Изобретение относится к устройствам для подачи порошков тугоплавких металлов и может быть использовано в различных отраслях промышленности, где требуется прецизионная подача порошков.
Применение геликоидальных оболочек в качестве транспортных устройств известно со времен Архимеда и широко применяется для перемещения порошкообразных и насыпных грузов. Достоинства и недостатки шнековых транспортных устройств подробно рассмотрены в работах разных авторов [А.О. Спиваковский, В.К. Дьячков // Транспортирующие машины - М. Машиностроение. - 1983]. В зависимости от сопутствующих перемещению груза технологических задач (например, перемешивание) винт шнековых транспортных устройств может быть сплошным, ленточным, лопастным или фасонной формы. Простота устройства, герметичность и небольшие габаритные размеры, сделали шнековые транспортные устройства незаменимыми в промышленном применении. Несмотря на ряд трудностей при расчетах и проектировании шнековой подачи порошков [В.А. Керженцев, Н.В. Перова //Научный вестник НГТУ. - 2015. - Т. 61 - №4 - С. 48-62], некоторые проблемы (эффективность загрузочного отверстия, уплотнение порошка при перемещении др.) удается избегать или минимизировать за счет оригинальных конструкторских решений. Особенно стоить отметить такие параметры как высокий удельный расход энергии, истирание и измельчение груза, повышенный износ винта и корпуса шнека, а в случае фасовки порошков недостатком устройства является низкая точность дозирования и проблемы с обеспечением стабильной работы, вследствие сложности конструкции дозатора. Таким образом, разработка и проектирование шнековых дозаторов порошков является актуальной задачей.
Известно устройство для подачи сыпучего материала из одного аппарата в другой при наличии перепада давления между аппаратами, состоящее из шнека с герметизирующей камерой [М.С. Петров, Э.И. Гольмшток, Р.М. Салихов и др.// Патент РФ №2392044 от 20.06.2010] - аналог. Для устранения изгибающего момента на конце консольного винта шнека, а также для перехода работы шнека от режима «на выработку» к режиму «со слоем»,авторы предложили последние два-три витка шнека выполнять либо двухзаходными, либо с постепенным уменьшением шага винта до 0,6-0,7 от исходного. Недостатком описанного устройства является то, что сыпучий продукт по своей природе не является вакуум-плотной средой, а его чрезмерное уплотнение для герметизации камеры приводит к заклиниваю шнека. Практическая реализация данного технического решения для дозирования порошков тугоплавких металлов привела к быстрому износу отдельных элементов устройства, вследствие забивания шнекового дозатора, комкованию порошка из-за формирования пробок и, в итоге, заклиниваю шнека. Устройство не пригодно для прецизионной подачи порошков тугоплавких металлов.
Известен дозатор шнековый для сыпучих материалов [Ю.А. Отдельное, А.В. Листопад// Патент РФ №132785 от 27.09.2013] - аналог. Авторы своим техническим решением стремились гармонично совместить в одном устройстве эффективность загрузочного отверстия, отсутствие уплотнения порошка при перемещении, производительность и энергоэффективность транспортирования сыпучих материалов. Точного дозирования порошка авторы добиваются уменьшением диаметра разгрузочного патрубка. Однако такое оригинальное решение как конусный шнек и наличие согласующих вырезов на винтовой лопасти, глубина и количество которых должна меняться в зависимости от природы транспортируемого материала (его сыпучести, дисперсности и др.) приводит к тому, что реализация на практике такого дозатора в качестве универсального устройства для промышленного применения попросту невозможна. Основной причиной отказа конусного шнека в работе является его заклинивание, так как невозможно рассчитать теоретически и согласовать на практике для каждого сыпучего материала скорость вращения шнека, количество и глубину вырезов с разными диаметрами шнека у загрузочного отверстия и разгрузочного патрубка. Для точного дозирования порошков тугоплавких металлов такое устройство не пригодно.
Известен шнековый дозатор для сыпучих материалов [К.И. Колышкин, Б.С. Белицкий, Б.В. Евсеев и др. // Патент РФ №103096 от 27.03.2011] - прототип. В основе устройства лежит шнековый дозатор, дополнительно снабженный пневмо-импульсным устройством (ворошителем), закрепленным на крышке загрузочного бункера. В момент кратковременного выброса воздуха сыпучий продукт приобретает свойство «псевдотекучести» и свободно «затекает» в межвитковую полость шнека, заполняя пустоты между его лопастями. Далее дозируемый продукт попадает в выходной патрубок на запирающую тарелку, закрепленную на валу шнека и под действием центробежной силы через приемную воронку высыпается в упаковочную тару. Однако, при детальном рассмотрении этапов работы прототипа выявляется ряд существенных недостатков, перечисленных ниже. Контроль уровня продукта в загрузочном бункере осуществляется датчиком уровня материала, при этом уровень продукта поддерживается постоянным. Таким образом, для нормальной работы прототипа требуется дополнительное дозирующее устройство, обеспечивающее постоянный уровень продукта, причем по своим характеристикам по точности дозирования дополнительное дозирующее устройство не должно быть хуже прототипа, что существенно усложняет всю технологическую цепочку. Другим недостатком прототипа является то обстоятельство, что в перерывах между пневмоимпульсами межвитковое пространство шнека заполняется сыпучим продуктом не так равномерно, как в условиях «псевдотекучести». Кроме того, сгенерированная пневмоимпульсом ударная волна через выходной патрубок и запирающую тарелку бесконтрольно выдувает сыпучий продукт в упаковочную тару. Точность дозирования как в моменты пневмоимпульса, так и в перерывах между ними грубо нарушается. Прецизионное дозирование порошков тугоплавких металлов таким устройством невозможно.
Задачей настоящего изобретения является разработка шнекового дозатора порошков тугоплавких металлов для применения в установках прецизионной сварки тонколистовых металлов и изготовления деталей сложной геометрической формы электрической дугой в атмосфере защитных газов.
Технический результат достигается за счет того, что шнековый дозатор порошков тугоплавких металлов, состоит из загрузочного бункера конической формы, корпуса шнека, выполненного в виде полой трубы, и установленного в нем шнека, а прецизионная подача порошков в технологическую зону осуществляется через промежуточную камеру-ресивер, расположенную под углом к корпусу шнека и снабженную спиральным транспортером, осуществляющим подготовку порошков и передающим вращение шнеку малого диаметра, выполняющему роль дозатора порошков, причем скорости вращения шнеков и спирального транспортера осуществляются от разных приводов и синхронизированы, а рабочие поверхности шнекового дозатора, выполненные из закаленной конструкционной стали были подвергнуты электрохимической полировке.
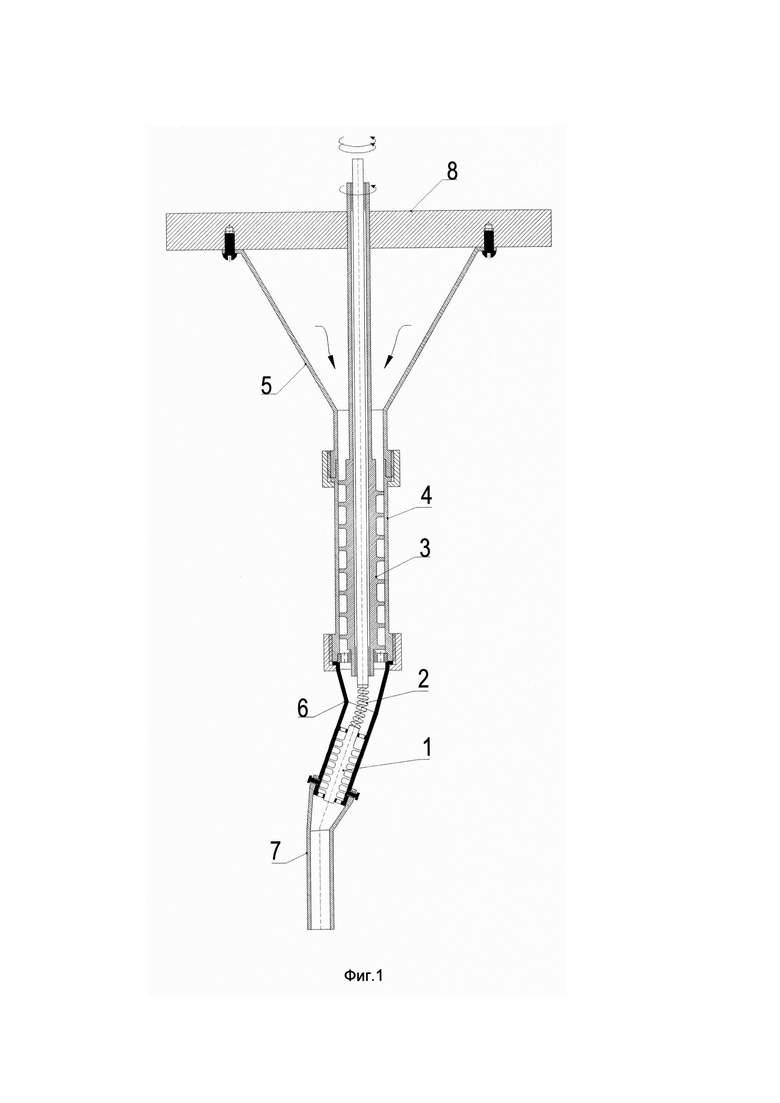
На фиг. 1 представлен чертеж шнекового дозатора порошков тугоплавких металлов. Цифрами обозначены:(1) - шнек малого диаметра; (2) - спиральный транспортер; (3) - шнек; (4) - корпус шнека; (5) - загрузочный бункер; (6) - камера-ресивер; (7) - приемная воронка; (8) - крышка.
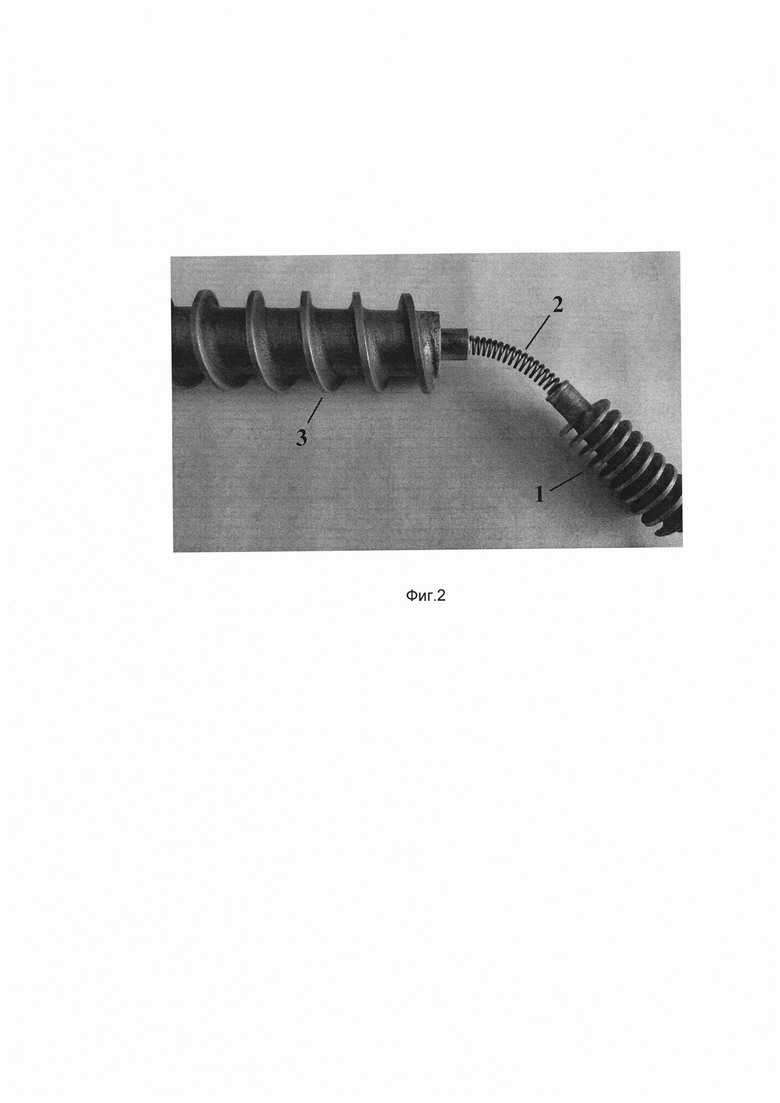
На фиг. 2 представлен шнек 3, спиральный транспортер 2 и шнек малого диаметра 1.
Устройство работает следующим образом: порошок тугоплавкого металла засыпают в загрузочный бункер (5), который закрывают крышкой (8); вращением шнека (3) порошок подается в камеру-ресивер (6), где с помощью спирального транспортера (2) порошок, подвергаясь дополнительному ворошению для устранения комкования и равномерного распределения, подается в шнек малого диаметра (1), который благодаря малому шагу винта и малому диаметру осуществляет контролируемую прецизионную подачу порошка через приемную воронку (7) в технологическую зону.
Многие материалы, в том числе порошки тугоплавких металлов, склонны к сводообразованию, с последующим затвердеванием на стенках бункера, корпуса шнека и других рабочих поверхностях дозатора. Для предотвращения этого необходимо, чтобы материал нигде не накапливался и находился в постоянном движении. Для облегчения подачи порошка к шнеку и для малого сопротивления движению порошка рабочие поверхности дозатора были выполнены из закаленной конструкционной стали с последующей электрохимической полировкой поверхности. Твердость молибдена равна 125 НВ; твердость вольфрама - 350 НВ; твердость закаленной стали 40Х - 552 НВ [В.И. Анурьев / Справочник конструктора-машиностроителя // М. - Машиностроение. - 2006.]. Из приведенных данных следует, что рабочие поверхности дозатора не подвержены абразивному износу порошком тугоплавкого металла и не оказывают сопротивления движению порошка. Стоит отметить, что отсутствие ворошителя в загрузочном бункере значительно упрощает конструкцию дозатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШНЕКОВЫЙ ДОЗАТОР | 2004 |
|
RU2259313C1 |
| Шнековый дозатор твёрдых минеральных удобрений | 2020 |
|
RU2742563C1 |
| ШНЕКОВЫЙ ТРАНСПОРТЕР | 2006 |
|
RU2340531C2 |
| Шнековый дозатор сухих сыпучих компонентов | 2023 |
|
RU2813794C1 |
| СПИРАЛЬНЫЙ ПИТАТЕЛЬ-ДОЗАТОР | 1991 |
|
RU2012527C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОРАЩИВАНИЯ И ВВЕДЕНИЯ В КОМБИКОРМ ПРОРОЩЕННОГО ЗЕРНА | 2014 |
|
RU2558219C1 |
| ПИТАТЕЛЬ-ДОЗАТОР СЫПУЧИХ МАТЕРИАЛОВ | 2013 |
|
RU2545303C1 |
| Дозатор твёрдых минеральных удобрений | 2022 |
|
RU2780210C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕШИВАНИЯ СУХИХ КОРМОВ И ВНЕСЕНИЯ ДОБАВОК | 2009 |
|
RU2422054C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПОДГОТОВКИ К СКАРМЛИВАНИЮ ПРОРОЩЕННОГО ЗЕРНА | 2012 |
|
RU2493697C1 |
Изобретение относится к устройствам для подачи порошков тугоплавких металлов и может быть использовано в различных отраслях промышленности, где требуется прецизионная подача порошков. Задачей настоящего изобретения является разработка шнекового дозатора порошков тугоплавких металлов для применения в установках прецизионной сварки тонколистовых металлов и изготовления деталей сложной геометрической формы электрической дугой в атмосфере защитных газов. Шнековый дозатор порошков тугоплавких металлов состоит из загрузочного бункера конической формы, корпуса шнека, выполненного в виде полой трубы, и установленного в нем шнека, а прецизионная подача порошков в технологическую зону осуществляется через промежуточную камеру, расположенную под углом к корпусу шнека и снабженную спиральным транспортером. Спиральный транспортер передает вращение шнеку малого диаметра, выполняющему роль дозатора порошков. Скорости вращения шнеков и спирального транспортера осуществляются от разных приводов и синхронизированы. Внутренняя поверхность загрузочного бункера, корпуса шнека и спирального транспортера выполнены из закаленной конструкционной стали и подвергнуты электрохимической полировке. 2 ил.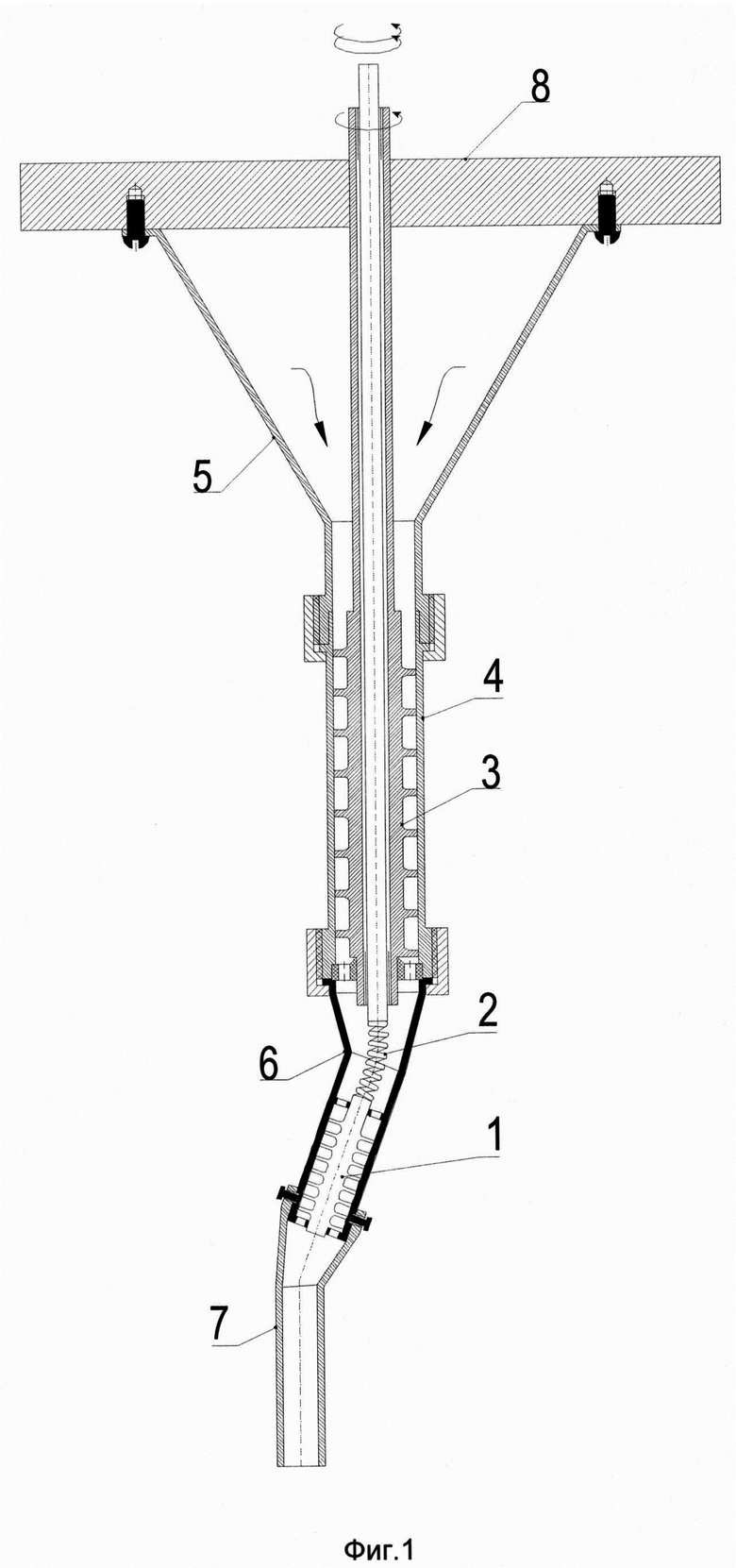
Шнековый дозатор порошков тугоплавких металлов, содержащий загрузочный бункер конической формы, корпус шнека, выполненный в виде полой трубы, и установленный в нем шнек, отличающийся тем, что он снабжен промежуточной камерой, расположенной под углом к корпусу упомянутого шнека и снабженной спиральным транспортером, передающим вращение шнеку малого диаметра, выполняющему функцию дозатора для прецизионной подачи порошков в технологическую зону, при этом первый шнек и спиральный транспортер связаны с разными приводами с возможностью синхронизации их скоростей вращения, а рабочие поверхности шнекового дозатора выполнены из электрохимически отполированной закаленной конструкционной стали.
| Способ автоматического управления работой механизмов по заданной программе | 1954 |
|
SU103096A1 |
| Шнековый дозатор для подачи порошковых материалов | 1975 |
|
SU532557A1 |
| Дозатор для магнитной семеочистительной машины | 1990 |
|
SU1771555A1 |
| Клещи для затяжки хомутов дюритовых соединений труб | 1960 |
|
SU134634A1 |
| УЛУЧШЕННЫЙ МЕХАНИЗМ НАЗНАЧЕНИЯ РАДИОРЕСУРСОВ | 2007 |
|
RU2415516C2 |

