Уровень техники
[0001] Аддитивные технологические процессы (или 3D-печать) включают в себя наслоение последовательных слоев материала для создания трехмерного объекта. Например, при помощи струйных печатающих головок для нанесения фотополимеров для формирования объекта. Однако большинство существующих печатающих головок имеют верхний предел вязкости материалов, которые могут быть выдавлены, 10-20 сантипуаз (сп) (Па·c). Несмотря на то, что другие аддитивные технологические приемы, такие как моделирование методом наплавления (FDM) или избирательное лазерное спекание (SLS), могут использовать очень вязкие материалы, тем не менее, они не могут обеспечить композиты из множества материалов или смешивание наносимых материалов, как может быть сделано с впрыскиваемыми материалами. Следовательно, существует потребность в аддитивных технологических процессах, которые могут создавать композитные структуры с множеством материалов или многоцветные композитные структуры с использованием высоковязких материалов.
Сущность изобретения
[0002] Данное описание предназначено для представления упрощенного краткого изложения некоторых аспектов одного или более вариантов реализации настоящего изобретения. Указанное описание не является широким обзором, а также не предназначено для определения ключевых или важных элементов представленных идей или для определения объема настоящего изобретения. Скорее, его цель состоит просто в представлении одного или более принципов в упрощенной форме в качестве вводной части к представленному ниже подробному описанию.
[0003] Дополнительные цели и преимущества станут более очевидными при рассмотрении чертежей, подробного описания и формулы изобретения.
[0004] Предшествующие и/или другие аспекты и полезные свойства, воплощенные в настоящем изобретении, могут быть достигнуты путем обеспечения печатающей головки с подвижными иглами, содержащей множество отверстий, через которые выдавливается материал; по меньшей мере одну камеру для хранения выдавливаемого материала; множество каналов, соединяющих камеру с отверстиями; и множество подвижных игл, входящих в отверстия и выдавливающих материал из отверстий, причем печатающая головка выполнена с возможностью выдавливания материала с вязкостью 10000 сантипуаз (сП) (Па·c) или более при повышенной температуре.
[0005] В другом варианте реализации, в первом, открытом положении, каждая из подвижных игл обеспечивает возможность прохода материала в отверстие, и при этом во втором, закрытом положении каждая из подвижных игл блокирует материал в канале от входа в соответствующее отверстие, одновременно проходя в отверстие и выдавливая материал.
[0006] В другом варианте реализации продолжительность времени нахождения каждой из подвижных игл в первом, открытом положении определяет объем выдавливаемого материала.
[0007] В другом варианте реализации каждое отверстие выполнено с возможностью выпускания капли материала с диаметром от 100 мкм до 300 мкм.
[0008] В другом варианте реализации, в закрытом положении, каждая из подвижных игл выступает за плоскость, определяющую наружную поверхность отверстия.
[0009] В другом варианте реализации печатающая головка с подвижными иглами дополнительно содержит множество камер для игл для направления перемещения подвижных игл.
[0010] В другом варианте реализации печатающая головка с подвижными иглами дополнительно содержит множество приводных модулей для перемещения подвижных игл.
[0011] В другом варианте реализации приводные модули содержат одно из электромагнитного привода и пьезоэлектрического привода.
[0012] В другом варианте реализации материал является техническим полимером с вязкостью 50000 сП или более при температуре 200°C.
[0013] В другом варианте реализации по меньшей мере одна камера выполнена с возможностью хранения материала под давлением.
[0014] В другом варианте реализации по меньшей мере одна камера выполнена с возможностью удерживания материала при давлении от 50 фунтов на квадратный дюйм (344,7 КПа) до 150 фунтов на квадратный дюйм (1034,2 КПа).
[0015] В другом варианте реализации по меньшей мере одна камера выполнена с возможностью удерживания материала при повышенной температуре, равной 100°C или более.
[0016] В другом варианте реализации по меньшей мере одна камера содержит множество камер, каждый из которых соединена со множеством отверстий, и при этом каждая из множества камер обеспечивает материал каждому из множества отверстий.
[0017] В другом варианте реализации указанное множество камер содержит множество различных материалов, причем каждая камера предоставляет материал множеству отверстий.
[0018] В другом варианте реализации приводные модули разнесены от камеры, отверстий и материала для обеспечения возможности нагревания камеры, отверстий и материала до температуры, которая выше, чем температура приводных модулей.
[0019] В другом варианте реализации указанное множество игл включает металлическую проволоку.
[0020] В другом варианте реализации указанное множество игл покрыто покрытием с низкими адгезивными свойствами для облегчения отделения выдавливаемого материала от кончика игл.
[0021] В другом варианте реализации множество подвижных игл имеет ступенчатую конфигурацию, и камеры для игл выполнены с возможностью взаимодействия со ступенчатой конфигурацией подвижных игл для остановки перемещения подвижных игл.
[0022] В другом варианте реализации множество подвижных игл имеет ступенчатую конфигурацию, и камеры для игл выполнены с возможностью взаимодействия со ступенчатой конфигурацией подвижных игл для обеспечения уплотнения.
[0023] В другом варианте реализации приводной модуль содержит множество приводных модулей, и отверстие содержит множество отверстий, каждое отверстие соединено с приводным модулем, и множество приводов разнесено от друг друга на расстоянии, которое больше, чем расстояние между их связанными отверстиями.
[0024] В другом варианте реализации распределением временных интервалов работы для каждой подвижной иглы управляют таким образом, чтобы капли, выдавливаемые каждой подвижной иглой, имели сообразный размер.
[0025] В другом варианте реализации продолжительностью времени расположения подвижной иглы в первом, открытом положении управляют таким образом, чтобы размер выдавливаемых капель можно было изменить.
[0026] В другом варианте реализации указанная печатающая головка расположена на определенном расстоянии от поверхности, принимающей выдавленный материал, таким образом, что вытолкнутый материал находится в воздухе при перемещении от указанных отверстий до указанной принимающей поверхности.
[0027] В другом варианте реализации указанная печатающая головка расположена близко к поверхности, принимающей выдавленный материал, таким образом, что иглы переносят указанный выдавленный материал к указанной принимающей поверхности.
[0028] В другом варианте реализации указанные приводы приводят в движение множество игл через одно из плеча рычага или изгиба, который усиливает движение указанных приводов.
Краткое описание чертежей
[0029] Прилагаемые чертежи, которые приложены к настоящему описанию и составляют его часть, изображают варианты реализации представленных идей. Эти и/или другие аспекты и преимущества в вариантах реализации настоящего изобретения станут очевидными и легко понимаемыми из представленного ниже описания различных вариантов реализации, изложенного в сочетании с прилагаемыми чертежами, на которых:
[0030] фиг. 1 показывает печатающую головку с подвижными иглами согласно одному варианту реализации;
[0031] фиг. 2 показывает печатающую головку с подвижными иглами согласно одному варианту реализации;
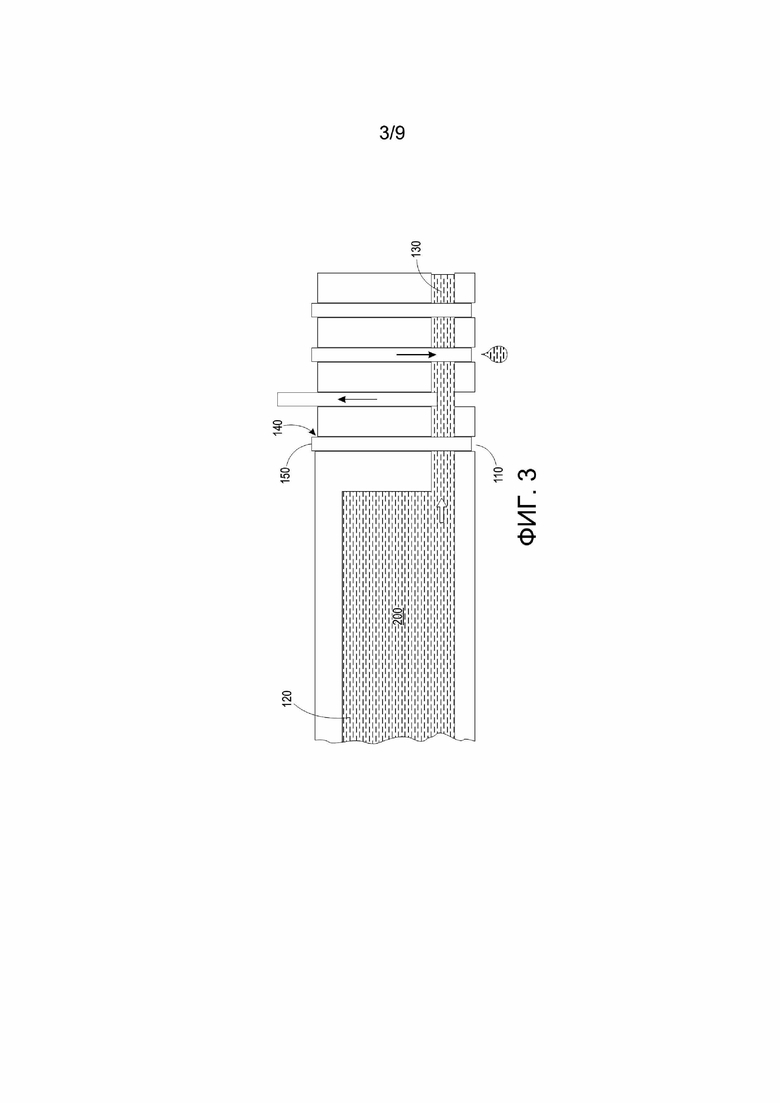
[0032] фиг. 3 показывает печатающую головку с подвижными иглами согласно одному варианту реализации;
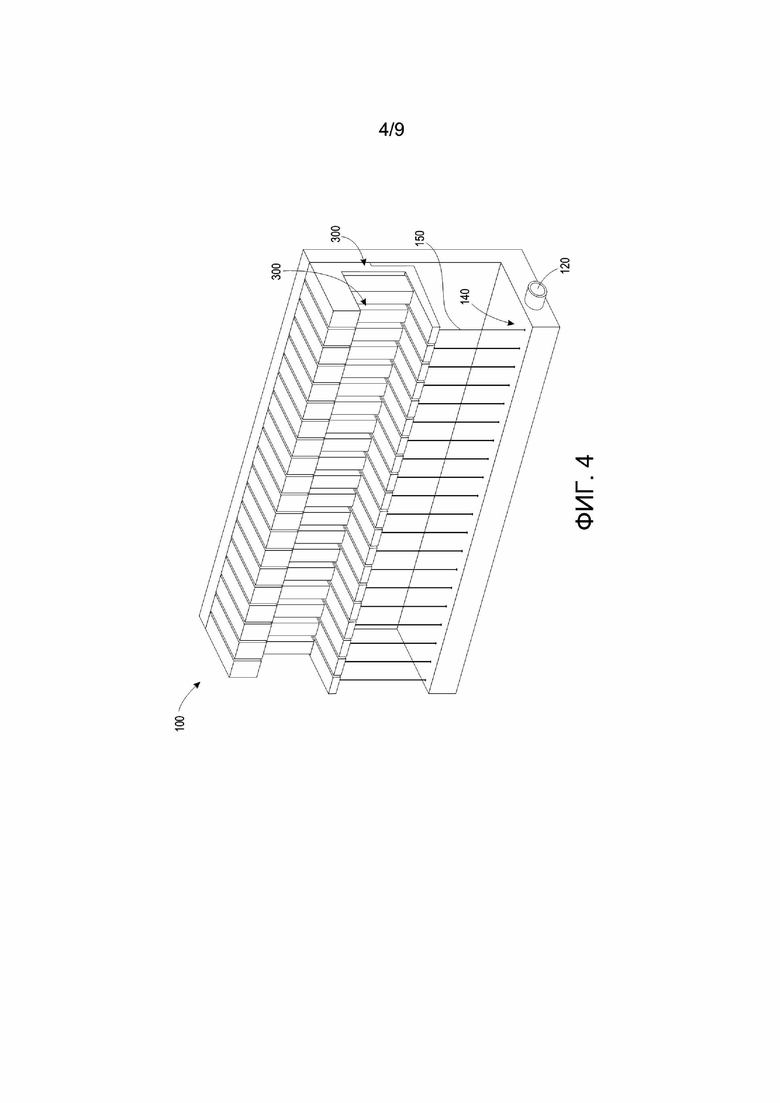
[0033] фиг. 4 показывает игольчатую печатающую головку с приводным модулем согласно одному варианту реализации;
[0034] фиг. 5А показывает приводной модуль согласно одному варианту реализации;
[0035] фиг. 5B показывает приводной модуль согласно одному варианту реализации;
[0036] фиг. 6 показывает массив печатающих головок с подвижными иглами согласно одному варианту реализации;
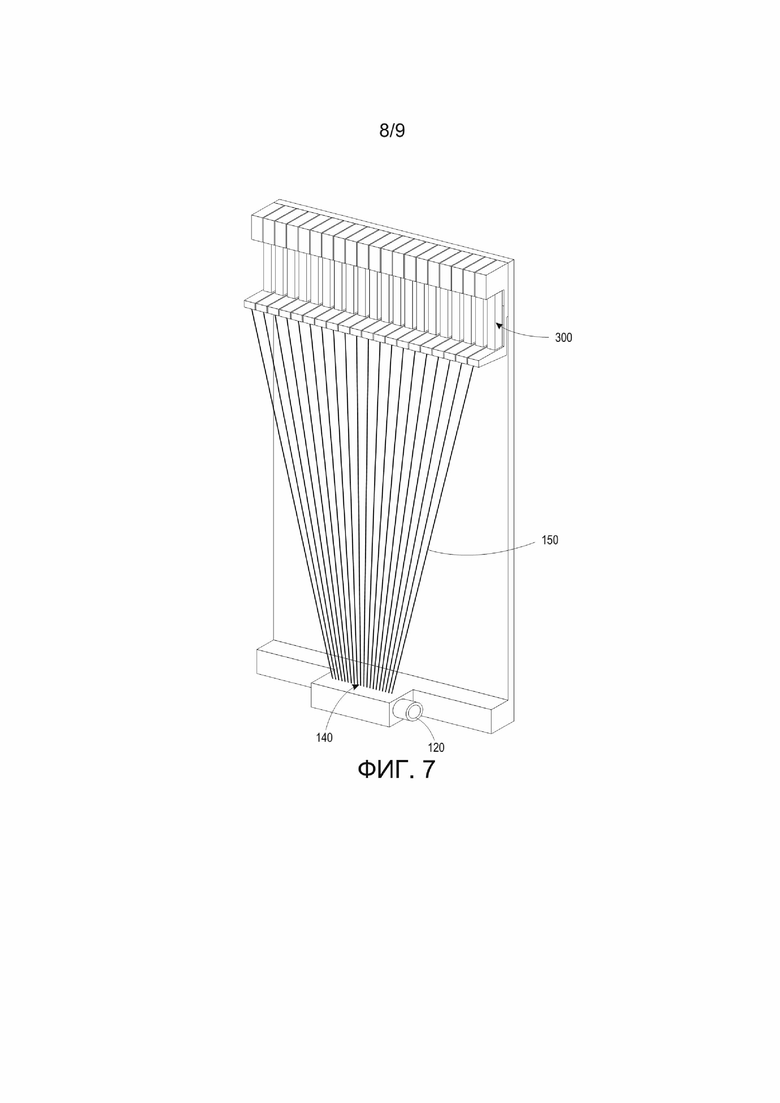
[0037] фиг. 7 показывает игольчатая подвижная печатающая головка с приводным модулем согласно одному варианту реализации; и
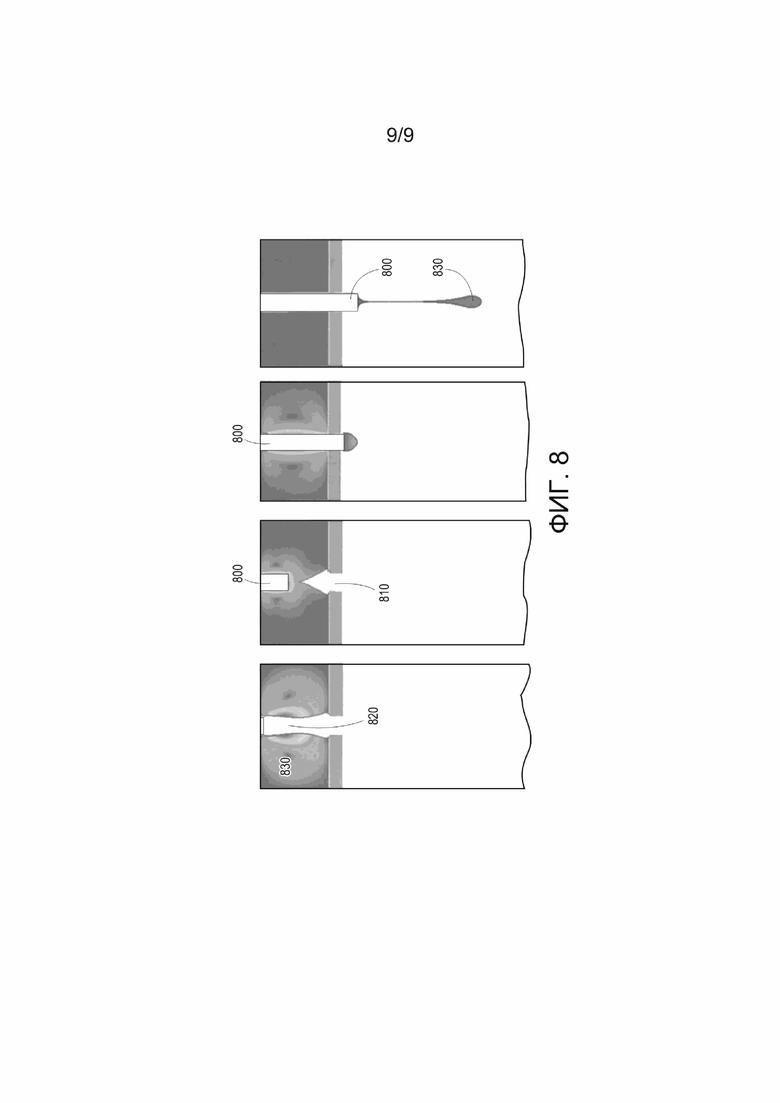
[0038] фиг. 8 показывает модель выдавливания материала согласно одному варианту реализации.
[0039] Следует отметить, что некоторые детали чертежей были упрощены и начерчены для облегчения понимания изложенных идей, а не для сохранения определённой структурной точности, детали и масштаба. Эти чертежи/фигуры предназначены для объяснения, а не ограничения настоящего изобретения.
Подробное описание
[0040] Далее будет дана подробная ссылка на различные варианты реализации в настоящем описании, примеры которых изображены на прилагаемых чертежах и фигурах. Варианты реализации представлены в приведенном ниже описании для обеспечения более полного понимания компонентов, процессов и устройств, раскрытых в настоящем описании. Любые представленные примеры предназначены для пояснения, а не ограничения настоящего изобретения. Однако для специалиста в данной области техники будет очевидно, что настоящее изобретение может быть осуществлено без этих конкретных деталей. В других случаях общеизвестные способы, процедуры, компоненты, схемы и сети не были подробно описаны во избежание ненужного затруднения понимания аспектов вариантов реализации.
[0041] Во всем описании и пунктах формулы изобретения представленные в приведенном ниже термины принимают значения, явно связанные с контекстом настоящего описания, если иное явно не оговорено в контексте. Фразы «в некоторых вариантах реализации» и «в варианте реализации» в контексте настоящего описания не обязательно относятся к одному и тому же варианту (вариантам) реализации, хотя такое возможно. Кроме того, фразы «в другом варианте реализации» и «в некоторых других вариантах реализации» в контексте настоящего описания не обязательно относятся к отличному варианту реализации, несмотря на то, что такое возможно. Согласно приведённому ниже описанию различные варианты реализации могут быть легко объединены, не отступая от объема или сущности настоящего изобретения.
[0042] В контексте настоящего описания термин «или» является охватывающим оператором и эквивалентен термину «и/или», если в контексте явно не указано иное. Термин «на основании» не является исключительным и допускает основание на дополнительных, не описанных факторах, если в контекст явно не указано иное. В описании перечисление «по меньшей мере одно из A, B, и C» охватывает варианты реализации, содержащие A, B или C, множество примеров A, B или C или комбинации A/B, A/C, B/C, A/B/B/B/B/C, A/B/C и т.д. Кроме того, в тексте всего описания значение артиклей «a», «an» и «the» охватывает множественные ссылки. Значение предлога «в» охватывает предлоги «в» и «на».
[0043] Также подразумевается, что, хотя термины «первый», «второй» и т.д. могут быть использованы в настоящем описании для описания различных элементов, тем не менее, эти элементы не должны быть ограничены этими терминами. Эти термины использованы только для разграничения одного элемента от другого. Например, первый объект или этап можно было назвать вторым объектом или этапом, и подобным образом второй объект или этап можно было назвать первым объектом или этапом, не отступая от объема настоящего изобретения. Первый объект или этап, и второй объект или этап, оба являются объектами или этапами, соответственно, но их нельзя считать одинаковым объектом или этапом. Кроме того, будет понятно, что термины «включает», «включающий», «содержит» и/или «содержащий» в контексте настоящего описания указывают на наличие свойств, целых чисел, этапов, операций, элементов и/или компонентов, но не исключают наличие или добавление одного или более других свойств, целых чисел, этапов, операций, элементов, компонентов и/или их групп. Кроме того, в настоящем описании термин «если» может быть истолкован как означающий «когда», или «при», или «в ответ на определение», или «в ответ на обнаружение», в зависимости от контекста.
[0044] Все физические свойства, которые заданы в приведенном ниже описании, измерены при температуре от 20° до 25° Цельсия, если не указано иное. Термин «комнатная температура» относится к температуре 25° Цельсия, если не указано иное.
[0045] При ссылке в настоящем описании на любой числовой диапазон значений предполагается, что такие диапазоны содержат каждое число и/или дробную часть между установленным минимумом и максимумом диапазона. Например, диапазон 0,5-6% однозначно будет охватывать все промежуточные значения 0,6%, 0,7% и 0,9%, все вплоть до и включая 5,95%, 5,97% и 5,99%. То же самое применимо к каждому другому числовому показателю и/или элементарному диапазону, изложенному в настоящем описании, если контекст явно не определяет иное.
[0046] Теперь внимание направлено на процедуры обработки, способы, методы и последовательности выполняемых действий, которые соответствуют некоторым вариантам реализации. Некоторые операции в процедурах, способах, техниках обработки и последовательностях выполняемых действий, раскрытых в настоящем описании, могут быть объединены, и/или порядок некоторых операций может быть изменен.
[0047] В одном варианте реализации печатающая головка с подвижными иглами выполнена с возможностью выдавливания высоковязкого материала для применения в аддитивной технологии.
[0048] Материал может содержать материалы с высокой вязкостью, такие как технические полимеры или фотополимеры. В других вариантах реализации материал 200 может содержать паяльную пасту, клеящие вещества, пищевые смеси и другие высоковязкие материалы. Например, материал, который подлежит выдавливанию, может содержать технический ABS-полимер с вязкостью 500000 сП или больше при температуре 230°C.
[0049] В других вариантах реализации печатающая головка с подвижными иглами может выдавливать материалы с высокой вязкостью при повышенной температуре. Например, материал, который подлежит выдавливанию при повышенной температуре, может иметь вязкость 10000 сП или больше, или 50000 сП или больше. В другом варианте реализации материал может иметь вязкость 500000 сП или больше.
[0050] На фиг. 1 изображена печатающая головка с подвижными иглами согласно одному варианту реализации. Согласно фиг. 1 печатающая головка с подвижными иглами может содержать отверстие 110, камеру 120, канал 130, камеру 140 иглы и подвижную иглу 150.
[0051] Отверстие 110 может быть определено в корпусе печатающей головки 100, и печатающая головка 100 может содержать одно или более отверстий 110. В других вариантах реализации печатающая головка 100 может содержать измерительную диафрагму, определяющую одно или более отверстий 110. В некоторых вариантах реализации отверстия разнесены на 1 мм друг от друга. Отверстие 110 может иметь диаметр от 50 до 800 микрон (мкм). В другом варианте реализации отверстие 110 может иметь диаметр от 125 до 500 микрон или от 150 до 300 микрон.
[0052] Диаметр и глубина отверстия 110 могут быть определены согласно выдавливаемым материалам 200. Например, отверстие 110 может быть выполнено с возможностью выпускания капли материала 200 с диаметром около 200 мкм. В одном варианте реализации отверстие 110 может быть выполнено с возможностью выпускания капли материала 200 с диаметром от 100 мкм до 300 мкм. В другом варианте реализации отверстие 110 может быть выполнено с возможностью выпускания капли материала 200 с диаметром 50 мкм или больше.
[0053] Камера 120 может быть определена в пределах корпуса печатающей головки, и печатающая головка 100 может содержать одну или более камер 120. Например, печатающая головка 100 может содержать одну или более камер 120 для содержания различных типов материалов 200, и печатающая головка 100 может быть выполнена с возможностью смешивания различных типов материалов 200 во время выдавливания/печати материала 200 через отверстия 110. Например, при печати объекта печатающая головка 100 может выдавливать капли материала 200, чередующиеся с каплями другого материала 200. В некоторых вариантах реализации объект, создаваемый из различных материалов 200, может иметь механические или оптические свойства, которые являются промежуточными или средними для по меньшей мере двух используемых материалов 200. В одном варианте реализации камера 120 выполнена с возможностью содержания одного выпускаемого материала 200. В другом варианте реализации множество камер 120 содержат множество материалов 200 для выдавливания.
[0054] Печатающая головка 100 может быть выполнена с возможностью содержания материалов 200 различных цветов и смешивания цветов материалов 200, выдавливаемых из отверстий 110 для корректировки цвета конечного трехмерного напечатанного изделия. Подобным образом печатающая головка 100 может быть выполнена с возможностью содержания материалов 200, имеющих различные свойства, и объединения материалов 200 при выдавливании их из отверстий 110 для корректировки конечных свойств трехмерного напечатанного изделия.
[0055] Материал 200 может содержаться под давлением для облегчения выдавливания материала 200. Например, камера 120 может быть выполнена с возможностью содержания материала 200, который должен быть выдавлен, под давлением для облегчения движения материала 200 к отверстию 110. В некоторых вариантах реализации давление 100 фунтов на квадратный дюйм (689,5 КПа) должно обеспечить возможность протекания материала 200 с вязкостью 100000 сП через канал 130 и в отверстие 110 для поддержания частоты выпуска материала порядка 1000 Гц. В других вариантах реализации давление, прикладываемое к материалу 200 в камере 120, может быть скорректировано согласно вязкости материала 200, желаемой частоте выпуска материала и/или размерам компонентов печатающей головки 100, включая отверстия 110 и/или канал 130. В одном варианте реализации печатающая головка 100 выполнена с возможностью содержания материала 200 при давлении от 50 фунтов на квадратный дюйм (344,7 КПа) до 150 фунтов на квадратный дюйм (1034,2 КПа). В другом варианте реализации печатающая головка 100 выполнена с возможностью содержания материала 200 при давлении по меньшей мере 25 фунтов на квадратный дюйм (172,4 КПа).
[0056] Материал 200 может содержаться при повышенной температуре для облегчения выдавливания материала 200. Например, камера 120 может быть выполнена с возможностью содержания материала 200 при температуре 100°C или больше для облегчения движения материала 200 к отверстию 110. В другом варианте реализации печатающая головка 100 может быть выполнена с возможностью нагрева материала до 200°C или больше или до 300°C или больше.
[0057] Канал 130 может быть определен в корпусе печатающей головки 100, и печатающая головка 100 может содержать один или более каналов 130. В одном варианте реализации канал 130 выполнен с возможностью направления выдавливаемого материала 200 в отверстие 110. Размеры канала 130 могут быть скорректированы согласно характеристикам материала 200, который подлежит выдавливанию.
[0058] Несмотря на то, что на фиг. 1 изображена конфигурацию печатающей головки согласно одному варианту реализации, те не менее, возможны также другие конфигурации печатающей головки 100. Например, на фиг. 2-3 изображены другие возможные конфигурации печатающей головки 100. Согласно фиг. 2 печатающая головка 100 может быть сформирована с одной камерой 120, обеспечивающей материал 200 множеству отверстий 110 через отдельные каналы 130. В качестве альтернативного варианта реализации, согласно изображению на фиг. 3, печатающая головка 100 может быть сформирована с единственной камерой 120, обеспечивающей материал 200 множеству отверстий 110 через единственный канал 130. Вариант реализации, представленный на фиг. 2, может снизить гидравлическое сопротивление материала 200 в каналах 130 или может минимизировать потерю давления материала 200 в канале 130, и может обеспечить большую скорость потока для материалов 200, имеющих очень высокую вязкость.
[0059] В некоторых вариантах реализации каждое отверстие 110 имеет соответствующую подвижную иглу 150 для выдавливания материала в отверстии 110, и каждая подвижная игла 150 может перемещаться в камере 140 для иглы, выполненной с возможностью направления перемещения подвижной иглы 150.
[0060] Камера 140 для иглы может быть определена в корпусе печатающей головки 100, и печатающая головка 100 может содержать одну или более камер 140 для игл. В одном варианте реализации камера 140 для иглы выполнена с возможностью направления подвижной иглы 150 в отверстие 110. В других вариантах реализации камера 140 для иглы направляет подвижную иглу 150 по меньшей мере через часть канала 130 и в отверстие 110. Согласно фиг. 1 камера 140 для иглы может иметь ступенчатую конфигурацию для соответствия ступенчатой конфигурации подвижной иглы для ограничения перемещения подвижной иглы 150 и для обеспечения уплотнения 145 в некотором месте в камере 140 для иглы. В другом варианте реализации уплотнение 145 может быть обеспечено допусками диаметров между камерой 140 для иглы и подвижной иглой 150. Например, согласно фиг. 2-3 зазор между камерой 140 для иглы и подвижной иглой 150 может быть выбран для обеспечения свободного перемещения подвижной иглы 150, одновременно предотвращая прохождение высоковязкого материала 200 в камеру 140 для иглы.
[0061] Подвижная игла 150 может перемещаться в пределах камеры 140 для иглы и отверстия 110. Например, подвижная игла 150 может быть перемещена посредством электромагнитов, пьезоэлектрических устройств или других приводных механизмов. Подвижная игла 150 может быть выполнена с возможностью выдавливания материала 200, расположенного в канале 130 и/или отверстии 110, из печатающей головки 100.
[0062] В одном варианте реализации цикл выпуска материала печатающей головки 100 определен перемещением подвижной иглы 150. Например, согласно фиг. 1 цикл выпуска материала может начинаться с расположения подвижной иглы 150 в закрытом положении «A». Подвижная игла 150 может быть размещена в отверстии 110 и может предотвращать любое значительное движение материала 200 в отверстие 110. Затем подвижная игла может переместиться в открытое положение «B», вытягивая подвижную иглу 150 из отверстия 110 и обеспечивая возможность движения материала 200 в отверстие 110. В некоторых вариантах реализации подвижная игла 150 может вытягиваться только частично для управления количеством материала, движущегося в отверстие 110. В конечном счёте подвижная игла 150 может переместиться обратно в закрытое положение «C» для завершения цикла выпуска материала. Согласно фиг. 1 при перемещении в закрытое положение подвижная игла 150 может выдавливать материал 200 в отверстии 110 из печатающей головки 100. Согласно фиг. 8 подвижная игла 150 может выдвигаться за наружную поверхность отверстия 110 для выдавливания материала 200, расположенного ранее в отверстии 110.
[0063] В некоторых вариантах реализации подвижная игла 150 может быть осуществлена в виде проволоки. Например, подвижная игла 150 может быть металлической проволокой, такой как нержавеющая сталь или вольфрам, с диаметром от 200 до 300 микрометров (мкм). В одном варианте реализации подвижная игла 150 имеет диаметр от100 мкм до 500 мкм.
[0064] Подвижная игла 150 может быть выполнена с возможностью движения сквозь камеру 140 для иглы и отверстие 110 для выдавливания материала 200. Расстояние, проходимое подвижной иглой 150 для выдавливания материала 200, может зависеть от конфигурации печатающей головки 100 и/или характеристик материала 200. Например, подвижная игла может быть выполнена с возможностью прохождения расстояния 1,5 мм или меньше в течение циклов выпуска материала. В одном варианте реализации подвижная игла может проходить расстояние 1,0 мм или меньше в течение циклов выпуска материала. В другом варианте реализации подвижная игла 150 может проходить расстояние 0,5 мм или меньше. В еще одном варианте реализации подвижная игла 150 может проходить от 0,4 мм до 0,5 мм.
[0065] Подвижная игла 150 может перемещаться со скоростью 1 метр в секунду (м/с) или больше. В одном варианте реализации подвижная игла может перемещаться со скоростью около 2 м/с или больше в течение циклов выпуска материала. В другом варианте реализации подвижная игла может перемещаться со скоростью 5 м/с или больше в течение циклов выпуска материала. В некоторых вариантах реализации подвижная игла может замедляться с показателем 20 м/сек2 или больше для облегчения отталкивания вязкого материала от конца иглы. Например, в некоторых вариантах реализации замедление подвижной иглы 150 может быть упрощено при помощи жестких стопоров или других элементов, которые резко останавливает движение подвижной иглы 150.
[0066] Подвижная игла 150 может быть выполнена с возможностью достижения частоты действия около 1 000 Гц. В одном варианте реализации частота действия подвижной иглы 150 между 500 Гц и 1 500 Гц. В другом варианте реализации частота действия подвижной иглы 150 составляет от 100 Гц до 2 000 Гц.
[0067] В одном варианте реализации подвижная игла 150 содержит материал с низкой адгезивной способностью или покрытие, такое как FDTS или тефлон, для уменьшения прилипания материала 200 к подвижной игле 150.
[0068] Печатающая головка 100 может быть расположена на определённом расстоянии от поверхности печатаемого объекта, и материал 200, выдавливаемый из печатающей головки 100, находится в воздухе, когда выдавливается из отверстий 110, проходя к указанной поверхности. В другом варианте реализации печатающая головка 100 расположена близко к поверхности печатаемого объекта, и подвижные иглы 150 переносят материал, выдавливаемый из отверстий 110, на поверхность печатаемого объекта.
[0069] На фиг. 4 изображена печатающая головка с подвижными иглами с приводным модулем согласно одному варианту реализации. Согласно фиг. 4 печатающая головка 100 может содержать множество отверстий 110 для выдавливания материала 200 (не изображено), камеру 120 для содержания материала 200, подлежащего выдавливанию, множество подвижных игл 150 и множество приводных модулей 300. Следует понимать, что множество камер 120 могут быть встроены в печатающую головку 100, причем каждая камера 120 подает разный материал множеству отверстий 110.
[0070] Приводной модуль 300 может быть использован для побуждения перемещения подвижной иглы 150 в печатающей головке 100. В некоторых вариантах реализации приводной модуль 300 может быть воплощен в виде электромагнитного привода, соединенного с одним концом подвижной иглы 150 и выполненного с возможностью перемещения подвижной иглы 150 в печатающей головке 100.
[0071] В других вариантах реализации приводной модуль 300 может быть воплощен в виде соленоидов, электромагнитов, притягивающих рычаги привода, многослойных массивов пьезоприводов или других механизмов для возбуждения перемещения подвижных игл 150. Многослойные пьезоприводы обеспечивают высокую надежность, а изгиб может быть использован для усиления движения от многослойного пьезопривода. Например, согласно фиг. 5А приводной модуль 300 может содержать многослойный пьезопривод 310 и изгибы для усиления 320 движения. Согласно фиг. 5B приводной модуль 300 может содержать электромагнит 370 и поворотный рычаг 380, который приводит в движение подвижную иглу 150. Поворотный рычаг 380 может быть размещен на оси 385 поворота, расположенной рядом с электромагнитом 370, что приводит к образованию небольшого зазора и высокой электромагнитной силы притяжения, и длина поворотного рычага 380 обеспечивает усиление движения на конце, к которому прикреплена подвижная игла 150.
[0072] Согласно некоторым вариантам реализации, конфигурация группы печатающих головок 100 и/или конфигурация приводных модулей 300 могут быть изменены для повышения общей плотности или разрешения 3D-печатающего устройства, использующего печатающую головку 100. Например, на фиг. 6-7 изображены различные конфигурации печатающих головок с подвижными иглами с приводными модулями.
[0073] Согласно фиг. 6, показаны две печатающих головки 100, которые могут быть обращены друг к другу и расположены в шахматном порядке для создания полного печатающего массива 500 с расстоянием между противостоящими отверстиями 110, равным половине шага. В некоторых вариантах реализации печатающий массив 500 может поворачиваться на определенный угол между проходами для повышения полного разрешения.
[0074] В других вариантах реализации подвижные иглы 150 могут быть расположены в веерообразной конфигурации для повышения разрешения или плотности отверстий печатающей головки 100, через которые выдавливается материал. Например, согласно изображению на фиг. 7 множество подвижных игл 150 проходит под углом от каждого приводного модуля 300 к сужающейся зоне печатающей головки 100 с отверстиями 110. В некоторых вариантах реализации печатающая головка 100 содержит направляющие для направления подвижных игл 150 и предотвращения деформации или изгибания. Направляющие могут отформованы, выполнены посредством механической обработки или иным образом сформированы на печатающей головке 100.
[0075] Согласно некоторым вариантам реализации объем материала 200, выдавливаемого печатающей головкой 100, может регулироваться в соответствии с перемещением подвижной иглы 150. Например, объем материала, который проходит в свободное пространство, создаваемую вытягиванием подвижной иглы 150 из отверстия 110 и/или канала 130, может зависеть от времени, в течение которого подвижная игла 150 остается во втянутом положении.
[0076] На фиг. 8 изображена модель выталкивания материала. Согласно фиг. 8 втягивание подвижной иглы 800 из зоны 810 отверстия первоначально создает свободное пространство 820. Затем материал 830, который подлежит выдавливанию, проходит в свободное пространство 820, посредством чего материал выдавливается из зоны 810 отверстия перемещением подвижной иглы 800. Подвижная игла 800 может выдавливать материал 830, даже если полость 820 заполнена только частично.
[0077] В некоторых вариантах реализации период времени между втягиванием подвижной иглы 800 и ее обратным движением определяет процентное отношение свободного пространства 820, заполняемого материалом 830. В других вариантах реализации температура, вязкость и другие характеристики материала 830 также определяют процентное отношение свободного пространства 820, заполняемого между перемещениями подвижной иглы 800. Соответственно, в некоторых вариантах реализации, перемещением подвижной иглы 800 можно управлять для корректировки размера или объема выдавливаемого материала 830. В других вариантах реализации распределение временных интервалов работы отдельных подвижных игл 800 может быть установлен как способ нормализации количества выдавливаемого материала 830. Т.е. временные интервалы работы подвижных игл 800 могут быть отрегулированы таким образом, чтобы все подвижные иглы 800 в группе выдавливали сходные или равные объемы материала 830.
[0078] В одном варианте реализации скорость, с которой подвижная игла 800 перемещается для выдавливания материала 830, может определять скорость выдавливания материала 830. Высокая скорость выдавливания может помочь минимизировать размещение капли в течение операции 3D-печати, тогда как низкая скорость выдавливания может обеспечить возможность сливания материала 830 в более сферическую каплю в течение операции выдавливания.
[0079] Согласно фиг. 1 степень, до которой отверстие 110, которое может проходить вверх в канал 130, заполняется материалом 200, может быть определена периодом времени между втягиванием подвижной иглы 150 (открытое положение) и выпуском подвижной иглы 150 (закрытое положение). Длительный период расположения подвижной иглы 150 в открытом положении обеспечивает возможность полного заполнения канала и максимального увеличения количества выдавливаемого материала. Более короткий период обеспечит возможность только частичного заполнения, и количество выдавленного материала будет зависеть от процентной доли заполнения. Соответственно, эта временная разница может быть использована для создания изменяемых размеров капель выдавливаемого материала 200. В некоторых вариантах реализации это изменение может быть использовано для создания полутоновой шкалы, а также для «нормализации» размера капли для каждого отверстия.
[0080] В одном варианте реализации печатающая головка 100 расположена на расстоянии от 1 мм до 10 мм от поверхности печатаемого объекта. В другом варианте реализации капли материала 200, выдавливаемого из печатающей головки 100, проходят от 0,5 мм до 10 мм до нанесения.
[0081] Настоящее изобретение было описано со ссылкой на примерные варианты реализации. Несмотря на то, что было представлено и описано несколько вариантов реализации, специалисты в данной области техники поймут, что изменения в этих вариантах реализации могут быть выполнены без отступления от принципов и сущности представленного подробного описания. Таким образом, предполагается, что настоящее раскрытие будет толковаться как включающее все такие модификации и изменения, поскольку они подпадают под объем пунктов приложенной формулы изобретения или их эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ БИОПЕЧАТИ ОДИНОЧНЫМИ ТКАНЕВЫМИ СФЕРОИДАМИ И ИСПОЛЬЗУЕМАЯ В НЕМ ПЕЧАТАЮЩАЯ ГОЛОВКА | 2018 |
|
RU2701330C1 |
| УСТРОЙСТВО ДЛЯ ЭЖЕКЦИИ ТЕКУЧЕЙ СРЕДЫ С ЕДИНСТВЕННЫМ СОЕДИНИТЕЛЕМ ДЛЯ ПОДАЧИ ЭЛЕКТРОПИТАНИЯ | 2013 |
|
RU2648347C2 |
| ПЕЧАТАЮЩИЕ ГОЛОВКИ С ИЗМЕРЕНИЕМ ИМПЕДАНСА СЕНСОРНОЙ ПЛАСТИНЫ | 2014 |
|
RU2654178C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КАПЕЛЬ | 2003 |
|
RU2337828C2 |
| ЛЕНТОЧНЫЙ КАРТРИДЖ | 2015 |
|
RU2664384C2 |
| КОНТЕЙНЕР С МАТЕРИАЛОМ ДЛЯ ПЕЧАТАНИЯ И ПЛАТА, УСТАНАВЛИВАЕМАЯ НА КОНТЕЙНЕРЕ С МАТЕРИАЛОМ ДЛЯ ПЕЧАТАНИЯ | 2012 |
|
RU2605892C2 |
| ИМПЛАНТИРУЕМОЕ СМАЗОЧНОЕ УСТРОЙСТВО | 2010 |
|
RU2590861C9 |
| УЗЕЛ ПЛАСТИНЫ СОПЛА МИКРОИНЖЕКТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151066C1 |
| ИМПЛАНТИРУЕМОЕ СМАЗОЧНОЕ УСТРОЙСТВО | 2010 |
|
RU2712082C2 |
| УСТРОЙСТВО И СПОСОБ УПРАВЛЕНИЯ СТРУЕЙ | 2013 |
|
RU2602716C2 |





Изобретение относится к устройствам для 3D-печати. Предложена печатающая головка с подвижными иглами, которая содержит отверстие, через которое выдавливается материал, камеру для содержания выталкиваемого материала, канал, соединяющий камеру с отверстием, и подвижную иглу, входящую в отверстие и выдавливающую материал из отверстия. Печатающая головка выполнена с возможностью выдавливания материала с вязкостью 10000 сантипуаз (сП) (Па⋅c) или более при повышенной температуре. Технический результат – расширение функциональных возможностей. 24 з.п. ф-лы, 9 ил.
1. Печатающая головка с подвижными иглами, содержащая:
множество отверстий, через которые выбрасывается материал;
по меньшей мере одну камеру для удержания выталкиваемого материала при повышенной температуре 100°С и выше;
множество каналов, соединяющих по меньшей мере одну камеру со множеством отверстий; и
множество подвижных игл, входящих во множество отверстий и выталкивающих капли материала из множества отверстий,
причем печатающая головка выполнена с возможностью выталкивания материала с вязкостью 10000 сП или более при повышенной температуре и
при этом по меньшей мере одна камера выполнена с возможностью удерживать материал при давлении 25 фунтов на квадратный дюйм или более и поддерживать частоту действия множества подвижных игл в диапазоне от 100 Гц до 2000 Гц.
2. Печатающая головка по п. 1, в которой в первом, открытом положении множество подвижных игл обеспечивает возможность введения материала в соответствующее отверстие и в которой во втором, закрытом положении множество подвижных игл блокирует материал в соответствующем канале от введения в соответствующее отверстие, одновременно при этом вводя в соответствующее отверстие и выталкивая материал.
3. Печатающая головка по п. 2, в которой продолжительность времени нахождения каждой из подвижных игл в первом, открытом положении определяет объем капли выталкиваемого материала.
4. Печатающая головка по п. 2, в которой каждое отверстие выполнено с возможностью выталкивания капли материала с диаметром от 100 мкм до 300 мкм и при этом частота действия множества подвижных игл находится в диапазоне от 500 Гц до 1500 Гц.
5. Печатающая головка по п. 2, в которой во втором, закрытом положении каждая из подвижных игл выступает за плоскость, определяющую наружную поверхность отверстия.
6. Печатающая головка по п. 1, дополнительно содержащая множество камер для иглы для направления перемещения множества подвижных игл.
7. Печатающая головка по п. 1, дополнительно содержащая множество приводных модулей для перемещения множества подвижных игл,
при этом множество подвижных игл двигается со скоростью 1 м/с или больше и замедляется с показателем 20 м/сек2 или больше.
8. Печатающая головка по п. 7, в которой множество приводных модулей содержит по меньшей мере один из электромагнитных приводов и пьезоэлектрических приводов и
при этом множество подвижных игл двигается со скоростью 5 м/с или больше.
9. Печатающая головка по п. 8, в которой по меньшей мере одна камера удерживает материал для выталкивания при повышенной температуре 200°С или больше и при этом материал является техническим полимером с вязкостью 50000 сП или более при температуре 200°С.
10. Печатающая головка по п. 9, в которой материал имеет вязкость 500000 сП или более при температуре 230°С.
11. Печатающая головка по п. 1, в которой по меньшей мере одна камера выполнена с возможностью удерживать материал при давлении от 50 до 150 фунтов на квадратный дюйм.
12. Печатающая головка по п. 10, в которой по меньшей мере одна камера выполнена с возможностью удерживать материал при повышенной температуре 300°С и более.
13. Печатающая головка по п. 1, в которой по меньшей мере одна камера содержит множество камер, каждая камера из множества камер соединена с одним или более из множества отверстий и при этом каждая камера из множества камер предоставляет материал к соответствующему отверстию.
14. Печатающая головка по п. 13, в которой указанное множество камер удерживает множество различных материалов и каждая камера предоставляет материал к соответствующим отверстиям.
15. Печатающая головка по п. 7, в которой множество приводных модулей расположены на определенном расстоянии от по меньшей мере одной камеры, множества отверстий и материала таким образом, чтобы обеспечить нагревание по меньшей мере одной камеры, множества отверстий и материала до температуры, которая выше температуры приводных модулей.
16. Печатающая головка по п. 1, в которой множество подвижных игл содержит металлическую проволоку.
17. Печатающая головка по п. 1, в которой множество игл покрыто покрытием с низкими адгезивными свойствами для облегчения отделения выталкиваемого материала от кончика множества подвижных игл.
18. Печатающая головка по п. 7, которая дополнительно содержит множество камер для иглы для направления перемещения множества подвижных игл, при этом множество подвижных игл имеют ступенчатую конфигурацию и множество камер для иглы выполнено с возможностью взаимодействия со ступенчатой конфигурацией множества подвижных игл для остановки перемещения множества подвижных игл.
19. Печатающая головка по п. 7, которая дополнительно содержит множество камер для иглы для направления перемещения множества подвижных игл, при этом множество подвижных игл имеют ступенчатую конфигурацию и множество камер для иглы выполнено с возможностью взаимодействия со ступенчатой конфигурацией множества подвижных игл для обеспечения уплотнения.
20. Печатающая головка по п. 7, где каждое из множества отверстий соединено с одним из множества приводных модулей и множество приводных модулей размещено от другого на расстоянии, которое больше, чем расстояние между их соответствующими отверстиями.
21. Печатающая головка по п. 3, где распределением временных интервалов работы для каждой иглы множества подвижных игл управляют таким образом, чтобы капли материала, выталкиваемого каждой иглой из множества подвижных игл, имели сообразный размер.
22. Печатающая головка по п. 2, где продолжительностью времени расположения каждой иглы из множества подвижных игл в первом, открытом положении управляют таким образом, чтобы размер капли выталкиваемого материала можно было изменить.
23. Печатающая головка по п. 1, где печатающая головка расположена на определенном расстоянии от поверхности, принимающей капли выталкиваемого материала, таким образом, чтобы капли выталкиваемого материала перемещались в воздухе при перемещении от указанных отверстий до указанной принимающей поверхности.
24. Печатающая головка по п. 1, где указанная печатающая головка расположена близко к поверхности, принимающей капли выталкиваемого материала, таким образом, что множество подвижных игл переносят указанные капли выталкиваемого материала к указанной принимающей поверхности.
25. Печатающая головка по п. 7, где указанное множество приводов приводит в движение множество подвижных игл через одно из плеча рычага или изгиба, который усиливает движение указанного множества приводов.
| US 8827684 B1, 09.09.2014 | |||
| WO 2015027938 A1, 05.03.2015 | |||
| EP 1440266 A1, 28.07.2004 | |||
| Пусковое устройство для ионного преобразователя частоты | 1961 |
|
SU143116A1 |

