Изобретение относится к устройству для обработки стенок цилиндра двигателей внутреннего сгорания, содержащему режущий элемент.
Для снижения веса двигателей внутреннего сгорания блок цилиндров двигателей внутреннего сгорания часто изготавливают из легкого металла, например алюминия. Так как в случае алюминия речь идет все же о сравнительно мягком металле, в области цилиндров возникают явления слишком сильного износа.
Для снижения проявлений износа внутренние стенки цилиндров часто снабжают покрытием, которое снижает трение. При этом покрытие наносят посредством распыления расплавленного материала покрытия на внутреннюю стенку цилиндра.
Для достижения хорошей адгезии покрытия на внутренней стенке цилиндра ее обрабатывают прежде с помощью специальных методов. В частности, это происходит посредством нанесения на стенку цилиндра шлицев, проходящих по окружному периметру цилиндра. В завершение остающиеся между шлицами возвышения подвергают пластической деформации с помощью инструмента для накатки, в результате чего возникают поднутрения, которые обеспечивают лучшую адгезию покрытия.
Для нанесения шлицев на стенку цилиндра можно использовать, например, пильные приспособления. Документ DE 102013011726 А1 описывает способ, при котором с использованием такого пильного инструмента на стенки цилиндра двигателя внутреннего сгорания наносят шлицы, пластически деформируют возникшие поперечные ребра с помощью инструмента для накатки и в завершение с помощью распылительной головки наносят на стенку цилиндра слой покрытия. При этом пильный инструмент содержит кольцеобразное пильное полотно с множеством режущих зубьев, которые вырезают шлицы в стенке цилиндра. После вырезания шлица пильное приспособление перемещают далее в направлении оси вращения и вырезают следующий шлиц. В другом исполнении пильного инструмента он содержит множество расположенных одно над другим пильных полотен, которые используют для одновременного вырезания нескольких шлицев.
Поскольку, однако, расстояние между отдельными пильными полотнами больше, чем расстояние между требуемыми шлицами, инструмент после одного процесса пиления должен быть смещен на определенное расстояние в направлении оси вращения, соответствующее доле расстояния между пильными полотнами. В результате этого перемещения инструмента описанный процесс занимает сравнительно длительное время.
Задача изобретения состоит в разработке устройства для обработки стенок цилиндра двигателей внутреннего сгорания с режущим элементом, которое обеспечивает возможность быстрой и технологически надежной обработки стенок цилиндра.
Эту задачу решают с помощью устройства для обработки стенок цилиндра двигателей внутреннего сгорания, содержащего режущий элемент, которое усовершенствовано таким образом, что режущий элемент расположен на вращающемся режущем кольце, причем режущий элемент имеет шлицевой контур с множеством расположенных в направлении оси вращения рядом друг с другом ножей, причем отдельные ножи проходят в направлении вращения.
За счет использования режущего элемента со шлицевым контуром с множеством расположенных в направлении оси вращения рядом друг с другом ножей в течение одного единственного процесса резания в стенке цилиндра вырезают все необходимые шлицы. Таким образом, нет необходимости в смещении режущего кольца в направлении оси вращения.
В частности, режущий элемент или ножи режущего элемента изготовлены из алмаза, в результате чего ножи имеют более высокую защиту от износа. Предпочтительно режущий элемент может быть соединен с режущим кольцом разъемным образом. Это позволяет производить замену режущих элементов простым и недорогим образом.
Предпочтительно режущие элементы имеют по существу форму прямоугольного параллелепипеда, причем шлицевой контур выполнен в одной из поверхностей имеющего форму прямоугольного параллелепипеда режущего элемента с помощью стружечных канавок. Стружечные канавки имеют предпочтительно глубину от 0,1 до 1 мм, в частности предпочтительно от 0,3 до 0,7 мм и особо предпочтительно 0,5 мм. На виде спереди стружечные канавки в нижней области предпочтительно шире, чем в верхней области, причем в верхней области предусмотрена область ножей, которая первая входит во взаимодействие с деталью. За счет этого достигают улучшенных характеристик резания. Ножи могут быть также свободно шлифованными для дальнейшего улучшения характеристик резания. Кроме того, предпочтительно, если режущие элементы имеют угол наклона к режущей кромке. Угол наклона лежит предпочтительно в диапазоне от 1° до 3°.
Режущий элемент размещен предпочтительно на удерживающем приспособлении, причем удерживающее приспособление выполнено, в частности, с возможностью разъемного соединения с режущим кольцом. За счет этого достигается повышение технологической надежности при несложной и рентабельной возможности замены режущих элементов или удерживающих приспособлений, на которых соответственно укреплен режущий элемент.
Предпочтительно режущее кольцо содержит по меньшей мере один наружный участок периметра с по существу постоянным наружным радиусом, по меньшей мере один наружный участок периметра с непрерывно изменяющимся в направлении вращения наружным радиусом и по меньшей мере один наружный окружный участок периметра с проходящей по существу в радиальном направлении наружной кромкой.
Предпочтительно режущий элемент или удерживающее приспособление прилегает одной поверхностью к наружному участку периметра режущего кольца с непрерывно изменяющимся в направлении вращения наружным радиусом, а другой поверхностью прилегает к наружному участку периметра режущего кольца с проходящей по существу в радиальном направлении наружной кромкой.
В частности, режущие кольца имеют постоянный внутренний радиус. Наружная поверхность содержит по меньшей мере один, выполненный в виде первого участка периметра наружный участок периметра с по существу постоянным наружным радиусом, по меньшей мере один, выполненный в виде второго участка периметра наружный участок периметра, в частности, с непрерывно изменяющимся в направлении вращения наружным радиусом и по меньшей мере один, выполненный в виде третьего участка периметра наружный участок периметра с проходящей по существу в радиальном направлении наружной кромкой. Таким образом, режущий элемент или удерживающее приспособление с закрепленным на нем режущим элементом могут быть расположены на режущем кольце таким образом, что первая поверхность прилегает ко второму участку периметра, а вторая поверхность прилегает к третьему участку периметра. Предпочтительно первая и вторая поверхности режущего элемента или удерживающего приспособления являются комплементарными по форме для областей второго и третьего участков периметра, к которым прилегают эти поверхности.
Участки периметра могут быть также выполнены иным образом. Так, например, второй участок периметра может содержать ступенчато изменяющуюся наружную кромку или наружную кромку с постоянным радиусом, который меньше наружного радиуса первого участка периметра. К тому же третий участок периметра может быть выполнен в обоих направлениях с углом от 0° до 45° к радиальным направлениям.
К тому же на одном режущем кольце могут быть расположены несколько режущих элементов. При этом режущие элементы могут быть выполнены таким образом, что ножи первого режущего элемента смещены относительно ножей второго режущего элемента в направлении оси вращения. Таким образом, количество ножей, необходимых для выполнения необходимых шлицев, может быть распределено по нескольким режущим элементам. В этом случае существующая между ножами отдельного режущего элемента стружечная канавка больше по сравнению со случаем использования лишь одного режущего элемента. В соответствии с этой формой исполнения смещение между ножом первого режущего элемента и ножом второго режущего элемента равно целому кратному от величины расстояния между ножами при использовании лишь одного режущего элемента для вырезания шлица, например, двойной величине. Это обеспечивает возможность лучшего отвода стружки, образованной в ходе процесса резания. Нож первого режущего элемента и нож второго режущего элемента могут быть также расположены на режущем кольце без смещения относительно друг друга в направлении оси вращения. За счет этого сводят к минимуму износ режущих элементов.
Предпочтительно на одном режущем кольце могут быть предусмотрены три или четыре режущих элемента. Предпочтительно на одном режущем кольце могут быть расположены также пять или шесть режущих элементов.
В предпочтительном варианте исполнения множество режущих колец расположены с помощью оправки на одной общей оси вращения. При этом каждое режущее кольцо содержит по меньшей мере один режущий элемент, который выполняет все необходимые шлицы по всей высоте режущего кольца в цилиндре во время процесса резания. Благодаря этому длина отдельных режущих элементов в направлении оси вращения может быть малой, в результате чего режущие элементы могут быть изготовлены с небольшими затратами и являются технологически стабильными. Это позволяет добиться существенно более простого изготовления отдельных режущих элементов.
Предпочтительно множество режущих колец может содержать от 10 до 20 режущих колец. Предпочтительно на одной оправке используют несколько режущих колец, причем количество режущих элементов для одного режущего кольца может быть различным. При этом предпочтительно на самом наружном в направлении оси вращения режущем кольце может быть предусмотрено шесть или пять режущих элементов, в то время как на других режущих кольцах предусмотрено три или четыре режущих элемента. За счет этого возможно очень точное изготовление.
Предпочтительно при рассмотрении в направлении оси вращения расстояние между режущим элементом одного режущего кольца и режущим элементом соседнего режущего кольца можно регулировать до расстояния между двумя соседними ножами одного режущего элемента. Так на виде цилиндра в сечении образуется равномерный узор «шлиц/перемычка». В альтернативной форме исполнения может быть предусмотрено расположение заподлицо режущих элементов соседних режущих колец в направлении оси вращения.
Предпочтительно режущие кольца при установке на оправку выполнены с возможностью поворота друг относительно друга на любые угловые расстояния в направлении вращения и с возможностью разъемной фиксации. За счет этого достигается улучшение отвода стружки.
Предпочтительно режущее кольцо содержит отверстие канала охлаждения для охлаждения режущего элемента. При этом отверстие канала охлаждения расположено предпочтительно на наружном участке периметра с непрерывно изменяющимся в направлении оси вращения наружным радиусом вблизи режущего элемента. Через отверстие канала охлаждения подают охлаждающее вещество, которое вследствие вращения режущего кольца поступает на режущий элемент и защищает его от перегрева. Для направления охлаждающего вещества к отверстиям каналов охлаждения в оправке выполнено несколько каналов охлаждения. При установке режущего кольца на оправку тем самым создают соединение между каналами охлаждения и отверстиями каналов охлаждения.
Также предпочтительным образом режущее кольцо содержит промывочное отверстие для отвода образующейся в процессе резания стружки. При этом промывочное отверстие расположено предпочтительно на участке периметра режущего кольца по существу с постоянным наружным радиусом. Промывочные отверстия соединены с промывочными каналами в оправке, через которые направляют промывочное вещество.
Дальнейшие признаки изобретения вытекают из описания соответствующих изобретению форм исполнения в совокупности с пунктами формулы изобретения и приложенными чертежами. Соответствующие изобретению формы исполнения могут осуществлять отдельные признаки или комбинацию различных признаков.
Ниже изобретение описано без ограничения общей идеи изобретения на основании примеров исполнения со ссылкой на чертежи, причем в отношении всех не поясненных более подробно в тексте и соответствующих изобретению деталей дается настоятельная ссылка на чертежи. Чертежи показывают:
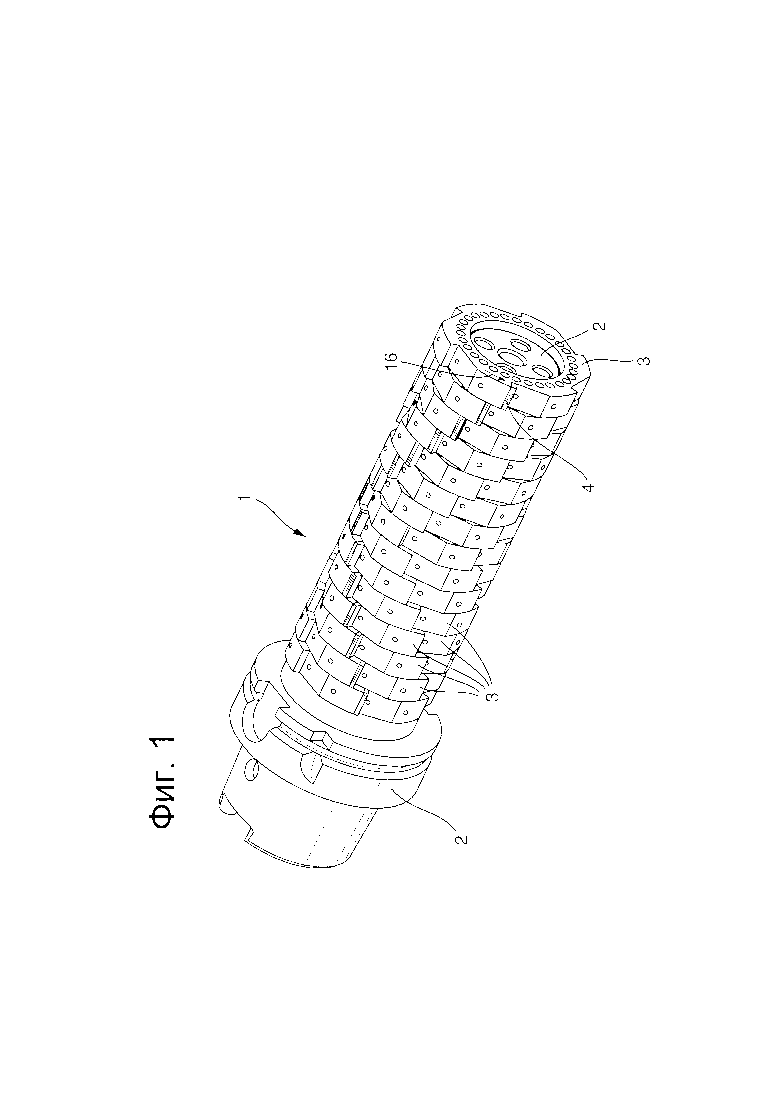
Фиг. 1 показывает схематическое перспективное изображение устройства для обработки стенок цилиндра двигателя внутреннего сгорания,
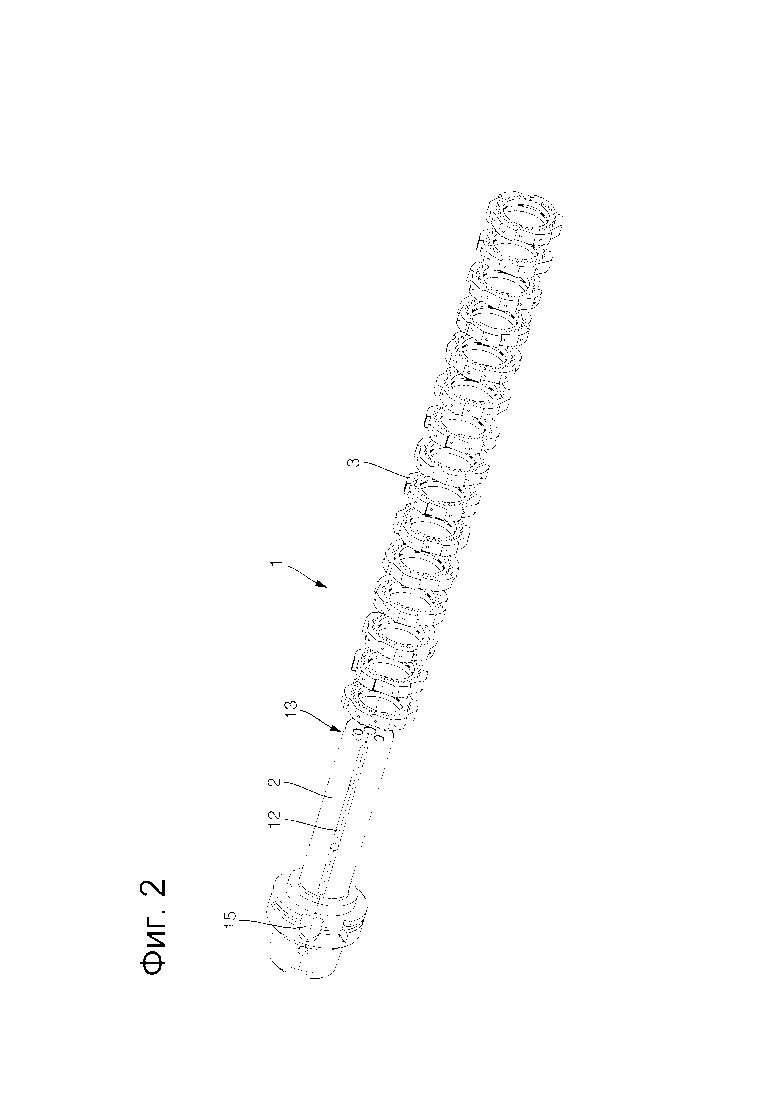
Фиг. 2 показывает схематическое покомпонентное изображение устройства для обработки стенок цилиндра двигателя внутреннего сгорания,
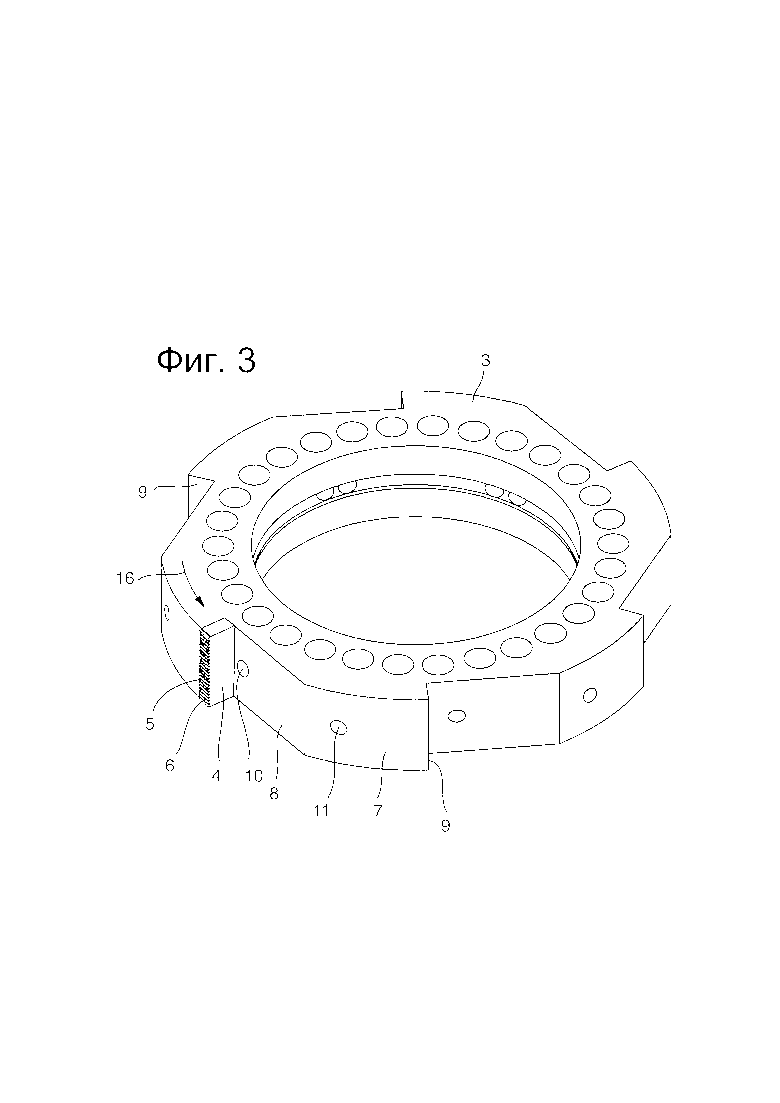
Фиг. 3 показывает схематическое перспективное изображение режущего элемента, установленного на режущем кольце,
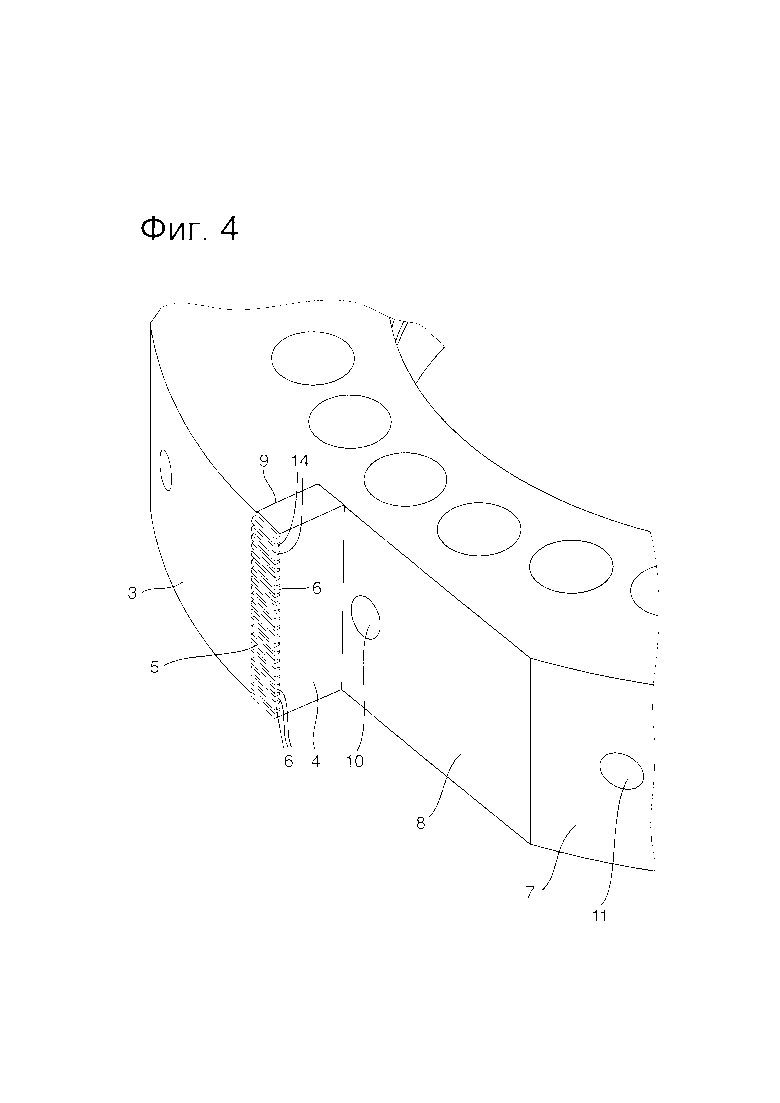
Фиг. 4 показывает схематическое перспективное изображение режущего элемента, расположенного на режущем кольце,
Фиг. 5 показывает схематически на виде спереди удерживающее приспособление с режущим элементом и
Фиг. 6 показывает схематическое сечение через удерживающее приспособление по фиг. 5 вдоль линии А-А.
На чертежах соответственно одинаковые или идентичные по типу элементы и/или части оснащены одинаковыми ссылочными обозначениями, так что можно отказаться от соответствующего повторного представления.
Фиг. 1 показывает схематическое перспективное изображение устройства 1 для обработки стенок цилиндра двигателя внутреннего сгорания с оправкой 2 и несколькими режущими кольцами 3. Режущие кольца 3 расположены рядом друг с другом или друг за другом на оправке 2.
Схематическое покомпонентное изображение устройства 1 для обработки стенок цилиндра двигателя внутреннего сгорания еще раз поясняет установку режущих колец 3 на оправку 2. Это показано на фиг. 2.
Режущие кольца 3 расположены друг за другом под желаемым углом к оси 15 вращения на оправке 2 и зафиксированы на ней с возможностью отсоединения. Продольная протяженность оправки 2 в осевом направлении выбрана таким образом, что все режущие элементы 3 имеют там точно определенное место. Длина расположенных в ряд рядом друг с другом режущих колец 3 в направлении оси 15 вращения соответствует глубине области стенки цилиндра, в которой выполняют шлицы.
Во время процесса выполнения шлицов в стенке цилиндра происходит поворот оправки 2 и, тем самым, режущих колец 3 вокруг оси 15 вращения, которая соответствует продольному осевому направлению или, соответственно, продольной оси оправки 2.
Максимальный диаметр режущих колец 3 меньше внутреннего диаметра подлежащего обработке цилиндра для обеспечения возможности беспроблемного введения устройства для обработки стенок цилиндра двигателя 1 внутреннего сгорания во внутреннее пространство цилиндра. Для вырезания шлицев во внутренней стенке цилиндра оправку 2 с режущими кольцами 3 поворачивают вокруг оси 15 вращения. Одновременно осуществляют направление оправки 2 по кольцевой траектории, в результате чего весь внутренний периметр подлежащего обработке цилиндра оснащают шлицами. Кольцевая траектория оправки 2 может представлять собой круговую траекторию, однако, представляются возможными также и другие кольцевые траектории.
За счет установки различных режущих колец 3 на оправку 2 с различными углами относительно оси 15 вращения по отношению друг к другу возможно варьирование профилей шлицев, которые выполняют на участке высоты каждого отдельного режущего кольца 3 в стенке цилиндра. Таким образом, в стенке цилиндра можно выполнять несколько профилей шлицев, расположенных один над другим в продольно-осевом направлении цилиндра. Это приводит к дальнейшему улучшению адгезии слоя покрытия на внутренней стенке цилиндра.
На фиг. 3 схематически показано перспективное изображение режущего кольца 3. Внутренний радиус режущего кольца 3 является по существу постоянным, причем на средней высоте внутреннего периметра проходит паз. Наружный периметр режущего кольца 3 может быть подразделен по существу на три типа участков: наружный участок периметра с по существу постоянным наружным радиусом, который в последующем называется первым участком 7 периметра, наружный участок периметра с постоянно изменяющимся в направлении 16 вращения наружным радиусом, который в последующем называется вторым участком 8 периметра, и наружный участок периметра с проходящей по существу в радиальном направлении наружной кромкой, который в последующем называется третьим участком 9 периметра. В форме исполнения по фиг. 3 предусмотрены соответственно шесть первых, вторых и третьих участков 7, 8 и 9 периметра.
На переходе между вторым участком 8 периметра и третьим участком 9 периметра расположен режущий элемент 4. Режущий элемент 4 имеет предпочтительно форму прямоугольного параллелепипеда, причем расположенная на втором участке 8 периметра поверхность прямоугольного параллелепипеда имеет такую форму, что она плоскостно прилегает к этому участку периметра. Это справедливо предпочтительно таким же образом для прилегания боковой поверхности режущего элемента 4 на третьем участке 9 периметра. Второй участок 8 периметра может также отличаться ступенчатым изменением наружного радиуса. В зависимости от геометрического исполнения второго и третьего участков 8, 9 периметра режущий элемент 4 с поверхностями, которые прилегают ко второму и третьему участкам 8, 9 периметра, выполнен комплементарным по форме. Конечно, на изображенном режущем кольце 3 могут быть расположены до шести режущих элементов 4, в частности, соответственно прилегающих к участку 9 периметра или, соответственно, поверхности 9.
На обращенной наружу в радиальном направлении поверхности имеющего форму прямоугольного параллелепипеда режущего элемента 4 выполнен шлицевой контур 5. Увеличенное изображение режущего элемента 4 показано на фиг. 4. Шлицевой контур 5 содержит ряд ножей 6, которые проходят в направлении 16 вращения режущего кольца 3. Ножи 6 режущего элемента 4 расположены настолько плотно друг к другу, что они вырезают в стенке цилиндра все шлицы, необходимые для адгезии слоя покрытия при вхождении шлицевого контура 5 в контакт со стенкой цилиндра. Между ножами 6 расположены стружечные канавки 14.
На фиг. 3 и 4 также изображены несколько отверстий 10 каналов охлаждения, которые высверлены на втором участке 8 периметра. Отверстие 10 канала охлаждения расположено вблизи режущего элемента 4 и известным специалисту образом соединено с изображенным на фиг. 2 каналом 12 охлаждения. Через канал 12 охлаждения в отверстие 10 канала охлаждения направляют охлаждающее средство, которое выходит наружу из режущего кольца 3 вблизи режущего элемента 4. В результате вращения режущего кольца 3 происходит вытеснение охлаждающего вещества в направлении режущего элемента 4, и таким образом происходит охлаждение режущего элемента 4. Отверстие 10 канала охлаждения может быть выполнено под углом от радиального направления к режущему элементу 4 или, соответственно, в направлении участка 9 периметра.
Помимо отверстий 10 каналов охлаждения режущее кольцо 3 дополнительно или альтернативно содержит промывочные отверстия 11, как показано на фиг. 3 и 4. Промывочные отверстия 11 расположены предпочтительно соответственно на первом участке 7 периметра.
Промывочные отверстия 11 известным специалисту образом соединены с расположенным в оправке 2 каналом 13 промывки, который не виден непосредственно на фиг. 2. Через промывочные отверстия 11 можно производить подвод и/или отвод промывочного вещества, причем промывочное вещество осуществляет отвод образующейся в процессе резания стружки и, тем самым, предотвращает обусловленные этой стружкой сбои в процессе резания.
Промывочное отверстие 11 может быть выполнено радиально или под углом к радиальному направлению, в результате чего упрощается стекание или отвод стружки из наружной области во внутреннюю область режущего кольца 3. В последнем случае между первым участком 7 периметра и промывочным отверстием 11 предпочтительно предусмотрен угол от 10° до 60°, в частности, предпочтительно от 25° до 45°.
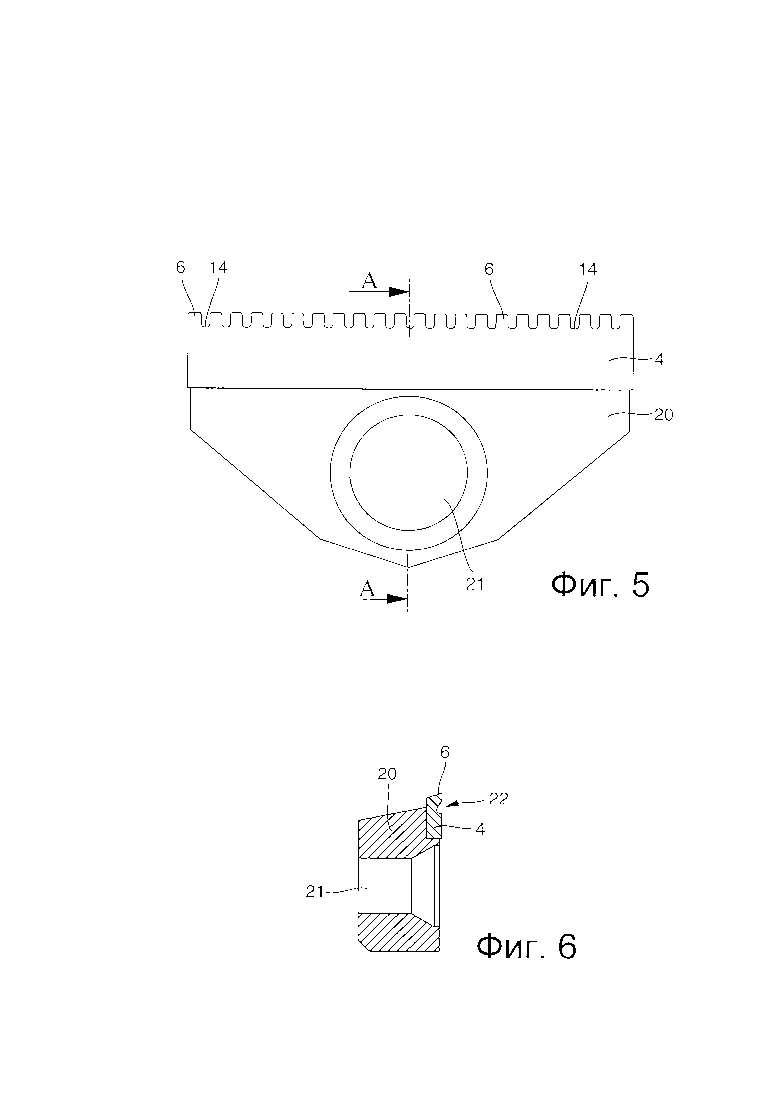
Фиг. 5 показывает схематический вид спереди на удерживающее приспособление 20 с расположенным на нем режущим элементом 4. Удерживающее приспособление 20 может быть закреплено с помощью винта, который проводят через отверстие 21 и крепят на режущем кольце 3. Контур режущего кольца 3 может быть согласован с контуром удерживающего приспособления 20. Предпочтительно контуры являются комплементарными друг другу по форме. В этом случае на фиг. 3 и фиг. 4, с одной стороны, было бы необходимым соответствующее согласование контура режущего кольца 3 с контуром удерживающего приспособления 20 и, с другой стороны, удерживающее приспособление 20 с расположенным на нем режущим элементом 4 по фиг. 5 заменило бы режущий элемент 4 по фиг. 3 и 4.
Фиг. 6 схематически показывает изображение в сечении вдоль линии А-А по фиг. 5. Показано удерживающее приспособление 20 с отверстием 21 и место, в котором расположен режущий элемент 4. Для улучшения резания режущий элемент 4 может содержать поднутрение или выемку 22. Альтернативно можно также отказаться от выемки 22, и может быть предусмотрена плоская лицевая поверхность.
Все названные признаки, также и те, которые могут быть по отдельности получены из чертежей, а также отдельные признаки, раскрытые в комбинации с другими признаками, рассматриваются отдельно друг от друга и в комбинации как существенные для настоящего изобретения. Соответствующие изобретению формы исполнения могут быть дополнены отдельными признаками или комбинацией нескольких признаков. В рамках изобретения признаки, снабженные отличительными понятиями «в частности» или «предпочтительно» следует понимать как факультативные признаки.
Список ссылочных обозначений
1 Устройство для обработки стенок цилиндра двигателей внутреннего сгорания
2 Оправка
3 Режущее кольцо
4 Режущий элемент
5 Шлицевой контур
6 Ножи
7 Первый участок периметра
8 Второй участок периметра
9 Третий участок периметра
10 Отверстие канала охлаждения
11 Промывочное отверстие
12 Канал охлаждения
13 Канал промывки
14 Стружечная канавка
15 Ось вращения
16 Направление вращения
20 Удерживающее приспособление
21 Отверстие
22 Выемка.
Изобретение относится к машиностроению и может быть использовано для обработки стенок цилиндра двигателей внутреннего сгорания. Устройство содержит оправку и по меньшей мере один режущий элемент, расположенный на режущем кольце, которое выполнено с возможностью вращения и разъемной фиксации на оправке, и имеющий шлицевой контур с множеством расположенных рядом друг с другом в направлении оси вращения ножей. Отдельные ножи проходят в направлении вращения. Обеспечивается возможность быстрой и технологически надежной обработки стенок цилиндра двигателя внутреннего сгорания. 10 з.п. ф-лы, 6 ил.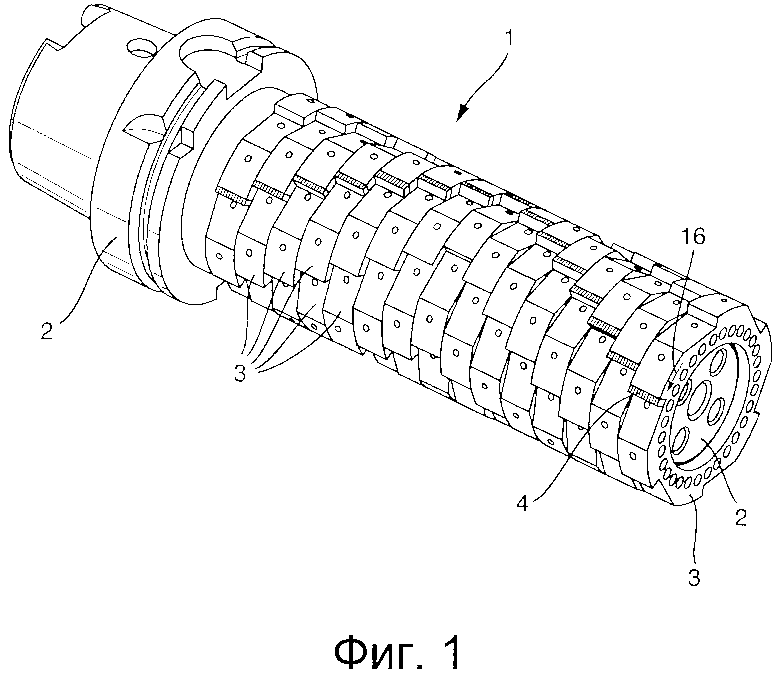
1. Устройство (1) для обработки стенок цилиндра двигателей внутреннего сгорания, содержащее оправку (2) и по меньшей мере один режущий элемент (4), причем указанный по меньшей мере один режущий элемент (4) расположен на режущем кольце (3), выполненном с возможностью вращения и разъемной фиксации на оправке (2), и имеет шлицевой контур (5) с множеством расположенных рядом друг с другом в направлении оси (15) вращения ножей (6), причем отдельные ножи (6) проходят в направлении (16) вращения.
2. Устройство (1) по п. 1, отличающееся тем, что режущий элемент (4) выполнен из алмаза или содержит алмаз.
3. Устройство (1) по п. 1 или 2, отличающееся тем, что режущий элемент (4) имеет по существу форму прямоугольного параллелепипеда, причем шлицевой контур (5) выполнен в одной из поверхностей имеющего форму прямоугольного параллелепипеда режущего элемента (4) с помощью стружечных канавок (14).
4. Устройство (1) по одному из пп. 1-3, отличающееся тем, что режущий элемент (4) расположен на удерживающем устройстве (20), которое, в частности, выполнено с возможностью разъемного соединения с режущим кольцом (3).
5. Устройство (1) по одному из пп. 1-4, отличающееся тем, что режущее кольцо (3) содержит по меньшей мере один наружный участок (7) периметра по существу с постоянным наружным радиусом, по меньшей мере один наружный участок (8) периметра с непрерывно изменяющимся в направлении (16) вращения наружным радиусом и по меньшей мере один наружный участок (9) периметра с проходящей по существу в радиальном направлении наружной кромкой.
6. Устройство (1) по п. 5, отличающееся тем, что режущий элемент (4) или удерживающее приспособление (20) прилегает одной поверхностью к наружному участку периметра режущего кольца (3) с непрерывно изменяющимся в направлении (16) вращения наружным радиусом, а другой поверхностью прилегает к наружному участку периметра режущего кольца (3) с проходящей по существу в радиальном направлении наружной кромкой.
7. Устройство (1) по одному из пп. 1-6, отличающееся тем, что на режущем кольце (3) расположено множество режущих элементов (4), причем позиция в продольном направлении относительно оси (15) вращения по меньшей мере одного ножа (6) первого режущего элемента (4) смещена относительно позиции в продольном направлении относительно оси (15) вращения по меньшей мере одного ножа (6) второго режущего элемента (4).
8. Устройство (1) по одному из пп. 1-7, отличающееся тем, что множество режущих колец (3) расположено на оправкe (2) на общей оси (15) вращения.
9. Устройство (1) по п. 8, отличающееся тем, что режущие кольца (3) при установке на оправку (2) выполнены с возможностью поворота относительно друг друга на любые угловые расстояния в направлении (16) вращения и с возможностью разъемной фиксации.
10. Устройство (1) по одному из пп. 1-9, отличающееся тем, что режущее кольцо (3) содержит по меньшей мере на одном наружном участке (8) периметра с непрерывно изменяющимся в направлении (16) вращения наружным радиусом отверстие (10) канала охлаждения для охлаждения режущего элемента (4).
11. Устройство (1) по одному из пп. 1-10, отличающееся тем, что режущее кольцо (3) содержит по меньшей мере на одном наружном участке (7) периметра по существу с постоянным наружным радиусом промывочное отверстие (11) для отвода образующейся в процессе резания стружки.
| DE 102014210636 A1, 24.12.2014 | |||
| Система управления оросительными процессами в оранжереях | 1981 |
|
SU1428308A1 |
| Устройство для поверхностно-упрочняющей обработки | 1991 |
|
SU1794634A1 |
| US 3888161 A, 10.06.1975. | |||

