Область техники
Изобретение относится к технической сфере электронных сигарет, в частности к керамическому нагревателю, нагревателю электронных сигарет с нагреванием воздуха с данным керамическим нагревателем и способу изготовления керамического нагревателя.
Предшествующий уровень техники
Дымящиеся изделия, такие как сигареты и сигары, сжигают табак во время использования, и образуют табачный дым. Горящая сигарета содержит в своем дыме многие канцерогенные вещества, такие как смолы, длительное вдыхание этих веществ может нанести большой вред организму человека. С научно-техническим прогрессом науки и технологий и стремлением людей к здоровому образу жизни, появился заменитель сигарет, а именно электронные сигареты. В частности, предоставление заменителя этих типов продуктов путем производства продуктов, которые выделяют соединения без горения, является одним из типичных вариантов для электронных сигарет. Примерами таких продуктов являются так называемые нагревательные продукты без сгорания, также называемые продуктами для нагревания табака или нагревательными устройствами для табака, которые выделяют соединения с помощью нагревания данного материала без его сжигания.
В настоящее время на рынке существующие нагревательные электронные сигареты без сгорания, их технология нагревания и спекания в основном использует способ передачи тепла для теплопередачи и теплообмена, существующими способами нагревания являются способы пластинчатого нагревания (игольчатого нагревания) и трубчатого нагревания, например, в CN201380044053.7 опубликованы «Дымящееся изделие, используемое с внутренними нагревательными элементами», их способом нагревания является способ пластинчатого нагревания (игольчатого нагревания), но этот способ нагревания имеет более высокую температуру в центре, более низкую температуру окружающей среды, табак рядом с пластинчатым нагревателем полностью обугливается, даже пригорает, а окружающий табак еще не обугливается, что приводит к большому расходу табака; а, например, в CN201080053099.1 опубликована «Электронная нагревательная дымящаяся система с внутренним или внешним нагревателем», его способом нагревания является трубчатое нагревание, а трубчатое нагревание заключается в том, что часть рядом со стенкой трубки более полно обугливается, а центр не может полностью обуглиться, если повышать температуру, сигаретная бумага будет сгорать, и влиять на ощущение во рту. Обобщения и выводы, что существующие нагревательные устройства имеют технические недостатки, такие как неравномерное спекание, небольшое количество дыма, слабое ощущение во рту и плохой пользовательский опыт, а также после длительного использования электронных сигарет загрязняющие вещества, образующиеся при затяжке, будут прикрепляться к продуктам и вызывать неприятный запах.
Сущность изобретения
Данная заявка основана на глубоких исследованиях и постоянных экспериментах автора по следующим вопросам:
В соответствующей области техники продукт для нагревания в основном содержит следующие три типа нагревательных элементов:
I. Керамическая нагревательная пластина
Керамическая нагревательная пластина изготовлена из циркониевой керамической основы и нагревательного сплава из драгоценных металлов, с небольшим объемом, легким весом, позволяет получить высокую удельную мощность, высокую тепловую эффективность; она имеет отличные тепловые характеристики с быстрой скоростью повышения температуры, позволяющие получить любое распределение температуры; высокую надежность и длительный срок службы, отличную стойкость к кислотам и щелочам, кроме того, материалы нагревателя не окисляются; коррозионную стойкость и стойкость к высоким температурам, равномерную температуру, хорошую теплопроводность и высокую скорость термокомпенсации.
Однако, когда керамический нагреватель используется для нагревания дымящихся продуктов, нагрев центра приведет к неравномерному распределению температуры всего нагревателя, и разница температур между верхней частью и нижней частью достигает примерно 100°С, что вызывает неполное спекание табака, даже запах гари, а также большой расход табака, помимо этого, требует использования специального дымового картриджа и пластинчатого нагревателя для получения желаемого эффекта, что ограничивает сферу применения.
II. Цилиндрический нагревательный стержень
Нагреватель со стержневой структурой имеет высокую прочность и является устойчивым к разрушению, при высокотемпературном нагреве керамический нагреватель имеет хорошую плотность, нагревательная проволока полностью обмотана керамикой, и обеспечивается высокая надежность при длительном использовании, паяные соединения устойчивы к высокой температуре до 350°С в течение длительного времени, так как используется технология 1000°С пайки серебряным припоем.
Однако, для нагревания корпуса стержня нагревательной проволокой требуется высокая температура нагревательной проволоки для достижения эффекта нагревания. Таким образом, эффективность теплообмена низкая, и в связи с высокой температурой нагревательной проволоки, ионы металла, отделяющиеся от нагревательной спирали, могут смешиваться с потоком куренного воздуха и попадать в организм человека, что может навредить здоровью человека.
III. Керамическая нагревательная чашка/нагревательная трубка/нагревательный сосуд
Нагревательная чашка/нагревательная трубка/нагревательный сосуд являются типичными представителями пространственного нагрева. Кольцевое ступенчатое нагревание с точным контролем температуры. Однако, низкий коэффициент использования тепла является самым большим недостатком этого способа, часть тепла поглощается табаком, другая часть выделяется в виде тепла, при плохой теплоизоляции курительный инструмент будет обжигать руку, влиять на использование пользователем.
Как выше изложено, технология контактного нагрева и спекания в основном выполняет теплопередачу и обмен за счет теплопередачи, то есть нагревательный проводник (например, керамическая нагревательная плита или игла) передает спекаемому объекту (дымящемуся изделию) температуру. Недостатком данного способа нагрева в основном является: 1. Плохая теплопроводность спекаемого объекта (дымящегося изделия) не может полностью передать температуру, что приводит к неравномерному спеканию внутри и вне спекаемого объекта; 2. Большая разница пространственной плотности спекаемых объектов различных типов, при замене спекаемых объектов различных типов трудно обеспечить эффект их нагревания и спекания, обычно необходимо использовать подходящие спекаемые объекты, чтобы получить хороший эффект, поэтому плохая адаптируемость. Вообще, существующие нагревательные устройства имеют технические недостатки, такие как неравномерное спекание, небольшое количество дыма, слабое ощущение во рту и плохой пользовательский опыт, эти недостатки серьезно ограничивают дальнейшее развитие и внедрение технологии в этой области.
Поэтому, после большого количества исследований и экспериментов автор настоящей заявки обнаружил, что сам процесс курения является процессом воздушного потока, если температура воздуха, втекающего в дымящееся изделие, высокая, горячий воздух может непосредственно играть роль спекания дымящегося изделия, также в связи с тем, что горячий воздух может относительно полностью и равномерно проникать и спекать весь табак дымящегося изделия с процессом затяжки, то можно эффективно решать проблему неравномерного нагревания. Поэтому, дымящееся изделие спекается нагреванием воздуха, далее используется поток горячего воздуха в процессе затяжки для выполнения нагревания, данная схема может дать хороший общий эффект нагревания.
Однако, при применении схема нагревания воздуха, во-первых необходимо выбрать подходящий нагреватель для нагревания воздуха, а когда нагреватель нагревает воздух, требуется вход воздуха комнатной температуры в нагреватель, и температура воздуха после нагревателя должна достигать 300°С или более; во-вторых необходимо учитывать общую привычку затяжки, то есть должно обеспечиваться повышение температуры около 20 мл в секунду, и каждая затяжка должна длиться примерно 3 секунды, нагревателю требуется около 60 мл воздуха для общей эффективности нагревания.
Для достижения вышеуказанного эффекта после большого количества экспериментов автор пришел к выводу, что при применении нагревательной проволоки для нагревания воздуха требуется более высокая температура нагревательной проволоки для нагревания воздуха только за счет нагревательной проволоки, и только тогда, когда температура нагревательной проволоки выше 600°С, можно нагреть протекающий воздух до температуры выше 300°С, также если поток воздуха протекает, нагревательная проволока будет быстро охлаждается, так что одна затяжка приведет к снижению температуры нагревательной проволоки на 200-300°С. Поэтому необходимо компенсировать мощность нагревательной проволоки при затяжке, в противном случае трудно достичь эффекта нагревания воздуха, необходимого для курения сигареты, при этом компенсация мощности обеспечивается за счет обнаружения потока воздуха датчиком потока воздуха, в связи с маленькой площадью контакта нагревательной проволоки с воздухом, данная схема компенсации мощности не только требует высокой мощности для достижения желаемого эффекта нагревания, но также существует проблема неравномерного распределения температуры во всех направлениях из-за некорректной температуры воздуха после нагревания и несвоевременной реакции компенсации.
Вместе с тем, при нагреве потока воздуха до температуры выше 300°С за счет повышения температуры нагревательной проволоки, повышение температуры нагревательной проволоки может привести к проникновению в организм человека ионов металла, отделяющихся нагревательной проволокой и смешивающихся с потоком куренного воздуха, что поставит под угрозу здоровье человека.
На основании изложенного выше, после большого количества исследований автор настоящей заявки пришел к выводу, что, при использовании нагревания воздуха для спекания дымящегося изделия, для нагревателя с воздушным нагревом требуется большая площадь нагревания, чтобы уменьшить разницу температур между нагревателем и воздухом, одновременно для нагревателя также требуется большая теплоемкость, чтобы противостоять охлаждению после прохождения потока куренного воздуха, для нагревателя также требуется более высокая теплопроводность, чтобы сократить время подготовки к нагреванию.
Поэтому, на основе многолетних глубоких исследований керамики заявитель обнаружил, что пористая структура сотовой керамики может обеспечить большую площадь поверхности нагрева, чтобы нагреватель имел высокую эффективность нагревания воздуха, одновременно сотовая керамическая керамика пористой структуры, более похожая на сплошную структуру, обладает более высокой теплоемкостью, чем керамическая трубка того же объема, к тому же, теплопроводность материала оксида алюминия более 30 Вт/м*К, это может обеспечить более быструю и равномерную теплопередачу, а также высокую теплопроводность, тем самым, сотовый керамический нагреватель пористой структуры может удовлетворить потребности в спекании дымящегося изделия путем нагревания воздуха.
Первой целью настоящего изобретения является представление керамического нагревателя с быстрым и равномерным нагреванием, большой поверхностью нагревания, низким энергопотреблением, длительным сроком службы, с хорошей теплоизоляционной способностью.
Для достижения этой цели, керамический нагреватель, предложенный в варианте осуществления первого аспекта настоящего изобретения, включает: сотовый керамический корпус, при этом в сотовом керамическом корпусе расположены пористые каналы, представляющие собой круглые отверстия или многоугольные отверстия; и нагревательную печатную схему, расположенную вокруг внешней поверхности сотового керамического корпуса для нагрева воздуха, проходящего через пористые каналы.
При этом сотовый керамический корпус является алюмооксидным сотовым керамическим корпусом, и плотность алюмооксидного сотового керамического корпуса составляет не менее 3,86 г/см3.
При этом пористые каналы равномерно распределены в сотовом керамическом корпусе.
При этом пористые каналы расположены в центре сотового керамического корпуса.
При этом сотовый керамический корпус является цилиндрическим корпусом с круглым или многоугольным поперечным сечением.
В частности, алюмооксидный сотовый керамический корпус, предложенный в варианте осуществления настоящего изобретения, включает: алюмооксидный сотовый керамический корпус, нагревательную печатную схему и проволоку, в центре алюмооксидного сотового керамического корпуса расположены пористые каналы, пористые каналы представляют собой равномерно расположенные круглые отверстия или многоугольные отверстия; нагревательная печатная схема расположена вокруг внешней поверхности сотового керамического корпуса; на первом конце нагревательной печатной схемы расположена проволока.
При этом сопротивление алюмооксидного сотового керамического корпуса составляет 0,1-2 Ω.
При этом алюмооксидный сотовый керамический корпус является цилиндрическим корпусом с круглым или многоугольным поперечным сечением.
При этом диаметр отверстия пористых каналов составляет 0,1-2 мм, толщина стенки пористых каналов составляет 0,1-0,5 мм.
При этом материалы нагревательной печатной схемы включают, но не ограничиваются, серебро, вольфрам, MoMn и другие подходящие материалы для печатных схем.
При этом толщина печати нагревательной печатной схемы составляет 0,005-0,05 мм.
При этом материалы проволоки включают медь, серебро и никель, но не ограничиваются ими, диаметр проволоки составляет 0,1-0,3 мм.
Согласно керамическому нагревателю в варианте осуществления настоящего изобретения поверхностная плотность алюмооксидной сотовой керамики высокой чистоты очень высокая, она может эффективно предотвращать адсорбцию частиц пыли и защищать от неприятного запаха. Алюмооксидная сотовая керамика высокой чистоты имеет хорошую теплопроводность, коэффициент теплопроводности до 33 Вт/м*К, толщина стенки и диаметр отверстия в сотовой керамической структуре очень малые, с хорошей теплопроводностью, одновременно форма сотовой пористой структуры может значительно увеличить площадь контакта с воздухом, площадь алюмооксидной сотовой керамики большая, с высокой эффективностью нагревания, может быстрее выполнить цель нагревания воздуха. Сотовый керамический нагреватель по настоящему изобретению расположен под сигаретой для спекания и не контактирует с сигаретой, когда пользователь курит сигарету, воздух, нагретый сотовым керамическим нагревателем в нижней части, контактирует с сигаретой, быстро и равномерно нагревает сигарету, за счет сотовой пористой структуры скорость потока воздуха ограничивается в определенной степени, время контакта горячего воздуха с сигаретой больше, что замедляет потерю тепла, экономит энергию. Когда нет процесса курения, пористая структура сотовой керамики может одновременно блокировать горячий воздух, уменьшая отток горячего воздуха, что еще больше экономит энергию.
Второй целью настоящего изобретения является обеспечение нагревателя электронных сигарет с нагреванием воздуха с равномерным спеканием и не загрязняющим продукт из-за непосредственного контакта загрязняющих веществ в жидкости или нагревателя с дымовым картриджем.
Для достижения этой цели нагреватель электронных сигарет с нагреванием воздуха, керамический нагреватель, предусмотренный вариантом осуществления второго аспекта настоящего изобретения, включает керамический нагреватель, описанный в варианте осуществления; устройство для предварительного нагревания, под устройством для предварительного нагревания расположен керамический нагреватель.
При этом устройство для предварительного нагревания включает трубку для предварительного нагревания, между трубкой для предварительного нагревания и керамическим нагревателем расположен дефлектор, на дефлекторе расположено множество направляющих отверстий.
При этом керамический нагреватель и устройство для предварительного нагревания расположены в уплотнительной втулке.
При этом устройство для предварительного нагревания включает тонкостенную алюмооксидную керамическую трубку для предварительного нагревания, пустая полость в центре тонкостенной алюмооксидной керамической трубки используется для размещения дымящегося изделия (продукта), отверстие на одном конце тонкостенной алюмооксидной керамической трубки и нижняя плита формируют корпус чашки, на нижней плите расположено множество сквозных отверстий для потока горячего воздуха.
При этом плотность тонкостенной алюмооксидной керамической трубки не менее 3,86 г/см3.
При этом в центре нижней плиты вокруг виртуального круга равномерно расположено множество сквозных отверстий для потока горячего воздуха, отверстие для потока горячего воздуха представляет собой круглое отверстие, диапазон диаметра отверстия составляет 0,1-2 мм.
При этом материал нижней плиты является алюмооксидной керамикой высокой чистоты.
В варианте осуществления настоящего изобретения нагреватель электронных сигарет с нагреванием воздуха включает трубку для предварительного нагревания и керамический нагреватель, под трубкой для предварительного нагревания расположен керамический нагреватель; керамический нагреватель включает сотовый керамический корпус и нагревательную печатную схему, которая расположена на керамическом нагревателе, на конце нагревательной печатной схемы расположена проволока, в керамическом нагревателе расположены сотовые пористые каналы.
При этом трубка для предварительного нагревания, керамический нагреватель и дефлектор изготовлены из алюмооксидной керамики высокой чистоты.
При этом печатные материалы нагревательной печатной схемы включают серебро, вольфрам, MoMn, но не ограничиваются ими.
При этом материалы проволоки включают серебро, медь и никель, но не ограничиваются ими.
При этом сотовые пористые каналы являются равномерно расположенными круглыми отверстиями или многоугольными отверстиями, диапазон диаметра отверстий 0,1-2 мм, минимальное расстояние между двумя соседними отверстиями составляет 0,1-0,5 мм.
Нагреватель электронных сигарет с нагреванием воздуха согласно варианту осуществления настоящего изобретения нагревает воздух с помощью нагревателя, чтобы нагретый поток воздуха равномерно спекал табак, чтобы получить эффект увеличения объема дыма, хорошего ощущения затяжки во рту и хорошего пользовательского опыта. Одновременно, трубка для предварительного нагревания, нагреватель и дефлектор изготовлены из алюмооксидной керамики высокой чистоты с высокой плотностью, по микроструктуре почти не имеет пор, загрязняющие вещества в жидкости не могут проникнуть через них, не могут оставлять загрязнения и неприятный запах на поверхности, также способ нагревания воздуха обеспечивает защиту устройства от загрязнения, так как не контактирует с дымовым картриджем.
Более того, устройство для предварительного нагревания может обеспечить быстрое и равномерное нагревание, таким образом, чтобы выполнить предварительное нагревание и тепловую изоляцию.
Устройство для предварительного нагревания включает тонкостенную алюмооксидную керамическую трубку для предварительного нагревания, пустая полость в центре тонкостенной алюмооксидной керамической трубки используется для размещения дымящегося изделия; отверстие на одном конце тонкостенной алюмооксидной керамической трубки и нижняя плита формируют корпус чашки, на нижней плите расположено множество сквозных отверстий для потока горячего воздуха.
При этом плотность тонкостенной алюмооксидной керамической трубки составляет не менее 3,86 г/см3.
При этом тонкостенная алюмооксидная керамическая трубка является полой круглой трубкой, диапазон ее стенки составляет 0,1-0,5 мм.
При этом форма нижней плиты соответствует форме отверстия в поперечном сечении тонкостенной алюмооксидной керамической трубки.
При этом в центре нижней плиты вокруг виртуального круга равномерно расположено множество сквозных отверстий для потока горячего воздуха, отверстие для потока горячего воздуха является круглым отверстием, диапазон диаметра отверстия составляет 0,1-2 мм.
При этом толщина нижней плиты составляет 0,1-0,5 мм.
При этом материал нижней плиты является алюмооксидной керамикой высокой чистоты.
Устройство для предварительного нагревания устанавливается над воздушным нагревательным элементом, при нагревании нагревательного элемента, в связи с тем, что нижняя плита и тонкостенная алюмооксидная керамическая трубка выполнены из ультратонкой алюмооксидной керамики высокой чистоты, когда нагревательный элемент нагревает их, то они могут быстро нагреться для предварительного нагревания пустой полости.
Тонкостенная алюмооксидная керамическая трубка не используется в качестве традиционного нагревателя, который может снизить потерю тепла. Нагревание дымящегося изделия выполняется за счет действия затяжки пользователя, горячий воздух выводится из нагревателя из под отверстия для потока горячего воздуха, чтобы спечь дымящееся изделие, обеспечивается хороший эффект спекания и равномерное спекание, с одной стороны, отверстие для подачи горячего воздуха может облегчить циркуляцию горячего воздуха; с другой стороны, предотвращается прямая диффузия горячего воздуха, когда никто не курит, что позволяет добиться сохранения тепла. Материал алюмооксидной керамики высокой чистоты имеет хорошую плотность, снижает адсорбцию частиц дымовой пыли, не производит неприятный запах, поэтому более безопасен для использования.
Третьей целью настоящего изобретения является обеспечение способа изготовления керамического нагревателя.
Для достижения этой цели способ изготовления керамического нагревателя, представленный вариантом осуществления третьего аспекта настоящего изобретения, включает следующие шаги:
Шаг I: Приготовление массы алюмооксидной керамики: добавление нитрата магния весовой частью 0,01-0,05, оксихлорида циркония весовой частью 0,01-0,05, нитрата иттрия весовой частью 0,01-0,05, олеиновой кислоты весовой частью 1,5-2,5, смазочного материала весовой частью 1-2, связующего вещества весовой частью 3-15, также деионизированной воды весовой частью 10-30 в порошок нанометрового оксида алюминия весовой частью 100, помещение их в смешиватель и смешивание при температуре ниже 30°С 1-5 ч, таким образом, чтобы подготовить массу алюмооксидной сотовой керамики с равномерным распределением и содержанием твердого вещества 75-85% для последующего использования;
Шаг II: формование алюмооксидной сотовой керамики: добавление массы алюмооксидной сотовой керамики, приготовленной по шагу I, в винтовую экструзионную формовочную машину с устройством для вакуумного удаления пузырьков воздуха, керамическая масса экструдирует через головку фильеры выталкиванием винта в полые тонкостенные сотовые керамические заготовки;
Шаг III: сушка алюмооксидных сотовых керамических заготовок: перемещение керамических заготовок, приготовленных по шагу II, в печь, в условиях горячего воздуха при температуре 40-50°С высушивание и обезвоживание 5–10 минут, получение керамических заготовок, отвечающих требованиям по внешнему виду и прямолинейности.
Шаг IV: удаление клея алюмооксидных необожжённых керамик: предварительный обжиг необожжённой керамики, приготовленной по шагу III при температуре 1100-1200°С, получение керамических заготовок предварительного обжига;
Шаг V: обжиг алюмооксидных сотовых керамик: помещение керамических заготовок предварительного обжига, полученных по шагу IV в высокотемпературную молибденовую трубку, их обжиг в водороде или непосредственно в воздухе при 1600-1800°С, получение алюмооксидной сотовой керамики;
Шаг VI: изготовление нагревательной печатной схемы на поверхности алюмооксидных сотовых керамик: с помощью техники трафаретной печатью печатание толстопленочной термоэлектродной проволоки на внешней поверхности алюмооксидных сотовых керамик, приготовленных по шагу V, после сушки печатной схемы, покрытие серебряным припоем на контактной площадке, чтобы прилепить проволоку, снова помещение их в сушильный шкаф для сушки, потом перемещение их в печь для обжига при 800-1500°С, получение встроенной обожженной проволоки и печатной схемы, и одновременно, завершение серебряной пайки проволоки в печи.
При этом чистота нанометрового оксида алюминия, используемого по шагу I, больше или равна 99,99%, размер частиц составляет 350 нм, а удельная поверхность составляет 7 м2/г.
Чистота алюмооксидных сотовых керамик, приготовленных способом изготовления в соответствии с вариантом осуществления настоящего изобретения, составляет около 99.99%, так что поверхность сотовых керамик имеет высокую плотность, может эффективно предотвращать адсорбцию частиц пыли и защищать от неприятного запаха. Алюмооксидная сотовая керамика высокой чистоты имеет хорошую теплопроводность, коэффициент теплопроводности до 33 Вт/м*К, толщина стенки и диаметр отверстия в сотовой керамической структуре очень малые, с хорошей теплопроводностью, одновременно форма сотовой пористой структуры может значительно увеличить площадь контакта с воздухом, площадь алюмооксидной сотовой керамики большая, с высокой эффективностью нагревания, помогает быстрее выполнить цель нагревания воздуха. Сотовый керамический нагреватель по настоящему изобретению расположен под сигаретой для спекания, и не контактирует с сигаретой, когда пользователь курит сигарету, воздух, нагретый сотовым керамическим нагревателем в нижней части, контактирует с сигаретой, быстро и равномерно нагревает сигарету, за счет сотовой пористой структуры скорость потока воздуха ограничивается в определенной степени, время контакта горячего воздуха с сигаретой больше, что замедляет потерю тепла, экономит энергию. Когда нет процесса курения, пористая структура сотовой керамики может одновременно блокировать горячий воздух, уменьшать внешний отток горячего воздуха, еще более экономить энергию.
Описание прилагаемых фигур
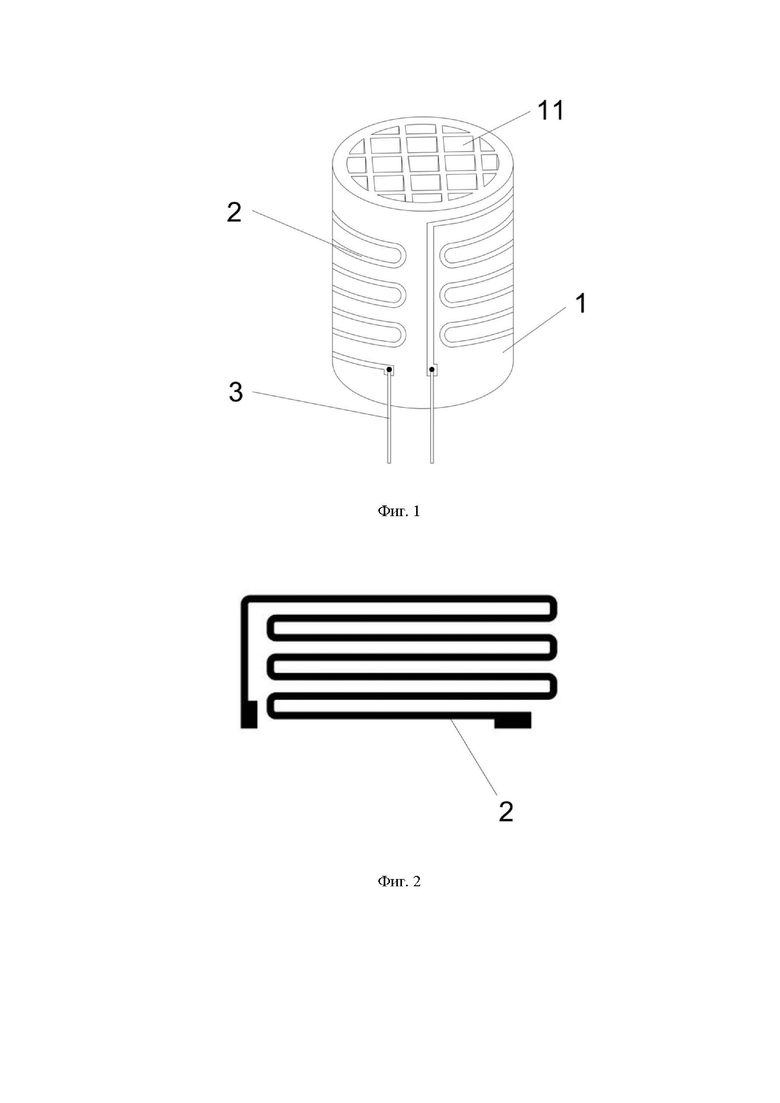
Фигура 1 – Схема структуры керамического нагревателя согласно варианту осуществления настоящего изобретения;
Фигура 2 – Схема развертки плана печатной схемы на поверхности алюмооксидного сотового керамического нагревателя согласно варианту осуществления настоящего изобретения;
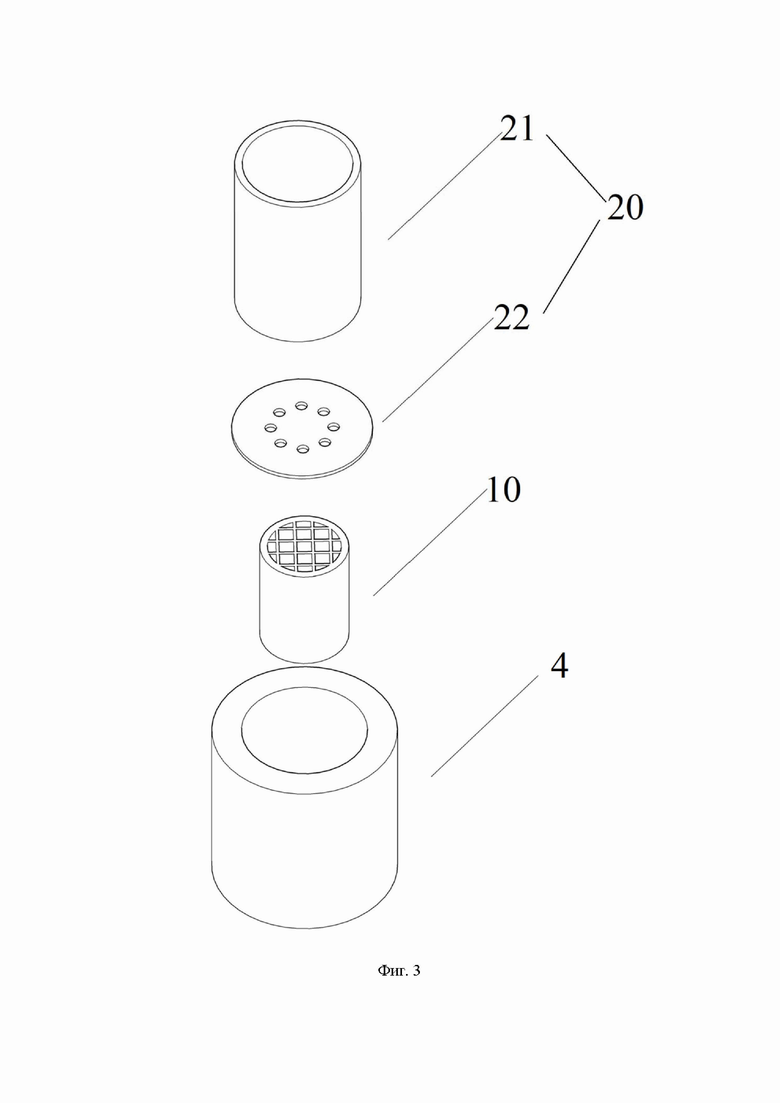
Фигура 3 – Схема структуры нагревателя электронных сигарет с нагреванием воздуха согласно варианту осуществления настоящего изобретения;
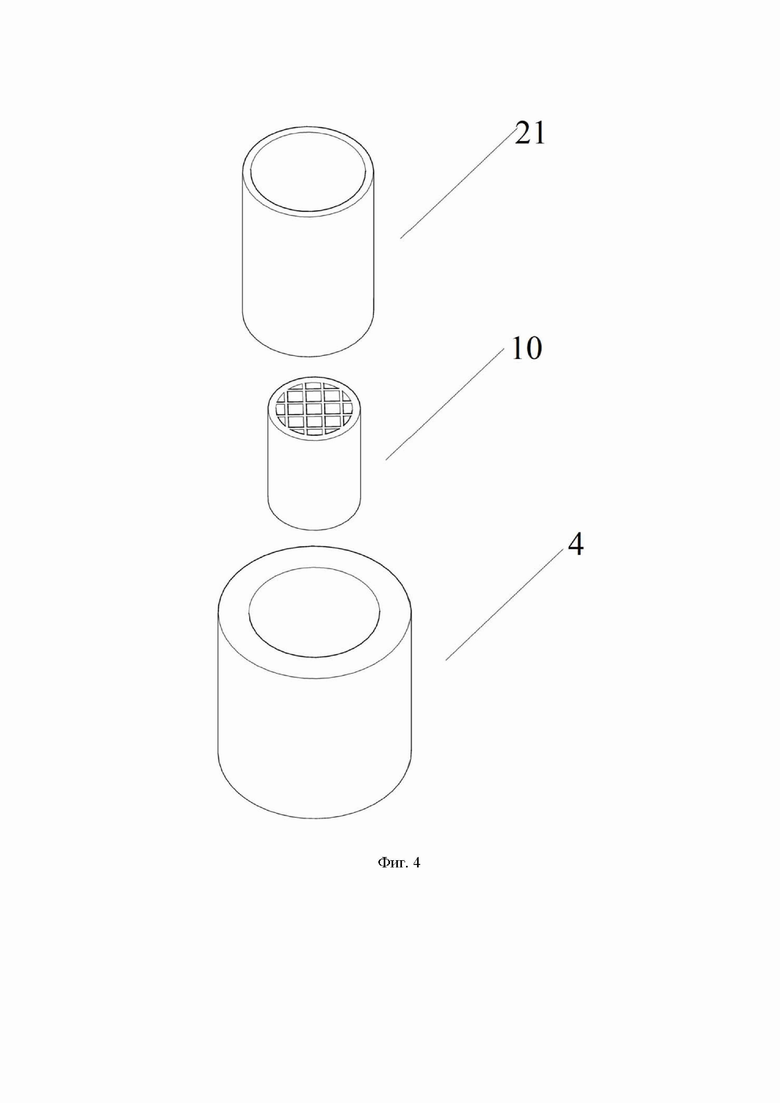
Фигура 4 – Схема структуры нагревателя электронных сигарет с нагреванием воздуха согласно другому варианту осуществления настоящего изобретения;
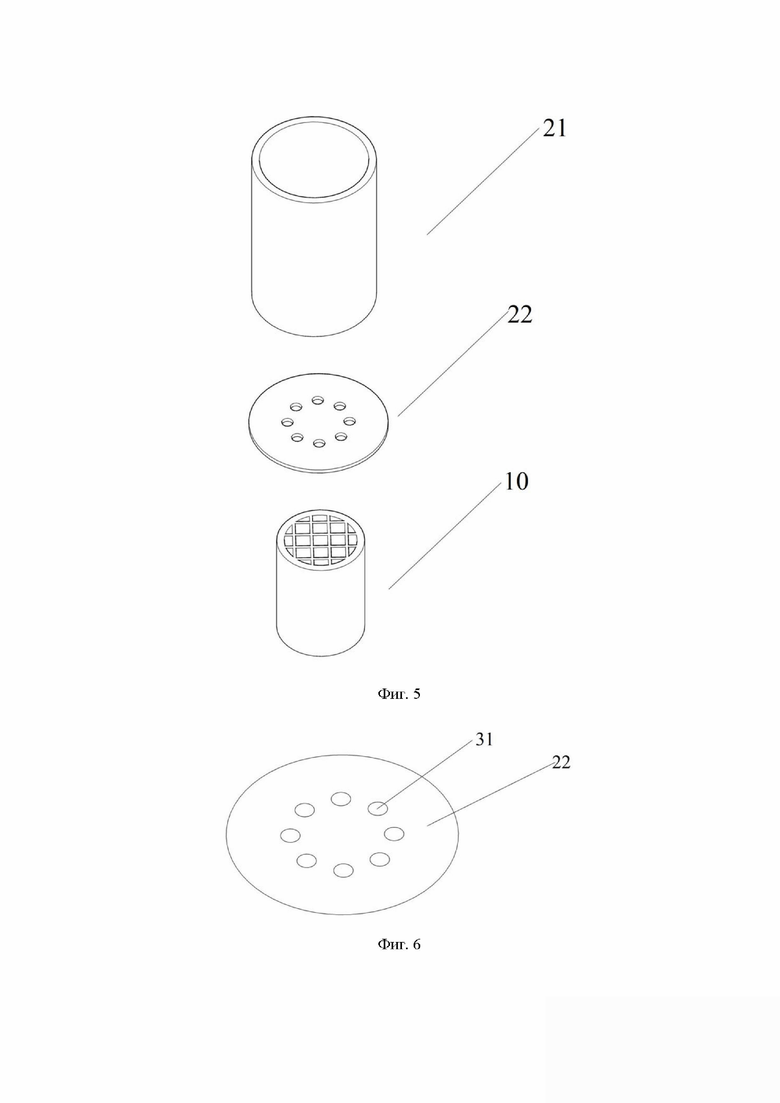
Фигура 5 – Схема структуры нагревателя электронных сигарет с нагреванием воздуха согласно другому варианту осуществления настоящего изобретения;
Фигура 6 – Схема структуры дефлектора согласно варианту осуществления настоящего изобретения;
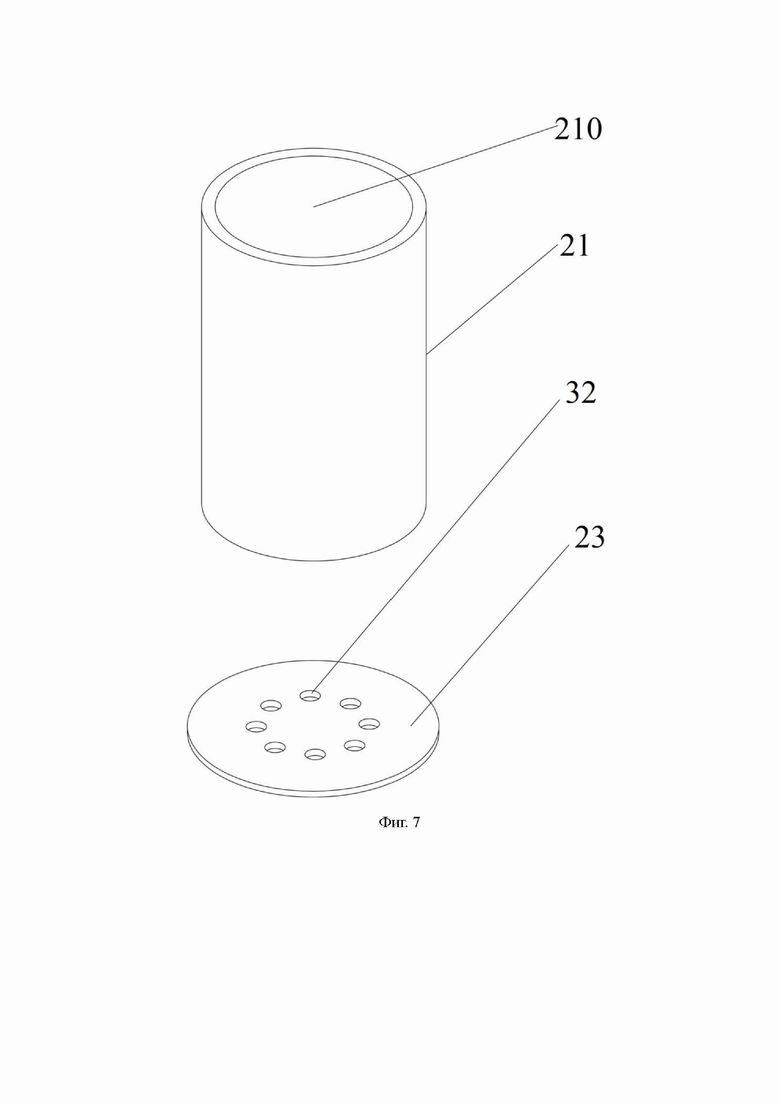
Фигура 7 – Схема структуры устройства для предварительного нагревания согласно варианту осуществления настоящего изобретения.
Подробное описание способов осуществления
Для большего разъяснения целей, технического решения и преимуществ вариантов осуществления настоящего изобретения, в сочетании с прилагаемыми фигурами в варианте осуществления настоящего изобретения ниже будут ясно и полностью описаны технические решения в варианте осуществления настоящего изобретения. Ясно, что описанные варианты осуществления являются частью вариантов осуществления настоящего изобретения, а не всеми вариантами осуществления. На основе варианта осуществления настоящего изобретения все другие варианты осуществления, полученные обычным техническим специалистом в данной области без творческой работы, относят к объему защиты настоящего изобретения. Поэтому нижеследующее подробное описание вариантов осуществления настоящего изобретения, представленное на прилагаемых фигурах, не используется для ограничения объема заявленного изобретения, а только представляет выбранные варианты осуществления настоящего изобретения. На основе вариантов осуществления настоящего изобретения все другие варианты осуществления, полученные обычным техническим специалистом в данной области без творческой работы, относят к объему защиты настоящего изобретения.
В описании настоящего изобретения, следует объяснить, что отношение ориентаций или положений, которые указывают термины «верхний», «нижний», «внутренний», «внешний», «передний конец», «задний конец», «оба конца», «один конец», «другой конец» и другие на основе прилагаемых фигур, только для удобного описания настоящего изобретения и упрощения описания, а не указывают и не подразумевают то, что вышеуказанное устройство или элемент должны иметь конкретную ориентацию, построены или эксплуатироваться в определенном направлении, и не могут быть поняты как ограничение настоящего изобретения. Кроме того, термины «первый» и «второй» используются только для описания цели, а не могут быть поняты как указывающие или подразумевающие относительную важность.
В описании настоящего изобретения следует объяснить, если иное четко не определено и не ограничено, следует понимать в широком смысле термины «монтаж», «установлен», «соединение» и так далее, например, «соединение» может быть понято как фиксированное соединение, также может быть понято как съемное соединение, или интегральное соединение; может быть понято как механическое соединение, или может быть понято как электрическое соединение; может быть понято прямое соединение, также может быть понято как косвенное соединение через промежуточную среду, может быть понято как внутреннее соединение между двумя компонентами. Обычный технический специалист в данной области может понять конкретные значения вышеуказанных терминов в настоящем изобретении в соответствии с конкретными ситуациями.
Ниже описаны керамический нагреватель, нагреватель электронных сигарет с нагреванием воздуха с керамическим нагревателем и способ изготовления керамического нагревателя, представленные вариантами осуществления настоящего изобретения на основе прилагаемых фигур.
Как показано на фигуре 1, керамический нагреватель, представленный вариантом осуществления настоящего изобретения, включает сотовый керамический корпус 1 и нагревательную печатную схему 2. В частности, в сотовом керамическом корпусе 1 расположены пористые каналы 11, пористые каналы 11 представляют собой равномерно расположенные круглые отверстия или многоугольные отверстия; нагревательная печатная схема 2 окружена и расположена на внешней поверхности сотового керамического корпуса 1, чтобы нагревать воздух, проходящий через пористые каналы 11.
При этом в качестве варианта осуществления, сотовый керамический корпус является алюмооксидным сотовым керамическим корпусом, также плотность алюмооксидного сотового керамического корпуса не менее 3,86 г/см3.
При этом в качестве варианта осуществления, пористые каналы равномерно расположены в сотовом керамическом корпусе.
При этом в качестве варианта осуществления, пористые каналы расположены в центре сотового керамического корпуса.
При этом в качестве варианта осуществления сотовый керамический корпус является цилиндрическим корпусом с круглым или многоугольным поперечным сечением.
С помощью прилагаемых фигур подробно описываются конкретные варианты осуществления настоящего изобретения.
Вариант осуществления I:
Как показано на фигуре 1-2, алюмооксидный сотовый керамический корпус, представленный настоящим изобретением, включает: алюмооксидный сотовый керамический корпус 1, нагревательную печатную схему 2 и проволоку 3, в центре алюмооксидного сотового керамического корпуса 1 расположены пористые каналы 11, пористые каналы 11 являются равномерно расположенными круглыми отверстиями или многоугольными отверстиями; нагревательная печатная схема 2 окружена и расположена на внешней поверхности алюмооксидного сотового керамического корпуса 1; на первом конце нагревательной печатной схемы 2 расположена проволока 3.
При этом плотность алюмооксидного сотового керамического корпуса 1 составляет 3,9 г/см3.
При этом сопротивление алюмооксидного сотового керамического корпуса 1 составляет 0,6 Ω.
При этом алюмооксидный сотовый керамический корпус 1 является цилиндрическим корпусом с круглым поперечным сечением.
При этом диаметр квадратного отверстия пористых каналов 11 составляет 1,5 мм, длина стороны квадратного отверстия составляет 1,5 мм; толщина стенки пористых каналов 11 составляет 0,2 мм, как показано на фигуре 1, расстояние между соответствующими сторонами соседних двух квадратных отверстий является толщиной стенки пористых каналов 11.
При этом материал нагревательной печатной схемы 2 – серебро.
При этом толщина печати нагревательной печатной схемы 2 составляет 0,015 мм.
При этом проволока 3 является серебряной проволокой, ее диаметр составляет 0,2 мм.
Вариант осуществления II:
Как показано на фигуре 1-2, алюмооксидный сотовый керамический корпус, представленный настоящим изобретением, включает: алюмооксидный сотовый керамический корпус 1, нагревательную печатную схему 2 и проволоку 3, в центре алюмооксидного сотового керамического корпуса 1 расположены пористые каналы 11, пористые каналы 11 являются равномерно расположенными круглыми отверстиями; нагревательная печатная схема 2 расположена вокруг внешней поверхности алюмооксидного сотового керамического корпуса 1; на первом конце нагревательной печатной схемы 2 расположена проволока 3.
При этом плотность алюмооксидного сотового керамического корпуса 1 составляет 3,9 г/см3.
При этом сопротивление алюмооксидного сотового керамического корпуса 1 составляет 0,8 Ω.
При этом алюмооксидный сотовый керамический корпус 1 является цилиндрическим корпусом с круглым поперечным сечением, пористые каналы 11 в его центре является квадратным отверстием.
При этом размер круглого отверстия пористых каналов 11 составляет 1,5 мм; толщина стенки пористых каналов 11 составляет 0,2 мм, расстояние между соответствующими сторонами соседних двух круглых отверстий является толщиной стенки пористых каналов 11.
При этом материал нагревательной печатной схемы 2 – серебро.
При этом толщина печати нагревательной печатной схемы 2 составляет 0,02 мм.
При этом проволока 3 является серебряной проволокой, ее диаметр составляет 0,2 мм.
В данном варианте осуществления пористые каналы 11 являются круглыми, по сравнению с вариантом осуществления I, коэффициент использования центра алюмооксидного сотового керамического корпуса 1 очевидно ниже варианта осуществления I, а его удельная площадь поверхности меньше, чем в варианте осуществления I, эффективность нагревания ниже, чем в варианте осуществления I.
Чистота алюмооксидной сотовой керамики по настоящему изобретению превышает 99%, так что поверхностная плотность сотовых керамик очень высокая, это может эффективно предотвращать адсорбцию частиц пыли и защищать от неприятного запаха. Алюмооксидная сотовая керамика высокой чистоты имеет хорошую теплопроводность, коэффициент теплопроводности до 33 Вт/м*К, толщина стенки и диаметр отверстия в сотовой керамической структуре очень малые, с хорошей теплопроводностью, одновременно форма сотовой пористой структуры может значительно увеличить площадь контакта с воздухом, площадь алюмооксидной сотовой керамики большая, с высокой эффективностью нагревания, помогает быстрее выполнить цель нагревания воздуха.
Сотовый керамический нагреватель по настоящему изобретению расположен под сигаретой для спекания и не контактирует с сигаретой, когда пользователь курит сигарету, воздух выходит из отверстия сотового нагревателя, и нагревается до определенной температуры, потом горячий воздух проходит через сигарету, быстро нагревает сигарету до 320°С. Данный метод повышает площадь нагревания и эффективность нагревания корпуса сигареты, нагревание более равномерное, нагревание табака более полное, предотвращает лишний расход табака, улучшает ощущение во рту пользователя, а также независим от вида дымового картриджа. За счет наличия сотовой пористой структуры скорость потока воздуха ограничивается в определенной степени, время контакта горячего воздуха с сигаретой больше, что замедляет потерю тепла, экономит энергию. Когда нет процесса курения, пористая структура сотовой керамики может одновременно блокировать горячий воздух, уменьшать внешний сток горячего воздуха, еще больше экономить энергию.
Вариант осуществления настоящего изобретения также представляет нагреватель электронных сигарет с нагреванием воздуха, как показано на фигуре 3, данный нагреватель электронных сигарет с нагреванием воздуха включает керамический нагреватель 10 и устройство для предварительного нагревания 20, описанные в вышеуказанном варианте осуществления.
В частности, под устройством для предварительного нагревания 20 расположен керамический нагреватель 10.
Дополнительно, в качестве варианта осуществления устройство для предварительного нагревания включает трубку для предварительного нагревания, между трубкой для предварительного нагревания и керамическим нагревателем расположен дефлектор, на дефлекторе расположено множество направляющих отверстий.
Согласно варианту осуществления настоящего изобретения керамический нагреватель и устройство для предварительного нагревания расположены в уплотнительной втулке.
Дополнительно, в качестве другого варианта осуществления для предварительного нагревания, устройство для предварительного нагревания включает тонкостенную алюмооксидную керамическую трубку для предварительного нагревания, пустая полость в центре тонкостенной алюмооксидной керамической трубки используется для размещения дымящегося изделия; отверстие на одном конце тонкостенной алюмооксидной керамической и нижняя плита трубки формируют корпус чашки, на нижней плите расположено множество сквозных отверстий для потока горячего воздуха.
В частности, плотность тонкостенной алюмооксидной керамической трубки составляет не менее 3,86 г/см3.
Дополнительно, в качестве варианта осуществления, в центре нижней плиты вокруг виртуального круга расположено множество сквозных отверстий для потока горячего воздуха, отверстие для потока горячего воздуха является круглым отверстием, диапазон диаметра отверстия составляет 0,1-2 мм.
Вместе с тем, материал нижней плиты является алюмооксидной керамикой высокой чистоты.
В частности, в качестве варианта осуществления, как показано на фигуре 1-3, нагреватель электронных сигарет с нагреванием воздуха включает трубку для предварительного нагревания 21 и керамический нагреватель 10, под трубкой для предварительного нагревания 21 расположен керамический нагреватель 10; керамический нагреватель 10 включает сотовый керамический корпус 1 и нагревательную печатную схему 2, которая расположена на керамическом нагревателе 1, на конце нагревательной печатной схемы 2 расположена проволока 3, в сотовом керамическом нагревателе 1 расположены сотовые пористые каналы 11.
При этом между трубкой для предварительного нагревания 21 и керамическим нагревателем 10 расположен дефлектор 22, на дефлекторе 22 расположено множество направляющих отверстий 31.
При этом трубка для предварительного нагревания 21 и керамический нагреватель 10 расположены в уплотнительной втулке 4.
При этом трубка для предварительного нагревания 21, керамический нагреватель 10 и дефлектор 22 изготовлены из алюмооксидной керамики высокой чистоты.
При этом печатные материалы нагревательной печатной схемы 2 включают серебро, вольфрам, MoMn, но не ограничиваются ими.
При этом материалы проволоки 3 включают серебро, медь и никель, но не ограничиваются ими.
При этом сотовые пористые каналы являются равномерно расположенными круглыми отверстиями или многоугольными отверстиями 11, диапазон диаметра отверстий 0,1-2 мм, минимальное расстояние между двумя соседними отверстиями составляет 0,1-0,5 мм.
Дополнительно, в качестве варианта осуществления, как показано на фигуре 3, под трубкой для предварительного нагревания 21 расположен керамический нагреватель 10; между трубкой для предварительного нагревания 21 и керамическим нагревателем 10 расположен дефлектор 22, трубка для предварительного нагревания 21 и керамический нагреватель 10 расположены в уплотнительной втулке 4, как показано на фигуре 1, керамический нагреватель 10 включает сотовый керамический корпус 1, на керамическом нагревателе 1 расположена нагревательная печатная схема 2, на конце нагревательной печатной схемы 2 расположена проволока 3. Когда курильщик хочет курить, он вставляет дымовой картридж в трубку для предварительного нагревания 21, чтобы предотвратить падение дымового картриджа, после включения питания нагревательная печатная схема 2 начинает нагреваться, дымовой картридж спекается при температуре 280-320°С, только таким образом, и можно спекать активные ингредиенты, такие как никотин, и генерировать дым для затяжки, поэтому необходимо предварительно нагреть устройство, после достижения температуры 200°С трубки для предварительного нагревания 21 и дефлектора 22, завершить предварительное нагревание, после завершения предварительного нагревания, при первой и второй затяжке, а именно при первом нагревании, повышение температуры дымового картриджа с 200 до 320°С осуществляется быстрее при комнатной температуре. Таким образом, можно обеспечить больший объем дыма первой и второй затяжки. Для быстрого нагревания, в сотовом керамическом нагревателе 1 расположены сотовые пористые каналы 11, также данные сотовые пористые каналы представляют собой равномерно расположенные круглые отверстия или многоугольные отверстия, диапазон диаметра отверстия составляет 0,1-2 мм, минимальное расстояние между двумя соседними отверстиями составляет 0,1-0,5 мм, площадь развертки большая, поэтому эффективность нагревания воздуха очень высокая, также горячий воздух выходит из сотового центра, не контактирует с нагревательной печатной схемой 2, и не вызывает загрязнения. В связи с тем, что трубка для предварительного нагревания 21, керамический нагреватель 10 и дефлектор 22 изготовлены из алюмооксидной керамики высокой чистоты с хорошей электрической изоляцией, высокой прочностью и хорошей теплопроводностью, керамический нагреватель 10 не дает утечки тока, трубка для предварительного нагревания 21 и дефлектор 22 также быстро повышают температуры за счет хорошей теплопроводности алюмооксидной керамики высокой чистоты, и пользователь вскоре может курить табак; при затяжке поток воздуха через керамический нагреватель 10 нагревается до температуры 320°С, а потом проходит через направляющие отверстия 31 на дефлекторе 22 для дальнейшей гомогенизации и разделения потока, более равномерного попадания в нагревательный табак дымового картриджа, чтобы повышать объем дыма, хорошее ощущение затяжки во рту, и получить лучший пользовательский опыт. В процессе затяжки некоторые жидкие загрязняющие вещества, выделяемые дымовым картриджем, неизбежно остаются в устройстве, в связи с тем, что алюмооксидная керамика высокой чистоты имеет высокую плотность, по микроструктуре почти не имеет пор, загрязняющие вещества в жидкости не могут проникнуть в них, не могут оставлять загрязнения и неприятный запах на поверхности. В процессе работы уплотнительная втулка 4 играет роль уплотнения, обеспечивает невозможность попадания горячего воздуха в другие места.
Дополнительно, в качестве другого варианта осуществления, как показано на фигуре 4, под трубкой для предварительного нагревания 21 расположен керамический нагреватель 10; трубка для предварительного нагревания 21 и керамический нагреватель 10 расположены в уплотнительной втулке 4, как показано на фигуре 1, керамический нагреватель 10 включает сотовый керамический корпус 1, на сотовом керамическом корпусе 1 расположена нагревательная печатная схема 2, на конце нагревательной печатной схемы 2 расположена проволока 3. Когда курильщик хочет курить, он вставляет дымовой картридж в трубку для предварительного нагревания 21, чтобы предотвратить падение дымового картриджа, после включения питания нагревательная печатная схема 2 начинает нагреваться, дымовой картридж спекается при температуре 280-320°С, только таким образом, и можно спекать активные ингредиенты, такие как никотин, и генерировать дым для затяжки, поэтому необходимо предварительно нагреть устройство, после достижения температуры 200°С трубки для предварительного нагревания 21, завершить предварительное нагревание, после завершения предварительного нагревания, при первой и второй затяжке, а именно при первом нагревании, повышение температуры дымового картриджа с 200 до 320°С осуществляется быстрее при комнатной температуре. Таким образом, можно обеспечить больший объем дыма первой и второй затяжки. Для быстрого нагревания, в сотовом керамическом нагревателе 1 расположены сотовые пористые каналы 11, также данные сотовые пористые каналы представляют собой равномерно расположенные круглые отверстия или многоугольные отверстия, диапазон диаметра отверстия составляет 0,1-2 мм, минимальное расстояние между двумя соседними отверстиями составляет 0,1-0,5 мм, площадь развертки большая, поэтому эффективность нагревания воздуха очень высокая, также горячий воздух выходит из сотового центра, не контактирует с нагревательной печатной схемой 2, и не вызывает загрязнения. В связи с тем, что трубка для предварительного нагревания 21, керамический нагреватель 10 и изготовлены из алюмооксидной керамики высокой чистоты с хорошей электрической изоляцией, высокой прочностью и хорошей теплопроводностью, керамический нагреватель 10 не дает утечки тока, трубка для предварительного нагревания 21 также быстро повышает температуру за счет хорошей теплопроводности алюмооксидной керамики высокой чистоты, и пользователь вскоре может курить табак; при затяжке поток воздуха через керамический нагреватель 10 нагревается до температуры 320°С, когда курильщик начинает курить, нагретый воздух проходит через керамический нагреватель 10 и проходит через трубку для предварительного нагревания 21, а нагретый воздух течет в дымовой картридж для равномерного спекания табака внутри, чтобы повысить объем дыма, обеспечивается хорошее ощущение затяжки во рту и лучший пользовательский опыт. В процессе затяжки некоторые жидкие загрязняющие вещества, выделяемые дымовым картриджем, неизбежно остаются в устройстве, в связи с тем, что алюмооксидная керамика высокой чистоты имеет высокую плотность, по микроструктуре почти не имеет пор, загрязняющие вещества в жидкости не могут проникнуть через них, не могут оставлять загрязнения и неприятный запах на поверхности. В процессе работы уплотнительная втулка 4 играет роль уплотнения, обеспечивает невозможность попадания горячего воздуха в другие места.
Дополнительно, в качестве варианта осуществления, как показано на фигуре 5, под трубкой для предварительного нагревания 21 расположен керамический нагреватель 10; между трубкой для предварительного нагревания 21 и керамическим нагревателем 10 расположен дефлектор 22, как показано на фигуре 1, керамический нагреватель 10 включает сотовый керамический корпус 1, на керамическом нагревателе 1 расположена нагревательная печатная схема 2, на конце нагревательной печатной схемы 2 расположена проволока 3, когда курильщик хочет курить, он вставляет дымовой картридж в трубку для предварительного нагревания 21, чтобы предотвратить падение дымового картриджа, после включения питания нагревательная печатная схема 2 начинает нагреваться, дымовой картридж спекается при температуре 280-320°С, только таким образом и можно спекать активные ингредиенты, такие как никотин, и генерировать дым для затяжки, поэтому необходимо предварительно нагреть устройство, после достижения температуры 200°С трубки для предварительного нагревания 21 и дефлектора 22, завершить предварительное нагревание, после завершения предварительного нагревания, при первой и второй затяжке, а именно при первом нагревании, повышение температуры дымового картриджа с 200 до 320°С осуществляется быстрее при комнатной температуре. Таким образом, можно обеспечить больший объем дыма первой и второй затяжки. Для быстрого нагревания, в сотовом керамическом нагревателе 1 расположены сотовые пористые каналы 11, также данные сотовые пористые каналы представляют собой равномерно расположенные круглые отверстия или многоугольные отверстия, диапазон диаметра отверстия составляет 0,1-2 мм, минимальное расстояние между двумя соседними отверстиями составляет 0,1-0,5 мм, площадь развертки большая, поэтому эффективность нагревания воздуха очень высокая, также горячий воздух выходит из сотового центра, не контактирует с нагревательной печатной схемой 2, и не вызывает загрязнения. В связи с тем, что трубка для предварительного нагревания 21, керамический нагреватель 10 и дефлектор 22 изготовлены из алюмооксидной керамики высокой чистоты с хорошей электрической изоляцией, высокой прочностью и хорошей теплопроводностью, керамический нагреватель 10 не дает утечки тока, трубка для предварительного нагревания 21 и дефлектор 22 также быстро повышают температуру за счет хорошей теплопроводности алюмооксидной керамики высокой чистоты, и пользователь вскоре может курить табак; при затяжке поток воздуха через керамический нагреватель 10 нагревается до температуры 320°С, а потом проходит через направляющие отверстия 31 на дефлекторе 22 для дальнейшей гомогенизации и разделения потока, более равномерного попадания в нагревательный табак дымового картриджа, чтобы повысить объем дыма, обеспечить хорошее ощущение затяжки во рту, лучший пользовательский опыт. В процессе затяжки некоторые жидкие загрязняющие вещества, выделяемые дымовым картриджем, неизбежно остаются в устройстве, в связи с тем, что алюмооксидная керамика высокой чистоты имеет высокую плотность, по микроструктуре почти не имеет пор, загрязняющие вещества в жидкости не могут проникнуть в них, не могут оставлять загрязнения и неприятный запах на поверхности.
В качестве варианта осуществления, как показано на фигуре 7, устройство для предварительного нагревания включает тонкостенную алюмооксидную керамическую трубку 21 для предварительного нагревания, пустая полость 210 в центре тонкостенной алюмооксидной керамической трубки 21 используется для размещения дымящегося изделия, отверстие на одном конце тонкостенной алюмооксидной керамической трубки 21 и нижняя плита 23 формируют корпус чашки, на нижней плите 23 расположено множество сквозных отверстий для потока горячего воздуха 32; плотность тонкостенной алюмооксидной керамической трубки 21 не менее 3,86 г/см3, тонкостенная алюмооксидная керамическая трубка 21 является полой круглой трубкой, диапазон ее стенки составляет 0,2 мм; форма нижней плиты 23 соответствует форме отверстия в поперечном сечении тонкостенной алюмооксидной керамической трубки 21; в центре нижней плиты 23 вокруг виртуального круга равномерно расположены 8 сквозных отверстий для потока горячего воздуха 32, отверстие для потока горячего воздуха 32 является круглым отверстием, диапазон диаметра отверстия составляет 1,5 мм; толщина нижней плиты 23 составляет 0,2 мм; материал нижней плиты 23 является алюмооксидной керамикой высокой чистоты.
В частности, чистота ультратонкой алюмооксидной сотовой керамики превышает 99%, так что поверхность сотовых керамик имеет высокую плотность, может эффективно предотвращать адсорбцию частиц пыли и защищать от неприятного запаха. Ультратонкая алюмооксидная сотовая керамика высокой чистоты имеет хорошую теплопроводность, коэффициент теплопроводности до 33 Вт/м*К, с высокой эффективностью нагревания, помогает быстрее выполнить цель нагревания воздуха в пустой полости для предварительного нагревания 210.
Устройство для предварительного нагревания установлено над элементом для нагревания воздуха, например, над керамическим нагревателем 10, при нагревании нагревательного элемента, в связи с тем, что нижняя плита 23 и тонкостенная алюмооксидная керамическая трубка 21 изготовлена из ультратонкой алюмооксидной керамики высокой чистоты, они могут быстро нагреться для предварительного нагревания пустой полости 210. Тонкостенная алюмооксидная керамическая трубка 21 не используется в качестве традиционного нагревателя, который может снизить потерю тепла. В схеме нагрева в соответствующей области техники керамическая нагревательная трубка непосредственно спекает дымящееся изделие, нагревательная схема напечатана на внешней поверхности керамической нагревательной трубки, когда включено питание, высокая температура самой керамической нагревательной трубки спекает дымящееся изделие, данный способ имеет низкий коэффициент использования тепла, при спекании табака во время спекания выделяется большое количество тепла, это неэкономично и не безопасно для окружающей среды. В варианте осуществления настоящего изобретении, нагревание дымящегося изделия выполняется за счет действия затяжки пользователя, горячий воздух выводится из нагревательной части под отверстием для потока горячего воздуха 32, чтобы спекать дымящееся изделие, обеспечивается хороший эффект спекания и равномерное спекание, с одной стороны отверстие для подачи горячего воздуха может облегчить циркуляцию горячего воздуха, с другой стороны, оно предотвращает прямую диффузию горячего воздуха без действия затяжки, имеет эффект теплоизоляции. Материал алюмооксидной керамики высокой чистоты имеет хорошую плотность, снижает адсорбцию частиц дымовой пыли, не имеет неприятного запаха, поэтому использование более безопасное.
Кроме того, вариант осуществления настоящего изобретения также представляет способ изготовления керамического нагревателя, а способ изготовления керамического нагревателя включает следующие шаги:
Шаг I: Приготовление массы алюмооксидной керамики: добавить следующие в порошок нанометрового оксида алюминия весовой частью 100: нитрат магния весовой частью 0,01-0,05, оксихлорид циркония весовой частью 0,01-0,05, нитрат иттрия весовой частью 0,01-0,05, олеиновую кислоту весовой частью 1,5-2,5, смазочный материал весовой частью 1-2, связующее вещество весовой частью 3-15, также деионизированную воду весовой частью 10-30, поместить их в смешиватель, при температуре ниже 30°С смешивать 1-5 часов, приготовить массу алюмооксидной сотовой керамики с равномерным распределением и содержанием твердого вещества 75-85% для последующего использования;
Шаг II: формование алюмооксидной сотовой керамики: добавить массу алюмооксидной сотовой керамики, приготовленную по шагу I, в винтовую экструзионную формовочную машину с устройством для вакуумного удаления пузырьков воздуха, керамическая масса экструдирует через головку фильеры выталкиванием винта в полые тонкостенные сотовые керамические заготовки;
Шаг III: сушка алюмооксидных сотовых керамических заготовок: перемещать керамические заготовки, приготовленные по шагу II, в печь, в условиях горячего воздуха при температуре 40-50°С высушить и обезвоживать 5–10 минут, получить керамические заготовки, отвечающие требованиям по внешнему виду и прямолинейности.
Шаг IV: удаление клея алюмооксидных необожжённых керамик: предварительно обжечь необожжённые керамики, приготовленные по шагу III при температуре 1100-1200°С, получить керамические заготовки предварительного обжига;
Шаг V: обжиг алюмооксидных сотовых керамик: помещать керамические заготовки предварительного обжига, полученные по шагу IV в высокотемпературную молибденовую трубку, обжечь их в водороде или непосредственно в воздухе при 1600-1800°С, получить алюмооксидные сотовые керамики;
Шаг VI: изготовление нагревательной печатной схемы на поверхности алюмооксидных сотовых керамик: с помощью техники трафаретной печати печатание толстопленочной термоэлектродной проволоки на внешней поверхности алюмооксидных сотовых керамик, приготовленных по шагу V, после сушки печатной схемы, покрытие серебряным припоем на контактной площадке, чтобы прилепить проволоку, снова помещение их в сушильный шкаф для сушки, потом перемещение их в печь при 800-1500°С для обжига, получение встроенную обожженную проволоку и печатную схему, одновременно выполнение серебряного припойя проволоки в печи.
При этом чистота нанометрового оксида алюминия, используемого по шагу I, больше или равна 99,99%, размер частиц составляет 350 нм, а удельная поверхность составляет 7 м2/г.
Согласно варианту осуществления настоящего изобретения вышеуказанный способ изготовления алюмооксидного сотового керамического нагревателя включает следующие шаги:
Шаг I: Приготовление массы алюмооксидной керамической трубки: добавить в порошок нанометрового оксида алюминия весовой частью 100, Mg(NO3)2•6H2O весовой частью 0,04, ZrOCl2•8H2O весовой частью 0,04, Y(NO3)3•6H2O 0,01, олеиновую кислоту весовой частью 2,4, полиэтиленгликоль 600 весовой частью 1,2, эфир этилцеллюлозы высокой чистоты весовой частью 14, также деионизированную воду весовой частью 12, поместить их в смешиватель, при температуре ниже 30°С смешивать 5 часов, приготовить массу алюмооксидной сотовой керамики с равномерным распределением и содержанием твердого вещества 75% для последующего использования;
Шаг II: формование алюмооксидной сотовой керамики: добавить массу алюмооксидной сотовой керамики, приготовленную по шагу I, в винтовую экструзионную формовочную машину с устройством для вакуумного удаления пузырьков воздуха, керамическая масса экструдирует через головку фильеры выталкиванием винта в полые тонкостенные сотовые керамические заготовки;
Шаг III: сушка алюмооксидных сотовых керамических заготовок: перемещать керамические заготовки, приготовленные по шагу II, в печь, в условиях горячего воздуха при температуре 49°С высушить и обезвоживать 5 минут, получить керамические заготовки, отвечающие требованиям по внешнему виду и прямолинейности.
Шаг IV: удаление клея алюмооксидных необожжённых керамик: предварительно обжечь необожжённые керамики, приготовленные по шагу III при температуре 1190°С, получить керамические заготовки предварительного обжига;
Шаг V: обжиг алюмооксидных керамик: помещать керамические заготовки предварительного обжига, полученные по шагу IV в высокотемпературную молибденовую трубку, обжечь их в водороде или непосредственно в воздухе при 1650°С, получить алюмооксидные сотовые керамики;
Шаг VI: изготовление нагревательной печатной схемы на поверхности алюмооксидных сотовых керамик: с помощью техники трафаретной печати печатание толстопленочной термоэлектродной проволоки на внешней поверхности алюмооксидных сотовых керамик, приготовленных по шагу V, после сушки печатной схемы, покрытие серебряным припоем на контактной площадке, чтобы прилепить проволоку, снова помещение их в сушильный шкаф для сушки, потом перемещение их в водородную печь постоянного давления при 800°С для обжига, получение нагревательного элемента совместнообжигаемого с проволокой алюмооксидного сотового керамического корпуса, одновременно выполнение серебряного припоя проволоки в печи.
При этом чистота нанометрового оксида алюминия, используемого по шагу I, больше или равна 99,99%, размер частиц составляет 350 нм, а удельная поверхность составляет 7 м2/г.
При этом плотность алюмооксидного сотового керамического корпуса составляет 3,9 г/см3.
При этом сопротивление алюмооксидного сотового керамического корпуса составляет 0,6 Ом.
При этом алюмооксидный сотовый керамический корпус является цилиндрическим корпусом с круглым поперечным сечением, пористые каналы в его центре являются равномерно расположенными квадратными отверстиями.
При этом диаметр квадратного отверстия пористых каналов составляет 1,5 мм, длина стороны квадратного отверстия составляет 1,5 мм; толщина стенки пористых каналов составляет 0,2 мм, как показано на фигуре 1, расстояние между соответствующими сторонами соседних двух квадратных отверстий является толщиной стенки пористых каналов.
При этом материал нагревательной печатной схемы – серебро.
При этом толщина печати нагревательной печатной схемы составляет 0,015 мм.
При этом проволока является серебряной проволокой, ее диаметр составляет 0,2 мм.
Согласно другому варианту осуществления настоящего изобретения вышеуказанный способ изготовления алюмооксидного сотового керамического нагревателя включает следующие шаги:
Шаг I: Приготовление массы алюмооксидной керамической трубки: добавление в порошок нанометрового оксида алюминия весовой частью 100, Mg(NO3)2• 6H2O весовой частью 0,02, ZrOCl2 •8H2O весовой частью 0,05, Y(NO3)3• 6H2O весовой частью 0,015, олеиновой кислоты весовой частью 2, полиэтиленгликоля 600 весовой частью 1,5, эфира этилцеллюлозы высокой чистоты весовой частью 8, также деионизированной воды весовой частью 20, помещение их в смешиватель, смешивание при температуре ниже 30°С 5 часов, приготовление массы алюмооксидной сотовой керамики с равномерным распределением и содержанием твердого вещества 78% для последующего использования;
Шаг II: формование алюмооксидной сотовой керамики: добавить массу алюмооксидной сотовой керамики, приготовленную по шагу I, в винтовую экструзионную формовочную машину с устройством для вакуумного удаления пузырьков воздуха, керамическая масса экструдирует через головку фильеры выталкиванием винта в полые тонкостенные сотовые керамические заготовки;
Шаг III: сушка алюмооксидных сотовых керамических заготовок: перемещать керамические заготовки, приготовленные по шагу II, в печь, в условиях горячего воздуха при температуре 49°С высушить и обезвоживать 5 минут, получить керамические заготовки, отвечающие требованиям по внешнему виду и прямолинейности.
Шаг IV: удаление клея алюмооксидных необожжённых керамик: предварительно обжечь необожжённые керамики, приготовленные по шагу III при температуре 1190°С, получить керамические заготовки предварительного обжига;
Шаг V: обжиг алюмооксидных керамик: помещать керамические заготовки предварительного обжига, полученные по шагу IV в высокотемпературную молибденовую трубку, обжечь их в водороде или непосредственно в воздухе при 1650°С, получить алюмооксидные сотовые керамики;
Шаг VI: изготовление нагревательной печатной схемы на поверхности алюмооксидных сотовых керамик: с помощью техники трафаретной печати печатание толстопленочной термоэлектродной проволоки на внешней поверхности алюмооксидных сотовых керамик, приготовленных по шагу V, после сушки печатной схемы, покрытие серебряным припоем на контактной площадке, чтобы прилепить проволоку, помещение их в сушильный шкаф для сушки, потом перемещение их в водородную печь постоянного давления при 800°С для обжига, получение нагревательного элемента совместнообжигаемого с проволокой алюмооксидного сотового керамического корпуса, одновременно выполнить серебряный припой проволоки в печи.
При этом чистота нанометрового оксида алюминия, используемого по шагу I, больше или равна 99,99%, размер частиц составляет 350 нм, а удельная поверхность составляет 7 м2/г.
При этом плотность алюмооксидного сотового керамического корпуса составляет 3,9 г/см3.
При этом сопротивление алюмооксидного сотового керамического корпуса составляет 0,8 Ом.
При этом алюмооксидный сотовый керамический корпус является цилиндрическим корпусом с круглым поперечным сечением, пористые каналы в его центре являются равномерно расположенными квадратными отверстиями.
При этом диаметр квадратного отверстия пористых каналов составляет 1,5 мм, длина стороны квадратного отверстия составляет 1,5 мм; толщина стенки пористых каналов составляет 0,2 мм, как показано на фигуре 1, расстояние между соответствующими сторонами соседних двух квадратных отверстий является толщиной стенки пористых каналов.
При этом материал нагревательной печатной схемы – серебро.
При этом толщина печати нагревательной печатной схемы составляет 0,02 мм.
При этом проволока является серебряной проволокой, ее диаметр составляет 0,2 мм.
Чистота алюмооксидных сотовых керамик, приготовленных способом изготовления в соответствии с вариантом осуществления настоящего изобретения, превышает 99%, так что поверхность сотовых керамик имеет высокую плотность, может эффективно предотвращать адсорбцию частиц пыли и защищать от неприятного запаха. Алюмооксидная сотовая керамика высокой чистоты имеет хорошую теплопроводность, коэффициент теплопроводности до 33 Вт/м*К, толщина стенки и диаметр отверстия в сотовой керамической структуре очень малые, с хорошей теплопроводностью, одновременно форма сотовой пористой структуры может значительно увеличить площадь контакта с воздухом, площадь алюмооксидной сотовой керамики большая, с высокой эффективностью нагревания, помогает быстрее выполнить цель нагревания воздуха.
Сотовый керамический нагреватель по настоящему изобретению расположен под сигаретой для спекания и не контактирует с сигаретой, когда пользователь курит сигарету, воздух выходит из сотового отверстия нагревателя, нагретого до определенной температуры, потом горячий воздух проходит через сигарету, быстро нагревает сигарету до 320°С. Данный метод повышает площадь нагревания и эффективность нагревания корпуса сигареты, нагревание более равномерное, спекание табака более полное, предотвращает лишний расход табака, улучшает ощущение во рту пользователя, а также независим от вида дымового картриджа. За счет наличия сотовой пористой структуры скорость потока воздуха ограничивается в определенной степени, время контакта горячего воздуха с сигаретой больше, что замедляет потерю тепла, экономит энергию. Когда нет процесса курения, пористая структура сотовой керамики может одновременно блокировать горячий воздух, уменьшать внешний сток горячего воздуха, еще больше экономить энергию.
Хотя выше указаны и описаны варианты осуществления настоящего изобретения, можно понять, что вышеуказанные варианты осуществления не могут быть поняты как ограничение настоящего изобретения, обычный технический специалист в данной области может изменить, внести поправки, заменить и модифицировать вышеуказанные варианты осуществления.
Изобретение относится к нагревателю электронных сигарет с нагреванием воздуха, керамическому нагревателю и способу его изготовления. Техническим результатом является высокая эффективность нагревания. Технический результат достигается тем, что керамический нагреватель содержит сотовый керамический корпус и нагревательную печатную схему, при этом сотовый керамический корпус снабжен участком с каналами, выполненными в виде круглых или многоугольных отверстий; нагревательная печатная схема расположена вокруг внешней поверхности сотового керамического корпуса для нагрева воздуха, проходящего через участок с каналами, а также технический результат достигается нагревателем электронных сигарет с нагреванием воздуха, содержащим такой керамический нагреватель, и способом изготовления такого керамического нагревателя. 3 н. и 11 з.п. ф-лы, 7 ил.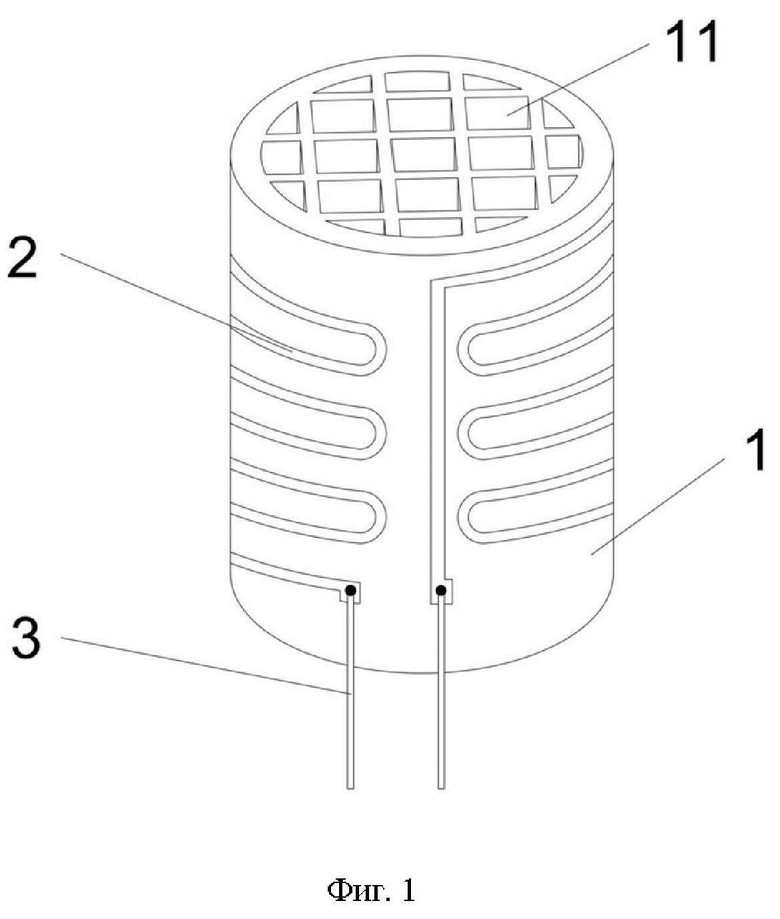
1. Керамический нагреватель, содержащий сотовый керамический корпус и нагревательную печатную схему, отличающийся тем, что сотовый керамический корпус снабжен участком с каналами, выполненными в виде круглых или многоугольных отверстий; нагревательная печатная схема расположена вокруг внешней поверхности сотового керамического корпуса для нагрева воздуха, проходящего через участок с каналами.
2. Керамический нагреватель по п. 1, отличающийся тем, что сотовый керамический корпус является алюмооксидным сотовым керамическим корпусом, и плотность алюмооксидного сотового керамического корпуса не менее 3,86 г/см3.
3. Керамический нагреватель по п. 1, отличающийся тем, что каналы равномерно распределены в сотовом керамическом корпусе.
4. Керамический нагреватель по п. 1, отличающийся тем, что каналы расположены в центре сотового керамического корпуса.
5. Керамический нагреватель по любому из пп. 1-4, отличающийся тем, что сотовый керамический корпус является цилиндрическим корпусом с круглым или многоугольным поперечным сечением.
6. Нагреватель электронных сигарет с нагреванием воздуха, содержащий керамический нагреватель по любому из пп. 1-5 и устройство для предварительного нагревания, под которым расположен керамический нагреватель.
7. Нагреватель электронных сигарет с нагреванием воздуха по п. 6, отличающийся тем, что устройство для предварительного нагревания включает трубку для предварительного нагревания, между трубкой для предварительного нагревания и керамическим нагревателем размещен дефлектор, на котором расположено множество направляющих отверстий.
8. Нагреватель электронных сигарет с нагреванием воздуха по п. 6, отличающийся тем, что керамический нагреватель и устройство для предварительного нагревания расположены в уплотнительной втулке.
9. Нагреватель электронных сигарет с нагреванием воздуха по п. 6, отличающийся тем, что устройство для предварительного нагревания включает тонкостенную алюмооксидную керамическую трубку для предварительного нагревания, при этом пустая полость в центре тонкостенной алюмооксидной керамической трубки выполнена с возможностью размещения дымящегося изделия, отверстие на одном конце тонкостенной алюмооксидной керамической трубки и нижняя плита образуют корпус чашки, а на нижней плите расположено множество сквозных отверстий для потока горячего воздуха.
10. Нагреватель электронных сигарет с нагреванием воздуха по п. 9, отличающийся тем, что плотность тонкостенной алюмооксидной керамической трубки не менее 3,86 г/см3.
11. Нагреватель электронных сигарет с нагреванием воздуха по п. 9, отличающийся тем, что в центре нижней плиты по кругу равномерно расположено множество сквозных отверстий для потока горячего воздуха, при этом отверстие для потока горячего воздуха является круглым отверстием диаметром 0,1-2 мм.
12. Нагреватель электронных сигарет с нагреванием воздуха по п. 9, отличающийся тем, что материал нижней плиты является алюмооксидной керамикой высокой чистоты.
13. Способ изготовления керамического нагревателя по любому из пп. 1-5, отличающийся тем, что включает следующие шаги:
шаг I: приготовление массы алюмооксидной керамики: добавление нитрата магния весовой частью 0,01-0,05, оксихлорида циркония весовой частью 0,01-0,05, нитрата иттрия весовой частью 0,01-0,05, олеиновой кислоты весовой частью 1,5-2,5, смазочного материала весовой частью 1-2, связующего вещества весовой частью 3-15 и деионизированной воды весовой частью 10-30 в порошок нанометрового оксида алюминия весовой частью 100, помещение их в смеситель, смешивание при температуре ниже 30°C в течение 1-5 часов, приготовление массы алюмооксидной сотовой керамики с равномерным распределением и содержанием твердого вещества 75-85% для последующего использования;
шаг II: формование алюмооксидной сотовой керамики: добавление массы алюмооксидной сотовой керамики, приготовленной по шагу I, в винтовую экструзионную формовочную машину с устройством для вакуумного удаления пузырьков воздуха, экструдирование керамической массы через головку фильеры проталкиванием винта в полые тонкостенные сотовые керамические заготовки;
шаг III: сушка алюмооксидных сотовых керамических заготовок: перемещение керамических заготовок, приготовленных по шагу II, в печь, сушка в условиях горячего воздуха при температуре 40-50°C и дегратирование в течение 5–10 минут, получение керамических заготовок, отвечающих требованиям по внешнему виду и прямолинейности.
шаг IV: удаление клея алюмооксидных необожжённых керамик: предварительный обжиг необожжённых керамик, приготовленных по шагу III, при температуре 1100-1200°C, получение керамических заготовок предварительного обжига;
шаг V: обжиг алюмооксидных сотовых керамик: помещение керамических заготовок предварительного обжига, полученных по шагу IV, в высокотемпературную молибденовую трубку, их обжиг в водороде или непосредственно в воздухе при 1600-1800°C, получение алюмооксидных сотовых керамик;
шаг VI: изготовление нагревательной печатной схемы на поверхности алюмооксидных сотовых керамик: с помощью техники трафаретной печати печатание толстопленочной термоэлектродной проволоки на внешней поверхности алюмооксидных сотовых керамик, приготовленных по шагу V, после сушки печатной схемы, покрытие серебряным припоем на контактной площадке, чтобы прикрепить проволоку, помещение их в сушильный шкаф для сушки, далее перемещение в печь при 800-1500°C для обжига, получение цельноспеченных проволоки и печатной схемы, одновременно выполнение серебряного припоя проволоки в печи.
14. Способ изготовления керамического нагревателя по п. 13, отличающийся тем, что чистота нанометрового оксида алюминия, используемого по шагу I, больше или равна 99,99%, при этом размер частиц составляет 350 нм, а удельная поверхность составляет 7 м2/г.
| CN 207505928 U, 19.06.2018 | |||
| CN 104703308 A, 10.06.2015 | |||
| CN 205250357 U, 25.05.2016 | |||
| US 5498855 A, 12.03.1996 | |||
| Курительная принадлежность | 1980 |
|
SU935069A1 |

