Изобретение относится к способам уплотнения.
Известен способ уплотнения, в котором между внешней и внутренней уплотняемыми деталями образуют кольцевую полость. В кольцевой полости размещают уплотнительные и фонарное кольца, которые сжимают нажимным кольцом. Во внешней уплотняемой детали предварительно выполняют канал, соединяющий наружную поверхность с кольцевой полостью в месте фонарного кольца. Канал используется для контроля утечки уплотняемой среды и ее отвода в атмосферу или отводящий трубопровод. Способ применяется преимущественно для уплотнения водяных рубашек охлаждения, водопроводов и их арматуры. См.: Орлов П.И. Основы конструирования: Справочно-методическое пособие: В 2-х кн. / Под ред. П.Н. Учаева. – Изд. 3-е, испр. – М.: Машиностроение, 1988. – Кн.1. – 560 с. С. 518, рис. 743.
Недостаток известного способа заключается в том, что на поверхности уплотнительных колец и уплотняемых деталей собирается осадок от просочившейся уплотняемой среды. Осадок вступает в химические реакции с материалом уплотнительных колец и уплотняемых деталей. Химическое воздействие приводит к утрате чистоты и упругости рабочих поверхностей, что снижает ресурс уплотнения. Обслуживание уплотнения выполняется ручной переборкой и связано со значительными технологическими затратами на опорожнение-заполнение уплотняемых объемов и переборку узла уплотнения.
Наиболее близким техническим решением, принятым за прототип, является способ уплотнения подвижных соединений, в котором между внешней и внутренней уплотняемыми деталями образуют кольцевую полость. В кольцевой полости устанавливают уплотнительные и фонарное кольца, которое центрируют во внутренней поверхности внешней уплотняемой детали. Уплотнительные и фонарное кольца сжимают нажимным кольцом. Во внешней уплотняемой детали предварительно выполняют два канала, соединяющие наружную поверхность с кольцевой полостью в месте установки фонарного кольца. Один из каналов герметично соединяют подводящим трубопроводом, оснащенным прибором контроля давления и запорным клапаном, с напорным трубопроводом гидростанции вспомогательной жидкости. Второй канал герметично соединяют отводящим трубопроводом с приемным трубопроводом гидростанции. Вспомогательную жидкость прокачивают между парой уплотнительных колец для промывки и/или подогрева деталей уплотнения. Подвижная внутренняя уплотняемая деталь вращает вспомогательную жидкость под фонарным кольцом, чем препятствует образованию осадка по внутреннему контуру уплотнительных колец. См.: ГОСТ Р 54805-2011 (ИСО5199:2002). Насосы центробежные. Технические требования. - 50 с. С. 35, 39, 44.
По внешнему контуру уплотнительных колец движение вспомогательной жидкости затруднено центрирующей частью фонарного кольца. Здесь образуются плохо промываемые зоны, где скапливается осадок. Осадок вступает в химические реакции с материалом уплотняемых деталей и уплотнительных колец. Химическое воздействие приводит к утрате чистоты и упругости рабочих поверхностей, что снижает ресурс уплотнения.
Известный способ не предназначен для применения в неподвижных соединениях. - В них нет принудительного вращения вспомогательной жидкости под фонарным кольцом. Пространство под фонарным кольцом промывается плохо и быстро накапливает химически активный осадок. Площадь химического воздействия возрастает, ограничивая ресурс уплотнения.
Известные способы уплотнения не предусматривают контроль герметичности уплотнения без заполнения сосудов или трубопроводов уплотняемой средой. Контроль герметичности уплотнений магистральных трубопроводов и резервуаров большой емкости выполняют совместно с контролем герметичности всего уплотняемого пространства. Такой контроль требует значительных технологических затрат на заполнение, исследование и опорожнение контролируемых объемов.
Изобретение решает задачи повышения надежности уплотнений неподвижных соединений и контроля их герметичности без заполнения магистральных трубопроводов и резервуаров большой емкости уплотняемой средой.
Технический результат от использования изобретения заключается в повышении ресурса и снижении технологических затрат на контроль уплотнений неподвижных соединений магистральных трубопроводов и резервуаров большой емкости.
В предлагаемом способе уплотнения неподвижных соединений между внешней и внутренней уплотняемыми деталями образуют кольцевую полость. В кольцевой полости размещают уплотнительные кольца, между уплотнительными кольцами устанавливают фонарные кольца. Уплотнительные и фонарные кольца сжимают нажимным кольцом. Во внешней уплотняемой детали предварительно выполняют каналы, соединяющие наружную поверхность с кольцевой полостью в местах установки фонарных колец. Каналы герметично соединяют подводящими трубопроводами, оснащенными приборами контроля давления и запорными клапанами, с напорным трубопроводом гидростанции вспомогательной жидкости.
Указанный технический результат достигается следующим образом.
Уплотнительные кольца выполняют с посадочными поверхностями под фонарные кольца. Фонарные кольца выполняют в виде цилиндрических втулок с отверстиями в стенке. Фонарные кольца устанавливают и центрируют на посадочных поверхностях уплотнительных колец так, чтобы разделить кольцевую полость между парой уплотнительных колец на внешние и внутренние кольцевые камеры. Во внутренней уплотняемой детали предварительно выполняют каналы, соединяющие наружную поверхность с кольцевой полостью в местах установки фонарных колец. Каналы внутренней уплотняемой детали герметично соединяют отводящими трубопроводами, оснащенными запорными клапанами, с приемным трубопроводом гидростанции. Для смены направления движения вспомогательной жидкости подводящие трубопроводы могут быть герметично соединены с каналами внутренней уплотняемой детали, а отводящие трубопроводы с каналами внешней уплотняемой детали.
Принудительное движение вспомогательной жидкости между парами уплотнительных колец из каналов внешней уплотняемой детали через внешние кольцевые камеры, отверстия фонарного кольца, внутренние кольцевые камеры в каналы внутренней уплотняемой детали, а также смена направления движения жидкости исключили образование застойных зон и отложение осадка на деталях уплотнения. Химическое воздействие уплотняемой среды на уплотняемые детали снизилось, а ресурс уплотнения вырос.
Наличие запорных клапанов и измерительных приборов обеспечивают контроль герметичности уплотнения повышением давления в кольцевой полости между парами уплотнительных колец без заполнения магистральных трубопроводов и резервуаров большой емкости уплотняемой средой.
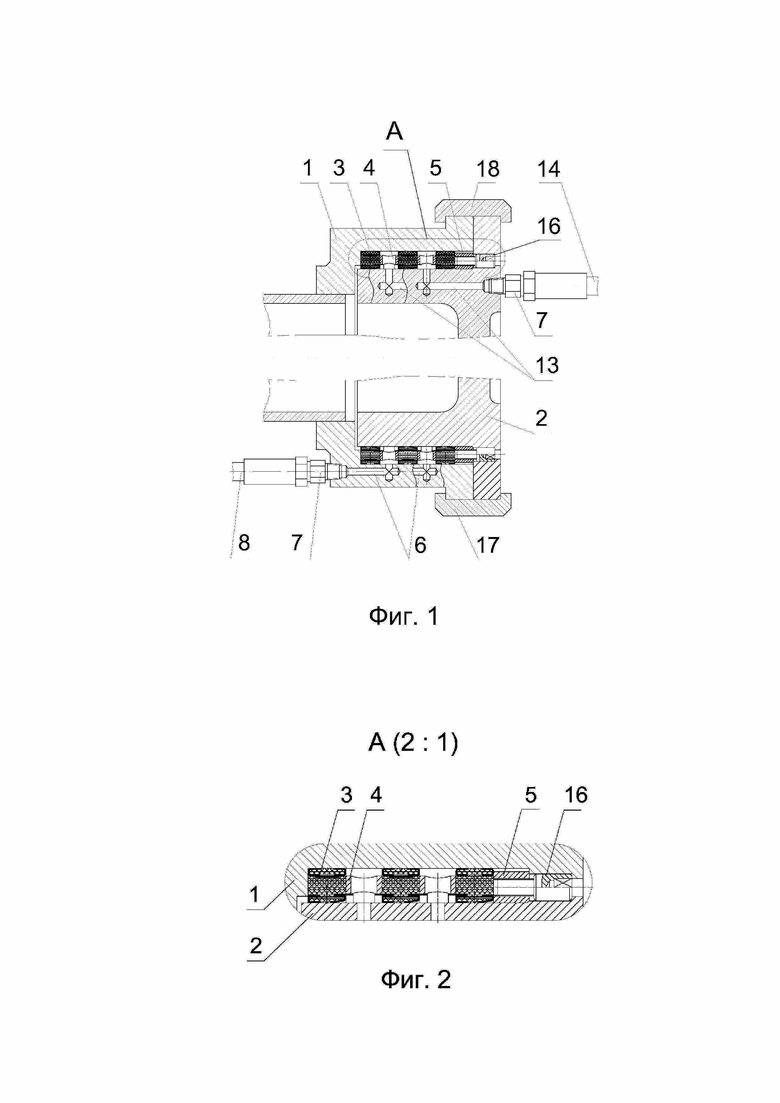
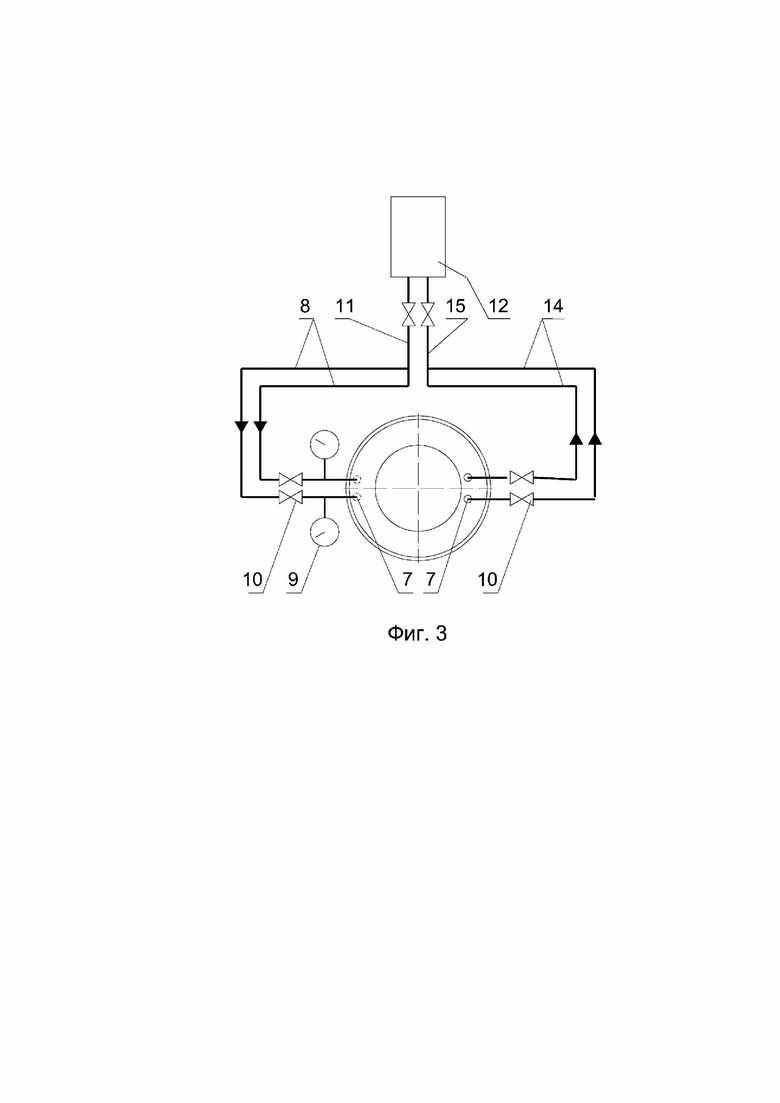
На фиг. 1. показан общий вид узла уплотнения крышки люка резервуара высокого давления, в котором реализован предлагаемый способ для трех уплотнительных колец. На фиг. 2 - выносной элемент А на фиг. 1, на фиг. 3 - схема подключения уплотнения к гидростанции вспомогательной жидкости.
Между внешней 1 и внутренней 2 уплотняемыми деталями образуют кольцевую полость. В кольцевой полости размещают уплотнительные кольца 3, между уплотнительными кольцами устанавливают фонарные кольца 4. Уплотнительные и фонарные кольца сжимают нажимным кольцом 5. Во внешней уплотняемой детали предварительно выполняют каналы 6, соединяющие наружную поверхность с кольцевой полостью в местах установки фонарных колец. Каналы 6 посредством штуцерных соединений 7 герметично соединяют подводящими трубопроводами 8, оснащенными приборами контроля давления 9 и запорными клапанами 10, с напорным трубопроводом 11 гидростанции 12 вспомогательной жидкости.
Уплотнительные кольца 3 выполняют с посадочными поверхностями под фонарные кольца. Фонарные кольца 4 выполняют в виде цилиндрических втулок с отверстиями в стенке. Фонарные кольца устанавливают и центрируют на посадочных поверхностях уплотнительных колец 3 так, чтобы разделить кольцевую полость между парой уплотнительных колец на внешние и внутренние кольцевые камеры. Во внутренней уплотняемой детали 2 предварительно выполняют каналы 13, соединяющие наружную поверхность с кольцевой полостью в местах установки фонарных колец 3. Каналы 13 внутренней уплотняемой детали герметично соединяют посредством штуцерных соединений 7 отводящими трубопроводами 14, оснащенными запорными клапанами 10, с приемным трубопроводом 15 гидростанции 12. Для смены направления движения вспомогательной жидкости подводящие трубопроводы 8 могут быть герметично соединены с каналами 13 внутренней уплотняемой детали 2, а отводящие трубопроводы 14 с каналами 6 внешней уплотняемой детали.
Для сжатия уплотнительных и фонарных колец используют нажимное кольцо 4 с резьбовыми отверстиями и нажимные винты 16 с цилиндрической головкой и отверстием под граненый ключ. Винты ввинчивают в резьбовые отверстия нажимного кольца. Нажимное кольцо устанавливают на уплотняемой поверхности детали 2 так, чтобы цилиндрические головки винтов вошли в ступенчатые отверстия фланца этой детали с упором в торец ступени.
Сжатие уплотнительных и фонарных колец выполняют после стягивания фланцев уплотняемых деталей 1, 2 и их замыкания полукольцами 17 и 18.
Способ применяется следующим образом.
В исходном положении полукольца 17 и 18 разомкнуты. Внешняя 1 и внутренняя 2 уплотняемые детали разведены. В расточку внешней уплотняемой детали 1 устанавливают уплотнительные кольца 3, между которыми устанавливают фонарные кольца 4. Нажимное кольцо 5 с нажимными винтами 16 сажают на уплотняемую поверхность внутренней уплотняемой детали 2, головки винтов 16 вводят в ступенчатые отверстия фланца детали 2. Фланцы деталей 1 и 2 сводят и замыкают полукольцами 17, 18. Далее вращают граненым ключом нажимные винты 16, перемещают нажимное кольцо и сжимают уплотнительные и фонарные кольца. Затем собирают трубопроводы вспомогательной жидкости и, используя запорные клапаны 10, устанавливают необходимый режим работы уплотнения.
Предлагаемый способ уплотнения обеспечивает режим циркуляции вспомогательной жидкости и режим контроля герметичности уплотнения.
В режиме циркуляции выполняют промывку, нагревание и охлаждение деталей уплотнения. Запорные клапаны 10 на подводящих и отводящих трубопроводах открыты. Вспомогательная жидкость подается от напорного трубопровода 11 гидростанции 12 через подводящие трубопроводы 8 в каналы 6 внешней уплотняемой детали 1 и места установки фонарных колец. Вспомогательная жидкость заполняет внешнюю кольцевую камеру и промывает внешний контур пары уплотнительных колец, проходит сквозь отверстия фонарного кольца, заполняет внутреннюю кольцевую камеру и промывает внутренний контур пары уплотнительных колец. Отводится вспомогательная жидкость по каналам 13 внутренней уплотняемой детали 2 и отводящим трубопроводам 14 в приемный трубопровод 15 гидростанции 12. Перекрытием запорных клапанов 10 обеспечена возможность прекращения циркуляции вспомогательной жидкости между одной, нескольких или всеми парами уплотнительных колец.
В режиме контроля герметичности запорные клапаны 10 подводящих трубопроводов 8 перекрыты. Для пары контролируемых уплотнительных колец перекрывают запорный клапан отводящего трубопровода 14, открывают запорный клапан подводящего трубопровода 8, повышают давление между парой уплотнительных колец до максимального контрольного значения, перекрывают запорный клапан подводящего трубопровода 8 и по скорости падения давления контролируют герметичность.
Промышленная применимость предлагаемого изобретения подтверждена испытаниями. Способ автоуплотнения прошел стендовые и полевые испытания на изделиях с размерами до 1,5 м по уплотняемым поверхностям.
Изобретение повысило ресурс уплотнения и обеспечило контроль его герметичности без заполнения магистральных трубопроводов и резервуаров большой емкости уплотняемой средой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОУПЛОТНЕНИЯ | 2018 |
|
RU2693339C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДА | 2022 |
|
RU2790752C2 |
| СПОСОБЫ АВТОУПЛОТНЕНИЯ (ВАРИАНТЫ) | 2010 |
|
RU2439406C2 |
| СПОСОБ АВТОУПЛОТНЕНИЯ | 2011 |
|
RU2484344C2 |
| СПОСОБ И МОБИЛЬНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДА | 2011 |
|
RU2468279C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДА | 2019 |
|
RU2717037C2 |
| СПОСОБ САМОУПЛОТНЕНИЯ ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2011 |
|
RU2451854C2 |
| РАБОЧИЙ ОРГАН УСТРОЙСТВА ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДА | 2019 |
|
RU2708932C2 |
| Кран со сферической пробкой | 1987 |
|
SU1836595A3 |
| БУГЕЛЬНОЕ ФЛАНЦЕВОЕ СОЕДИНЕНИЕ ЛЮК-ЛАЗА | 2021 |
|
RU2755966C2 |
Изобретение относится к способу уплотнения неподвижных соединений. Между внешней 1 и внутренней 2 уплотняемыми деталями образуют кольцевую полость. В кольцевой полости размещают уплотнительные кольца 3, между уплотнительными кольцами устанавливают фонарные кольца 4. Уплотнительные и фонарные кольца сжимают нажимным кольцом 5. Во внешней уплотняемой детали предварительно выполняют каналы 6, соединяющие наружную поверхность с кольцевой полостью в местах установки фонарных колец. Каналы 6 посредством штуцерных соединений 7 герметично соединяют подводящими трубопроводами 8, оснащенными приборами контроля давления 9 и запорными клапанами 10, с напорным трубопроводом 11 гидростанции 12 вспомогательной жидкости. Уплотнительные кольца 3 выполняют с посадочными поверхностями под фонарные кольца. Фонарные кольца 4 выполняют в виде цилиндрических втулок с отверстиями в стенке. Фонарные кольца устанавливают и центрируют на посадочных поверхностях уплотнительных колец 3 так, чтобы разделить кольцевую полость между парой уплотнительных колец на внешние и внутренние кольцевые камеры. Во внутренней уплотняемой детали 2 предварительно выполняют каналы 13, соединяющие наружную поверхность с кольцевой полостью в местах установки фонарных колец 3. Каналы 13 внутренней уплотняемой детали герметично соединяют посредством штуцерных соединений 7 отводящими трубопроводами 14, оснащенными запорными клапанами 10, с приемным трубопроводом 15 гидростанции 12. Для смены направления движения вспомогательной жидкости подводящие трубопроводы 8 могут быть герметично соединены с каналами 13 внутренней уплотняемой детали 2, а отводящие трубопроводы 14 - с каналами 6 внешней уплотняемой детали. Изобретение повышает ресурс уплотнения и обеспечивает контроль его герметичности без заполнения магистральных трубопроводов и резервуаров большой емкости уплотняемой средой. 3 ил.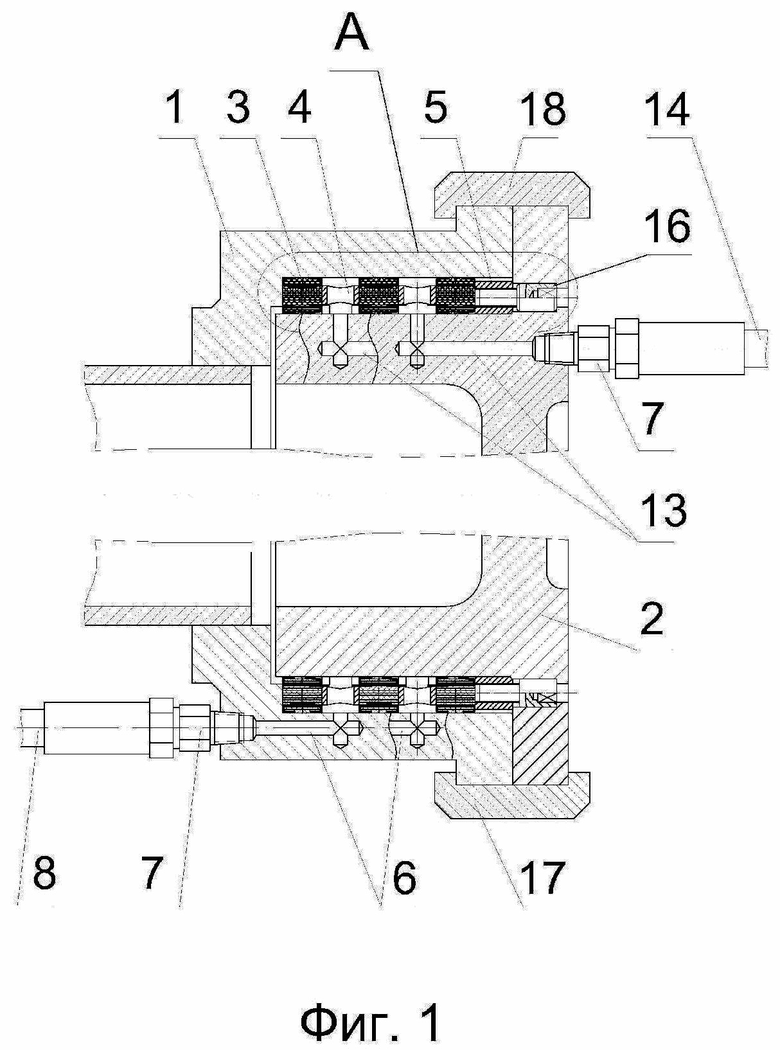
Способ уплотнения неподвижных соединений, в котором между внешней и внутренней уплотняемыми деталями образуют кольцевую полость, в кольцевой полости размещают уплотнительные кольца, между уплотнительными кольцами устанавливают фонарные кольца, уплотнительные и фонарные кольца сжимают нажимным кольцом, во внешней уплотняемой детали предварительно выполняют каналы, соединяющие наружную поверхность с кольцевой полостью в местах установки фонарных колец, каналы герметично соединяют подводящими трубопроводами, оснащенными приборами контроля давления и запорными клапанами, с напорным трубопроводом гидростанции вспомогательной жидкости, отличающийся тем, что уплотнительные кольца выполняют с посадочными поверхностями под фонарные кольца, фонарные кольца выполняют в виде цилиндрических втулок с отверстиями в стенке, фонарные кольца устанавливают и центрируют на посадочных поверхностях уплотнительных колец так, чтобы разделить кольцевую полость между парой уплотнительных колец на внешние и внутренние кольцевые камеры, во внутренней уплотняемой детали предварительно выполняют каналы, соединяющие наружную поверхность с кольцевой полостью в местах установки фонарных колец, каналы внутренней уплотняемой детали герметично соединяют отводящими трубопроводами, оснащенными запорными клапанами, с приемным трубопроводом гидростанции, для смены направления движения вспомогательной жидкости подводящие трубопроводы могут быть соединены с каналами внутренней уплотняемой детали, а отводящие трубопроводы - с каналами внешней уплотняемой детали.
| Приспособление для съемки тетрадей с проволокошвейной машины | 1938 |
|
SU54805A1 |
| САМОУПЛОТНЯЮЩИЙСЯ САЛЬНИКОВЫЙ УЗЕЛ | 2008 |
|
RU2362077C1 |
| RU 2010110964 A, 20.08.2010 | |||
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО | 1995 |
|
RU2153111C2 |
| ОРЛОВ П.И | |||
| Основы конструирования, Справочно-методическое пособие, М., Машиностроение, 1988, кн.1, с.518, рис.743. | |||

