ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области новых технологий сигарет, в частности к игольчатому нагревателю, способу его изготовления и к электрически нагреваемой сигарете с игольчатым нагревателем.
УРОВЕНЬ ТЕХНИКИ
Горение сигареты обычно требует достижения температуры выше 800 °C, и при сгорании из табака выделяются различные газообразные продукты и дистилляты. Во время процесса горения сигарет эфирные масла и ароматизаторы, добавляемые в табачные продукты, сгорают и разлагаются по мере горения сигарет, что ухудшает первоначальное качество эфирных масел и ароматизаторов. С целью снижения температуры курения сигареты, табак подвергают специальной обработке, а затем нагревают посредством нагревателя. В настоящее время в качестве нагревателя электрически нагреваемого продукта на рынке принят пластинчатый нагреватель, и нагреваемые сигареты выполнены продольно упорядоченным образом, однако такой нагреватель нельзя ввести непосредственно в традиционные сигареты.
В дополнение, в современной технологии новой сигареты, где сигарета нагревается при помощи внешнего нагрева вместо горения самого табака, достигается эффект образования дыма путем нагрева табачного продукта до температуры распыления, что снижает вред сгорания вещества в сигарете, уменьшая вред пассивного курения для некурящих. Однако в современной технологии нагреватель, который нагревает табачный продукт (например, табачный картридж), может нагревать только один конец или наружную стенку и не способен эффективно нагревать табачные продукты в целом, в особенности табак, находящийся внутри, и по причине недостаточного нагрева это будет приводить к нагреванию некоторых остатков табака, и его трудно чистить.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
С целью преодоления недостатков в известном уровне техники настоящее изобретение предусматривает новый нагреватель игольчатого типа, способ его изготовления и электрически нагреваемую сигарету, содержащую указанный нагреватель, при этом указанный нагреватель игольчатого типа способен полностью нагреть конец и внутреннюю часть табачного продукта, табачный продукт может быть с большим удобством введен в нагревательную камеру, и табачный продукт можно легко заменить, что является более удобным для применения.
Техническое решение, принятое в настоящем изобретении, является следующим.
Новый нагреватель игольчатого типа характеризуется тем, что содержит нагревательный корпус игольчатой формы и теплогенерирующий элемент, при этом нагревательный корпус игольчатой формы содержит конический колпачок и основную часть нагревателя, соединенную с нижней частью конического колпачка, и теплогенерирующий элемент крепится к основной части нагревателя посредством процесса нанесения покрытия при помощи печати.
Кроме того, формой конического колпачка является круглый конус, тетраэдр или треугольная пирамида, и поэтому форма основной части нагревателя соответствуют цилиндру, эллиптическому цилиндру или треугольной призме.
Кроме того, в задней части основной части нагревателя находится набор электродов, соединенный электродной проволокой с аккумулятором и контроллером.
Новый способ изготовления нагревателя игольчатого типа характеризуется тем, что включает приведенные ниже этапы:
дозирование, смешивание материалов: берут порошок глинозема с D50<0,8 мкм и помещают его в шаровую мельницу, добавляют в шаровую мельницу определенное количество мелющих тел и обеспечивают соотношение масс порошка глинозема и мелющих тел, равное 1:2, затем добавляют связующее в количестве 3—15% от общей массы сырья, выполняют шаровой помол с равномерным смешиванием порошка глинозема и связующего;
замешивание: извлекают смешанный порошок, добавляют смазывающее вещество в количестве 3—10% от общей массы сырья, затем добавляют воду в количестве 15—20% от общей массы сырья, тщательно встряхивают с равномерным смешиванием, извлекают смешанную мятую пластичную массу, помещают ее в машину для грубого прессования глинистой массы с целью грубого прессования глинистой массы, и периодически проводят прессование глинистой массы по меньшей мере три раза с получением глинистой массы из глинозема;
выдержка: глинистую массу из глинозема обертывают пластмассовой оберткой и выдерживают в течение по меньшей мере 48 ч с получением гибкого керамического корпуса с содержанием керамики 96%;
резка керамического корпуса: гибкий керамический корпус из глинозема с содержанием керамики 96% высекают на механическом штампе, и после высекания получают основу нагревателя и опорную конструкцию нагревателя требуемого размера;
печать: на штампованном гибком керамическом корпусе в беспыльных условиях выполняют печать резистивной пастой с образованием нагревательного элемента, и одновременно выполняют печать электрода, соединенного с теплогенерирующими элементами;
оборачивание: другой керамический стержневой сердечник из глинозема используют для оборачивания гибкого керамического корпуса с нагревательными элементами и электродами, отпечатанными на керамическом стержневом сердечнике из глинозема;
формование: формирование керамического корпуса игольчатой формы посредством теплого изостатического прессования при температуре 95—100 °C при помощи пресса для теплого изостатического прессования;
зачистка керамического корпуса: сформированную нагретую керамическую гильзу подвергают штамповке при помощи штампа с одновременным формированием конического колпачка, и при этом проверяют и корректируют размер;
предварительный отжиг керамического корпуса: температуру зачищенного керамического корпуса гильзы повышают от нормальной температуры до 500 °C со скоростью <5 °C/мин в печах для отжига, при этом время поддержания температуры составляет: для 100 °C, 200 °C, 300 °C, 400 °C каждую температуру поддерживают в течение 30 минут. Наивысшая температура отвода газов составляет 500 °C в течение 120 минут, и, таким образом, полностью отводят органические вещества;
отжиг керамического корпуса: температуру повышают до 500 °C со скоростью 10 °C/мин и производят нагрев до 1650 °C со скоростью <5 °C/мин в восстановительной атмосфере, заполненной водородом, с целью отжига керамического корпуса гильзы с образованием керамической гильзы нагревателя, при этом время поддержания температуры составляет: для 700 °C, 900 °C, 1100 °C, 1300 °C каждую температуру поддерживают в течение 30 минут, наивысшую температуру отжига, составляющую 1500 °C, поддерживают в течение 120 минут;
пайка: электродную проволоку в керамической гильзе нагревателя припаивают в электродной части;
погружение в олово: точку пайки паяной керамической нагревательной гильзы погружают в олово, и при этом время погружения в олово составляет 2—3 с.
Кроме того, порошок глинозема смешивают с одним или несколькими из следующего: глинозема или глинозема и нитрида алюминия, жильного кварца, песчаника, кварцита, кварцевого песка, вермикулита, диатомовой земли, муллита, кордиерита, волластонита, андалузита, известняка, кварца, каолина, оксида калия, оксида натрия, оксида кальция, оксида магния, оксида железа и оксида титана.
Кроме того, смазывающее вещество состоит из соевого масла и тунгового масла, при этом соевое мало составляет 40% по массе, и тунговое масло составляет 60% по массе.
Кроме того, связующее представляет собой одно из карбоксиметилцеллюлозы, агара, желатина и ксантановой камеди или их смесь.
Новый способ изготовления нагревателя игольчатого типа характеризуется тем, что включает следующие этапы:
предварительная обработка поверхности: гибкий керамический стержень из глинозема с содержанием керамики 96%, имеющий диаметр 1,8 мм, обработанный предварительно смешанной жидкостью CNC, подготавливают для печати согласно процессу предварительной обработки для печати;
[0027] криволинейная печать: На стержне из глинозема в беспыльных условиях выполняют печать вольфрамово-марганцевой суспензией с использованием машины для криволинейной печати с образованием теплогенерирующего элемента и электрода, соединенного с теплогенерирующим элементом;
[0028] предварительный отжиг: гибкий керамический стержень из глинозема с содержанием керамики 96%, имеющий диаметр 1,8 мм, с отпечатанным теплогенерирующим элементом и электродом подвергают предварительному отжигу при 500 °C и нагревают от нормальной температуры до 500 °C со скоростью <5 °C/мин, при этом время поддержания температуры составляет: для 100 °C, 200 °C, 300 °C, 400 °C каждую температуру поддерживают в течение 30 минут. Наивысшая температура отвода газов составляет 500 °C в течение 120 минут, и, таким образом, полностью отводят органические вещества.
Температуру повышают до 500 °C со скоростью 10 °C/мин и производят нагрев до 1450 °C со скоростью <5 °C/мин в восстановительной атмосфере влажного H2/N2, при этом время поддержания температуры: для 700 °C, 900 °C, 1100 °C, 1300 °C каждую температуру поддерживают в течение 30 минут, при этом наивысшую температуру отжига, составляющую 1450 °C, поддерживают в течение 60 минут.
Погружение в суспензию стеклянного порошка: выполняют погружение в суспензию стеклянного порошка в течение 1—2 с для нанесения однородного покрытия стеклообразующей пасты на обработанный стержень из глинозема после охлаждения отожженного стержня из глинозема до комнатной температуры.
Высушивание: стержень из глинозема после погружения высушивают в печи для воздушной сушки при постоянной температуре при 40 °C, 60 °C, 80 °C, 100 °C, с высушиванием по 2 ч при каждой указанной температуре и при 120 °C в течение 4 ч.
Отжиг: отжиг в стеклянной оболочке со скоростью повышения температуры <5 °C/мин до 1000 °C, при этом максимальное время поддержания температуры составляет 30 минут.
Никелирование и пайка: отожженный керамический нагревать игольчатого типа подвергают никелированию на электроде и закрепляют в специальной форме, соединительные проводники электрической цепи припаивают в атмосфере безводных H2/N2 при температуре 790 °C.
Погружение в олово: точку пайки паяной керамической нагревательной гильзы погружают в олово, и при этом время погружения в олово составляет 2—3 с.
Новая электрически нагреваемая сигарета с нагревателем игольчатого типа, содержащая электрический стержень и вспомогательную вставку, при этом электрический стержень содержит наружный корпус с открытым концом и устройство электропитания и теплогенерирующий элемент, установленные в наружном корпусе, при этом теплогенерирующий элемент содержит основу нагревателя и нагреватель игольчатого типа, установленный на основе нагревателя, при этом нагреватель игольчатого типа содержит конический колпачок и основную часть нагревателя, соединенную с нижней частью конического колпачка, при этом теплогенерирующий элемент прикреплен к основной части нагревателя посредством нанесения покрытия при помощи печати, при этом вспомогательная вставка представляет собой полую конструкцию, открытую на одном конце и выполненную с возможностью вставки в наружный корпус, и при этом содержащую в нижней части перфорационное отверстие для вставки нагревателя игольчатого типа, при этом внутренняя стенка вспомогательной вставки ограничивает нагревательную камеру для загрузки табачного продукта, и при этом нагреватель игольчатого типа выполнен с возможностью прохождения через перфорационное отверстие, и, таким образом, с возможностью вставки в нагревательную камеру для проникновения в табачный продукт.
Кроме того, она дополнительно содержит мундштук, при этом открытый конец вспомогательной вставки соединен с возможностью съема с мундштуком, и открытый конец наружного корпуса соединен с возможностью съема с мундштуком.
Кроме того, основа нагревателя жестко соединена с наружным корпусом, при этом нагреватель игольчатого типа закреплен на основе нагревателя в осевом направлении наружного корпуса, и наконечник нагревателя игольчатого типа находится вблизи открытого конца наружного корпуса.
Кроме того, может быть предусмотрен один нагреватель игольчатого типа, или могут быть предусмотрены два или три нагревателя игольчатого типа, установленные на прямой линии; или предусмотрены три нагревателя игольчатого типа, установленные в виде равностороннего треугольника; или предусмотрены четыре нагревателя игольчатого типа, установленные в виде квадрата.
Кроме того, устройство электропитания содержащее аккумулятор, контроллер, электрод и основу электрода, дополнительно расположено в наружном корпусе, при этом электрод установлен на основе электрода, аккумулятор соединен с электродом через контроллер, и электрод соединен с основой нагревателя.
Кроме того, внутри мундштука образована полость мундштука, и на конце мундштука, находящемся вблизи наружного корпуса, расположена пористая перегородка.
Кроме того, длина нагревателя игольчатого типа составляет 8—35 мм, при этом его диаметр составляет 0,6—3 мм.
Кроме того, длина нагревателя игольчатого типа составляет 10—25 мм, при этом его диаметр составляет 0,8—2,5 мм.
Кроме того, табачные продукты подготовлены в цилиндрах, кубах или прямоугольных параллелепипедах, и обернуты оберточным материалом.
Ниже приведены полезные эффекты настоящего изобретения: (1) при использовании данного вида покрытия диаметр нагревателя можно значительно уменьшить для лучшего сочетания с существующей конструкцией сигареты; (2) внешняя стеклянная изоляция теплогенерирующего элемента может повышать термический кпд, делать теплопередачу более быстрой и повышать стойкость нагревательного элемента к окислению; (3) несколько типов нагревателей могут лучше сочетаться с существующей конструкцией сигареты, значительные модификации существующего оборудования не требуются, и себестоимость сигарет уменьшается; (4) конструкцию нагревателя игольчатого типа легче вставлять в сигарету, что уменьшает изменение плотности табака в сигарете в ходе вставки в сигарету и обеспечивает равномерность затяжки и сопротивления затяжке; (5) данный новый нагреватель обладает высокой прочностью, высокой температурной стойкостью, легко поддается чистке и может функционировать при высокой температуре в течение длительного времени; (6) нагревание концов и внутренней части табачного продукта происходит одновременно за счет конструктивного исполнения основы нагревателя и нагревателя игольчатого типа в электрическом стержне, по сравнению с известным уровнем техники, так, что нагрев является в большей мере достаточным, а добавление вспомогательной вставки позволяет удобно вводить табачный продукт для связывания с нагревателем игольчатого типа, что является удобным для применения пользователем.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
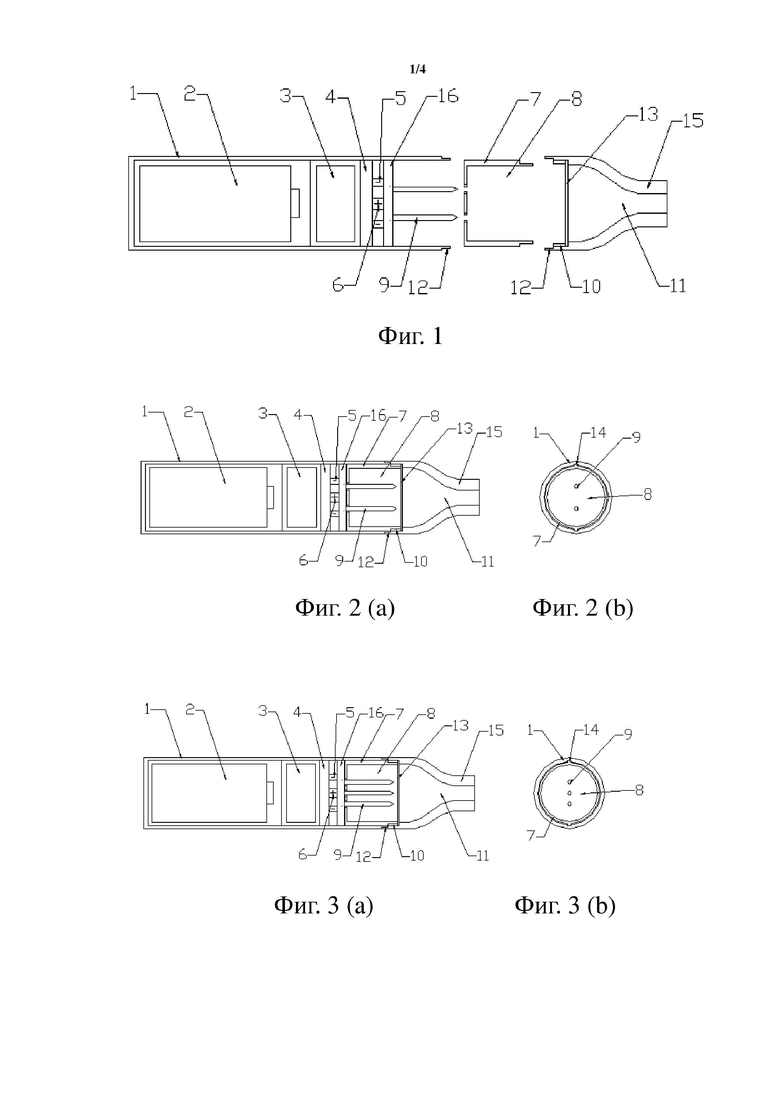
На фиг. 1 представлена разделенная на части принципиальная схема первого варианта осуществления электрически нагреваемой сигареты с нагревателем игольчатого типа согласно настоящему изобретению;
На фиг. 2(а) представлен вид сбоку в разрезе первого варианта осуществления электрически нагреваемой сигареты с нагревателем игольчатого типа после сборки согласно настоящему изобретению, на фиг. 2(b) представлен вид в разрезе согласно фиг. 2(a);
На фиг. 3(а) представлен вид сбоку в разрезе второго варианта осуществления электрически нагреваемой сигареты с нагревателем игольчатого типа после сборки согласно настоящему изобретению, на фиг. 3(b) представлен вид в разрезе согласно фиг. 3(a);
На фиг. 4(а) представлен вид сбоку в разрезе третьего варианта осуществления электрически нагреваемой сигареты с нагревателем игольчатого типа после сборки согласно настоящему изобретению, на фиг. 4(b) представлен вид в разрезе согласно фиг. 4(a);
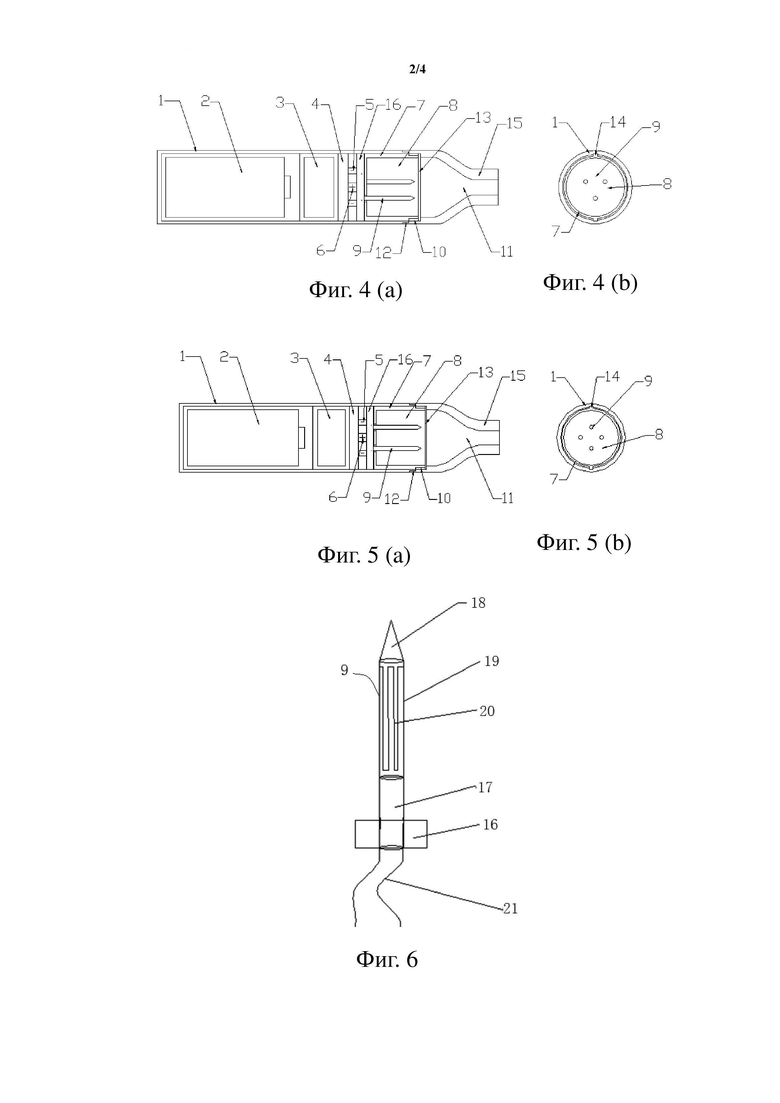
На фиг. 5(а) представлен вид сбоку в разрезе четвертого варианта осуществления электрически нагреваемой сигареты с нагревателем игольчатого типа после сборки согласно настоящему изобретению, на фиг. 5(b) представлен вид в разрезе согласно фиг. 5(a);
На фиг. 6 представлен конструктивный схематический чертеж одного из вариантов осуществления нагревателя игольчатого типа согласно настоящему изобретению;
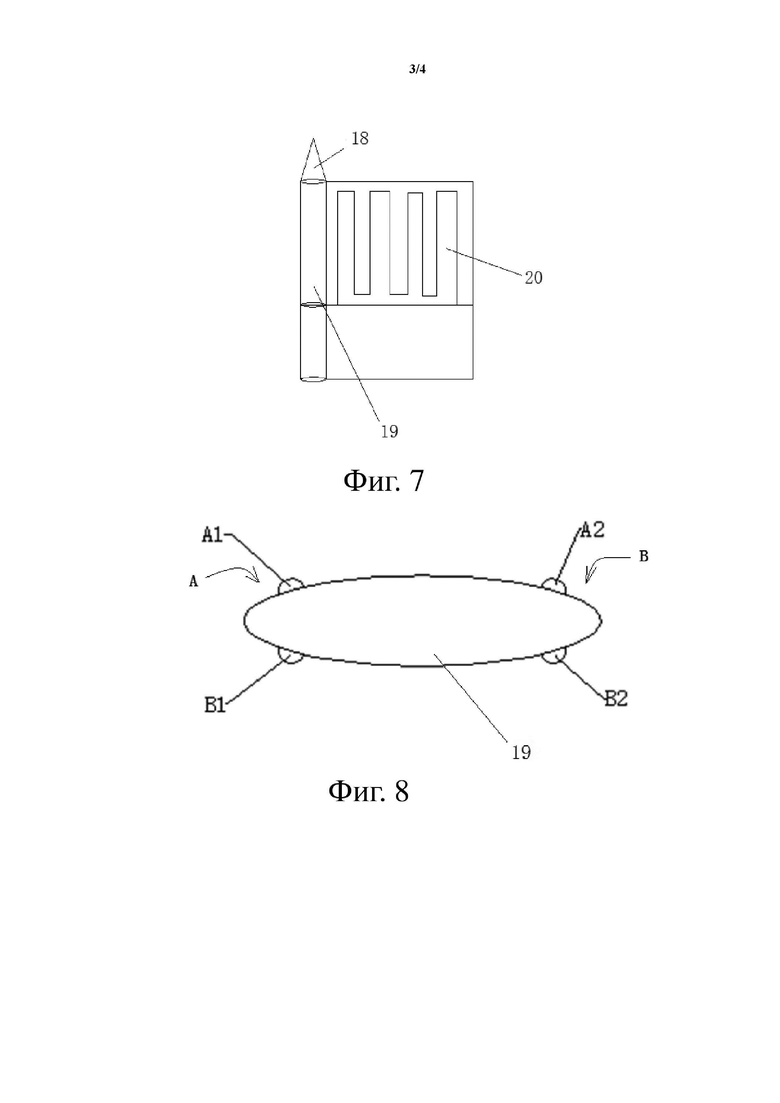
На фиг. 7 представлен развернутый вид сбоку в разрезе одного из вариантов осуществления нагревателя игольчатого типа согласно настоящему изобретению;
На фиг. 8 представлен конструктивный схематический чертеж расположения электрода на нижней части основания нагревателя в другом варианте осуществления нагревателя игольчатого типа согласно настоящему изобретению;
На фиг. 9 представлена схема последовательности этапов способа изготовления нагревателя игольчатого типа электрически нагреваемой сигареты согласно настоящему изобретению.
[0054] На фигурах: 1 — наружный корпус, 2 — аккумулятор, 3 — контроллер, 4 — основа электрода, 5 — отрицательный электрод, 6 — положительный электрод, 7 — вспомогательная вставка, 8 — нагревательная камера, 9 — нагреватель игольчатого типа, 10 — средство сопряжения мундштука, 11 — полость мундштука, 12 — средство сопряжения корпуса, 13 — пористая перегородка, 14 — установочное отверстие, 15 — мундштук, 16 — основа нагревателя, 17 — опорная конструкция нагревателя, 18 — конический колпачок, 19 — основная часть нагревателя, 20 — нагревательный элемент, 21 — электродная проволока.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
В сочетании с прилагаемыми графическими материалами техническая схема согласно изобретению описана четко и полностью.
Первый вариант осуществления
На фиг. 1 и фиг. 2 представлена электрически нагреваемая сигарета с нагревателем игольчатого типа в форме конструкции с двумя нагревателями игольчатого типа согласно настоящему изобретению, и на фиг. 1 представлена состоящая из трех частей конструктивная форма в разобранном состоянии, в свою очередь указанные три части представляют собой электрический стержень, вспомогательную вставку 7 и мундштук 15.
При этом электрический стержень содержит аккумулятор 2, контроллер 3, электрод (отрицательный электрод 5, положительный электрод 6), основу электрода и основу нагревателя, установленные в наружном корпусе 1, отрицательный электрод 5 и положительный электрод 6, установленные на основе 4 электрода, нагреватель 9 игольчатого типа, установленный на основе 16 нагревателя для образования нагревательного элемента, аккумулятор 2, соединенный с электродом (отрицательным электродом 5, положительным электродом 6) посредством контроллера 3, электрод (отрицательный электрод 5, положительный электрод 6), соединенный с основой 16 нагревателя, при этом основа 16 нагревателя получает питание от аккумулятора 2 и нагревает нагреватель 9 игольчатого типа.
[0059] Аккумулятор 2 может представлять собой перезаряжаемую батарею, контроллер 3 представляет собой компонент, осуществляющий управление устройством электропитания с целью подачи питания к нагревательному элементу и управление теплогенерирующим элементом в соответствии с предварительно заданной температурой: если температура выше предварительно заданной температуры, контроллер 3 прекращает подачу питания к нагревательному элементу, а если температура ниже предварительно заданной температуры, контроллер 3 подает питание к нагревательному элементу, при этом управление одним рабочим циклом контроллер 3 осуществляет в целом в течение не более 7 минут, при этом обычно предварительно заданное значение составляет 3—6 минут. Температура нагрева теплогенерирующего элемента составляет от 150 °C до 360 °C, предпочтительно от 180°C до 340 °C, более предпочтительно от 250 °C до 320 °C.
Нагреватель 9 игольчатого типа имеет конструкцию, подобную игле или стержню, при этом основа 16 нагревателя жестко соединена с наружным корпусом 1, нагреватель 9 игольчатого типа прикреплен к основе 16 нагревателя в осевом направлении наружного корпуса 1, и наконечник нагревателя 9 игольчатого типа расположен вблизи открытого конца наружного корпуса. Длина нагревателя 9 игольчатого типа составляет от 8 мм до 35 мм, предпочтительно от 10 мм до 25 мм, и его диаметр составляет от 0,6 мм до 1,8 мм, предпочтительно от 0,8 мм до 1,4 мм. Вспомогательная вставка 7 представляет собой полую конструкцию, в которой один конец является открытым для вставки наружного корпуса 1 во внутреннюю полость, и на ее нижней части предусмотрено перфорационное отверстие, соответствующее нагревателю 9 игольчатого типа, таким образом, чтобы в него можно было вставить нагреватель 9 игольчатого типа. Внутренняя стенка вспомогательной вставки 7 ограничивает нагревательную камеру 8 для загрузки табачного продукта, нагреватель 9 игольчатого типа входит в нагревательную камеру 8 после вставки через перфорационное отверстие, при этом следует понимать, что длина нагревателя 9 игольчатого типа меньше или равна глубине нагревательной камеры 8. Открытый конец вспомогательной вставки 7 прочно соединен с мундштуком 15 посредством резьбы, шлифованного кольца, резинового кольца или хомута.
Один конец наружного корпуса 1 является открытым, аккумулятор 2 установлен в нижней части наружного корпуса 1, и указанный открытый конец соединен с возможностью съема с мундштуком 15, например, наружная стенка наружной стороны наружного корпуса 1 снабжена средством 12 сопряжения корпуса, и один конец мундштука 15 также снабжен средством 12 сопряжения с корпусом, и они могут предусматривать разъемное жесткое соединение посредством штепсельного или винтового соединения. Полость 11 мундштука образована внутри мундштука 15, и на конце полости 11 мундштука вблизи наружного корпуса 1 расположена пористая перегородка 13, при этом пористая перегородка 13 выполнена с возможностью предотвращения попадания табачного продукта в полость мундштука и оказания влияния на ощущения при затяжке.
В другом варианте осуществления сигарета сигаретного типа вставляется непосредственно во вспомогательную вставку 7, и эта сигарета вставляется в нагреватель 9 игольчатого типа в отсутствие мундштука 15.
В данном варианте осуществления, как показано на фиг. 2(b), имеется два нагревателя 9 игольчатого типа, и в нижней части соответствующей вспомогательной вставки 7 предусмотрено два перфорационных отверстия, расположенных симметрично относительно центра нижней части вспомогательной вставки 7.
В процессе использования электрически нагреваемой сигареты табачный продукт, подлежащий нагреву, добавляют в нагревательную камеру 8 вспомогательной вставки 7 после того, как вспомогательная вставка 7 и мундштук 15 были предварительно уделены, затем вспомогательная вставка 7 и мундштук 15 образуют единое целое при помощи средства 10 сопряжения мундштука, а затем установочные отверстия 14 выравнивают и совместно вставляют в нагреватель 9 игольчатого типа, при этом наконечник нагревателя 9 игольчатого типа проходит в нагревательную камеру 8 через перфорационное отверстие в нижней части вспомогательной вставки 7, за счет чего он проникает в табачный продукт, загруженный в нагревательную камеру 8. Под управлением контроллера 3 аккумулятор 2 подает ток в нагреватель 9 игольчатого типа для реализации нагрева и управления температурой табачного продукта и поддержания температуры распыления при 250—320 °C.
В данном варианте осуществления, в соответствии с конструктивной формой нагревателя игольчатого типа, введенного в нагревательную камеру 8, предусмотрен только два нагревателя 9 игольчатого типа, при этом поскольку нагреватель игольчатого типа изменяет плотность табачного продукта при введении в табачный продукт, общее количество подготовленного табачного продукта поддерживается на уровне 600—700 мг.
Процесс подготовки табачного продукта в данном варианте осуществления является следующим: после высушивания и измельчения листьев табака 1000 г табачного порошка просеивают через сито с размером ячеек менее 100 меш, взвешивают 100 г камеди из морских водорослей, растворяют в 500 г воды и смешивают при перемешивании с табачным порошком, подготовленным в виде гомогенизированного табака, и высушивают, после измельчения гомогенизированного табака добавляют 150 г распыляющего агента, который представляет собой глицерин и пропиленгликоль в соотношении 4:1, а затем запекают при 60 °C в течение 30 минут. В то же время, навеску 1000 г табака опрыскивают 150 г распыляющего агента из глицерина и пропиленгликоля в соотношении 1:3, а затем запекают при 60 °C в течение 30 минут. Подготовленный гомогенизированный табак и резаный табак смешивают в соответствии с соотношением весов гомогенизированного табака и резаного табака 1:2, затем добавляют 4% табачного экстракта в расчете на общий вес табачного продукта и 1% эфирного масла и ароматизатора в расчете на общий вес табачного продукта, а затем оборачивают его алюминиевой фольгой с целью подготовки в форме табачного картриджа.
Конструкцию табачного картриджа, в настоящем примере — в форме продукта, обернутого алюминиевой фольгой, помещают в нагревательную камеру 8 и плавно вводят в нагреватель 9 вместе с мундштуком, в ходе процесса нагрева быстро образуется дым, удовлетворяющий потребность в алкалоидах табака.
Второй вариант осуществления
На фиг. 3 представлена электрически нагреваемая сигарета с игольчатым нагревателем в форме конструкции с тремя нагревателями игольчатого типа согласно настоящему изобретению, другие детали конструкции являются в основном такими же, как детали, представленные на фиг. 2.
В данном варианте осуществления предусмотрены три нагревателя 9 игольчатого типа, расположенные на прямой линии; при этом поскольку нагреватель игольчатого типа изменяет плотность табачного продукта в ходе введения в табачный продукт, для облегчения введения табачных продуктов общее количество подготовленного табачного продукта поддерживается на уровне 500—600 мг.
Процесс подготовки табачного продукта в данном варианте осуществления является следующим: после высушивания и измельчения листьев табака 1000 г табачного порошка просеивают через сито с размером ячеек менее 100 меш, взвешивают 50 г каррагенина и 50 г агара, растворяют в 500 г воды и смешивают при перемешивании с табачным порошком, подготовленным в виде гомогенизированного табака, и высушивают, после измельчения гомогенизированного табака добавляют 150 г распыляющего агента, который представляет собой глицерин и пропиленгликоль в соотношении 3:1, а затем запекают при 60 °C в течение 30 минут. В то же время, навеску 1000 г табака опрыскивают 150 г распыляющего агента из глицерина и пропиленгликоля в соотношении 2:1, а затем запекают при 60 °C в течение 30 минут. Подготовленный гомогенизированный табак и резаный табак смешивают в соответствии с соотношением весов гомогенизированного табака и резаного табака 3:5, затем добавляют 5% табачного экстракта в расчете на общий вес табачного продукта и 1% эфирного масла и ароматизатора в расчете на общий вес табачного продукта, а затем оборачивают его алюминиевой фольгой с целью подготовки в форме табачного картриджа.
Конструкцию табачного картриджа, в настоящем примере — в форме продукта, обернутого алюминиевой фольгой, помещают в нагревательную камеру 8 и плавно вводят в нагреватель 9 вместе с мундштуком, в ходе процесса нагрева быстро образуется дым, удовлетворяющий потребность в алкалоидах табака.
Третий вариант осуществления
На фиг. 4 представлена электрически нагреваемая сигарета с игольчатым нагревателем в форме конструкции с тремя нагревателями игольчатого типа согласно настоящему изобретению, отличие от конструкции, представленной во втором варианте осуществления заключается в том, что конструкция с тремя нагревателями игольчатого типа выполнена в виде равностороннего треугольника, а остальные части конструкции являются в основном такими же, как в конструкции, представленной на фиг. 2.
В данном варианте осуществления предусмотрены три нагревателя 9 игольчатого типа, при этом поскольку нагреватель игольчатого типа изменяет плотность табачного продукта в ходе введения в табачный продукт, общее количество подготовленного табачного продукта поддерживается на уровне 500—600 мг.
Процесс подготовки табачного продукта в данном варианте осуществления является следующим: после высушивания и измельчения листьев табака 1000 г табачного порошка просеивают через сито с размером ячеек менее 100 меш, взвешивают 80 г карбоксиметилцеллюлозы и 25 г альгината натрия, растворяют в 500 г воды и смешивают при перемешивании с табачным порошком, подготовленным в виде гомогенизированного табака, и высушивают, после измельчения гомогенизированного табака добавляют 140 г распыляющего агента, который представляет собой глицерин и пропиленгликоль в соотношении 3:1, а затем запекают при 60 °C в течение 30 минут. В то же время, навеску 1000 г табака опрыскивают 150 г распыляющего агента из глицерина и пропиленгликоля в соотношении 3:2, а затем запекают при 60 °C в течение 30 минут. Подготовленный гомогенизированный табак и резаный табак смешивают в соответствии с соотношением весов гомогенизированного табака и резаного табака 2:3, затем добавляют 5% табачного экстракта в расчете на общий вес табачного продукта, 1% эфирного масла и ароматизатора в расчете на общий вес табачного продукта, к эфирному маслу и ароматизатору табака, используемым в данном варианте осуществления, добавляют какой-либо вид мятного ароматизатора табака из числа таких предшественников ароматизаторов, например, сложный эфир ментола, а затем оборачивают его алюминиевой фольгой с целью подготовки в форме табачного картриджа.
Конструкцию табачного картриджа, в данном варианте осуществления — в форме продукта, обернутого алюминиевой фольгой, помещают в нагревательную камеру 8 и плавно вводят в нагреватель 9 вместе с мундштуком; в ходе процесса нагрева быстро образуется дым, за счет добавления сложных эфиров ментола из числа предшественников ароматизаторов, притом что у табачного картриджа не имеется заметного аромата мяты, в ходе использования имеется явное холодящее ощущение мяты, и нагреваемая сигарета данного нового типа может достигать температуры разложения сложного эфира ментола и усиливать ощущение прохлады от дыма.
Четвертый вариант осуществления
На фиг. 5 представлена электрически нагреваемая сигарета с игольчатым нагревателем в форме конструкции с четырьмя нагревателями игольчатого типа согласно настоящему изобретению, и в данном варианте осуществления конструкция с четырьмя нагревателями игольчатого типа выполнена в виде квадрата, а остальные части конструкции по существу являются такими же, как в конструкции, представленной на фиг. 2.
В данном варианте осуществления предусмотрены четыре нагревателя 9 игольчатого типа; при этом поскольку нагреватель игольчатого типа изменяет плотность табачного продукта в ходе введения в табачный продукт, общее количество подготовленного табачного продукта поддерживается на уровне 400—500 мг.
Процесс подготовки табачного продукта в данном варианте осуществления является следующим: после высушивания и измельчения листьев табака 1000 г табачного порошка просеивают через сито с размером ячеек менее 100 меш, взвешивают 80 г карбоксиметилцеллюлозы и 30 г агара, растворяют в 500 г воды и смешивают при перемешивании с табачным порошком, подготовленным в виде гомогенизированного табака, и высушивают, после измельчения гомогенизированного табака добавляют 150 г распыляющего агента, который представляет собой глицерин и пропиленгликоль в соотношении 3:1, а затем запекают при 60 °C в течение 30 минут. В то же время, навеску 1000 г табака опрыскивают 150 г распыляющего агента из глицерина и пропиленгликоля в соотношении 2:1, а затем запекают при 60 °C в течение 30 минут. Подготовленный гомогенизированный табак и резаный табак смешивают в соответствии с соотношением весов гомогенизированного табака и резаного табака 1:1, затем добавляют 4% табачного экстракта в расчете на общий вес табачного продукта и 1,5% эфирного масла и ароматизатора в расчете на полный вес табачного продукта, к эфирному маслу и ароматизатору табака, используемым в данном варианте осуществления, добавляют какой-либо вид гликозида ванилина для сигарет из числа таких предшественников ароматизаторов, например, глюкозид ванилина, а затем оборачивают его алюминиевой фольгой с целью подготовки в форме табачного картриджа.
Конструкцию табачного картриджа, в данном варианте осуществления — в форме продукта, обернутого алюминиевой фольгой, помещают в нагревательную камеру 8 и плавно вводят в нагреватель 9 вместе с мундштуком, в ходе процесса нагрева быстро образуется дым, за счет добавление глюкозида ванилина, притом что табачный картридж не имеет заметного аромата молока, в ходе использования имеется явный аромат молока, и нагреваемая сигарета данного нового типа может достигать температуры разложения глюкозида ванилина и улучшать вкус при затяжке.
Со ссылкой на фиг. 6 и фиг. 7, один вариант осуществления нагревателя 9 игольчатого типа согласно настоящему изобретению содержит нагревательный корпус игольчатой формы и теплогенерирующий элемент 20, при этом нагревательный корпус игольчатой формы содержит конический колпачок 18 и основную часть 19 нагревателя, соединенную с нижней частью конического колпачка 18, конический колпачок 18 может иметь коническую конструкцию, такую как круглый конус, тетраэдр, треугольная пирамида и т.д., и является соединенным с основной частью 19 нагревателя с образованием основной конструкции корпуса нагревателя игольчатого типа, и при этом способом соединения может являться пайка или формование в виде единого целого. Основная часть 19 нагревателя может иметь цилиндрическую конструкцию, соответствующую форме конического колпачка 18, такую как цилиндр, треугольная призма и т.д. Теплогенерирующий элемент 20 крепится к основной части 19 нагревателя при помощи нанесения покрытия и печати. Основа 19 нагревателя может быть закреплена (например, затрамбована) на опорной конструкции 17 нагревателя, и при этом опорная конструкция 17 нагревателя прикреплена к основе 16 нагревателя. В другом варианте осуществления основная часть 19 нагревателя может быть непосредственно закреплена на основе 16 нагревателя.
С целью лучшей вставки в сигарету, диаметр цилиндра обычно составляет не боле 2,5 мм, а длину регулируют между 10 мм и 25 мм. В задней части основной части 19 нагревателя предусмотрен электрод, и этот электрод соединен с аккумулятором и пультом управления посредством электродной проволоки 21.
На фиг. 8 представлен схематический вид, на котором показана конструкция нагревателя из другого варианта осуществления нагревателя игольчатого типа электрически нагреваемой сигареты согласно настоящему изобретению. Основная часть 19 нагревателя имеет конструкцию эллиптического цилиндра. Для лучшей вставки в сигаретное отделение, малый диаметр эллиптического цилиндра обычно не превышает 2,5 мм, и большой диаметр не превышает 6,5 мм, длину контролируют в пределах 10—25 мм, и эксцентриситет эллипса контролируют в пределах 0,05—0,9, а эти значения корректируют в соответствии с нагревателем. Электрод на конце основной части 19 нагревателя соединен с аккумулятором и пультом управления посредством электродной проволоки. В данном варианте осуществления электрод основной части 19 нагревателя предусматривает электрод А и электрод В, и каждый электрод состоит из двух электродов, и это означает, что электрод А содержит криволинейный резистивный элемент А1 и криволинейный резистивный элемент А2, а электрод В содержит криволинейный резистивный элемент В1 и криволинейный резистивный элемент В2. A1 и B1 соединены с образованием электрода, и A2 и B2 соединены с образованием электрода. Два криволинейных резистивных элемента соединяют параллельно и соединяют их с аккумулятором и электродами цепи управления. Конструктивная резистивная паста является равномерной с обеих сторон, и электроды располагаются с обеих сторон и могут быть соединены в виде опорной конструкции через электрод и соединены со схемной платой, за счет чего уменьшается неэффективная длина нагревателя и уменьшаются тепловые потери.
Со ссылкой на фиг. 9, настоящее изобретение предусматривает способ изготовления нагревания игольчатого типа электрически нагреваемой сигареты, один из вариантов осуществления которого включает следующие этапы.
1. Дозирование, смешивание материалов: берут порошок глинозема с D50<0,8 мкм и помещают его в шаровую мельницу, добавляют в шаровую мельницу определенное количество мелющих тел и обеспечивают соотношение масс порошка глинозема и мелющих тел, равное 1:2, затем добавляют связующее в виде карбоксиметилцеллюлозы в количестве 12% от общей массы сырья, выполняют шаровой помол с равномерным смешиванием порошка глинозема и связующего.
Составы порошка глинозема могут быть осуществлены согласно следующим компонентам и соотношениям:
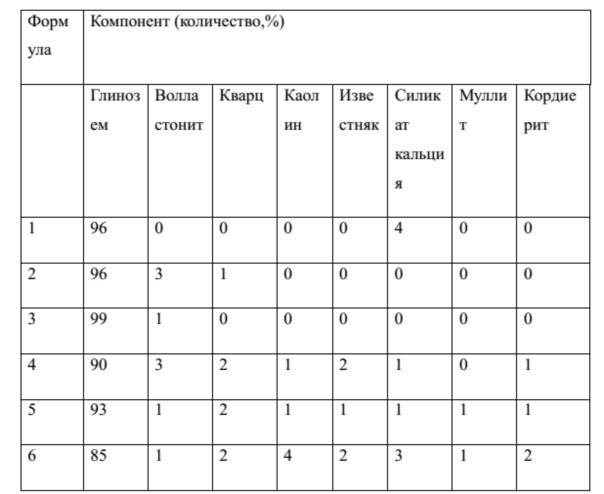
2. Замешивание: извлекают смешанный порошок, добавляют смазывающее вещество (в котором 40% соевого масла и 60% тунгового масла), в количестве 8% от общей массы сырья, затем добавляют воду в количестве 15% от общей массы сырья, тщательно встряхивают с равномерным смешиванием, извлекают смешанную мятую пластичную массу, помещают ее в машину для грубого прессования глинистой массы с целью грубого прессования глинистой массы, и периодически проводят прессование глинистой массы по меньшей мере три раза.
3. Выдержка: поскольку порошок глинозема представляет собой непластичный материал, не являющийся гидрофильным, такие компоненты жидкой фазы, как влага в глинистой массе, не могут равномерно распределяться в глинистой массе после многократной обработки глинистой массы, поэтому ее необходимо выдержать в течение некоторого периода времени. В данном эксперименте глинистую массу из глинозема обертывают пластмассовой оберткой и выдерживают в течение по меньшей мере 48 ч с получением гибкого керамического корпуса с содержанием керамики-96 (96%).
4. Резка керамического корпуса: гибкий керамический корпус из глинозема с содержанием керамики-96 (96%), имеющий толщину 0,1 мм, высекают на механическом штампе, и после высекания получают прямоугольный параллелепипед с соотношением длина-ширина-высота, составляющим 25 мм-7 мм-0,1 мм.
5. Печать: в беспыльных условиях на штампованном гибком керамическом корпусе выполняют печать резистивной пастой (такой как провод высокого сопротивления) с образованием нагревательного элемента, и одновременно в беспыльных условиях выполняют печать электрода, соединенного с теплогенерирующим элементом.
6. Оборачивание: другой керамический стержневой сердечник из глинозема с диаметром около 1,6 мм и длиной 25 мм используют для оборачивания гибкого керамического корпуса с нагревательными элементами и электродами, отпечатанными на керамическом стержневом сердечнике из глинозема длиной 25 мм.
7. Формование: формирование керамического корпуса игольчатой формы посредством теплого изостатического прессования при температуре 95—100 °C при помощи пресса для теплого изостатического прессования.
8. Зачистка керамического корпуса: сформированную нагретую керамическую гильзу подвергают штамповке при помощи штампа с одновременным формированием конического колпачка, и при этом проверяют и корректируют размер.
9. Предварительный отжиг керамического корпуса: температуру зачищенного керамического корпуса гильзы повышают от нормальной температуры до 500 °C со скоростью <5 °C/мин в печах для отжига, при этом время поддержания температуры составляет: для 100 °C, 200 °C, 300 °C, 400 °C каждую температуру поддерживают в течение 30 минут, при этом наивысшая температура отвода газов составляет 500 °C в течение 120 минут, и, таким образом, полностью отводят органические вещества.
10. Отжиг керамического корпуса: температуру повышают до 500 °C со скоростью 10 °C/мин и производят нагрев до 1650 °C со скоростью <5 °C/мин в восстановительной атмосфере, заполненной водородом, с целью отжига керамического корпуса гильзы с образованием керамической гильзы нагревателя, при этом время поддержания температуры составляет: для 700 °C, 900 °C, 1100 °C, 1300 °C каждую температуру поддерживают в течение 30 минут, наивысшую температуру отжига, составляющую 1500 °C, поддерживают в течение 120 минут.
11. Пайка: электродную проволоку в керамической гильзе нагревателя припаивают в электродной части.
12. Погружение в олово: точку пайки паяной керамической нагревательной гильзы погружают в олово, и при этом время погружения в олово составляет 2—3 с.
Вышеупомянутые описания представляют собой только конкретные варианты осуществления изобретения, но не предназначены для ограничения объема правовой охраны изобретения. Любые изменение или замены, легко понятные специалисту в данной области техники, раскрытые в описании, должны попадать в объем правовой охраны изобретения. Следовательно, объем правовой охраны изобретения должен быть определен в соответствии с объемом правовой охраны формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСШИРЕННЫЙ НАГРЕВАТЕЛЬ И НАГРЕВАТЕЛЬНЫЙ УЗЕЛ ДЛЯ ОБРАЗУЮЩЕЙ АЭРОЗОЛЬ СИСТЕМЫ | 2016 |
|
RU2720608C2 |
| НАГРЕВАТЕЛЬ ЭЛЕКТРОННЫХ СИГАРЕТ С НАГРЕВАНИЕМ ВОЗДУХА, КЕРАМИЧЕСКИЙ НАГРЕВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2783204C1 |
| БЕСКОНТАКТНЫЙ НАГРЕВАТЕЛЬ ЭЛЕКТРОННЫХ СИГАРЕТ | 2020 |
|
RU2783153C1 |
| ОБРАЗУЮЩЕЕ АЭРОЗОЛЬ УСТРОЙСТВО С ПРИКРЕПЛЕННЫМ НАГРЕВАТЕЛЕМ | 2016 |
|
RU2692848C2 |
| КЕРАМИЧЕСКИЙ НАГРЕВАТЕЛЬ И БЕСКОНТАКТНЫЙ НАГРЕВАТЕЛЬ ЭЛЕКТРОННЫХ СИГАРЕТ С НИМ | 2020 |
|
RU2789767C1 |
| УПРАВЛЕНИЕ НАГРЕВАТЕЛЕМ | 2016 |
|
RU2700016C2 |
| СИСТЕМА РЕЗЕРВУАРА И НАГРЕВАТЕЛЯ ДЛЯ УПРАВЛЯЕМОЙ ДОСТАВКИ МНОЖЕСТВА АЭРОЗОЛЬНЫХ МАТЕРИАЛОВ В ЭЛЕКТРОННОМ КУРИТЕЛЬНОМ ИЗДЕЛИИ | 2013 |
|
RU2639972C2 |
| Бесконтактный нагреватель электронных сигарет | 2020 |
|
RU2776406C1 |
| СПОСОБ, УСТРОЙСТВО И СИСТЕМА, ГЕНЕРИРУЮЩИЕ АЭРОЗОЛЬ, С ДАТЧИКОМ НАГРЕТОГО ГАЗА | 2016 |
|
RU2704888C2 |
| УСТРОЙСТВО ДОСТАВКИ АЭРОЗОЛЯ С СЕГМЕНТИРОВАННЫМ ЭЛЕКТРИЧЕСКИМ НАГРЕВАТЕЛЕМ (ВАРИАНТЫ) | 2019 |
|
RU2821228C2 |
Изобретение относится к области новых технологий сигарет, в частности к игольчатому нагревателю, способу его изготовления и к электрически нагреваемой сигарете с игольчатым нагревателем. Нагреватель игольчатого типа содержит нагревательный корпус игольчатой формы и теплогенерирующий элемент, при этом нагревательный корпус игольчатой формы содержит конический колпачок и основную часть нагревателя, соединенную с нижней частью конического колпачка, при этом теплогенерирующий элемент прикреплен к основной части нагревателя посредством способа нанесения покрытия при помощи печати, при этом длина нагревателя игольчатого типа составляет от 8 мм до 35 мм и диаметр нагревателя игольчатого типа составляет от 0,6 мм до 3 мм. Техническими результатами изобретения являются значительное уменьшение диаметра нагревателя для лучшего сочетания с существующей конструкцией сигареты; повышение термического КПД, более быстрая теплопередача и повышение стойкости нагревательного элемента к окислению; лучшее сочетание несколько типов нагревателей с существующей конструкцией сигареты, отсутствие значительных модификаций существующего оборудования, уменьшение себестоимости сигарет; легкость вставки нагревателя игольчатого типа в сигарету, что уменьшает изменение плотности табака в сигарете в ходе вставки в сигарету и обеспечивает равномерность затяжки и сопротивления затяжке; высокая прочность, высокая температурная стойкость, легко поддается чистке и может функционировать при высокой температуре в течение длительного времени; нагревание концов и внутренней части табачного продукта происходит одновременно за счет конструктивного исполнения основы нагревателя и нагревателя игольчатого типа в электрическом стержне по сравнению с известным уровнем техники, так что нагрев является в большей мере достаточным, а добавление вспомогательной вставки позволяет удобно вводить табачный продукт для связывания с нагревателем игольчатого типа, что является удобным для применения пользователем. 3 н. и 7 з.п. ф-лы, 9 ил., 1 табл.
1. Нагреватель игольчатого типа, отличающийся тем, что содержит нагревательный корпус игольчатой формы и теплогенерирующий элемент, при этом нагревательный корпус игольчатой формы содержит конический колпачок и основную часть нагревателя, соединенную с нижней частью конического колпачка, при этом теплогенерирующий элемент прикреплен к основной части нагревателя посредством способа нанесения покрытия при помощи печати, при этом длина нагревателя игольчатого типа составляет от 8 мм до 35 мм и диаметр нагревателя игольчатого типа составляет от 0,6 мм до 3 мм.
2. Нагреватель игольчатого типа по п. 1, отличающийся тем, что формой конического колпачка является круглый конус, тетраэдр или треугольная пирамида и, таким образом, форма основной части нагревателя соответствует цилиндру, эллиптическому цилиндру или треугольной призме.
3. Нагреватель игольчатого типа по п. 2, отличающийся тем, что в задней части основной части нагревателя находится набор электродов, соединенный электродной проволокой с аккумулятором и контроллером.
4. Способ изготовления нагревателя игольчатого типа, отличающийся тем, что включает следующие этапы:
(1) дозирование, смешивание материалов: берут порошок глинозема с D50<0,8 мкм и помещают его в шаровую мельницу, добавляют в шаровую мельницу определенное количество мелющих тел и обеспечивают соотношение масс порошка глинозема и мелющих тел, равное 1:2, затем добавляют связующее в количестве 3-15% от общей массы сырья, выполняют шаровой помол с равномерным смешиванием порошка глинозема и связующего;
(2) замешивание: извлекают смешанный порошок, добавляют смазывающее вещество в количестве 3-10% от общей массы сырья, затем добавляют воду в количестве 15-20% от общей массы сырья, тщательно встряхивают с равномерным смешиванием, извлекают смешанную мятую пластичную массу, помещают ее в машину для грубого прессования глинистой массы с целью грубого прессования глинистой массы и периодически проводят прессование глинистой массы по меньшей мере три раза с получением глинистой массы из глинозема;
(3) выдержка: глинистую массу из глинозема обертывают пластмассовой оберткой и выдерживают в течение по меньшей мере 48 ч с получением гибкого керамического корпуса с содержанием керамики 96%;
(4) резка керамического корпуса: гибкий керамический корпус из глинозема с содержанием керамики 96% высекают на механическом штампе и после высекания получают основу нагревателя и опорную конструкцию нагревателя требуемого размера;
(5) печать: на штампованном гибком керамическом корпусе в беспыльных условиях выполняют печать резистивной пастой с образованием нагревательного элемента и одновременно выполняют печать электрода, соединенного с теплогенерирующими элементами;
(6) оборачивание: другой керамический стержневой сердечник из глинозема используют для оборачивания гибкого керамического корпуса с нагревательными элементами и электродами, отпечатанными на керамическом стержневом сердечнике из глинозема;
(7) формование: формирование керамического корпуса игольчатой формы посредством теплого изостатического прессования при температуре 95-100 °C при помощи пресса для теплого изостатического прессования;
(8) зачистка керамического корпуса: сформированную нагретую керамическую гильзу подвергают штамповке при помощи штампа с одновременным формированием конического колпачка и при этом проверяют и корректируют размер;
(9) предварительный обжиг керамического корпуса: температуру зачищенного керамического корпуса гильзы повышают от нормальной температуры до 500 °C со скоростью <5 °C/мин в печах для обжига, при этом время поддержания температуры составляет: для 100 °C, 200 °C, 300 °C, 400 °C каждую температуру поддерживают в течение 30 минут, при этом наивысшая температура отвода газов составляет 500 °C в течение 120 минут, и, таким образом, полностью отводят органические вещества;
(10) обжиг керамического корпуса: температуру повышают до 500 °C со скоростью 10 °C/мин и производят нагрев до 1650 °C со скоростью <5 °C/мин в восстановительной атмосфере, заполненной водородом, с целью обжига керамического корпуса гильзы с образованием керамической гильзы нагревателя, при этом время поддержания температуры составляет: для 700 °C, 900 °C, 1100 °C, 1300 °C каждую температуру поддерживают в течение 30 минут, наивысшую температуру обжига, составляющую 1500 °C, поддерживают в течение 120 минут;
(11) пайка: электродную проволоку в керамической гильзе нагревателя припаивают в электродной части;
(12) погружение в олово: точку пайки паяной керамической нагревательной гильзы погружают в олово и при этом время погружения в олово составляет 2-3 с.
5. Способ изготовления нагревателя игольчатого типа по п. 4, отличающийся тем, что порошок глинозема смешивают с одним или несколькими из следующего: глинозема или глинозема и нитрида алюминия, жильного кварца, песчаника, кварцита, кварцевого песка, вермикулита, диатомовой земли, муллита, кордиерита, волластонита, андалузита, известняка, кварца, каолина, оксида калия, оксида натрия, оксида кальция, оксида магния, оксида железа и оксида титана.
6. Способ изготовления нагревателя игольчатого типа по п. 4, отличающийся тем, что смазывающее вещество состоит из соевого масла и тунгового масла, при этом соевое масло составляет 40% по массе и тунговое масло составляет 60% по массе.
7. Электрически нагреваемая сигарета с нагревателем игольчатого типа, содержащая электрический стержень и вспомогательную вставку, при этом электрический стержень содержит наружный корпус с открытым концом и устройство электропитания и теплогенерирующий элемент, установленные в наружном корпусе, отличающаяся тем, что теплогенерирующий элемент содержит основу нагревателя и нагреватель игольчатого типа, установленный на основе нагревателя, при этом нагреватель игольчатого типа содержит конический колпачок и основную часть нагревателя, соединенную с нижней частью конического колпачка, при этом теплогенерирующий элемент прикреплен к основной части нагревателя посредством нанесения покрытия при помощи печати, при этом длина нагревателя игольчатого типа составляет от 8 мм до 35 мм и диаметр нагревателя игольчатого типа составляет от 0,6 мм до 3 мм, при этом вспомогательная вставка представляет собой полую конструкцию, открытую на одном конце и выполненную с возможностью вставки в наружный корпус и при этом содержащую в нижней части перфорационное отверстие для вставки нагревателя игольчатого типа, при этом внутренняя стенка вспомогательной вставки ограничивает нагревательную камеру для загрузки табачного продукта и при этом нагреватель игольчатого типа выполнен с возможностью прохождения через перфорационное отверстие и, таким образом, с возможностью вставки в нагревательную камеру для проникновения в табачный продукт.
8. Электрически нагреваемая сигарета с нагревателем игольчатого типа по п. 7, отличающаяся тем, что дополнительно содержит мундштук, при этом открытый конец вспомогательной вставки соединен с возможностью съема с мундштуком и открытый конец наружного корпуса соединен с возможностью съема с мундштуком.
9. Электрически нагреваемая сигарета с нагревателем игольчатого типа по п. 7, отличающаяся тем, что основа нагревателя жестко соединена с наружным корпусом, при этом нагреватель игольчатого типа закреплен на основе нагревателя в осевом направлении наружного корпуса и наконечник нагревателя игольчатого типа находится вблизи открытого конца наружного корпуса.
10. Электрически нагреваемая сигарета с нагревателем игольчатого типа по п. 7, отличающаяся тем, что содержит один нагреватель игольчатого типа или содержит два или три нагревателя игольчатого типа, установленных на прямой линии; или содержит три нагревателя игольчатого типа, установленных в виде равностороннего треугольника; или содержит четыре нагревателя игольчатого типа, установленных в виде квадрата.
| CN 104799438 A, 29.07.2015 | |||
| CN 105341993 A, 24.02.2016 | |||
| US 2008257367 A1, 23.10.2008 | |||
| CN 203662006 U, 25.06.2014. |

