Область техники, к которой относится изобретение
Настоящее изобретение относится к области медицины и медицинских устройств, в целом к трехмерной печати (3D) печати и созданию трехмерных биологических органных и тканеинженерных конструктов. В частности, изобретение относится к устройству и печатающей головке устройства для печати тканевыми сфероидами.
Предпосылки изобретения
В последние десятилетия появилась концепция использования тканевых сфероидов как строительных блоков для биопечати и биофабрикации органных и тканеинженерных конструкций. Тканевые сфероиды – это плотноупакованные агрегаты клеток, имеющие признаки естественной тканевой морфологии. Отличительными особенностями тканевых сфероидов являются: (а) высокая плотность упаковки клеток в сфероиде; (б) способность к тканевому слиянию (плотно расположенные рядом друг с другом тканевые сфероиды имеют тенденцию сливаться в тканевые структуры большего размера).
Известно устройство биопечати тканевыми сфероидами (Евразийский патент № 028039 В1 по классу C12N 5/07, B33Y 10/00, B33Y 30/00, B33Y 70/00, A61F 2/02, опубл. 29.09.2017г.). Данное изобретение позволяет производить биопечать тканевыми сфероидами, используя форсунку в виде шприцевого устройства. Сфероиды загружаются в форсунку. Однако использование данного способа может привести к слиянию сфероидов друг с другом в шприце, слияние сфероидов в трубке (игле). Все это может привести к блокированию иглы и затруднению прохождения последующих тканевых сфероидов, что может приводить к повреждению и разрушению сфероидов при выдавливании. Также известное устройство не гарантирует выдавливание именно одиночного сфероида, а это может приводить к ложной печати или печати сразу нескольких сфероидов вместо одного.
Известно устройство (№ WO2012176751A1 по классу C12M33/04, опубл. 27.12.2012), в котором используется способ биопечати одиночными тканевыми сфероидами методом взятия сфероидов по одному из 96-ти луночной плашки с не адгезивным дном, переноса и нанизывая их на стержни. Данный способ позволяет печатать сфероидами с размером не меньше 500 мкм, что в свою очередь ограничивает область применения технологии, так как ограниченные типы клеток не способны сформировать сфероид таких размеров. Более того, сфероиды такого диаметра могут иметь в центральной части зону с минимальным количеством живых клеток. Кроме того, возможно разрушение сфероида при нанизывании на стержни, а использование жесткого каркаса может негативно влиять на слияния определенного типа сфероидов ввиду ужимаемости (деформации) конструктов в процессе слияния при культивировании. Скорость биопечати в этом способе ограничена скоростью перемещения форсунки для забора сфероида из плашки и нанизывания их на стержни.
Наиболее близким к предлагаемому изобретению является способ и устройство, представленное в работе группы под руководством Tim B.F Woodfield: «Integrated System for 3D Assembly of Bio-scaffolds and Cells», Toronto, Ontario, Canada, August 21-24, 2010. Устройство содержит систему подачи сфероидов на печатающую головку, которая включает канал, в который загружают сфероиды, канал с установленным выдавливающим плунжером, канал с установленным блокирующим плунжером и выходной канал одиночного сфероида. Сначала блокирующий плунжер перекрывает и блокирует канал, в который перемещается сфероид из канала загрузки в результате кратковременного всплеска давления. При отведении блокирующего плунжера приводится в движение выдавливающий плунжер и сфероид попадает в выходной канал. Для управления плунжерами используются соленоиды, управляемые контроллерами в соответствии с заданным алгоритмом. При этом в работе не представлен механизм непосредственного перемещения одиночного сфероида на печатаемую поверхность (субстрат), а диаметр сфероидов в данной работе составлял около 1300 мкм. Печать одного сфероида идет по трехэтапной схеме, в результате скорость печати зависит от скорости выполнения этих трех этапов. Во время печати существует вероятность, что на приемной поверхности образуется излишек питательной среды. Это может препятствовать точному встраиванию одиночных тканевых сфероидов на приемную поверхность или на один или несколько слоев тканевых сфероидов.
Для совершенствования биопечати желательно избежать или свести к минимуму по меньшей мере один или несколько приведенных выше недостатков.
Раскрытие сущности изобретения
Технической задачей, на решение которой направлено предлагаемое изобретение, является повышение качества биопечати путем обеспечения биопечати одиночными тканевыми сфероидами без их повреждения и без выхода питательной среды из устройства на субстрат, что позволяет повысить точность позиционирования сфероида на печатаемой поверхности и улучшить качество производства трехмерных структур (тканеинженерных конструктов).
Еще одной технической задачей, на решение которой направлено предлагаемое изобретение, является увеличение скорости печати.
Дополнительной технической задачей, на решение которой направлено предлагаемое изобретение, является обеспечение биопечати тканевым сфероидами оптимального диаметра (в пределах от 290 до 400 мкм) с точки зрения производительности печати и жизнеспособности сфероидов.
Поставленные задачи решаются следующими средствами, изложенными ниже.
В первом аспекте предлагается печатающая головка для использования в устройстве печати тканевыми сфероидами, которая включает систему каналов, в которую входят:
- по меньшей мере один входной канал печатающей головки (далее – входной канал), диаметр которого выбирается в зависимости от диаметра используемых для печати тканевых сфероидов так, чтобы сфероиды по каналу могли перемещаться только по одному, для приема и направления подачи питательной среды с тканевыми сфероидами в выходной канал печатающей головки,
- выходной канал печатающей головки (далее – выходной канал), диаметр которого выбирается так, чтобы он был не меньше диаметра входного канала, с верхним входным отверстием для ввода печатающего инструмента и нижним выходным отверстием для вывода тканевых сфероидов,
- верхний канал сепарации питательной среды и нижний канал сепарации питательной среды, каждый из которых соединяет приспособление для отвода питательной среды с выходным каналом через систему микроканалов: соответственно, верхний канал сепарации питательной среды – в первой области выходного канала, а нижний канал сепарации питательной среды – во второй области выходного канала,
- канал для подпирающего плунжера, выполненный с возможностью ввода подпирающего плунжера в выходной канал.
При этом каналы сконфигурированы таким образом, что диаметр всех входных каналов одинаков, входные каналы соединены с выходным каналом в первой точке пересечения, расположенной между первой областью выходного канала и второй областью выходного канала, а канал подпирающего плунжера соединен с выходным каналом во второй точке пересечения, находящейся между первой точкой пересечения и второй областью выходного канала, а диаметр каждого микроканала системы микроканалов выбирается в зависимости от диаметра используемых для печати тканевых сфероидов так, чтобы сфероиды не могли перемещаться по микроканалу.
В некоторых вариантах осуществления первого аспекта изобретения один или несколько входных каналов, в некоторых частных вариантах – все входные каналы, имеют криволинейную форму.
В некоторых вариантах осуществления первого аспекта изобретения в систему каналов входит от 1 до 5, в более предпочтительных вариантах – от 1 до 2-х входных каналов.
В некоторых вариантах осуществления первого аспекта изобретения каналы расположены внутри объемного тела.
В некоторых частных вариантах осуществления первого аспекта изобретения объемное тело выполнено из твердого прозрачного материала.
В некоторых предпочтительных вариантах осуществления первого аспекта изобретения диаметр используемых тканевых сфероидов лежит в пределах 290 мкм – 400 мкм, а диаметр входного и выходного каналов на 30 мкм±10 мкм больше диаметра используемых тканевых сфероидов.
В некоторых предпочтительных вариантах осуществления первого аспекта изобретения диаметр каждого микроканала системы микроканалов меньше диаметра используемых тканевых сфероидов и не превышает 200 мкм. В некоторых частных вариантах осуществления первого аспекта изобретения диаметр микроканалов составляет от 10 мкм до 150 мкм, в более предпочтительных вариантах – от 30 мкм до 50мкм.
Во втором аспекте изобретения предлагается устройство печати тканевыми сфероидами трехмерных структур, включающее
- печатающую головку, описанную выше,
- устройство подачи тканевых сфероидов с питательной средой во входной канал,
- по меньшей мере одно приспособление для отвода питательной среды, подключенное к верхнему и/или нижнему каналам сепарации питательной среды печатающей головки,
- подпирающий плунжер, выполненный с возможностью ввода в канал подпирающего плунжера и перемещения по нему вплоть до запирания выходного канала печатающей головки,
- печатающий инструмент, выполненный с возможностью ввода в выходной канал печатающей головки через верхнее входное отверстие,
- систему регистрации положения тканевого сфероида в выходном канале печатающей головки (далее – система регистрации),
- вычислительное устройство для управления по меньшей мере устройством подачи тканевых сфероидов с питательной средой, для управления системой регистрации, для управления перемещением подпирающего плунжера и печатающего инструмента, для управления приспособлением для отвода питательной среды.
В некоторых вариантах осуществления второго аспекта изобретения печатающая головка является сменной.
В некоторых вариантах осуществления второго аспекта изобретения устройство подачи включает средство управления давлением в емкости для питательной среды для того, чтобы создавать пульсации, необходимые для продвижения сфероидов из емкости для загрузки тканевых сфероидов во входной канал печатающей головки.
Увеличение скорости печати достигается путем автоматизации процесса и применением кинематической схемы устройства с использованием меньшего количества подвижных элементов (плунжеров) и, как следствие, уменьшения количества этапов по сравнению с наиболее близким аналогом, в котором скорость печати ограничена скоростью выполнения трех этапов.
Качество биопечати достигается благодаря функции удаления питательный среды из смеси питательная среды - тканевые сфероиды, которая подается устройством подачи во входной канал. Эта функция реализуется конструкцией системы каналов в печатающей головке. В частности, функция реализуется наличием 2-х систем микроканалов (у верхнего и нижнего каналов сепарации), соединенных с одной стороны с выходным каналом печатающей головки соответственно в первой области выходного канала и во второй области выходного канала, а с другой – с соответствующим каналом сепарации. Размер каждого микроканала, входящего в систему микроканалов, не позволяет пройти тканевым сфероидам в каналы сепарации. Питательная среда откачивается в емкость приспособления для отвода питательной среды, сконфигурированную для сбора отработанной питательной среды. Сепарация питательной среды нейтрализует негативной выход с образованием капель питательной среды из выходного канала печатающей головки. Поскольку питательная среда не выходит из выходного канала печатающей головки, при печати происходит точное позиционирование каждого сфероида на печатаемой поверхности (сфероид не перемещается внутри жидкости).
Увеличение скорости и качества биопечати одиночными тканевыми сфероидами позволяет производить биопечать функциональных органных тканеинженерных конструктов как in vitro, так и in vivo.
Для того, чтобы обеспечить выход только одного сфероида на субстрат, используют, во-первых, попеременную работу плунжера и печатающего инструмента, а во-вторых – геометрию криволинейных входных каналов в печатающей головке. Расположение сфероидов во входном канале по одному позволяет доставить их до субстрата без повреждений, что в свою очередь также повышает качество биопечати.
Поскольку диаметр каналов, в том числе диаметр входного и выходного каналов, могут быть выбраны произвольно, для обеспечения биопечати тканевым сфероидами оптимального диаметра диаметр каналов может быть выбран в соответствии с требуемым диаметром тканевых сфероидов, выбранным из диапазона в пределах от 290 мкм до 400 мкм. Данный типоразмер является оптимальным для сохранения наибольшего процента живых клеток в сфероиде.
Краткое описание чертежей
Признаки изобретения станут более очевидными на основе последующего подробного описания, в котором сделана ссылка на прилагаемые чертежи, на которых:
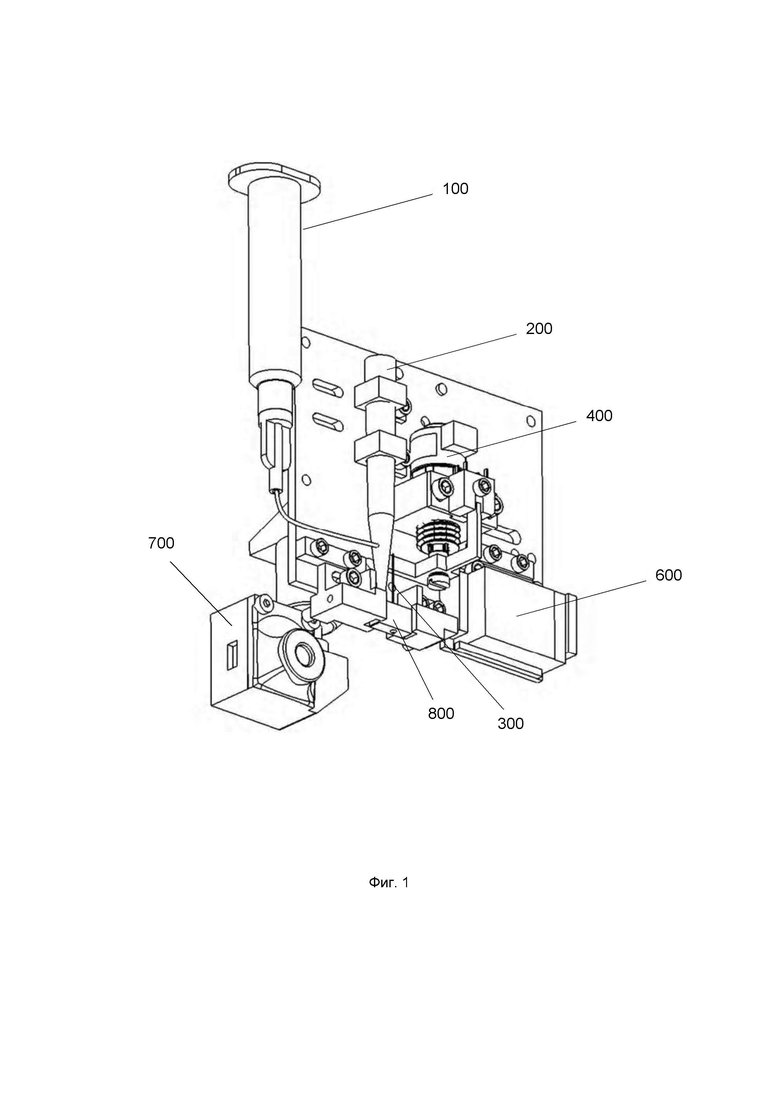
На фиг.1 изображен общий вид в перспективе одного конкретного варианта воплощения устройства печати тканевыми сфероидами по изобретению.
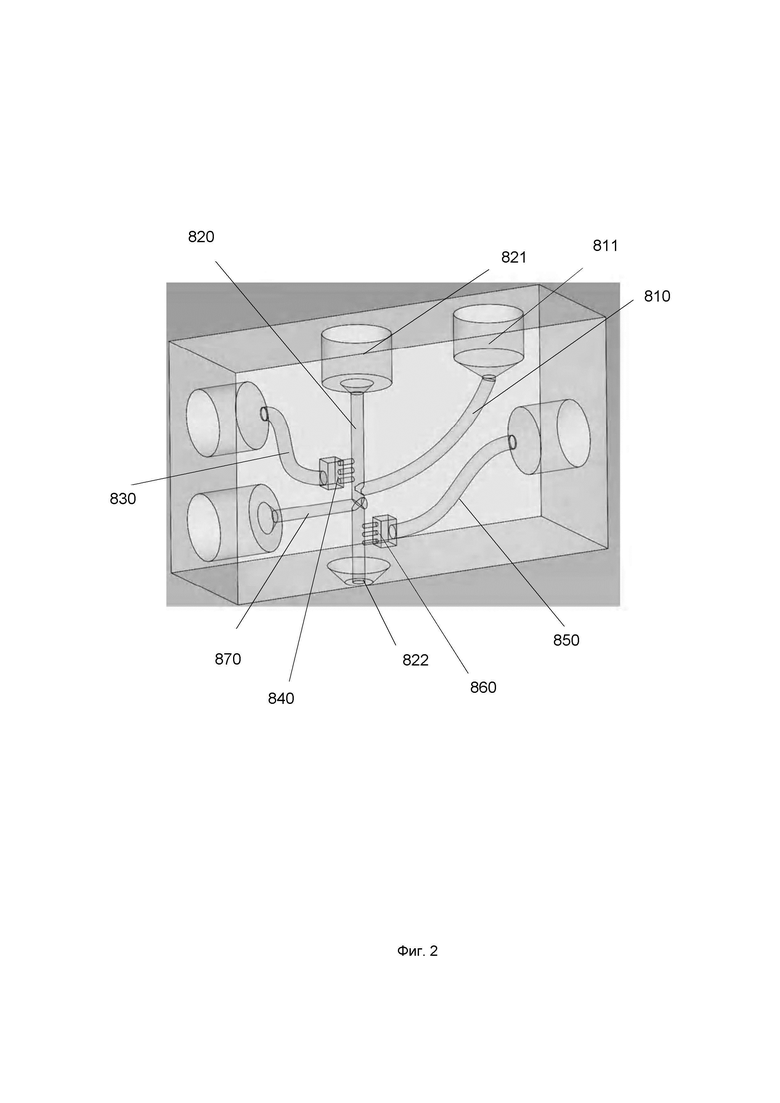
На фиг. 2 схематично изображен общий вид в перспективе одного конкретного варианта воплощения печатающей головки, входящей в состав устройства печати тканевыми сфероидами по изобретению.
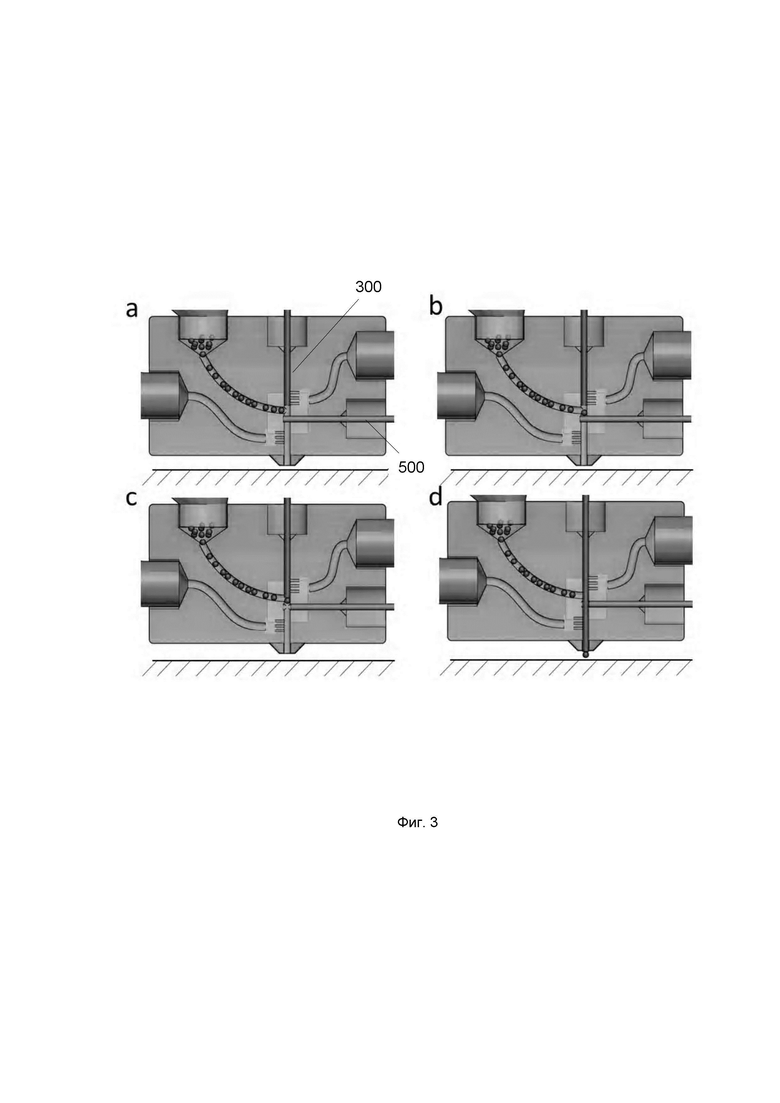
На фиг. 3 изображена технологическая схема работы одного конкретного варианта воплощения устройства печати тканевыми сфероидами с печатающей головкой по изобретению.
Подробное описание вариантов осуществления изобретения
Определения некоторых терминов, используемых в данном описании, приведены ниже. Если не определено отдельно, технические и научные термины в данной заявке имеют стандартные значения, общепринятые в научной и технической литературе.
В данном контексте термин «тканевые сфероиды» (или «сфероиды») относится к тканевым сфероидам, которые могут быть созданы из различных типов клеток. Так, например, сфероиды могут состоять из фибробластов, хондроцитов, кератиноцитов, первичных астроцитов, тироцитов, ММСК (мультипотентные мезенхимальные стромальные клетки), , клеток опухолевых линий (например, клеток человеческой меланомы), но не ограничиваясь ими. В некоторых вариантах воплощения изобретения печатающая головка может быть использована для одновременной печати разными типами тканевых сфероидов (т.е. состоящих из разных типов клеток), для этого печатающая головка должна содержать несколько входных каналов, каждый из которых используется для одного типа сфероидов. В различных вариантах воплощения изобретения предлагаемая печатающая головка может быть выполнена с возможностью печати тканевыми сфероидами любого диаметра, однако в наиболее предпочтительных вариантах, не ограничивающих объем настоящего изобретения, диаметр сфероидов выбирают в пределах от 290 мкм до 400 мкм. Данный типоразмер является оптимальным для сохранения наибольшего процента живых клеток в сфероиде.
В данном контексте термин «питательная среда» относится к любой питательной среде, выбираемой в зависимости от типа клеток, используемых при создании тканевых сфероидов. Например, в качестве питательной среды может быть использована среда альфа-МЕМ для тканевых сфероидов из кератиноцитов, первичных астроцитов и клеток человеческой меланомы. В качестве питательной среды может быть использована среда DMEM для тканевых сфероидов из фибробластов, хондроцитов, ММСК, и клеток опухолевых линий. В качестве питательной среды может быть использована среда F-12 для тканевых сфероидов из тироцитов, культур клеток яичников китайского хомячка и клеток гибридомы. В качестве питательной среды может быть использована среда RPMI-1640 для тканевых сфероидов из лимфоидных клеток. В качестве питательной среды может быть использована среда DMEM/F12 для тканевых сфероидов из клеток поджелудочной железы.
При необходимости в питательной среде могут быть растворены элементы, способствующие склеиванию сфероидов после их печати на субстрат.
В настоящем описании и в формуле изобретения термины «включает», «включающий» и «включает в себя», «имеющий», «снабженный», «содержащий» и другие их грамматические формы не предназначены для истолкования в исключительном смысле, а, напротив, используются в неисключительном смысле (т.е. в смысле «имеющий в своем составе»). В качестве исчерпывающего перечня следует рассматривать только выражения типа «состоящий из».
Кроме того, термины «первый», «второй», «третий» и т.д. используются просто как условные маркеры, не накладывая каких-либо численных или иных ограничений на перечисляемые объекты.
Термин «соединенный» означает функционально соединенный, при этом может быть использовано любое количество или комбинация промежуточных элементов между соединяемыми компонентами (включая отсутствие промежуточных элементов).
Настоящее изобретение в одном аспекте относится к устройству, предназначенному для обеспечения 3D-печати тканевыми сфероидами в комбинации с какой-либо системой позиционирования в трехмерном пространстве. Конструктивная схема реализации такого устройства поясняется на фиг. 1. Для автоматизированного функционирования устройства, заправленного суспензией с тканевыми сфероидами (т.е. тканевых сфероидов с питательной средой), необходимы следующие элементы: емкость для питательной среды 100, емкость для загрузки тканевых сфероидов 200, печатающий инструмент 300 и приводной элемент 400 для моторизации движения печатающего инструмента 300, подпирающий плунжер 500 (не показан на фиг.1) и соленоид 600, предназначенный для моторизации движения подпирающего плунжера 500, цифровая камера 700. Основным элементом устройства является печатающая головка 800, которая включает отверстие для вывода тканевых сфероидов и по меньшей мере одно отверстие для приема материала, подаваемого в печатающую головку (тканевых сфероидов с питательной средой).
Емкости для хранения материала: емкость для загрузки тканевых сфероидов 200 и емкость для питательной среды 100 – могут быть выполнены в любой форме. В показанном варианте осуществления емкости имеют цилиндрическую форму с конусным окончанием. При этом емкость для загрузки тканевых сфероидов 200 меньше емкости для питательной среды 100.
Для обеспечения биопечати тканевыми сфероидами с сохранением их жизнеспособности сфероиды должны находиться в питательной среде до печати. Для этого емкости 100, 200 соединены между собой посредством гидромагистральной линии аналогично сообщающимся сосудам для подпитки питательной средой ёмкости для загрузки сфероидов. Емкость для загрузки тканевых сфероидов 200 может быть соединена с печатающей головкой 800 напрямую («с натягом») и/или посредствам гибких гидромагистральных линий.
В показанном варианте осуществления емкость для загрузки тканевых сфероидов 200 механически герметично соединена с печатающей головкой 800. При этом приведенное на фиг.1 соединение емкости для загрузки тканевых сфероидов 200 с отверстием для приема материала печатающей головки 800 (т.е. вводного отверстия входного канала) представляет собой соединение «с натягом». Герметичность соединения обеспечивается плотной установкой конусного окончания емкости 200 в цилиндрическое отверстие входного канала печатающей головки 800.
При загрузке тканевых сфероидов в емкость для загрузки тканевых сфероидов 200 они под действием силы тяжести попадают во входной канал печатающей головки 800 через отверстие для приема подаваемого материала (вводное отверстие входного канала). Во многих случаях тканевые сфероиды «налипают» на внутреннюю поверхность емкости для загрузки тканевых сфероидов и закрывают проход во входной канал печатающей головки.
Поэтому в устройстве дополнительно предусмотрено устройство для подачи тканевых сфероидов в виде средства управления давлением в емкости для питательной среды (не показано на фиг.1) для того, чтобы создавать пульсации, необходимые для продвижения сфероидов во входной канал печатающей головки. Средство управления давлением имеет сообщение с емкостью, в которой хранится питательная среда, напрямую и/или посредствам гибких гидромагистральных линий.
Средство управления давлением представляет собой средство для обеспечения силы для подачи материалов, которые подаются. Давление, создаваемое в емкости для питательной среды 100, выталкивает смесь тканевых сфероидов и питательной среды в отверстие для приема материала печатающей головки 800.
В одном из вариантов осуществления в качестве средства управления давлением может использоваться насосное устройство, способное создавать перепады давления, в частности, создавать пульсации, необходимые для продвижения сфероидов в печатающею головку, перемешивая при этом сфероиды в емкости для сфероидов.
В печатающую головку 800 установлен инструмент печати 300. В одном из вариантов осуществления инструмент печати 300 механически соединен с приводным элементом 400, который может быть выполнен на базе шагового двигателя с линейным приводом. В различных вариантах осуществления могут использоваться любые другие устройства подачи инструмента печати, которые обеспечивают возвратно-поступательное перемещение инструмента печати 300. Например, пьезоэлектрический двигатель, пневматический двигатель, электродвигатель, гидравлический двигатель или любое другое аналогичное по функции устройство, известное из уровня техники.
В печатающую головку 800 также установлен подпирающий плунжер 500, механически соединенный с плунжером соленоида 600, который обеспечивает возвратно-поступательное движение подпирающего плунжера 500. Подпирающий плунжер 500 необходим для запирания канала выхода сфероидов, что в свою очередь позволяет производить печать одного сфероида (т.е. обеспечивать печать одиночными тканевыми сфероидами).
Для определения положения сфероида в печатающей головке 800 предусмотрена система регистрации положения тканевого сфероида. В качестве системы регистрации может быть использована цифровая камера 700. При этом качество изображения, получаемого с камеры 700, должно удовлетворять следующему условию: количество пикселей, приходящихся на один сфероид – не менее 10 шт. Камеру 700 располагают напротив печатающей головки 800 таким образом, чтобы иметь возможность получить фронтальный снимок печатающей головки 800.
Основным модулем в устройстве является печатающая головка 800, которая также является одним из аспектов настоящего изобретения. Именно в ней происходит процесс продвижения сфероидов, регистрация сфероидов, сепарация питательной среды и перемещение тканевых сфероидов на субстрат. Фиг. 2 изображает схематичный вид в перспективе печатающей головки 800, используемой в устройстве для печати тканевыми сфероидами.
Печатающая головка 800 может быть изготовлена, например, с использованием известной микроструйной техники формовки (например, отливка, отпечаток или литьевое прессование). В другом варианте для изготовления печатающей головки может использоваться коммерчески доступная технология 3D-печати.
В некоторых вариантах осуществления изобретения печатающая головка предназначена для одноразового использования. Использование печатающих головок разового применения может уменьшить вероятность загрязнения материалов, используемых для разных заданий на печать. В некоторых вариантах осуществления изобретения печатающая головка может быть сменной и подбираться под конкретный диаметр тканевого сфероида.
Печатающая головка представляет собой объемное тело, внутри которого выполнены каналы. В изображенном варианте осуществления изобретения каналы имеют цилиндрическую форму. Однако в печатающей головке, приведенной в настоящем документе, кроме цилиндрической также могут использоваться другие формы каналов.
Твердый материал, из которого изготовлена печатающая головка, может быть в некоторых вариантах осуществления прозрачным. Например, материал может быть выбран из стекла, поликарбоната, акрила, полидиметилсилоксана.
Как уже указывалось, в предпочтительных вариантах воплощения изобретения печатающая головка имеет каналы, которые позволяют использовать сфероиды диаметром от 290 до 400 мкм, наиболее оптимальный диаметр сфероидов для биопечати в печатающей головки с точки зрения производительности печати и жизнеспособности сфероидов лежит в пределах 290-300 мкм. Диаметр сфероидов, которые могут быть использованы в конкретной печатающей головке по изобретению, зависит от диаметра входных и выходного каналов (диаметр каналов должен быть больше диаметра сфероидов на 30±10 мкм). При желании можно использовать другой типоразмер печатающей головки.
В изображенном на фиг.2 варианте осуществления печатающая головка 800 включает входной канал 810 для приема и направления подачи материала для печати (питательной среды с тканевыми сфероидами), выходной канал 820, верхний канал 830 сепарации питательной среды с системой микроканалов 840, нижний канал 850 сепарации питательной среды с системой микроканалов 860, канал 870 для подпирающего плунжера.
При этом в некоторых вариантах осуществления возможно наличие нескольких входных каналов, соединенных с соответствующими емкостями для загрузки тканевых сфероидов. Система входных каналов в этом случае дополнительно включает систему из клапанов/плунжеров, для того чтобы из разных входных каналов в выходной канал поступал только один сфероид. Однако, это не является предметом заявляемого изобретения.
При изготовлении печатающей головки 800 диаметр входного канала 810 выбирается в зависимости от диаметра тканевых сфероидов так, чтобы сфероиды по каналу могли перемещаться только по одному. Диаметр выходного канала печатающей головки выбирается так, чтобы он был не меньше диаметра входного канала.
Каждый канал имеет вход и выход. Входной канал 810 имеет криволинейную форму для улучшения способа подачи сфероидов в печатающею головку (перевод из горизонтальной ориентации канала в вертикальную). Входной канал 810 подключается к отверстию для приема материала 811, которое позволяет тканевым сфероидам с питательной средой проходить из емкости для загрузки тканевых сфероидов 200 в соответствующий входной канал 810 печатающей головки 800. Выходной канал 820 печатающей головки подключен к верхнему входному отверстию 821, в которое вводится инструмент печати 300, и к нижнему выходному отверстию 822 для вывода одиночных тканевых сфероидов на субстрат (не показан на фиг.2). Входной канал 810 и выходной канал 820 пересекаются в первой точке.
Верхний канал сепарации 830 и нижний канал сепарации 850 в изображенном варианте осуществления имеют криволинейную форму и соединены с одной стороны с приспособлением для отвода питательной среды (не показано на фиг.2), а с другой - с выходным каналом 820 через систему микроканалов840,860. При этом в других вариантах осуществления печатающей головки 800 согласно изобретению может быть выбрана другая форма каналов сепарации. Более того, в некоторых вариантах осуществления один из каналов может иметь криволинейную форму, а другой – прямолинейную. Каждый из каналов сепарации 830, 850 соединен соответственно с нижней системой микроканалов и верхней системой микроканалов. В показанном варианте осуществления печатающей головки (фиг. 2) выбрана система микроканалов, состоящая из трех микроканалов. При этом в других вариантах осуществления печатающей головки согласно изобретению число микроканалов, входящих в систему микроканалов, может быть один, два, три и более.
Верхняя система микроканалов 840 соединена с выходным каналом 820 в первой области выходного канала. Нижняя система микроканалов 850 соединена с выходным каналом 820 во второй области выходного канала. При этом конфигурация соединений и пересечений каналов в печатающей головке 800 такова, что первая точка пересечения входного канала 810 и выходного канала 820 располагается между первой областью и второй областью пересечения каналов сепарации через соответствующие системы микроканалов и выходного канала.
Система микроканалов сформатирована внутри материала печатающей головки. Диаметр микроканалов меньше диаметра каналов сепарации и выбирается в зависимости от диаметра используемых для печати тканевых сфероидов так, чтобы сфероиды не могли перемещаться по микроканалу. Диаметр микроканала не превышает 200 мкм и составляет от 10 мкм до 150 мкм. Выбор диаметра каналов зависит от их количества. Чем больше количество каналов, тем меньше их диаметр. Например, в варианте осуществления печатающей головки при выполнении системы микроканалов, состоящих из пяти микроканалов, и использовании тканевых сфероидов диаметром 290 мкм, диаметр каналов сепарации составляет 300 мкм, а диаметр каждого микроканала - 30мкм.
В случае, если система микроканалов состоит из одного микроканала, то при тех же конфигурациях каналов сепарации и при использовании тех же тканевых сфероидов с диаметром 300 мкм, диаметр микроканала составит 150 мкм.
Система микроканалов необходима для сепарации питательной среды (без сепарации сфероидов) без увеличения гидросопротивления канала.
Приспособление для отвода питательной среды, подключаемое к каналам сепарации, может быть выполнено в виде шприцевого устройства с ручным и/или автоматическим управлением или в виде насосного устройства, способного создавать перепад давления от -0,5 кг/см2 до +0,5 кг/см2.
В некоторых вариантах осуществления согласно настоящему изобретению к каждому каналу сепарации: к верхнему каналу сепарации и нижнему каналу сепарации может быть подключено по одному шприцевому устройству или насосному устройству.
В некоторых вариантах осуществления согласно настоящему изобретению верхний канал сепарации и нижний канал сепарации могут быть соединены гидромагистрально, и уже к гидромагистральной линии может быть подключено приспособление для отвода питательной среды.
Канал для подпирающего плунжера 870 выполнен с возможностью ввода в печатающую головку подпирающего плунжера 500. Канал для подпирающего плунжера 870 пересекается с выходным каналом 820 во второй точке, которая находится между первой точкой пересечения входного канала 810 с выходным каналом 820 и второй областью пересечения нижнего канала сепарации 850 через нижнюю систему микроканалов 860 с выходным каналом 820.
В показанном варианте воплощения изобретения устройство печати тканевыми сфероидами включает вычислительное устройство на базе процессора, микроконтроллера или других электронно-вычислительных средств, программно-аппаратная часть которого выполнена с возможностью выполнения предписанных функций, описанных ниже:
- управление устройством подачи тканевых сфероидов с питательной средой для регулирования объема и скорости поступления печатающего материала в печатающую головку,
- управление приспособлением для отвода питательной среды,
- получение информации с системы регистрации, обработки полученных изображений и определения положения тканевого сфероида на основе полученной информации,
- подачи управляющего сигнала на реле соленоида подпирающего плунжера для обеспечения движения подпирающего плунжера в соответствующем канале печатающей головки в зависимости от положения тканевого сфероида в выходном канале печатающей головки,
- подачи управляющего сигнала на драйвер приводного элемента для обеспечения движения инструмента печати в выходном канале печатающей головки в зависимости от положения тканевого сфероида в выходном канале печатающей головки.
Вычислительное устройство имеет цифровой входной канал, на который поступает цифровой сигнал с системы регистрации, цифровой входной канал для инициации процесса печати одиночного сфероида, цифровые выходы для отправки сигналов на драйвер приводного элемента и реле соленоида для обеспечения движения инструмента печати и подпирающего плунжера соответственно.
В одном из вариантов осуществления изобретения все элементы устройства печати одиночного тканевого сфероида располагаются на единой платформе и механически соединены друг с другом. При этом возможны варианты осуществления изобретения, согласно которым, например, вычислительное устройство располагается вне единой конструкции, на некотором расстоянии от устройства печати.
Дополнительно вычислительное устройство может быть связано с внешним вычислительным устройством для инициации работы печатающей головки, которое может быть выполнено на базе широкого спектра электронно-вычислительных устройств, например, персонального компьютера, ноутбука, серверного кластера, смартфона и т.д. При подключении к внешнему вычислительному устройству, в вычислительное устройство печатающей головки поступает сигнал на запуск цикла работы печатающей головки (описан ниже), далее вычислительное устройство печатающей головки запускает системы печатающей головки, согласно заложенному в него алгоритму.
В вычислительном устройстве происходит обработка изображения, приходящего с системы регистрации. При положении сфероида между печатающим инструментом и подпирающим плунжером процессор отправляет сигналы на движение подпирающего плунжера и инструмента печати, порядок движения которых описан ниже в описании одного цикла работы.
Для подготовки устройства к работе необходимо заполнить емкость для подачи питательной среды питательной средой. В емкость для загрузки сфероидов необходимо загрузить тканевые сфероиды.
Один цикл работы печатающей головки по этапам продемонстрированы на фиг. 3. Для инициации процесса движения тканевых сфероидов во входном канале 810 печатающей головки с помощью шприцевого насоса или другого вакуумного устройства создается негативное давление в верхнем 830 и нижнем 850 каналах сепарации. В результате через верхнюю 830 и нижнюю 850 систему микроканалов питательная среда откачивается в емкость для сбора (на фиг. 1-3 условно не показана) отработанной среды (размер микроканалов не позволяет пройти тканевым сфероидам в каналы сепарации). Сепарация питательной среды нейтрализует негативной выход с образованием капель питательной среды из выходного канала 820 печатающей головки, тем самым обеспечивается движение сфероидов во входной канал 810 печатающей головки (фиг. 3a) из емкости для загрузки сфероидов 200 и движение сфероидов во входном канале 810 до выходного канала 820 печатающей головки.
Как только цифровая камера 700 определила положение тканевого сфероида (фиг.3b поз.1) (между подирающим плунжером и инструментом печати (фиг. 3b поз.2)), подпирающий плунжер 500 (фиг.3c поз.3) отъезжает в сторону, освобождая движение инструменту печати 300, как показано на фиг. 3c, после этого инструмент печати 300 производит печать сфероида, т.е. передвигает сфероид до контакта его с поверхностью субстрата, на которую производиться печать (фиг.3d поз.4). После произведения печати печатающий инструмент 300 печати поднимается до позиции ниже начального положения на диаметр сфероида, для того чтобы подпирающий плунжер 500 занял свое начальное положение без проскакивания следующих сфероидов в выходной канал 820. Далее инструмент печати 300 поднимается на позицию начального положения. Цикл закончен.
Данное технологическое решение позволяет с высокой скоростью печатать одиночными тканевыми сфероидами на биосовместимые материалы (коллаген, фибриноген, электроспиннинговый матрикс и др.).
Применение данного устройства с системой «турникет» для печати сфероидов позволит обеспечить биопечать одиночных тканевых сфероидов в нанесенные послойные слои или решетки из биосовместимого материала.
Предшествующее описание было приведено в виде различных вариантов воплощения или реализации настоящего изобретения. При этом следует понимать, что в такие варианты специалистом могут быть внесены многочисленные и различные модификации и изменения без отклонения от сущности настоящего изобретения, которая определяется исключительно прилагаемой формулой изобретения. Так, например, конструктивный элемент устройства, упомянутый здесь в единственном числе, следует понимать как не исключающий возможности наличия множественных элементов, если такое исключение не указано в явном виде или не следует из контекста. Кроме того, ссылки на «вариант воплощения» или «вариант реализации» не должны интерпретироваться как исключающие существование других вариантов, которые также включают в себя указанные признаки. Кроме того, если явно не указано иное, варианты, «включающие в себя», «содержащие» или «имеющие» некий элемент или множество элементов с неким конкретным свойством или признаком, могут включать в себя дополнительные элементы независимо от того, обладают ли они этим свойством или признаком.
Следует также отметить, что конкретная компоновка конструктивных элементов печатающей головки и устройства для печати с использованием данной печатающей головки (например, их число, типы, размещение и т.п.) в проиллюстрированных вариантах воплощения может быть изменена на другие в различных альтернативных вариантах воплощения. В различных вариантах воплощения могут использоваться разные количества некоего данного модуля или блока, может использоваться другой тип или типы некоего данного модуля или блока, некий данный модуль или блок может быть добавлен, или же некий данный модуль или блок может быть исключен.
Следует четко понимать, что вышеприведенное описание предназначено для иллюстрации настоящего изобретения, а не для ограничения объема его охраны. Например, вышеописанные варианты воплощения (и/или их признаки) могут использоваться в любой комбинации друг с другом. В дополнение к этому, могут быть проделаны многочисленные модификации для адаптации одного конкретного варианта воплощения к сведениям из различных других вариантов воплощения без отступления от объема охраны изобретения. Размеры, типы, ориентации, число и положения различных описанных здесь конструктивных элементов предназначены характеризовать параметры считающихся предпочтительными в настоящее время вариантов воплощения и являются ни в коем случае не ограничивающими, а просто примерными вариантами. После рассмотрения вышеприведенного описания специалисту в данной области техники станут очевидными многочисленные другие варианты и модификации изобретения в рамках сущности и объема охраны изобретения. Следовательно, объем охраны должен определяться с учетом лишь формулы изобретения, наряду с полным объемом эквивалентов, на которые эта формула изобретения дает право.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роботизированная медицинская система и манипулятор для 3D-биопечати для полнослойного закрытия кожного дефекта | 2023 |
|
RU2814949C1 |
| УСТРОЙСТВО И СПОСОБ МАГНИТНОЙ ФАБРИКАЦИИ | 2019 |
|
RU2746171C2 |
| СПОСОБ ФАБРИКАЦИИ КОНСТРУКТОВ ИЗ ФОСФАТОВ КАЛЬЦИЯ | 2019 |
|
RU2725111C1 |
| Ручное автономное устройство двухкомпонентной биопечати для лечения раневых поверхностей и способ нанесения покрытия на раневую поверхность ручным автономным устройством | 2023 |
|
RU2793065C1 |
| Имплантат ушной раковины | 2022 |
|
RU2790402C1 |
| 3D биопринтинг солид органоидов Рулонный Пористый Скаффолд | 2024 |
|
RU2839759C1 |
| Способ трёхмерной биопечати Рулонный Пористый Скаффолд | 2023 |
|
RU2827739C1 |
| СПОСОБ ФАБРИКАЦИИ ТРЕХМЕРНЫХ БИОПЛЕНОК МИКРООРГАНИЗМОВ | 2021 |
|
RU2769574C1 |
| ПЛАТФОРМА ДЛЯ ИНЖЕНЕРИИ ИМПЛАНТИРУЕМЫХ ТКАНЕЙ И ОРГАНОВ И СПОСОБЫ СОЗДАНИЯ (БИОФАБРИКАЦИИ) ЭТИХ ТКАНЕЙ И ОРГАНОВ | 2012 |
|
RU2623303C2 |
| ДЕМПФИРУЮЩИЙ ЭЛЕМЕНТ МИКРОФЛЮИДНОГО ЧИПА И МИКРОФЛЮИДНЫЙ ЧИП | 2016 |
|
RU2648444C1 |
Группа изобретений относится к области биотехнологии. Предложена печатающая головка и устройство печати тканевыми сфероидами. Печатающая головка включает систему каналов, содержащую входной и выходной каналы, верхний и нижний каналы сепарации питательной среды, а также канал для подпирающего плунжера. Входной канал имеет диаметр, обеспечивающий перемещение сфероида по нему только по одному. Выходной канал имеет диаметр не меньше диаметра входного канала, включает входное отверстие для ввода печатающего инструмента и выходное отверстие для вывода сфероидов. Каналы сепарации выполнены с возможностью соединения приспособления для отвода питательной среды с выходным каналом через систему микроканалов. Устройство включает печатающую головку, устройство подачи сфероидов с питательной средой во входной канал, приспособление для отвода питательной среды, подпирающий плунжер, печатающий инструмент, систему регистрации положения сфероида в выходном канале и вычислительное устройство для управления. Изобретения обеспечивают повышение точности позиционирования сфероида на печатаемой поверхности, улучшение качества производства трехмерных структур и увеличение скорости печати. 2 н. и 8 з.п. ф-лы, 3 ил.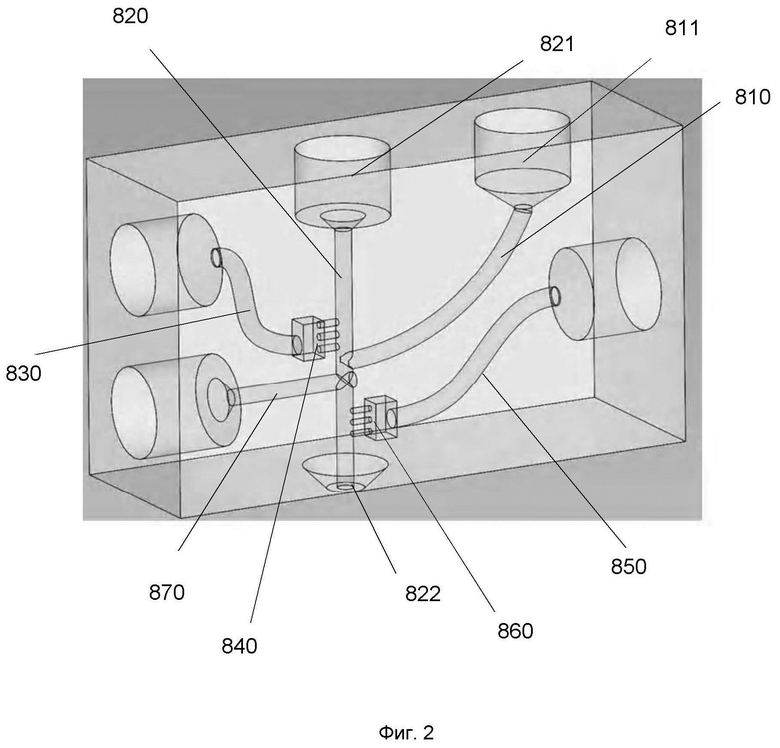
1. Печатающая головка для использования в устройстве печати тканевыми сфероидами, включающая
систему каналов, в которую входят:
по меньшей мере один входной канал, диаметр которого выбирается в зависимости от диаметра используемых для печати тканевых сфероидов так, чтобы сфероиды по каналу могли перемещаться только по одному, для приема и направления подачи питательной среды с тканевыми сфероидами,
выходной канал, диаметр которого выбирается так, чтобы он был не меньше диаметра входного канала, с верхним входным отверстием для ввода печатающего инструмента и нижним выходным отверстием для вывода тканевых сфероидов,
верхний канал сепарации питательной среды и нижний канал сепарации питательной среды, каждый из которых выполнен с возможностью соединения приспособления для отвода питательной среды с выходным каналом через систему микроканалов: соответственно, верхний канал сепарации питательной среды - в первой области выходного канала, а нижний канал сепарации питательной среды - во второй области выходного канала,
канал для подпирающего плунжера, выполненный с возможностью ввода подпирающего плунжера,
при этом каналы сконфигурированы таким образом, что
входной канал соединен с выходным каналом в первой точке пересечения, расположенной между первой областью выходного канала и второй областью выходного канала,
а канал подпирающего плунжера соединен с выходным каналом во второй точке пересечения, находящейся между первой точкой пересечения и второй областью выходного канала,
причем диаметр каждого микроканала системы микроканалов выбирается в зависимости от диаметра используемых для печати тканевых сфероидов так, чтобы сфероиды не могли перемещаться по микроканалу.
2. Печатающая головка по п. 1, характеризующаяся тем, что содержит множество входных каналов, причем диаметр всех входных каналов одинаков и все входные каналы соединены с выходным каналом.
3. Печатающая головка по п. 1, характеризующаяся тем, что один или несколько входных каналов для приема и направления подачи питательной среды с тканевыми сфероидами имеют криволинейную форму.
4. Печатающая головка по п. 1, характеризующаяся тем, что каналы расположены внутри объемного тела.
5. Печатающая головка по п. 4, характеризующаяся тем, что объемное тело выполнено из твердого прозрачного материала.
6. Печатающая головка по п. 1, характеризующаяся тем, что диаметр используемых тканевых сфероидов лежит в пределах 290-400 мкм, а диаметр входного и выходного каналов на 30±10 мкм больше диаметра используемых тканевых сфероидов.
7. Печатающая головка по п. 6, характеризующаяся тем, что диаметр каждого микроканала системы микроканалов составляет от 10 до 200 мкм.
8. Устройство печати тканевыми сфероидами, включающее:
- печатающую головку по любому из пп. 1-7,
- устройство подачи тканевых сфероидов с питательной средой во входной канал печатающей головки,
- по меньшей мере одно приспособление для отвода питательной среды, подключенное к верхнему и/или нижнему каналам сепарации питательной среды печатающей головки,
- подпирающий плунжер, выполненный с возможностью ввода в канал подпирающего плунжера и перемещения по нему вплоть до запирания выходного канала печатающей головки,
- печатающий инструмент, выполненный с возможностью ввода в выходной канал печатающей головки через верхнее входное отверстие,
- систему регистрации положения тканевого сфероида в выходном канале печатающей головки,
- вычислительное устройство для управления устройством подачи тканевых сфероидов с питательной средой, для управления системой регистрации, для управления перемещением подпирающего плунжера и печатающего инструмента, для управления приспособлением для отвода питательной среды.
9. Устройство по п. 8, характеризующееся тем, что печатающая головка является сменной.
10. Устройство по п. 8, характеризующееся тем, что устройство подачи включает средство управления давлением в емкости для питательной среды для того, чтобы создавать пульсации, необходимые для продвижения сфероидов из емкости для загрузки тканевых сфероидов во входной канал печатающей головки.
| LANG M | |||
| et al., Integrated System for 3D Assembly of Bio-scaffolds and Cells // 6th annual IEEE Conference on Automation Science and Engineering, Toronto, Ontario, Canada, August 21-24, 2010, стр.786-791 | |||
| БИОПРИНТЕР | 2014 |
|
RU2558290C1 |
| Устройство для фасовки сыпучих тел | 1931 |
|
SU28039A1 |
| US 20150375453 A1, 31.12.2015 | |||
| US 20160288414 A1, 06.10.2016 | |||
| WO 2018064778 A1, 12.04.2018 | |||
| WO 2012176751 A1, 27.12.2012. | |||

