Изобретение относится к способу изготовления рентгенолитографического шаблона (маски для рентгеновской литографии, рентгенолитографической маски, рентгеновского шаблона, рентгеношаблона), применяемого для формирования резистивной маски или скрытого изображения в рентгеночувствительных материалах способом трафаретной рентгеновской литографии.
В качестве аналога выбран способ изготовления рентгеношаблона с полимерной мембраной [описанный в работах: [1] Flanders D.C., Smith H.I. Polyimide membrane X-ray lithography masks fabrication and distortion measurements // J. Vac. Sci. Technol., 1978, V. 15, №3, P. 995; [2] Feder R., Romankiw L.T., Spiller E., Topalian J.C. Polyimide substrates for X-ray lithography // IBM Technical Disc. Bull., 1978, v. 20, № 11B; [3] Grispell P.I., Garbarino P.L., Zielinski L.B. Polyimide process for fabrication X-ray marks // IBM Technical Disc. Bull., 1978, v. 20, №10]. Механическая прочность многих полимерных пленок такова, что позволяет, в частности из майлара, изготавливать несущую мембрану рентгеношаблона толщиной около 1 мкм. Рентгеношаблоны с такими мембранами, обладая достаточно высокой механической прочность, имеют низкое поглощение рентгеновского излучения и оптически прозрачны. Был предложен способ формирования тонких, с идеальной рабочей поверхностью бездефектных полимерных пленок, выполняющих функцию несущей мембраны рентгеношаблона. Согласно описаниям в вышеприведенных работах [1-3], пленки формируют непосредственно в процессе изготовления рентгеношаблона, для чего на подложку из стекла, сапфира, кварца или другого материала, способного выдержать температуру 400°С и имеющего гладкую, отполированную поверхность, наносят тонкий слой полимера и производят полимеризацию. Затем поверх этого слоя наносят (напыляют) рентгенопоглощающий слой «тяжелого» металла, в котором литографическим способом с последующим травлением создают топологический рентгенопоглощающий рисунок. Спецификой данного процесса является тот факт, что полимерная мембрана находится в контакте с подложкой в течение всего времени формирования рентгенопоглощающего рисунка и лишь после его создания подложка стравливается, а мембрана остается прикрепленной к опорному кольцу. Опорное кольцо из стали, алюминия или другого материала прикрепляется к мембране перед стравливанием подложки [1], или перед отделением мембраны от подложки [2], или опорное кольцо изготавливается из самого материала подложки [3].
Таким образом, последовательность основных операций, характеризующих способ изготовления, может быть, согласно работе [1], записана следующим образом:
1) наносят на поверхность подложки тонкий слой полимера и формируют полиимидную пленку, толщиной ~ 1 мкм;
2) формируют известным литографическим способом на поверхности полиимидной пленки рентгенопоглощающий рисунок из золота, толщиной 0,03÷0,5 мкм;
3) изготавливают опорное кольцо и приклеивают его к полиимидной пленке;
4) удаляют (стравливают) подложку;
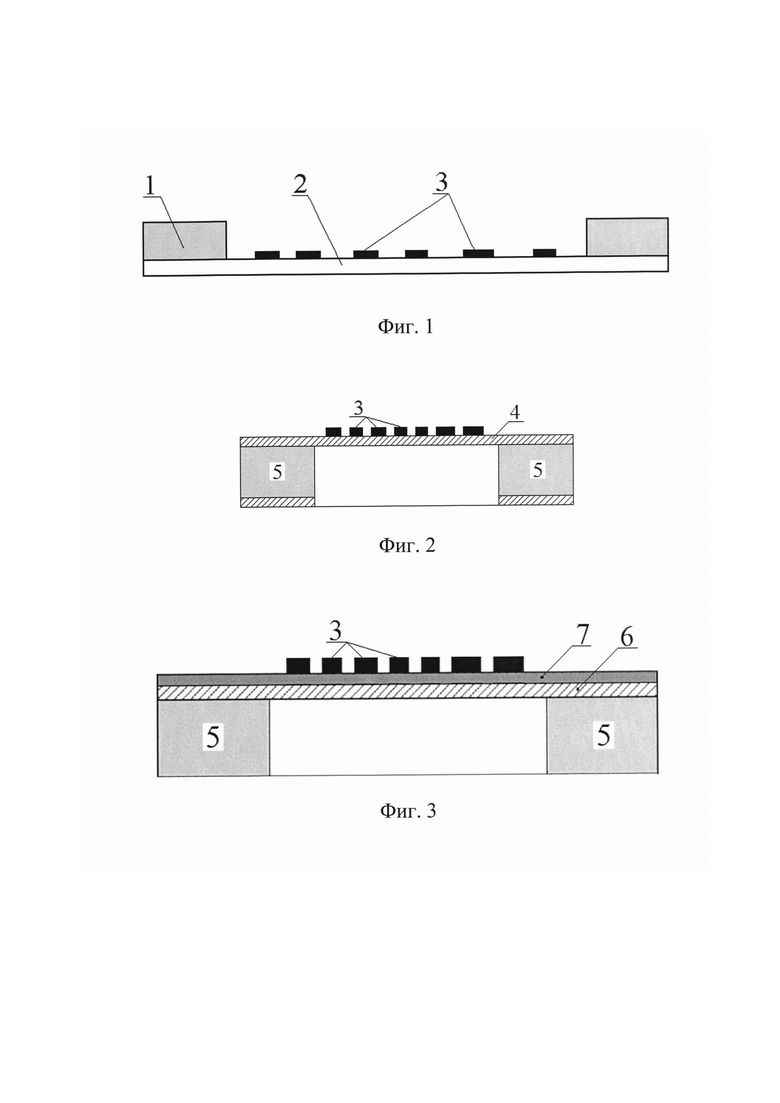
На фиг. 1 схематично изображена конструкция рентгеношаблона, изготавливаемого способом-аналогом, где к опорному кольцу 1, прикреплена играющая роль несущей мембраны полимерная (полиимидная) пленка 2, на поверхности которой сформированы элементы 3 рентгенопоглощающего рисунка.
К недостаткам шаблонов данной конструкции можно отнести следующие моменты:
- крепления опорного кольца к мембране вносит в нее дополнительные напряжения, что может привести к некоторым геометрическим деформациям топологического рисунка, поэтому операция крепления кольца должна проводиться очень аккуратно и тщательно;
- полимерные пленки взаимодействуют с атмосферной влагой и меняют свои физические свойства в зависимости от степени влажности окружающей среды, поэтому их эксплуатация и хранение должны проводиться в стабильных по данному параметру условиях;
- в полимерных пленках под действием рентгеновского излучения происходят многочисленные акты «разрывов» и «сшивки» высокоатомных молекулярных цепей, в результате чего свойства полимерной несущей мембраны изменяются в процессе эксплуатации рентгеношаблона, т.е. имеет место процесс деградации мембраны и связанные с ним геометрические искажения рентгенопоглощающего топологического рисунка шаблона.
В качестве прототипа выбран способ изготовления кремниевых рентгенолитографических шаблонов [описанный в работах: [4] Артамонова Л.Д., Глускин Е.С., Красноперова А.А., Кулипанов Г.Н., Назьмов В.П., Пиндюрин В.Ф., Скринский А.Н., Черков Г.А., Чесноков В.В., Шелюхин Ю.Г. Эксперименты по рентгеновской литографии с использованием синхротронного излучения накопителя ВЭПП-2М // В сб. докладов: Всесоюзное совещание по использованию синхротронного излучения СИ-82. Новосибирск, 1982, С. 260-277 и [5] Артамонова Л.Д., Гаврюшкина Н.И., Гаштольд В.Н., Глуздакова Г.В., Дейс Г.А., Домахина A.M., Коломеец А.Н., Коломеец Т.М., Прокопенко B.C., Черков Г.А. Рентгеновские шаблоны для рентгенолитографии и LIGA-технологии. Отчет Сибирского международного центра синхротронного излучения за 1991-1992 гг. Ин-т ядерной физики им. Будкера СО РАН // Новосибирск, 1993, С. 229-231], рентгенопоглощающий топологический рисунок которых сформирован на несущей мембране, представляющей собой тонкую (толщиной ~ 2 мкм) пленку легированного бором кремния.
На фиг. 2 приведено схематическое изображение кремниевого рентгенолитографического шаблона. Суть технологии его изготовления, в общих чертах, сводится к следующим основным операциям. Кремниевую подложку с обеих сторон легируют методом термической диффузии бором (объемная концентрация примеси бора ~1019÷1020 см-3) на глубину ~ 2 мкм, в результате чего на рабочей поверхности образуется легированный слой, который в последующем будет выполнять роль несущей мембраны 4 рентгенолитографического шаблона. Затем на рабочую поверхность напыляют металлические адгезивные подслои титана и никеля толщиной несколько сотен ангстрем (на схеме не отражены), а поверх них формируют резистивную маску, в окнах которой методом электролиза выращивают топологический рентгенопоглощающий рисунок 3 из золота. На последних этапах удаляют резистивную маску и центральную часть подложки, путем жидкостного селективного травления подложки с ее тыльной стороны, формируя в ней рентгенопрозрачное окно и соответственно опорное кольцо 5.
Вышеизложенный способ изготовления рентгеношаблона содержит следующие основные операции:
1) предварительно формируют границы кремниевой несущей мембраны, путем создания стоп-слоя для селективного травления, что достигается путем термического легирования кремниевой пластины с обеих сторон бором на глубину ~ 2 мкм;
2) наносят на рабочую поверхность кремниевой пластины адгезивные электропроводящие подслои титана (Ti) и никеля (Ni);
3) формируют любым известным литографическим способом на рабочей поверхности кремниевой пластины резистивную маску;
4) проводят гальваническое осаждение золотого маскирующего слоя (рентгенопоглощающего рисунка) через окна в резистивной маске;
5) удаляют остатки резистивной маски;
6) наносят защитные слои (полностью на рабочую поверхность пластины и в виде кольца на ее тыльную поверхность) для последующего селективного жидкостного травления кремния;
7) формируют несущую мембрану, путем удаления центральной части кремниевой пластины селективным жидкостным травлением с тыльной стороны до стоп-слоя;
8) удаляют защитные слои с кремниевой пластины.
Основными достоинствами кремниевых шаблонов являются высокая химическая и радиационная стойкость несущей мембраны, ее высокая рентгенопрозрачность, а также универсальность технологии их изготовления, поскольку она в основном содержит хорошо известные процессы, используемые в полупроводниковом производстве. Их недостатками являлись высокая себестоимость, хрупкость несущей мембраны и также сложность многооперационной технология изготовления. В частности, несущую мембрану формируют на одном из последних этапов изготовления рентгеношаблона путем удаления центральной части пластины посредством жидкостного селективного травления с тыльной стороны до стоп-слоя, что требует создания нескольких защитных слоев (для топологического рисунка, расположенного на рабочей поверхности шаблона, а также в виде кольца на тыльной стороне пластины) и последующего их удаления после формирования несущей мембраны. Это существенно усложняет технологию изготовления шаблона, увеличивает его себестоимость и нередко приводит к необратимым изменениям (порывам) несущей мембраны, вследствие ее сравнительно малой прочности.
Предлагаемый способ существенно упрощает технологию изготовления рентгеношаблона, снижая его себестоимость, позволяет увеличить прочность несущей мембраны, а также обеспечивает возможность формирования многослойных несущих мембран путем комбинации слоев различных материалов разной толщины.
Данный способ содержит следующие основные операции:
1) наносят на рабочую поверхность кремниевой пластины посредством магнетронного напыления слои несущей мембраны из сравнительно легких металлов: алюминия (Al), титана (Ti), допустимо напыление таких металлов, как бериллий (Be), скандий (Sc), ванадий (V) и др.;
2) наносят на рабочую поверхность кремниевой пластины посредством магнетронного напыления адгезивный электропроводящий подслой никеля (Ni);
3) формируют известным литографическим способом на рабочей поверхности кремниевой пластины резистивную маску;
4) проводят гальваническое осаждение золотого рентгенопоглощающего рисунка через резистивную маску (через окна в резистивной маске);
5) удаляют остатки резистивной маски,
6) формируют несущую мембрану, путем удаления центральной части кремниевой пластины посредством плазмохимического травления с тыльной. Травление может осуществляться в двух вариантах: а) как до стоп-слоя, в качестве которого выступает слой алюминия, б) так и на определенную заранее заданную глубину кремния.
Далее описан пример конкретного исполнения рентгеношаблона в двух вариантах, где в качестве исходной заготовки использовалась кремниевая пластина (ориентацией (100), ∅76 мм). Была проведена следующая последовательность операций:
1. Последовательное магнетронное напыление на рабочую поверхность Si пластин слоев: Al (толщиной ~5 мкм), Ti (~1 мкм) и Ni (~0,02 мкм). Напыление Ti производилось с подачей на пластины постоянного отрицательного напряжения -100 В для снижения внутренних напряжений титанового слоя, как это рекомендовано в работе [W. Ehrfeld, W. Glashauser, D. Muenchmeyer at al. // Microelect. Eng., 5(1-4), 1986, P. 463].
2. Формирование посредством контактной фотолитографии при помощи установки совмещения и экспонирования ЭМ-5006 (в режиме вакуумный контакт) резистивной маски из позитивного резиста SPR220-7.0, толщиной ~14 мкм.
3. Гальваническое осаждение золота, толщиной ~12 мкм, на рабочую поверхность пластины через резистивную маску.
4. Жидкостное удаление резистивной маски.
5. Формирование рентгенопрозрачных окон, путем удаления участка (или нескольких участков) кремниевой пластины в центральной ее части методом плазмохимического травления с тыльной стороны: а) полное удаление до алюминиевого стоп-слоя (Фиг. 3); б) остановка травления в непосредственной близости от стоп-слоя, в результате чего остается слой кремния заранее определенной толщины, например, ~1 мкм (Фиг. 4).
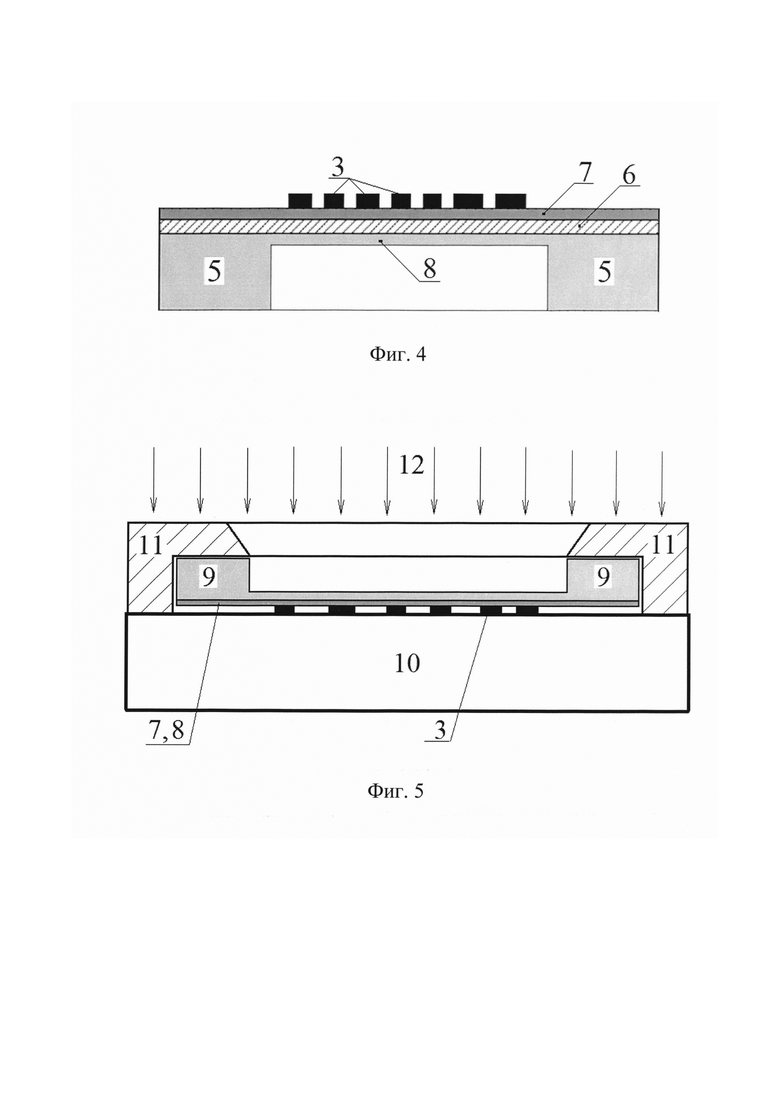
Форма рентгенопрозрачных окон задавалась специально изготовленным трафаретом (через него производилось травление, см. Фиг. 5): в первом случае трафарет содержал 4 окна диаметром 17 мм, а во втором - одно окно в виде квадрата 40×40 мм2 со скругленными углами. Материалом для трафарета может служить дюралюминий, нержавеющая сталь и иные материалы, скорость плазмохимического травления которых в нижеописанной плазме по сравнению со скоростью травления кремния незначительна (меньше в 10 и более раз).
Операция плазмохимического травления кремния производилась на установке Plas-malab 80 Plus (см. Фиг. 5) с источником индуктивно-связанной плазмы (ICP) в циклическом режиме, путем многократного (~175 раз) повторения двух стадий: травление - 48 сек и охлаждение - 2 мин. Травление осуществлялось при следующих параметрах: давление р=30 mTorr; скорости подачи газов: SF6 - 50 см3/мин, Ar - 5 см3/мин; подводимые мощности: RF=70 Вт, ICP=500 Вт. Отвод тепла от образца (т.е. его охлаждение) происходило двумя путями: через теплоотвод к охлаждаемому столику (поскольку образец имеет механический контакт со столиком) и через процессы теплопереноса в среде газа аргона (на стадии охлаждения поток активных газов перекрывается и существенно (в 10 раз) увеличивается поток аргона до 50 см3/мин). Температура столика контролировали соответствующим датчиком, при этом исходная температура старта цикла была ~ Т=5°С (поскольку во время травления к образцу подводится мощность ~ 570 Вт, то образец греется и соответственно поднимается температура столика, которая затем снижается на стадии охлаждения до ~ Т=5°С).
Скорость травления кремния (т.е. толщина слоя, удаляемого за один цикл) ~ 2 мкм/цикл. Поскольку исходная толщина пластины и скорость травления пластины известны, а процесс может быть оставлен (ориентируясь на расчеты) в любой момент, то это позволяет получать заданную толщину несущей мембраны шаблона без стоп-слоя с точностью ±0,1 мкм. Установка, на которой производилась отработка режимов формирования несущей мембраны рентгеношаблона, не была оснащена интерферометрическим датчиком, позволяющим отслеживать процесс травления в режиме «in-situ», но такая опция для данного типа установок существует и в этом случае процесс может контролироваться по показаниям такого датчика. В итоге были получены два образца шаблонов различающиеся количеством слоев несущей мембраны и формами рентгенопрозрачных окон. Следует отметить, что при формировании таким способом окон величина подтрава не имела для нас принципиального значения, но она не превышала толщины кремниевой пластины, т.е. была не более 0,35 мм. Однако, в случае если стоит задача формирования окон с точными габаритными размерами, то необходимо перейти с плазмохимического травления на ионно-лучевое и формировать защитную алюминиевую маску (выполняющую роль трафарета) литографическим способом непосредственно на тыльной стороне кремниевой пластины. Таким образом, допустимо формирование любым литографическим способом защитной маски из алюминия на тыльной стороне кремниевой подложки для проведения плазмохимического травления (толщина маски ~ 1 мкм обеспечит травление кремниевой пластины на глубину ~ 500 мкм).
На фигуре 1 схематично изображена конструкция рентгеношаблона, изготавливаемого способом-аналогом, где к опорному кольцу 1, прикреплена играющая роль несущей мембраны полимерная (полиимидная) пленка 2, на поверхности которой сформированы элементы 3 рентгенопоглощающего рисунка.
На фигуре 2 приведено схематическое изображение кремниевого рентгеношаблона, изготавливаемого способом-прототипом, где топологический рентгенопоглощающий рисунок из золота 3, расположен на поверхности несущей мембраны в виде пленки легированного бором кремния 4, крепящейся своими краями к опорному кольцу 5, выполненному из кремниевой пластины путем удаления центральной ее части на одном из последних этапов изготовления шаблона.
На фигуре 3 приведено схематическое изображение рентгеношаблона, изготавливаемого заявляемым способом, где топологический рентгенопоглощающий рисунок из золота 3, расположен на поверхности многослойной несущей мембраны, крепящейся своими краями к опорному кольцу 5. Несущая мембрана содержит напыленные слои алюминия 6 и титана 7. Центральной часть кремниевой пластины удалена на последнем этапе изготовления шаблона путем ее плазменного травления с тыльной стороны.
На фигуре 4 приведено схематическое изображение рентгеношаблона, изготавливаемого заявляемым способом, где топологический рентгенопоглощающий рисунок из золота 3, расположен на поверхности многослойной несущей мембраны, крепящейся своими краями к опорному кольцу 5. Несущая мембрана содержит напыленные слои алюминия 6 и титана 7. На последнем этапе изготовления шаблона путем плазменного травления кремниевой пластины с тыльной стороны частично удалена ее центральной часть и оставлен тонкий слой кремния 8.
На фигуре 5 приведена схема, иллюстрирующая процесс формирования рентгенопрозрачных окон посредством плазмохимического травления, где кремниевая пластина - 9 с напыленными слоями - 7, 8 и сформированной из золота рентгенопоглощающей топологией - 3 располагается на охлаждаемом столике - 10 в посадочном месте дюралюминиевого трафарета - 11 и подвергается воздействию потока ионов 12 с ее тыльной стороны.
Следует отметить, что в случае проведения экспонирования пучком синхротронного излучения (СИ) через рентгеношаблон любой конструкции его температура повышается, так как часть энергии пучка поглощается непосредственно в нем. Повышение температуры несущей мембраны, если она состоит из двух слоев разных материалов, приведет к ее прогибу (изгибу), в следствии различия коэффициентов литейного теплового расширения (эффект биметаллической пластинки, далее биметаллический эффект) материалов слоев, составляющих многослойную несущую мембрану. Величина прогиба, главным образом, будет зависеть от величины изменения температуры несущей мембраны и от разницы величин коэффициентов литейного теплового расширения материалов слоев, из которых состоит мембрана. Величину прогиба можно существенно уменьшить путем формирования многослойной несущей мембраны, состоящей из трех слоев (см. Фиг. 4), где в середине находится слой с максимальным коэффициентом литейного теплового расширения, как в описанном примере конкретного исполнения. Например, можно напылить на подложку сначала слой титана толщиной 0,5 мкм, затем слой алюминия толщиной 3 мкм, а в конце опять слой титана толщиной 0,6 мкм, в результате чего слои титана будут взаимно компенсировать вызванное тепловым расширением влияние друг друга. Толщины слоев могут быть рассчитаны, исходя из спектра и плотности мощности применяемого для экспонирования пучка СИ. Установка напыления с двумя магнетронами позволяет напылить многослойную структуру с любым количеством чередующихся слоев произвольной толщины и тем самым минимизировать биметаллический эффект.
Кроме того, компенсация биметаллического эффекта может быть достигнута и путем оставления тонкого слоя кремния при травлении подложки. Если описать более подробно этот случай, то в середине находится слой алюминия (Al, с коэффициентом литейного теплового расширения, равным ~ 23⋅10-6 град-1) толщиной (~5 мкм), а по краям слои, толщиной ~1 мкм, кремния (Si) и титана (Ti), с коэффициентами литейного теплового расширения, равными ~ 2,3⋅10-6 град-1 и 8⋅10-6 град-1, соответственно. В результате, при проведении экспонирования через данный рентгеношаблон, мы имеем ситуацию, когда первым по ходу распространения пучка СИ, а соответственно и более нагреваемым им является слой кремния с минимальным коэффициентом литейного теплового расширения, в середине находится слой алюминия с максимальным коэффициентом литейного теплового расширения, и последним слоем является титан с промежуточным по сравнению с двумя другими слоями коэффициентом литейного теплового расширения. В данной ситуации слои кремния и титана в плане тепловых расширений частично взаимно компенсируют влияние друг друга, что приводит к уменьшению величины прогиба несущей мембраны рентгеношаблона, а следовательно, минимизирует деформации реплицируемого рентгенолитографией топологического рисунка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кремниевого рентгеношаблона | 2019 |
|
RU2716858C1 |
| РЕНТГЕНОЛИТОГРАФИЧЕСКИЙ ШАБЛОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2339067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОГРАФИЧЕСКОЙ МАСКИ ДЛЯ LIGA-ТЕХНОЛОГИИ | 2007 |
|
RU2350996C1 |
| РЕНТГЕНОЛИТОГРАФИЧЕСКИЙ ШАБЛОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2469369C2 |
| РЕНТГЕНОШАБЛОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2488910C1 |
| РЕНТГЕНОШАБЛОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2546989C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ LIGA-ШАБЛОНА | 2010 |
|
RU2431881C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ LIGA-ШАБЛОНА | 2010 |
|
RU2431882C1 |
| ЛИТОГРАФИЧЕСКАЯ МАСКА ДЛЯ LIGA-ТЕХНОЛОГИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2350995C2 |
| СПОСОБ ПРОВЕДЕНИЯ ТРАФАРЕТНОЙ РЕНТГЕНОВСКОЙ ЛИТОГРАФИИ | 2007 |
|
RU2344453C1 |
Изобретение относится к способу изготовления рентгенолитографического шаблона, т.е. маски для рентгеновской литографии, рентгенолитографической маски, рентгеновского шаблона, для формирования резистивной маски или скрытого изображения в рентгеночувствительных материалах способом трафаретной рентгеновской литографии. Способ изготовления рентгеношаблона характеризуется тем, что его многослойную несущую мембрану формируют путем напыления на кремниевую пластину нескольких слоев различных материалов с малым атомным весом, рентгенопоглощающий топологический рисунок создается известным способом гальванического осаждения через резистивную маску металла с большим атомным номером, а опорное кольцо и рентгенопрозрачное окно в подложке формируются в едином процессе посредством плазмохимического травления кремниевой пластины с тыльной стороны через трафарет. Травление производят до стоп-слоя, в качестве которого может быть использован слой алюминия, или с оставлением тонкого слоя кремния и остановкой процесса травления в определенный момент времени по показаниям датчика или на основании расчетов. В качестве маски для формирования рентгенопрозрачного окна или нескольких окон в кремниевой подложке и соответственно опорного кольца рентгеношаблона используют трафарет из материала, скорость травления которого по сравнению с кремнием незначительна, меньше в 10 и более раз. Способ согласно изобретению существенно упрощает технологию изготовления рентгеношаблона, снижая его себестоимость, позволяет увеличить прочность несущей мембраны, а также обеспечивает возможность формирования многослойных несущих мембран путем комбинации слоев различных материалов разной толщины. 3 з.п. ф-лы, 5 ил.
1. Способ изготовления рентгенолитографического шаблона, включающий в себя процессы напыления слоев легких (т.е. с малым атомным весом) материалов на рабочую поверхность кремниевой пластины (подложки), формирования на рабочей поверхности резистивной маски, электроосаждения рентгенопоглощающего слоя тяжелых металлов через резистивную маску, удаления резистивной маски и формирования опорного кольца травлением пластины с тыльной стороны, отличающийся тем, что исходно на рабочую поверхность кремниевой пластины напыляют несколько толстых (толщиной в единицы микрон) слоев, которые впоследствии образуют несущую мембрану шаблона, а затем на одном из последних этапов изготовления шаблона формируют опорное кольцо путем плазмохимического травления кремниевой подложки с тыльной стороны через трафарет из материала, скорость травления которого по сравнению с кремнием незначительна (меньше в 10 и более раз).
2. Способ изготовления рентгенолитографического шаблона по п. 1, отличающийся тем, что при проведении плазмохимического травления кремниевой подложки кремний не стравливают полностью, а оставляют тонкий слой для упрочнения несущей мембраны и для компенсации возникающего при проведении рентгеновской литографии (экспонирования пучком рентгеновских лучей) биметаллического эффекта (эффекта биметаллической пластины).
3. Способ изготовления рентгенолитографического шаблона по п. 1, отличающийся тем, что многослойную несущую мембрану формируют путем напыления нескольких чередующихся слоев разных материалов для компенсации биметаллического эффекта.
4. Способ изготовления рентгенолитографического шаблона по п. 1, отличающийся тем, что для формирования рентгенопрозрачного окна в кремниевой подложке плазмохимическим травлением формируют непосредственно на ее тыльной стороне литографическим способом защитную маску из алюминия, выполняющую роль трафарета.
| Артамонова Л.Д | |||
| и др | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| Новосибирск, 1982, с | |||
| Прибор для периодического прерывания электрической цепи в случае ее перегрузки | 1921 |
|
SU260A1 |
| РЕНТГЕНОШАБЛОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2546989C2 |
| РЕНТГЕНОЛИТОГРАФИЧЕСКИЙ ШАБЛОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2469369C2 |
| JP 2006163177 A, 22.06.2006 | |||
| US 2002021781 A1 21.02.2002 | |||
| US 5096791 A, 17.03.1992 | |||
| US 4634643 A, 06.01.1987. | |||

