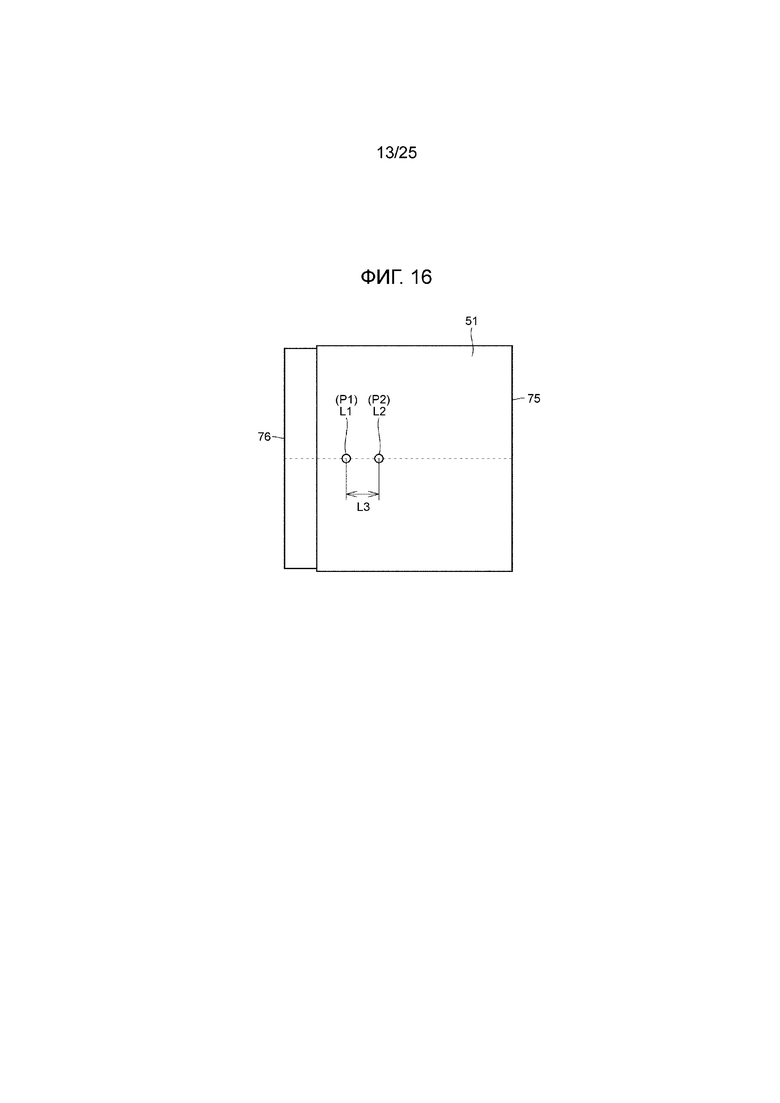
[0079] Фиг. 16 - это вид сверху, показывающий маршрут перемещения позиций P1, P2 облучения лазерных лучей L1, L2 в стопке 51 листов отрицательного электрода.
[0080] В состоянии, когда стопка 51 листов отрицательного электрода разматывается в направлении D1 разматывания, позиции P1, P2 облучения перемещаются в направлении D1 разматывания, также как в поперечном направлении стопки 51 листов отрицательного электрода. Таким образом, стопка 51 листов отрицательного электрода может быть разрезана в направлении, перпендикулярном боковым кромкам 75, 76 стопки 51 листов отрицательного электрода.
[0081] Стопка 51 листов отрицательного электрода режется вдоль режущей кромки, протягивающейся в поперечном направлении стопки 51 листов отрицательного электрода, и позиция P1 облучения и позиция P2 облучения перемещаются так, чтобы проходить через фрагмент стопки 51 листов отрицательного электрода, в котором режущая кромка должна быть сформирована.
[0082] Направление перемещения позиции P1 облучения в стопке 51 листов отрицательного электрода является поперечным направлением стопки 51 листов отрицательного электрода. Расстояние между позицией P1 облучения и позицией P2 облучения в стопке 51 листов отрицательного электрода будет называться расстоянием L3.
[0083] Например, скорость транспортировки (скорость разматывания) стопки 51 листов отрицательного электрода не ниже 20 м/мин. и не выше 80 м/мин. Скорость транспортировки предпочтительно равна 40 м/мин. Стопка 51 листов отрицательного электрода непрерывно перемещается. Например, скорость сканирования позиции P1 облучения лазерного луча L1 и позиции P2 облучения лазерного луча L2 (скорость резания для лазерного луча L1 и лазерного луча L2) не ниже 500 мм/с и не выше 4000 мм/с. Скорость сканирования предпочтительно равна 2000 мм/с.
[0084] Фиг. 17 - это вид сверху, показывающий маршрут R2 сканирования, по которому режущее устройство 62 выполняет сканирование лазерными лучами L1, L2 по стопке 51 листов отрицательного электрода снова после сканирования лазерными лучами L1, L2 по маршруту R1 сканирования. Начальная позиция 82 маршрута R2 сканирования находится на стороне боковой кромки 76, а конечная его позиция 83 находится на стороне боковой кромки 75.
[0085] Режущее устройство 62 прекращает испускание лазерных лучей L1, L2 перед перемещением лазерных лучей L1, L2 из конечной позиции 81, показанной на фиг. 15, в начальную позицию 82, показанную на фиг. 17. Затем, режущее устройство 62 поворачивает сканирующее зеркало 68 X-оси и сканирующее зеркало 69 Y-оси так, чтобы перемещать позицию, которая должна облучаться лазерными лучами L1, L2, в начальную позицию 82.
[0086] Маршрут R2 сканирования ведет от начальной позиции 82 до конечной позиции 83, в то же время наклоняясь так, чтобы постепенно ориентироваться в направлении D1 развертывания. Например, когда протяженность ширины стопки 51 листов отрицательного электрода равна 170 мм, расстояние между начальной позицией 82 и конечной позицией 83 равно 174,8 мм. Расстояние между начальной позицией 82 и конечной позицией 83 в направлении D1 развертывания равно приблизительно 40,5 мм.
[0087] В состоянии, когда стопка 51 листов отрицательного электрода транспортируется в направлении D1 развертывания, сначала, режущее устройство 62 возобновляет излучение лазерного луча L1 и подводит лазерный луч L1 к начальной позиции 82. Затем, режущее устройство 62 перемещает позицию P1 облучения лазерного луча L1 по маршруту R2 сканирования в направлении D3 сканирования. Затем, режущее устройство 62 возобновляет излучение лазерного луча L2 и подводит лазерный луч L2 к начальной позиции 82 и перемещает позицию P2 облучения по маршруту R2 сканирования в направлении D3 сканирования.
[0088] Таким образом, также по маршруту R2 сканирования, позиция P2 облучения лазерного луча L2 перемещается так, чтобы следовать траектории позиции P1 облучения лазерного луча L1.
[0089] Фиг. 18 - это вид в разрезе, взятый по линии XVIII-XVIII, показанной на фиг. 17. Начальная позиция 82 находится в непокрытом фрагменте 57 стопки 51 листов отрицательного электрода.
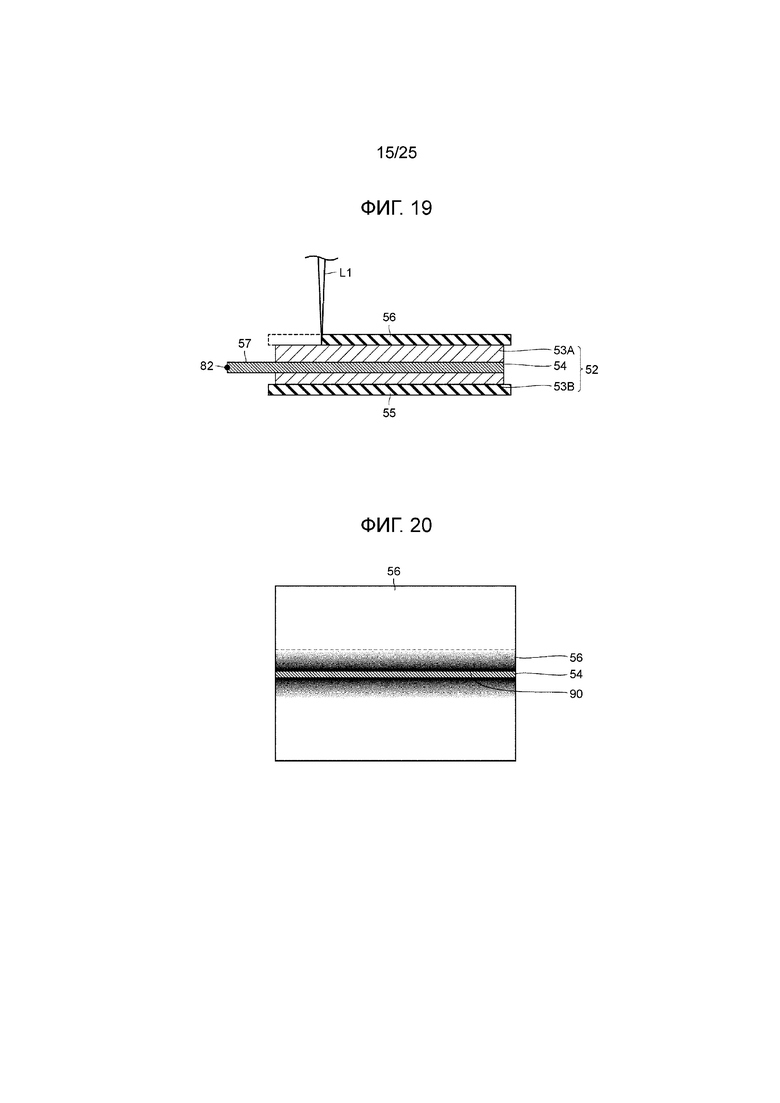
[0090] Фиг. 19 - это вид в разрезе, показывающий состояние, когда лазерный луч L1 подводится к стопке 51 листов отрицательного электрода. В состоянии, показанном на фиг. 19, лазерный луч L1 сканирует в направлении D3 сканирования после приложения к начальной позиции 82, и лист 56 разделителя режется лазерным лучом L1.
[0091] Здесь, фокус лазерного луча L1 располагается на поверхности листа 56 разделителя. Поскольку длина волны лазерного луча L1 устанавливается в диапазоне, в котором степень поглощения листа 56 разделителя является высокой, лист 56 разделителя плавится и режется посредством тепла от лазерного луча L1.
[0092] Фиг. 20 - это вид сверху, схематично показывающий состояние, когда лист 56 разделителя был разрезан лазерным лучом L1.
[0093] Как показано на фиг. 20, лист 56 разделителя режется лазерным лучом L1, и разрезанное отверстие 90 формируется в листе 56 разделителя так, чтобы протягиваться по маршруту R2 сканирования. Верхняя поверхность слоя 53A композиционного материала отрицательного электрода раскрывается наружу через разрезанное отверстие 90.
[0094] Фиг. 21 - это вид в разрезе, показывающий, как стопка 51 листов отрицательного электрода разрезается посредством облучения лазерным лучом L2. Фокус лазерного луча L2 устанавливается на поверхности слоя 53A композиционного материала отрицательного электрода.
[0095] Фокусная позиция лазерного луча L1 и фокусная позиция лазерного луча L2 сдвинуты друг от друга в направлении толщины стопки 51 листов отрицательного электрода. Позиции фокусов регулируются посредством различия в длине волны между лазерным лучом L1 и лазерным лучом L2 на основе оптических характеристик fθ-линзы 70.
[0096] Например, в этом варианте осуществления, длина волны лазерного луча L1 не короче 1800 нм и не длиннее 2100 нм, а длина волны лазерного луча L2 равна приблизительно 1064 нм.
[0097] Сдвиг между фокусами вследствие различия в длине волны между лазерным лучом L1 и лазерным лучом L2, в целом, называется хроматической аберрацией. Чтобы корректировать эту хроматическую аберрацию, возможно объединять линзу для корректировки хроматической аберрации в fθ-линзу 70. Однако, когда существует большое различие в длине волны между лазерным лучом L1 и лазерным лучом L2, трудно размещать фокусную позицию лазерного луча L1 и фокусную позицию лазерного луча L2 в их соответствующих предварительно определенных позициях.
[0098] Следовательно, предпочтительно, чтобы различие в длине волны между лазерным лучом L1 и лазерным лучом L2 попадало в диапазон от не менее чем 500 нм до не более чем 1000 нм.
[0099] Чтобы создавать такое различие в длине волны, предпочтительно применять тулиевый волоконный лазер для первого лазерного генератора 65 и применять иттербиевый волоконный лазер для второго лазерного генератора 66.
[0100] Когда лазерный луч L1 входит в слой 53A композиционного материала отрицательного электрода, температура слоя 53A композиционного материала отрицательного электрода растет, и связующее вещество внутри слоя 53A композиционного материала отрицательного электрода испаряется. Когда связующее вещество внутри слоя 53A композиционного материала отрицательного электрода испаряется, частицы активного материала отрицательного электрода высвобождаются из связующего вещества, скрепляющего эти частицы. Некоторые из частиц активного материала отрицательного электрода, высвободившиеся из закрепленного состояния, рассеиваются наружу вместе с испарившимся связующим веществом.
[0101] Кроме того, когда частицы активного материала отрицательного электрода облучаются лазерным лучом L1, тепловая энергия придается этим частицам активного материала отрицательного электрода. Это вынуждает частицы активного материала отрицательного электрода колебаться, и большое число их рассеиваться наружу.
[0102] Когда лазерный луч L2 достигает металлической фольги 54, металлическая фольга 54 испаряется, и большинство частиц активного материала отрицательного электрода рассеиваются наружу вместе с газообразным металлом.
[0103] Кроме того, когда лазерный луч L2 достигает слоя 53B композиционного материала отрицательного электрода, слой 53B композиционного материала отрицательного электрода достигает высокой температуры, так что связующее вещество внутри слоя 53B композиционного материала отрицательного электрода испаряется, и частицы активного материала отрицательного электрода внутри слоя 53B композиционного материала отрицательного электрода высвобождаются из закрепленного состояния. Затем, также в слое 53B композиционного материала отрицательного электрода, частицы активного слоя отрицательного электрода вспыхивают, когда эти частицы облучаются лазерным лучом L2. Таким образом, лист 52 отрицательного электрода режется.
[0104] В частности, этот вариант осуществления использует лазерный луч L1, имеющий меньшую выходную мощность, чем выходная мощность лазерного луча L2, чтобы резать лист 56 разделителя и формировать разрезанное отверстие 90, и, следовательно, может ограничивать количество расплавившегося листа 56 разделителя до меньшей величины.
[0105] В целом, когда лист 56 разделителя облучается лазерным лучом L1, лист 56 разделителя плавится и разрывается в расплавленной области. Когда лист 56 разделителя разрывается, его фрагменты, находящиеся вокруг разрыва, сморщиваются, в то же время отвердевая. В результате, кода величина расплавленного листа 56 является большой, отвердевшие фрагменты возвышаются, чтобы формировать гребневые формы.
[0106] Однако, резание листа 56 разделителя лазерным лучом L1 с низкой выходной мощностью может устранять оплавление чрезмерной величины листа 56 разделителя. В результате, высота приподнятых фрагментов, которые формируются, когда фрагменты вокруг расплавленной области листа 56 разделителя сморщиваются, может быть сделана меньшей.
[0107] Выходная мощность лазерного луча L1 равна приблизительно 80-120 Вт, а предпочтительно равна приблизительно 100 Вт. Например, выходная мощность лазерного луча L2 приблизительно равна 500 Вт - 1 кВт, а предпочтительно равна приблизительно 700 Вт.
[0108] На фиг. 21 лист 55 разделителя плавится и режется, когда тепло от слоя 53B композиционного материала отрицательного электрода переносится на него. В этом случае, поскольку большинство частиц активного материала отрицательного электрода внутри слоя 53B композиционного материала отрицательного электрода уже рассеялось, количество тепла, перенесенного на лист 55 разделителя, может быть уменьшено. В результате, величина расплавленного листа 55 разделителя может быть уменьшена.
[0109] Предпочтительно, чтобы иттербиевый волоконный лазер применялся для второго лазерного генератора 66. Это обусловлено тем, что трудно подводить лазерный луч с высокой выходной мощностью приблизительно 1 кВт с помощью CO2-лазера.
[0110] Фиг. 22 - это вид в перспективе, показывающий состояние, когда стопка 51 листов отрицательного электрода была разрезана. Лист 14 отрицательного электрода, разделитель 13 и разделитель 15 могут быть сформированы посредством разрезания стопки 51 листов отрицательного электрода, как описано выше.
[0111] Лист 14 отрицательного электрода формируется посредством разрезания листа 52 отрицательного электрода, а разделители 15, 13 формируются посредством разрезания листов 56, 55 разделителя.
[0112] Как было описано выше, резание стопки 51 листов отрицательного электрода с помощью устройства 60 для производства листа электродов может пресекать формирование приподнятых фрагментов на верхних поверхностях листов 56, 55 разделителя рядом с поверхностями резания листов 56, 55 разделителя.
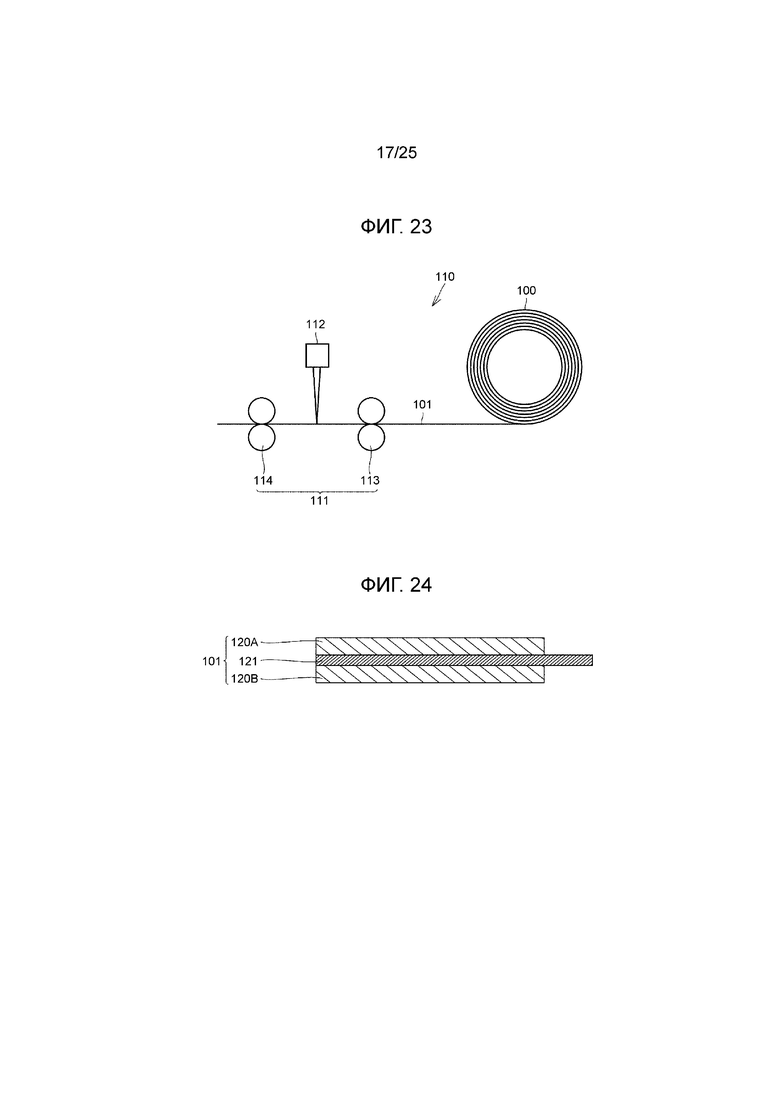
[0113] Фиг. 23 - это схематичный вид, схематично показывающий этап формирования листа положительного электрода. Этот этап формирования листа положительного электрода включает в себя этапы подготовки рулонного тела 100, разматывания стопки 101 листов положительного электрода и резания стопки 101 листов положительного электрода.
[0114] Рулонное тело 100 формируется посредством сворачивания стопки 101 листов положительного электрода. Фиг. 24 - это вид в разрезе, показывающий стопку 101 листов положительного электрода. Стопка 101 листов положительного электрода включает в себя металлическую фольгу 121 и слои 120A, 120B композиционного материала положительного электрода. Слои 120A, 120B композиционного материала положительного электрода формируются соответственно на передней и задней поверхностях металлической фольги 121.
[0115] Возвращаясь к фиг. 23, устройство 110 для производства листа электрода используется для формирования листа положительного электрода. Устройство 110 для производства листа электрода включает в себя разматывающее устройство 111 и режущее устройство 112.
[0116] Разматывающее устройство 111 включает в себя роликовое устройство 113 и роликовое устройство 114. Режущее устройство 112 режет стопку 101 листов положительного электрода в позиции между роликовым устройством 113 и роликовым устройством 114.
[0117] Фиг. 25 - это вид в перспективе, схематично показывающий режущее устройство 112. Режущее устройство 112 является аналогичным по конфигурации режущему устройству 62.
[0118] Режущее устройство 112 включает в себя генератор 130 лазерного луча, зеркало 131, прозрачное с одной стороны, сканирующее зеркало 132 X-оси, сканирующее зеркало 133 Y-оси, fθ-зеркало 134 и моторы 135, 136. Например, иттербиевый волоконный лазер используется для генератора 130 лазерного луча. Например, лазерный луч L5 имеет длину волны не короче 300 нм и не длиннее 2000 нм. В этом варианте осуществления длина волны лазерного луча L5 равна 1064 нм. Слои 120A, 120B композиционного материала положительного электрода имеют высокие степени поглощения лазерного луча в диапазоне длин волн от не менее чем 300 нм до не более чем 2000 нм.
[0119] Стопка 101 листов положительного электрода облучается лазерным лучом L5, чтобы резать стопку 101 листов положительного электрода. Фиг. 26 - это вид в перспективе, показывающий состояние, когда стопка 101 листов положительного электрода была разрезана. Лист 12 положительного электрода может быть сформирован посредством резания стопки 101 листов положительного электрода до предварительно определенной длины.
[0120] Фиг. 27 - это вид в перспективе, схематично показывающий этап S11 укладки. На этапе S11 укладки тело 3 электрода формируется посредством укладки друг на друга листов, сформированных на этапе S10 подготовки листа.
[0121] Поскольку формирование приподнятых фрагментов по краям разделителя 15 и разделителя 13 на этапе S22 резания пресекается, даже когда множества разделителей 13, 15 укладываются друг на друга, размеры изготовленного тела 3 электрода могут быть предохранены от значительного отклонения от предварительно заданных размеров тела 3 электрода. Таким образом, этап S2 формирования тела токосборника, показанный на фиг. 5, заканчивается.
[0122] Фиг. 28 - это вид спереди, показывающий этап S3 приваривания тела токосборника. На этапе S3 приваривания тела токосборника клемма 6 токосборника положительного электрода приваривается к положительному электроду 23 тела 3 электрода, а клемма 7 токосборника отрицательного электрода приваривается к его отрицательному электроду 24.
[0123] На этапе S4 размещения, показанном на фиг. 5, тело 3 электрода размещается в размещающем корпусе 2, и крышка 11 располагается вдоль краев отверстия основной части 10 корпуса. Затем крышка 11 приваривается вдоль краев отверстия основной части 10 корпуса.
[0124] На этапе S5 заливки электролита электролит 8 заливается в размещающий корпус 2 через заливное отверстие для электролита, сформированное в крышке 11. На этапе S6 герметизации это заливное отверстие герметизируется. Таким образом, устройство 1 накопления энергии может быть произведено.
[0125] Далее, будет описано расстояние L3 между лазерным лучом L1 и лазерным лучом L2 на этапе S22 резания. В частности, расстояние L3 между позицией P1 облучения лазерного луча L1 и позицией P2 облучения лазерного луча L2 в направлении D2 сканирования на фиг. 15 будет описана с помощью фиг. 29.
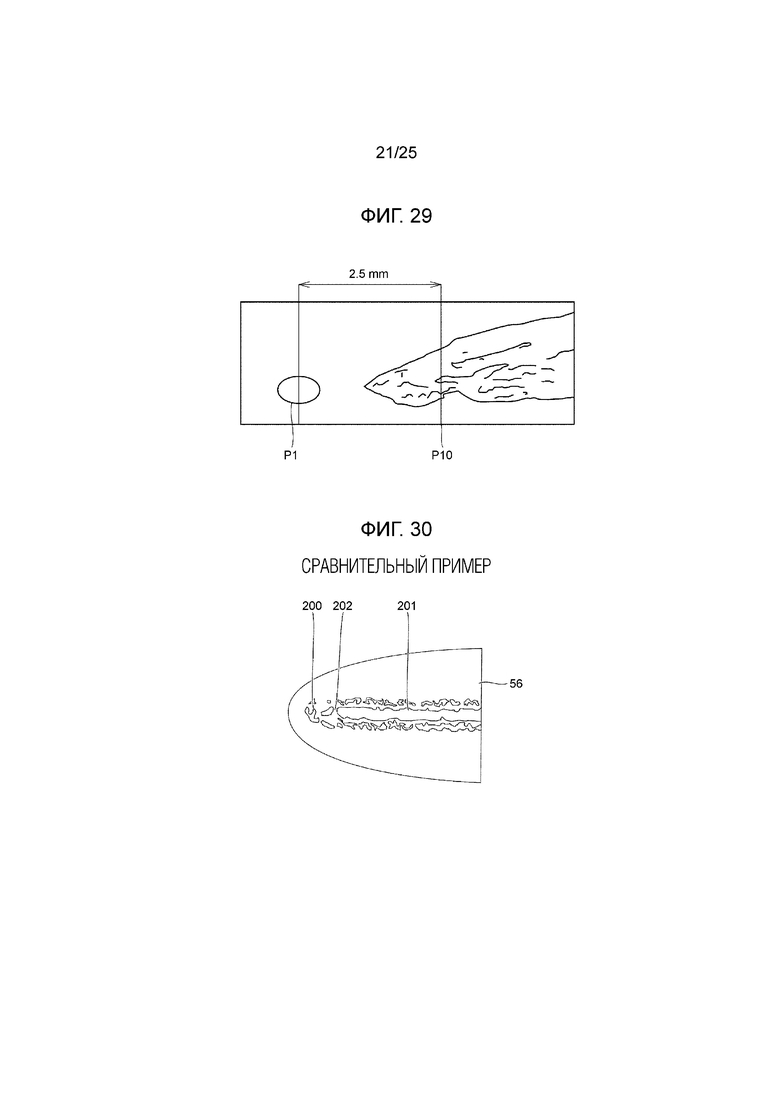
[0126] Фиг. 29 показывает эксперимент, который был проведен, чтобы вычислять расстояние L3. Фиг. 29 - это схематичный вид, схематично показывающий позицию облучения лазерного луча и точку плавления листа 56 разделителя.
[0127] В эксперименте, показанном на фиг. 29, лазерный луч L1 просканировал в предварительно определенном направлении в состоянии приложения к листу 56 разделителя, и расстояние между точкой плавления листа 56 разделителя и позицией облучения лазерного луча L1 было измерено.
[0128] В этом эксперименте скорость сканирования (скорость резания) для лазерного луча L1 по листу 56 разделителя была 1000 мм/с. Точка P10 плавления на фиг. 29 представляет точку, в которой лист 56 разделителя начал плавиться. Расстояние L4 является расстоянием между позицией P1 облучения и точкой плавления в направлении сканирования.
[0129] Расстояние между позицией P1 облучения и точкой P10 плавления на фиг. 29 равно 2,5 мм. Может быть видно, что, поскольку скорость сканирования лазерного луча L1 по листу 56 разделителя равна 1000 мм/с, существует запаздывание по времени 2,5 мс между тем, когда лист 56 разделителя облучается лазерным лучом L1, и тем, когда лист 56 разделителя плавится. Может быть видно, что разрезанное отверстие 90 формируется, когда лист 56 разделителя плавится и затем сморщивается по обеим сторонам маршрута R1 сканирования для лазерного луча L1.
[0130] На этапе S22 резания варианта осуществления является необходимым, чтобы разрезанное отверстие 90 было сформировано прежде, чем подводится лазерный луч L2. Следовательно, расстояние L3, показанное на фиг. 15, может быть установлено по следующим формулам (1) и (2):
[0131] Расстояние L3 ≥ значение T … (1)
Значение T=(скорость резания (мм/с) лазерного луча L2) × 2,5 мс … (2)
Здесь, скорость резания лазерного луча L2 означает скорость перемещения позиции P2 облучения лазерного луча L2 по листу 56 разделителя. Значение T является значением, полученным умножением скорости перемещения позиции P2 облучения лазерного луча L2 по листу 56 разделителя и времени с момента, когда лазерный луч L1 подводится, до момента, когда лист 56 разделителя плавится.
[0132] С расстоянием L3, установленным, как описано выше, лазерный луч L2 может быть приложен после того, как разрезанное отверстие 90 сформировано, и, следовательно, лазерный луч L2 может надлежащим образом быть приложен к листу 52 отрицательного электрода. Таким образом, стопка 51 листов отрицательного электрода может быть надлежащим образом разрезана.
[0133] Кроме того, на этапе S22 резания согласно варианту осуществления, лист 56 разделителя режется с помощью гальваносканерного режущего устройства 62.
[0134] С гальваносканерным режущим устройством 62 позиция облучения лазерного луча L1 и позиция облучения лазерного луча L2 размещаются на прямой линии. Следовательно, верхнее предельное значение расстояния L3 между позицией облучения лазерного луча L1 и позицией облучения лазерного луча L2 является длиной стопки 51 листов отрицательного электрода в поперечном направлении.
[0135] В вышеописанном варианте осуществления был описан пример, когда используется единственное гальваносканерное режущее устройство 62. В случае, когда режущее устройство, которое подводит лазерный луч L1, и режущее устройство, которое подводит лазерный луч L2, подготавливаются, позиция облучения лазерного луча L1 и позиция облучения лазерного луча L2 могут быть заданы надлежащим образом.
[0136] Таким образом, верхнее предельное значение расстояния L3 между позицией облучения лазерного луча L1 и позицией облучения лазерного луча L2 изменяется согласно спецификациям режущего устройства 62 и числу используемых режущих устройств 62.
[0137] Далее, этап S22 резания будет описан на основе сравнения между этапом S22 резания примера и этапом S22 резания сравнительного примера.
[0138] И в примере, и в сравнительном примере, стопка 51 листов отрицательного электрода, показанная на фиг. 10, режется. В примере и в сравнительном примере стопка 51 листов отрицательного электрода является медной фольгой и имеет толщину 10 мкм.
[0139] Слой 53A композиционного материала отрицательного электрода содержит активный материал отрицательного электрода и связующее вещество. Например, активный материал отрицательного электрода является частицами натурального графита, имеющими размер частиц приблизительно 80 мкм. Связующее вещество содержит натриевую карбоксиметилцеллюлозу (CMC) и стироль-бутадиеновый каучук (SBR).
[0140] Например, содержание CMC равно 1 масс.%, и содержание SBR равно 1 масс.%. Листы 56, 55 разделителя являются полиэтиленовыми пористыми пленками, и толщина листов 55, 56 разделителя равна 20 мкм, например.
[0141] На этапе S22 резания согласно примеру стопка 51 листов отрицательного электрода была разрезана с помощью лазерного луча L1 и лазерного луча L2. Расстояние L3 между позицией облучения лазерного луча L1 и позицией облучения лазерного луча L2 была 1,2 мм.
[0142] На этапе S22 резания согласно сравнительному примеру стопка 51 листов отрицательного электрода была разрезана с помощью лазерного луча L2. Генераторы, длины волн и т.д. для лазерного луча L1 и лазерного луча L2 являются такими, как показано в Таблице 1 ниже.
[Таблица 1]
[0143] Таблица 2 ниже показывает результат реализации примера и сравнительного примера и оценку результата.
[Таблица 2]
[0144] Как показано в Таблице 2 выше, на этапе S22 резания согласно сравнительному примеру скорость сканирования (скорость резания) для лазерного луча L2, с которой стопка 51 листа отрицательного электрода может быть разрезана, была 0,5 м/с. На этапе S22 резания согласно примеру скорость сканирования (скорость резания) для лазерного луча L2, с которой стопка 51 листа отрицательного электрода может быть разрезана, была 2 м/с. Таким образом, может быть видно, что этап S22 резания согласно примеру быстрее этапа резания согласно сравнительному примеру.
[0145] Далее, состояние разреза на этапе S22 резания согласно примеру и состояние разреза на этапе S22 резания согласно сравнительному примеру будут описаны с помощью фотографий и т.д.
[0146] Фиг. 30 - это вид сверху, схематично показывающий этап S22 резания согласно сравнительному примеру. На фиг. 30 фрагмент 200 является областью, облучаемой лазерным лучом L2, а фрагмент 201 является областью, в которой лист 56 разделителя режется. Фрагмент 202 располагается дальше на задней стороне, чем фрагмент 200 в направлении сканирования лазерного луча L2, и в фрагменте 202 оплавление листа 56 разделителя формируется так, чтобы перекрывать фрагмент 201.
[0147] На этапе S22 резания согласно сравнительному примеру, когда лазерный луч L2 подводится, энергия лазерного луча L2 не поглощается в листе 56 разделителя, а поглощается в слое 53A композиционного материала отрицательного электрода.
[0148] Когда энергия лазерного луча L2 поглощается в слое 53A композиционного материала отрицательного электрода, температура слоя 53A композиционного материала отрицательного электрода растет, и частицы натурального графита, составляющие слой 53A композиционного материала отрицательного электрода, имеют тенденцию рассеиваться наружу. Однако, лист 56 разделителя, сформированный на верхней поверхности слоя 53A композиционного материала отрицательного электрода, остается, который препятствует рассеянию частиц натурального графита наружу.
[0149] Лист 56 разделителя плавится, когда тепло слоя 53A композиционного материала отрицательного электрода, достигшего высокой температуры, переносится на лист 56 разделителя. В результате, в фрагменте 202, расплавленный лист 56 разделителя формируется так, чтобы накрывать фрагмент 202.
[0150] Таким образом, расплавленный лист 56 разделителя разрывается и в то же самое время сморщивается, так что лист 56 разделителя разрывается в позиции дальше на задней стороне, чем фрагмент 202.
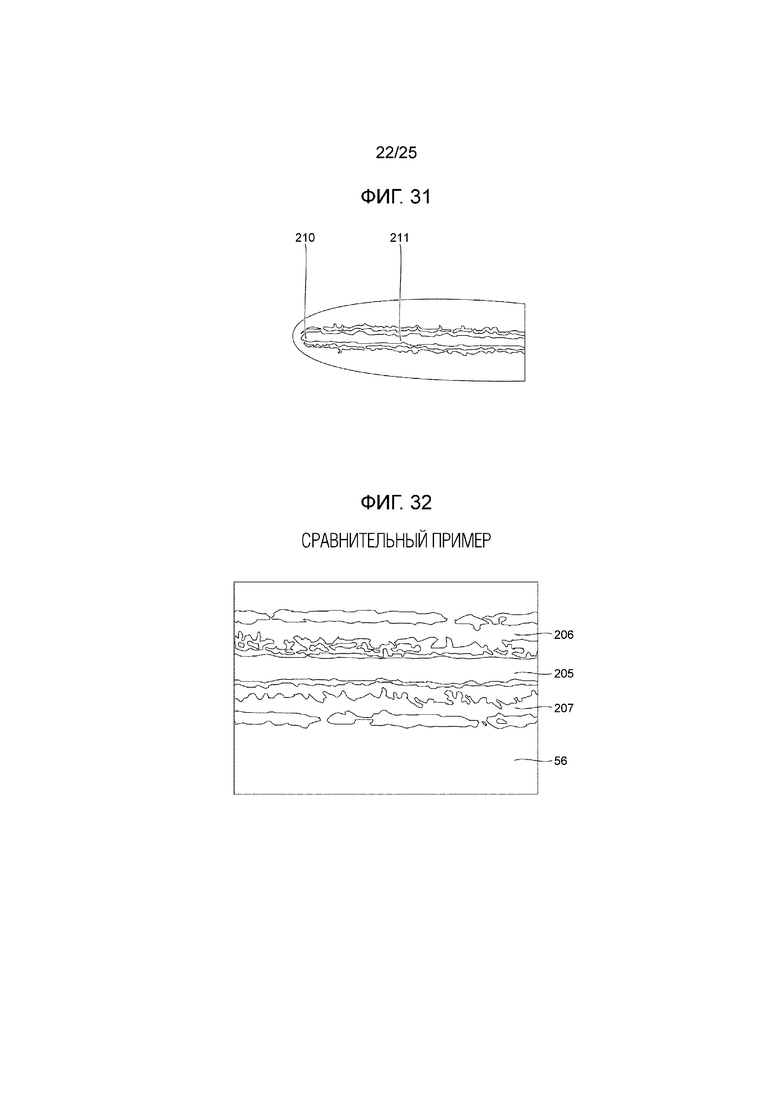
[0151] Фиг. 31 - это схематичный вид, схематично показывающий стопку 51 листов отрицательного электрода, когда облучение лазерным лучом L1 прекращается в процессе резания этапа S22 резания согласно примеру.
[0152] Фрагмент 210 является позицией, в которой лазерный луч L1 был приложен. Фрагмент 211 является областью, в которой лист 56 разделителя режется.
[0153] Как показано на фиг. 31 и т.д., лист 56 разделителя режется непосредственно на задней стороне фрагмента 210, которая является позицией облучения лазерного луча L1. Таким образом, в отличие от сравнительного примера, не существует области, где лист 56 разделителя, расплавившийся на задней стороне позиции облучения лазерного луча, остается.
[0154] Возможной причиной этого явления является то, что энергия лазерного луча L1 поглощается в листе 56 разделителя, который имеет высокую степень поглощения лазерного луча L1. Т.е., в сравнительном примере, лист 56 разделителя плавится посредством тепла, переносимого от слоя 53A композиционного материала отрицательного электрода, тогда как в примере, лист 56 разделителя плавится непосредственно посредством энергии от лазерного луча L1. В результате, лист 56 разделителя надлежащим образом режется в примере.
[0155] Фиг. 32 - это схематичный вид, схематично показывающий состояние стопки 51 листов отрицательного электрода после резания на этапе S22 резания сравнительного примера.
[0156] Фиг. 33 - это вид в перспективе, схематично показывающий стопку 51 листов отрицательного электрода, показанную на фиг. 32. Фиг. 34 - это график, схематично показывающий форму сечения стопки 51 листов отрицательного электрода после резания на этапе S22 резания сравнительного примера.
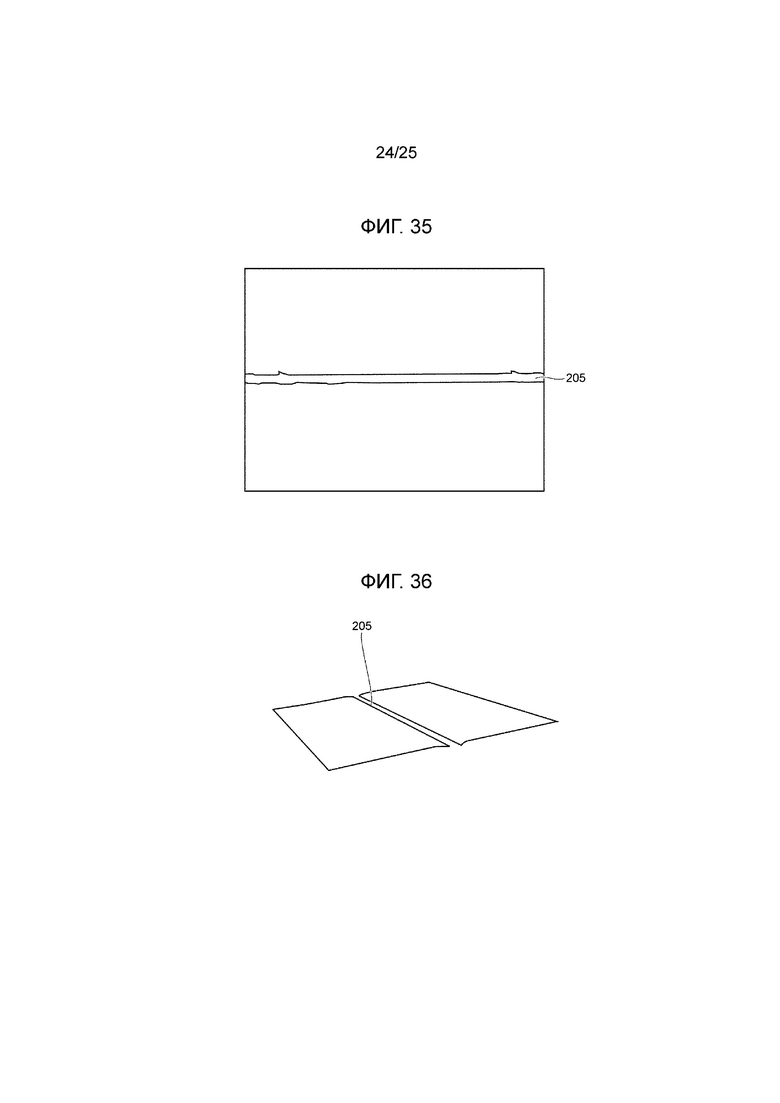
[0157] Фиг. 35 - это вид сверху, схематично показывающий форму стопки 51 листов отрицательного электрода после резания на этапе S22 резания примера. Фиг. 36 - это вид в перспективе, схематично показывающий стопку 51 листов отрицательного электрода, показанную на фиг. 35. Фиг. 37 - это график, схематично показывающий форму сечения стопки 51 листов отрицательного электрода на этапе S22 резания примера.
[0158] Обращаясь к фиг. 32-37, на этапе S22 резания сравнительного примера, приподнятый фрагмент 206 и приподнятый фрагмент 207 формируются соответственно по обеим сторонам области 205 резания, когда стопка 51 листов отрицательного электрода режется.
[0159] Таким образом, на верхней поверхности листа 14 отрицательного электрода, приподнятый фрагмент 206 формируется на стороне одной из двух поверхностей разреза (боковых поверхностей), а приподнятый фрагмент 207 формируется на стороне другой поверхности разреза. Высота приподнятого фрагмента 206 и приподнятого фрагмента 207 равна приблизительно 0,1 мм.
[0160] Следовательно, если множество листов 14 отрицательного электрода и множество листов 12 положительного электрода, сформированных на этапе S22 резания согласно сравнительному примеру, укладываются друг на друга, множества приподнятых фрагментов 206, 207 перекрывают друг друга. В результате, тело 3 электрода на фиг. 2 формируется так, чтобы выпучиваться на стороне верхней поверхности и стороне нижней поверхности и быть углубленным в центральной части.
[0161] Напротив, как показано на фиг. 35-37 большие приподнятые фрагменты формируются на одной из двух сторон области 205 разрезания на этапе S22 резания согласно примеру. Следовательно, даже когда множества разделителей 13, листов 14 отрицательного электрода и разделителей 15 укладываются друг на друга на этапе укладки, тело 3 электрода может быть сформировано в плоской планарной форме.
[0162] Кроме того, как показано на фиг. 36 и фиг. 37, углы по обеим сторонам области 205 разреза закругляются. Следовательно, когда разделители 15, 13 транспортируются посредством разматывающего устройства 61, и т.д., нежелательное взаимодействие между областями разреза разделителей 15, 13 устраняется, и дефект, такой как отслаивание разделителей 15, 13, может быть устранен.
[0163] Кроме того, в примере, суммарная выходная мощность для выходной мощности лазерного луча L1 и выходной мощности лазерного луча L2 равна 600 Вт. Напротив, выходная мощность лазерного луча L2 согласно сравнительному примеру равна 1300 Вт. Таким образом, этап S22 резания согласно примеру может резать стопку 51 листов отрицательного электрода с низкой выходной мощностью.
[0164] Далее, случай, когда стопка 51 листов отрицательного электрода режется режущим инструментом, будет описан. Фиг. 38 - это график, схематично показывающий форму сечения стопки 51 листов отрицательного электрода, разрезанной посредством режущего инструмента.
[0165] Может быть видно из фиг. 38, что, также, когда стопка 51 листов отрицательного электрода режется с помощью режущего инструмента, стопка 51 листов отрицательного электрода может быть разрезана до некоторой степени надлежащим образом. Однако, поскольку поверхность разреза стопки 51 листов отрицательного электрода является перпендикулярной его верхней поверхности, разделители 13, 15 могут отслаиваться, в то время как разрезанные разделители 13, 15 и лист 14 отрицательного электрода транспортируются посредством роликового устройства 64, и т.д. Кроме того, когда стопка 51 листов отрицательного электрода режется режущим инструментом, режущий инструмент будет изнашиваться после многократного резания стопки 51 листов отрицательного электрода.
[0166] В зависимости от степени износа режущего инструмента режущий инструмент может больше не резать надлежащим образом стопку 51 листов отрицательного электрода, что приводит в результате к более низкому объему выпуска продукции. С другой стороны, частая замена режущего инструмента будет повышать производственные затраты для устройства 1 накопления энергии.
[0167] Однако, этап S22 резания согласно примеру может устранять такое неудобство.
[0168] В то время как вариант осуществления и пример на основе настоящего изобретения были описаны выше, материалы, описанные в данном документе, являются в каждом отношении просто иллюстративными, а не ограничивающими. Технические рамки настоящего изобретения определяются формулой изобретения и подразумевают включать в себя все модификации, которые являются эквивалентными в значении и рамках формуле изобретения.












Изобретение относится к устройству для производства электрода, а также к способу производства устройства накопления энергии. Согласно изобретению, устройство для производства листа электрода включает в себя устройство лазерного излучения, которое облучает стопку листов первым лазерным лучом, имеющим длину волны, поглощаемую разделителем, и вторым лазерным лучом, имеющим длину волны, поглощаемую слоем композиционного материала электрода, и контроллер, который управляет возбуждением устройства лазерного излучения. Контроллер перемещает позицию облучения первого лазерного луча относительно стопки листов и перемещает позицию облучения второго лазерного луча так, чтобы следовать траектории позиции облучения первого лазерного луча. Техническим результатом является уменьшение производственных затрат для устройства накопления энергии. 2 н. и 8 з.п. ф-лы, 38 ил., 2 табл.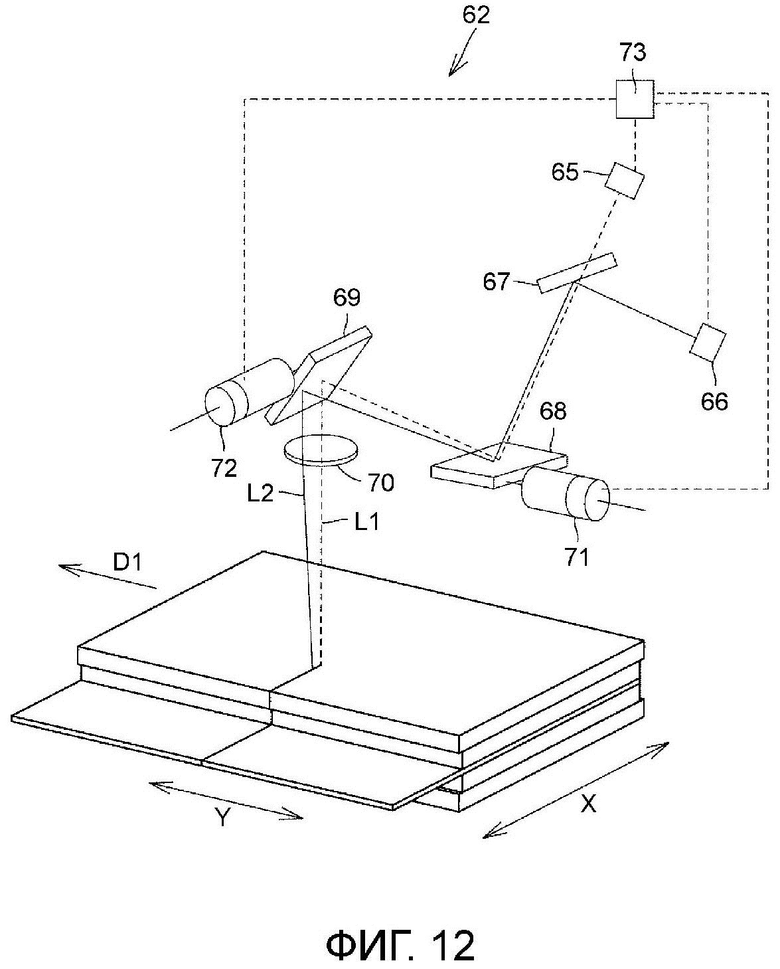
1. Устройство для производства листа электрода, содержащее:
устройство лазерного излучения, выполненное с возможностью облучать стопку листов, включающую в себя слой композиционного материала электрода и разделитель, предусмотренный на слое композиционного материала электрода, первым лазерным лучом, имеющим длину волны, поглощаемую разделителем, и вторым лазерным лучом, имеющим длину волны, поглощаемую слоем композиционного материала электрода, причем лист электрода, сформированный в виде стопки листов, режется посредством облучения первым лазерным лучом и вторым лазерным лучом; и
контроллер, выполненный с возможностью управлять возбуждением устройства лазерного излучения, при этом
контроллер выполнен с возможностью управлять возбуждением устройства лазерного излучения так, что позиция облучения первого лазерного луча перемещается относительно стопки листов, а позиция облучения второго лазерного луча перемещается так, чтобы следовать траектории позиции облучения первого лазерного луча.
2. Устройство для производства листа электрода по п. 1, дополнительно содержащее конвейерное устройство, выполненное с возможностью транспортировать стопку листов в направлении транспортировки, при этом:
устройство лазерного излучения облучает стопку листов, транспортируемую в направлении транспортировки посредством конвейерного устройства, первым лазерным лучом и вторым лазерным лучом; и
контроллер выполнен с возможностью управлять возбуждением устройства лазерного излучения так, что позиция облучения первого лазерного луча и позиция облучения второго лазерного луча перемещаются, когда стопка листов перемещается в направлении транспортировки, причем позиция облучения первого лазерного луча и позиция облучения второго лазерного луча перемещаются в поперечном направлении стопки листов.
3. Устройство для производства листа электрода по п. 1 или 2, в котором расстояние между позицией облучения первого лазерного луча и позицией облучения второго лазерного луча в направлении перемещения первого лазерного луча в стопке листов равно или больше значения, полученного умножением времени с момента, когда разделитель облучается первым лазерным лучом, до момента, когда разделитель плавится, и скорости перемещения позиции облучения второго лазерного луча в стопке листов.
4. Устройство для производства листа электрода по п. 1 или 2, в котором выходная мощность второго лазерного луча выше выходной мощности первого лазерного луча.
5. Устройство для производства листа электрода по п. 1 или 2, в котором:
длина волны первого лазерного луча находится в диапазоне от 1500 нм до 3000 нм;
длина волны второго лазерного луча находится в диапазоне от 300 нм до 2000 нм; причем
длина волны первого лазерного луча больше длины волны второго лазерного луча.
6. Способ производства устройства накопления мощности, содержащий этапы, на которых:
подготавливают стопку листов, включающую в себя слой композиционного материала электрода и разделитель, предусмотренный на слое композиционного материала электрода;
облучают разделитель стопки листов первым лазерным лучом, имеющим длину волны, поглощаемую разделителем, и перемещают позицию облучения первого лазерного луча относительно стопки листов; и
облучают стопку листов, облученную первым лазерным лучом, вторым лазерным лучом, имеющим длину волны, поглощаемую слоем композиционного материала электрода, и перемещают позицию облучения второго лазерного луча относительно стопки листов, при этом
позицию облучения второго лазерного луча перемещают так, чтобы следовать траектории позиции облучения первого лазерного луча.
7. Способ производства устройства накопления энергии по п. 6, дополнительно содержащий этапы, на которых транспортируют стопку листов в направлении транспортировки, при этом стопку листов, транспортируемую в направлении транспортировки, облучают первым лазерным лучом и вторым лазерным лучом, а позицию облучения первого лазерного луча и позицию облучения второго лазерного луча перемещают в направлении транспортировки, а также в поперечном направлении стопки листов.
8. Способ производства устройства накопления энергии по п. 6 или 7, в котором расстояние между позицией облучения первого лазерного луча и позицией облучения второго лазерного луча в направлении перемещения первого лазерного луча в стопке листов равно или больше значения, полученного умножением времени с момента, когда разделитель облучается первым лазерным лучом, до момента, когда разделитель плавится, и скорости перемещения позиции облучения второго лазерного луча.
9. Способ производства устройства накопления энергии по п. 6 или 7, в котором выходная мощность второго лазерного луча выше выходной мощности первого лазерного луча.
10. Способ производства устройства накопления мощности по п. 6 или 7, в котором:
длина волны первого лазерного луча находится в диапазоне от 1500 нм до 3000 нм;
длина волны второго лазерного луча находится в диапазоне от 300 нм до 2000 нм; причем
длина волны первого лазерного луча больше длины волны второго лазерного луча.
| JP 2017054793 A, 16.03.2017 | |||
| УСТРОЙСТВО ИЗГОТОВЛЕНИЯ УПАКОВАННОГО ЭЛЕКТРОДА И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВАННОГО ЭЛЕКТРОДА | 2012 |
|
RU2540407C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ ПАКЕТИРОВАННОГО ЭЛЕКТРОДА | 2012 |
|
RU2552841C1 |
| WO 2012101816 A1, 02.08.2012. | |||

