Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для обработки одежды паром, такому как утюг или ручной отпариватель.
Предпосылки изобретения
Устройства для обработки одежды паром, такие как паровые утюги, имеют выходные отверстия для выхода пара из утюга на обрабатываемую паром одежду. Пар направляется по паровому каналу, образованному в подошве в выходные отверстия. Струя пара, выходящая из выходных отверстий, предпочтительно имеет направление, которое, по существу, перпендикулярно к гладящей поверхности подошвы для обеспечения хороших результатов глажки.
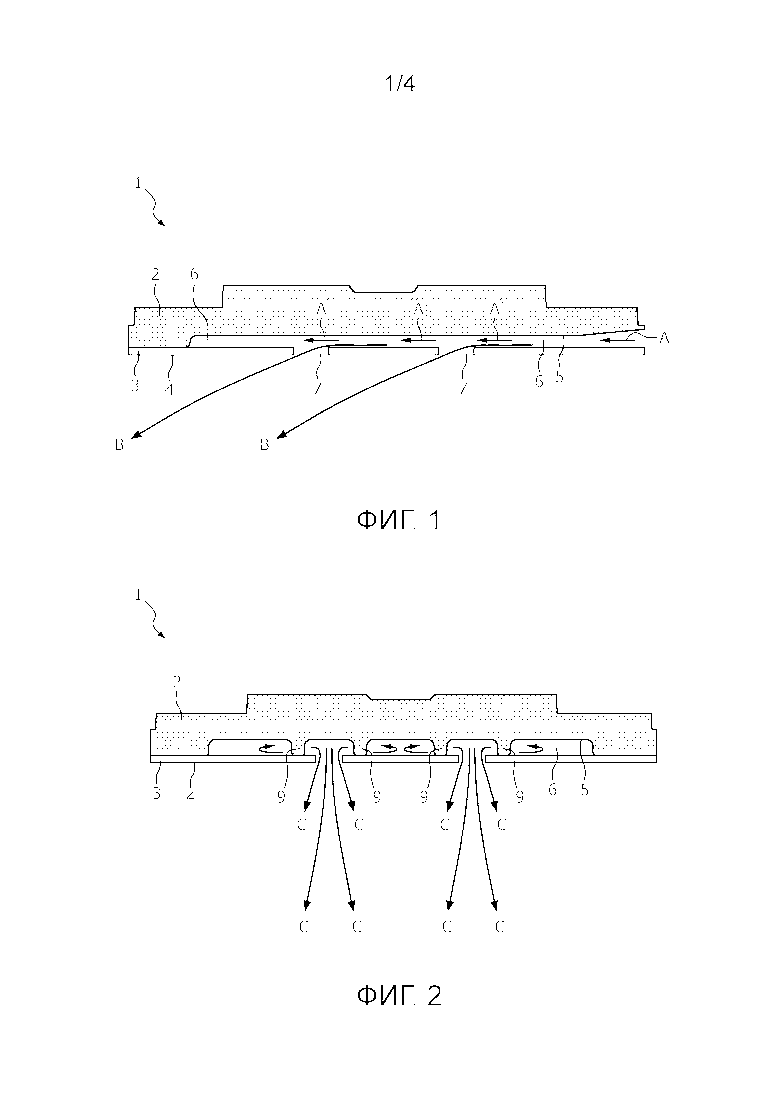
Однако, становится наиболее распространенным создание устройств для обработки паром, имеющим подошву, которая является (очень) тонкой и с малой массой. Например, на фиг.1 изображен вид в разрезе узла 1 такой тонкой подошвы, имеющий подошву 2 и гладящую пластину 3 с гладящей поверхностью 4, которую располагают на одежде, подлежащей глажке. Гладящая пластина 3 образует часть узла 1 подошвы и может быть выполнена как одно целое с подошвой 2 или отдельной и съемной с нее для простоты изготовления. Подошва 2 содержит выемку 5 на своей нижней поверхности, которая образует паровой канал 6. Пар направляется из паровой камеры (не показана) по паровому каналу 6 обычно в горизонтальном направлении, как показано стрелкой ʹAʹ. Пар перемещается по паровому каналу 6 в направлении, по существу, параллельном гладящей поверхности 4. Выходные отверстия 7 образованы в гладящей платине 3, так что пар проходит через выходные отверстия 7 и из устройства на обрабатываемую паром одежду. Выходные отверстия 7 могут иметь среднюю длину в направлении через гладящую пластину 3 менее 5 мм, и могут даже иметь длину, которая в пять раз меньше их основного размера, такого как их диаметр. Однако, когда гладящая пластина 3 является относительно тонкой, пар выходит под углом больше к горизонтальному направлению, как показано стрелкой ʹBʹ, что приводит к менее эффективной глажке. Другими словами, этот тип подошвы 2 приводит к струе пара, выпускаемой из отверстий 7 для выхода пара с существенной составляющей движения в направлении, которое соответствует его исходному направлению движения перед прохождением в выходные отверстия 7. Это заставляет пар выходить с гладящей поверхности 4, по существу, в поперечном направлении или в направлении к передней или задней части утюга.
Паровой утюг, имеющий подошву с паровыпускными отверстиями и лабиринтными каналами для подачи пара в паровыпускные отверстия, известен из EP1801281.
Цель и краткое описание настоящего изобретения
Целью настоящего изобретения является создание устройства для обработки одежды паром, которое, по существу, уменьшает или устраняет упомянутые выше проблемы.
Изобретение определено независимыми пунктами формулы изобретения. Зависимые пункты формулы изобретения определяют предпочтительные варианты осуществления.
В соответствии с настоящим изобретением, описано устройство для обработки одежды паром, содержащее паровой канал для вмещения потока пара, гладящую пластину, содержащую гладящую поверхность и противоположную верхнюю поверхность, причем паровой канал проходит по верхней поверхности гладящей пластины, так что пар в упомянутом паровом канале проходит по упомянутой верхней поверхности в направлении, по существу, параллельном гладящей поверхности, и выходное отверстие, проходящее через упомянутую гладящую пластину от упомянутой верхней поверхности к упомянутой гладящей поверхности, отличающееся тем, что паровой канал выполнен с возможностью разделения пара, проходящего по упомянутой верхней поверхности, на множество потоков, проходящих по упомянутой верхней поверхности, по существу, параллельно гладящей поверхности, причем упомянутое множество потоков сходится над упомянутым выходным отверстием из разных направлений по упомянутой верхней поверхности для регулировки направления результирующего потока пара из упомянутого выходного отверстия относительно гладящей поверхности.
Поскольку паровой канал выполнен с возможностью разделения или разбивания потока пара на разные потоки, которые сходятся на выходном отверстии из разных направлений, составляющая скорости потока в направлении перемещения пара в паровом канале значительно уменьшена перед прохождением потока через выходное отверстие и из узла подошвы. В результате, направление струи пара регулируется в предварительно заданном направлении по сравнению с гладящей поверхностью.
В предпочтительном варианте осуществления паровой канал выполнен таким образом, что направление результирующего потока пара является, по существу, перпендикулярным относительно гладящей поверхности. Это обеспечивает то, что пар, выпускаемый из узла подошвы, используется с его максимальной эффективностью.
В предпочтительных вариантах осуществления устройство включает в себя перегородку в паровом канале, которая частично окружает выходное отверстие для разделения потока пара на множество потоков.
В предпочтительном варианте осуществления перегородка может быть выполнена с возможностью отвода пара в, по меньшей мере, два отдельных потока, которые сходятся на упомянутом выходном отверстии из противоположных направлений.
Пар может быть разделен таким образом, что каждый поток содержит одно и то же количество пара или имеет одинаковую интенсивность пара. Если имеются два отдельных потока, предпочтительно, если они расположены диаметрально противоположно друг к другу так, что результирующая составляющая скорости пара, когда отдельные потоки сходятся, по существу, равна нулю. За счет выполнения перегородки таким образом, составляющая скорости потока практически или полностью компенсируется над выходным отверстием и перед прохождением через гладящую пластину.
Каждая перегородка может содержать отдельные части. Если это имеет место, каждая часть расположена на расстоянии от других частей и окружает выходное отверстие. Это направляет поток пара в область над выходным отверстием.
По меньшей мере, некоторые из упомянутых частей, образующих перегородку, являются дугообразными. Это способствует плавному потоку пара вокруг перегородок.
В некоторых вариантах осуществления может быть множество выходных отверстий, и отдельная перегородка может быть связана с каждым выходным отверстием, или перегородка может быть связана с группой выходных отверстий для максимизации потока пара по направлению к выходным отверстиям и во выходные отверстия.
В предпочтительном варианте осуществления узел подошвы содержит подошву, проходящую над гладящей пластиной. В этом случае паровой канал может быть образован в выемки в упомянутой подошве, над которой проходит гладящая пластина, и выходное отверстие образованно в гладящей пластине.
Подошва и гладящая пластина могут быть выполнены как одно целое, или могут быть отдельными элементами, закрепляемыми друг на друге для простоты изготовления и технического обслуживания.
Перегородки предпочтительно расположены в выемке между подошвой и гладящей пластиной. Они могут быть выполнены как одно целое с подошвой, гладящей пластиной, или с обеими.
Если перегородки выполнены как одно целое с подошвой, тогда предпочтительно, чтобы уплотнение было образованно между верхним концом перегородки и гладящей пластиной, к которой она проходит.
Аналогичным образом, если перегородки выполнены как одно целое с гладящей пластиной, тогда предпочтительно, чтобы уплотнение было образовано между верхним концом перегородки и подошвой, к которой она проходит. В любом случае, это обеспечивает то, что пар не может проходить через верхнюю часть перегородки, а может проходить только вокруг нее.
В предпочтительном варианте осуществления уплотнение выполнено из керамики, полимера или эластомерного материала.
Эти и другие аспекты настоящего изобретения будут понятны и объяснены со ссылкой на варианты осуществления, описанные ниже.
Краткое описание чертежей
Варианты осуществления настоящего изобретения будут описаны только в качестве примера со ссылкой на фиг.2-7 на прилагаемых чертежах, на которых:
фиг.1 - вид в разрезе сбоку узла тонкой подошвы устройства для обработки одежды паром, показывающий струи пара, выходящие из подошвы под углом;
фиг.2 вид в разрезе сбоку подошвы в соответствии с вариантом осуществления настоящего изобретения;
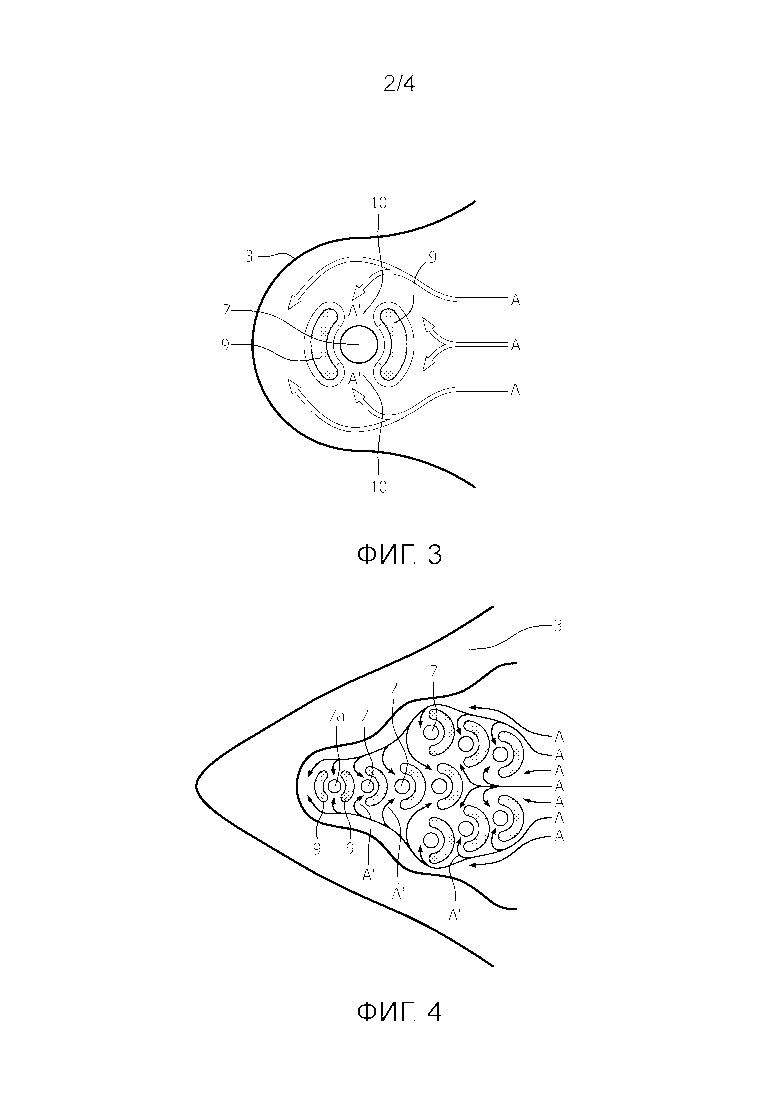
фиг.3 - вид сверху участка парового канала, показывающий выходное отверстие и перегородки, окружающие выходное отверстие, для перенаправления пара во множество потоков, которые сходятся на выходном отверстие из противоположных направлений, в соответствии с вариантом осуществления настоящего изобретения;
фиг.4 - вид сверху парового канала, показывающий множество выходных отверстий и перегородку, связанную с каждым выходным отверстием, в соответствии с вариантом осуществления настоящего изобретения;
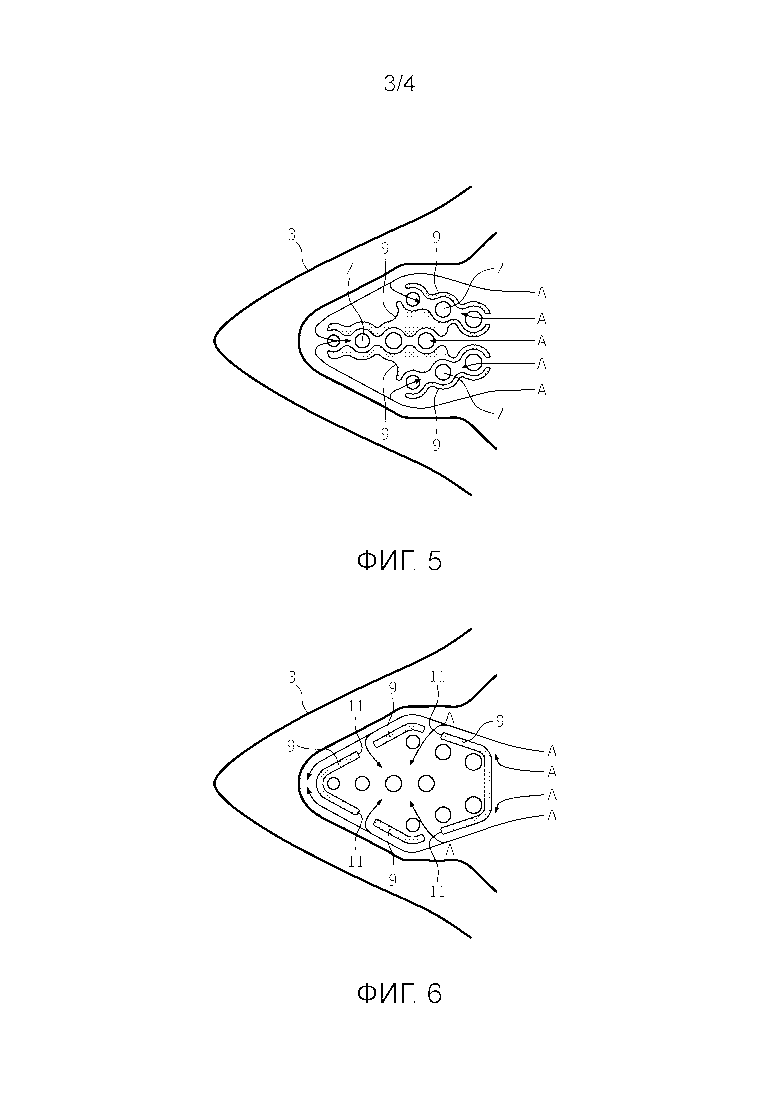
фиг.5 - вид сверху парового канала, показывающий множество выходных отверстий и перегородку, связанную с группой выходных отверстий, в соответствии с другим вариантом осуществления настоящего изобретения;
фиг.6 - вид сверху парового канала, показывающий множество выходных отверстий и перегородку, окружающую выходные отверстия, в соответствии с другим вариантом осуществления настоящего изобретения; и
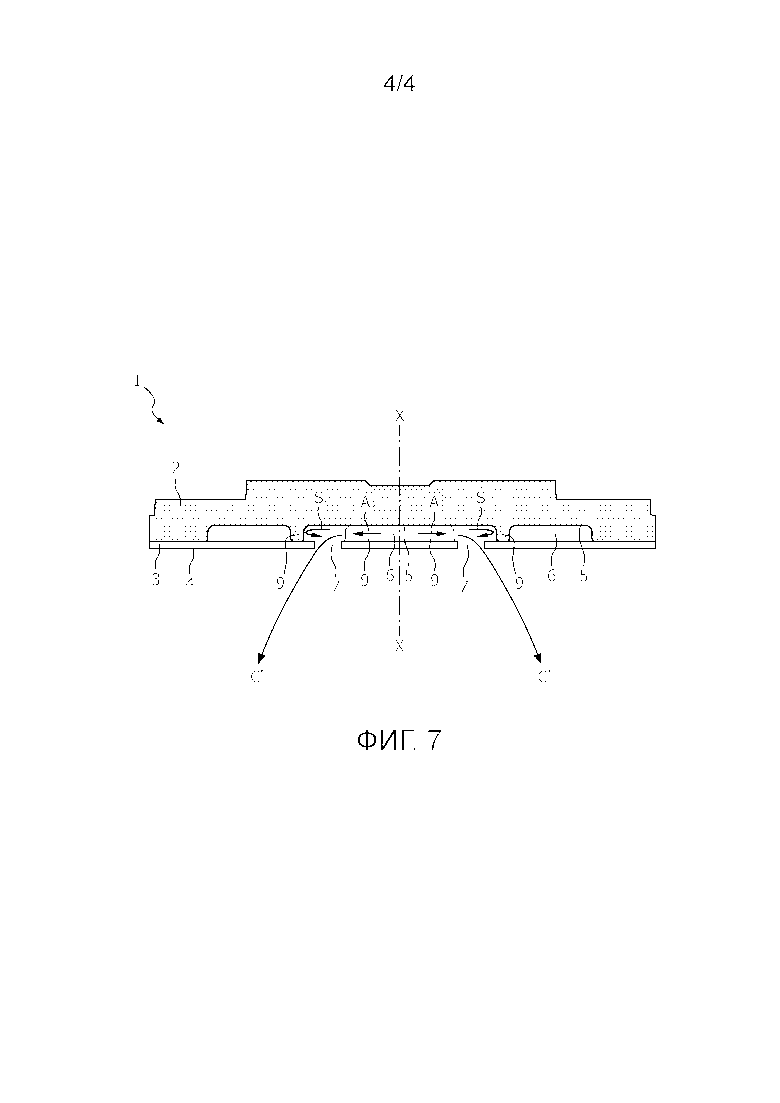
фиг.7 - вид сбоку подошвы в соответствии с другим вариантом осуществления настоящего изобретения.
Подробное описание вариантов осуществления
На рисунке 2 изображен вариант осуществления настоящего изобретения. В этом варианте осуществления, описано устройство для обработки одежды паром, имеющее узел 1 подошвы. Конструкция узла 1 подошвы на фиг.2 в соответствии с настоящим изобретением основана на конструкции узла 1 подошвы на фиг.1. Узел 1 подошвы в соответствии с настоящим изобретением содержит паровой канал 6 для вмещения потока пара, гладящую пластину 3, содержащую гладящую поверхность 4, и выходное отверстие 7, проходящее через упомянутую гладящую пластину 3 из упомянутого парового канала 6 к упомянутой гладящей поверхности 4. Паровой канал 6 выполнен с возможностью разделения потока пара на множество потоков пара, которые повторно сходятся над упомянутым выходным отверстием 7 из разных направлений для регулировки направления результирующего потока пара из упомянутого выходного отверстия 7 относительно упомянутой гладящей поверхности 4.
Направление пара, выпускаемого из узла 1 подошвы, регулируется таким образом, что пар выходит из узла 1 подошвы под предварительно заданным углом по сравнению с гладящей поверхностью 4. Предпочтительно, этот угол составляет от 60-90°. В наиболее предпочтительном варианте осуществления направление пара является перпендикулярным или, по существу, перпендикулярным (т.е. 90° +/- 20%) относительно гладящей поверхности 4, которая расположена на одежде во время глажки.
Подошва 2 содержит выемку 5 на своей нижней поверхности, которая образует паровой канал 6. Пар направляется из паровой камеры (не показана) по паровому каналу 6 в основном в горизонтальном направлении, как показано стрелкой ʹAʹ. Однако, в соответствии с вариантом осуществления настоящего изобретения в паровом канале 6 расположена перегородка 9, которая проходит по всей высоте выемки 5, так что пар, проходящий по паровому каналу 6, отводится (или разбивается) на множество потоков пара перед достижением выходных отверстий 7. Пар, проходящий по паровому каналу 6, удерживает свое горизонтальное направление потока в частях парового канала, где не расположена перегородка 9. Перегородка 9 выполнена таким образом, что пар, проходящий по множеству траекторий потока, повторно сходится или сталкивается в паровом канале над верхним концом выходного отверстия 7 из множества направлений. Это служит для уменьшения, гашения или компенсации любых горизонтальных составляющих вектора противоположных потоков пара перед прохождением пара в выходное отверстие 7, так что пар затем проходит непосредственно через выходное отверстие 7 и выходит из выходного отверстие 7 в направлении, по существу, перпендикулярном к гладящей поверхности 4 гладящей пластины 3, как показано стрелками ʹCʹ. Другими словами, перегородки 9 служат отводящими перегородками для потока пара. Как показано на фиг.2, поток пара начинает разветвляться, когда он выходит из отверстия 7 для выхода пара, и когда он сталкивается с наружным воздухом, и принимает обычно коническую форму, по существу, перпендикулярную к гладящей поверхности глажения 4.
В предпочтительном варианте осуществления, перегородки 9 выполнены таким образом, что пар достигает выходного отверстия 7 из двух или более противоположных направлений, что приводит к снижению или гашению составляющих скорости в направлениях потока пара в паровом канале 6, так что результирующая струя из отверстия 7 для выхода пара имеет составляющую скорости, по существу, перпендикулярную к гладящей поверхности 4. Горизонтальная составляющая вектора представляет собой результирующую составляющих скорости составляющих противоположных потоков пара в паровом канале 6 непосредственно перед прохождением пара в выходное отверстие 7. Если каждый из потоков пара имеет одну и ту же интенсивность, тогда сбалансированное гашение горизонтальной составляющей скорости потоков пара происходит над выходным отверстием 7. Предпочтительно, результирующая горизонтальная составляющая вектора уменьшена до нуля или до незначительного уровня, так что струя, выходящая из отверстия 7 для выхода пара, является, по существу, перпендикулярной к гладящей поверхности 4.
Со ссылкой на вариант осуществления настоящего изобретения, изображенный на фиг.3, показан вид сверху парового канала 6, в котором пар проходит в направлении ʹАʹ. Показано одно выходное отверстие 7, которое частично окружено парой дугообразных перегородок 9, которые эффективно соединяются вместе для перекрытия области, окружающей верхний конец выходного отверстия 7 кроме двух противоположных зазоров 10 между концами каждой перегородки 9, которые обеспечивает точки входа пара в указанную область над выходным отверстием 7, как показано стрелками ʹAʹ.
На фиг.4 изображен другой вариант осуществления в соответствии с настоящим изобретением. В этом варианте осуществления, единственная дугообразная перегородка 9 окружает каждое выходное отверстие 7, кроме переднего выходного отверстия 7а, которое подобно выходному отверстию, изображенному на фиг.3. Единственная перегородка 9, окружающая каждое выходное отверстие 7, расположена таким образом, что она находится между выходным отверстием 7 и направлением входящего пара, так что пар сталкивается с перегородкой 9 и направляется вокруг нее. Кроме того, это приводит к вхождению пара к выходному отверстию 7 из отдельных потоков из разных направлений. Эти потоки сталкиваются и повторно сходятся над выходным отверстием 7, приводя к уменьшению или погашению составляющих скорости в направлении потока пара в паровом канале 6.
В другом варианте осуществления настоящего изобретения, как показано на фиг.5, группа или набор выходных отверстий 7 окружены перегородкой 9. На фиг.5, каждая группа выходных отверстий 7 расположена линейно, и отверстие образовано в перегородке 9 на каждом конце, так что пар проходит в область над группой выходных отверстий 7 из противоположных направлений и из каждого конца. Перегородки 9, окружающие каждую группу выходных отверстий 7, могут иметь волнистый профиль, так что они сужаются между выходными отверстиями 7 для регулировки отдельных потоков пара.
В варианте осуществления изобретения, изображенном на фиг.6, периферийная перегородка 9 окружает выходные отверстия 7. Прерывистые зазоры 11 разделяют периферийную перегородку 9 на отдельные части, так что пар может проходить вокруг перегородки 9 и через зазоры 11 и в выходные отверстия 7.
На фиг.7 показан другой вариант осуществления настоящего изобретения. В этом варианте осуществления, перегородки 9 по-прежнему расположены в выемке 5 для направления потока пара в выходные отверстия 7, хотя целью здесь является то, что поток регулируется перегородками 9 таким образом, что составляющая скорости в горизонтальном направлении, то есть в направление, параллельном гладящей поверхности 3, по-прежнему остается, когда сходящиеся потоки сходятся над выходным отверстием 7. Это может быть достигнуто, например, посредством образования одного из противоположных зазоров 10 между частями перегородки 9 меньше остальных, так что есть больший поток через один зазор 10, чем через другой зазор. В результате, неодинаковые потоки пара или потоки с неодинаковой интенсивностью, сходятся над выходным отверстием 7, что приводит к уменьшению горизонтальной составляющей скорости в паровом канале, но не приводит к полному сбалансированному гашению горизонтальной составляющей скорости. Следовательно, струя пара будет выходить из выходных отверстий 7 в направлении, которое составляет угол, меньше 90° относительно гладящей поверхности 4, то есть под углом 60-90° относительно гладящей поверхности. За счет регулировки расстояния и размера перегородок 9, которые окружают разные выходные отверстия 7, поток пара, выходящий из выходных отверстий 7, можно регулировать таким образом, что он проходит в заданном направлении. Как показано на фигуре 7, струя ʹCʹ пара, выходящая из находящегося слева выходного отверстие 7, проходит под первым углом в диапазоне 60-90°, которая направлена в сторону от центральной линии Х-Х, и струя пара, выходящая из находящегося справа выходного отверстия 7 проходит под вторым углом 60-90°, также направлена от центральной линии X-X.
Как показано на фиг.7, большая часть пара, проходящего по паровому каналу 6, как показано стрелкой ʹAʹ, не сталкивается с перегородкой 9, а проходит непосредственно к выходному отверстию 7 и через выходное отверстие 7 в виде основного потока пара. Однако, остальная часть или вторичный поток ʹSʹ из потоков пара продолжает проходить в паровом канале 6 над выходным отверстием 7 и сталкивается с перегородкой 9, расположенной за выходным отверстием 7, так что вторичный поток ʹSʹ, изменяет направление за счет перегородки 9 перед своим прохождением через выходное отверстие 7. Так как основной поток ʹAʹ является более интенсивным, чем вторичный поток ʹSʹ, горизонтальная составляющая потока полностью не сбалансирована или не погашена, и результирующее направление потока пара из выходного отверстия 7 регулируется таким образом, что он проходит под углом приблизительно 60-90° относительно гладящей поверхности 4.
В соответствии с любым из вышеописанных вариантов осуществления настоящего изобретения перегородки 9 могут быть выполнены в виде части узла 1 подошвы и могут проходить или от подошвы 2 или гладящей пластины 3.
Предположительно, перегородки 9 могут быть отдельным элементом, который размещен в паровом канале 6 и расположен между подошвой 2 и гладящей пластиной 3. Если перегородки 9 проходят или к подошве 1 или гладящей пластине 3, может быть образовано уплотнение для обеспечения того, чтобы не было утечки пара через верхнюю часть перегородок 9. Уплотнение может быть клеевым герметиком (например, силиконовым герметиком) или эластомерной прокладкой.
Уплотнения и/или перегородки могут быть выполнены из металла, керамики, полимера или эластомерного материала.
Следует понимать, что термин «содержащий» не исключает другие элементы или этапы и что неопределенный артикль «a» или «an» не исключает множество. Один процессор может выполнять функции нескольких элементов, указанных в формуле изобретения. Сам факт того, что определенные меры перечислены во взаимозависимых зависимых пунктах формулы изобретения, не означает, что сочетание этих мер не может быть использовано для обеспечения преимущества. Любые ссылочные позиции в формуле изобретения не должны истолковываться как ограничивающие объем формулы изобретения.
Хотя формула изобретения была сформулирована в настоящей заявке для конкретных сочетаний признаков, следует понимать, что объем раскрытия настоящего изобретения также включает в себя любые новые признаки или любые новые сочетания признаков, раскрытых в данном документе, или явно или неявно, или любое их обобщение, относится или нет это к одному и тому же изобретению, как заявлено сейчас в любом пункте формулы изобретения, и уменьшает или нет любые или все одни и те же технические проблемы, как это делает основное изобретение. Заявители, таким образом, заявляют, что новая формула изобретения может быть сформулирована для таких признаков и/или сочетаний признаков во время рассмотрения настоящей заявки или любой другой заявки, полученной из нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАРОВОЕ УСТРОЙСТВО | 2015 |
|
RU2689078C2 |
| ПАРОВОЙ УТЮГ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ВМЕЩЕНИЯ КАРТРИДЖА ДЛЯ АРОМАТИЗИРУЮЩЕГО ВЕЩЕСТВА | 2016 |
|
RU2689516C2 |
| РАБОЧАЯ ЧАСТЬ ПАРОВОГО УТЮГА | 2015 |
|
RU2689064C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПАРОМ ОДЕЖДЫ | 2013 |
|
RU2655287C2 |
| СИСТЕМА ДЛЯ ПОВЫШЕНИЯ ДАВЛЕНИЯ ВОДЫ В УСТРОЙСТВЕ ДЛЯ УХОДА ЗА ОДЕЖДОЙ | 2017 |
|
RU2663395C1 |
| ГОЛОВКА ОТПАРИВАТЕЛЯ ДЛЯ ОДЕЖДЫ | 2011 |
|
RU2575422C2 |
| РАБОЧАЯ ЧАСТЬ ПАРОВОГО УТЮГА | 2015 |
|
RU2689043C2 |
| ПАРОВОЙ УТЮГ | 2014 |
|
RU2667134C2 |
| ПАРОВОЙ УТЮГ | 2015 |
|
RU2681604C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПАРОМ | 2014 |
|
RU2651482C2 |
Изобретение относится к устройству для обработки одежды паром, содержащему узел (1) подошвы, содержащий паровой канал (6) для размещения потока пара, гладящую пластину (3), имеющую гладящую поверхность (4) и противоположную верхнюю поверхность, причем паровой канал (6) проходит по верхней поверхности гладящей пластины (3), и выходное отверстие (7), проходящее через упомянутую гладящую пластину (3) от упомянутого парового канала (6) к упомянутой гладящей поверхности (4). Паровой канал (6) выполнен с возможностью разделения потока пара на множество путей потока, которые повторно сходятся над упомянутым выходным отверстием (7) из разных направлений для регулировки направления результирующего потока пара из упомянутого выходного отверстия (7) относительно упомянутой гладящей поверхности (4). 14 з.п. ф- лы, 7 ил.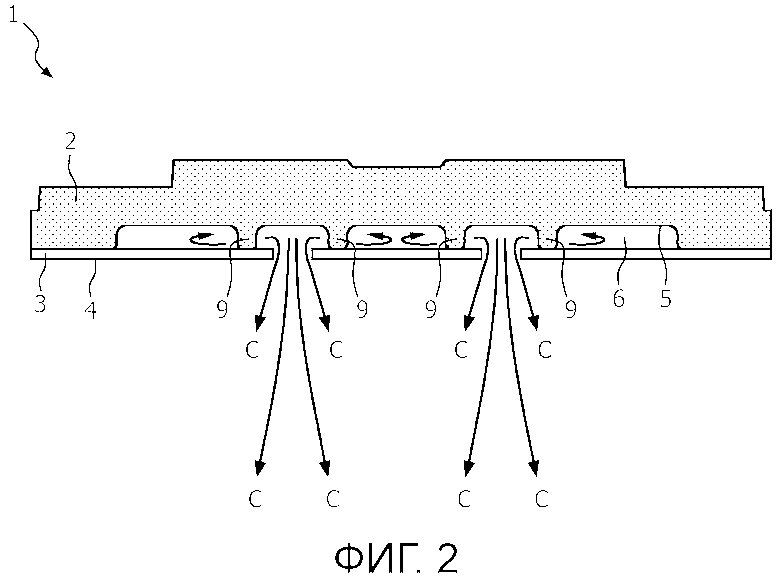
1. Устройство для обработки одежды паром, содержащее узел (1) подошвы, содержащий:
- паровой канал (6) для размещения потока пара,
- гладящую пластину (3), содержащую гладящую поверхность (4) и противоположную верхнюю поверхность,
причем паровой канал (6) проходит по верхней поверхности гладящей пластины (3) таким образом, что пар в упомянутом паровом канале (6) проходит по упомянутой верхней поверхности в направлении, по существу, параллельном гладящей поверхности (4), и
- выходное отверстие (7), проходящее через упомянутую гладящую пластину (3) от упомянутой верхней поверхности к упомянутой гладящей поверхности (4),
отличающееся тем, что паровой канал (6) выполнен с возможностью разделения пара, проходящего по упомянутой верхней поверхности в направлении, по существу, параллельном гладящей поверхности (4), на множество путей потока, проходящих по упомянутой верхней поверхности, по существу, параллельно гладящей поверхности (4), причем упомянутое множество путей потока сходится над упомянутым выходным отверстием (7) из разных направлений по упомянутой верхней поверхности для регулировки направления результирующего потока пара из упомянутого выходного отверстия (7) относительно упомянутой гладящей поверхности (4).
2. Устройство для обработки одежды паром по п.1, в котором паровой канал (6) имеет такую конфигурацию, что направление результирующего потока пара является, по существу, перпендикулярным относительно гладящей поверхности (4).
3. Устройство для обработки одежды паром по п.1 или 2, содержащее перегородку (9) в упомянутом паровом канале (6), которая частично окружает упомянутое выходное отверстие (7) для разделения потока пара на множество путей потока.
4. Устройство для обработки одежды паром по п.3, в котором упомянутая перегородка (9) выполнена с возможностью разделения потока пара на два отдельных пути потока, которые сходятся на упомянутом выходном отверстии (7) из противоположных направлений.
5. Устройство для обработки одежды паром по п.4, в котором упомянутая перегородка (9) выполнена с возможностью разделения потока пара на отдельные пути потока таким образом, что когда отдельные потоки пара сходятся, результирующая составляющая скорости пара по существу равна нулю.
6. Устройство для обработки одежды паром по любому предыдущему пункту, в котором упомянутая перегородка (9) содержит отдельные части, отстоящие друг от друга и окружающие упомянутое выходное отверстие (7).
7. Устройство для обработки одежды паром по п.6, в котором, по меньшей мере, некоторые из упомянутых частей являются дугообразными.
8. Устройство для обработки одежды паром по любому предыдущему пункту, содержащее множество выходных отверстий (7) и отдельную перегородку (9), связанную с каждым выходным отверстием (7).
9. Устройство для обработки одежды паром по любому предыдущему пункту, содержащее множество выходных отверстий (7) и перегородку (9), связанную с группой упомянутых выходных отверстий (7).
10. Устройство для обработки одежды паром по любому предыдущему пункту, в котором узел (1) подошвы содержит подошву (2), проходящую по гладящей пластине (3), и паровой канал (6) образован в выемке (5) в упомянутой подошве (2).
11. Устройство для обработки одежды паром по п.10, в котором подошва (2) и гладящая пластина (3) или выполнены как одно целое, или являются отдельными компонентами, прикрепленными друг к другу.
12. Устройство для обработки одежды паром по п.10 или 11, в котором перегородки (9) расположены в выемке (5) между подошвой (2) и гладящей пластиной (3).
13. Устройство для обработки одежды паром по п.12, в котором перегородки (9) выполнены как одно целое или с подошвой (2), или с гладящей пластиной (3).
14. Устройство для обработки одежды паром по п.13, в котором перегородки (9) выполнены как одно целое с подошвой (2), и между перегородками (9) и гладящей пластиной (3) образовано уплотнение.
15. Устройство для обработки одежды паром по п.13, в котором перегородки (9) выполнены как одно целое с гладящей пластиной (3), и между перегородками (9) и подошвой (2) образовано уплотнение.
| EP 1801281 A1, 27.06.2007 | |||
| EP 1559830 A1, 03.07.2005 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

