Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к элементу, содействующему сварке и предназначенному для укупорочного средства приспособления для открывания контейнера, в частности, для герметичного контейнера для упаковывания наливных пищевых продуктов.
Более конкретно, настоящее изобретение относится к элементу, содействующему сварке и предназначенному для укупорочного средства приспособления для открывания, предназначенного для его непосредственного наложения на листовой упаковочный материал, выполненный, в свою очередь, с возможностью фальцевания, заполнения наливным пищевым продуктом и герметизации для образования готового контейнера.
Предпосылки создания изобретения
Как известно, многие наливные пищевые продукты, такие как фруктовый сок, молоко УВТ (ультравысокотемпературной обработки), вино, томатный соус и т.д., продаются в контейнерах, изготовленных из стерилизованного листового упаковочного материала.
Типовым примером данного типа контейнеров является контейнер с формой параллелепипеда, предназначенный для жидких или наливных пищевых продуктов, известный как Tetra Brik Aseptic (зарегистрированный товарный знак), который изготавливают посредством фальцевания и сварки ламинированного полосового упаковочного материала.
Упаковочный материал имеет многослойную структуру, по существу содержащую базовый слой для обеспечения жесткости и прочности, который может включать в себя слой волокнистого материала, например, бумаги, или полипропиленового материала с минеральным наполнителем, и некоторое число слоев термосвариваемого пластика, присоединенных ламинированием, например, полиэтиленовых пленок, покрывающих обе стороны базового слоя.
В случае асептических контейнеров для продуктов длительного хранения, таких как молоко УВТ, упаковочный материал также содержит слой газонепроницаемого материала, например, алюминиевой фольги или пленки из этилвинилового спирта (EVOH), который наложен на слой термосвариваемого пластика и, в свою очередь, покрыт другим слоем термосвариваемого пластика, образующим внутреннюю поверхность контейнера, в итоге контактирующую с пищевым продуктом.
Контейнеры данного вида обычно изготавливают на полностью автоматических упаковочных машинах, в которые подают ленту упаковочного материала, которую стерилизуют на упаковочной машине, например, посредством нанесения химического стерилизующего средства, такого как раствор пероксида водорода, которое после завершения стерилизации удаляют с поверхностей упаковочного материала, например, подвергают испарению путем нагрева. Ленту упаковочного материала, стерилизованную подобным образом, удерживают затем в замкнутой стерильной среде и подвергают фальцеванию и сварке в продольном направлении для формирования вертикальной трубы.
Трубу заполняют стерилизованным или обработанным в стерильной среде, пищевым продуктом и сваривают и впоследствии разрезают вдоль равноотстоящих поперечных сечений для формирования подушкообразных пачек, которые затем подвергают механической фальцовке для образования соответствующих готовых контейнеров, например, имеющих по существу форму параллелепипеда.
В альтернативном варианте упаковочный материал может быть разрезан на заготовки, которые преобразуют в контейнеры на формообразующих валах, и контейнеры заполняют пищевым продуктом и герметично закрывают. Одним примером контейнера данного типа является контейнер с так называемым «крышеобразным верхом», известный под торговым наименованием Tetra Rex (зарегистрированный товарный знак).
Для открывания контейнеров, описанных выше, были предложены различные решения, включая приспособления для открывания, выполненные с возможностью повторного закрытия, изготовленные из пластика и по существу содержащие выливной элемент, определяющий границы сквозного выливного отверстия и установленный в отверстии в стенке контейнера.
При изготовлении приспособления для открывания отверстие выливного элемента герметично закрывают закрывающим элементом, присоединенным к выливному элементу с образованием одного целого с ним и выполненным с возможностью отсоединения от него вдоль линии разрыва. Закрывающий элемент проходит на том же уровне, что и упаковочный материал, для герметичного закрытия отверстия в стенке контейнера. На стороне, обращенной к крышке, закрывающий элемент имеет составляющее одно целое с ним, выступающее отрывное кольцо, свободный конец которого тянет пользователь для отсоединения закрывающего элемента от выливного элемента вдоль линии разрыва и открывания выливного отверстия. Более конкретно, отрывное кольцо проходит внутри выливного элемента и на заданном расстоянии от него.
Также существует возможность фиксации закрывающего элемента приспособления для открывания непосредственно на отверстии в упаковочном материале, которое образовано перед ламинированием, то есть отверстии, образованном только в базовом слое и закрытом остальными наложенными друг на друга слоями, включая слой газонепроницаемого материала.
В обоих случаях съемную, например, навинчивающуюся крышку впоследствии устанавливают на выливном элементе для закрытия последнего снаружи.
В ЕР2886479 раскрыто приспособление для открывания, имеющее закрывающий элемент, который образован как одно целое с выступающей частью, проходящей внутрь выливного элемента и приваренной к крышке. Последняя выполнена с дискообразным элементом, содействующим сварке, который приварен к выступающей части так, что при снятии крышки с выливного элемента выступающая часть и закрывающий элемент остаются присоединенными к крышке.
Элемент, содействующий сварке, должен быть жестко присоединен к крышке и к выступающей части для обеспечения возможности одноэтапного открытия приспособления для открывания, то есть для гарантирования того, что закрывающий элемент останется присоединенным к крышке посредством выступающей части при снятии крышки с выливного элемента в первый раз.
Следовательно, ощущается потребность в прочном соединении между элементом, содействующим сварке, крышкой и закрывающим элементом.
Раскрытие изобретения
Задача изобретения состоит в усовершенствовании элементов, содействующих сварке, подлежащих использованию в укупорочных средствах приспособлений для открывания, предназначенных для контейнеров.
Другая задача изобретения состоит в том, чтобы предложить элемент, содействующий сварке, который гарантирует прочное соединение между закрывающей частью приспособления для открывания и крышкой укупорочного средства приспособления для открывания.
Еще одна задача изобретения состоит в том, чтобы предложить элемент, содействующий сварке, который существенно ограничивает отсоединение крышки или даже позволяет избежать отсоединения крышки укупорочного средства приспособления для открывания от закрывающего элемента приспособления для открывания, когда приспособление для открывания открывают в первый раз.
Согласно настоящему изобретению предложен элемент, содействующий сварке, по пункту 1 формулы изобретения.
Краткое описание чертежей
Предпочтительный неограничивающий вариант осуществления настоящего изобретения будет описан в качестве примера со ссылкой на сопровождающие чертежи, в которых:
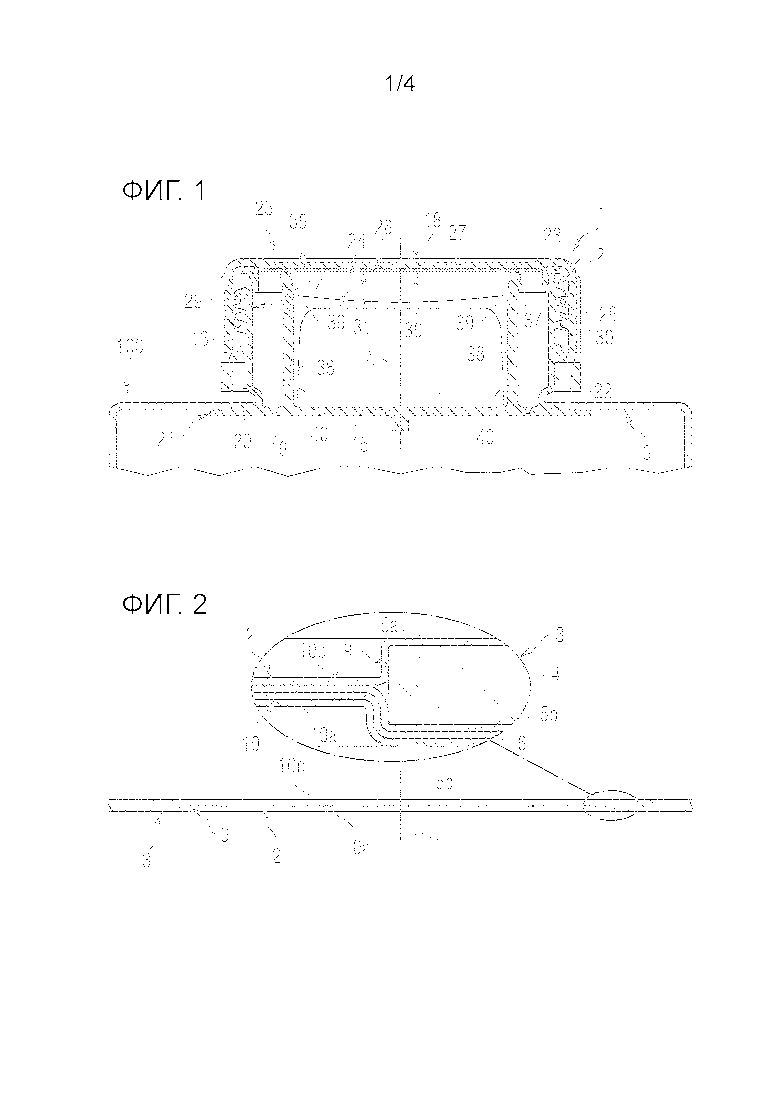
фиг.1 показывает осевое сечение приспособления для открывания, выполненного с элементом, содействующим сварке, согласно изобретению и наложенного на приемную часть листового упаковочного материала, образующего контейнер;
фиг.2 показывает выполненное в большем масштабе сечение листового упаковочного материала по фиг.1 перед наложением на него приспособления для открывания;
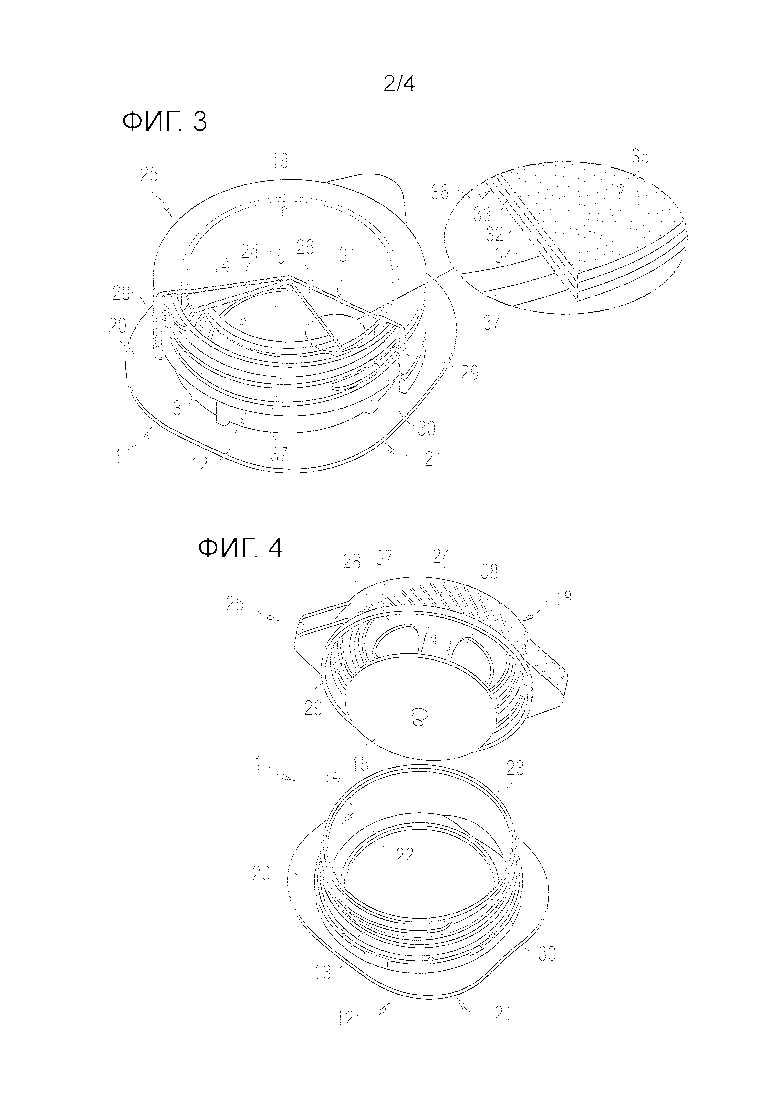
фиг.3 показывает выполненный с частичным разрезом вид в перспективе приспособления для открывания по фиг.1;
фиг.4 показывает вид в перспективе приспособления для открывания по фиг.1 в открытом состоянии;
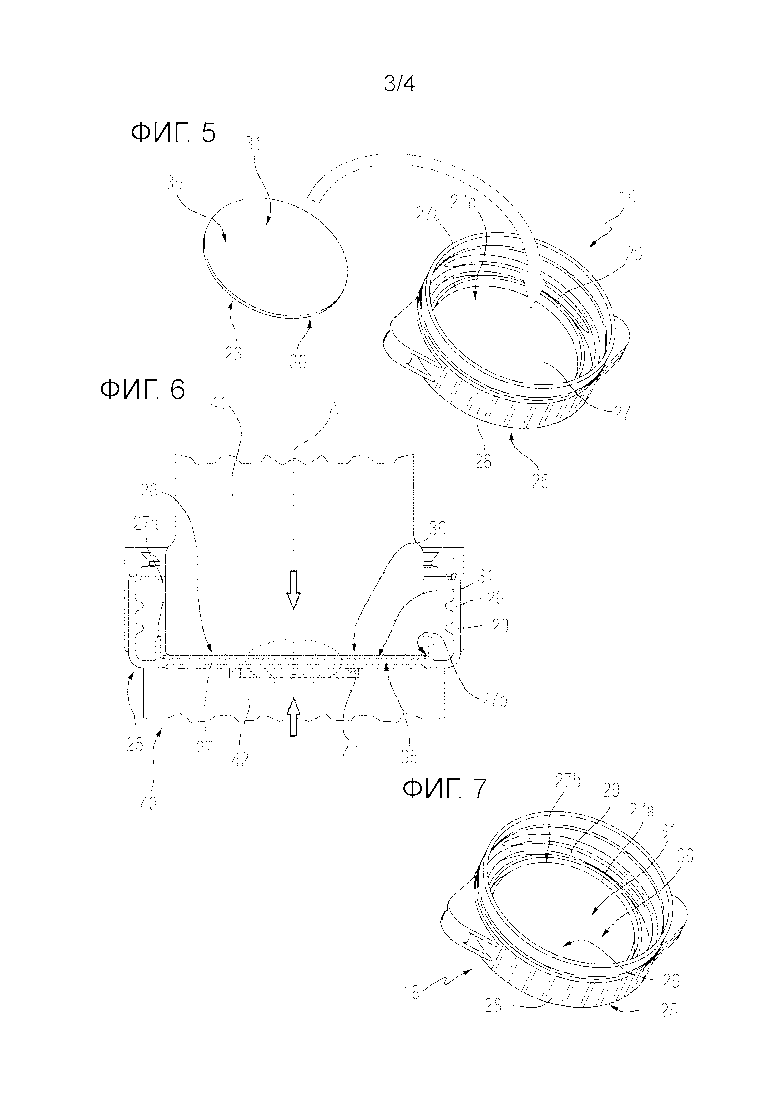
фиг.5 показывает вид в перспективе укупорочного средства приспособления для открывания по фиг.1 во время этапа изготовления укупорочного средства;
фиг.6 показывает осевое сечение укупорочного средства по фиг.5 во время другого этапа изготовления укупорочного средства;
фиг.7 показывает вид в перспективе укупорочного средства по фиг.5 после его изготовления;
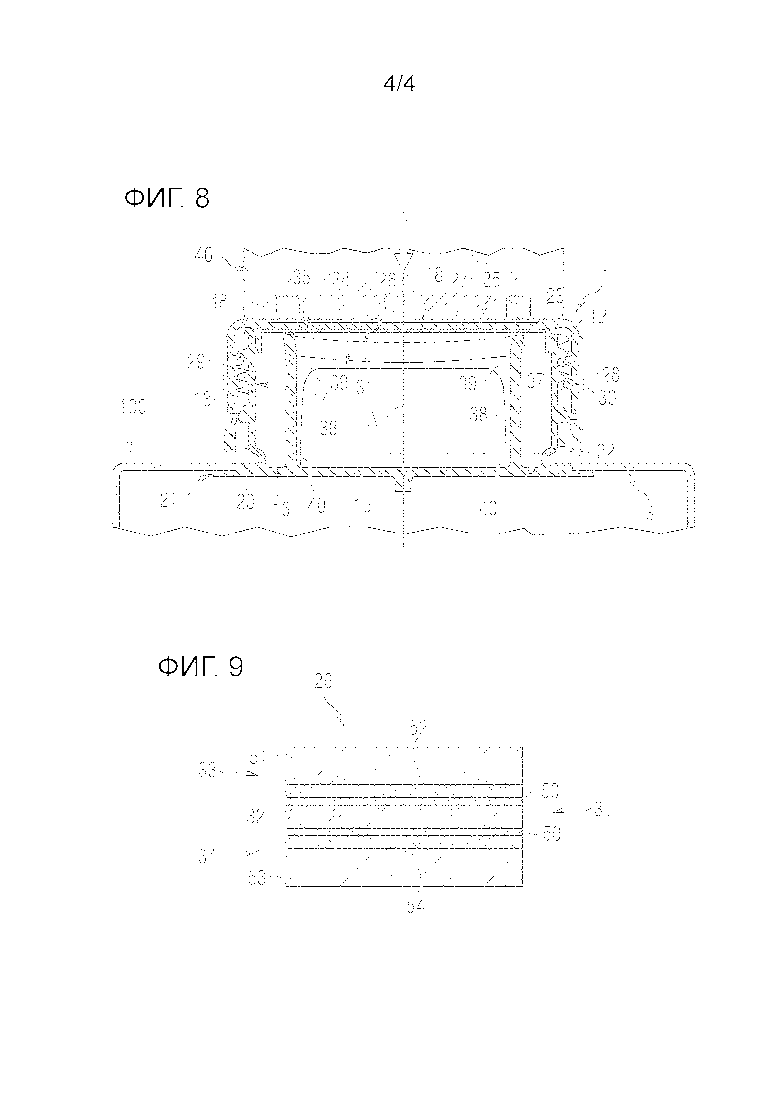
фиг.8 представляет собой осевое сечение, подобное показанному на фиг.1, и показывает контейнер, снабженный приспособлением для открывания, во время последнего этапа способа изготовления приспособления для открывания;
фиг.9 представляет собой сечение элемента, содействующего сварке, согласно изобретению.
Подробное описание предпочтительных вариантов осуществления
Ссылочная позиция 1 на фиг.1, 3, 4 и 8 обозначает в целом выполненное с возможностью повторного закрытия приспособление 1 для открывания, предназначенное для контейнера 100, в частности, герметичного контейнера для упаковывания наливных пищевых продуктов.
В примере, показанном на фиг.1 и 8, приспособление 1 для открывания наложено на приемную часть 2 (фиг.2) многослойного листового упаковочного материала 3, подвергаемого, в свою очередь, фальцеванию, заполнению наливным пищевым продуктом и сварке известным способом для формирования контейнера 100.
Как показано, в частности, на фиг.2, упаковочный материал 3 содержит базовый слой 4 для обеспечения жесткости и прочности, который может быть выполнен из волокнистого материала, например, бумаги, или из полипропиленового материала с минеральным наполнителем, и первый слой 5а термосвариваемого пластика, например, полиэтиленовой пленки, и второй слой 5b термосвариваемого пластика, например, полиэтиленовой пленки, которые покрывают обе стороны базового слоя 4.
В случае асептического контейнера для продуктов длительного хранения, таких как молоко УВТ, упаковочный материал 3 также содержит барьерный слой 6 газонепроницаемого материала, например, алюминиевой фольги или пленки из этилвинилового спирта (EVOH), который наложен на второй слой 5b термосвариваемого пластика и, в свою очередь, покрыт третьим слоем 5с термосвариваемого пластика, образующим внутреннюю поверхность контейнера, в итоге контактирующую с пищевым продуктом.
Другими словами, первый слой 5а, второй слой 5b, третий слой 5с и барьерный слой 6 образуют соответствующие слои, присоединенные ламинированием и наложенные на базовый слой 4 при изготовлении упаковочного материала 3 в виде непрерывной полосы.
В показанном примере приемная часть 2 образована так называемым отверстием, образованным перед ламинированием, то есть сквозным отверстием 9, образованным в базовом слое 4 и закрытым слоями, присоединенными ламинированием, то есть первым слоем 5а, вторым слоем 5b, третьим слоем 5с и барьерным слоем 6, так что отверстие 9 будет герметично закрыто закрывающей частью 10 листа.
В непоказанном возможном альтернативном варианте осуществления закрывающая часть 10 может быть образована даже только одним или некоторыми из слоев, присоединенных ламинированием. Например, закрывающая часть 10 может быть образована только из газонепроницаемого материала.
В другом непоказанном возможном альтернативном варианте осуществления закрывающая часть 10 может быть образована накладкой, прикрепленной к остальной части упаковочного материала 3 для герметичного закрытия отверстия, образованного в данном случае как проходящее через всю толщину подобного упаковочного материала 3.
В дополнительном непоказанном альтернативном варианте осуществления приемная часть 2 может быть просто сформирована посредством отверстия, которое образовано так, что оно проходит через всю толщину упаковочного материала 3, и которое предназначено для его герметичного закрытия приспособлением 1 для открывания.
Как показано на фиг.1, 3, 4 и 8, приспособление 1 для открывания имеет ось А, которая при использовании по существу перпендикулярна к приемной части 2 упаковочного материала 3.
Приспособление 1 для открывания по существу содержит:
- выливной элемент 12, прикрепленный к упаковочному материалу 3 в отверстии 9 и имеющий цилиндрическую трубчатую горловину 13 с осью А, определяющую границы выливного отверстия 14, посредством которого при использовании выливают содержимое контейнера 100;
- закрывающий элемент 15, закрывающий или герметично закрывающий выливное отверстие 14 и присоединенный к выливному элементу 12 с образованием одного целого с ним посредством кольцевой мембраны 16, имеющей меньшее сечение и выполненной с возможностью ее легкого разрыва при использовании; и
- укупорочное средство 18, установленное на горловине 13 выливного элемента 12 с возможностью съема и предназначенное для закрытия или герметичного закрытия выливного отверстия 14 в его зоне, отличающейся от зоны, закрытой закрывающим элементом 15.
Кольцевая мембрана 16 образует линию разрыва, вдоль которой при использовании закрывающий элемент 15 отсоединяют от выливного элемента 12.
В одном варианте осуществления настоящего изобретения выливной элемент 12 и закрывающий элемент 15 сформированы как одно целое на приемной части 2 упаковочного материала 3, в то время как укупорочное средство 18 образовано отдельно от выливного элемента 12 и закрывающего элемента 15 и впоследствии установлено на выливном элементе 12.
В варианте осуществления, раскрытом на фиг.1-4 и 8, выливной элемент 12 и закрывающий элемент 15 получены формованием расплавленного пластика - в частности, посредством операции литьевого прессования - на упаковочном материале 3 перед его преобразованием в контейнер 100.
Более конкретно, пластик, предназначенный для формирования выливного элемента 12 и закрывающего элемента 15, вводят под давлением в расплавленном состоянии на первую сторону 10а - то есть сторону, которая в итоге будет обращена внутрь готового контейнера, - закрывающей части 10, размещенной известным образом в устройстве для формования (само по себе известном и не показанном). В частности, расплавленный пластик покрывает первую сторону 10а закрывающей части 10 до ее кольцевой периферийной зоны для формирования таким способом закрывающего элемента 15, прикрепленного непосредственно к закрывающей части 10. Затем на расплавленный пластик давят так, чтобы проткнуть закрывающую часть 10 в такой кольцевой периферийной зоне для образования выливного элемента 12, выступающего от второй стороны 10b закрывающей части 10. Вторая сторона 10b противоположна первой стороне 10а. Вторая сторона 10b представляет собой сторону, которая в итоге будет обращена наружу на готовом контейнере 100.
Выливной элемент 12 прикреплен к закрывающему элементу 15 посредством кольцевой мембраны 16 с меньшим сечением, которая, в свою очередь, выполнена с возможностью ее разрыва пользователем для открывания контейнера 100.
Таким образом, материал, в котором отверстие образовано перед ламинированием, сначала протыкают насквозь и затем снова герметично закрывают пластиком, образующим выливной элемент 12.
На практике горловина 13 выливного элемента 12 проходит через закрывающую часть 10 как следствие ее «протыкания» так, чтобы горловина 13 была расположена как с первой стороны 10а, так и со второй стороны 10b закрывающей части 10.
Закрывающий элемент 15 и часть 10, закрывающая отверстие 9, вместе образуют герметизирующую часть, герметично закрывающую выливное отверстие 14 выливного элемента 12. Закрывающий элемент 15 по существу имеет форму конфетти.
В соответствии с возможным непоказанным альтернативным вариантом пластик, предназначенный для формирования выливного элемента 12 и закрывающего элемента 15, также может быть непосредственно введен под давлением в расплавленном состоянии через отверстие упаковочного материала 3 так, что подобное отверстие будет затем полностью герметично закрыто только закрывающим элементом 15.
Как показано, в частности, на фиг.1, 3, 4 и 8, выливной элемент 12 дополнительно содержит кольцевой фланец 20, прикрепленный к упаковочному материалу 3 на крае отверстия 9. Горловина 13 выступает в аксиальном направлении от кольцевой зоны фланца 20 и образует одно целое с кольцевой зоной фланца 20, расположенной в радиальном направлении между наружным краем 21 фланца 20 и кольцевой мембраной 16.
На практике закрывающий элемент 15 образует продолжение фланца 20 внутри выливного элемента 12 и закрывает или герметично закрывает первый определяемый в аксиальном направлении конец 22 выливного элемента 12; укупорочное средство 18 герметично по-другому закрывает второй определяемый в аксиальном направлении конец 23 выливного элемента 12, противоположный первому концу 22, определяемому в аксиальном направлении, даже после удаления закрывающего элемента 15 и закрывающей части 10 при использовании.
Закрывающий элемент 15 предпочтительно сформирован как одно целое с выступающей частью 24, проходящей через выливное отверстие 14 и приваренной к укупорочному средству 18 вдали от закрывающего элемента 15. Другими словами, выступающая часть 24 приварена к укупорочному средству 18 на заданном, ненулевом расстоянии вдоль оси от закрывающего элемента 15.
Как показано на фиг.1 и 3-8, укупорочное средство 18 по существу содержит крышку 25 и дискообразный элемент 26, содействующий сварке и предназначенный для присоединения крышки 25 к выступающей части 24.
В частности, крышка 25 содержит дискообразную торцевую стенку 27, закрывающую выливное отверстие 14 выливного элемента 12 на его втором конце 23, и цилиндрическую боковую стенку 28, взаимодействующую с наружной поверхностью горловины 13 выливного элемента 12.
В показанном примере крышка 25 представляет собой крышку навинчивающегося типа, и боковая стенка 28 имеет внутреннюю резьбу 29, которая контактно взаимодействует с соответствующей наружной резьбой 30 на горловине 13 выливного элемента 12.
Крышка 25 дополнительно содержит образующее одно целое с ней, кольцевое ребро 27а, выступающее в аксиальном направлении от торцевой стенки 27 внутрь крышки 25 и образующее гнездо 27b для приема элемента 26, содействующего сварке.
Как показано на фиг.1 и 3, элемент 26, содействующий сварке, образован многослойным листовым элементом 31, отдельным от крышки 18 и постоянно присоединенным к крышке 25.
Листовой элемент 31 содержит слой 32 электропроводящего материала, например, алюминиевой фольги, и первый слой 33 термосвариваемого пластика и второй слой 34 термосвариваемого пластика, которые покрывают обе стороны слоя 32. Первый слой 33 образует первую поверхность 35 листового элемента 31, и второй слой 34 образует вторую поверхность 36 листового элемента 31, противоположную первой поверхности 35.
В показанном варианте осуществления первая поверхность 35 листового элемента 31 выполнена с возможностью ее приваривания к торцевой стенке 27 под действием тепла, выделяющегося за счет индуцирования электрического тока в слое 32. Аналогичным образом, поверхность 36 листового элемента 31 выполнена с возможностью ее приваривания к выступающей части 24 под действием тепла, выделяющегося за счет индуцирования электрического тока в слое 32.
Как показано на фиг.1, 3 и 4, выступающая часть 24 содержит кольцевой элемент 37, приваренный ко второй поверхности 36 листового элемента 31, и две ножки 38, соединяющие кольцевой элемент 37 с закрывающим элементом 15 с образованием одного целого. В частности, ножки 38 имеют первые концы 39, соединенные с образованием одного целого с соответствующими частями кольцевого элемента 37, диаметрально противоположными относительно оси А, и вторые концы 40, присоединенные к закрывающему элементу 15 с образованием одного целого с ним.
В качестве возможного непоказанного альтернативного варианта ножки 38 могут также не быть диаметрально противоположными друг другу.
В качестве дополнительного возможного непоказанного альтернативного варианта выступающая часть 24 может содержать более двух ножек 38, расположенных на угловом расстоянии друг от друга.
На фиг.9 более подробно показано то, что элемент 26, содействующий сварке, содержит листовой элемент 31, и листовой элемент 31 содержит слой 32 электропроводящего материала, первый слой 33 термосвариваемого пластика и второй слой 34 термосвариваемого пластика, которые расположены с противоположных сторон слоя 32.
Слой 32 имеет толщину, принадлежащую диапазону 5-15 мкм.
Каждый из первого слоя 33 и второго слоя 34 имеет толщину, принадлежащую диапазону 10-50 мкм.
В одном варианте осуществления каждый из первого слоя 33 и второго слоя 34 имеет толщину, принадлежащую диапазону 15-30 мкм.
В одном варианте осуществления первый слой 33 и второй слой 34 выполнены из термосвариваемого пластика, выбранного из группы, содержащей: материал на основе полиэтилена, материал на основе полипропилена.
В одном варианте осуществления первый слой 33 и второй слой выполнены из одинакового материала, то есть они оба выполнены из материала на основе полиэтилена или оба выполнены из материала на основе полипропилена.
В одном варианте осуществления адгезив 50 размещен между слоем 32 и первым слоем 33 и между слоем 32 и вторым слоем 34 для увеличения адгезии соответственно между слоем 32 и первым слоем 33 и между слоем 32 и вторым слоем 34.
В одном варианте осуществления адгезив представляет собой адгезив на основе полиуретана.
В одном варианте осуществления первый слой 33 содержит элемент 51 первого слоя и дополнительный элемент 52 первого слоя.
Дополнительный элемент 52 первого слоя расположен между элементом 51 первого слоя и слоем 32.
Элемент 51 первого слоя образует первую поверхность 35.
Элемент 51 первого слоя имеет толщину, находящуюся в диапазоне 5-40 мкм.
Дополнительный элемент 52 первого слоя имеет толщину, находящуюся в диапазоне 5-10 мкм.
В одном варианте осуществления элемент 51 первого слоя имеет толщину, находящуюся в диапазоне 10-20 мкм.
В одном варианте осуществления элемент 51 первого слоя выполнен из полиэтилена низкой плотности (LDPE).
В одном варианте осуществления дополнительный элемент 52 первого слоя выполнен из линейного полиэтилена низкой плотности (LLDPE).
В одном варианте осуществления второй слой 34 содержит элемент 53 второго слоя и дополнительный элемент 54 второго слоя.
Дополнительный элемент 54 второго слоя расположен между элементом 53 второго слоя и слоем 32.
Элемент 53 второго слоя образует вторую поверхность 36.
Элемент 53 второго слоя имеет толщину, находящуюся в диапазоне 5-40 мкм.
Дополнительный элемент 54 второго слоя имеет толщину, находящуюся в диапазоне 5-10 мкм.
В одном варианте осуществления элемент 53 второго слоя имеет толщину, находящуюся в диапазоне 10-20 мкм.
В одном варианте осуществления элемент 53 второго слоя выполнен из полиэтилена низкой плотности (LDPE).
В одном варианте осуществления дополнительный элемент 54 второго слоя выполнен из линейного полиэтилена низкой плотности (LLDPE).
В одном варианте осуществления слой 32 имеет толщину 12 мкм, элемент 51 первого слоя имеет толщину 18 мкм, дополнительный элемент 52 первого слоя имеет толщину 7 мкм, элемент 53 второго слоя имеет толщину 18 мкм, и дополнительный элемент второго слоя имеет толщину 7 мкм.
В одном варианте осуществления листовой элемент 31 элемента 26, содействующего сварке, имеет структуру, которая симметрична относительно слоя 32, другими словами, первый слой 33 имеет такую же толщину, как второй слой 34.
В одном варианте осуществления элемент 51 первого слоя и элемент 53 второго слоя имеют одинаковую толщину. Кроме того, дополнительный элемент 52 первого слоя и дополнительный элемент 54 второго слоя имеют одинаковую толщину.
Листовой элемент 31 элемента 26, содействующего сварке, имеет структуру, которая симметрична относительно слоя 32 также вследствие того, что первый слой 33 выполнен из такого же термосвариваемого пластика, что и второй слой 34.
В одном варианте осуществления элемент 51 первого слоя выполнен из такого же термосвариваемого пластика, что и элемент 52 второго слоя. Кроме того, дополнительный элемент 53 первого слоя выполнен из такого же термосвариваемого пластика, что и дополнительный элемент 54 второго слоя.
В одном варианте осуществления слой 32 является рельефным, другими словами, слой 32 - и, следовательно, элемент 26, содействующий сварке, - содержит множество полостей на одной стороне листового элемента 31 и соответствующее множество выступов на противоположной стороне листового элемента 31.
Приспособление 1 для открывания изготавливают следующим образом.
Прежде всего выливной элемент 12 и закрывающий элемент 15 получают литьевым прессованием как одно целое на приемной части 2 упаковочного материала 3.
В частности, упаковочный материал 3 размещают так, чтобы приемная часть 2 находилась внутри устройства для формования; на этой стадии расплавленный пластик вводят под давлением на первую сторону 10а закрывающей части 10, и расплавленный пластик течет вдоль первой стороны 10а до ее кольцевой периферийной зоны для формирования таким способом закрывающего элемента 15, прикрепленного непосредственно к закрывающей части 10. Затем на расплавленный пластик давят так, чтобы проткнуть закрывающую часть 10 в такой кольцевой периферийной зоне для формирования выливного элемента 12, выступающего от второй стороны 10b закрывающей части 10 и прикрепленного к закрывающему элементу 15 посредством кольцевой мембраны 16. На практике материал, образующий закрывающую часть 10, сначала протыкают насквозь и затем снова герметично закрывают пластиком, образующим выливной элемент 12.
На этой стадии упаковочный материал 3 стерилизуют и затем фальцуют, заполняют наливным пищевым продуктом и сваривают известным способом для получения контейнера 100.
Укупорочное средство 18 изготавливают отдельно от выливного элемента 12 и закрывающего элемента 15 и затем устанавливают на выливном элементе 12.
В частности, после формирования крышки 25 и листового элемента 31 последний вставляют в гнездо 27b крышки 25 при поверхности 35, находящейся в контакте с торцевой стенкой 27. Комплект, сформированный таким образом, вставляют после этого между прижимным элементом 41 и электрическим индукционным генерирующим элементом 42 устройства 43 для сварки посредством индукционного нагрева. Более конкретно, в примере, показанном на фиг.6, прижимной элемент 41 также входит в контактное взаимодействие с гнездом 27b крышки 25 и взаимодействует с поверхностью 36 листового элемента 31.
Электрический индукционный генерирующий элемент 42 содержит катушку 44 и взаимодействует с наружной поверхностью торцевой стенки 27 крышки 25, противоположной по отношению к той поверхности торцевой стенки 27, которая взаимодействует с листовым элементом 31.
При включении катушки 44 электрический ток индуцируется в слое 32 электропроводящего материала листового элемента 31, следствием чего является выделение локализованного тепла, обеспечивающего приваривание поверхности 35 термосвариваемого пластика к торцевой стенке 27 крышки 25.
Укупорочное средство 18 затем устанавливают на выливном элементе 12 контейнера 100 при контактном взаимодействии внутренней резьбы 29 и наружной резьбы 30.
На этой стадии контейнер 100 с приспособлением 1 для открывания взаимодействует с электрическим индукционным генерирующим элементом 46 (см. фиг.8). Более конкретно, электрический индукционный генерирующий элемент 46 аналогичен электрическому индукционному генерирующему элементу 42 и содержит катушку 48.
Электрический индукционный генерирующий элемент 46 взаимодействует с наружной поверхностью торцевой стенки 27 крышки 25, противоположной по отношению к той поверхности торцевой стенки 27, которая взаимодействует с листовым элементом 31.
При включении катушки 48 электрический ток индуцируется в слое 32 электропроводящего материала листового элемента 31, следствием чего является выделение локализованного тепла, обеспечивающего приваривание поверхности 36 термосвариваемого пластика к кольцевому элементу 37 выступающей части 24.
Данную операцию сварки за счет индукционного нагрева выполняют на ненулевом и определяемом вдоль оси А расстоянии от закрывающего элемента 15 и, следовательно, от соседнего упаковочного материала 3 без какого-либо риска его повреждения.
В соответствии с возможным непоказанным альтернативным вариантом укупорочное средство 18 может быть установлено на выливном элементе 12 и приварено к выступающей части 24 закрывающего элемента 15 посредством операции сварки за счет индукционного нагрева, выполняемой непосредственно на упаковочном материале 3 в виде ленты, то есть перед преобразованием такого упаковочного материала 3 в готовый контейнер 100.
При фактическом использовании первое открывание контейнера осуществляют путем вращения крышки 25 относительно выливного элемента 12 вокруг оси А. В начале вращения, сообщаемого крышке 25 пользователем, ножки 38 изгибаются в направлении вращения, тем самым оказывая тянущее воздействие на закрывающий элемент 15 в заданной точке кольцевой мембраны 16; другими словами, благодаря наличию изгибающихся ножек 38 вращающий момент, приложенный к крышке 25, преобразуется в тянущее воздействие на закрывающий элемент 15, который начинает отделяться от выливного элемента 12 в двух заданных точках вдоль кольцевой мембраны 16.
При продолжении вращения крышки 25 она полностью отвинчивается от выливного элемента 12 вместе с закрывающим элементом 15, который остается прикрепленным к крышке 25 (см. фиг.4) и, следовательно, полностью отделяется вдоль кольцевой мембраны 16 от выливного элемента 12.
Благодаря элементу, содействующему сварке, согласно изобретению можно обеспечить прочное и надежное соединение крышки с закрывающим элементом.
В частности, было обнаружено, что посредством первого слоя термосвариваемого пластика и второго слоя термосвариваемого пластика, имеющих заявленную толщину, можно предотвратить разъединение крышки и закрывающего элемента во время первого открывания приспособления для открывания.
Возможность адгезии крышки и закрывающего элемента также обеспечивается посредством использования материала на основе полиэтилена или материала на основе полипропилена в качестве термосвариваемого пластика.
Прочное соединение крышки и закрывающего элемента друг с другом также улучшается посредством адгезива, в частности, посредством адгезива на основе полиуретана.
Кроме того, было обнаружено, что хорошая сварка крышки и закрывающего элемента обеспечивается при использовании элемента, содействующего сварке, в котором листовой элемент имеет структуру, симметричную относительно слоя электропроводящего материала, в частности, элемента, содействующего сварке, в котором первый слой термосвариваемого пластика выполнен из такого же материала, что и второй слой термосвариваемого пластика, и имеет такую же толщину, как и второй слой термосвариваемого пластика. В одном случае элемент первого слоя в первом слое и элемент второго слоя во втором слое выполнены из одинакового материала и имеют одинаковую толщину. Аналогичным образом, дополнительный элемент первого слоя в первом слое и дополнительный элемент второго слоя во втором слое выполнены из одинакового материала и имеют одинаковую толщину.
Таким образом, элемент, содействующий сварке, оказывает одинаковое воздействие, способствующее сварке, как на крышку, так и на закрывающий элемент, в результате чего обеспечивается прочное прикрепление крышки и закрывающего элемента друг к другу.
В частности, в случае, когда элемент первого слоя и элемент второго слоя выполнены из полиэтилена низкой плотности (LDPE) и дополнительный элемент первого слоя и дополнительный элемент второго слоя выполнены из линейного полиэтилена низкой плотности (LLDPE), элемент, содействующий сварке, имеет комбинацию хороших герметизирующих свойств, обеспечиваемых наружными слоями из полиэтилена низкой плотности (LDPE), и хорошей эластичности, обеспечиваемой внутренними слоями из линейного полиэтилена низкой плотности (LLDPE).
В завершение, в случае, когда слой электропроводящего материала является рельефным, элемент, содействующий сварке, имеет улучшенную способность к сварке, поскольку выступы, выступающие от листового элемента, служат в качестве зон локализованного увеличенного расплавления термосвариваемого пластика. Другими словами, термосвариваемый пластик легче сплавляется на выступах листового элемента, в результате чего повышается способность элемента, содействующего сварке, содействовать сварке.
Очевидно, что изменения могут быть выполнены в элементе, содействующем сварке, тем не менее, без отхода от объема охраны, определенного в сопровождающей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТКРЫВНОЕ УСТРОЙСТВО ДЛЯ ЕМКОСТИ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДОБНОГО ОТКРЫВНОГО УСТРОЙСТВА | 2014 |
|
RU2658270C2 |
| УСТРОЙСТВО ДЛЯ УКУПОРИВАНИЯ КОНТЕЙНЕРА | 2016 |
|
RU2675495C1 |
| УСТАНОВОЧНОЕ УСТРОЙСТВО ДЛЯ УСТАНОВКИ КРЫШКИ НА КОНТЕЙНЕРЕ | 2016 |
|
RU2671086C1 |
| УКУПОРОЧНЫЙ УЗЕЛ ДЛЯ КОНТЕЙНЕРА И КОНТЕЙНЕР, ИМЕЮЩИЙ УКУПОРОЧНЫЙ УЗЕЛ | 2020 |
|
RU2812027C1 |
| СПОСОБ НАНЕСЕНИЯ ОТКРЫВНОГО ПРИСПОСОБЛЕНИЯ НА УПАКОВОЧНОЙ МАТЕРИАЛ И УПАКОВКА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2001 |
|
RU2270795C2 |
| КРЫШКА ДЛЯ ОТКРЫВАЮЩЕГО УСТРОЙСТВА | 2015 |
|
RU2639116C1 |
| КРЫШКА ДЛЯ ОТКРЫВАЮЩЕГО УСТРОЙСТВА | 2015 |
|
RU2660508C1 |
| УСТРОЙСТВО И СПОСОБ ЛИТЬЕВОГО ФОРМОВАНИЯ ОТКРЫВНЫХ УСТРОЙСТВ НА ЛИСТОВОМ УПАКОВОЧНОМ МАТЕРИАЛЕ ДЛЯ УПАКОВКИ ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ | 2011 |
|
RU2550187C2 |
| ЛИСТОВОЙ МАТЕРИАЛ И СПОСОБ ОБРАЗОВАНИЯ В НЕМ ИЗОГНУТОГО РАЗРЫВА | 2005 |
|
RU2375190C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОЙ ЕМКОСТИ | 2009 |
|
RU2491164C2 |
Изобретение относится к укупорочным средствам, герметично закрывающим горловины емкостей для наливных пищевых продуктов. Элемент, содействующий сварке и предназначенный для приспособления для открывания, выполнен с возможностью вставки в крышку приспособления для открывания для присоединения её к закрывающему элементу, который закрывает выливное отверстие приспособления для открывания. Элемент, содействующий сварке, содержит листовой элемент (31), выполненный со слоем (32) электропроводящего материала, с первым слоем (33) термосвариваемого пластика и со вторым слоем (34) термосвариваемого пластика, расположенными с противоположных сторон указанного слоя (32), при этом указанный слой (32) имеет толщину, находящуюся в диапазоне 5-15 мкм, и каждый из указанных первого слоя (33) и второго слоя (34) имеет толщину, находящуюся в диапазоне 10-50 мкм. Технический результат – улучшение герметизации горловины емкости и исключение несанкционированного отсоединения крышки от горловины емкости. 3 н. и 12 з.п. ф-лы, 9 ил. 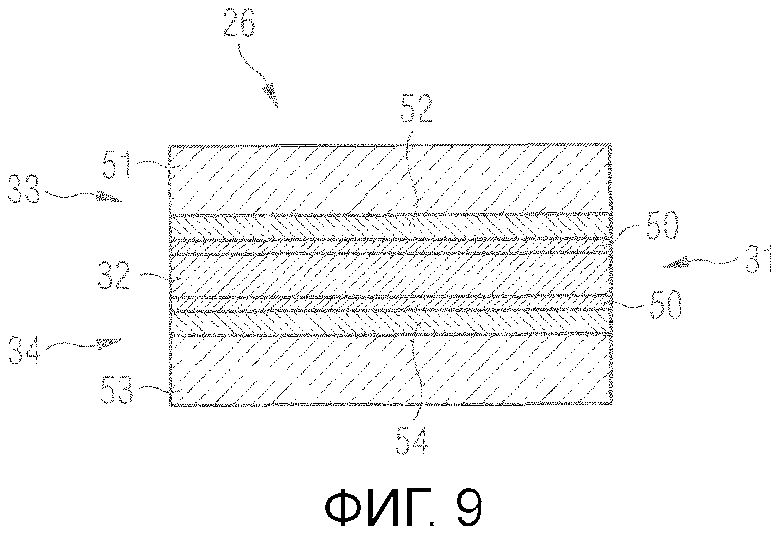
1. Элемент, содействующий сварке и предназначенный для приспособления (1) для открывания, при этом указанный элемент, содействующий сварке, выполнен с возможностью вставки в крышку (25) приспособления (1) для открывания для присоединения крышки (25) к закрывающему элементу (10), закрывающему выливное отверстие (14) указанного приспособления (1) для открывания, при этом элемент, содействующий сварке, содержит листовой элемент (31), при этом листовой элемент (31) содержит слой (32) электропроводящего материала, первый слой (33) термосвариваемого пластика и второй слой (34) термосвариваемого пластика, расположенные с противоположных сторон указанного слоя (32), отличающийся тем, что слой (32) имеет толщину, находящуюся в диапазоне 5-15 мкм, и каждый из первого слоя (33) и второго слоя (34) имеет толщину, находящуюся в диапазоне 10-50 мкм, и тем, что первый слой (33) содержит элемент (51) первого слоя и дополнительный элемент (52) первого слоя, при этом дополнительный элемент (52) первого слоя расположен между элементом (51) первого слоя и слоем (32), и при этом второй слой (34) содержит элемент (53) второго слоя и дополнительный элемент (54) второго слоя, при этом дополнительный элемент (54) второго слоя расположен между указанным элементом (53) второго слоя и слоем (32).
2. Элемент, содействующий сварке, по п.1, в котором каждый из указанных первого слоя (33) и второго слоя (34) имеет толщину, находящуюся в диапазоне 15-30 мкм.
3. Элемент, содействующий сварке, по п.1 или 2, в котором указанный первый слой (33) и указанный второй слой (34) выполнены из термосвариваемого пластика, выбранного из группы, содержащей материал на основе полиэтилена, материал на основе полипропилена.
4. Элемент, содействующий сварке, по любому из предшествующих пунктов, в котором адгезив размещен между указанным слоем (32) и указанным первым слоем (33) и между указанным слоем (32) и указанным вторым слоем (34) для увеличения адгезии соответственно между указанным слоем (32) и указанным первым слоем (33) и между указанным слоем (32) и указанным вторым слоем (34).
5. Элемент, содействующий сварке, по п.4, в котором указанный адгезив представляет собой адгезив на основе полиуретана.
6. Элемент, содействующий сварке, по любому из предшествующих пунктов, в котором каждый из указанных элемента (51) первого слоя и элемента (53) второго слоя имеет толщину, находящуюся в диапазоне 5-40 мкм, и в котором каждый из указанных дополнительного элемента (52) первого слоя и дополнительного элемента (54) второго слоя имеет толщину, находящуюся в диапазоне 5-10 мкм.
7. Элемент, содействующий сварке, по п.6, в котором каждый из указанных элемента (51) первого слоя и элемента (53) второго слоя имеет толщину, находящуюся в диапазоне 10-20 мкм.
8. Элемент, содействующий сварке, по любому из предшествующих пунктов, в котором указанный элемент (51) первого слоя и указанный элемент (53) второго слоя выполнены из полиэтилена низкой плотности (LDPE) и в котором указанные дополнительный элемент (52) первого слоя и дополнительный элемент (54) второго слоя выполнены из линейного полиэтилена низкой плотности (LLDPE).
9. Элемент, содействующий сварке, по любому из предшествующих пунктов, в котором указанный слой (32) имеет толщину 12 мкм, указанный элемент (51) первого слоя имеет толщину 18 мкм, указанный дополнительный элемент (52) первого слоя имеет толщину 7 мкм, указанный элемент (53) второго слоя имеет толщину 18 мкм, и указанный дополнительный элемент второго слоя имеет толщину 7 мкм.
10. Элемент, содействующий сварке, по любому из предшествующих пунктов, при этом указанный элемент, содействующий сварке, имеет структуру, которая симметрична относительно указанного слоя (32), при этом указанный первый слой (33) имеет такую же толщину, как указанный второй слой (34).
11. Элемент, содействующий сварке, по п.10, в котором указанный первый слой выполнен из такого же термосвариваемого пластика, что и указанный второй слой.
12. Элемент, содействующий сварке, по любому из предшествующих пунктов, в котором указанный элемент (51) первого слоя имеет такую же толщину, как и указанный элемент (53) второго слоя, и в котором указанный дополнительный элемент (52) первого слоя имеет такую же толщину, как и указанный дополнительный элемент (54) второго слоя.
13. Элемент, содействующий сварке, по любому из предшествующих пунктов, в котором указанный слой (32) является рельефным.
14. Укупорочное средство для приспособления (1) для открывания контейнера, при этом указанное укупорочное средство (18) содержит крышку (25), выполненную с возможностью установки на выливном элементе (12) приспособления (1) для открывания, и элемент (26), содействующий сварке, выполненный с возможностью присоединения крышки (25) к закрывающему элементу (15) приспособления (1) для открывания, при этом элемент (26), содействующий сварке, является отличным от указанной крышки (25) и постоянно присоединен к указанной крышке (25), при этом указанный элемент (26), содействующий сварке, представляет собой элемент (26), содействующей сварке, по любому из пп.1-13.
15. Приспособление (1) для открывания контейнера (100),содержащее выливной элемент (12), определяющий выливной отверстие (14), посредством которого при использовании выливают содержимое контейнера (100), закрывающий элемент (15), закрывающий указанное выливное отверстие (14), сформированный как одно целое с указанным выливным элементом (12) и присоединенный к указанному выливному элементу (12) посредством разрываемого соединительного средства (16), и укупорочное средство (18), установленное на выливном элементе (12) с возможностью съема и предназначенное для закрытия указанного выливного отверстия (14) в его зоне, отличающейся от зоны, закрытой указанным закрывающим элементом (15), при этом закрывающий элемент (15) сформирован как одно целое с выступающей частью (24), проходящей через указанное выливное отверстие (14) и приваренной к указанному укупорочному средству (18), при этом указанное приспособление для открывания содержит крышку (25) и элемент (26), содействующий сварке и предназначенный для присоединения крышки (25) к выступающей части (24), при этом элемент (26), содействующий сварке, является отличным от указанной крышки (25) и постоянно присоединен к крышке (25), при этом элемент (26), содействующий сварке, представляет собой элемент (26), содействующей сварке, по любому из пп.1-13.
| EP 2886479 A1, 24.06.2015 | |||
| US 4813578 A, 21.03.1989 | |||
| СПОСОБ ОТДЕЛЕНИЯ ИЛИ ОТСОЕДИНЕНИЯ УКУПОРИВАЮЩЕЙ КРОМКУ ГОРЛЫШКА БУТЫЛКИ ИЛИ ПОДОБНОЙ ЕМКОСТИ ЗАПЕЧАТЫВАЮЩЕЙ ФОЛЬГИ И ВИНТОВОЙ КОЛПАЧОК ДЛЯ РЕАЛИЗАЦИИ ЭТОГО СПОСОБА | 2005 |
|
RU2346869C2 |

