Данное изобретение относится к телу вакуумной изоляции, включающему в себя по меньшей мере одну вакуум-плотную оболочку, которая окружает вакуумированную область, причем в вакуумированной области расположен материал сердцевины, как, например, перлит.
Подобное тело вакуумной изоляции известно, например, из DE 10 2013 005 585 A1. Известное из этой патентной заявки тело вакуумной изоляции состоит из антидиффузионной, то есть вакуум-плотной оболочки, поверхность которой больше чем поверхность оболочкового тела, как, например, внутреннего контейнера, к которому прилегает оболочка. Таким образом, например, возможно воспроизводить выступающие или утопленные контуры оболочкового тела на оболочке.
В DE 10 2013 005 585 A1 описывается возможность изготовлять тело вакуумной изоляции из внутренней, а также внешней оболочки. Такое отдельное изготовление двух компонентов оболочки с одной стороны затратно, с другой стороны вакуум-плотное запечатывание сложно и при определенных условиях чревато ошибками ввиду необходимости сварки на трехмерном контурном пленочном мешке.
Следовательно, в основе данного изобретения лежит задача усовершенствовать тело вакуумной изоляции указанного вначале типа таким образом, что его изготовление является относительно простым и надежным.
Эта задача решается с помощью тела вакуумной изоляции с признаками пункта 1 формулы изобретения.
Согласно этому пункту предусмотрено то, что оболочка имеет внешнюю область и, по меньшей мере, частично окруженную внешней областью внутреннюю область, причем внутренняя область и внешняя область образуются посредством общего пленочного мешка, и причем внутренняя область выполнена посредством выворачивания пленочного мешка. Внутренняя сторона тела вакуумной изоляции, которая прилегает к внутреннему контейнеру холодильного и/или морозильного аппарата, и внешняя сторона тела вакуумной изоляции, которая прилегает к наружному корпусу холодильного и/или морозильного аппарата, образуются согласно изобретению посредством одного общего элемента в виде общего пленочного мешка или общего пленочного рукава.
В основе данного изобретения лежит идея выполнять внутреннюю оболочку, то есть внутреннюю область, а также внешнюю оболочку, то есть внешнюю область тела вакуумной изоляции не из двух отдельных кусков пленки, а посредством одного общего пленочного мешка.
Внутренняя область выполняется вследствие того, что пленочный мешок выворачивается вовнутрь. Тем самым отпадает необходимость производить обязательное запечатывание на сложных местах сварки, так как внутренняя область и внешняя область образуются посредством одного и того же пленочного мешка.
Существует всего лишь необходимость пленочный мешок вакуум-плотно закрывать после заполнения материалом сердцевины. Для этого может использоваться дальнейшая вакуум-плотная оболочка, которая, например, накладывается на краевую область внешней области и вакуум-плотно соединяется или сваривается с ней.
Пленочный мешок предпочтительно состоит из открытого с одной стороны мешка, открытая сторона которого окружается краем внешней области, и закрытая сторона которого образует после выворачивания поверхность дна внутренней области.
Предпочтительно предусмотрено то, что внутренняя область имеет дно, и что край пленочного мешка расположен на той же стороне тела вакуумной изоляции, что и дно внутренней области.
Предпочтительно предусмотрено то, что внешняя область имеет проходящий по периметру край или проходящую по периметру кромку, которая образуется концевой областью или краем пленочного мешка.
В предпочтительном варианте осуществления изобретения предусмотрено то, что вакуум-плотная оболочка частично или полностью состоит из высокобарьерной пленки или имеет высокобарьерную пленку.
Предпочтительно предусмотрено то, что вакуум-плотная оболочка частично или полностью состоит из комбинированной пленки с алюминиевой фольгой или имеет комбинированную пленку с алюминиевой фольгой.
В наиболее предпочтительном варианте осуществления изобретения предусмотрено то, что переходная область между внутренней областью и внешней областью пленочного мешка частично или полностью состоит из другого типа пленки или материала, чем образующая саму внешнюю область и/или саму внутреннюю область пленка. Вследствие этого возможно придавать этой переходной области другие теплоизоляционные свойства, чем дальнейшим областям пленочного мешка.
Предпочтительно также переходная область состоит из высокобарьерной пленки, как и внутренняя область и внешняя область.
Указанная переходная область предпочтительно представляет собой неотъемлемую составную часть пленочного мешка.
Так, например, возможно, что, говоря о другом типе пленки, который образует переходную область, речь идет о металлизированной пленке. Например, возможно, что речь идет о пленке, на которую напылен металлический слой, предпочтительно алюминиевый слой.
В дальнейшем варианте осуществления изобретения предусмотрено то, что, говоря о пленочном мешке, речь идет о мешке с прямоугольным дном и боковыми складками.
Далее может быть предусмотрено то, что, говоря о пленочном мешке, речь идет о контурном пленочном мешке, который имеет одну или несколько выемок.
Эти выемки могут получаться, например, вследствие того, что мешок вгибается, так что образуется выемка, и что выступающие поверхности запечатываются и затем отрезаются.
Далее данное изобретение относится к пленочному мешку, который походит в частности для изготовления тела вакуумной изоляции согласно изобретению и может использоваться для этого.
Пленочный мешок имеет, по меньшей мере, одну внешнюю область и, по меньшей мере, одну, по меньшей мере, частично окруженную внешней областью внутреннюю область, причем внутренняя область выполнена посредством выворачивания пленочного мешка.
Кроме того, предусмотрено то, что переходная область между внутренней областью и внешней областью, по меньшей мере, частично состоит из другого типа пленки, чем образующая внешнюю область и/или внутреннюю область пленка.
Как было изложено выше, переходная область предпочтительно представляет собой неотъемлемую составную часть пленочного мешка.
Предпочтительно, говоря о другом типе пленки, который образует переходную область, речь идет о металлизированной пленке.
Предпочтительно, если пленочный мешок состоит из высокобарьерной пленки или имеет высокобарьерную пленку.
Наиболее предпочтительно, если пленочный мешок состоит из комбинированной пленки с алюминиевой фольгой или имеет комбинированную пленку с алюминиевой фольгой. Эта комбинированная пленка с алюминиевой фольгой имеет, по меньшей мере, один алюминиевый слой. Дополнительные слои могут образовываться, например, посредством пластиковых слоев.
Предпочтительно предусмотрено то, что внутренняя область и/или внешняя область пленочного мешка состоят из комбинированной пленки с алюминиевой фольгой. Переходная область предпочтительно состоит из металлизированной пленки, которая получается, например, посредством напыления металла, как например алюминия, на субстрат, предпочтительно на пластиковый субстрат.
Как было изложено выше, является наиболее предпочтительным, если пленочный мешок выполнен в виде мешка с прямоугольным дном и боковыми складками.
Для того чтобы была возможность воспроизводить контуры оболочкового тела, как например внутреннего контейнера, является наиболее предпочтительным, если, говоря о пленочном мешке, речь идет о контурном пленочном мешке, который имеет одну или несколько выемок, как например вогнутое углубление, которое требуется для ниши компрессора аппарата.
Эта выемка может образовываться, например, вследствие того, что контурный пленочный мешок вгибается, и что выступающие боковые половинчатые поверхности запечатываются в угловой области и отрезаны вплоть до сварного шва.
Далее данное изобретение относится к теплоизолированной емкости, предпочтительно к холодильному и/или морозильному аппарату, по меньшей мере, с одним темперированным и предпочтительно охлажденным внутренним пространством и, по меньшей мере, с одной окружающей, по меньшей мере, местами темперированное и предпочтительно охлажденное внутреннее пространство стенкой, причем между темперированным и предпочтительно охлажденным внутренним пространством и стенкой находится тело вакуумной изоляции согласно изобретению.
Темперированное внутреннее пространство в зависимости от типа аппарата (холодильный аппарат, тепловой шкаф и т.д.) либо охлаждено, либо нагрето. Теплоизолированные емкости согласно данному изобретению имеют, по меньшей мере, одно темперированное внутреннее пространство, причем оно может быть охлаждено или нагрето, так что во внутреннем пространстве получается температура ниже или выше окружающей температуры, например в 21°C. Таким образом, изобретение не ограничено холодильными и/или морозильными аппаратами, а относится в целом к аппаратам с темперированным внутренним пространством, например, также к тепловым шкафам или тепловым витринам.
Со ссылкой на эту соответствующую изобретению емкость соответствующее изобретению тело вакуумной изоляции представляет собой предпочтительно систему полного вакуума, которая расположена в пространстве между ограничивающей внутреннее пространство емкости или аппарата внутренней стенкой и внешней оболочкой емкости или аппарата. Под системой полного вакуума следует понимать теплоизоляцию, которая исключительно или преимущественно состоит из вакуумированной области, которая заполнена материалом сердцевины. Граница этой области может образовываться, например, посредством вакуум-плотной пленки и предпочтительно посредством высокобарьерной пленки. Таким образом, в качестве теплоизоляции между внутренней стенкой емкости, предпочтительно аппарата, и внешней оболочкой емкости, предпочтительно аппарата, может иметься исключительно такое пленочное тело, которое имеет окруженную вакуум-плотной пленкой область, в которой преобладает вакуум, и в которой расположен материал сердцевины. Вспенивание и/или панели вакуумной изоляции в качестве теплоизоляции или другая теплоизоляция за исключением системы полного вакуума между внутренней стороной и внешней стороной емкости или аппарата предпочтительно не предусмотрены.
Этот предпочтительный тип теплоизоляции в виде системы полного вакуума может распространяться между ограничивающей внутреннее пространство стенкой и внешней оболочкой корпуса и/или между внутренней стороной и внешней стороной запорного элемента, как например двери, откидной крышки, заслонки или тому подобного.
Система полного вакуума может получаться таким образом, что оболочка из газонепроницаемой пленки заполняется материалом сердцевины и затем вакуум-плотно запечатывается. В варианте осуществления и заполнение, и вакуум-плотное запечатывание оболочки осуществляется при нормальном или атмосферном давлении. Вакуумирование осуществляется в этом случае посредством подключения подходящего, вделанного в оболочку стыковочного места, например, штуцера вакуумирования, который может иметь клапан, к вакуумному насосу. Предпочтительно во время вакуумирования преобладает за пределами оболочки нормальное или атмосферное давление. В этом варианте осуществления предпочтительно никогда во время изготовления не требуется помещать оболочку в вакуумную камеру. В этом отношении в варианте осуществления можно отказаться во время изготовления вакуумной изоляции от вакуумной камеры.
В варианте осуществления предусмотрено то, что, говоря о соответствующей изобретению емкости, речь идет о холодильном и/или морозильном аппарате, в частности о бытовом домашнем аппарате или промышленном холодильном аппарате. Например, охвачены такие аппараты, которые предусмотрены для стационарного размещения в домашнем хозяйстве, в гостиничном номере, на промышленной кухне или в баре. Например, речь может также идти о холодильнике для вина. Далее изобретением также охвачены холодильные и/или морозильные витрины (прилавки). Соответствующие изобретению аппараты могут иметь место соединения для подключения к электроснабжению, в частности к домашней электросети (например, штепсельную вилку) и/или вспомогательные средства установки или встраивания, как например регулируемые ножки или место соединения для фиксации внутри мебельной ниши. Например, говоря об аппарате, речь может идти о встраиваемом аппарате или же об отдельно стоящем аппарате.
Предпочтительно емкость или аппарат выполнена или выполнен таким образом, что она/он может эксплуатироваться с переменным напряжением, как например с домашним напряжением сети например в 120 В и 60 Гц или 230 В и 50 Гц. В альтернативном варианте осуществления возможно, что емкость или аппарат выполнена или выполнен таким образом, что она/он может эксплуатироваться с постоянным током напряжения например в 5 В, 12 В или 24 В. В этом исполнении может быть предусмотрено то, что внутри или снаружи аппарата предусмотрен сетевой блок питания со встроенной штепсельной вилкой, при помощи которого эксплуатируется аппарат. Эксплуатация с постоянным напряжением может находить применение в частности в том случае, если емкость имеет термоэлектрический тепловой насос для темперирования внутреннего пространства.
В частности может быть предусмотрено то, что холодильный и/или морозильный аппарат обладает шкафообразным внешним видом и имеет полезный объем, который доступен для пользователя с передней стороны аппарата (в случае витрины с верхней стороны). Полезный объем может быть разделен на несколько отсеков, все из которых эксплуатируются при одинаковой температуре или при разных температурах. Альтернативно может быть предусмотрен лишь один отсек. Внутри полезного объема или отсека могут быть также предусмотрены вспомогательные средства хранения, как например приемные карманы, выдвижные секции или бутылкодержатели (в случае витрины также перегородки), для того чтобы обеспечивать оптимальное хранение охлажденных или замороженных продуктов и оптимальное использование пространства.
Полезный объем может быть закрыт, по меньшей мере, одной поворачиваемой вокруг вертикальной оси дверью. В случае витрины возможна поворачиваемая вокруг горизонтальной оси откидная крышка или сдвигаемая панель в качестве запорного элемента. Дверь или другой запорный элемент в закрытом состоянии может находиться по существу в герметичном соединении с корпусом посредством проходящего по периметру магнитного уплотнения. Предпочтительно также дверь или другой запорный элемент теплоизолирована, причем теплоизоляция может достигаться посредством вспенивания и при необходимости посредством панелей вакуумной изоляции или же предпочтительно посредством системы вакуума и наиболее предпочтительно посредством системы полного вакуума. На внутренней стороне двери могут быть при необходимости предусмотрены дверные карманы, для того чтобы также там была возможность хранить охлажденные продукты.
В варианте осуществления речь может идти о малом аппарате. У подобных аппаратов полезный объем, который задан внутренней стенкой емкости, составляет, например, менее 0,5 м3, менее 0,4 м3 или менее 0,3 м3. Габаритные размеры емкости или аппарата находятся предпочтительно в диапазоне до 1 м относительно высоты, ширины и глубины.
Под вакуум-плотной или антидиффузионной оболочкой, или под вакуум-плотным, или антидиффузионным соединением, или под понятием высокобарьерная пленка предпочтительно понимается оболочка или соединение, или пленка, при помощи которых проникновение газа в тело вакуумной изоляции сокращено настолько, что вызванное проникновением газа повышение теплопроводности тела вакуумной изоляции достаточно незначительно в течение его срока службы. В качестве срока службы должен назначаться промежуток времени, например, в 15 лет, предпочтительно в 20 лет и наиболее предпочтительно в 30 лет. Предпочтительно вызванное проникновением газа повышение теплопроводности тела вакуумной изоляции в течение его срока службы находится при значении < 100% и наиболее предпочтительно < 50%.
Предпочтительно удельная по площади газопроницаемость оболочки или соединения или высокобарьерной пленки составляет < 10-5 мбар*I/с*м2 и наиболее предпочтительно < 10-6 мбар*I/с*м2 (измеренная по ASTM D-3985). Эта газопроницаемость справедлива для азота и кислорода. Для других сортов газа (в частности для водяного пара) имеют место также низкие газопроницаемости предпочтительно в диапазоне < 10-2 мбар*I/с*м2 и наиболее предпочтительно в диапазоне < 10-3 мбар*I/с*м2 (измеренные по ASTM F-1249-90). Предпочтительно благодаря этим низким газопроницаемостям достигаются вышеупомянутые незначительные повышения теплопроводности.
Известной из области вакуумных панелей системой покрытия являются так называемые высокобарьерные пленки. Под ними в рамках данного изобретения предпочтительно понимаются однослойные или многослойные пленки (которые предпочтительно являются термосваривающимися) с одним или несколькими барьерными слоями (как правило, металлическими слоями или оксидными слоями, причем в качестве металла или оксида предпочтительно применяется алюминий или оксид алюминия), которые удовлетворяют указанным выше требованиям (повышение теплопроводности и/или удельная по площади газопроницаемость) в качестве барьера против проникновения газа.
Говоря о вышеуказанных значениях или о структуре высокобарьерной пленки, речь идет о примерных предпочтительных данных, которые не ограничивают изобретение.
Дальнейшие подробности и преимущества изобретения разъясняются более подробно при помощи изображенного на чертеже примера осуществления.
На чертеже показаны:
фиг. 1 - вид в разрезе тела вакуумной изоляции согласно изобретению;
фиг. 2 - частичный вид внутренней области тела вакуумной изоляции согласно изобретению; и
фиг. 3 - образец из пленки для изготовления пленочного мешка для тела вакуумной изоляции согласно изобретению.
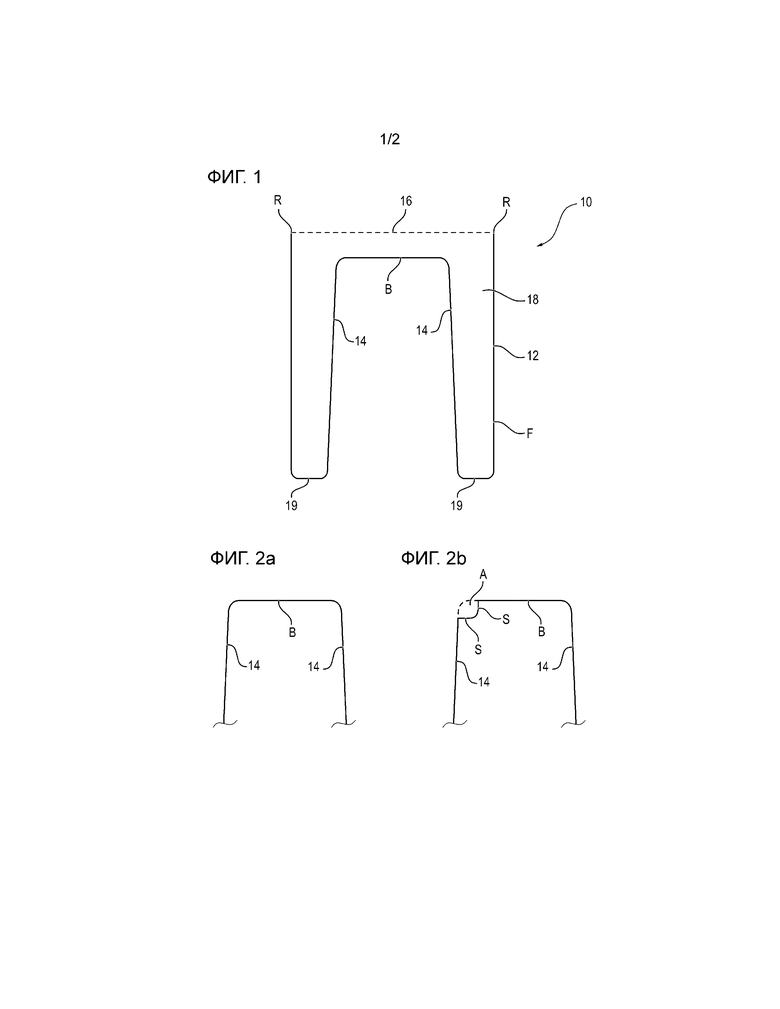
Фиг. 1 показывает ссылочной позицией 10 тело вакуумной изоляции согласно данному изобретению.
Тело 10 вакуумной изоляции включает в себя вакуум-плотную оболочку, которая образуется с одной стороны из пленочного мешка F, а с другой стороны из пленки 16, которые друг с другом вакуум-плотно соединяются или свариваются.
Внутри вакуум-плотной оболочки преобладает вакуум. В этой вакуумированной области находится материал сердцевины, как например перлит в качестве опорного тела.
Согласно изобретению тело вакуумной изоляции включает в себя пленочный мешок F или рукавный мешок, который имеет внешнюю область 12 и внутреннюю область 14. Эти области состоят из вакуум-плотной, предпочтительно термосваривающейся пленки, предпочтительно из комбинированной пленки с алюминиевой фольгой. Находящаяся между ними область 18 вакуумированна и заполнена материалом сердцевины. Соответственно это справедливо для области между дном B внутренней области 14 и защитной пленкой 16.
Как видно из фиг. 1, оболочка образуется вследствие того, что пленочный мешок F, открытая область которого расположена согласно фиг. 1 вверху, и который закрыт с другой стороны, выворачивается вовнутрь или согласно фиг. 1 вверх, так что возникает расположенная внутри область 14, которая окружена расположенной снаружи областью 12.
Между областями 12 и 14 имеется переходная область 19.
Все области 12, 14 и 19 являются неотъемлемыми компонентами одного общего пленочного мешка F.
Как видно из фиг. 1, дно B внутренней области 14 находится на той же стороне тела 10 вакуумной изоляции, как и край R пленочного мешка. Край R и соответственно дно расположены согласно фиг. 1 вверху.
В готовом к эксплуатации состоянии край R и дно B находятся внизу.
Внутренняя область 14 служит для приема внутреннего контейнера, а внешняя область 12 расположена с прилеганием к наружному корпусу холодильного или морозильного аппарата. Внутренний контейнер состоит, например, из пластика, наружный корпус также состоит из пластика или же, например, из металла.
Согласно изобретению внутренняя область 14 и внешняя область 12 тела 10 вакуумной изоляции или вакуум-плотной оболочки образуются посредством одного единственного пленочного мешка и не из нескольких элементов или кусков пленки, которые должны друг с другом свариваться.
Это влечет за собой то преимущество, что согласно фиг. 1 должен выполняться предпочтительно лишь один единственный сварной шов, а именно сварной шов, который может предпочтительно располагаться в одной плоской поверхности. Этот сварной шов служит для фиксации защитной пленки 16 на проходящей по периметру краевой области R пленочного мешка или внешней области 12 или для создания вакуум-плотного соединения между пленкой 16 и внешней областью 12 или ее краем R.
Предпочтительно состоит пленочный мешок в областях 12 и 14 из высокобарьерной пленки. То же самое справедливо для проходящей по периметру переходной области 19, которая соединяет друг с другом области 12 и 14.
Далее области 12 и 14 состоят предпочтительно из комбинированной пленки с алюминиевой фольгой, в то время как переходная область 19 состоит из металлизированной пленки, которая имеет более высокое сопротивление против прохождения тепла, чем комбинированная пленка 12, 14 с алюминиевой фольгой. Таким образом, возможно переходную область 19, которая в готовом холодильном или морозильном аппарате, в частности в витрине находится, например, вверху, реализовывать с минимизированным теплообменом.
В рамках данного изобретения также возможно придавать внутренней области 14 и/или внешней области 12 определенные контуры или подготавливать контурный пленочный мешок, который имеет определенный контур, который адаптирован к готовому аппарату.
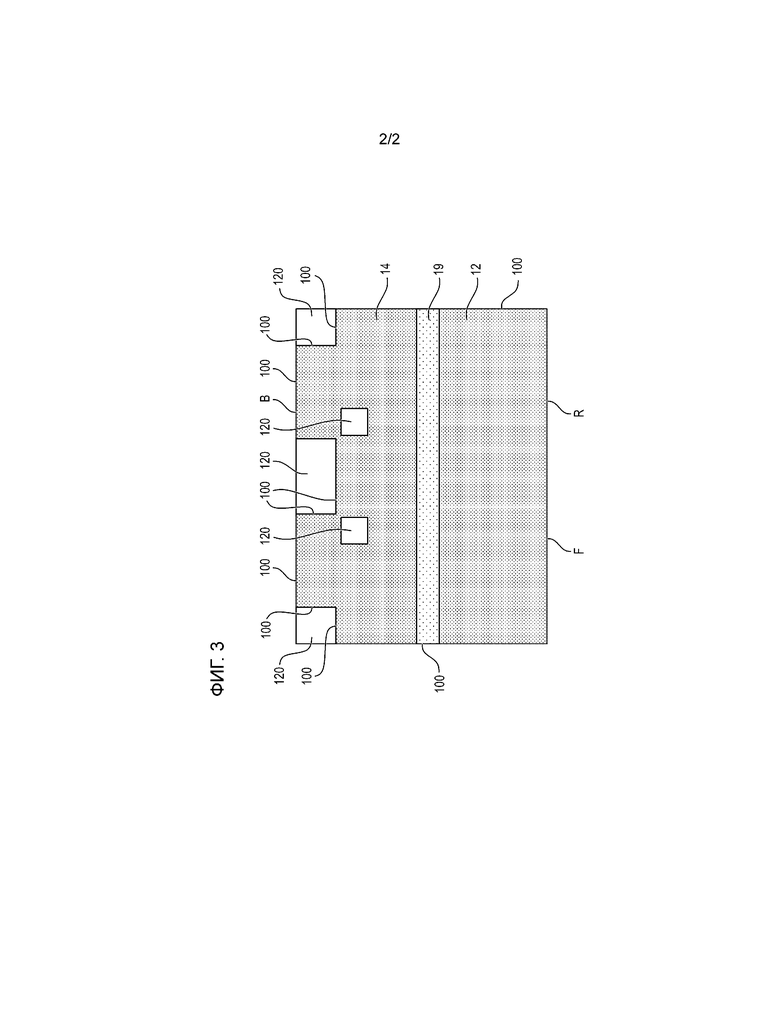
Так, например, возможно в пленочном мешке, который лишь частично изображен на фиг. 2a своей внутренней областью 14, выполнять выемку, которая имеет форму ниши компрессора. Это достигается вследствие того, что, исходя из состояния согласно фиг. 2a, боковая область, например, левый верхний угол, вгибается, и боковые половинчатые поверхности согласно фиг. 2b, которые обозначены ссылочной позицией A, привариваются к соседней области пленки сварными швами S, и затем лишь область A отрезается.
Таким образом, возможно создавать выемку, то есть вогнутое углубление или тому подобное, например, во внутренней области пленочного мешка. Это обеспечивает то, что внутренняя область 14 наиболее точно в соответствии с контуром прилегает к внутреннему контейнеру, который вставлен во внутреннюю область 14.
Само собой разумеется, соответствующие меры могут также предприниматься для других областей внутренней области и/или внешней области.
Фиг. 3 показывает образец из пленки, который состоит, например, из рулонного материала. Этот образец из пленки имеет будущую внутреннюю область 14, будущую внешнюю область 12 и переходную область 19.
Образец из пленки состоит из гладкой высокобарьерной пленки, которая сваривается сама с собой вдоль обозначенных ссылочной позицией 100 поверхностей, так что образуется пленочный мешок.
Говоря о высокобарьерной пленке, речь может идти о термосваривающейся с одной или с обеих сторон пленке.
Из образца из пленки согласно фиг. 3 посредством наложения правой согласно фиг. 3 стороны пленки на левую согласно фиг. 3 сторону пленки и последующей выполняемой по периметру сварки вплоть до нижней стороны может изготавливаться пленочный мешок. На нем могут быть закреплены, например, мешочные зажимы для более легкого манипулирования им. Эти зажимы могут служить в дальнейшем в качестве опорных точек для манипулирования пленочным мешком.
Ссылочной позицией 120 обозначены поверхности, которые после изготовления пленочного мешка или после сварки вдоль шва S отрезаются, как это было более подробно разъяснено относительно фиг. 2b.
Как там было изложено, может формироваться, например, ниша компрессора, углы могут запечатываться, и области 120 могут отрезаться.
Таким образом, может изготовляться контурный пленочный мешок, в котором уже выполнены выступающие и/или утопленные контуры, чтобы он или изготовленное из него изоляционное тело наиболее точно в соответствии с контуром прилегал или прилегало к внутреннему контейнеру или к наружной оболочке холодильного и/или морозильного аппарата.
Область 14 образует после выворачивания дна мешка вовнутрь внутреннюю область, которая прилегает к внутреннему контейнеру аппарата, а область 12 образует внешнюю область, которая прилегает к наружной оболочке или корпусу аппарата. Полоса 19 образует переходную область между областями 12 и 14. Эта область образует в аппарате верхнюю краевую область изоляционного тела. Она может быть расположена, например, под рамой холодильной и/или морозильной витрины. В итоге выворачивание осуществляется таким образом, что только область, начиная с области 19, выворачивается вовнутрь.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕЛО ВАКУУМНОЙ ИЗОЛЯЦИИ | 2015 |
|
RU2674062C1 |
| ТЕЛО ВАКУУМНОЙ ИЗОЛЯЦИИ | 2015 |
|
RU2673164C1 |
| ТЕЛО ВАКУУМНОЙ ИЗОЛЯЦИИ | 2017 |
|
RU2727433C1 |
| ВАКУУМ-ПЛОТНЫЙ ВВОД ЧЕРЕЗ ПЛЕНКУ | 2016 |
|
RU2671083C1 |
| ТЕЛО ВАКУУМНОЙ ИЗОЛЯЦИИ С ТЕРМОЭЛЕКТРИЧЕСКИМ ЭЛЕМЕНТОМ | 2015 |
|
RU2666718C2 |
| СПОСОБ НАНЕСЕНИЯ ПЛЕНКИ НА ОБЪЕКТ | 2015 |
|
RU2672750C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ОХЛАЖДАЕМЫЙ ИЛИ НАГРЕВАЕМЫЙ СОСУД | 2015 |
|
RU2691880C2 |
| ТЕМПЕРИРУЕМАЯ ЕМКОСТЬ | 2015 |
|
RU2686362C2 |
| ХОЛОДИЛЬНОЕ И/ИЛИ МОРОЗИЛЬНОЕ УСТРОЙСТВО | 2015 |
|
RU2690292C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНОГО И/ИЛИ МОРОЗИЛЬНОГО АППАРАТА | 2018 |
|
RU2736470C1 |
Изобретение относится к вакуумной изоляции. Предложен способ изготовления холодильного и/или морозильного аппарата, где аппарат включает охлажденное внутреннее пространство, корпус, окружающий охлажденное внутреннее пространство и имеющий внутренний контейнер и наружную оболочку, и расположенное между внутренним контейнером и наружной оболочкой тело вакуумной изоляции. При этом тело вакуумной изоляции имеет герметичную оболочку, которая окружает вакуумированную область, а в вакуумированной области расположен материал сердцевины. Герметичная оболочка имеет герметичную пленку, которая имеет расположенную на наружной оболочке внешнюю область и расположенную на внутреннем контейнере внутреннюю область. Причем внутреннюю область герметичной пленки выполняют посредством выворачивания области герметичной пленки. Изобретение обеспечивает усовершенствование тела вакуумной изоляции. 7 з.п. ф-лы, 4 ил.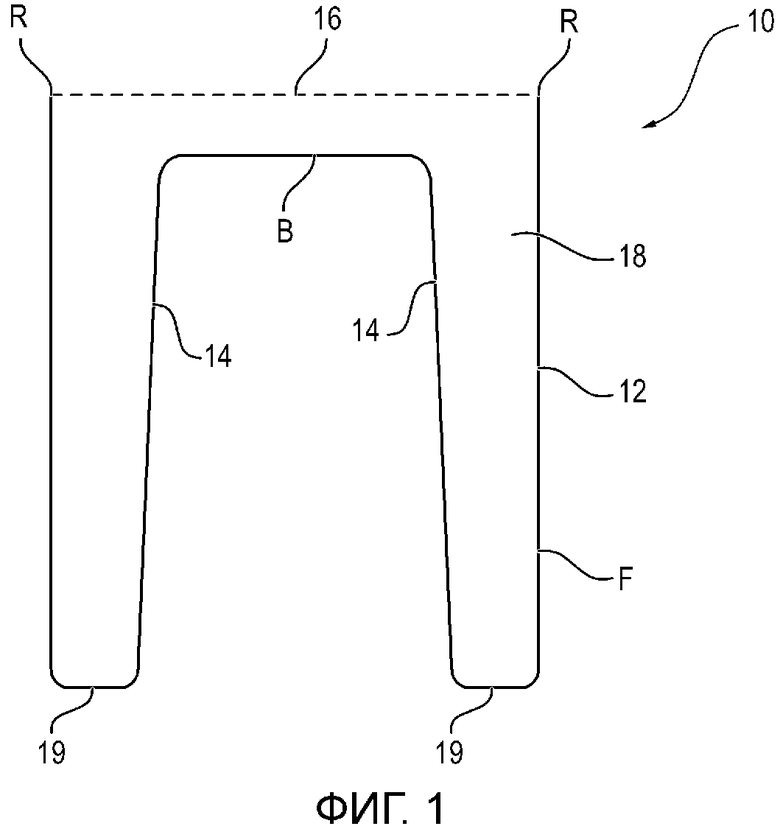
1. Способ изготовления холодильного и/или морозильного аппарата, включающего
охлажденное внутреннее пространство,
корпус, окружающий охлажденное внутреннее пространство и имеющий внутренний контейнер и наружную оболочку, и
тело вакуумной изоляции, расположенное между внутренним контейнером и наружной оболочкой,
причем тело вакуумной изоляции имеет герметичную оболочку, которая окружает вакуумированную область, причем в вакуумированной области расположен материал сердцевины,
причем герметичная оболочка имеет герметичную пленку, которая имеет расположенную на наружной оболочке внешнюю область и расположенную на внутреннем контейнере внутреннюю область, и
причем внутреннюю область герметичной пленки выполняют посредством выворачивания области герметичной пленки.
2. Способ по п.1, отличающийся тем, что внутренняя область имеет дно и край герметичной оболочки располагают на той же стороне тела вакуумной изоляции, что и дно внутренней области.
3. Способ по п.1 или 2, отличающийся тем, что внешняя область имеет проходящий по периметру край, который образуют краем герметичной оболочки.
4. Способ по любому из пп. 1-3, отличающийся тем, что герметичную оболочку выполняют из высокобарьерной пленки.
5. Способ по любому из пп. 1-4, отличающийся тем, что герметичную оболочку выполняют из комбинированной пленки с алюминиевой фольгой.
6. Способ по любому из пп. 1-5, отличающийся тем, что выполняют переходную область между внутренней областью и внешней областью, которая частично или полностью состоит из другого типа пленки, чем образующая внешнюю область и/или внутреннюю область пленка.
7. Способ по п.6, отличающийся тем, что другой тип пленки представляет собой металлизированную пленку.
8. Способ по любому из пп. 1-7, отличающийся тем, что герметичная оболочка представляет собой мешок с прямоугольным дном и боковыми складками и/или контурный пленочный мешок, который имеет одну или несколько выемок, причем предпочтительно предусмотрено, что выемку образуют посредством сварки и отрезания боковых поверхностей выемки.
| DE 102010040346 A1, 08.03.2012 | |||
| DE 19914963 A1, 05.10.2000 | |||
| DE 102013005585 A1, 07.08.2014 | |||
| US 20040058119 A1, 25.03.2004 | |||
| US 5798154 A, 25.08.1998. |

