[Область техники]
[0001] Настоящее изобретение относится к погружному стакану для непрерывного литья, через который расплавленную сталь заливают в литейную форму из промежуточного разливочного устройства, и, в частности, относится к погружному стакану, такому, как стаканы, которые используются, в частности, специально для получения тонких слябов, слябов средней толщины и т.д., в котором сечение около выпускного отверстия погружного стакана в поперечном направлении (направление, перпендикулярное вертикальному направлению) имеет уплощенную форму (форму, отличающуюся от идеально круглой и квадратной, тем самым, имеющую разную длину по одной и другой сторонам).
[Уровень техники]
[0002] В процессе непрерывного литья постепенно затвердевающей расплавленной стали посредством ее охлаждения с образованием имеющей предопределенную форму отливки расплавленную сталь заливают в литейную форму через погружной стакан для непрерывного литья, который расположен в донной части промежуточного разливочного устройства (далее этот стакан называется также просто "погружным стаканом").
[0003] В целом, погружной стакан имеет краевую верхнюю часть в виде впуска для расплавленной стали, и он образован из трубчатого тела, имеющего донную часть и канал подачи расплавленной стали (внутреннее отверстие), при этом канал подачи образован внутри трубчатого тела и простирается от впуска для расплавленной стали вниз. В боковой стенке нижней части трубчатого тела в противоположных относительно друг другу положениях расположены два выпускных отверстия, соединенных с каналом подачи расплавленной стали (внутренним отверстием). Погружной стакан используется, находясь в таком состоянии, что его нижняя часть погружена в находящуюся в литейной форме расплавленную сталь. Таким образом предотвращено не только разбрызгивание расплавленной стали, но - посредством защиты расплавленной стали от контакта с воздухом - также и окисление расплавленной стали. Кроме того, при использовании погружного стакана расплавленную сталь в литейной форме очищают, так чтобы предотвратить захват расплавленной сталью шлака, а также загрязнений, таких как неметаллические включения, - эти вещества плавают на поверхности расплавленной стали.
[0004] В последние годы производство тонких литых элементов, таких как тонкие литые слабы и слабы средней толщины с использованием непрерывного литья увеличивается. Для того чтобы соответствовать тонкой литейной форме для осуществления такого непрерывного литья, необходимо, чтобы погружной стакан был выполнен "уплощенным". Например, в патентном документе 1 описан уплощенный погружной стакан, имеющий выпускное отверстие, расположенное в боковой стенке короткой стороны, а в патентном документе 2 описан уплощенный погружной стакан, имеющий выпускное отверстие, также расположенное в нижней краевой поверхности. В общем случае, в этих уплощенных погружных стаканах ширина внутреннего отверстия стакана увеличивается от впуска для расплавленной стали к выпускному отверстию в литейную форму.
[0005] Однако, в том случае, когда погружной стакан имеет форму, увеличивающуюся по ширине внутреннего отверстия, а также уплощенную форму, такую, как упомянутая выше, поток расплавленной стали внутри погружного стакана сразу же стремится к возмущениям, тем самым вызывая возмущение в потоке, подаваемом в литейную форму. Возмущение потока расплавленной стали вызывает увеличение флуктуаций поверхности жидкости (поверхности расплавленной стали), поглощение порошков оксидов в виде примесей и загрязнений в отлитый элемент, неравномерное распределение температуры и т.д., что, таким образом, приводит к низкому качеству литого элемента, к повышению опасности производственного процесса и т.п. Таким образом, поток расплавленной стали внутри погружного стакана, а также выпускаемый из стакана поток необходимо стабилизировать.
[0006] Для того чтобы стабилизировать эти потоки расплавленной стали в патентном документе 3, например, раскрыт погружной стакан, образованный по меньшей мере с двумя изогнутыми гранями, проходящими из точки (центра) плоской поверхности в нижней части внутреннего отверстия в направлении нижнего края выпускного отверстия. Кроме того, в патентном документе 3 раскрыт погружной стакан, оснащенный разделителем потока, который делит поток расплавленной стали на два потока. В этом раскрытом в патентном документе 3 уплощенном погружном стакане стабильность потока расплавленной стали внутри погружного стакана выше по сравнению со стабильностью потока у погружного стакана, не обеспеченного средством для изменения направления потока или наклона потока, как это указано в патентном документе 1 и в патентном документе 2, в его внутреннем пространстве.
[0007] Однако, в случае наличия средства для разделения потока расплавленной стали на поток левого и правого направления, как упоминалось выше, турбулентность выпускаемого потока расплавленной стали в левом и правом выпускных отверстиях по-прежнему велики, так что они могут вызвать большие флуктуации поверхности расплавленной стали в литейной форме.
[Перечень цитируемой литературы]
[Патентные документы]
[0007]
Патентный документ 1: Выложенная японская патентная публикация № H11-5145.
Патентный документ 2: Выложенная японская патентная публикация № H11-5145.
Патентный документ 3: Выложенная японская патентная публикация № 2001-501132.
[Сущность изобретения]
[Задачи, решаемые изобретением]
[0009] Задача, которую предстоит решить настоящим изобретением, состоит в том, чтобы обеспечить погружной стакан, который может стабилизировать в уплощенном погружном стакане выпускаемый в литейную форму поток расплавленной стали, а именно - уменьшить его флуктуации. Следовательно, задачей настоящего изобретения является - повысить качество литого изделия.
[Средства для решения задачи]
[0010] Настоящее изобретение относится к плоскому погружному стакану по следующим 1-7 аспектам:
1. Погружной стакан, причем погружной стакан имеет уплощенную форму, в которой ширина Wn внутреннего отверстия больше, чем толщина Tn этого внутреннего отверстия, при этом погружной стакан содержит:
выступающий участок в центральной части поверхности стенки в направлении ширины плоской части, обозначаемый как центральный выступающий участок;
Wp/Wn, что является отношением длины Wp центрального выступающего участка в направлении ширины к Wn, равное 0,2 или более и 0,7 или менее;
центральный выступающий участок расположен симметрично в виде пары; а
общая длина пары центральных выступающих участков в направлении ширины составляет 0,15 или более и 0,75 или менее от Tn.
2. Погружной стакан по п. 1, в котором центральный выступающий участок наклонен вниз в направлении выпускного отверстия от центра в направлении ширины, при этом упомянутый центр выступает в качестве вершины.
3. Погружной стакан по п. 1 или 2, в котором верхняя поверхность центрального выступающего участка наклонена в направлении толщины, а также в направлении вниз, при этом ее граничный участок со стенкой погружного стакана в направлении ширины выступает в качестве вершины.
4. Погружной стакан по любому из п.п.1-3, в котором длина выступа верхней поверхности центрального выступающего участка является наибольшей в центральной части длины Wp центрального выступающего участка и постепенно уменьшается от центральной части в направлении обоих краевых частей.
5. Погружной стакан по любому из п.п.1-4, при этом погружной стакан содержит один или несколько выступающих участков над центральным выступающим участком, обозначаемых соответственно как верхний выступающий участок.
6. Погружной стакан по п. 5, в котором верхний выступающий участок наклонен в направлении выпускного отверстия.
7. Погружной стакан по любому из п.п.1-6, в котором Wn/Tn, что представляет собой отношение ширины к толщине, равно 5 или более.
[0011] Заметим, что в настоящем изобретении, ширина Wn и толщина Tn внутреннего отверстия означают, соответственно, ширину (длину в направлении длинной стороны) и толщину (длину в направлении короткой стороны) внутреннего отверстия в верхнем краевом положении пары выпускных отверстий, которые расположены в боковой стенке погружного стакана по короткой стороне.
[Преимущества настоящего изобретения]
[0012] Благодаря уплощенному погружному стакану по настоящему изобретению можно непрерывно управлять направлением течения расплавленной стали, не разделяя полностью или фиксированным образом поток расплавленной стали, и таким образом может быть обеспечен приемлемый баланс течения расплавленной стали внутри стакана. При этом испускаемый поток расплавленной стали может быть стабилизирован, так чтобы можно было уменьшить поверхностные флуктуации расплавленной стали в литейной форме, и таким образом - стабилизировать поток расплавленной стали в литейной форме. Как следствие, может быть улучшено качество литого элемента.
[Краткое описание чертежей]
[0013]
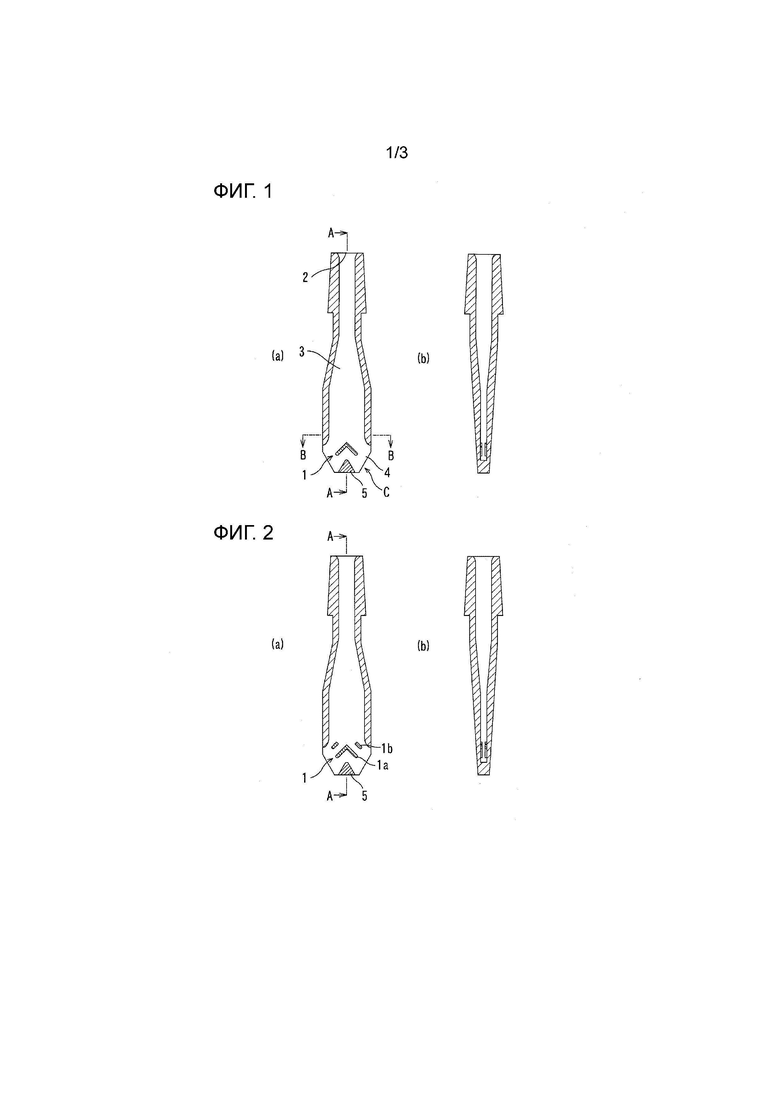
Фиг. 1 представляет собой схематичное изображение, иллюстрирующее пример погружного стакана по настоящему изобретению, снабженного центральным выступающим участком; при этом (а) - вид поперечного сечения, проходящего через центр короткой стороны, а (b) - вид сечения (вид по линии А-А), проходящего через центр длинной стороны.
Фиг. 2 представляет собой схематичное изображение, иллюстрирующее пример погружного стакана по настоящему изобретению, помимо центрального выступающего участка снабженного верхним выступающим участком, при этом (а) - вид поперечного сечения, проходящего через центр короткой стороны, а (b) - вид сечения (вид по линии А-А), проходящего через центр длинной стороны.
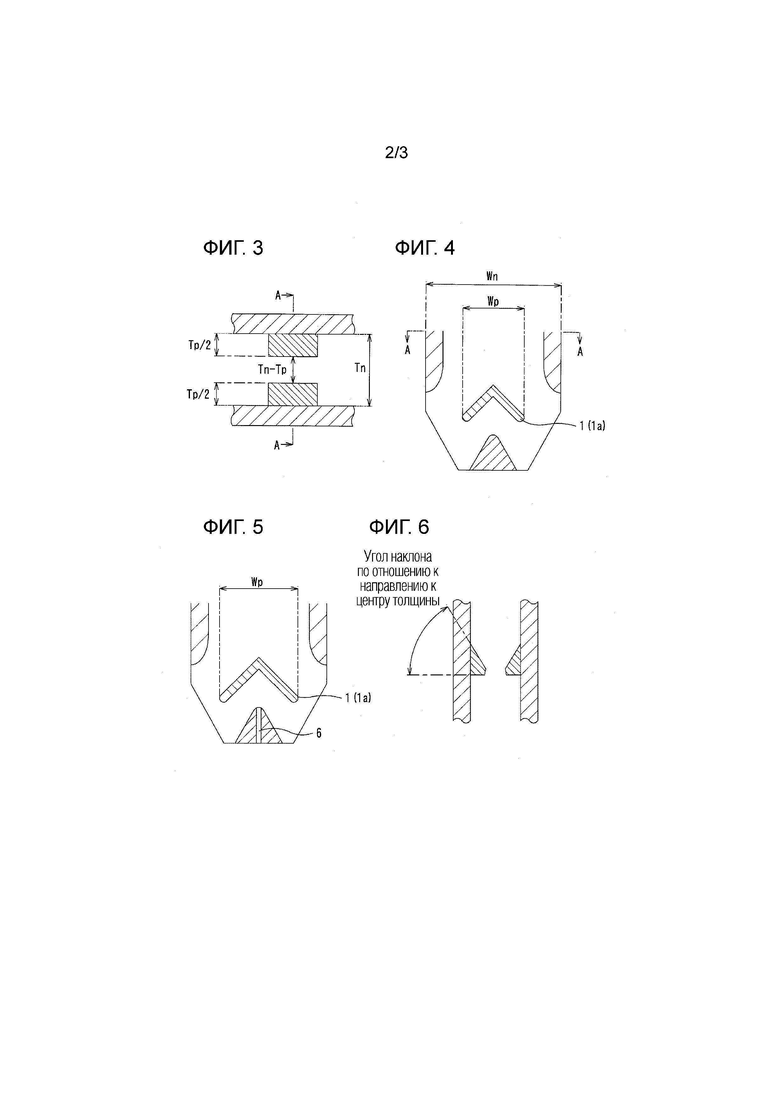
Фиг. 3 представляет собой схематичное изображение, показывающее вид сверху вниз от сечения B-B верхней части центрального выступающего участка по фиг. 1.
Фиг. 4 представляет собой схематичное изображение, иллюстрирующее пример участка С по фиг. 1 (нижняя часть погружного стакана), на котором центральный выступающий участок наклонен к направлению выпускного отверстия.
Фиг. 5 представляет собой схематичное изображение, подобно фиг. 4 иллюстрирующее другой пример поперечного сечения, на котором Wp увеличена еще больше, а выпускное отверстие дополнительно размещено еще и в донной части.
Фиг. 6 представляет собой вид сечения центра погружного стакана в направлении ширины (сечение А-А по фиг. 3 и т.д.), который является схематичным изображением, иллюстрирующим пример, в котором верхняя поверхность центрального выступающего участка наклонена к центральному направлению внутреннего отверстия.
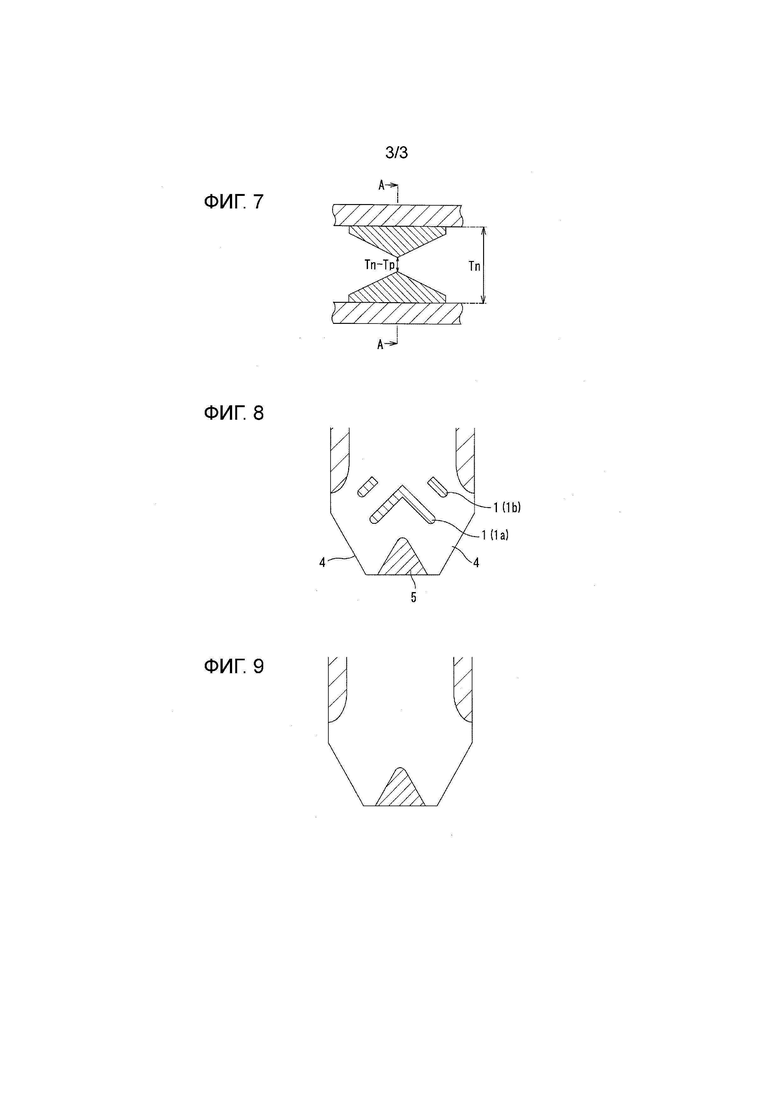
Фиг. 7 представляет собой вид сверху сечения по линии A-A на фиг. 4, который является схематичным изображением, иллюстрирующим пример, в котором длина выступа центрального выступающего участка по отношению к центральному направлению внутреннего отверстия постепенно уменьшается от центра в направлении ширины внутреннего отверстия.
Фиг. 8 представляет собой схематичное изображение, иллюстрирующее нижний участок погружного стакана по настоящему изобретению (фиг. 2), который в дополнение к центральному выступающему участку снабжен верхним выступающим участком.
Фиг. 9 представляет собой схематичное изображение, иллюстрирующее пример погружного стакана в соответствии с обычной технологией, в котором выступающий участок отсутствует (остальное - то же самое, что и на фиг. 1).
[Описание вариантов исполнения]
[0014] Поток расплавленной стали, проходящий вниз от впуска для расплавленной стали, представляющего собой узкое отверстие, расположенное на верхнем центральном крае погружного стакана, имеет тенденцию уплотняться в его центре. Как правило, в том случае, когда во внутреннем отверстии нет никакого препятствия, скорости тока расплавленной стали в области центральной части и в краевой части в направлении ширины плоской секции погружного стакана характеризуются значительной разностью.
[0015] Авторы настоящего изобретения обнаружили, что возмущение потока расплавленной стали, выпускаемой из погружного стакана, который, как упомянуто выше, является уплощенным по форме, в значительной степени вызвано упомянутым уплотнением потока расплавленной стали в центральной части внутреннего отверстия стакана. Поэтому в соответствии с настоящим изобретением увеличение потока к центральной части внутреннего отверстия стакана уменьшено, для того чтобы иметь приемлемый баланс с величиной потока в направлении выпускного отверстия.
[0016] Расположение средства для разделения потока, как описано в приведенной ссылке 3, может в определенной степени создавать поток расплавленной стали к краевой зоне в направлении ширины стакана. Однако, когда поток, как упоминалось выше, полностью или фиксированным образом разделен, то в каждой части внутреннего отверстия, то есть, в каждой из отдельных узких областей имеется тенденция к созданию отдельных потоков расплавленной стали, таким образом, что направление тока и скорость тока в каждой части этого внутреннего отверстия при этом различны. В частности, когда в результате управления или подобного воздействия на скорость потока расплавленной стали скорость и направление тока изменяются, поток расплавленной стали становится односторонним, тем самым вызывая очень большое возмущение в потоке внутри стакана и в выпускаемом потоке.
[0017] В настоящем изобретении средство, предназначенное для того, чтобы плавно управлять направлением тока и скоростью течения в той части , через которую проходит поток расплавленной стали, размещено таким образом, чтобы не разделять этот поток расплавленной стали во внутреннем отверстии полностью или фиксированным образом. А именно, - в нем имеется выступающий участок, который выдается в сторону пространства внутреннего отверстия от стенки этого внутреннего отверстия, но, тем не менее, таким образом, что может оставлять на участке выступа свободную часть внутреннего пространства отверстия. Благодаря этому выступающему участку, а также в результате выбора места, длины, направления и других признаков выступающего участка, можно избежать уплотнения потока расплавленной стали вокруг центральной части, и, в то же время, поток расплавленной стали при этом рассеивается в сторону крайней части в направлении ширины, а именно, - в сторону выпускного отверстия, так что при этом может быть получен соответствующий баланс. Кроме того, поскольку при этом происходит не только рассеяние потока расплавленной стали, но и создается пространственный канал с областью, где расположен выступающий участок, то поток расплавленной стали при этом не находится в состоянии полного разделения, так что расплавленная сталь при этом "мягко" перемешивается, тем самым образую диспергированный поток, являющийся уравновешенным потоком. В результате этого, зона выпуска не разделена на узкие области, образующие части потока с разными направлениями и скоростями потока, тем самым способствуя получению выровненного выпускаемого потока. Выступающий участок, имеющий подобную функцию, расположен в первую очередь, в центральной части поверхности стенки в направлении ширины (длинная сторона) плоской части погружного стакана (центральный выступающий участок).
[0018] Кроме того, верхняя поверхность центрального выступающего участка может быть наклонена в направлении ширины погружного стакана, а также в направлении вниз, а именно, - в направлении выпускного отверстия, при этом центральная часть длинной стороны выступающего участка служит в качестве вершины. При наличии такого наклона как этот, скорость потока и наклон потока расплавленной стали можно еще более изменять, так чтобы он был оптимизирован.
[0019] Далее, верхняя поверхность центрального выступающего участка может быть наклонена к центральному направлению по толщине погружного стакана, а именно - в сторону пространства, а также в направлении вниз, при этом участок, граничный с поверхностью стенки в направлении ширины погружного стакана (к длинной стороне) служит в качестве вершины. При наличии такого наклона как этот, скорость потока и наклон потока расплавленной стали можно еще более изменять, так чтобы он был оптимизирован.
[0020] Кроме того, длина выступа центрального выступающего участка может постепенно уменьшаться, - таким образом, что верхняя поверхность при этом может быть наклонена в сторону обеих крайних частей погружного стакана в направлении ширины (длинная сторона), причем длина выступа является самой длинной в центральной части погружного стакана в направлении ширины, в соответствии с чем центральная часть служит в качестве вершины. При наличии такого наклона как этот, скорость потока и наклон потока расплавленной стали можно не только еще более изменять, но и оптимизировать.
[0021] Поскольку уплощенный погружной стакан имеет такую форму, при которой выпускное отверстие на участке боковой стенки короткой стороны открыто, и при которой это отверстие является удлиненным в вертикальном направлении, то скорость выпускаемого потока в выпускном отверстии на верхней его стороне имеет тенденцию быть меньшей, и, таким образом, в той части потока, которая примыкает к верхнему краю, часто наблюдается явление обратного течения, которое вызывает всасывание расплавленной стали в погружной стакан. Соответственно, в настоящем изобретении, помимо центрального выступающего участка, над центральным выступающим участком может располагаться один или множество других выступающих участков (верхний выступающий участок). Этот верхний выступающий участок может иметь конструкцию, подобную вышеупомянутому центральному выступающему участку, а, кроме того, эти верхние выступающие участки могут быть расположены в виде пары симметрично в положении, удаленном на произвольное расстояние от центральной вертикальной оси погружного стакана.
[0022] Верхний выступающий участок подавляет уменьшение скорости потока именно в верхней части выпускного отверстия или обратный поток у его верхней крайней части, так что это дополняет функцию выравнивания распределения скорости потока в каждом положении выпускного отверстия в вертикальном направлении. И в этом верхнем выступающем участке, подобно расположенному ниже его центральному выступающему участку, длину выступа, угол, ширину и подобные параметры можно оптимизировать, не разделяя внутреннее пространство отверстия, в соответствии с индивидуальной конструкцией погружного стакана, рабочими условиями, и т.д. Наклон верхней поверхности к направлению ширины, а также к направлению вниз, наклон ее к направлению толщины погружного стакана, и другие параметры центрального выступающего участка, который расположен ниже, могут быть отнесены также и к верхнему выступающему участку. Посредством наклона верхнего выступающего участка таким образом, как упомянуто выше, подобно наклону центрального выступающего участка, можно еще более изменять скорость потока и наклон потока расплавленной стали, так чтобы он был оптимизирован.
[0023] Эффекты, обусловленные этими выступающими участками (центральный выступающий участок и верхний выступающий участок) могут быть получены тогда, когда эти участки расположены в плоской части, в которой, как упоминалось ранее, велико возмущение потока расплавленной стали. Их расположение в направлении высоты погружного стакана не обязательно является таким же, как и расположение выпускного отверстия в вертикальном направлении; - то есть, они могут быть расположены в оптимальных положениях, принимая во внимание связанные с этим соотношения с рабочими условиями, с конструкцией внутреннего отверстия погружного стакана и т.п.
[0024] Между тем, как показано на фиг. 1, фиг. 2 и фиг. 4, донная часть внутри погружного стакана может быть стенкой, имеющей своей функцией лишь разделение потока без формирования выпускного отверстия вокруг его центральной части, но выпускное отверстие при этом может быть сформировано так, как это изображено в фиг. 5. Если рассматривать литейную форму, а также конструкцию погружного стакана с учетом конкретных рабочих условий, то - если общая величина (объем) подачи в литейную форму при наличии выпускных отверстий только в боковой стенке является недостаточной, или имеется в виду, что скорость потока расплавленной стали в поперечном направлении или в вертикальном направлении является относительно пониженной и т.п., то предпочтительно сформировать выпускное отверстие в донной части погружного стакана.
[0025] В уплощенном погружном стакане в зависимости от степени плоскостности пространства внутреннего отверстия (а именно, - в зависимости от соотношения между длиной длинной стороны и длиной короткой стороны) можно изменять наклон потока расплавленной стали или скорости потоков по отдельным частям, или же наклон и скорость выпускаемого потока. Поэтому его оптимизацию предпочтительно проводить с учетом соотношения между степенью плоскостности, его конструкции и конкретными рабочими условиями. Между тем, из опыта известно, что в погружном стакане, имеющем отношение Wn/Tn ширины внутреннего отверстия к его толщине, приблизительно равное 5 или более, скорость потока вокруг центральной части погружного стакана значительно отличается от скорости потока в обеих его крайних частях в направлении ширины, и, таким образом, становится очевидной различие в наклоне потока из выпускного отверстия, флуктуациях в распределении скорости потока и т.п. Соответственно, согласно настоящему изобретению у погружного стакана отношение Wn/Tn, равное 5 или менее, является особенно предпочтительным.
[Примеры]
[0026] Далее настоящее изобретение будет описано вместе с примерами.
[Пример 1]
[0027] Пример 1 показывает экспериментальные результаты, полученные на водяной модели с проиллюстрированным на фиг. 1 первым вариантом осуществления настоящего изобретения, а именно, - с погружным стаканом, в котором в качестве выступающего участка выполнен только центральный выступающий участок (далее этот пример называется также просто "первым вариантом осуществления"), при этом в нем показаны: степень флуктуаций поверхности жидкости в литейной форме в зависимости от Wp/Wn, то есть, отношения ширины центрального выступающего участка к ширине Wn внутреннего отверстия погружного стакана (длина в направлении длинной стороны), и степень флуктуации поверхности жидкости в литейной форме в зависимости от Tp/Tn, то есть, отношения длины Tp выступа центрального выступающего участка в направлении пространства (общая длина пары) к толщине Tn внутреннего отверстия погружного стакана (длина в направлении короткой стороны).
[0028] Сравнительный пример относится к конструкции, изображенной на фиг. 9, а именно, - относится к погружному стакану, имеющему конструкцию, в которой выступающий участок из погружного стакана по варианту осуществления, изображенному на фиг. 1, удален.
[0029] Спецификация параметров погружного стакана следующая:
- общая длина: 1165 мм;
- впуск расплавленной стали: ∅86 мм;
- ширина внутреннего отверстия на верхнем крае выпускного отверстия (Wn): 255 мм;
- толщина внутреннего отверстия на верхнем крае выпускного отверстия (Тn): 34 мм;
- высота верхнего края выпускного отверстия от нижней крайней поверхности стакана: 146,5 мм;
- высота центрального выступающего участка (высота от нижней крайней поверхности стакана): 155 мм;
- длина центрального выступающего участка (длина справа налево от центра): 80 мм;
- толщина стенки погружного стакана: около 25 мм;
- толщина донной части погружного стакана (пик): высота в 100 мм
[0030] Параметры литейной формы и текучей среды следующие:
- ширина литейной формы: 1650 мм
- толщина литейной формы: 65 мм (центр в верхней крайней части: 185 мм)
- глубина погружения (от верхнего края выпускного отверстия до поверхности воды): 180 мм
- скорость подачи текучей среды: 3,5 т/мин.
* Значение, приведенное к жидкой стали.
[0031] Степень флуктуации поверхности жидкости в литейной форме была получена указанным ниже образом. А именно, - поверхность воды рассматривалась как поверхность жидкости (поверхность расплавленной стали) в литейной форме, используемой при непрерывном литье, при этом расстояние до поверхности воды измерялось сверху над ней ультразвуковым датчиком, а затем вычислялась высота флуктуаций. Всего измерения производились в 4 положениях, а именно, - в положениях, отстоящих на 50 мм от краев по ширине влево и вправо по обеим сторонам в направлении ширины, и в положениях в 1/4 ширины, при этом погружной стакан рассматривалось в качестве центра, а степень флуктуаций вычислялась по разнице между максимальным и минимальным значениями флуктуаций измеренных таким образом высот.
[0032] Отметим, что в примере 2 и во всех последующих примерах спецификация параметров погружного стакана, литейной формы и условий текучей среды - такие же, как и в примере 1.
[0033] Использовалась конструкция погружного стакана, в которой угол наклона центрального выступающего участка по всем направлении составляет ноль градусов (без наклона), толщина выступа центрального выступающего участка в направлении ширины является постоянной (на виде сверху - прямоугольный), и в которой нет никакого наклона в центральном направлении внутреннего отверстия.
[0034] Результаты степени флуктуации жидкостной поверхности в литейной формы в том виде, как они выражены показателем, приведены в табл. 1, где значение, полученное в сравнительном примере (конструкция, изображенная на фиг. 9) принято за 100 (далее этот показатель называется также просто "показателем флуктуаций").
[0035] Если в качестве критерия используется этот показатель флуктуаций, то было показано, что когда степень флуктуаций превышает примерно 40, ухудшение качества выходит за пределы, допустимые при реальном осуществлении непрерывного литья. Соответственно, в настоящем изобретении степень флуктуаций, с которой может быть решена задача настоящего изобретения, а именно, - целевая степень флуктуации была установлена в диапазоне 40 или менее.
[0036] В результате было установлено, что в конструкции, имеющей, в отличие от сравнительного примера по фиг. 9, центральный выступающий участок, в тех примерах, в которых отношение Wp/Wn составляет 0,2 или более и 0,7 или менее, а отношение Tp/Tn составляет 0,15 или более и 0,75 или менее, может быть получено целевое значение степени флуктуации 40 или менее. Кроме того, поскольку максимальный эффект может быть получен, когда отношение Tp/Tn равно 0,5, и отношение Wp/Wn равно 0,5, то очевидно, что эти отношения являются предпочтительными.
[0037] [Таблица1]
[0039]
[Пример 2]
Пример 2 показывает экспериментальные результаты, полученные на водяной модели, которая соответствует погружному стакану первого варианта осуществления настоящего изобретения в том виде, как он проиллюстрирован на фиг. 1, в примере показана степень флуктуаций поверхности жидкости в литейной форме при использовании конструкции погружного стакана с наклоном от центра центрального выступающего участка в сторону выпускного отверстия, а также в направлении вниз.
[0039] Упомянутые эксперименты проводились при использовании конструкции центрального выступающего участка, в которой отношения Wp/Wn составляют 0,1; 0,5 и 0,8; отношения Tp/Tn составляют 0,1; 0,5 и 0,9; а углы наклона центрального выступающего участка к поперечному направлению (горизонтальное направление) погружного стакана равны 30 градусов и 45 градусов. Кроме того, для сравнения проводились также эксперименты при тех же самых параметрах элемента, что и вышеуказанные параметры, но без наклона (угол наклона в ноль градусов).
[0040] Полученные результаты сведены в таблицу 2. Из них можно видеть, что во всех экспериментах, в которых имеет место увеличение наклона, степень флуктуации поверхности жидкости в литейной форме уменьшена. Между тем, что касается этих параметров, - можно видеть, что когда отношение Wp/Wn равно 0,5, и отношение Tp/Tn равно 0,5, целевая величина 40 или менее может быть получена при любых углах наклона.
[0041] [Таблица 2]
[Пример 3]
[0042] Пример 3 показывает экспериментальные результаты, полученные на водяной модели, которая соответствует погружному стакану первого варианта осуществления настоящего изобретения в том виде, как он проиллюстрирован на фигуре 1, в примере показано влияние наклона центрального выступающего участка (см. фиг. 6), когда верхняя поверхность центрального выступающего участка наклонена к центральному направлению по толщине погружного стакана, а также в направлении вниз, при этом пограничный с поверхностью стенки участок погружного стакана верхней поверхности центрального выступающего участка в направлении ширины (длинная сторона), является пиком.
[0043] Упомянутые эксперименты проводились при использовании конструкции центрального выступающего участка, в которой отношения Wp/Wn составляют 0,1; 0,5 и 0,8; отношение Tp/Tn составляет 0,5, угол наклона к стороне выпускного отверстия равен 45 градусов, а углы наклона по отношению к толщине и к центральному направлению равны 30 градусов и 45 градусов. Кроме того, для сравнения проводились также эксперименты при тех же самых параметрах элемента, что и вышеуказанные параметры, но без наклона (угол наклона ноль градусов).
[0044] Полученные результаты суммированы в таблице 3. Из них можно видеть, что во всех экспериментах, в которых имеет место увеличение наклона, степень флуктуации поверхности жидкости в литейной форме уменьшена. Кроме того, можно видеть, что когда отношение Wp/Wn равно 0,5, и отношение Tp/Tn равно 0,5, целевая величина 40 или менее может быть получена при любых углах наклона.
[0045] [Таблица 3]
[Пример 4]
[0046] Пример 4 показывает экспериментальные результаты, полученные на водяной модели, которая соответствует погружному стакану первого варианта осуществления настоящего изобретения, в том виде, как он проиллюстрирован на фиг. 1, в примере показана степень флуктуаций поверхности жидкости в литейной форме при использовании конструкции, в которой длина выступа постепенно увеличивается от центра центрального выступающего участка в направлении ширины погружного стакана (крайняя часть), а на виде сверху центральный выступающий участок имеет угол, такой, что при этом образуется пятиугольная структура (см. фиг. 7).
[0047] Эксперименты проводились при использовании конструкции центрального выступающего участка, в которой отношения Wp/Wn составляют 0,1; 0,5 и 0,8; отношение Tp/Tn составляет 0,5, угол наклона к стороне выпускного отверстия в направлении ширины равен 45 градусов, углы наклона к направлению толщины и к центральному направлению равны 0 градусов (наклона нет), а длина пика в центральной части центрального выступающего участка равна 8 мм. Кроме того, для сравнения проводились также эксперименты с теми же самыми параметрами элемента, что и вышеуказанные параметры, но без наклона (прямоугольник на верхней поверхности).
[0048] Эти результаты суммированы в таблице 4. Из них можно видеть, что при любом отношении Wp/Wn, когда длина краевой части составляет 4 мм, степень флуктуации поверхности жидкости в литейной форме является небольшой. Кроме того, можно видеть, что когда отношение Wp/Wn равно 0,5, отношение Tp/Tn равно 0,5, а угол наклона центрального выступающего участка к поперечному (горизонтальному) направлению погружного стакана составляет 45 градусов, целевая величина 40 или менее может быть получена при любой форме верхней поверхности, имеющей угол.
[0049] [Таблица 4]
[Пример 5]
[0050] Пример 5 показывает экспериментальные результаты, полученные на водяной модели, которая соответствует второму варианту осуществления настоящего изобретения в том виде, как он проиллюстрирован на фиг. 8, а именно - варианта осуществления, в котором в дополнение к нижнему центральному выступающему участку центральной части выступа над ним расположен верхний выступающий участок (далее этот вариант называется также просто "вторым вариантом осуществления"). В этом варианте осуществления погружной стакан имеет конструкцию, в которой верхний выступающий участок расположен в виде пары симметрично в положении, удаленном на произвольное расстояние в вертикальном направлении. При этом показана степень флуктуаций поверхности жидкости в литейной форме с использованием этой конструкции.
[0051] Эксперименты проводились с использованием нижнего центрального выступающего участка конструкции, в которой его вершина находится в таком положении, в котором центр расположен в 150 мм от нижней крайней поверхности погружного стакана (внешняя поверхность), левая и правая длины в направлении выпускного отверстия равны 80 мм каждая, отношение Wp/Wn составляют 0,1; 0,5 и 0,8, отношение Tp/Tn составляет 0,5, угол наклона по отношению к стороне выпускного отверстия в направлении ширины равен 45 градусов, угол наклона к центральному направлению по толщине составляет ноль градусов (без наклона), а вид формы верхней поверхности - прямоугольный (никаких углов нет). С другой стороны, верхний выступающий участок имеет такую конструкцию, в которой этот верхний выступающий участок расположен над нижним центральным выступающим участком и начинается на расстоянии 50 мм от центра погружного стакана в направлении ширины, соответственно, влево и вправо, угол наклона к стороне выпускного отверстия равен 45 градусов, а его длины в направлении выпускного отверстия равны 60 мм и 40 мм. Кроме того, для сравнения проводились также эксперименты с теми же самыми параметрами элемента, что и вышеуказанные параметры, но без наличия верхнего выступающего участка.
[0052] Эти результаты суммированы в таблице 5. Из них можно видеть, что во всех экспериментах, в которых имеется верхний выступающий участок, степень флуктуации поверхности жидкости в литейной форме уменьшена. Кроме того, можно видеть, что когда отношение Wp/Wn равно 0,5 и отношение Tp/Tn равно 0,5, целевая величина 40 или менее может быть получена при любой длине верхнего выступающего участка.
[0053] [Таблица 5]
участок
[0054] Выше были разобраны примеры настоящего изобретения вместе с конкретными вариантами его осуществления, однако настоящее изобретение не ограничено вышеописанными вариантами осуществления. Поэтому в число признаков, описанных в пунктах формулы изобретения, могут быть включены и другие варианты осуществления, а также их измененные примеры.
[Ссылочные позиции]
[0055]
10 - погружной стакан
1 - выступающий участок
1а - центральный выступающий участок
1b - верхний выступающий участок
2 - впуск расплавленной стали
3 - внутреннее отверстие (путь потока расплавленной стали)
4 - выпускное отверстие (участок со стенкой по короткой стороне)
5 - донная часть
6 - выпускное отверстие (донная часть)
Изобретение относится к области непрерывного литья и может быть использовано для разливки расплавленной стали в кристаллизатор. Погружной стакан имеет уплощенную форму, в которой ширина Wn внутреннего отверстия больше, чем толщина Tn внутреннего отверстия. Погружной стакан содержит выступающий участок в центральной части поверхности стенки в направлении ширины плоской части погружного стакана, обозначаемый как центральный выступающий участок. Соотношение Wp/Wn является отношением длины Wp центрального выступающего участка в направлении ширины к ширине Wn внутреннего отверстия равно 0,2 или более и 0,7 или менее, причем центральный выступающий участок расположены симметрично в виде пары, а общая длина пары центральных выступающих участков в направлении ширины составляет 0,15 или более и 0,75 или менее от Tn. Изобретение позволяет создать уплощенный погружной стакан, стабилизирующий испускаемый поток расплавленной стали, и тем самым поверхность расплавленной стали в литейной форме, а именно уменьшая ее флуктуации. 6 з.п. ф-лы, 5 табл., 5 пр., 9 ил.
1. Погружной стакан для разливки расплавленной стали в кристаллизатор для непрерывного литья, причем погружной стакан имеет уплощенную форму, в которой ширина Wn внутреннего отверстия больше, чем толщина Tn этого внутреннего отверстия, при этом погружной стакан содержит выступающий участок в центральной части поверхности стенки в направлении ширины плоской части погружного стакана, обозначаемый как центральный выступающий участок, отличающийся тем, что соотношение Wp/Wn, которое является отношением длины Wp центрального выступающего участка в направлении ширины к ширине Wn внутреннего отверстия равно 0,2 или более и 0,7 или менее, причем центральный выступающий участок расположен симметрично в виде пары, а общая длина пары центральных выступающих участков в направлении ширины составляет 0,15 или более и 0,75 или менее от Tn.
2. Погружной стакан по п. 1, отличающийся тем, что центральный выступающий участок наклонен вниз в направлении выпускного отверстия от центра в направлении ширины, при этом упомянутый центр выступает в качестве вершины.
3. Погружной стакан по п. 1 или 2, отличающийся тем, что верхняя поверхность центрального выступающего участка наклонена в направлении толщины и в направлении вниз, при этом ее граничный участок со стенкой погружного стакана в направлении ширины выступает в качестве вершины.
4. Погружной стакан по любому из пп.1-3, отличающийся тем, что длина выступа верхней поверхности центрального выступающего участка является наибольшей в центральной части длины Wp центрального выступающего участка и постепенно уменьшается от центральной части в направлении обоих краевых частей.
5. Погружной стакан по любому из пп.1-4, отличающийся тем, что погружной стакан содержит один или несколько выступающих участков над центральным выступающим участком, обозначаемых, соответственно, как верхний выступающий участок.
6. Погружной стакан по п. 5, отличающийся тем, что верхний выступающий участок наклонен в направлении выпускного отверстия.
7. Погружной стакан по любому из пп.1-6, отличающийся тем, что Wn/Tn представляет собой отношение ширины к толщине, равное 5 или более.
| JP 2001501132 A, 30.01.2001 | |||
| CN 101966567 A, 09.02.2011 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| ДЕТАЛЬ ДЛЯ РАЗЛИВКИ СТАЛИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2146186C1 |
| ПОГРУЖНОЙ СТАКАН ДЛЯ РАЗЛИВКИ МЕТАЛЛА В КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1999 |
|
RU2205092C2 |

