Изобретение относится к узлу обмотки с некоторым числом расположенных в осевом направлении одна за другой секций обмотки, которые электрически соединены между собой с образованием последовательной цепи, и удерживающими средствами для удерживания секций обмотки на расстоянии друг от друга.
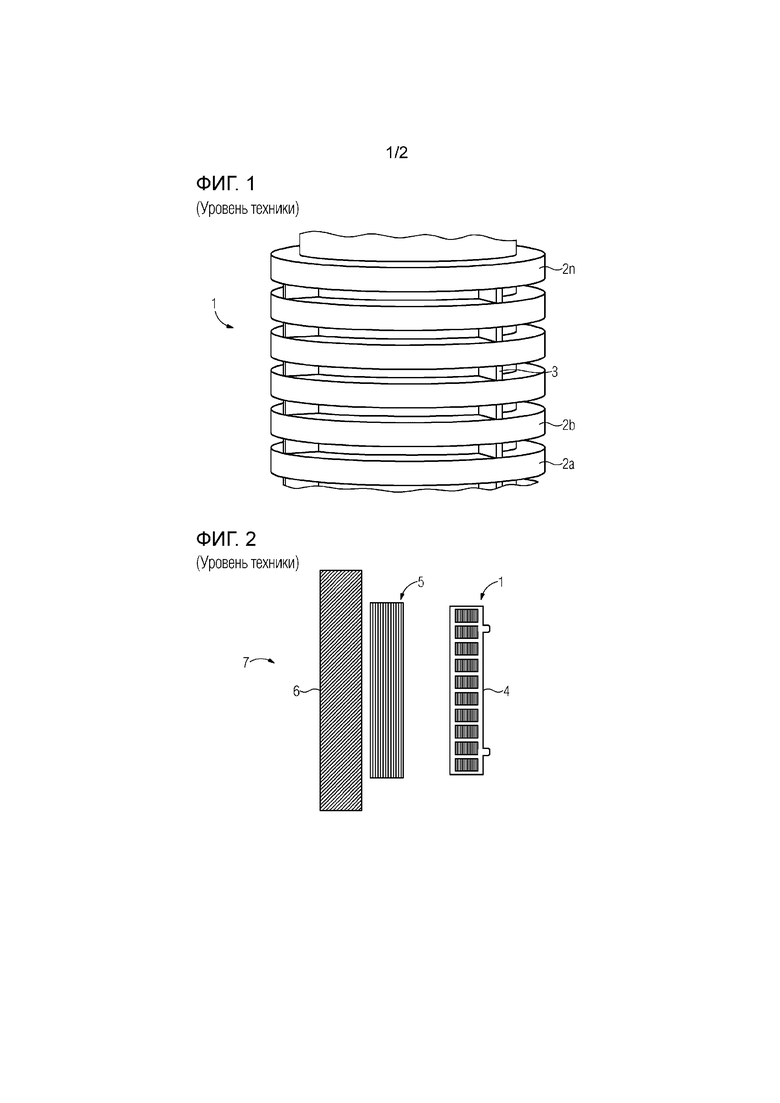
Такой узел обмотки известен из существующей практики. Так на приложенной фиг. 1 показан узел обмотки согласно уровню техники перед тем, как он заливается литьевой смолой или, другими словами, заделывается в нее. Видно, что узел 1 обмотки состоит из вертикально уложенных в стопку одна на другой секций 2а, 2b, …, 2n обмотки, причем секции 2а, 2b, …, 2n обмотки электрически соединены друг с другом, так что образуется последовательная цепь. Секции 2a … 2n обмотки состоят из намотанных друг на друга слоев обмотки, причем каждая секция 2a … 2n обмотки увеличивается за счет наматывания слоев обмотки в радиальном направлении. Такие секции обмотки обычно упоминаются на практике как дисковые обмотки 2a, …, 2n. Чтобы уложить дисковые обмотки 2а, …, 2n одну на другую в стопку на некотором расстоянии друг от друга, которое должно поддерживаться ввиду требуемой диэлектрической прочности узла обмотки, предусмотрены удерживающие блоки (колодки) 3, которые вводятся в качестве удерживающих средств между дисковыми обмотками 2а, …, 2n. Такое блочное удерживающее средство имеет недостаток, заключающийся в том, что оно перекрывает изоляцию между дисковыми обмотками 2a, …, 2n по большой площади. Кроме того, выступающая часть изоляционных пленок, которые при необходимости намотаны как изоляция проводников в секциях обмотки, прижимается по плоскости, что также ухудшает последующую изоляцию из твердого материала.
Фиг. 2 схематично показывает обмотку 1 согласно фиг.1, которая заделана в твердую изоляцию 4 обмотки, выполненную из изоляционного материала обмотки. Узел 1 обмотки образует высоковольтную обмотку, из которой в разрезе показана только правая сторона. Можно видеть, что высоковольтная обмотка окружает низковольтную обмотку 5, которая, в свою очередь, окружает плечо 6 стального сердечника. Низковольтная обмотка 5, а также узел 1 обмотки, образующий высоковольтную обмотку, являются частью трансформатора, который схематично показан на фиг. 2 в качестве уровня техники.
Задачей изобретения является создание устройства обмотки вышеуказанного типа, которое имеет высокую электрическую прочность и в котором секции обмотки расположены на малом расстоянии друг от друга.
Изобретение решает эту задачу тем, что удерживающие средства содержат по меньшей мере один удерживающий элемент, который проходит по меньшей мере в две секции обмотки, расположенные рядом друг с другом, причем упомянутый удерживающий элемент жестко соединен с секциями обмотки, в которые он проходит.
В соответствии с изобретением предусмотрен удерживающий элемент, который проходит в секции обмотки и соединен с ними по плоскости. В рамках изобретения исключаются блочные удерживающие элементы, которые могли бы перемыкать наносимую позже посредством заливки изоляцию между секциями обмотки. Кроме того, исключается плоское прижатие пленочной изоляции. Согласно изобретению, удерживающие элементы, при наматывании секций обмотки, могут вставляться между взаимно изолированными электрическими проводниками слоев обмотки. Таким образом, они проходят между двумя наложенными друг на друга слоями обмотки и могут соединяться с ними по плоскости.
Предпочтительным образом, каждая секция обмотки соединена по меньшей мере с одним удерживающим элементом. В соответствии с этим предпочтительным дальнейшим развитием, все секции обмотки узла обмотки соединены друг с другом через удерживающие элементы. Другими словами, весь узел обмотки соединен исключительно через удерживающие элементы в соответствии с изобретением.
Рациональным образом, каждый удерживающий элемент выполнен в виде плоской вставной полосы. Плоскую вставную полосу можно легко вставить между слоями обмотки при наматывании секций обмотки.
Вставная полоса проходит, например, только в две соседних секции обмотки. В отличие от этого, вставная полоса может быть образована такой длины, что она проходит за одно целое через все секции обмотки последовательного соединения. Плоская вставная полоса имеет то преимущество, что она прилегает по большой площади к секциям обмотки, в которые входит вставная полоса.
Рациональным образом, каждая секция обмотки имеет слои обмотки, намотанные друг над другом, причем слои обмотки изолированы друг от друга и имеют электрический проводник. Электрический проводник представляет собой, например, плоский металлический проводник в форме полосы, причем между металлическими проводниками навиты изоляционные пленки, которые обеспечивают необходимую электрическую изоляцию между электрическими проводниками. В отличие от этого, электрический проводник может иметь изоляционный лак.
В соответствии с целесообразным дальнейшим развитием, каждый удерживающий элемент проходит между намотанными друг на друга слоями обмотки и жестко соединен по меньшей мере с одним из этих слоев обмотки. Предпочтительным образом, каждый удерживающий элемент жестко соединен с обоими слоями обмотки, между которыми он проходит.
В соответствии с целесообразным дальнейшим развитием, удерживающие элементы расположены попарно и проходят с радиальным расстоянием между секциями обмотки. Другими словами, оба удерживающих элемента пары проходят в радиальном направлении рядом друг с другом как двойной держатель.
Рациональным образом, слои обмотки по меньшей мере частично жестко соединены друг с другом для дальнейшей стабилизации секции обмотки. Соединение слоев обмотки друг с другом предпочтительно осуществляется отвержденной смолой. Эту смолу можно, например, вводить между слоями обмотки. Смола также может вводиться в качестве компонента препрега, причем смола находится в В-состоянии. Препрег тогда обладает адгезионными свойствами при комнатной температуре, так что слои обмотки уже во время наматывания связываются друг с другом. При предварительном нагреве всего узла обмотки препрег затвердевает, так что после этого обеспечивается стабильное соединение между слоями обмотки. Эта дополнительная стабилизация увеличивает механическую прочность узла обмотки и упрощает последующую заливку последовательного соединения смолой. Термин ʺпрепрегʺ имеет происхождение из английского языка и является краткой формой для ʺpre-impregnated fibresʺ (в переводе - предварительно импрегнированные волокна). Термин препрег используется здесь для обозначения волокнистой структуры, которая пропитана не полностью отвержденной смолой.
Рациональным образом, каждый удерживающий элемент образован из ткани из стекловолокна, пропитанной смолой, особенно эпоксидной смолой. В предпочтительном дальнейшем развитии в этом отношении, коэффициент теплового расширения удерживающего элемента согласован с коэффициентом теплового расширения последующей полимерной изоляции для всего узла обмотки.
Рациональным образом, каждый удерживающий элемент приклеивается к участкам обмотки, в которые он проходит. Склеивание удерживающих элементов с секциями обмотки вновь осуществляется с помощью преимущественно не полностью отвержденного препрега. При введении тепла препрег затвердевает, так что соединение между удерживающим элементом и соответствующими секциями обмотки усиливается.
Рациональным образом, каждая секция обмотки представляет собой дисковую обмотку, выполненную в форме диска. Дисковые обмотки выполнены кольцевыми. Слои обмотки дисковой обмотки проходят исключительно в общем горизонтальном пласте или слое. При намотке, каждый слой обмотки дисковой обмотки увеличивается исключительно в осевом направлении.
Секции обмотки сформированы, например, одним проводником, который наматывается непрерывно.
Как уже было изложено выше, является рациональным, что секции обмотки по меньшей мере частично заделаны в изоляцию обмотки, которая состоит из твердого изоляционного материала обмотки. Такое твердый изоляционный материал обмотки представляет собой, например, хорошо известную специалисту эпоксидную смолу. Такой узел обмотки, изолированный твердым телом, также упоминается как литая обмотка.
В соответствии с еще одним вариантом осуществления изобретения предусмотрен по меньшей мере один элемент ножки (опорный элемент), который соединен с одной из секций обмотки и выполнен так, чтобы поддерживать весь узел обмотки. При этом рациональным образом каждый элемент ножки имеет участок изоляции ножки, который состоит из электрически изолирующего твердого изоляционного материала. Концевая область элемента ножки ставится на элемент конструкции, причем участок изоляции ножки обеспечивает необходимую электрическую изоляцию. Секции обмотки в процессе работы находятся под потенциалом высокого напряжения. Элемент ножки обеспечивает возможность вертикальной (в стоячем положении) заливки последовательно соединенных секций обмотки и, таким образом, формирование усиленной толстой внутренней стенки твердой изоляции обмотки. Таким образом, соответствующее изобретению устройство обмотки при тех же размерах может подвергаться воздействию повышенных напряжений.
Изобретение также относится к способу изготовления узла обмотки, при котором наматывают секции обмотки, которые имеют слои обмотки из изолированных друг от друга электрических проводников, вводят при наматывании по меньшей мере один удерживающий элемент между слоями обмотки, так что он проходит между по меньшей мере двумя секциями обмотки, причем устройство обмотки вертикально заливается изоляционным материалом и нагревается для отверждения изоляционного материала.
Рациональным образом, узел обмотки предварительно нагревают после вставки удерживающих элементов, так что он соединяет каждый удерживающий элемент с секциями обмотки, в которые он проходит. При предварительном нагреве узла обмотки, не только каждый удерживающий элемент может быть соединен с соответствующими секциями обмотки. Кроме того, в предпочтительных вариантах изобретения, также обеспечивается возможность соединения препрега между слоями обмотки дисковых обмоток.
Дальнейшие рациональные варианты осуществления и преимущества изобретения являются предметом следующего описания примеров выполнения изобретения со ссылкой на чертежи, на которых одинаковые ссылочные позиции относятся к одинаково действующим компонентам и на которых показано следующее:
Фиг. 1 - узел обмотки согласно известному уровню техники перед заливкой,
Фиг. 2 - схематичное сечение литого трансформатора с узлом обмотки согласно фиг. 1 после заливки;
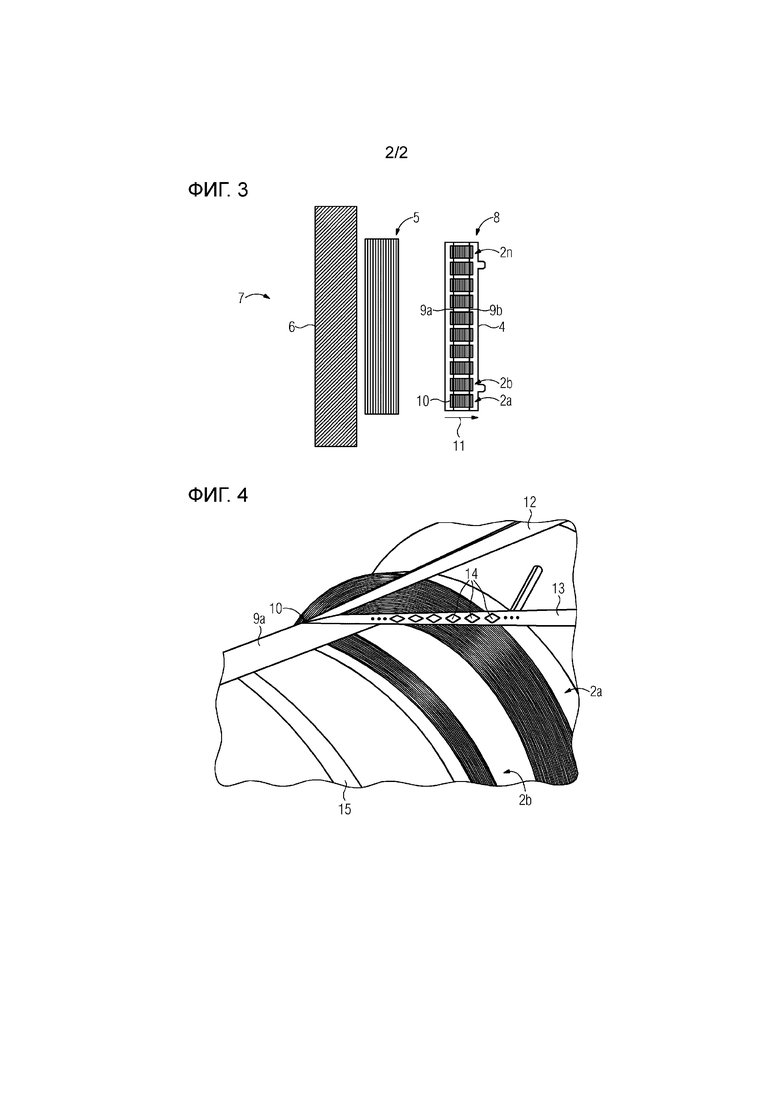
Фиг. 3 - пример выполнения соответствующего изобретению узла обмотки после заливки и
Фиг. 4 - схематичное представление соответствующего изобретению примера выполнения способа.
На фиг. 1 и 2 показан узел 1 обмотки согласно уровню техники до и после заливки, уже описанный выше.
На фиг. 3 схематично показан пример выполнения с сечением через соответствующий изобретению трансформатор 7 с плечом 6 стального сердечника и низковольтной обмоткой 5 и примером выполнения соответствующего изобретению узла 8 обмотки, который служит здесь в качестве высоковольтной обмотки. Видно, что удерживающие средства 9а и 9b проходят между дисковыми обмотками 2а, 2b, …, 2n. Удерживающие средства 9а и 9b выполнены, соответственно, как плоская вставная полоса и проходят, соответственно, как цельный элемент через все дисковые обмотки 2a, 2b,…, 2n узла 8 обмотки. Кроме того, на фиг. 3 можно видеть слои 10 обмотки каждой секции 2a, 2b, …, 2n обмотки. Слои 10 обмотки в примере выполнения, показанном на фиг. 3, намотаны с внутренней стороны, которая обращена к плечу 6, в радиальном направлении 11 наружу. Таким образом, при увеличении количества слоев 10 обмотки каждая секция 2a, …, 2n обмотки увеличивается в размере изнутри наружу. Удерживающие средства 9а и 9b проходят между слоями обмотки и жестко соединены с ним, так что секции 2а,…, 2n обмотки удерживаются с помощью удерживающих средств 9а и 9b на расстоянии друг от друга. По этой причине можно заливать обмоточный изоляционный материал без держателя обмотки в свободно стоящем положении в жидкой форме, с секциями 2a, 2b,…, 2n, который затем полностью затвердевает при нагреве изоляционного материала обмотки. Таким образом, обеспечен узел 8 обмотки, который является экономичным, при этом изолятор 4 обмотки может иметь произвольно выбираемую толщину внутренней стенки от 1 мм до 50 мм. Из фиг. 3 также видно, что слои 10 обмотки проходят в кольцевой форме в горизонтальном слое, так что секции 2a, …, 2n обмотки образуют так называемые дисковые обмотки. Дисковые обмотки 2а, …, 2n замкнуты по окружности, причем внутри каждой дисковой обмотки плечо 6 проходит вместе с низковольтной обмоткой 5.
Фиг. 4 показывает наматывание удерживающего элемента 9а в секции 2а,…, 2n обмотки. Можно видеть, что металлический полосовой проводник 12, например, из алюминия, наматывается вместе с изоляционной пленкой 13 на уже развернутый слой 10 обмотки. При этом сначала вставная полоса 9а вставляется в качестве удерживающего средства. Вставная полоса 9а выполнена из препрега из стекловолокна. Препрег вставной полосы 9а не полностью отвержден. Намотанный таким образом удерживающий элемент 9a предварительно нагревается после того, как удерживающий элемент 9b был навит в более позднем слое обмотки, так что между соответствующими секциями обмотки или дисковыми обмотками 2a,…, 2n и препрегами 9a, 9b устанавливается жесткое соединение. Затем опора обмотки может быть удалена, причем удерживающие элементы 9а и 9b удерживают дисковые обмотки 2а, …, 2n - без изоляции 4 обмотки - на расстоянии друг от друга. Блочные вкладыши в соответствии с уровнем техники могут быть исключены.
На фиг. 4 также можно видеть, что на изоляционной пленке 13 сформированы ромбовидные области. В этих ромбовидных областях изоляционная пленка 13 пропитывается с обеих сторон нанесенной в форме точек смолой 14 в так называемом В-состоянии в качестве связующего средства слоя. Такая смола в B-состоянии, которая также может наноситься в форме препрега, обладает адгезионными свойствами. Как препрег удерживающих элементов 20а и 20b, смола связующего средства 14 слоя затвердевает с обеих сторон, так что слои, намотанные друг на друга, механически прочно связаны друг с другом.
Таким образом, обеспечивается жесткое соединение секций 2a, …, 2n обмотки, так что держатель 15 обмотки может быть удален, в частности, после предварительного нагрева препрега, и узел обмотки может заливаться в стоячем положении жидким обмоточным изоляционным материалом. Дополнительные преимущества достигаются, если секция 2а обмотки оснащена элементами ножек, не показанными на чертежах, на которых секции 2а, …, 2n обмотки могут быть уложены в стопку.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ОБМОТКИ С НОЖКОЙ ДЛЯ ВЕРТИКАЛЬНОЙ ЗАЛИВКИ | 2016 |
|
RU2709489C1 |
| УЗЕЛ ОБМОТКИ С ЖЕСТКИМИ СЕКЦИЯМИ ОБМОТКИ | 2016 |
|
RU2699075C1 |
| МНОГОПОЛЮСНАЯ ГАЗОИЗОЛИРОВАННАЯ СЕКЦИЯ СБОРНОЙ ШИНЫ | 2011 |
|
RU2593762C2 |
| СИСТЕМА МОНТАЖА С ПРОРЕЗАНИЕМ ИЗОЛЯЦИИ ДЛЯ ДВУХ ЭЛЕКТРИЧЕСКИХ ПРОВОДНИКОВ | 2005 |
|
RU2339133C1 |
| ФОТОЭЛЕКТРИЧЕСКИЙ ПРИБОР | 2019 |
|
RU2776427C2 |
| ЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО КОММУТАЦИОННОЙ АППАРАТУРЫ | 2006 |
|
RU2423750C2 |
| ИЗОЛИРУЮЩИЕ ТРАНСФОРМАТОРЫ | 2018 |
|
RU2762793C2 |
| Рукоятка управления медицинским устройством | 2012 |
|
RU2617271C2 |
| НАБОР ДЕТАЛЕЙ, СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО, ОСВЕТИТЕЛЬНОЕ УСТРОЙСТВО И СВЕТИЛЬНИК | 2011 |
|
RU2550501C2 |
| СВЕРХПРОВОДЯЩИЙ КАБЕЛЬ И СИСТЕМА ПЕРЕДАЧИ ПОСТОЯННОГО ТОКА, СОДЕРЖАЩАЯ ЭТОТ СВЕРХПРОВОДЯЩИЙ КАБЕЛЬ | 2005 |
|
RU2388090C2 |
Изобретение относится к узлу (8) обмотки, содержащему секции (2а … 2n) обмотки, расположенных одна на другой в осевом направлении, которые электрически соединены друг с другом с образованием последовательной цепи, и удерживающие средства для удерживания секций обмотки на расстоянии друг от друга. Узел имеет высокую электрическую прочность, секции обмотки с малым интервалом соединены одна с другой, удерживающие средства содержат по меньшей мере один удерживающий элемент (9a, 9b), который проходит по меньшей мере в две расположенные рядом секции (2а … 2n) обмотки, причем упомянутый удерживающий элемент (9а, 9b) жестко соединен с секциями (2a … 2n) обмотки, в которые он проходит. Техническим результатом является повышение электрической прочности. 2 н. и 15 з.п. ф-лы, 4 ил.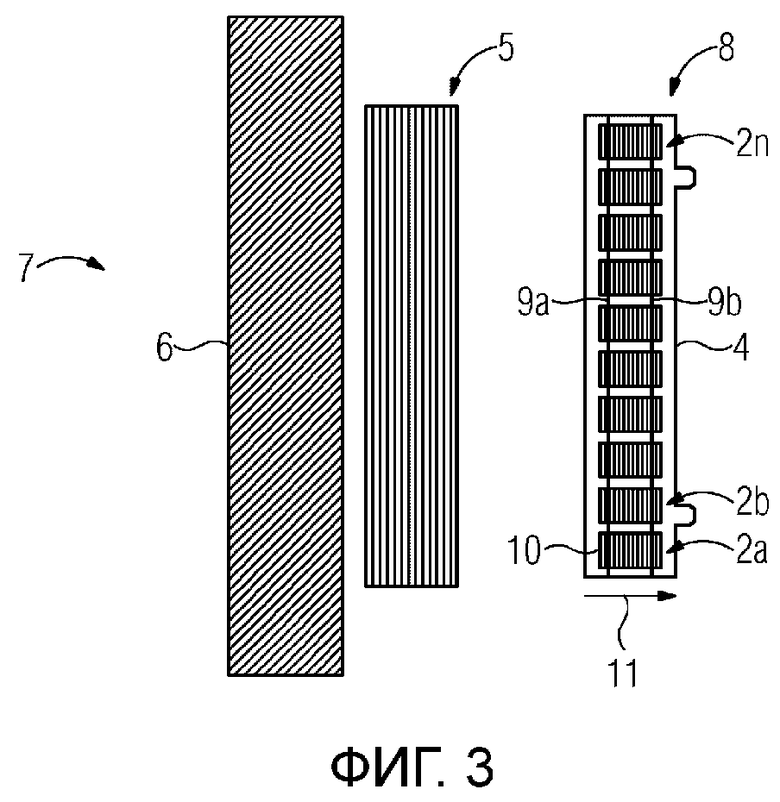
1. Узел (8) обмотки, содержащий
- секции (2а … 2n) обмотки, расположенные одна над другой в осевом направлении, которые электрически соединены друг с другом с образованием последовательной цепи, и
- удерживающие средства для удерживания секций обмотки на расстоянии друг от друга,
причем удерживающие средства содержат по меньшей мере один удерживающий элемент (9a), который проходит по меньшей мере в две расположенные рядом друг с другом секции (2а … 2n) обмотки, причем упомянутый удерживающий элемент (9а) жестко соединен с секциями (2a … 2n) обмотки, в которые он проходит,
отличающийся тем, что каждый удерживающий элемент сформирован в виде плоской вставной полосы (9а, 9b).
2. Узел (8) обмотки по п.1, отличающийся тем, что каждая секция обмотки соединена по меньшей мере с одним удерживающим элементом.
3. Узел (8) обмотки по п.1 или 2, отличающийся тем, что каждая секция (2а … 2n) обмотки имеет слои (10) обмотки, намотанные друг над другом, причем слои (10) обмотки изолированы друг от друга и имеют электрический проводник.
4. Узел (8) обмотки по п.3, отличающийся тем, что каждый удерживающий элемент (9а, 9b) проходит между слоями (10) обмотки, намотанными друг на друга, и жестко соединен по меньшей мере с одним из этих слоев (10) обмотки.
5. Узел (8) обмотки по п.3 или 4, отличающийся тем, что удерживающие элементы (9а, 9b) проходят попарно на радиальном расстоянии друг от друга между секциями (2а … 2n) обмотки.
6. Узел (8) обмотки по пп.3, 4 или 5, отличающийся тем, что слои (10) обмотки по меньшей мере частично жестко соединены друг с другом.
7. Узел (8) обмотки по п.6, отличающийся тем, что слои (10) обмотки жестко соединены друг с другом посредством отвержденной смолы.
8. Узел (8) обмотки по одному из предыдущих пунктов, отличающийся тем, что каждый удерживающий элемент (9а, 9b) образован из препрега.
9. Узел (8) обмотки по п.8, отличающийся тем, что препрег образован из стеклоткани.
10. Узел (8) обмотки по одному из предыдущих пунктов, отличающийся тем, что каждый удерживающий элемент (9а, 9b) склеен с секциями (2а … 2n) обмотки, в которые он проходит.
11. Узел (8) обмотки по любому из предыдущих пунктов, отличающийся тем, что каждая секция обмотки представляет собой дискообразно выполненную дисковую обмотку (2a … 2n).
12. Узел (8) обмотки по одному из предыдущих пунктов, отличающийся изоляцией (n) обмотки, по меньшей мере частично охватывающей секции (2а … 2n) обмотки и состоящей из твердого изоляционного материала обмотки.
13. Узел (8) обмотки по одному из предыдущих пунктов, отличающийся по меньшей мере одним элементом ножки, который соединен с секцией (2а … 2n) обмотки и выполнен так, чтобы поддерживать весь узел (8) обмотки.
14. Узел (8) обмотки по п.13, отличающийся тем, что каждый элемент ножки имеет участок изоляции ножки, который состоит из электрически изолирующего твердого изоляционного материала ножки.
15. Узел (8) обмотки по п.14, отличающийся тем, что изоляционный материал ножки заделан в изоляцию обмотки, которая состоит из твердого изоляционного материала обмотки.
16. Способ изготовления узла обмотки по одному из пп.1-15, в котором
- наматывают секции (2a … 2n) обмотки, которые имеют слои (2a … 2n) обмотки из изолированных друг от друга электрических проводников,
- вводят по меньшей мере один удерживающий элемент (9а, 9b) при наматывании между слоями (10) обмотки, так что он проходит между по меньшей мере двумя секциями (2а … 2n) обмотки,
- заливают узел (8) обмотки в стоячем положении изоляционным материалом и
- нагревают для отверждения изоляционного материала.
17. Способ по п.16, отличающийся тем, что узел (8) обмотки после введения удерживающих элементов (9а, 9b) предварительно нагревают, так что каждый удерживающий элемент (9а, 9b) соединяется с секциями (2a … 2n) обмотки, в которые он проходит.
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВЯЗКОСТИ | 2002 |
|
RU2241975C2 |
| Трансформатор высокого напряжения | 1926 |
|
SU16773A1 |
| ТРЕХФАЗНЫЙ ТРАНСФОРМАТОР | 2011 |
|
RU2482564C2 |
| DE 3429809 A1, 20.02.1986 | |||
| DE 102007053685 A1, 14.05.2009 | |||
| DE 10337153 A1, 10.03.2005. | |||

