ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к устройству для получения пакетированного электрода и способу его получения.
УРОВЕНЬ ТЕХНИКИ
[0002] В последнее время в батареях различных типов, таких как автомобильные батареи, солнечные батареи и батареи для электронного оборудования, используют аккумуляторы ламинированного (многослойного) типа. Аккумулятор ламинированного типа выполняют формированием положительного электрода, отрицательного электрода и сепаратора в листовой форме и поочередной укладкой положительного электрода, сепаратора, отрицательного электрода и сепаратора стопкой в этой последовательности. Кстати, положительный и отрицательный электроды далее здесь иногда будут называть электродами.
[0003] Предложены различные устройства, такие как устройство для использования в изготовлении таких аккумуляторов ламинированного типа, и примеры этого устройства включают устройство, описанное в патентном документе 1.
[0004] В устройстве, описанном в патентном документе 1, сепараторы сначала удерживаются за счет всасывания соответственно на лотке и удерживающей пластине, которые расположены вертикально обращенными друг к другу, при условии, что движения лотка и удерживающей пластины в направлении транспортировки останавливают. Затем на сепаратор, прикрепленный за счет всасывания к нижнему лотку, помещают положительный электрод. После этого перемещают вниз верхнюю удерживающую пластину для того, чтобы поместить прикрепленный за счет всасывания к удерживающей пластине сепаратор на положительный электрод. В этом положении сепараторы, перекрывающие друг друга на периферии положительного электрода, соединяют вместе за счет термической адгезии при их взаимном расположении «край в край», и тем самым производят пакетированный положительный электрод, в котором положительный электрод заключен между сепараторами в форме мешка. Затем пакетированный положительный электрод транспортируют остающимся зажатым между лотком и удерживающей пластиной, и после этого пакетированный положительный электрод вынимают из промежутка между лотком и удерживающей пластиной и укладывают этот пакетированный положительный электрод поочередно с отрицательным электродом стопкой. Тем самым производят элемент аккумулятора, в котором положительный электрод, сепаратор, отрицательный электрод и сепаратор поочередно уложены стопкой в этой последовательности.
СПИСОК ЦИТИРУЕМОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0005] Патентный документ 1: публикация японской патентной заявки № 2007-329111
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0006] Однако, описанное в патентном документе 1 устройство производит пакетированный положительный электрод (или пакетированный электрод) посредством размещения положительного электрода на сепараторе, прикрепленном за счет всасывания к лотку в остановленном положении, и последующего перемещения удерживающей пластины вниз для того, чтобы поместить прикрепленный за счет всасывания к удерживающей пластине сепаратор на положительный электрод. Следовательно, два сепаратора накладывают на электрод в различные моменты времени, что, в свою очередь, ведет к проблеме задействования длительного времени производства.
[0007] Настоящее изобретение создано ввиду указанной выше проблемы, присущей уровню техники. Следовательно, задача настоящего изобретения состоит в том, чтобы предоставить устройство для получения пакетированного электрода и способ его получения, которые позволяют изготавливать пакетированный электрод с высокой скоростью и тем самым снизить время производства аккумулятора.
РЕШЕНИЕ ПРОБЛЕМЫ
[0008] Устройство для получения пакетированного электрода согласно первому аспекту настоящего изобретения включает в себя: пару цилиндрических вращающихся тел, расположенных с обращенными друг к другу своими соответствующими внешними периферийными поверхностями, каждое из которых выполнено с возможностью транспортировать сепаратор за счет вращения, удерживая сепаратор на внешней периферийной поверхности; участок транспортировки электрода, выполненный с возможностью транспортировать имеющий заданную форму электрод в направлении, касательном по отношению к цилиндрическим вращающимся телам, к зазору между парой цилиндрических вращающихся тел; и участок соединения, выполненный с возможностью соединять сепараторы вместе, с электродом, заключенным между парой сепараторов, транспортируемых парой цилиндрических вращающихся тел. Также электрод пакетируют с сепараторами посредством одновременных доставки и ламинирования пары сепараторов с вращающихся цилиндрических вращающихся тел на обе поверхности электрода, транспортируемого участком транспортировки электрода, и соединения вместе пары сепараторов, доставленных на обе поверхности электрода, посредством участка соединения.
[0009] Способ получения пакетированного электрода согласно второму аспекту настоящего изобретения включает: транспортировку сепараторов за счет вращения цилиндрических вращающихся тел, соответственно, при удерживании сепаратора на каждой из внешних периферийных поверхностей пары цилиндрических вращающихся тел, расположенных с обращенными друг к другу своими соответствующими внешними периферийными поверхностями; и транспортировку имеющего заданную форму электрода в направлении, касательном по отношению к цилиндрическим вращающимся телам, к зазору между парой цилиндрических вращающихся тел. Кроме того, способ получения включает: одновременно доставку и ламинирование пары сепараторов с вращающихся цилиндрических вращающихся тел на обе поверхности электрода, транспортируемого в зазор между парой цилиндрических вращающихся тел; и пакетирование электрода с сепараторами посредством соединения вместе пары сепараторов, доставленных на обе поверхности электрода.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] [Фиг. 1] На фиг. 1 представлен вид в перспективе, показывающий внешний вид литий-ионного аккумулятора.
[Фиг. 2] На фиг. 2 представлен разборный вид в перспективе литий-ионного аккумулятора.
[Фиг. 3] На фиг. 3 представлен вид сверху, иллюстрирующий пакетированный положительный электрод и отрицательный электрод.
[Фиг. 4] На фиг. 4 представлен вид сверху, иллюстрирующий состояние, в котором отрицательный электрод накладывают на пакетированный положительный электрод.
[Фиг. 5] На фиг. 5 представлен схематический вид в перспективе, иллюстрирующий устройство для получения пакетированного электрода.
[Фиг. 6] На фиг. 6 представлена блок-схема, иллюстрирующая электрическое строение устройства для получения пакетированного электрода.
[Фиг. 7] На фиг. 7 представлен вид сбоку, иллюстрирующий участок транспортировки электрода устройства для получения пакетированного электрода.
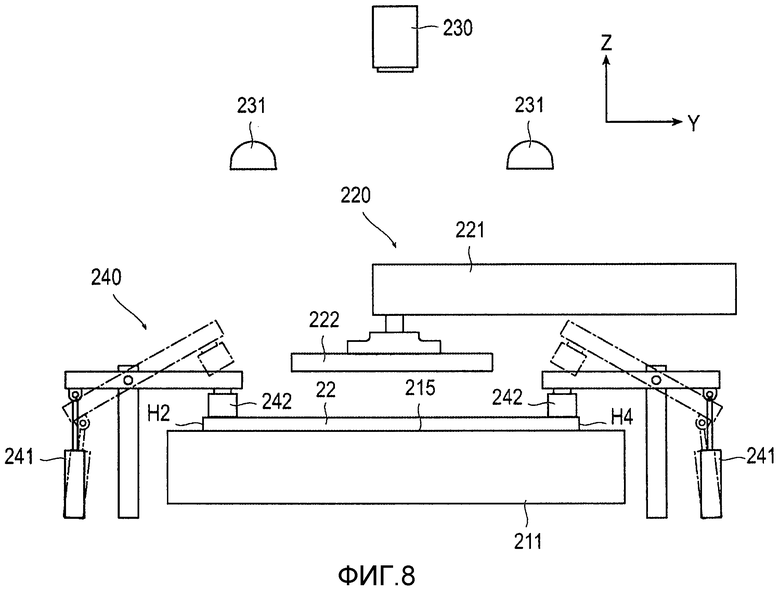
[Фиг. 8] На фиг. 8 представлен вид спереди, иллюстрирующий участок транспортировки электрода устройства для получения пакетированного электрода.
[Фиг. 9] На фиг. 9 представлен вид сверху, иллюстрирующий участок транспортировки электрода устройства для получения пакетированного электрода.
[Фиг. 10] На фиг. 10 представлен схематический вид в разрезе, иллюстрирующий вращающийся участок транспортировки устройства для получения пакетированного электрода.
[Фиг. 11] На фиг. 11 представлен первый пояснительный вид, иллюстрирующий процесс ламинирования устройством для получения пакетированного электрода.
[Фиг. 12] На фиг. 12 представлен второй пояснительный вид, иллюстрирующий процесс ламинирования устройством для получения пакетированного электрода.
[Фиг. 13] На фиг. 13 представлен третий пояснительный вид, иллюстрирующий процесс ламинирования устройством для получения пакетированного электрода.
[Фиг. 14] На фиг. 14 представлен четвертый пояснительный вид, иллюстрирующий процесс ламинирования устройством для получения пакетированного электрода.
[Фиг. 15] На фиг. 15 представлен пятый пояснительный вид, иллюстрирующий процесс ламинирования устройством для получения пакетированного электрода.
[Фиг. 16] На фиг. 16 представлен шестой пояснительный вид, иллюстрирующий процесс ламинирования устройством для получения пакетированного электрода.
[Фиг. 17] На фиг. 17 представлен седьмой пояснительный вид, иллюстрирующий процесс ламинирования устройством для получения пакетированного электрода.
[Фиг. 18] На фиг. 18 представлен восьмой пояснительный вид, иллюстрирующий процесс ламинирования устройством для получения пакетированного электрода.
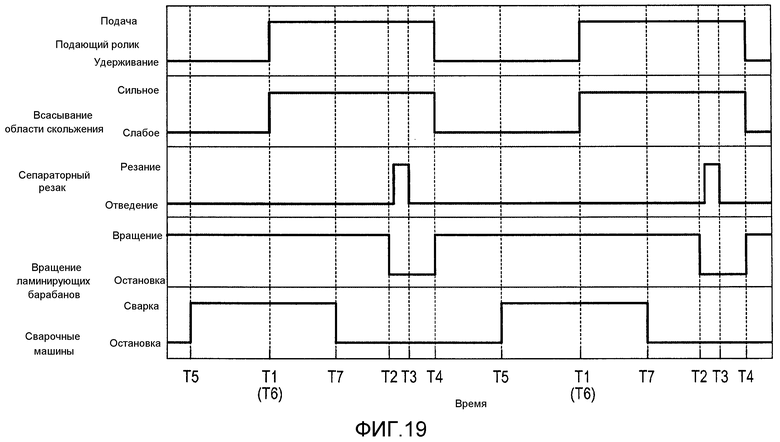
[Фиг. 19] На фиг. 19 представлена диаграмма, иллюстрирующая работу вращающегося участка транспортировки.
[Фиг. 20] На фиг. 20 представлен схематический вид в разрезе, иллюстрирующий другой пример устройства для получения пакетированного электрода.
[Фиг. 21] На фиг. 21 представлен схематический вид в разрезе, иллюстрирующий еще один пример устройства для получения пакетированного электрода.
ОПИСАНИЕ ВАРИАНТОВ РЕАЛИЗАЦИИ
[0011] Вариант реализации настоящего изобретения будет описан далее со ссылкой на сопроводительные чертежи. Кстати, соотношения размеров на чертежах преувеличены для удобства объяснения, и некоторые соотношения отличаются от фактических соотношений.
[0012] Настоящее изобретение относится к устройству для получения пакетированного электрода и способу его получения, которые предназначены для сборки вырабатывающего электроэнергию элемента аккумулятора, применяемых в части процесса производства аккумулятора. Перед описанием устройства для получения пакетированного электрода согласно одному из вариантов реализации настоящего изобретения будет приведено описание в отношении конструкции аккумулятора.
[0013] [Аккумулятор]
Сначала со ссылкой на фиг. 1 будет приведено описание по отношению к литий-ионному аккумулятору (или аккумулятору ламинированного типа), сформированному устройством получения. На фиг. 1 представлен вид в перспективе, показывающий внешний вид литий-ионного аккумулятора, на фиг. 2 представлен разборный вид в перспективе литий-ионного аккумулятора, а на фиг. 3 представлен вид сверху пакетированного положительного электрода и отрицательного электрода.
[0014] Как проиллюстрировано на фиг. 1, литий-ионный аккумулятор 10 имеет плоскую прямоугольную форму и снабжен положительным электродным выводом 11 и отрицательным электродным выводом 12, которые выведены наружу из одной и той же концевой части оболочечного материала 13. Вырабатывающий электроэнергию элемент (или элемент аккумулятора) 15, в котором происходит реакция зарядки или разрядки, размещен внутри оболочечного материала 13. Как проиллюстрировано на фиг. 2, вырабатывающий электроэнергию элемент 15 образован поочередной укладкой в стопку пакетированного положительного электрода 20 и отрицательного электрода 30.
[0015] Как проиллюстрировано в части (A) фиг. 3, пакетированный положительный электрод 20 выполнен так, что положительный электрод 22 прямоугольной формы заключен между сепараторами 40 прямоугольной формы. Положительный электрод 22 имеет слои активного материала положительного электрода, сформированные на обеих поверхностях токоотвода положительного электрода в виде сверхтонкого листа (или токосъемной фольги). Два сепаратора 40 сформированы в форме мешка, будучи соединенными вместе на своих концевых частях посредством мест 42 соединения. Каждый из сепараторов 40 имеет образованную по прямой линии сторону 44A, из которой выведен язычок 23 положительного электрода 22, и каждый дополнительно снабжен частично выступающей сцепляющей частью 43, которая сформирована на стороне 44B, противоположной стороне 44A. Сцепляющая часть 43 сцеплена с оболочечным материалом 13 внутри оболочечного материала 13, чтобы тем самым служить фиксации вырабатывающего электроэнергию элемента 15 в оболочечном материале 13. Положительный электрод 22 имеет слой 24 активного материала положительного электрода, сформированный в части, отличной от язычка 23 положительного электрода.
[0016] Как проиллюстрировано в части (B) фиг. 3, отрицательный электрод 30 выполнен прямоугольной формы и имеет слои 34 активного материала отрицательного электрода, сформированные на обеих поверхностях токоотвода отрицательного электрода в виде сверхтонкого листа (или токосъемной фольги). Отрицательный электрод 30 имеет слои 34 активного материала отрицательного электрода, сформированные в частях, отличных от язычка 33 отрицательного электрода.
[0017] Наложение отрицательного электрода 30 на пакетированный положительный электрод 20 ведет к конфигурации, проиллюстрированной на фиг. 4. Как проиллюстрировано на фиг. 4, слой 34 активного материала отрицательного электрода выполнен большего размера, чем слой 24 активного материала положительного электрода у положительного электрода 22, как видно на виде сверху.
[0018] Кстати, сам по себе способ изготовления литий-ионного аккумулятора поочередной укладкой в стопку пакетированного положительного электрода 20 и отрицательного электрода 30 представляет собой обычный способ изготовления литиевого аккумулятора и, следовательно, подробное описание такого способа пропущено.
[0019] [Устройство получения]
Далее со ссылкой на чертежи будет приведено описание по отношению к устройству для получения пакетированного электрода согласно одному варианту реализации настоящего изобретения.
[0020] Как проиллюстрировано на фиг. 5 и 6, устройство получения включает в себя участок 100 резки положительного электрода, предназначенный для вырезания положительного электрода 22 из листового материала D для положительного электрода, и участок 200 транспортировки электрода, предназначенный для транспортировки вырезанного положительного электрода 22. Кроме того, устройство ламинирования включает в себя вращающийся участок 300 транспортировки, предусмотренный на стороне ниже по ходу относительно участка 200 транспортировки электрода в направлении транспортировки, участок 400 сварки (или участок соединения), предусмотренный на обеих сторонах от вращающегося участка 300 транспортировки, и устройство 500 управления (или устройство синхронизации) для осуществления централизованного управления на всем устройстве. В варианте реализации направление, в котором транспортируют положительный электрод 22, описано как направление транспортировки X, направление, перпендикулярное поверхности положительного электрода 22, описано как вертикальное направление Z, а направление, ортогональное вертикальному направлению Z и направлению транспортировки X, описано как поперечное направление Y.
[0021] На участке 100 резки положительного электрода вырезают имеющий заданную форму положительный электрод 22 (или листовой элемент) посредством резки листового материала D для положительного электрода, скрученного в виде рулона, до заданной формы посредством вырубной штамповки или тому подобного. Здесь вырезанный положительный электрод 22 имеет прямоугольную форму и имеет язычок 23 положительного электрода.
[0022] Как проиллюстрировано на фиг. 7-9, участок 200 транспортировки электрода включает в себя транспортер 210 и присасывающий транспортировочный блок 220. Транспортер 210 транспортирует положительный электрод 22, вырезанный на участке 100 резки положительного электрода. Присасывающий транспортировочный блок 220 прилипает за счет всасывания к положительному электроду 22 на транспортере 210 и транспортирует положительный электрод 22 к вращающемуся участку 300 транспортировки (или участку транспортировки сепаратора). Над транспортером 210 предусмотрены захватывающая изображение камера 230 (или детектор положения) и осветительный блок 231.
[0023] Транспортер 210 содержит присасывающую ленту 211, выполненную с бесконечной формой и обладающую воздухопроницаемостью, и два вращающихся вала 212, расположенных блок о бок относительно направления транспортировки и выполненных с возможностью поворотно удерживать присасывающую ленту 211. Кроме того, транспортер 210 содержит генератор 213 отрицательного давления, расположенный внутри присасывающей ленты 211.
[0024] Присасывающая лента 211 имеет множество сформированных в ней отверстий 214 для всасывания воздуха. В таком случае воздух всасывается через отверстия 214 для всасывания воздуха генератором 213 отрицательного давления и, тем самым, положительный электрод 22, который является тонким, а значит, сложным в транспортировке, можно транспортировать посредством удерживания на плоской несущей поверхности 215 (или опорной поверхности) на транспортере 210. Несущая поверхность 215 присасывающей ленты 211 имеет оттенок цвета, который позволяет захватывающей изображение камере 230 легко распознавать границу между несущей поверхностью 215 и положительным электродом 22, и, в этом варианте реализации, несущая поверхность 215 имеет белый цвет.
[0025] Кстати, в этом варианте реализации транспортер 210 применяют снабженным плоской несущей поверхностью 215, на которой положительный электрод 22 может быть помещен практически в горизонтальном положении. Однако можно использовать и другие устройства при условии, что они снабжены плоской несущей поверхностью.
[0026] Как проиллюстрировано на фиг. 5 и 8, на обеих сторонах транспортера 210 предусмотрены прижимные блоки 240, которые удерживают положительный электрод 22 посредством прижимания боковых частей положительного электрода 22 на присасывающей ленте 211. Каждый из прижимных блоков 240 содержит зажимное приспособление 242, которое приводят в непосредственную близость с или перемещают от несущей поверхности 215 (или опорной поверхности) на присасывающей ленте 211 посредством каждого из исполнительных механизмов 241, управляемых устройством 500 управления. Зажимные приспособления 242 корректируют (исправляют) деформацию положительного электрода 22 посредством прижимания положительного электрода 22 к несущей поверхности 215. Положительный электрод 22, вырезанный из листового материала D, скрученного в виде рулона, в частности, склонен оставаться изогнутым и, таким образом, скручиваться. Кроме того, положительный электрод 22, отрицательный электрод 30 и сепаратор 40 каждый выполнены из материала в виде очень тонкой фольги и поэтому очень склонны деформироваться в случае батареи большого размера, в частности, такой как автомобильная батарея. Кстати, хотя присасывающая лента 211 за счет всасывания удерживает элемент в контакте с несущей поверхностью 215, присасывающая лента 211 типично не имеет достаточно большого присасывающего усилия для того, чтобы притягивать какую-то часть, которая удалена от несущей поверхности 215. Следовательно, зажимные приспособления 242 прижимают положительный электрод 22 к несущей поверхности 215, чтобы тем самым корректировать деформацию положительного электрода 22. Таким образом, захватывающая изображение камера 230 может захватывать положение положительного электрода 22 с высокой точностью, а, помимо того, то положение, где присасывающий транспортировочный блок 220 прилипает за счет всасывания, также можно задавать с высокой точностью. Как результат, повышается точность изготовления в последующем процессе.
[0027] Затем, как проиллюстрировано на фиг. 9, зажимные приспособления 242 выполнены так, чтобы быть способными прижимать части по длинному измерению вдоль соответственно двух боковых краев H2, H4 (или краев) положительного электрода 22 на присасывающей ленте 211 вдоль направления транспортировки. Таким образом, между зажимными приспособлениями 242 можно обеспечить положение на положительном электроде 22, где за счет всасывания прилипает присасывающий транспортировочный блок 220. Кроме того, зажимные приспособления 242 могут прижимать положительный электрод 22 в положении внутрь от кромок четырех боковых краев H1-H4 положительного электрода 22, или эквивалентно, в положении ближе к центру положительного электрода 22 с тем, чтобы захватывающая изображение камера 230 могла захватывать изображение четырех боковых краев H1-H4 (или краев) положительного электрода 22. Кстати, зажимные приспособления 242 сконструированы из прозрачных элементов с тем, чтобы прижатый положительный электрод 22 можно было видеть через зажимные приспособления 242 для того, чтобы захватывать его изображение. Например, в качестве прозрачного элемента можно применять акриловую смолу или стекло или тому подобное. Однако, материал для зажимных приспособлений 242 конкретно не ограничен, но может быть задан подходящим образом в соответствии с частотой осветительного блока 231 или характеристиками захвата изображения захватывающей изображение камерой 230.
[0028] Присасывающий транспортировочный блок 220 содержит тело 221 перемещаемого устройства, соединенное с устройством привода (не проиллюстрировано), и присасывающую головку 222, предусмотренную в нижней части тела 221 устройства и соединенную с источником снабжения отрицательным давлением (не проиллюстрирован), чтобы прикладывать присасывающее усилие. Присасывающая головка 222 является перемещаемой в трех измерениях в вертикальном направлении Z, направлении транспортировки X и поперечном направлении Y в соответствии с работой устройства привода, а также вращаемой параллельно горизонтальной плоскости.
[0029] Захватывающая изображение камера 230, расположенная над транспортером 210, захватывает изображение положительного электрода 22, транспортируемого транспортером 210 под облучением светом посредством осветительного блока 231, после того, как положительный электрод 22 прижат и удерживается зажимными приспособлениями 242. Захватывающая изображение камера 230 передает на устройство 500 управления сигнал, основанный на изображении положительного электрода 22, захваченном, когда положительный электрод 22 транспортирован к и затем остановлен в заданном положении. После получения заданного сигнала устройство 500 управления вычисляет из этого сигналу информацию о положении в качестве положения или состояния положительного электрода 22 и управляет движением устройства для привода присасывающего транспортировочного блока 220, основываясь на вычисленном результате информации о положении. Затем присасывающий транспортировочный блок 220 должным образом корректирует положение или ориентацию положительного электрода 22 и транспортирует положительный электрод 22 к зазору 340 (см. фиг. 5) в описываемом далее вращающемся участке 300 транспортировки.
[0030] Конкретнее, устройство 500 управления останавливает транспортер 210 в заданном положении и обнаруживает кромки боковых краевых областей E1-E4, соответствующих четырем сторонам проиллюстрированного на фиг. 9 положительного электрода 22, на изображении, захваченном захватывающей изображение камерой 230. Кромки можно обнаруживать по различию в оттенке цвета между присасывающей лентой 211 и положительным электродом 22. По обнаруженному результату устройство 500 управления вычисляет приблизительные прямые линии L1-L4 четырех сторон посредством использования способа наименьших квадратов или тому подобного. Затем устройство 500 управления вычисляет четыре угловые части K1-K4 как точки пересечения приблизительных прямых линий L1-L4 четырех сторон и вычисляет среднее значение четырех угловых частей K1-K4, чтобы тем самым задать среднее значение в качестве координат центральной точки O электрода. Между тем, координаты центральной точки О электрода представляются в качестве координат в направлении транспортировки X и поперечном направлении Y. Затем устройство 500 управления вычисляет угол θ отклонения положительного электрода 22 в горизонтальной плоскости (или опорной плоскости) из среднего значения какой-либо одной или обеих приблизительных прямых линий L2, L4 двух боковых краев H2, H4 положительного электрода 22 вдоль направления транспортировки. После этого устройство 500 управления вычисляет величину корректировки положения и отклонения положительного электрода 22 с учетом его нормального положения в горизонтальной плоскости по координатам центральной точки О электрода и углу θ отклонения. Затем устройство 500 управления управляет устройством для привода присасывающего транспортировочного блока 220 (или блоком корректировки положения) с тем, чтобы скорректировать величину корректировки. Далее, присасывающий транспортировочный блок 220 транспортирует положительный электрод 22 в зазор 340 на вращающемся участке 300 транспортировки, корректируя положение положительного электрода 22.
[0031] Кстати, в этом варианте реализации положение или состояние положительного электрода 22 распознает захватывающая изображение камера 230. Однако можно использовать и другие датчики; например, для того, чтобы распознавать положение положительного электрода 22, можно использовать контактный датчик, который обнаруживает дальний конец положительного электрода 22, или тому подобное.
[0032] Присасывающий транспортировочный блок 220 перемещает вертикально вниз и удерживает положительный электрод 22 посредством присасывающей головки 222, прилипающей к положительному электроду 22 за счет всасывания, при состоянии, в котором положительный электрод 22 транспортируют в заданное положение на транспортере 210 и зажимные приспособления 242 прижимают боковые части положительного электрода 22 для корректировки формы положительного электрода 22. Затем снимают ограничение положительного электрода 22 посредством зажимных приспособлений 242, и после этого присасывающий транспортировочный блок 220 перемещается вверх, сохраняя положительный электрод 22 практически в горизонтальном положении. После этого присасывающий транспортировочный блок 220 должным образом корректирует положение и ориентацию положительного электрода 22 в соответствии с вычисленной величиной корректировки и транспортирует положительный электрод 22 в зазор 340 на вращающемся участке 300 транспортировки.
[0033] Как проиллюстрировано на фиг. 10, вблизи зазора 340 на вращающемся участке 300 транспортировки предусмотрен блок 250 введения/поддержки, расположенный с зазором 340 в его просвете в вертикальном направлении и выполненный с возможностью содействовать введению положительного электрода 22 во вращающийся участок 300 транспортировки. Блок 250 введения/поддержки образован из множественных групп роликов и поддерживает транспортируемый присасывающим транспортировочным блоком 220 положительный электрод 22, а также доставляет положительный электрод 22 в зазор 340 на вращающемся участке 300 транспортировки.
[0034] Блок 250 введения/поддержки содержит верхний блок 251 введения/поддержки, образованный из одного ролика, и нижний блок 252 введения/поддержки, образованный из множества роликов. Верхний блок 251 введения/поддержки является подвижным в вертикальном направлении Z, и его можно перемещать вниз из его перемещенного вверх или «открытого» положения в «закрытое» положение, в котором положительный электрод 22 зажимается между верхним блоком 251 введения/поддержки и роликом нижнего блока 252 введения/поддержки на дальней стороне ниже по ходу в направлении транспортировки. Кроме того, верхний блок 251 введения/поддержки можно приводить во вращательное движение для того, чтобы доставлять зажатый положительный электрод 22 в зазор 340.
[0035] Когда положительный электрод 22 доставлен с присасывающего транспортировочного блока 220 на нижний блок 252 введения/поддержки, нижний блок 252 введения/поддержки перемещается вверх из его «открытого» положения, в котором его ролик на стороне выше по ходу в направлении транспортировки находится в перемещенном наклонно вниз положении, в его практически горизонтальное или «закрытое» положение. Тем самым, как проиллюстрировано на фиг. 14, нижний блок 252 введения/поддержки поддерживает положительный электрод 22 транспортируемым образом. Ролик нижнего блока 252 введения/поддержки на дальней стороне ниже по ходу в направлении транспортировки, спаренный с роликом верхнего блока 251 введения/поддержки, можно приводить во вращательное движение. Таким образом, ролик на дальней стороне ниже по ходу может доставлять зажатый положительный электрод 22 в зазор 340 посредством вращения с положительным электродом 22, зажатым между роликом на дальней стороне ниже по ходу и верхним блоком 251 введения/поддержки.
[0036] Следовательно, когда положительный электрод 22 транспортируется присасывающим транспортировочным блоком 220 и входит, верхний блок 251 введения/поддержки перемещается вниз для того, чтобы зажать дальний конец положительного электрода 22 между верхним блоком 251 введения/поддержки и нижним блоком 252 введения/поддержки. Кроме того, ролики нижнего блока 252 введения/поддержки перемещаются вверх до практически горизонтального положения, чтобы поддерживать положительный электрод 22 с его нижней стороны. После этого положительный электрод 22 освобождается от присасывающей головки 222 присасывающего транспортировочного блока 220, и блок 250 введения/поддержки вращается для того, чтобы последовательно доставлять положительный электрод 22 в зазор 340 на вращающемся участке 300 транспортировки.
[0037] Вращающийся участок 300 транспортировки (или участок транспортировки сепаратора) ламинирует (наслаивает) сепараторы 40 на положительный электрод 22, транспортируемый присасывающим транспортировочным блоком 220, вырезая сепараторы 40 из сепараторного материала S в виде листа. Вращающийся участок 300 транспортировки содержит пару из верхнего и нижнего ламинирующих барабанов 310, 320, выполненных с цилиндрической формой (или цилиндрических вращающихся тел).
[0038] Пара из верхнего и нижнего ламинирующих барабанов 310, 320 имеет ось вращения, ортогональную направлению транспортировки X. Кроме того, ламинирующие барабаны 310, 320 расположены параллельно друг другу, причем их соответствующие внешние периферийные поверхности 311 обращены друг к другу с заданным зазором 340 в промежутке между ними, а также имеют симметричную конструкцию по отношению к горизонтальной плоскости.
[0039] Каждый из ламинирующих барабанов 310, 320 снабжен присасывающим блоком, способным обеспечивать прилипание к сепаратору 40 за счет всасывания, который образован на внешней периферийной поверхности 311. Кроме того, каждый из ламинирующих барабанов 310, 320 имеет внутри внутренний структурный блок 330, расположенный неповоротно. Ширина ламинирующих барабанов 310, 320 (или их длина в направлении оси вращения) является такой, что оба края сепараторного материала S выступают за оба торца ламинирующих барабанов 310, 320.
[0040] Верхний и нижний ламинирующие барабаны 310, 320 расположены с зазором 340 между ними. Также в зазоре 340 ламинирующие барабаны 310, 320 вращаются вперед по ходу в направлении транспортировки X. В частности, ламинирующий барабан 310, расположенный в верхнем положении, вращается в левостороннем направлении листа, как видно на фиг. 10, чтобы тем самым транспортировать сепаратор 40, прикрепленный за счет всасывания к внешней периферийной поверхности 311, к зазору 340. Также ламинирующий барабан 320, расположенный в нижнем положении, вращается в правостороннем направлении листа, как видно на фиг. 10, чтобы тем самым транспортировать сепаратор 40, прикрепленный за счет всасывания к внешней периферийной поверхности 311, к зазору 340. Кстати, верхний и нижний ламинирующие барабаны 310, 320 приводятся в движение приводным двигателем (не проиллюстрирован), вращение которого находится под управлением устройства 500 управления.
[0041] Ламинирующие барабаны 310, 320 имеют бесчисленные вентиляционные отверстия 312, сформированные во внешних периферийных поверхностях 311. Кроме того, каждая из внешних периферийных поверхностей 311 снабжена выемками 313 (или принимающими частями), допускающими вхождение сепараторного резака 351 (или режущего ножа), предусмотренного в описываемом далее режущем блоке 350, которые сформированы частично в круговом направлении. Выемки 313 сформированы в двух местоположениях с интервалами 180° по окружности каждого из ламинирующих барабанов 310, 320. Кстати, расположение выемок 313 в этих двух местоположениях в круговом направлении служит цели вырезания двух сепараторов 40 каждый раз, когда ламинирующие барабаны 310, 320 совершают одно вращение. Однако, число выемок 313 в круговом направлении можно изменять в соответствии с числом сепараторов 40, вырезаемых за одно вращение ламинирующих барабанов 310, 320.
[0042] Также в непосредственной близости к внешней периферийной поверхности 311 вокруг периферии каждого из ламинирующих барабанов 310, 320 предусмотрен блок 360 подающих роликов (или стопорный механизм), который подает или задерживает сепараторный материал S в виде листа. Кроме того, предусмотрен режущий блок 350, который режет сепараторный материал S на внешней периферийной поверхности 311 каждого из ламинирующих барабанов 310, 320. Также предусмотрен присасывающий отрезанные куски блок 370 для сбора ненужного отрезанного куска S', полученного резанием с помощью каждого из режущих блоков 350, как проиллюстрировано на фиг. 15.
[0043] Конкретнее, блоки 360 подающих роликов малого размера, выполненных с цилиндрической формой, расположены соответственно наискось выше и наискось ниже вращающегося участка 300 транспортировки на стороне ниже по ходу в направлении транспортировки.
[0044] Каждый из блоков 360 подающих роликов снабжен парой подающих роликов 361, 362, и эти пары подающих роликов 361, 362 расположены соответственно наискось выше и наискось ниже вращающегося участка 300 транспортировки на стороне ниже по ходу в направлении транспортировки. Подающие ролики 361, 362 выполнены цилиндрической формы и располагаются с заданным зазором между ними. Каждый из блоков 360 подающих роликов зажимает непрерывный лист сепараторного материала S, транспортируемого с сепараторного рулона (не проиллюстрирован) в зазор. Затем каждый из блоков 360 подающих роликов вращается, доставляя сепараторный материал S на вращающийся участок 300 транспортировки, или останавливается, останавливая доставку и задерживая сепараторный материал S. Подающими роликами 361, 362 управляют посредством устройства 500 управления с тем, чтобы в заданное время доставлять сепараторный материал S ко вращающемуся участку 300 транспортировки.
[0045] Режущие блоки 350 снабжены соответственно сепараторными резаками 351, которые расположены соответственно выше и ниже вращающегося участка 300 транспортировки. Каждый из сепараторных резаков 351 представляет собой терморезак, который плавит сепараторный материал S, прикрепленный за счет всасывания к внешней периферийной поверхности 311 каждого из ламинирующих барабанов 310, 320, чтобы тем самым обрезать сепараторный материал S до заданной формы. В частности, сначала сепараторы 40 транспортируют прикрепленными за счет всасывания к внешним периферийным поверхностям 311 ламинирующих барабанов 310, 320 соответственно. В этот момент, когда выемки 313 ламинирующих барабанов 310, 320 двигаются к положениям, обращенным к сепараторным резакам 351, сепараторные резаки 351 получают команду от устройства 500 управления перемещаться в выемки 313 ламинирующих барабанов 310, 320. Тем самым, каждый из сепараторных резаков 351 плавит сепаратор 40, чтобы обрезать сепаратор 40 до заданной формы, как проиллюстрировано в части (A) фиг. 3. Когда сепараторы 40 непрерывно вырезают из сепараторного материала S, задний конец сепаратора 40, вырезанный раньше, задают в качестве той стороны 44B, на котором формируют сцепляющую часть 43, а передний конец сепаратора 40, вырезанный следующим, задают в качестве прямолинейной стороны 44A. Таким образом, две стороны 44A, 44B, формы которых не совпадают друг с другом, одновременно вырезают режущими блоками 350, что, в свою очередь, ведет к остаточным отрезанным кускам S'.
[0046] Как проиллюстрировано на фиг. 15, каждый из присасывающих отрезанные куски блоков 370 содержит предназначенную для резака присасывающую головку 371, которая оказывает всасывающее усилие. Затем, в тот момент, когда сепараторные резаки 351 выходят и отводятся из выемок 313 после резки сепараторного материала S, предназначенные для резака присасывающие головки 371 перемещаются в непосредственную близость к резанным частям. После этого предназначенные для резака присасывающие головки 371 удерживают за счет всасывания остаточные отрезанные куски S' сепараторов 40, вырезанных сепараторными резаками 351. Затем предназначенные для резака присасывающие головки 371 перемещаются от внешних периферийных поверхностей 311 ламинирующих барабанов 310, 320, удерживая отрезанные куски S' за счет всасывания. После этого, предназначенные для резака присасывающие головки 371 останавливают засасывание для того, чтобы освободить удерживаемые ими отрезанные куски S', и отрезанные куски S' собираются, засасываясь через всасывающие проемы 372, отдельно предусмотренные в положениях, удаленных от внешних периферийных поверхностей 311 ламинирующих барабанов 310, 320.
[0047] При этом, если сделать попытку собрать отрезанные куски S' только через всасывающие проемы 372 без использования предназначенных для резака присасывающих головок 371, отрезанные куски S' в процессе засасывания могут входить в контакт с сепараторами 40 или сепараторным материалом S, остающимся на внешних периферийных поверхностях 311. Однако, предназначенные для резака присасывающие головки 371 используются для того, чтобы временно «прилипать» за счет всасывания к отрезанным кускам S' и перемещать эти отрезанные куски S' от внешних периферийных поверхностей 311, а затем используются всасывающие проемы 372 для того, чтобы собирать отрезанные куски S' через них, тем самым позволяя собирать отрезанные куски S', при этом подавляя повреждение сепараторов 40 или сепараторного материала S, обусловленное отрезанными кусками S'.
[0048] Как проиллюстрировано на фиг. 10, внутренний структурный блок 330 предусмотрен внутри каждого из ламинирующих барабанов 310, 320. Внутренний структурный блок 330 содержит первую камеру 331 отрицательного давления, которая способна регулировать интенсивность отрицательного давления в соответствии с процессом во время работы устройства, и вторую камеру 332 отрицательного давления, в которой отрицательное давление поддерживают практически постоянным во время работы устройства, и первая камера 331 отрицательного давления и вторая камера 332 отрицательного давления выполнены неповоротными. Первая камера 331 отрицательного давления и вторая камера 332 отрицательного давления соединены с устройством 333 подачи отрицательного давления, снабженным регулирующим давление клапаном, и их внутреннее давление можно регулировать посредством устройства 500 управления, управляющего устройством 333 подачи отрицательного давления.
[0049] Первая камера 331 отрицательного давления и вторая камера 332 отрицательного давления изолированы от наружности внутренней периферийной поверхностью каждого из ламинирующих барабанов 310, 320. Следовательно, на внешних периферийных поверхностях 311 ламинирующих барабанов 310, 320 неповоротно образуются области отрицательного давления через вентиляционные отверстия 312, сформированные в ламинирующих барабанах 310, 320. Эти области не вращаются даже тогда, когда вращаются ламинирующие барабаны 310, 320. Первая камера 331 отрицательного давления образована в диапазоне от положения, соответствующего блоку 360 подающих роликов, до положения, соответствующего сепараторному резаку 351, в направлении вращения ламинирующих барабанов 310, 320. Вторая камера 332 отрицательного давления образована в диапазоне от приблизительно 180° от положения, соответствующего сепараторному резаку 351, до положения, соответствующего зазору 340, в направлении вращения ламинирующих барабанов 310, 320.
[0050] Как проиллюстрировано на фиг. 11, в соответствующем первой камере 331 отрицательного давления положении на внешней периферийной поверхности 311 каждого из ламинирующих барабанов 310, 320 образуется область A1 скольжения (или область регулировки всасывающего усилия), где регулируют и изменяют отрицательное давление. Кроме того, в соответствующем второй камере 332 отрицательного давления положении на внешней периферийной поверхности 311 образуется область A2 всасывания, где отрицательное давление остается практически постоянным для того, чтобы удерживать сепараторный материал S или вырезанный сепаратор 40 за счет всасывания. Область A2 всасывания имеет сильное всасывающее усилие и, таким образом, может удерживать сепараторный материал S или вырезанный сепаратор 40 за счет всасывающего усилия и поворачивать сепараторный материал S или вырезанный сепаратор 40 вдоль направления вращения ламинирующих барабанов 310, 320. Всасывающее усилие области A1 скольжения также можно задавать почти равным таковому у области A2 всасывания, чтобы поворачивать сепаратор 40. Кроме того, всасывающее усилие может быть снижено в области A1 скольжения, чтобы осуществлять скользящее движение сепараторного материала S на внешней периферийной поверхности 311 без поворачивания сепараторного материала S во время вращения каждого из ламинирующих барабанов 310, 320, но при этом удерживая сепараторный материал S в такой степени, что сепараторный материал S не слетает с внешней периферийной поверхности 311.
[0051] Также внутренний структурный блок 330 не снабжен ни первой камерой 331 отрицательного давления, ни второй камерой 332 отрицательного давления в диапазоне от положения, соответствующего зазору 340, до положения, соответствующего блоку 360 подающих роликов, в направлении вращения ламинирующих барабанов 310, 320. Таким образом, на внешней периферийной поверхности 311 в части, соответствующей вышеуказанному диапазону, неповоротно образуется область A3 невсасывания, где отрицательное давление не развивается, а значит, сепаратор 40 не прикрепляется за счет всасывания.
[0052] В таком случае вращающийся участок 300 транспортировки транспортирует сепараторы 40 посредством ламинирующих барабанов 310, 320, прилипающих за счет всасывания к сепараторам 40, в то же время вырезая сепараторы 40. Кроме того, вращающийся участок 300 транспортировки последовательно ламинирует сепараторы 40 на обе поверхности положительного электрода 22 со стороны ниже по ходу в направлении транспортировки X, при синхронизации скорости вращения ламинирующих барабанов 310, 320 и скорости транспортировки положительного электрода 22 участком 200 транспортировки электрода. В этот момент, как проиллюстрировано на фиг. 10, положительный электрод 22 вводится присасывающим транспортировочным блоком 220 в направлении T, идущем по касательной к ламинирующим барабанам 310, 320 цилиндрической формы.
[0053] Участок 400 сварки сваривает вместе сепараторы 40, ламинированные на обе поверхности положительного электрода 22, как проиллюстрировано на фиг. 3. Как проиллюстрировано на фиг. 10, участок 400 сварки содержит пару из верхней и нижней сварочных машин 410, 420 на обоих торцах в направлении оси вращения ламинирующих барабанов 310, 320.
[0054] Верхняя и нижняя сварочные машины 410, 420 снабжены множественными выступами 411, 421 соответственно, которые расположены вдоль направления транспортировки X на обращенных друг к другу поверхностях сварочных машин 410, 420. В таком случае сепараторы 40 можно сваривать вместе, нагревая и при этом сжимая их вместе обращенными друг к другу выступами 411, 421.
[0055] Сварочные машины 410, 420 являются подвижными в направлении транспортировки X и вертикальном направлении Z. В частности, сварочные машины 410, 420 приближаются друг к другу, перемещаясь в направлении транспортировки X с той же скоростью, что и сепараторы 40, таким образом, чтобы синхронизироваться с сепараторами 40 и положительным электродом 22, транспортируемыми в зазор 340 и ламинируемыми вместе. Затем посредством обращенных друг к другу выступов 411, 421, соединяющих ламинированные сепараторы 40 вместе, образуются места 42 соединения. После этого, когда положительный электрод 22, «упакованный» в мешок сепараторами 40 (т.е. пакетированный), транспортируются в заданное положение, сварочные машины 410, 420 перемещаются друг от друга и движутся вверх по ходу в направлении транспортировки. Затем сварочные машины 410, 420 снова приводятся в непосредственную близость друг с другом, перемещаясь в направлении транспортировки X с той же скоростью, что и сепараторы 40, тем самым сваривая другие места 42 соединения. После выполнения соединения всех мест 42 соединения, сварочные машины 410, 420 перемещаются друг от друга, чтобы освободить изготовленный пакетированный положительный электрод 20.
[0056] Кстати, соединение сепараторов 40 друг с другом не ограничено использованием вышеуказанной структуры. В частности, например, сепараторы 40 можно сваривать вместе, нагревая их между парой вращающихся нагретых роликов, или можно скреплять давлением только посредством надавливания без нагревания, или же для соединения можно также использовать клей.
[0057] Как проиллюстрировано на фиг. 6, устройство 500 управления осуществляет централизованное управление над участком 100 резки положительного электрода, захватывающей изображение камерой 230, прижимными блоками 240, транспортером 210, присасывающим транспортировочным блоком 220, блоком 250 введения/поддержки, блоками 360 подающих роликов, ламинирующими барабанами 310, 320, режущими блоками 350, присасывающими отрезанные куски блоками 370, устройством 333 подачи отрицательного давления и участком 400 сварки, которые все вместе принимают за интегральный блок. Также устройство 500 управления позволяет частям на фиг. 6 работать синхронно друг с другом. Между тем, устройство 500 управления также может осуществлять централизованное управление, включая другие устройства для изготовления аккумуляторов.
[0058] Далее со ссылкой на фиг. 11-19 будет приведено описание в отношении способа получения с использованием такого устройства для получения.
[0059] Сначала участок 100 резки положительного электрода формирует положительный электрод 22 посредством резания листового материала D для положительного электрода, скрученного в виде рулона. Вырезанный положительный электрод 22 помещают на несущую поверхность 215 транспортера 210 посредством пневматического присоса или конвейера или тому подобного (не проиллюстрировано). Также каждый из блоков 360 подающих роликов удерживает сепараторный материал S посредством зажимания непрерывного листа сепараторного материала S, транспортируемого с сепараторного рулона в зазор. Как проиллюстрировано на фиг. 11, следовательно, дальний конец сепараторного материала S находится в самой верхней части или самой нижней части вращающегося участка 300 транспортировки. Затем задают низкое отрицательное давление в первых камерах 331 отрицательного давления, и ламинирующие барабаны 310, 320 вращаются со скольжением на внутренних поверхностях сепараторного материала S без вытягивания сепараторного материала S в областях A1 скольжения на внешних периферийных поверхностях 311. Кстати, в этом варианте реализации, два сепаратора 40 вырезают каждый раз, когда ламинирующие барабаны 310, 320 совершают одно вращение и, таким образом, как проиллюстрировано штрихпунктирными линиями с двумя штрихами на фиг. 11, сепараторы 40, вырезанные ранее, уже транспортируют прикрепленными за счет всасывания к внешним периферийным поверхностям 311 ламинирующих барабанов 310, 320.
[0060] Как проиллюстрировано на фиг. 11, транспортер 210, на который помещают положительный электрод 22, транспортирует положительный электрод 22 на несущей поверхности 215 присасывающей ленты 211, с положительным электродом 22, расположенным продольно в линию в направлении транспортировки X (или расположенным так, чтобы язычок находился на стороне выше по ходу в направлении транспортировки X). В этот момент, положительный электрод 22 прикреплен за счет всасывания к присасывающей ленте 211 и, таким образом, подавлено возникновение вздутия или тому подобного. Между тем, положительный электрод 22 можно транспортировать, когда сам он расположен поперечно (или расположен так, чтобы язычок находился в поперечном направлении Y). Когда присасывающая лента 211 перемещается в заданное положение, перемещение присасывающей ленты 211 останавливается с положительным электродом 22, остающимся прикрепленным за счет всасывания к присасывающей ленте 211. Затем, как проиллюстрировано на фиг. 12, прижимные блоки 240 работают так, чтобы зажимные приспособления 242 прижимали части по длинному измерению вдоль соответственно двух боковых краев H2, H4 положительного электрода 22 (см. фиг. 8 и 9). Тем самым, корректируют деформацию положительного электрода 22, такую как скручивание. В таком случае часть положительного электрода 22, «вплывшая» с присасывающей ленты 211, становится ближе к присасывающей ленте 211 и, таким образом, положительный электрод 22 присасывается присасывающей лентой 211, чтобы тем самым плотно прилипнуть на несущей поверхности 215.
[0061] В этом положении положительного электрода 22 захватывающая изображение камера 230 захватывает изображение четырех боковых краев H1-H4 положительного электрода 22 и передает заданный сигнал на устройство 500 управления. По принимаемому сигналу устройство 500 управления вычисляет координаты центральной точки О электрода и угол θ отклонения отмеченным ранее способом и вычисляет величину корректировки положения и отклонения положительного электрода 22 с учетом его нормального положения. В частности, в момент захвата изображения, зажимные приспособления 242 прижимают положительный электрод 22 в положении внутри от кромок четырех боковых краев H1-H4 положительного электрода 22 (или в положении ближе к центру положительного электрода 22) и, таким образом, захватывающая изображение камера 230 может надежно захватывать изображение четырех боковых краев H1-H4. Также зажимные приспособления 242 выполнены из прозрачного материала, и, таким образом, даже если зажимные приспособления 242 лежат в пределах захвата изображения, положительный электрод 22 можно видеть через зажимные приспособления 242, так что можно захватывать изображение положительного электрода 22.
[0062] Затем присасывающую головку 222 прижимают к верхней поверхности положительного электрода 22 посредством перемещения вниз присасывающей головки 222 присасывающего транспортировочного блока 220, расположенного над присасывающей лентой 211. Тем самым положительный электрод 22 прикрепляют за счет всасывания к присасывающей головке 222. Кстати, положительный электрод 22 прикреплен к присасывающей ленте 211 также за счет всасывания. Однако, присасывающее усилие присасывающей головки 222 можно задавать более высоким, чем у присасывающей ленты 211, или же присасывающая лента 211 может временно останавливать засасывание с тем, чтобы положительный электрод 22 можно было отделять от присасывающей ленты 211 присасывающей головкой 222.
[0063] Затем каждый из ламинирующих барабанов 310, 320 вращают, и выемки 313 перемещаются к положению, соответствующему сепараторному резаку 351. В тот момент, когда выемки 313 перемещаются в положение под заданным углом α относительно положения сепараторного резака 351, устройство 500 управления повышает отрицательное давление в первой камере 331 отрицательного давления для того, чтобы усилить всасывающее усилие области A1 скольжения. Далее, блок 360 подающих роликов вращают для того, чтобы последовательно доставлять сепараторный материал S, зажимая сепараторный материал S между парой подающих роликов 361, 362. Тем самым начинают подачу сепараторного материала S на ламинирующие барабаны 310, 320 (см. T1 на фиг. 19). Затем сепараторный материал S прикрепляют за счет всасывания к внешней периферийной поверхности 311 каждого из ламинирующих барабанов 310, 320 в области A1 скольжения с повышенным отрицательным давлением и области A2 всасывания, и сепараторный материал S последовательно вытягивают по мере вращения каждого из ламинирующих барабанов 310, 320. Кстати, заданный угол α представляет собой угол, соответствующий длине вырезаемого листа сепаратора 40.
[0064] После этого, как проиллюстрировано на фиг. 13, присасывающий транспортировочный блок 220 перемещается вверх, поддерживая положительный электрод 22 практически в горизонтальном положении, и затем перемещается в направлении транспортировки X для того, чтобы транспортировать положительный электрод 22 к зазору 340 на вращающемся участке 300 транспортировки. В этот момент присасывающий транспортировочный блок 220 корректирует положение и ориентацию положительного электрода 22 посредством устройства 500 управления, управляющего устройством для привода присасывающего транспортировочного блока 220. В частности, присасывающий транспортировочный блок 220 корректирует положение и ориентацию положительного электрода 22 между присасыванием положительного электрода 22 и доставкой положительного электрода 22 ко вращающемуся участку 300 транспортировки. Таким образом, положение положительного электрода 22 сохраняют с высокой точностью все время, что, в свою очередь, повышает точность ламинирования в последующем процессе.
[0065] Затем, как проиллюстрировано на фиг. 14, транспортируемый присасывающим транспортировочным блоком 220 положительный электрод 22 достигает находящегося в «открытом» положении блока 250 введения/поддержки, расположенного выше по ходу от зазора 340 на вращающемся участке 300 транспортировки. Затем блок 250 введения/поддержки перемещает свой верхний блок 251 введения/поддержки вниз, чтобы зажать дальний конец положительного электрода 22 между верхним блоком 251 введения/поддержки и нижним блоком 252 введения/поддержки. Кроме того, блок 250 введения/поддержки перемещает ролики нижнего блока 252 введения/поддержки вверх до практически горизонтального или «закрытого» положения, чтобы поддерживать положительный электрод 22 с его нижней стороны. После этого, положительный электрод 22 высвобождают из присасывающей головки 222 присасывающего транспортировочного блока 220, и блок 250 введения/поддержки вращается для того, чтобы последовательно доставлять положительный электрод 22 в зазор 340 на вращающемся участке 300 транспортировки.
[0066] Также, на вращающемся участке 300 транспортировки, когда ламинирующие барабаны 310, 320 поворачиваются на угол α после начала вращения, ламинирующие барабаны 310, 320 останавливают вращение (см. T2 на фиг. 19). В этот момент сепараторный материал S вытянут на каждый из ламинирующих барабанов 310, 320 на угол α, соответствующий листу сепаратора 40. Кроме того, выемки 313 находятся обращенными к сепараторному резаку 351 режущего блока 350. Затем, по команде от устройства 500 управления, сепараторный резак 351 прижимают к сепараторному материалу S, чтобы обрезать сепараторный материал S до заданной формы и тем самым вырезать сепаратор 40. Вырезанный сепаратор 40 находится в области A2 всасывания каждого из ламинирующих барабанов 310, 320, проиллюстрированной на фиг. 11, и, таким образом, удерживается за счет всасывания на каждом из ламинирующих барабанов 310, 320.
[0067] Затем сепараторный резак 351 выходит и отводится из выемок 313 после разрезания сепараторного материала S. В тот момент, когда отводят сепараторный резак 351 (см. T3 на фиг. 19), как проиллюстрировано на фиг. 15, по команде от устройства 500 управления, предназначенную для резака присасывающую головку 371 перемещают в непосредственную близость к остаточному отрезанному куску S' для того, чтобы удерживать его за счет всасывания, а затем возвращают в ее исходное положение. После этого, предназначенная для резака присасывающая головка 371 останавливает засасывание для того, чтобы освободить удерживаемый на ней отрезанный кусок S', и этот отрезанный кусок S' собирают за счет всасывания через всасывающий проем 372, проиллюстрированный на фиг. 10.
[0068] Затем положительный электрод 22 высвобождают из присасывающей головки 222 присасывающего транспортировочного блока 220, и после этого блок 250 введения/поддержки вращается для того, чтобы последовательно доставлять положительный электрод 22 в зазор 340 между ламинирующими барабанами 310, 320. Далее, ламинирующие барабаны 310, 320 вращают снова (см. T4 на фиг. 19), и они вращаются с прикрепленными к ним за счет всасывания вырезанными сепараторами 40, транспортируя сепараторы 40 к зазору 340. Кстати, когда ламинирующие барабаны 310, 320 вращают снова, устройство 500 управления снижает отрицательное давление в первых камерах 331 отрицательного давления для того, чтобы ослабить всасывающее усилие областей A1 скольжения, а также блоки 360 подающих роликов удерживают сепараторный материал S (см. фиг. 18). Тем самым, ламинирующие барабаны 310, 320 вращаются, скользя на внутренних поверхностях сепараторных материалов S, без вытягивания сепараторов 40 в областях A1 скольжения на внешних периферийных поверхностях 311.
[0069] Когда дальние концы сепараторов 40 достигают зазора 340 на вращающемся участке 300 транспортировки, как проиллюстрировано на фиг. 16, два сепараторы 40 сначала ламинируют друг на друга, а затем сепараторы 40 ламинируют на обе поверхности дальнего конца положительного электрода 22. В этот момент, сепараторы 40 и положительный электрод 22 имеют одну и ту же скорость. Кроме того, устройство 500 управления управляет положениями транспортировки (или согласованием транспортировки по времени) и скоростями транспортировки вращающимся участком 300 транспортировки и присасывающим транспортировочным блоком 220 с тем, чтобы сепараторы 40 и положительный электрод 22 накладывались один поверх другого в предварительно заданном надлежащем положении.
[0070] Затем, по команде от устройства 500 управления, пара сварочных машин 410, 420 перемещаются в направлении транспортировки X, приближаясь друг к другу, и зажимают сепараторы 40 между собой, при этом зажимая между собой только дальние концы обоих краев сепараторов 40. Затем сепараторы 40 и положительный электрод 22, перемещая их в направлении транспортировки X, сваривают вместе выступами 411, 421 (см. T5 на фиг. 19). Сепараторы 40 перемещаются через зазор 340 и затем к областям A3 невсасывания ламинирующих барабанов 310, 320. Таким образом, сепараторы 40 сходят с внешних периферийных поверхностей 311 ламинирующих барабанов 310, 320, не подвергаясь присасывающему усилию, и последовательно транспортируются в направлении транспортировки X с заключенным между ними положительным электродом 22. Тогда сепараторы 40 уже соединены вместе на их дальних концах, а значит, сепараторы 40 не отделяются друг от друга, даже когда сепараторы 40 сходят с внешних периферийных поверхностей 311 ламинирующих барабанов 310, 320.
[0071] Также после этого блок 250 введения/поддержки транспортирует положительный электрод 22 практически в горизонтальном положении в направлении транспортировки X синхронно с ламинирующими барабанами 310, 320. Затем сепараторы 40, прикрепленные за счет всасывания к внешним периферийным поверхностям 311 ламинирующих барабанов 310, 320, последовательно ламинируют на обе поверхности положительного электрода 22 по мере вращения ламинирующих барабанов 310, 320. Кстати, в этот момент, для того чтобы вырезать следующий сепаратор 40, присасывающее усилие области A1 скольжения усиливают снова и начинают подачу сепараторного материала S блоком 360 подающих роликов (см. T6 на фиг. 19).
[0072] Затем положительный электрод 22 транспортируют в заданное положение с ламинированными на обе его поверхности сепараторами 40, и, после этого, пару сварочных машин 410, 420 перемещают друг от друга и смещают вверх по ходу в направлении транспортировки. После этого, как проиллюстрировано на фиг. 17, сварочные машины 410, 420 снова сводят друг с другом, при этом перемещая их в направлении транспортировки X, чтобы тем самым сварить другие места 42 соединения. После выполнения соединения всех мест 42 соединения на обоих краях сепараторов 40, как проиллюстрировано на фиг. 18, сварочные машины 410, 420 перемещаются друг от друга для того, чтобы освободить изготовленный пакетированный положительный электрод 20 (см. T7 на фиг. 19). После этого, другие сварочные машины (не проиллюстрированы) также соединяют места 42 соединения на сторонах 44B сепараторов 40, тем самым формируя пакетированный положительный электрод 20.
[0073] В таком случае пакетированные положительные электроды 20 можно непрерывно изготавливать посредством повторения вышеописанного процесса.
[0074] Изготовленный пакетированный положительный электрод 20 транспортируют к следующему процессу, и пакетированный положительный электрод 20 поочередно укладывают стопкой с отрицательным электродом 30, чтобы тем самым сформировать вырабатывающий электроэнергию элемент 15, и, наконец, изготавливают литий-ионный аккумулятор 10.
[0075] В этом варианте реализации сначала пару сепараторов одновременно ламинируют на обе поверхности положительного электрода 22 при транспортировании положительного электрода 22. Затем, в этом ламинированном положении, сепараторы соединяют вместе край в край и, тем самым, пакетируют положительный электрод 22 с сепараторами. Следовательно, пакетированный положительный электрод 20 можно изготавливать с высокой скоростью, а значит, можно снизить время производства аккумулятора. Кстати, используемые здесь сепараторы могут включать не только имеющий заданную форму сепаратор 40, но и сепараторный материал S.
[0076] Также устройство 500 управления (или устройство синхронизации) синхронизирует положения транспортировки (или согласование транспортировки по времени) и скорости транспортировки ламинирующих барабанов 310, 320 и участка 200 транспортировки электрода с тем, чтобы сепараторы 40 и положительный электрод 22 накладывались один поверх другого в заданном положении. Тем самым, положительный электрод 22 и сепараторы 40, при их совместном перемещении, ламинируют последовательно от стороны ниже по ходу в направлении транспортировки X, и, таким образом, пакетированный положительный электрод 20 можно получать с высокой точностью при высокой скорости.
[0077] Между тем, следует понимать, что настоящее изобретение не ограничено вышеуказанным вариантом реализации, и в него можно внести различные модификации.
[0078] На фиг. 20 проиллюстрирована модификация устройства для получения пакетированного электрода согласно варианту реализации. Устройство может быть выполнено так, как приведено ниже. В частности, как проиллюстрировано на фиг. 20, каждый из ламинирующих барабанов 310, 320 внутри снабжен камерой 334 повышенного давления, имеющей более высокое давление, чем атмосферное давление, которая служит в качестве области A4 невсасывания каждого из ламинирующих барабанов 310, 320, и через вентиляционные отверстия 312 пропускают газ (или текучую среду). Такая конфигурация делает возможным отделение сепараторов 40 от ламинирующих барабанов 310, 320 с наименьшей возможной нагрузкой, прикладываемой к сепараторам 40, в том желаемый момент времени, когда сепараторы 40 отделяют от ламинирующих барабанов 310, 320.
[0079] Также на фиг. 21 проиллюстрирована другая модификация устройства для получения пакетированного электрода согласно варианту реализации. Как проиллюстрировано на фиг. 21, каждый ламинирующий барабан может быть выполнен таким образом, чтобы ламинирующий барабан не был цилиндрическим по форме, а гибко гнущаяся присасывающая лента 380 с вентиляционными отверстиями 382 поддерживалась множеством вращающихся роликов 383. При такой конфигурации ламинирующий барабан не ограничен круглой формой в поперечном сечении, и внешняя периферийная поверхность 381 может иметь любую заданную форму, что, в свою очередь, повышает свободу проектирования. При такой конфигурации, в частности, область В между парой присасывающих лент 380, где ламинируют сепараторы 40 и положительный электрод 22, можно задавать широкой. Таким образом, сепараторы 40 и положительный электрод 22 можно зажимать и удерживать между присасывающими лентами 380 до завершения сварки сварочными машинами и, таким образом, можно улучшить точность сварки. Кстати, на фиг. 20 и 21 те же номера позиции использованы для деталей, имеющих те же функции, что и в вышеприведенном варианте реализации, и описание этих деталей пропущено.
[0080] Также в вышеописанном варианте реализации тот вид, в котором положительный электрод 22 пакетируют с сепараторами 40, был описан как пакетированный положительный электрод 20. Однако, с использованием вышеописанного устройства для получения пакетированного электрода можно пакетировать и отрицательный электрод 30.
[0081] Кроме того, в описанном выше варианте реализации дано описание в отношении случая, когда положительный электродный вывод 11 и отрицательный электродный вывод 12 выведены из одной и той же концевой части оболочечного материала 13, как проиллюстрировано на фиг. 1; однако, настоящее изобретение не ограничено этим. Положительный электродный вывод 11 и отрицательный электродный вывод 12 можно выводить, например, из противоположных концевых частей соответственно. В этом случае, для формирования вырабатывающего электроэнергию элемента 15 литий-ионного аккумулятора 10, отрицательный электрод 30 и пакетированный положительный электрод 20 ламинируют таким образом, чтобы язычок 23 положительного электрода и язычок 33 отрицательного электрода были ориентированы в противоположных направлениях.
[0082] Также, в вышеприведенном варианте реализации, заданный зазор 340 предусмотрен между парой из верхнего и нижнего ламинирующих барабанов 310, 320 на вращающемся участке 300 транспортировки. Однако, ламинирующие барабаны 310, 320 могут находиться в контакте друг с другом без зазора между ними. В этом случае предпочтительно, что или одна часть, или обе части вращающегося участка 300 транспортировки имели конструкцию, которая следует за толщинами положительного электрода 22 и сепаратора 40.
[0083] Также, хотя участок 200 транспортировки электрода транспортирует положительный электрод 22 практически в горизонтальном положении, положительный электрод 22 можно транспортировать в других ориентациях.
[0084] Также, пару ламинирующих барабанов 310, 320 можно располагать не вертикально, а в других направлениях.
[0085] Также, в вышеприведенном варианте реализации, сепараторный резак 351 разрезает непрерывный лист сепараторного материала S до заданной формы, причем сепараторный материал S прикреплен за счет всасывания к внешней периферийной поверхности 311 каждого из ламинирующих барабанов 310, 320. Однако можно транспортировать сепараторы 40, предварительно обрезанные до заданной формы, подавая на ламинирующие барабаны 310, 320 и прикрепляя к ним за счет всасывания.
[0086] Также, в вышеприведенном варианте реализации предусмотрена пара ламинирующих барабанов 310, 320 симметричной конфигурации. Однако пара ламинирующих барабанов (или участок транспортировки сепаратора) может иметь асимметричную конфигурацию; например, цилиндрический ламинирующий барабан можно использовать в качестве одного из этой пары, а в качестве другого можно использовать присасывающую ленту, имеющую какую-либо заданную форму.
[0087] Также ламинирующие барабаны 310, 320 имеют всасывающее усилие и, таким образом, даже один ламинирующий барабан функционирует в достаточной мере в случае, когда конфигурация является такой, что один сепаратор 40 ламинируют на одну поверхность положительного электрода 22 (или отрицательного электрода 30).
[0088] Также, хотя блок 250 введения/поддержки был описан как полностью образованный из роликов, блок 250 введения/поддержки можно сконструировать из других элементов, таких как плоский элемент.
[0089] Также, режущий нож, предусмотренный в режущем блоке 350, не ограничен терморезаком и может представлять собой режущий нож с физически острым лезвием. Также, хотя в качестве принимающих частей предусмотрены выемки 313, принимающие части не обязательно ограничены выемками 313.
[0090] Также, скольжение и присасывание сепараторного материала S на внешней периферийной поверхности 311 корректируют посредством регулирования отрицательного давления в области A1 скольжения каждого из ламинирующих барабанов 310, 320. Однако отрицательное давление в первой камере 331 отрицательного давления можно поддерживать практически постоянным, и можно использовать исключительно удерживающее усилие блока 360 подающих роликов для того, чтобы регулировать подачу и удерживание сепараторного материала S. Кстати, в этом случае предпочтительно, чтобы всасывающее усилие области A1 скольжения было ниже, чем всасывающее усилие области A2 всасывания.
[0091] Также, способ придания силы сцепления с ламинирующими барабанами 310, 320 (или участком транспортировки сепаратора) не ограничен способом прилипания с помощью отрицательного давления; например, для прилипания можно использовать статическое электричество.
[0092] Также, в вышеприведенном варианте реализации устройство 500 управления (или устройство синхронизации) синхронизирует участок 100 резки положительного электрода, захватывающую изображение камеру 230, прижимные блоки 240, транспортер 210, присасывающий транспортировочный блок 220, блок 250 введения/поддержки, блоки 360 подающих роликов, ламинирующие барабаны 310, 320, режущие блоки 350, присасывающие отрезанный кусок блоки 370, устройство 333 подачи отрицательного давления и участок 400 сварки. Однако, не обязательно требуется, чтобы все были синхронизированы электрически; например, некоторые из них могут быть механически связаны для синхронизации.
[0093] Также, в вышеприведенном варианте реализации места 42 соединения описаны как сформированные посредством соединения друг с другом сепараторов 40 край в край; однако, места соединения не ограничены краями, и могут представлять собой иные части, отличные от краев.
[0094] Все содержимое заявок на патент Японии №№ 2011-085741 (подана 7 апреля 2011) и 2012-067812 (подана 23 марта 2012) включено в настоящий документ по ссылке.
[0095] Несмотря на то, что содержание настоящего изобретения было описано выше со ссылкой на вариант реализации и примеры, следует понимать, что настоящее изобретение не ограничено этими описаниями, и специалистам в данной области будет очевидно, что в них можно было бы проделать различные модификации и усовершенствования.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0096] В соответствии с устройством для получения пакетированного электрода и способом его получения по настоящему изобретению, в то время как электрод транспортируют, пару сепараторов также одновременно ламинируют на обе поверхности электрода. Затем в этом ламинированном положении сепараторы соединяют вместе и тем самым электрод пакетируют с сепараторами. Следовательно, пакетированный электрод можно изготавливать с высокой скоростью, а значит, можно снизить время производства аккумулятора.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
[0097] 10 аккумулятор
20 пакетированный положительный электрод
22 положительный электрод
30 отрицательный электрод
40 сепаратор
42 место соединения
200 участок транспортировки электрода
300 вращающийся участок транспортировки
310, 320 ламинирующие барабаны (цилиндрические вращающиеся тела)
311 внешняя периферийная поверхность
400 участок сварки (участок соединения)
500 устройство управления (устройство синхронизации)
S сепараторный материал (сепаратор).
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАНСПОРТИРУЮЩЕЕ СЕПАРАТОР УСТРОЙСТВО И СПОСОБ ТРАНСПОРТИРОВКИ СЕПАРАТОРА | 2012 |
|
RU2554928C2 |
| УКЛАДЫВАЮЩЕЕ СТОПКОЙ УСТРОЙСТВО И СПОСОБ УКЛАДЫВАНИЯ СТОПКОЙ | 2012 |
|
RU2557088C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОПРЕДЕЛЕНИЯ ПОЗИЦИИ | 2012 |
|
RU2556034C2 |
| УКЛАДОЧНОЕ УСТРОЙСТВО И СПОСОБ УКЛАДКИ | 2012 |
|
RU2539264C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПАКЕТИРОВАННОГО ЭЛЕКТРОДА И СПОСОБ ПРОИЗВОДСТВА ПАКЕТИРОВАННОГО ЭЛЕКТРОДА | 2012 |
|
RU2556707C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПАКЕТИРОВАННОГО ЭЛЕКТРОДА И СПОСОБ ПРОИЗВОДСТВА ПАКЕТИРОВАННОГО ЭЛЕКТРОДА | 2012 |
|
RU2551843C1 |
| УСТРОЙСТВО ОБЕРТЫВАНИЯ ЭЛЕКТРОДНЫХ ПЛАСТИН | 2011 |
|
RU2535154C1 |
| УСТРОЙСТВО СОЕДИНЕНИЯ И СПОСОБ СОЕДИНЕНИЯ | 2012 |
|
RU2549826C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ СВАРКИ СЕПАРАТОРОВ | 2012 |
|
RU2549368C1 |
| УКЛАДЫВАЮЩЕЕ В СТОПУ УСТРОЙСТВО И СПОСОБ УКЛАДЫВАНИЯ В СТОПУ | 2012 |
|
RU2548161C1 |


















Изобретение относится к изготовлению аккумуляторов. Технический результат - увеличение скорости изготовления электродов аккумулятора. Устройство для получения пакетированного электрода по настоящему изобретению содержит: пару цилиндрических вращающихся тел, расположенных с обращенными друг к другу своими соответствующими внешними периферийными поверхностями, каждое из которых выполнено с возможностью транспортировать сепаратор за счет вращения, удерживая сепаратор на внешней периферийной поверхности; участок транспортировки электрода, выполненный с возможностью транспортировать имеющий заданную форму электрод в направлении, касательном по отношению к цилиндрическим вращающимся телам, к зазору между парой цилиндрических вращающихся тел; и участок соединения, который соединяет сепараторы вместе, с электродом, заключенным между парой сепараторов, транспортируемых парой цилиндрических вращающихся тел. Также электрод пакетируют с сепараторами посредством одновременно доставки и ламинирования пары сепараторов с вращающихся цилиндрических вращающихся тел на обе поверхности электрода, транспортируемого участком транспортировки электрода, и соединения вместе пары сепараторов, доставленных на обе поверхности электрода, посредством участка соединения. 2 н. и 2 з.п. ф-лы, 21 ил.
1. Устройство для получения пакетированного электрода, содержащее:
пару цилиндрических вращающихся тел, расположенных с обращенными друг к другу своими соответствующими внешними периферийными поверхностями, каждое из которых выполнено с возможностью транспортировать вырезанный до заданной формы сепаратор за счет вращения, удерживая сепаратор на внешней периферийной поверхности;
участок транспортировки электрода, выполненный с возможностью транспортировать имеющий заданную форму электрод в направлении, касательном по отношению к цилиндрическим вращающимся телам, к зазору между парой цилиндрических вращающихся тел; и
участок соединения, выполненный с возможностью соединять сепараторы вместе, с электродом, заключенным между парой сепараторов, транспортируемых парой цилиндрических вращающихся тел,
при этом электрод пакетируется с сепараторами посредством одновременных доставки и ламинирования пары сепараторов с цилиндрических вращающихся тел на обе поверхности электрода, транспортируемого участком транспортировки электрода, и соединения вместе пары сепараторов, доставленных на обе поверхности электрода, посредством участка соединения.
2. Устройство для получения пакетированного электрода по п.1, дополнительно содержащее устройство синхронизации,
выполненное с возможностью синхронизировать положения транспортировки и скорости транспортировки цилиндрическими вращающимися телами и участком транспортировки электрода так, чтобы сепараторы и электрод накладывались один поверх другого в заданном положении, устройство синхронизации ламинирует электрод и сепараторы последовательно от стороны ниже по ходу в направлении транспортировки, перемещая электрод и сепараторы вместе.
3. Способ получения пакетированного электрода, включающий:
транспортировку вырезанных до заданной формы сепараторов за счет вращения цилиндрических вращающихся тел, соответственно, при удерживании сепаратора на каждой из внешних периферийных поверхностей пары цилиндрических вращающихся тел, расположенных с обращенными друг к другу своими соответствующими внешними периферийными поверхностями;
транспортировку имеющего заданную форму электрода в направлении, касательном по отношению к цилиндрическим вращающимся телам, к зазору между парой цилиндрических вращающихся тел;
одновременно доставку и ламинирование пары сепараторов с цилиндрических вращающихся тел на обе поверхности электрода, транспортируемого в зазор между парой цилиндрических вращающихся тел; и
пакетирование электрода с сепараторами посредством соединения вместе пары сепараторов, доставленных на обе поверхности электрода.
4. Способ получения пакетированного электрода по п.3,
при этом электрод транспортируют к зазору между парой цилиндрических вращающихся тел на участке транспортировки электрода и положения транспортировки и скорости транспортировки цилиндрическими вращающимися телами и участком транспортировки электрода синхронизируют так, чтобы сепараторы и электрод накладывались один поверх другого в заданном положении, за счет чего электрод и сепараторы, в то время как их перемещают вместе, ламинируют последовательно от стороны ниже по ходу в направлении транспортировки.
| ЭЛЕКТРОХИМИЧЕСКИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2379670C1 |
| СБОРНЫЙ АККУМУЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2343593C2 |
| БИПОЛЯРНАЯ ЭЛЕКТРОХИМИЧЕСКАЯ БАТАРЕЯ ИЗ ПАКЕТИРОВАННЫХ ГАЛЕТНЫХ ГАЛЬВАНИЧЕСКИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2298264C2 |
| JP2007242506 A, 20.09.2007 | |||
| JP2006324095 A, 30.11.2006 | |||
| JP2002100394 A, 05.04.2002 | |||

