Изобретение относится к области изготовления плат на основе нитрида алюминия с переходными отверстиями и может найти применение в электронной, электротехнической и радиотехнической промышленности, в частности, при производстве металлизированных плат для силовых модулей.
Известен способ изготовления керамических подложек металлизированных методом DBC (Патент РФ № 2433506, МПК H01L35/08, H01L35/34, опубликован 10.11.2011). Сущность метода DBC состоит в том, что предварительно проводят окисление поверхности пластины из алюмонитридной керамики, после чего пластину соединяют с медью при температуре 1064°С эвтектикой Cu-CuO2. Одним из недостатков метода DBC является то, что эвтектика Cu-CuO2 отличается повышенной хрупкостью и пониженной стойкостью соединения в условиях циклического изменения температур. Также в изделиях из керамики, металлизированной по данному способу, нельзя сформировать металлизированные переходные отверстия.
Известен способ металлизации керамики, включающий нанесение на керамическую пластину адгезионного слоя, а именно слоя молибден-марганцевого состава, и слоя порошкообразной меди, с последующим одновременным их вжиганием при 800-1100°C (Авторское свидетельство СССР № 564293, МПК C04B41/14, опубликован 05.07.1977). С помощью вжигания обеспечивается расплавление меди и проникновение ее между зернами молибден - марганцевого состава. Медь, образуя с марганцем активный расплав, взаимодействует с керамикой. На поверхности подложки образуется покрытие, прочно сцепленное с керамикой, позволяющее осуществлять пайку различными припоями.
Основным недостатком данного способа является то, что топологический рисунок металлизации можно формировать только методом сеткографии. Получение топологического рисунка на такой металлизации методом фотолитографического травления связано с существенными трудностями. Прежде всего, очень сложно подобрать раствор для травления, обеспечивающий высокое сопротивление изоляции между электрически изолированными элементами топологического рисунка. Кроме того, требуется разработка фоторезиста, достаточно устойчивого для процесса травления такой металлизации.
Известен способ металлизации керамики (Патент РФ № 2490237, МПК C04B41/88, C04B37/02, опубликован 20.08.2013), в котором на керамическую пластину сверху и снизу наносят адгезионный слой на основе молибдена и марганца и проводят его вжигание при температуре 1320-1350°C, затем методом холодного газодинамического напыления наносят слой порошкообразной меди, после чего проводят отжиг при температуре 900-1100°C, кроме того, дополнительно устанавливают пластины медной фольги толщиной 100-700 мкм, прижимают их под давлением 0,7-1,6 кгс/мм2 и проводят термообработку в вакууме или водороде при температуре 850-1000°C. Слои металлизации наносят с заранее сформированным топологическим рисунком. Основным недостатком данного способа является то, что топологический рисунок металлизации можно формировать только методом сеткографии. На металлизированных подложках данным способом невозможно формировать топологический рисунок металлизации методом фотолитографического травления. Кроме того, данный процесс требует приложения большого усилия сдавливания при термообработке. Например, при металлизации подложек стандартного размера 48х60 мм усилие составит от 2 до 5 тонн. Такое сдавливание сложно обеспечить в вакуумной или водородной печи. Кроме того, такое сдавливание может привести к появлению трещин на пластине.
Наиболее близким техническим решением является способ металлизации керамики (Патент РФ № 2558323, МПК C23C28/02, C04B41/90, опубликован 27.07.2015), включающий нанесение вакуумным осаждением на поверхности керамической пластины адгезионного слоя титан-медь, припайку к слою меди пластин медной фольги в среде вакуума или водорода. Данное техническое решение направлено на металлизацию керамики толстой медью, но не обеспечивает возможности изготовления плат, элементы которых, пропускающие токи в десятки и сотни ампер, выполнены с минимальными значениями электрического сопротивления, а проводящие элементы в слаботочных цепях – с минимальными размерами и повышенной плотностью.
Предлагаемое изобретение описывает способ изготовления плат для изделий повышенной мощности, в которых элементы, пропускающие токи в десятки и сотни ампер, например в цепях коммутации, выполнены из меди большой толщины, обеспечивая минимальные значения электрического сопротивления, а проводящие элементы в слаботочных цепях, которые могут иметь размеры в несколько десятков микрометров, что невозможно выполнить по толстой меди, например в цепях управления, выполнены методом фотолитографического травления по тонкоплёночной металлизации.
Таким образом изобретение содержит решение технической задачи, состоящей в совмещении в одном технологическом процессе изготовления плат для изделий повышенной мощности возможностей выполнения части элементов из меди большой толщины и части элементов методом травления по тонкоплёночной металлизации, позволяющее преодолеть недостатки известных технических решений.
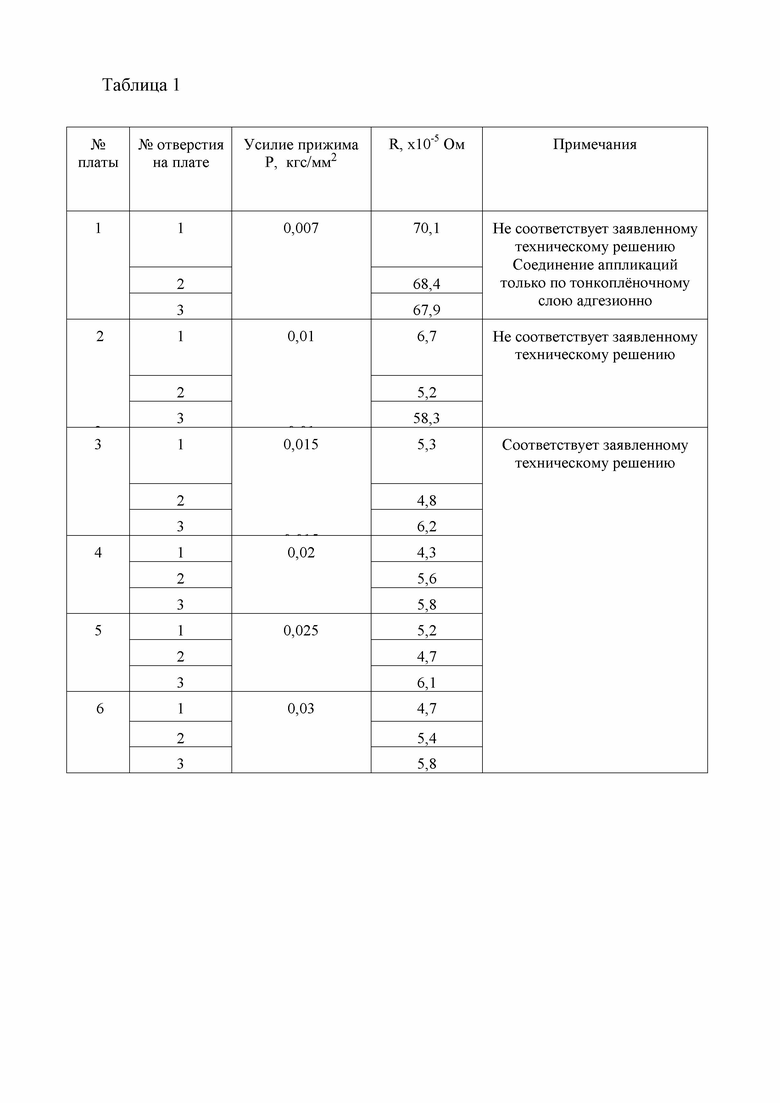
Решение поставленной технической задачи, обеспечиваемое изобретением, достигается тем, что в способе изготовления плат на основе нитрида алюминия с переходными отверстиями, включающем нанесение вакуумным осаждением на поверхности керамической пластины тонкоплёночного слоя титан-медь, припайку к слою меди пластин медной фольги припоем серебро-медь в среде вакуума или водорода, тонкоплёночный слой формируют вакуумным осаждением в виде системы титан-медь, покрывают химическим никелем осаждённый слой меди, формируют фотолитографическим травлением рисунок металлизации, в переходных отверстиях размещают медные вставки высотой меньшей толщины керамической пластины на величину не более оптимальной толщины припоя после чего, к покрытым медью участкам тонкоплёночного слоя, предназначенным для работы при повышенных токовых нагрузках, под давлением 0,01-0,03 кгс/мм2 прижимают аппликации из медной фольги и проводят пайку.
Технических решений, содержащих признаки, сходные с отличительными, не выявлено, что позволяет сделать выводы о соответствии заявленных технических решений критерию новизны.
Металлизированная медью подложка из алюмонитридной керамики, допускающая высокотемпературную пайку в среде водорода, допускающая формирование топологического рисунка металлизации фотолитографическим травлением и электрическое соединение между металлизированными поверхностями пластины через переходные отверстия с обеспечением минимального электрического сопротивления в цепях с большими значениями токовых нагрузок, получена благодаря тому, что медный слой тонкоплёночной металлизации покрывают химическим никелем, формируют на ней фотохимическим способом рисунок металлизации, в переходных отверстиях размещают медные вставки высотой меньшей толщины керамической пластины на величину не более оптимальной толщины припоя после чего, к покрытым никелем поверхностям тонкоплёночного слоя прижимают под давлением 0,01-0,03 кгс/мм2 аппликации из медной фольги и проводят пайку припоем серебро-медь.
Осаждённый в вакууме тонкоплёночный слой, состоящий из титана и осаждённой на него меди обеспечивает высокую адгезию к керамике из нитрида алюминия, т.к. с точки зрения термодинамики титан при вакуумном осаждении на алюмонитридную керамику способен вступать с ней в химическое взаимодействие.
Прижим с давлением 0,01-0,03 кгс/мм2 достаточен для получения годных металлизированных подложек.
Пайку можно проводить эвтектическим припоем серебро-медь ПСр-72, оптимальная толщина которого составляет 45-75 мкм (Рот А., Вакуумные уплотнения. Пер. с англ. М., «Энергия», 1971, стр. 69).
При высоте медных вставок в отверстиях меньшей толщины керамической пластины на величину не более 75 мкм в случае пайки припоем ПСр-72 зазор между вставкой и аппликациями гарантированно заполнятся припоем, обеспечивая надёжное электрическое соединение аппликация-вставка-аппликация.
При термообработке достаточным является прижимающее давление, равное 0,01-0,03 кгс/мм2. Можно прикладывать и большее давление, но при этом можно разрушить керамику. Например, при размерах стандартной пластины 48х60 мм с площадью 2880 мм2 на пластину надо приложить равномерно распределённое усилие 86,4 кг, что уже вызывает определённые сложности при пайке в водородной или вакуумной печи, такие как увеличение размеров оснастки, увеличение времени пайки и т.п.
Для обеспечения гарантированного образования припоя серебро-медь и его достаточной смачивающей способности, пайку целесообразно проводить при температуре не ниже 820°C. Температура пайки выше температуры плавления эвтектики серебро-медь приводит к образованию припоя с повышенной температурой плавления за счёт перехода меди с аппликаций в припой. Никель на поверхности осаждённого тонкоплёночного слоя исключает переход в состав припоя тонкоплёночной меди и, следовательно, к нарушению. Адгезии металлизации к керамике.
Для проведения испытаний были изготовлены опытные образцы металлизированных подложек из алюмонитридной керамики.
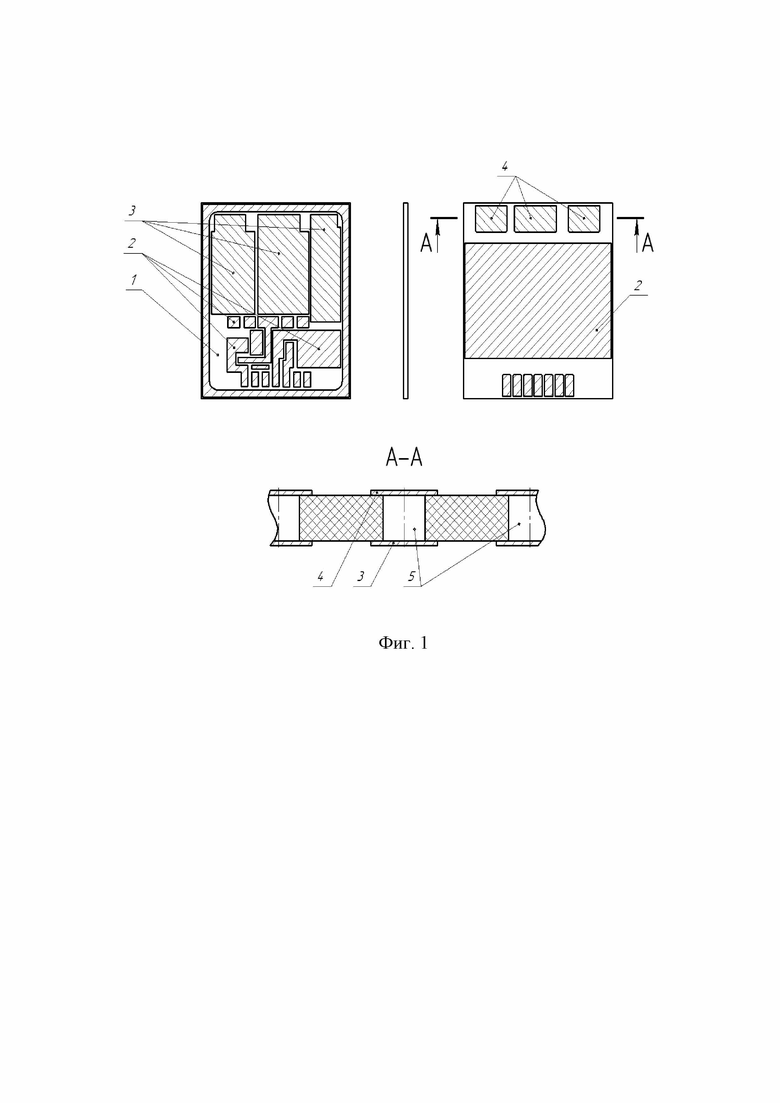
Процессы металлизации проводили на подложках из алюмонитридной керамики 1 (Фиг. 1) с размерами 48х60 мм при толщине 1 мм. На поверхности тонкоплёночного слоя 2 химически осаждали никель толщиной 3мкм.
Топологический рисунок был сформирован фотолитографическим травлением покрытой никелем тонкоплёночной металлизации по плёночному фоторезисту защищающему от травления металлизацию на поверхности переходных отверстий 5 диаметром 3 мм. В отверстиях размещали медные вставки высотой 0,93 мм и диаметром 2,9 мм. Присоединяли аппликации 3 и 4 из медной фольги толщиной 0,3 мм пайкой припоем ПСр-72 при различных давлениях прижима (P).
Измеряли сопротивление между аппликациями, соединёнными через проходные отверстия и проверяли наличие непропаев аппликаций. К выводным площадкам-аппликациям 4 припаивали выводы при температуре 810°C.
Результаты испытаний приведены в таблице 1.
На металлизированных подложках, изготовленных в соответствии с предложенным техническим решением, вспучивание металлизации отсутствует, непропаев аппликаций нет, сопротивление переходных отверстий менее 10-4 Ом. Изготовленные в соответствии с предложенным техническим решением образцы пригодны для использования в качестве теплоотводящих элементов и плат для мощных полупроводниковых приборов, силовой электроники и иных изделий, где необходим эффективный отвод тепла и способность электропроводящих элементов выдерживать большие токовые нагрузки при высокой разрешающей способности топологического рисунка цепей управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕТАЛЛИЗАЦИИ ПОДЛОЖКИ ИЗ АЛЮМОНИТРИДНОЙ КЕРАМИКИ | 2014 |
|
RU2558323C1 |
| Способ изготовления керамических плат для СВЧ монолитных интегральных схем | 2022 |
|
RU2803667C1 |
| Способ изготовления плат на подложках из алюмонитридной керамики | 2023 |
|
RU2828329C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИЧЕСКИХ ПОДЛОЖЕК | 2023 |
|
RU2819952C1 |
| Коммутационная плата на нитриде алюминия для силовых и мощных СВЧ полупроводниковых устройств, монтируемая на основании корпуса прибора | 2018 |
|
RU2696369C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ С ПОМОЩЬЮ МЕТАЛЛИЗИРОВАННОЙ ЛЕНТЫ | 2018 |
|
RU2711239C2 |
| Способ подготовки поверхности подложки из алюмонитридной керамики под тонкоплёночную металлизацию | 2019 |
|
RU2724291C1 |
| МЕТАЛЛИЗИРОВАННАЯ КЕРАМИЧЕСКАЯ ПОДЛОЖКА ДЛЯ ЭЛЕКТРОННЫХ СИЛОВЫХ МОДУЛЕЙ И СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 2011 |
|
RU2490237C2 |
| Способ изготовления теплоотвода полупроводникового прибора на основе CVD-алмаза | 2022 |
|
RU2793751C1 |
| Способ металлизации керамики под пайку | 2017 |
|
RU2687598C1 |
Изобретение относится к области изготовления плат на основе нитрида алюминия с переходными отверстиями и может быть использовано в электронной, электротехнической и радиотехнической промышленности, в частности, при производстве металлизированных плат для силовых модулей. Способ изготовления плат на основе нитрида алюминия с переходными отверстиями, включает нанесение вакуумным осаждением на поверхность керамической пластины тонкоплёночного слоя титан-медь, состоящего из титана и осажденной на него меди. Тонкоплёночный слой титан-медь покрывают тонкопленочным слоем химического никеля, формируют фотолитографическим травлением рисунок металлизации по тонкоплёночному слою химического никеля. В упомянутых переходных отверстиях размещают медные вставки высотой, меньшей толщины керамической пластины на величину не более толщины припоя, после чего к покрытым никелем участкам тонкоплёночного слоя, предназначенным для работы при повышенных токовых нагрузках, под давлением 0,01-0,03 кгс/мм2 прижимают аппликации из медной фольги и проводят пайку припоем серебро-медь в вакуумной или водородной среде. Обеспечивается совмещение в одном технологическом процессе изготовление плат для изделий повышенной мощности с выполнением части элементов из меди большой толщины и части элементов методом травления по тонкоплёночной металлизации. 1 ил., 1 табл.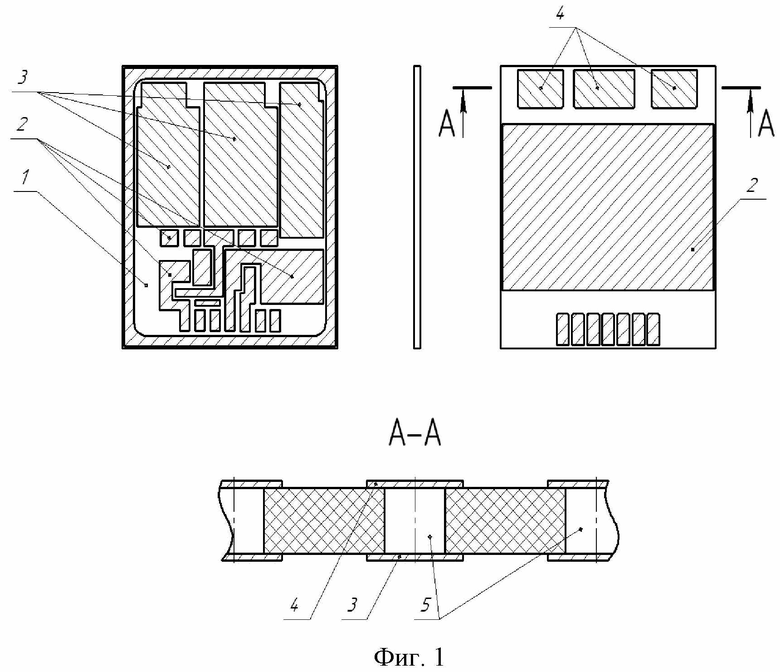
Способ изготовления плат на основе нитрида алюминия с переходными отверстиями, включающий нанесение вакуумным осаждением на поверхность керамической пластины тонкоплёночного слоя титан-медь, состоящего из титана и осажденной на него меди, отличающийся тем, что тонкоплёночный слой титан-медь покрывают тонкопленочным слоем химического никеля, формируют фотолитографическим травлением рисунок металлизации по тонкоплёночному слою химического никеля, в упомянутых переходных отверстиях размещают медные вставки высотой, меньшей толщины керамической пластины на величину не более толщины припоя, после чего к покрытым никелем участкам тонкоплёночного слоя, предназначенным для работы при повышенных токовых нагрузках, под давлением 0,01-0,03 кгс/мм2 прижимают аппликации из медной фольги и проводят пайку припоем серебро-медь в вакуумной или водородной среде.
| СПОСОБ МЕТАЛЛИЗАЦИИ ПОДЛОЖКИ ИЗ АЛЮМОНИТРИДНОЙ КЕРАМИКИ | 2014 |
|
RU2558323C1 |
| Способ металлизации керамики | 1971 |
|
SU564293A1 |
| МЕТАЛЛИЗИРОВАННАЯ КЕРАМИЧЕСКАЯ ПОДЛОЖКА ДЛЯ ЭЛЕКТРОННЫХ СИЛОВЫХ МОДУЛЕЙ И СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 2011 |
|
RU2490237C2 |
| US 9301404 B2, 29.03.2016 | |||
| US 5183553 A1, 02.02.1993. | |||

