Настоящее изобретение касается способа нанесения пленки на объект, а также вакуумного изоляционного элемента, имеющего пленку, которая была нанесена предлагаемым изобретением способом. Кроме того, настоящее изобретение касается теплоизолированной емкости и предпочтительно холодильного и/или морозильного устройства, которое содержит вакуумный изоляционный элемент.
Вакуумные изоляционные элементы применяются, например, в теплоизоляции в холодильных или, соответственно, морозильных устройствах. При этом в области между наружной оболочкой устройства и охлаждаемым внутренним резервуаром располагается вакуумный изоляционный элемент, чтобы достичь достаточно высокой теплоизоляции по принципу вакуумной теплоизоляции между наружной и внутренней стороной изолируемого устройства.
В заявке на патент DE 10 2013 005 585 описана пленочная оболочка для вакуумного изоляционного элемента, которая отличается тем, что предварительно изготовленная в форме чехла оболочка применяется в качестве диффузионно-непроницаемой оболочки, которая предпочтительно больше покрываемого оболочкой контура, чтобы выступающие или сдвинутые назад контуры покрываемого оболочкой объекта могли покрываться или, соответственно, фолироваться этой пленочной оболочкой.
Из этой заявки можно также взять способ, как пленочная оболочка может накладываться на покрываемый оболочкой объект. При этом предварительно изготовленная в форме чехла пленка посредством пониженного давления накладывается на покрываемый оболочкой объект. Так как обычно этот покрываемый оболочкой объект или пленка для покрытия оболочкой имеют клейкие поверхности, при этом возникает проблема, что пленка при контакте с объектом прилипает к нему не допускающим смещения образом. Последующая юстировка положения пленки на объекте, таким образом, невозможна. Тем не менее, для обеспечения как можно более быстрой обработки целесообразен быстро схватывающийся клей или быстро схватывающаяся клейкая поверхность.
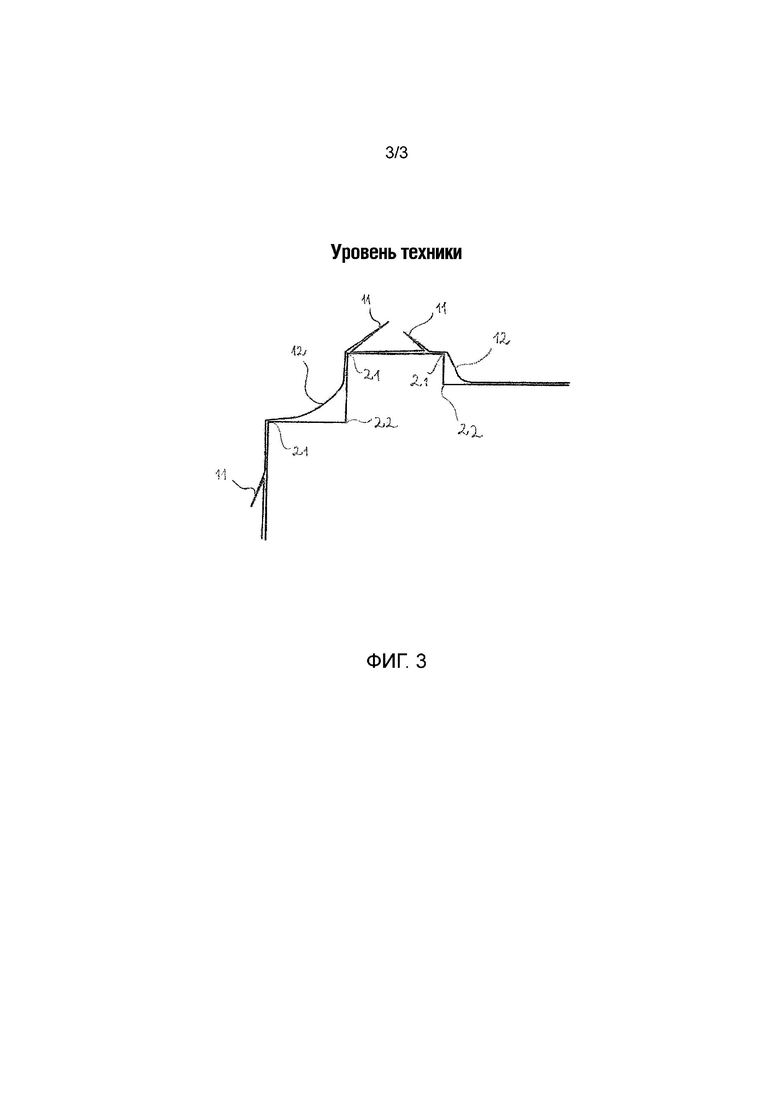
При этом на фиг.3 показаны проблемы, имеющие место в уровне техники. При надевании слишком большого пленочного мешка и последующей подаче пониженного давления между пленкой и фолируемым объектом, в частности при вогнутых или выпуклых контурах объекта, существует проблема, что пленка сначала приходит в соприкосновение с выступающими участками контура и прилипает к ним. Это приводит к тому, что затем, несмотря на еще имеющуюся поверхность пленки, не может достигаться полное прилегание пленки в вогнутой отдельной области объекта. Так, в области вогнутого контура 22 объекта получаются области 12 натянутой пленки. Избыточная пленка, которая, собственно, должна была бы укладываться в вогнутый контур 22 объекта, вопреки этому, образует складки 11 пленки.
Эти рассуждения не ограничены холодильными и/или морозильными устройствами, а относятся к теплоизолированным емкостям вообще.
Так как в областях 12 натянутой пленки и в складках 11 пленки могут особенно легко возникать повреждения, задачей настоящего изобретения является, разработать способ, с помощью которого пленка может накладываться на объект особенно надежным образом, даже при выпуклых и вогнутых формах объекта.
Эта задача решается с помощью способа нанесения пленки на объект с признаками п.1 формулы изобретения. Соответственно этому предусмотрено, что пленка накладывается на передаточную форму и позиционируется, фолируемый объект вводится в передаточную форму, на которую наложена наносимая пленка, или передаточная форма, на которую наложена наносимая пленка, в фолируемый объект, так чтобы пленка находилась между объектом и передаточной формой. Затем в область между объектом и пленкой подается пониженное давление и/или в область между передаточной формой и пленкой подается повышенное давление, чтобы пленка перешла с передаточной формы на объект.
Наложение и позиционирование пленки на передаточной форме служит для того, чтобы соприкосновение с фолируемым объектом осуществлялось только после подачи пониженного давлении между объектом и пленкой и/или подачи повышенного давления между передаточной формой и пленкой, при тщательном выполнении позиционирования объекта и передаточной формы.
Предпочтительно наносимая на объект пленка представляет собой высокобарьерную пленку. Под термином «высокобарьерная пленка» понимается предпочтительно оболочка или, соответственно, пленка, посредством которой поступление газа в вакуумный изоляционный элемент снижено настолько, что обусловленное поступлением газа увеличение теплопроводности вакуумного изоляционного элемента в течение его срока службы достаточно мало. Сроком службы можно считать, например, период времени в 15 лет, предпочтительно в 20 лет и особенно предпочтительно в 30 лет. Предпочтительно обусловленное поступлением газа увеличение теплопроводности вакуумного изоляционного элемента в течение его срока службы составляет меньше 100% и особенно предпочтительно меньше 50%.
Предпочтительно скорость прохождения газа через единицу поверхности высокобарьерной пленки меньше 10-5 мбар*л/с*м2 и особенно предпочтительно меньше 10-6 мбар*л/с*м2 (измерено по ASTM D-3985). Эта скорость прохождения газа характерна для азота и кислорода. Для других сортов газа (в частности, водяного пара) имеют место тоже низкие скорости прохождения газа, предпочтительно в пределах меньше 10-2 мбар*л/с*м2 и особенно предпочтительно в пределах меньше 10-3 мбар*л/с*м2 (измерено по ASTM D-3985). Предпочтительно благодаря этим низким скоростям прохождения газа достигаются вышеназванные низкие увеличения теплопроводности.
Высокобарьерная пленка состоит предпочтительно из одно- или многослойной пленки (которая предпочтительно является термосваривающейся), имеющей один или несколько барьерных слоев (обычно металлические слои или оксидные слои, при этом в качестве металла или оксида находит применение предпочтительно алюминий или, соответственно, оксид алюминия).
Вышеназванные значения или, соответственно, конструкция высокобарьерной пленки представляют собой приведенные в качестве примера, предпочитаемые данные, не ограничивающие изобретение.
Чтобы наложенная на передаточную форму пленка переходила на фолируемый объект, создается разность давления между областью пленки и объекта и областью пленки и передаточной формы. Причем эта разность давлений создается так, чтобы наложенная на передаточную форму пленка снималась с нее и двигалась в направлении объекта. Тем самым достигается особенно простое наложение пленки на объект.
Предпочтительно передаточная форма имеет гладкую поверхность, чтобы прилегающая к передаточной форме пленка могла легко позиционироваться. При этом возможно также, разумеется, ручное перепозиционирование пленки, прилегающей к передаточной форме.
По другому предпочтительному варианту осуществления предлагаемого изобретением способа для наложения и позиционирования пленки на передаточной форме создается пониженное давление между пленкой и передаточной формой. То есть в пространстве, образованном пленкой и передаточной формой, предусматривается разность давлений, чтобы пленка двигалась в направлении передаточной формы. Тем самым простым образом гарантируется прилипание пленки к передаточной форме. Создание пониженного давления между пленкой и передаточной формой противодействует также отсоединению однажды наложенной на передаточную форму пленки, так что фолируемый объект уже может приводиться в непосредственную близость с обложенной пленкой передаточной формой, без того, чтобы пленка нежелательным образом отсоединялась от нее и приходила в соприкосновение с объектом. Переход пленки на фолируемый объект будет происходить только при наличии разности давлений, которая вызывает движение пленки в направлении объекта.
Предпочтительно по другому варианту осуществления настоящего изобретения фолируемый объект перед переносом пленки на объект частично или полностью на своих фолируемых поверхностях снабжается клейким слоем, и/или прилегающая к объекту сторона пленки перед переносом пленки на объект частично или полностью на своих поверхностях, накладывающихся на объект, снабжается клейким слоем.
Наличие клейкого слоя способствует быстрой обработке, а также долговечному соединению пленки с объектом. Для дополнительного повышения скорости обработки целесообразно применять для клейкого слоя быстро схватывающийся клей. Причем этот клейкий слой может находиться как на фолируемом объекте, так и на наносимой на фолируемый объект пленке. Возможна также комбинация клейкого слоя на объекте и клейкого слоя на пленке.
Однако предпочтительно клейкий слой наносится на фолируемый объект, так как он, в противоположность пленке, имеет жесткую основную конструкцию, на которую проще производить нанесение клейкого слоя.
Возможно также, чтобы при двухкомпонентном клее один из двух компонентов находился на стороне пленки, накладывающейся на объект, а другой из двух компонентов был нанесен на фолируемую поверхность объекта. При этом получается то преимущество, что эти два компонента не проявляют клеящего действия до приведения в контакт друг с другом, и легче выполнять обработку соответствующих конструктивных элементов.
В другом предпочтительном варианте осуществления настоящего способа передаточная форма на фолируемой поверхности объекта, которая имеет возвышение и/или углубление, имеет противоположное ему углубление. Кроме того, перед переносом пленки на объект этот объект ориентируется относительно передаточной формы так, чтобы данные соответствующие пары из возвышения и/или углубления объекта и углубления передаточной формы были ориентированы друг к другу.
Это означает, что передаточная форма при углублении фолируемой поверхности объекта имеет ответное углубление, так что образованная объектом и передаточной формой область в этом месте расширяется как за счет объекта, так и за счет передаточной формы. Этим описывается соответствующую пару из углубления объекта и передаточной формы и определяет также противоположное углубление, которое имеет передаточная форма по отношению к углублению фолируемой поверхности объекта. То есть у углубления фолируемого объекта (вогнутый контур) предусматривается углубление передаточной формы. Эти два контура, соответственно этому, находятся на расстоянии друг от друга.
Когда соответствующую пару из углубления объекта и передаточной формы приводят в ориентированное друг к другу положение до того, как пленка перейдет с передаточной формы на объект, при процессе передачи пленки с переносной формы на объект углубление в поверхности объекта может полностью покрываться пленкой, без того, чтобы было невозможно укрыть пленкой части объекта в углублении.
Предпочтительно в углублении передаточной формы также предусматривается пленка, которая затем может укладываться в выполненный противоположно ему контур объекта.
По другому предпочтительному варианту осуществления предлагаемого изобретением способа пленка для нанесения на объект имеет чехлообразную основную структуру и предпочтительно представляет собой высокобарьерную пленку.
Благодаря чехлообразной основной структуре пленки особенно просто выполнять как наложение пленки на передаточную форму, так и переход на фолируемый объект.
Предпочтительно пленка для нанесения на объект больше, чем фолируемые поверхности объекта. Тем самым гарантируется наличие достаточного количества пленки, чтобы накрыть всю фолируемую поверхность объекта. Далее, при этом не образуются натяжения в нанесенной на объект пленке, благодаря чему минимизируются области объекта, не покрытые пленкой.
По другому предпочтительному варианту осуществления настоящего способа передаточная форма может полностью вмещать фолируемый объект в отверстие, или фолируемый объект может полностью вмещать передаточную форму в отверстие. Этим описывается один из особенно простых вариантов осуществления способа, в котором значительного размера поверхности фолируемого объекта могут эффективно снабжаться пленкой.
В одном из вариантов осуществления предусмотрено, что фолируемый объект представляет собой внутренний резервуар теплоизолированной емкости, и предпочтительно внутренний резервуар какого-либо холодильного и/или морозильного устройства. Различные включаемые в себя изобретением варианты осуществления таких емкостей еще описываются в деталях ниже.
Кроме того, настоящее изобретение касается вакуумного изоляционного элемента, имеющего пленку, предпочтительно высокобарьерную пленку, которая была нанесена на фолируемый объект по одному из описанных выше вариантов осуществления предлагаемого изобретением способа.
При этом предпочтительно сердцевинный материал вакуумного изоляционного элемента состоит из порошковой засыпки, которая диффузионно-непроницаемо покрыта оболочкой из пленки. При этом пленка имеет складки, вдающиеся в направлении сердцевинного материала.
Эти складки, вдающиеся в направлении сердцевинного материала, получаются при применении одного из вариантов осуществления способа нанесения пленки на объект.
Далее, настоящее изобретение касается теплоизолированной емкости, предпочтительно какого-либо холодильного и/или морозильного устройства, содержащего по меньшей мере один вакуумный изоляционный элемент, который был изготовлен с помощью одного из описанных выше способов.
Кроме того, изобретение касается теплоизолированной емкости, предпочтительно холодильного и/или морозильного устройства, имеющего по меньшей мере один корпус и по меньшей мере одно темперируемое и предпочтительно охлаждаемое внутреннее пространство, которое окружено этим корпусом, а также по меньшей мере одного закрывающего элемента, посредством которого может закрываться это темперируемое и предпочтительно охлаждаемое внутреннее пространство, при этом между темперируемым и предпочтительно охлаждаемым внутренним пространством и наружной стенкой емкости или, соответственно, устройства находится по меньшей мере одно промежуточное пространство, причем в этом промежуточном пространстве расположен по меньшей мере один вакуумный изоляционный элемент, имеющий окруженную пленкой и наполненную сердцевинным материалом вакуумированную область, при этом по меньшей мере один участок пленки был нанесен на внутренний резервуар емкости или, соответственно, устройства в рамках предлагаемого изобретением способа.
Особенно предпочитаемым в связи с предлагаемыми изобретением теплоизолирующими емкостями или, соответственно, холодильными и/или морозильными устройствами является один из вариантов осуществления, при котором вакуумный изоляционный элемент образует систему полного вакуума. Под этим следует понимать теплоизоляцию, которая состоит исключительно или преобладающим образом из вакуумированной области, наполненной сердцевинным материалом. Таким образом, между внутренней стенкой и наружной стенкой емкости или, соответственно, устройства в качестве теплоизоляции может находиться исключительно такой вакуумный изоляционный элемент, имеющий окруженную вакуумно-непроницаемой пленкой область, в которой действует вакуум и в которой расположен сердцевинный материал. Запенивание и/или вакуумные изоляционные панели в качестве теплоизоляции, или прочая теплоизоляция, кроме этой системы полного вакуума, между внутренней стороной и наружной стороной емкости или, соответственно, устройства предпочтительно не предусмотрены.
Этот предпочитаемый вид теплоизоляции в виде системы полного вакуума может распространяться между стенкой, ограничивающей внутреннее пространство, и наружной стенкой корпуса, и/или между внутренней стороной и наружной стороной закрывающего элемента, такого как, напр., дверь, откидная крышка, крышка или тому подобное.
Система полного вакуума может получаться таким образом, что оболочка из газонепроницаемой пленки наполняется сердцевинным материалом и после этого вакуумно-непроницаемо заваривается термосваркой. В одном из вариантов осуществления как наполнение, так и вакуумно-непроницаемое заваривание оболочки осуществляется при нормальном давлении или, соответственно, давлении окружающей среды. Тогда вакуумирование осуществляется путем подключения к вакуумному насосу надлежащего заделанного в оболочку разъема, например, патрубка для вакуумирования, который может иметь клапан. Предпочтительно во время вакуумирования вне оболочки действует нормальное давление или, соответственно, давление окружающей среды. В этом варианте осуществления предпочтительно ни в один момент времени изготовления не требуется вводить оболочку в вакуумную камеру. Поэтому в одном из вариантов осуществления во время изготовления вакуумной изоляции можно обойтись без вакуумной камеры.
Темперируемое внутреннее пространство, в зависимости от вида устройства (холодильное устройство, тепловой шкаф и пр.) является либо охлаждаемым, либо обогреваемым. Теплоизолированные емкости в смысле настоящего изобретения имеют по меньшей мере одно темперируемое внутреннее пространство, причем оно может быть охлаждаемым или обогреваемым, так что во внутреннем пространстве получается температура ниже или выше температуры окружающей среды, напр., 21°C. То есть изобретение не ограничено холодильными и/или морозильными устройствами, а касается вообще устройств, имеющих темперируемое внутреннее пространство, например, также тепловых шкафов или тепловых ларей.
В одном из вариантов осуществления предусмотрено, что предлагаемая изобретением емкость представляет собой какое-либо холодильное и/или морозильное устройство, в частности устройство для домашнего использования или, соответственно, промышленное холодильное устройство. Например, сюда включены такие устройства, которые предназначены для стационарной установки в домашнем хозяйстве, в комнате отеля, в промышленной кухне или в баре. Например, речь может идти также о винном холодильнике. Далее, в изобретение включены также холодильные и/или морозильные лари. Предлагаемые изобретением устройства могут иметь разъем для присоединения к электроснабжению, в частности к домашней электросети (напр., штекер), и/или приспособление для установки или встраивания, такое как, например, установочные ножки или разъем для фиксации внутри мебельной ниши. Например, это устройство может представлять собой какое-либо встраиваемое устройство или же какое-либо отдельно стоящее устройство.
Предпочтительно емкость или, соответственно, устройство выполнено таким образом, что оно может эксплуатироваться с переменным напряжением, таким как, например, напряжение домашней сети, напр., 120 В и 60 Гц или 230 В и 50 Гц. В одном из альтернативных вариантов осуществления возможно, чтобы емкость или, соответственно, устройство было выполнено таким образом, чтобы оно могло эксплуатироваться с постоянным током напряжения, например, 5 В, 12 В или 24 В. В этом варианте осуществления может быть предусмотрено, чтобы внутри или снаружи устройства предусмотрен штекерный блок питания, посредством которого эксплуатируется устройство. Эксплуатация с постоянным напряжением может, в частности, применяться тогда, когда емкость имеет термоэлектрический тепловой насос для темперирования внутреннего пространства.
В частности, может быть предусмотрено, чтобы холодильное и/или морозильное устройство имело конфигурацию, подобную шкафу, и имела полезное пространство, которое доступно для пользователя на своей передней стороне (в случае ларя на верхней стороне). Это полезное пространство может быть разделено на несколько отделений, которые все эксплуатируются при одной и той же или при различных температурах. Альтернативно может быть предусмотрено только одно отделение. Внутри полезного пространства или, соответственно, какого-либо отделения могут быть также предусмотрены приспособления для хранения, такие как, например, ячейки для складывания, выдвижные ящики или держатели для бутылок (в случае ларя также разделители пространства) для обеспечения оптимального хранения охлажденных или замороженных продуктов и оптимального использования площади.
Полезное пространство может быть закрыто по меньшей мере одной поворачивающейся вокруг вертикальной оси дверью. В случае ларя в качестве закрывающего элемента возможна поворачивающаяся вокруг горизонтальной оси откидная крышка или сдвижная крышка. Дверь или другой закрывающий элемент в закрытом состоянии может быть по существу воздухонепроницаемо соединен с корпусом при помощи периметрического магнитного уплотнения. Предпочтительно также дверь или, соответственно, другой закрывающий элемент является теплоизолированным, при этом теплоизоляция может достигаться при помощи запенивания и при необх. при помощи вакуумных изоляционных панелей, или же предпочтительно при помощи системы вакуума и особенно предпочтительно при помощи системы полного вакуума. На внутренней стороне двери могут быть при необх. предусмотрены балконы двери, чтобы там тоже можно было хранить охлажденные продукты.
В одном из вариантов осуществления речь может идти о малогабаритном устройстве. В таких устройствах полезное пространство, которое определено внутренней стенкой резервуара, имеет объем, например, меньше 0,5 м3, меньше 0,4 м3 или меньше 0,3 м3. Наружные размеры резервуара или, соответственно, устройства находятся предпочтительно в пределах до 1 м применительно к высоте, ширине и глубине.
Но в изобретение охватывает также передачу во вспомогательную форму, которая представляет собой не сам покрываемый оболочкой объект, а только контур позднейшего покрываемого оболочкой объекта. На такой вспомогательной форме может формироваться вакуумный изоляционный элемент, который по окончании процесса вакуумирования соединяется с покрываемым оболочкой объектом тонким клейким слоем. Это возможно, например, но не исключительно, для плоскостного вакуумного контурного объекта, напр., для применения в двери холодильного устройства.
В соответствии с изобретением оболочка используется, в частности. для вакуумного изоляционного элемента, у которого имеются прямоугольно проходящие по периметру впадины или выпячивания. Это может быть, напр., также целая емкость из вакуумного изоляционного элемента, у которой в простейшем случае прямоугольного резервуара внутреннее пространство понимается как впадина в прямоугольном параллелепипеде оболочки. При такой прямоугольно проходящей по периметру впадине оказывается целесообразной сборка пленки в складки, при которой в угловых областях складки пленки вдаются в позднейшее изолированное пространство. Но этот легко отслеживаемый по угловым областям вид сборки пленки в складки может также рассматриваться обобщенно как признак продукта вакуумного изоляционного элемента, изготовленного предлагаемым изобретением способом. При этом признаком является складка пленки, которая вдается в порошковую засыпку сердцевинного материала.
Другие признаки изобретения поясняются при помощи детально описанных ниже чертежей. Показано:
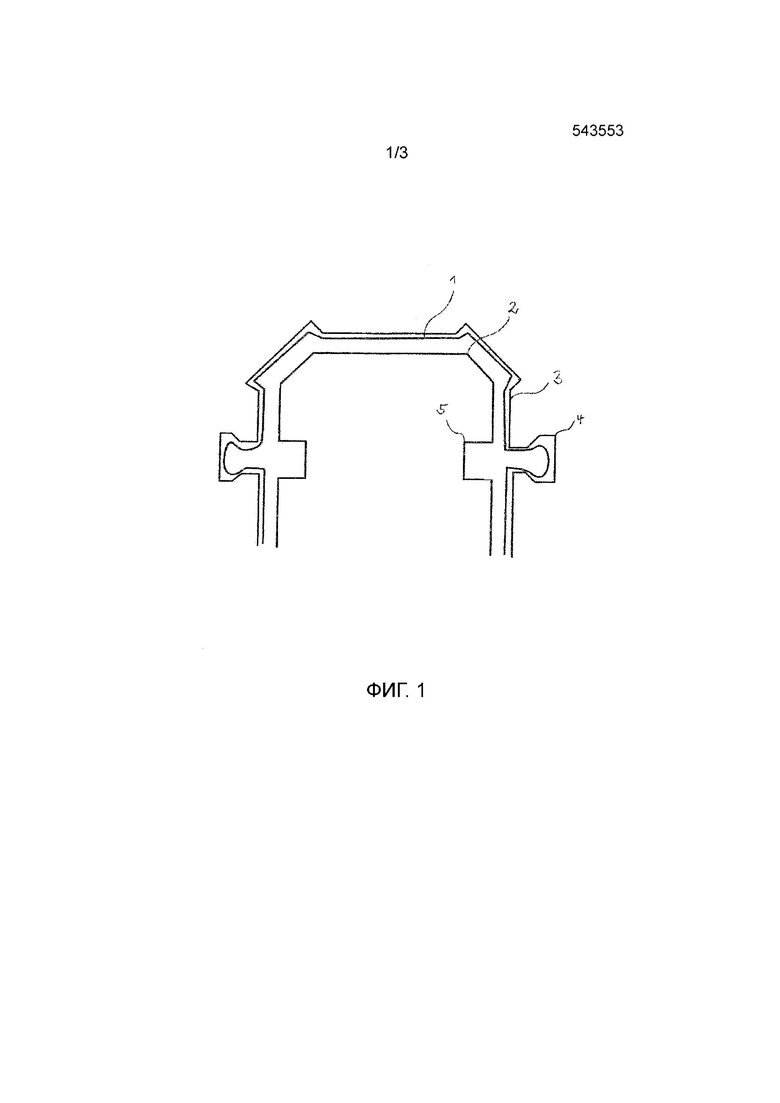
фиг.1: вид сечения передаточной формы, к которой прилегает пленка и в которую введен фолируемый объект;
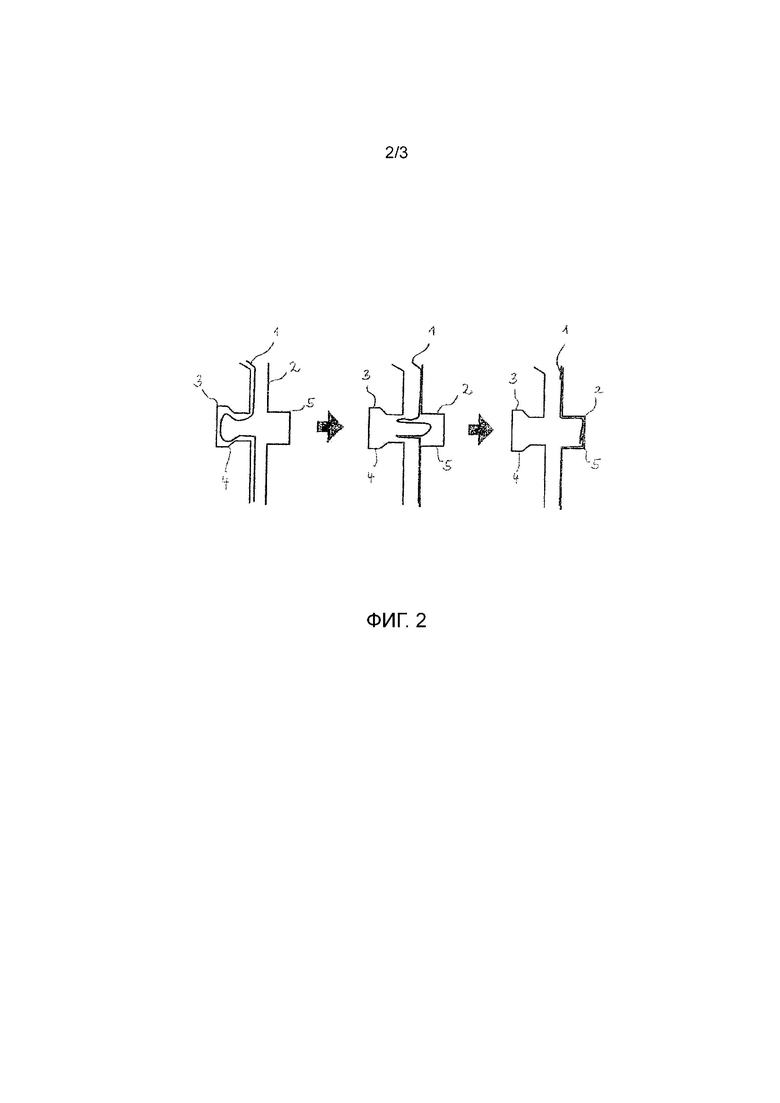
фиг.2: процесс передачи пленки в области углубления фолируемого объекта, и
фиг.3: результат нанесения пленки на объект одним из традиционных способов.
На фиг.3 показан результат способа нанесения пленки на объект по уровню техники. При этом пленка надевается на снабженный клеем объект, и для наложения пленки между пленкой и объектом создается пониженное давление. Так как клей на объекте после контактирования с пленкой больше не допускает смещения пленки, в углублениях 22 объекта (вогнутые контуры) образуются области, в которых пленка не полностью находится в контакте с объектом. Более того, образуются области 12 натяжения пленки, которые получаются в области углублений 22 (вогнутых контуров) объекта. Однако так как общая поверхность накладываемой на объект пленки обычно имеет достаточно большие размеры, чтобы занимать все поверхности объекта, за счет поверхностей 12 натяжения пленки получается избыток материала, который выражается в образовании складок 11 пленки. Кроме того, обычно поверхности 12 натяжения пленки образуются также, концентрируясь вблизи возвышений 21 (выпуклые контуры) объекта.
Так как эти поверхности 12 натяжения и складки 11 пленки представляют собой препятствие для дальнейшей обработки снабженного пленкой объекта, и, кроме того, очень предрасположены к повреждениям, следует принципиально избегать поверхностей натяжения пленки. При этом особое внимание уделяется поверхностям 12 натяжения пленки, так как они совсем особо предрасположены к повреждению пленки при воздействии небольшого усилия.
На фиг.1 показана передаточная форма 3, на которую наложена пленка 1. Далее, в передаточную форму 3 введен объект 2, так что между объектом 2 и передаточной формой 3 расположена пленка 1. Кроме того, видно углубление (вогнутый контур) объекта 2 и ответная к нему выемка 4 в передаточной форме 3, которая ориентирована на углубление 5 объекта 2. Также видно, что пленка имеется также в некоторой части этой выемки 3 передаточной формы 3.
Обычно пленка 1 накладывается на передаточную форму путем подачи пониженного давления между областью пленки 1 и передаточной формой 3. Так гарантируется, что, например, снабженный клеем объект 2 не придет нежелательным образом в соприкосновение с пленкой. Пока сохраняется достаточное расстояние до передаточной формы.
На фиг.2 показан переход пленки 1 из передаточной формы 3 на объект 2.
В левом из трех изображений фиг.2 пленка 1 еще наложена на передаточную форму 3. Среднее изображение показывает состояние пленки, в котором она еще не полностью пришла в соприкосновение со всеми поверхностями объекта 2. Однако в этом состоянии уже была создана разность давлений между областями пленки и передаточной формы 3 и пленки 1 и объекта 2 таким образом, что пленка 1 отсоединяется от передаточной формы 3 и движется в направлении объекта 2. При этом предусмотренный в выемке 4 передаточной формы 3 избыток пленки как раз должен накладываться в направлении углубления (вогнутый контур) 5 объекта 2.
На правом изображении фиг.2 виден теперь результат предлагаемого изобретением способа, при котором в углублении (вогнутый контур) 5 объекта 2 не возникает затянутых пленкой поверхностей. Более того, пленка 1 прилегает полностью во всех образованных объектом 2 поверхностях.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕЛО ВАКУУМНОЙ ИЗОЛЯЦИИ | 2015 |
|
RU2674062C1 |
| ТЕМПЕРИРУЕМАЯ ЕМКОСТЬ | 2015 |
|
RU2686362C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНОГО И/ИЛИ МОРОЗИЛЬНОГО АППАРАТА | 2015 |
|
RU2699708C2 |
| ТЕЛО ВАКУУМНОЙ ИЗОЛЯЦИИ | 2015 |
|
RU2673164C1 |
| ВАКУУМ-ПЛОТНЫЙ ВВОД ЧЕРЕЗ ПЛЕНКУ | 2016 |
|
RU2671083C1 |
| ТЕЛО ВАКУУМНОЙ ИЗОЛЯЦИИ С ТЕРМОЭЛЕКТРИЧЕСКИМ ЭЛЕМЕНТОМ | 2015 |
|
RU2666718C2 |
| ТЕПЛОИЗОЛИРОВАННЫЙ СОСУД | 2015 |
|
RU2680453C2 |
| ТЕЛО ВАКУУМНОЙ ИЗОЛЯЦИИ | 2017 |
|
RU2727433C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ОХЛАЖДАЕМЫЙ ИЛИ НАГРЕВАЕМЫЙ СОСУД | 2015 |
|
RU2691880C2 |
| ХОЛОДИЛЬНОЕ И/ИЛИ МОРОЗИЛЬНОЕ УСТРОЙСТВО | 2015 |
|
RU2690292C2 |
Изобретение касается способа нанесения пленки на объект. Способ нанесения пленки на объект включает в себя следующие шаги: наложение и позиционирование пленки на передаточной форме, ввод фолируемого объекта в передаточную форму, на которую наложена наносимая пленка, или ввод передаточной формы, на которую наложена наносимая пленка, в фолируемый объект, так чтобы пленка находилась между объектом и передаточной формой, подача пониженного давления в область между объектом и пленкой и/или подача повышенного давления в область между передаточной формой и пленкой, чтобы пленка перешла с передаточной формы на объект, причем передаточная форма на фолируемой поверхности объекта, которая имеет возвышение и/или углубление, имеет противоположное ему углубление, и перед переносом пленки на объект объект ориентируют относительно передаточной формы так, чтобы данные соответствующие пары из возвышения и/или углубления объекта и углубления передаточной формы были ориентированы друг к другу. Также теплоизолированная емкость. Технический результат – увеличение термоизоляции. 3 н. 7 з.п. ф-лы, 3 ил.
1. Способ нанесения пленки на объект,
включающий в себя следующие шаги:
наложение и позиционирование пленки на передаточной форме,
ввод фолируемого объекта в передаточную форму, на которую наложена наносимая пленка, или ввод передаточной формы, на которую наложена наносимая пленка, в фолируемый объект, так чтобы пленка находилась между объектом и передаточной формой,
подача пониженного давления в область между объектом и пленкой и/или подача повышенного давления в область между передаточной формой и пленкой, чтобы пленка перешла с передаточной формы на объект,
причем передаточная форма на фолируемой поверхности объекта, которая имеет возвышение и/или углубление, имеет противоположное ему углубление, и перед переносом пленки на объект объект ориентируют относительно передаточной формы так, чтобы данные соответствующие пары из возвышения и/или углубления объекта и углубления передаточной формы были ориентированы друг к другу.
2. Способ по п. 1, отличающийся тем, что для наложения и позиционирования пленки на передаточную форму между пленкой и передаточной формой создают пониженное давление между пленкой и передаточной формой.
3. Способ по одному из предыдущих пунктов, отличающийся тем, что фолируемый объект перед переносом пленки на объект частично или полностью на своих фолируемых поверхностях снабжают клейким слоем, и/или прилегающую к объекту сторону пленки перед переносом пленки на объект частично или полностью на своих накладывающихся на объект поверхностях снабжают клейким слоем.
4. Способ по одному из предыдущих пунктов, отличающийся тем, что пленка для нанесения на объект имеет чехлообразную основную структуру и предпочтительно представляет собой высокобарьерную пленку.
5. Способ по одному из предыдущих пунктов, отличающийся тем, что пленка для нанесения на объект больше, чем фолируемые поверхности объекта.
6. Способ по одному из предыдущих пунктов, отличающийся тем, что передаточная форма может полностью вмещать фолируемый объект в отверстие, или фолируемый объект может полностью вмещать передаточную форму в отверстие.
7. Способ по одному из предыдущих пунктов, отличающийся тем, что фолируемый объект представляет собой внутренний резервуар теплоизолированной емкости и предпочтительно внутренний резервуар холодильного и/или морозильного устройства.
8. Вакуумный изоляционный элемент, имеющий пленку, предпочтительно высокобарьерную пленку, которая была нанесена на фолируемый объект способом по любому из пп. 1-7.
9. Вакуумный изоляционный элемент по п. 8, включающий в себя порошковую засыпку в качестве сердцевинного материала, которая диффузионно-непроницаемо покрыта оболочкой из пленки, при этом пленка имеет складки, вдающиеся в направлении сердцевинного материала.
10. Теплоизолированная емкость, предпочтительно холодильное и/или морозильное устройство, имеющее по меньшей мере один корпус и по меньшей мере одно темперируемое и предпочтительно охлаждаемое внутреннее пространство, которое окружено этим корпусом, а также имеющее по меньшей мере один закрывающий элемент, посредством которого может закрываться это темперируемое и предпочтительно охлаждаемое внутреннее пространство, при этом между темперируемым и предпочтительно охлаждаемым внутренним пространством и наружной стенкой емкости или, соответственно, устройства находится по меньшей мере одно промежуточное пространство,
отличающаяся тем,
что в этом промежуточном пространстве расположен по меньшей мере один вакуумный изоляционный элемент по одному из пп. 8 или 9 и/или что в этом промежуточном пространстве расположен по меньшей мере один вакуумный изоляционный элемент, имеющий окруженную пленкой и наполненную сердцевинным материалом вакуумированную область, при этом по меньшей мере один участок пленки был нанесен на внутренний резервуар емкости или, соответственно, устройства способом по п. 7.
| US 20060243372 A1, 02.11.2006 | |||
| АНАЭРОБНЫЙ РЕАКТОР ЦИКЛИЧЕСКОГО ДЕЙСТВИЯ С ОДНОВРЕМЕННО ФУНКЦИОНИРУЮЩИМИ ФАЗАМИ | 2018 |
|
RU2765375C2 |
| Лункообразователь посадочной машины | 1986 |
|
SU1510747A1 |
| СПОСОБ НАНЕСЕНИЯ НА ПОВЕРХНОСТЬ ТВЕРДЫХ ТЕЛ ТОНКИХ ПЛЕНОК ИЗ ПОЛИТЕТРАФТОРЭТИЛЕНА С ВЫСОКОЙ ТЕРМОСТАБИЛЬНОСТЬЮ | 2004 |
|
RU2304588C2 |

