ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к одноразовым прокладкам для женщин, содержащим барьерные манжеты.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
В настоящее время в продаже имеются одноразовые абсорбирующие изделия с барьерными манжетами. Например, в одноразовых подгузниках различных марок используют барьерные манжеты, чтобы снизить вероятность подтекания. В целом, барьерные манжеты содержат предварительно натянутую эластичную нить или множество нитей, что позволяет барьерной манжете расправляться при использовании подгузника. Без этой способности расправляться барьерные манжеты были бы относительно неэффективны для предотвращения или снижения вероятности подтекания.
При упаковывании подгузники, как правило, складывают. В большинстве случаев упакованные подгузники сложены вдоль по существу боковой центральной линии, которая делит длину подгузника пополам. Поскольку резинка барьерной манжеты предварительно натянута, барьерная манжета удерживает подгузник в сложенном состоянии. При надевании подгузника на пользователя предварительно натянутые резинки способствуют удержанию подгузника на теле и обеспечивают прилегание подгузника к нему.
Применительно к изделиям для женщин, в частности к гигиеническим прокладкам или женским прокладкам, барьерные манжеты не так распространены, как в случае с подгузниками. Однако подобно подгузникам барьерные манжеты для женских прокладок также включают в себя предварительно натянутые резинки. И, подобно подгузникам, при упаковывании женские прокладки, как правило, также складывают. Например, женские прокладки могут быть подобно подгузникам сложены вдоль боковой центральной линии, или, в некоторых случаях, женские прокладки могут содержать множество сгибов, например, они могут быть сложены втрое. Аналогично барьерным манжетам подгузников барьерные манжеты женских прокладок также удерживают прокладки в сложенном состоянии. Однако, в отличие от подгузников, при надевании женских прокладок их накладывают и приклеивают к нижнему белью пользователя, вместо того, чтобы прикладывать их непосредственно к телу. Поскольку барьерные манжеты стремятся удерживать женские прокладки в сложенном состоянии, наложение женской прокладки на нижнее белье может представлять трудности. Даже если женская прокладка содержит крепежный адгезив, резинки барьерных манжет могут преодолевать силы адгезии. И хотя в некоторых традиционных изделиях предприняты попытки ослабления этих сил барьерной манжеты, это, наряду со снижением эффективности барьерных манжет при сохранении сложенного положения, как правило, приводит к тому, что концы женской прокладки загибаются вовнутрь. И поскольку крепежный адгезив для женских прокладок, как правило, нанесен по центру, при наложении могут возникнуть сложности с разгибанием концов. К сожалению, трудности при наложении женских прокладок могут заставить потребителей воздержаться от покупки женских прокладок с барьерными манжетами, несмотря на дополнительную защиту, обеспечиваемую барьерными манжетами.
Соответственно, существует потребность в женских прокладках с барьерными манжетами, которые способны облегчить наложение.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Одноразовая женская прокладка в соответствии с настоящим изобретением способна облегчить наложение прокладки для пользователя. Например, наложение прокладки на трусы пользователя может быть облегчено за счет уменьшенного загиба прокладки, как описано в настоящем документе.
В некоторых формах одноразовые женские прокладки настоящего изобретения содержат продольную ось и поперечную ось, перпендикулярную продольной оси. Одноразовая женская прокладка дополнительно содержит каркас, имеющий первый и второй продольные боковые края, проходящие по существу параллельно продольной оси, пару концевых краев, соединяющих первый и второй продольные боковые края на противоположных концах каркаса, при этом каркас дополнительно содержит верхний слой;
нижний слой и абсорбирующую сердцевину, расположенную между верхним слоем и нижним слоем. Крепежный адгезив размещен на поверхности каркаса, обращенной к одежде. Дополнительно первая манжета проходит вдоль первого продольного бокового края, а вторая манжета проходит вдоль второго продольного края. И женская прокладка имеет коэффициент гибкости менее 240 и средний загиб прокладки менее 3,0 мм.
В некоторых формах одноразовая женская прокладка содержит продольную ось и поперечную ось, перпендикулярную продольной оси. Одноразовая женская прокладка дополнительно содержит каркас, имеющий первый и второй продольные боковые края, проходящие по существу параллельно продольной оси, пару концевых краев, соединяющих первый и второй продольные боковые края на противоположных концах каркаса, при этом каркас дополнительно содержит верхний слой; нижний слой и абсорбирующую сердцевину, расположенную между верхним слоем и нижним слоем. Крепежный адгезив размещен на поверхности каркаса, обращенной к одежде. Дополнительно первая манжета проходит вдоль первого продольного бокового края, а вторая манжета проходит вдоль второго продольного края. И прокладка имеет коэффициент гибкости менее 190 и средний загиб прокладки менее 7,5 мм.
В некоторых формах одноразовая женская прокладка содержит продольную ось и поперечную ось, перпендикулярную продольной оси. Одноразовая женская прокладка дополнительно содержит каркас, имеющий первый и второй продольные боковые края, проходящие по существу параллельно продольной оси, пару концевых краев, соединяющих первый и второй продольные боковые края на противоположных концах каркаса, при этом каркас дополнительно содержит верхний слой; нижний слой и абсорбирующую сердцевину, расположенную между верхним слоем и нижним слоем. Крепежный адгезив размещен на поверхности каркаса, обращенной к одежде. Дополнительно первая манжета проходит вдоль первого продольного бокового края, а вторая манжета проходит вдоль второго продольного края. И женская прокладка имеет средний загиб прокладки, удовлетворяющий следующему уравнению:
APC ≤ (-0,0338FF + 8,7879).
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Несмотря на то что настоящее описание заканчивается формулой изобретения, в которой конкретно указан и определенно заявлен объект изобретения, который рассматривается как основа настоящего изобретения, есть основания полагать, что изобретение будет лучше понято из следующего описания, которое следует рассматривать в сочетании с описанными ниже сопроводительными чертежами, на которых подобные обозначения используются для обозначения по существу идентичных элементов.
На Фиг. 1 представлен вид в горизонтальной проекции примера осуществления изделия для женщин, а именно женской прокладки.
На Фиг. 2A представлен вид в поперечном сечении женской прокладки, изображенной на Фиг. 1, вдоль линии 2-2.
На Фиг. 2B представлен вид в поперечном сечении альтернативной формы женской прокладки, выполненной в соответствии с настоящим изобретением.
На Фиг. 3A представлен вид в горизонтальной проекции женской прокладки, изображенной на Фиг. 1, где показана дополнительная деталь барьерных манжет.
На Фиг. 3B представлен вид крупным планом эластичной детали одной из барьерных манжет женской прокладки, изображенной на Фиг. 3A.
На Фиг. 3C представлен вид крупным планом другой конфигурации эластичных деталей барьерных манжет для женских прокладок, описанных в настоящем документе.
На Фиг. 3D представлен вид крупным планом другой конфигурации эластичных деталей барьерных манжет для женских прокладок, описанных в настоящем документе.
На Фиг. 4 представлен схематический вид сбоку женской прокладки и примера линий сгиба.
На Фиг. 5 показаны типовые формы женского тела с различными индексами массы тела (ИМТ), где поперечная плоскость B:B образована ягодичной бороздой.
На Фиг. 6 показаны типовые морфологические размеры женщин, измеренные в плоскости B:B, изображенной на Фиг. 5, включая расстояние между бедрами, диаметр бедра параллельно сагиттальной плоскости (длина бедра) и диаметр бедра параллельно фронтальной плоскости (ширина бедра).
На Фиг. 7A в приближении показана открытая область промежностного участка на фронтальной плоскости, образованная в месте пересечения внутренних поверхностей бедер 1100A и 1100B с туловищем 1120 и ягодичной бороздой, для высокого значения ИМТ, например 35.
На Фиг. 7B в приближении показана открытая область промежностного участка на фронтальной плоскости, образованная в месте пересечения внутренних поверхностей бедер с туловищем и ягодичной бороздой, для низкого значения ИМТ, например 15.
На Фиг. 8 показана часть испытательного устройства, применяемого для оценки свойств образца в направлении обработки и поперек направления обработки.
На Фиг. 9 представлен график, на котором показан средний загиб прокладки в зависимости от средней пиковой нагрузки в поперечном направлении множества протестированных образцов.
На Фиг. 10 представлен график, на котором показан средний загиб прокладки в зависимости от коэффициента гибкости множества протестированных образцов.
ПОДРОБНОЕ ОПИСАНИЕ
Женские прокладки настоящего изобретения могут обеспечивать гибкость, позволяющую комфортную посадку, и их можно легко накладывать на нижнее белье пользователя. Для целей настоящего описания будут использованы ссылки на женскую прокладку, одноразовое абсорбирующее изделие или абсорбирующее изделие. Однако настоящее изобретение применимо ко множеству изделий для женщин, включая без ограничений гигиенические прокладки, ежедневные гигиенические прокладки, урологические прокладки при недержании у взрослых, прокладки для менструальных выделений и т. п.
При создании женской прокладки с барьерными ножными манжетами необходимо учитывать несколько факторов, в особенности, если основное внимание сосредоточено на том, чтобы облегчить наложение. Во-первых, важным фактором является жесткость прокладки. Как правило, более тонкие прокладки обладают меньшей жесткостью, чем их более объемные аналоги. Хотя более объемные прокладки могут сопротивляться силам, создаваемым барьерными манжетами, более объемные прокладки менее желательны, поскольку они приводят к тому, что при использовании женская прокладка становится заметной. Кроме того, благодаря некоторой гибкости абсорбирующей сердцевины женская прокладка полностью повторяет контуры тела пользователя во время использования. Во-вторых, важным параметром является устойчивость женской прокладки при наложении. В идеале женская прокладка должна легко открываться и горизонтально раскладываться для наложения на нижнее белье пользователя. Силы, прилагаемые к женской прокладке барьерными манжетами, необходимо нейтрализовать так, чтобы женскую прокладку можно было легко расправить, и при этом концы женской прокладки не должны загибаться или по меньшей мере степень их загибания должна быть снижена. В-третьих, барьерные манжеты, соединенные с женской прокладкой, должны обеспечивать функциональное уплотнение. А именно, барьерные манжеты должны расправляться во время использования и прилегать к телу пользователя в соответствующем месте, чтобы снизить вероятность подтекания за пределы барьерной манжеты.
В предыдущих конструкциях приходилось жертвовать одним или более из вышеперечисленных факторов. В отличие от этого, в женских прокладках, выполненных в соответствии с настоящим описанием, учтены все три этих фактора для создания новой женской прокладки. А именно, женские прокладки в соответствии с настоящим описанием могут обеспечить достаточную гибкость сердцевины, малый загиб прокладки для облегчения наложения женской прокладки и барьерные манжеты, которые расправляются во время использования и прилегают к телу пользователя в соответствующем месте, обеспечивая пониженную вероятность подтекания из женской прокладки.
Как отмечалось ранее, желательно, чтобы женская прокладка обладала определенной гибкостью. Например, со ссылкой на Фиг. 1, по существу женская прокладка настоящего изобретения должна обладать гибкостью как поперек направления обработки («направление CD»), так и в направлении обработки («направление MD»). Гибкость в направлении CD позволяет женской прокладке полностью повторять контуры тела пользователя. Однако повышенная гибкость в направлении CD может способствовать потенциальному загибу прокладки при наложении. Загиб прокладки - степень, до которой загибается прокладка в области, смежной с концевыми краями 26 и 28, при размещении прокладки на плоской поверхности и ее полном растяжении. Загиб прокладки особенно характерен для «углов» женской прокладки 10. Например, углы 26A и 26B, относящиеся к концевому краю 26 и углы 28A и 28B, относящиеся к концевому краю 28, подвержены загибу. Точно так же желательна определенная гибкость в направлении MD; однако высокая гибкость в направлении MD может способствовать тому, что концевые участки 40 и 48 женской прокладки 10 будут загибаться под действием сил, создаваемых барьерными манжетами.
На Фиг. 1 показана женская прокладка 10, которая может иметь продольную ось 80 и поперечную ось 90. Продольная ось 80 по существу проходит параллельно наиболее длинному размеру женской прокладки 10. Поперечная ось 90 проходит по существу перпендикулярно продольной оси 80 и лежит в той же плоскости, что и женская прокладка 10 в расправленном состоянии на плоской поверхности. Поперечная ось 90 разделяет пополам длину женской прокладки 10, причем длина параллельна продольной оси 80, а продольная ось 80 разделяет пополам ширину женской прокладки 10, причем ширина параллельна продольной оси 90. Кроме того, как показано, направление MD может быть по существу параллельным продольной оси 80 женской прокладки 10, а направление CD может быть по существу параллельным поперечной оси 90.
Женская прокладка 10 может дополнительно содержать каркас 20, содержащий множество боковых краев 22 и 24, проходящих по существу параллельно продольной оси 80. Пара концевых краев 26 и 28 соединяет все боковые края 22 и 24. Один концевой край 26 соединяет боковые края 22 и 24 на первом концевом участке 40 женской прокладки 10, тогда как другой концевой край 28 соединяет боковые края 22 и 24 на втором концевом участке 48 женской прокладки 10, при этом второй концевой участок 48 расположен напротив первого концевого участка 40. Промежуточный участок 44 размещен между первым концевым участком 40 и вторым концевым участком 48.
Как показано, женская прокладка 10 имеет по существу удлиненную овальную форму. Однако можно использовать любую подходящую форму. Некоторые примеры включают в себя форму песочных часов, неравномерных песочных часов (где один конец шире, чем противоположный конец, а между концами предусмотрена суженная средняя секция) и т. п. Женская прокладка 10 может быть симметричной относительно продольной оси 80 или асимметричной относительно продольной оси 80. Подобным образом, женская прокладка 10 может быть симметричной относительно поперечной оси 90 или асимметричной относительно поперечной оси 90.
Как показано на Фиг. 2A, каркас 20 дополнительно содержит верхний слой 203, нижний слой 207 и абсорбирующую структуру 205, расположенную между верхним слоем 203 и нижним слоем 207. Между верхним слоем 203 и нижним слоем 207 предусмотрены дополнительные слои. Некоторые примеры включают в себя вспомогательные верхние слои, накопительные слои, распределяющие слои и т. п. Каркас 20 дополнительно содержит поверхность 20А, обращенную к пользователю, и поверхность 20B, обращенную к одежде. Поверхность 20A, обращенная к пользователю, может содержать верхний слой 203, а поверхность 20B, обращенная к одежде, может содержать нижний слой.
Женская прокладка 10 может дополнительно содержать первую барьерную манжету 230A, вторую барьерную манжету 230B и крепежный адгезив 211, размещенный на обращенной к одежде поверхности 20B каркаса 20. Как показано, крепежный адгезив 211 может не распространяться в боковом направлении в той же степени, что и абсорбирующая сердцевина 205. Само по себе размещение крепежного адгезива 211 не оказывает большой помощи в удержании углов 26A, 26B, 28A, 28B (см. Фиг. 1) женской прокладки 10. Поэтому преимущественными были бы конструкции с уменьшенным загибом прокладки.
Первая барьерная манжета 230A и вторая барьерная манжета 230B могут быть присоединены к каркасу 20 в любом подходящем месте. Например, как показано, первая барьерная манжета 230A и вторая барьерная манжета 230B могут быть присоединены к поверхности 20A каркаса 20, обращенной к пользователю. Как показано, первая барьерная манжета 230A и вторая барьерная манжета 230B присоединены к верхнему слою 203. В некоторых формах первая барьерная манжета 230A и вторая барьерная манжета 230B могут быть присоединены к поверхности 20B каркаса 20, обращенной к одежде. Например, первая барьерная манжета 230A и вторая барьерная манжета 230B могут быть присоединены к нижнему слою 207. Некоторые примеры других подходящих барьерных манжет описаны в патенте США № 4,695,278; патенте США № 4,704,115; патенте США № 4,795,454; патенте США № 4,909,803; публикации заявки на патент США № 2009/0312730.
Как показано, в некоторых формах первая барьерная манжета 230A содержит первую оболочку 231 и первую эластичную деталь 233. Вторая барьерная манжета 230B содержит вторую оболочку 235 и вторую эластичную деталь 237. Как показано, первая оболочка 231 может полностью охватывать первую эластичную деталь 233. Подобным образом, вторая оболочка 235 может полностью охватывать вторую эластичную деталь 237.
Хотя первая барьерная манжета 230A и вторая барьерная манжета 230B показаны в виде дискретных деталей, присоединенных к каркасу 20, допускается использование любой подходящей конфигурации. Например, первая оболочка 231 и/или вторая оболочка 235 могут содержать часть верхнего слоя 203 и/или часть нижнего слоя 207. В таких формах первая барьерная манжета 230A и/или вторая барьерная манжета 230B могут быть выполнены за одно целое с каркасом 20. Форма, в которой первая барьерная манжета 230A и вторая барьерная манжета 230B выполнены за одно целое с каркасом 20, показана на Фиг. 2B и рассмотрена ниже.
Как показано на Фиг. 2A и 2B, первая эластичная деталь 233 и вторая эластичная деталь 237 могут быть присоединены соответственно к первой оболочке 231 и второй оболочке 235 при помощи любых подходящих средств. В одном примере первая эластичная деталь может быть адгезивно присоединена к первой оболочке 231. Подобным образом, вторая эластичная деталь 237 может быть адгезивно присоединена ко второй оболочке 235. Например, как показано, первые адгезивные участки 251 и 253 могут присоединять эластичные детали 233 и 237 к соответствующим им оболочкам 231 и 235. Подобным образом, вторые адгезивные участки 255 и 257 могут присоединять соответствующие им оболочки 231 и 235 к верхнему слою 203. Как описано ниже, первая эластичная деталь 233 и вторая эластичная деталь 237 могут быть присоединены только в одной части первой оболочки 231 и второй оболочки 235 соответственно. Предусмотрены дополнительные формы, в которых первая эластичная деталь 233 и/или вторая эластичная деталь 237 присоединены к каркасу 20 вместе с соответствующими им оболочками 231 и 235 или независимо от них.
Возвращаясь к Фиг. 1 и 2A, эластичные детали 233 и 237 могут быть расположены по бокам внутри боковых краев 205A и 205B абсорбирующей сердцевины 205. В других формах эластичные детали 233 и 237 могут быть расположены по бокам снаружи боковых краев 205A и 205B абсорбирующей сердцевины 205. В других формах эластичные детали 233 и 237 могут быть расположены по бокам внутри боковых краев 205A и 205B абсорбирующей сердцевины 205 на первом концевом участке 40 и втором концевом участке 48, но по бокам снаружи боковых краев 205A и 205B абсорбирующей сердцевины 205 на промежуточном участке 44. Предусмотрены дополнительные формы, в которых эластичные детали 233 и 237 расположены по бокам внутри боковых краев 205A и 205B абсорбирующей сердцевины 205 на первом концевом участке 40, но расположены снаружи боковых краев 205A и 205B абсорбирующей сердцевины 205 на промежуточном участке 44 и/или втором концевом участке 48.
Возвращаясь к Фиг. 2B, и как сказано ранее, первая барьерная манжета 230A и вторая барьерная манжета 230B могут содержать часть верхнего слоя 203 и нижнего слоя 207. Первая эластичная деталь 233 и вторая эластичная деталь 235 могут быть присоединены только к одной части верхнего слоя 203 и нижнего слоя 205. В других формах первая эластичная деталь 233 и вторая эластичная деталь 235 могут быть присоединены к верхнему слою 203 и нижнему слою 205 на соответствующих им концах, как описано ниже. Как показано, эластичные детали 233 и 237 могут быть расположены по бокам снаружи боковых краев 205A и 205B абсорбирующей сердцевины 205.
Эластичные детали, содержащиеся в барьерных манжетах, могут быть вклеены, причем длина нанесения клея может быть различной, допускается использование различных видов клея, а также различных количеств и мест размещения клея. Размещение клея - еще один параметр, который необходимо учитывать, в особенности, если при конструировании внимание направлено на гибкость сердцевины. Склеивание эластичных деталей и оболочек позволяет создавать на прокладке опорные точки. Местоположения опорных точек очень важны. Например, опорные точки снаружи боковых краев 205A и 205B абсорбирующей сердцевины 205 могут смягчать силы, воздействующие на абсорбирующую сердцевину 205; однако опорные точки, расположенные слишком далеко снаружи боковых краев 205A и 205B абсорбирующей сердцевины 205, могут привести к повышению величины загиба на концевых краях 26 и 28. Опорные точки, расположенные слишком далеко внутри боковых краев 205A и 205B абсорбирующей сердцевины 205, могут оказать отрицательное влияние на функционирование барьерных манжет 230A и 230B. Это может быть особенно важно в случае с сердцевинами контурных форм, поскольку более широкие концы, соединенные с более узкой промежностной областью, могут образовывать точки искусственного сгибания, в которых упругие силы могут работать на деформацию формы прокладки.
В некоторых формах нанесение адгезива на оболочки может быть прерывистым. Например, адгезив, нанесенный на оболочку на промежуточном участке 44, может быть расположен снаружи боковых краев 205A и 205B абсорбирующей сердцевины 205. Однако на концевых участках 40 и 48 адгезив может быть нанесен на оболочки более проксимально относительно боковых краев 205A и 205B абсорбирующей сердцевины 205. Такое нанесение адгезива позволяет удерживать барьерную манжету внутри и способствует созданию более эффективного уплотнения. Узоры нанесения адгезива для барьерных манжет подробно рассмотрены в публикации заявки на патент США№ 2011/0319855.
Минимальное расстояние между первой барьерной манжетой 230A и второй барьерной манжетой 230B может быть в значительной мере обусловлено анатомией женского тела. Однако, как отмечалось ранее, в случае если барьерные манжеты (и соответствующие им эластичные детали) расположены слишком далеко снаружи абсорбирующей сердцевины 205 и слишком далеко внутри абсорбирующей сердцевины 205, возможны компромиссные решения. По этой причине расстояние между самыми дистальными эластичными деталями соответствующих им барьерных манжет необходимо выбирать тщательно. Начиная с самой малой ширины, расстояние между самыми дистальными эластичными деталями первой барьерной манжеты 230A и второй барьерной манжеты 230B должно быть достаточно большим, чтобы обеспечивать адекватный доступ к абсорбирующей сердцевине 205 во время использования с учетом сил, которые будут воздействовать на прокладку. В случае слишком малой ширины доступ к части абсорбирующей сердцевины 205 может быть затруднен, что может привести к подтеканию, несмотря на наличие барьерных манжет 230A и 230B. В некоторых формах настоящего изобретения минимальное расстояние между эластичной деталью первой барьерной манжеты 230A и эластичной деталью второй барьерной манжеты 230B, которые расположены наиболее дистально относительно друг друга, может составлять по меньшей мере 20 мм. Может использоваться любое подходящее расстояние. Например, в некоторых формах настоящего изобретения расстояние может быть больше чем или равным приблизительно 20 мм, быть больше чем приблизительно 30 мм, больше чем приблизительно 33 мм, больше чем приблизительно 35 мм, больше чем приблизительно 40 мм, больше чем приблизительно 45 мм, больше чем приблизительно 50 мм, больше чем приблизительно 54 мм, больше чем приблизительно 60 мм, больше чем приблизительно 65 мм, быть меньше чем или равным приблизительно 70 мм, или быть меньше чем приблизительно 65 мм, или меньше чем приблизительно 60 мм, меньше чем приблизительно 55 мм, меньше чем приблизительно 50 мм, меньше чем приблизительно 45 мм, меньше чем приблизительно 40 мм, меньше чем приблизительно 35 мм, меньше чем приблизительно 30 мм, меньше чем приблизительно 25 мм, определенно включая любые значения в пределах этих диапазонов или любые диапазоны, образованные этими значениями.
Указанное расстояние играет важную роль в обеспечении контакта барьерных манжет 230A и 230B с телом пользователя в надлежащем месте. Для понимания «надлежащего места» следует упомянуть несколько опорных терминов анатомии пользователя. Термин «фронтальная плоскость», используемый в настоящем документе, описывает вертикальную плоскость, которая проходит через туловище женщины в положении стоя, разделяя указанное туловище на переднюю и заднюю части, причем указанная фронтальная плоскость проходит через плечо и отверстие влагалища, разделяя пополам отверстие влагалища на переднюю и заднюю части. Термин «сагиттальная плоскость», используемый в настоящем документе, описывает плоскость, которая проходит через туловище пользователя в положении стоя и делит туловище пользователя в положении стоя на левую и правую половины. Термин «расстояние между бедрами» означает самое узкое боковое расстояние между бедрами - внутренними частями бедра 1100A и 1100B (см. Фиг. 6), когда человек, бедра которого измеряют, находится в нейтральном положении, при этом его ноги расставлены приблизительно на ширине плеч. Боковое расстояние параллельно фронтальной плоскости и лежит в поперечной плоскости. Поперечная плоскость перпендикулярна фронтальной плоскости и проходит через ягодичную борозду (ягодичной бороздой обычно называют складку под ягодицами или ягодичную складку горизонтальной ягодичной линии). Это показано на Фиг. 5 и на Фиг. 6 в плоскости B:B на Фиг. 5.
На Фиг. 7A показана приближенная область 1130A на фронтальной плоскости, если смотреть на фронтальную плоскость со стороны передней части в направлении задней части туловища. Показанная приближенная область 1130A - это область для пользователя с высоким ИМТ, например 35. Область 1130A образована пересечением 1110A между туловищем 1120 и внутренней поверхностью бедра 1100A, пересечением 1100B между туловищем 1120 и внутренней поверхностью бедра 1100B и поперечной плоскостью 1150A, проходящей через ягодичную борозду. Как показано, область 1130A можно приблизить методом перевернутой трапеции. При уменьшении ИМТ углы пересечений 1110A и 1110B увеличиваются. На Фиг. 7B показана приближенная область 1130B для пользователя с более низким ИМТ, например 15. Как показано, поперечная плоскость 1150B, проходящая через ягодичную борозду, находится гораздо ближе к туловищу 1120, чем на Фиг. 7A. Поперечные плоскости 1150A и 1150B отображают относительное расстояние от трусов до туловища. Как показано, поперечная плоскость 1150B находится гораздо ближе к туловищу 1120, чем поперечная плоскость 1150A.
Барьерные манжеты настоящего изобретения могут взаимодействовать с пользователем в местах пересечений 1110A и 1110B между внутренней поверхностью бедра 1100A и туловищем 1120, и внутренней поверхностью бедра 1100B и туловищем 1120. Барьерные манжеты, которые расположены на расстоянии в боковом направлении вовнутрь от пересечений 1110A и 110B, могут повысить вероятность подтекания. Например, если одна или более барьерных манжет взаимодействуют с туловищем 1120 по бокам внутри пересечений 1110A и/или 1110B, одна или более барьерных манжет могут перенаправлять путь тока текучих сред из отверстия влагалища таким образом, чтобы эти текучие среды перемещались вдоль внешней поверхности барьерной манжеты, а не к верхнему слою прокладки. В отличие от этого, барьерные манжеты, которые взаимодействуют с внутренней поверхностью бедра 1100A и 1100B, а не с местами пересечений 1110A и 1110B, могут обладать пониженной эффективностью. Например, барьерные манжеты имеют тенденцию к растягиванию вдоль внутренней поверхности бедра 1100A и 1100B при наложении прокладки так, что в конечном положении барьерные манжеты имеют нисходящий уклон. Этот нисходящий уклон барьерных манжет снижает их эффективность. Указанные выше диапазоны расстояния между барьерными манжетами были определены опытным путем на основании клинического измерения ширины промежности у туловища 1120 и экстраполяции результатов.
Другим фактором являются сгибы на прокладке. Прокладки по существу содержат один или более сгибов, чтобы сделать прокладку более удобной для потребителя, а также облегчить транспортировку и хранение. Кроме того, складывание прокладки снижает вероятность эластичной деформации во время хранения. Однако эти линии сгиба могут функционировать как точки сгибания, на которые воздействуют упругие силы для изменения формы прокладки. Кроме того, аналогично описанным выше опорным точкам, опорные точки, расположенные слишком далеко за пределами линии сгиба, могут создавать проблемы. Опорные точки, расположенные слишком далеко за пределами линии сгиба, повышают крутящий момент плеча рычага, воздействующий на прокладку в направлении MD, обуславливая загиб прокладки и/или обратное складывание прокладки в сложенное состояние.
Как показано на Фиг. 1, женская прокладка 10 может дополнительно содержать первую линию 50 сгиба и вторую линию 55 сгиба. Первая линия 50 сгиба может образовывать границу между первым концевым участком 40 и промежуточным участком 44. Вторая линия 55 сгиба образует границу между вторым концевым участком 48 и промежуточным участком 44. Первый концевой участок 40 может быть образован концевым краем 26, первой линией 50 сгиба и частью боковых краев 22 и 24, расположенной между концевым краем 26 и первой линией 50 сгиба. Промежуточная область 44 может быть образована первой линией 50 сгиба, второй линией 55 сгиба и частью боковых краев 22 и 24, расположенной между первой линией 50 сгиба и второй линией 55 сгиба. Второй концевой участок 48 образован второй линией 55 сгиба, концевым краем 28 и частью боковых краев 22 и 24, расположенной между концевым краем 28 и второй линией 55 сгиба. Линии 50 и 55 сгиба могут быть параллельными и могут быть коллинеарными (в среднем) со сгибами, образованными в процессе упаковывания женской прокладки 10.
В некоторых формах первая линия 50 сгиба и вторая линия 55 сгиба могут быть выполнены таким образом, что линии 50 и 55 сгиба разделяют прокладку на три части. В других формах первая линия 50 сгиба может быть смещена в направлении концевого края 28, а вторая линия 55 сгиба может быть смещена в направлении концевого края 28. В таких формах это может приводить к тому, что второй концевой участок 48 заправляется между промежуточным участком 44 и первым концевым участком 40, когда прокладка находится в сложенной конфигурации. Еще в других формах первая линия 50 сгиба может быть смещена в направлении концевого края 26, а вторая линия 55 сгиба может быть смещена в направлении концевого края 26. В таких формах это приводит к тому, что, когда прокладка находится в сложенной конфигурации, первый концевой участок 40 заправляется между промежуточным участком 44 и вторым концевым участком 48. В некоторых формах настоящего изобретения смещение либо в направлении концевого края 26, либо концевого края 28, может быть больше чем приблизительно 5 мм, больше чем приблизительно 10 мм, больше чем приблизительно 15 мм, больше чем приблизительно 20 мм, больше чем приблизительно 25 мм, определенно включая любые значения в пределах этих диапазонов и любые диапазоны, образованные этими значениями.
Как показано на Фиг. 3A, первая барьерная манжета 230A может проходить от одного концевого края 26 к другому концевому краю 28, а вторая барьерная манжета 230B может проходить от одного концевого края 26 к другому концевому краю 28. Подобным образом, первая оболочка 231 и вторая оболочка 235 могут проходить от одного концевого края 26 к другому концевому краю 28. Как показано, первая эластичная деталь 233 и вторая эластичная деталь 237 могут быть присоединены к соответствующим им оболочкам внутри концевых краев 26 и 28. Например, первая эластичная деталь 233 может быть присоединена к первой оболочке 231 в первой зоне 332 присоединения и второй зоне 334 присоединения. В некоторых формах первая зона 332 присоединения проходит от первой линии 50 сгиба в первый концевой участок 40 не более чем на 30 мм. Подобным образом, в некоторых вариантах осуществления вторая зона 334 присоединения проходит от второй линии 55 сгиба во второй концевой участок 48 не более чем на 30 мм. В тех формах, где первая барьерная манжета 230A и вторая барьерная манжета 230B содержат часть верхнего слоя 203 и нижнего слоя 207, первая барьерная манжета 230A и вторая барьерная манжета 230B могут быть выполнены, как описано выше.
Первая зона 332 присоединения и вторая зона 334 присоединения могут быть ограничены соответствующими им линиями сгиба, например, первой линией 50 сгиба для первой зоны 332 присоединения и второй линией 55 сгиба для второй зоны 334 присоединения. И при использовании адгезива для присоединения эластичных деталей 233 и 237 к их оболочкам первая зона 332 присоединения и вторая зона 334 присоединения могут быть ограничены передним краем 245A (показан на Фиг. 3B) адгезивного участка 245, присоединяющего эластичную деталь к соответствующей ей оболочке. Как показано на Фиг. 3B, концы 239 второй эластичной детали 237 могут примыкать к границе первой зоны 332 присоединения. В частности, адгезив 245 имеет внутренний край 245A и наружный край 245B, причем наружный край 245B примыкает к концам 239 второй эластичной детали 237. Однако концы 239 второй эластичной детали 237 могут не примыкать к наружному краю 245B адгезивного участка 245. Например, как показано на Фиг. 3C, адгезив 245 может быть нанесен на концы 239 второй эластичной детали 237, и такой адгезив 245 может проходить продольно за пределы концов 239 второй эластичной детали 237. В качестве другого примера, как показано на Фиг. 3D, концы 239 второй эластичной детали 237 могут проходить за пределы адгезива 245, прикрепляющего вторую эластичную деталь 237 к соответствующей ей оболочке.
Как отмечалось ранее, в некоторых формах настоящего изобретения первая эластичная деталь 233 может быть непосредственно присоединена к каркасу 20 либо наряду с присоединением к первой оболочке 231, либо независимо от такого присоединения. В таких вариантах осуществления применимо все вышесказанное в отношении зон присоединения. А именно, первая зона 332 присоединения может проходить от первой линии 50 сгиба в первый концевой участок 40 не более чем на 20 мм. Подобным образом, вторая зона 334 присоединения может проходить от второй линии 55 сгиба во второй концевой участок 48 не более чем на 20 мм. Считается, что предел протяженности первой области 332 присоединения и второй области 334 присоединения за пределы первой линии 50 сгиба и второй линии 55 сгиба соответственно уменьшает плечо потенциального момента, который удерживает первый концевой участок 40 и/или второй концевой участок 48 в сложенном положении. Вторая эластичная деталь 237 может быть выполнена аналогично первой эластичной детали 233 в отношении первой зоны 332 присоединения и второй зоны 334 присоединения. А в тех формах, где первая барьерная манжета и вторая барьерная манжета содержат часть верхнего слоя и нижнего слоя, первая эластичная деталь и вторая эластичная деталь могут быть выполнены аналогично описанным выше формам.
Как показано на Фиг. 3A, в некоторых формах настоящего изобретения первая эластичная деталь 233 и вторая эластичная деталь 237 имеют непрерывное соединение с соответствующими им оболочками 231 и 235 на промежуточном участке 44. В других формах настоящего изобретения первая эластичная деталь 233 и вторая эластичная деталь 237 могут быть не прикреплены к соответствующим им оболочкам 231 и 235 на промежуточном участке 44. В некоторых формах настоящего изобретения первая эластичная деталь 233 и/или вторая эластичная деталь 237 могут иметь прерывистое соединение с соответствующими им оболочками 231/235 и/или каркасом 20. Например, первая эластичная деталь 233 может быть присоединена к первой оболочке 231 на промежуточном участке 44 менее чем на приблизительно 90 процентов расстояния между первой линией 50 сгиба и второй линией 55 сгиба. В некоторых формах настоящего изобретения первая эластичная деталь 233 может быть присоединена к первой оболочке 231 на промежуточном участке 44 менее чем на приблизительно 80 процентов, менее чем на приблизительно 70 процентов, менее чем на приблизительно 60 процентов, менее чем на приблизительно 50 процентов, менее чем на приблизительно 40 процентов, менее чем на приблизительно 30 процентов, менее чем на приблизительно 20 процентов расстояния между первой линией 50 сгиба и второй линией 55 сгиба, определенно включая все значения в пределах этих величин и все без исключения диапазоны, охваченные этими значениями. Вторая эластичная деталь 237 может быть выполнена аналогичным образом. А в тех формах, где первая барьерная манжета и вторая барьерная манжета содержат часть верхнего слоя и нижнего слоя, первая эластичная деталь и вторая эластичная деталь могут быть выполнены аналогично описанным выше формам.
Проблемы, связанные с резинками барьерных манжет, как описано ранее, в равной степени относятся к женским прокладкам, содержащим один сгиб или не содержащим сгибов. Например, можно предположить, что в женских прокладках, содержащих только один сгиб, линия сгиба делит прокладку пополам. Однако для определения подходящей зоны присоединения эластичных деталей к каркасу или соответствующим им оболочкам, линии сгиба могут быть приближены, при этом длина прокладки делится на три части. Подобным образом, в тех женских прокладках, которые упаковывают в расправленном положении, воображаемые линии сгиба делят женскую прокладку на три части. В женских прокладках, содержащих более двух сгибов, где сгибы по существу параллельны боковой оси прокладки, линии сгиба являются коллинеарными (в среднем) со сгибами, образованными в результате упаковывания. В таких формах следует учитывать линии сгиба, которые расположены наиболее близко к концевым участкам прокладки. В тех прокладках настоящего изобретения, которые содержат сгибы, связанные с ними пограничные линии могут быть смещены, как описано выше.
Как отмечалось ранее, более жесткое изделие может в большей степени противостоять силам, создаваемым барьерными манжетами, чем менее жесткое изделие. Однако более жесткие изделия обычно не считаются комфортными для пользователя, поскольку они могут вызывать у пользователя неприятное ощущение шероховатости и по существу не повторяют контуры тела пользователя. Далее рассмотрены примеры традиционных прокладок и прокладок, выполненных в соответствии с настоящим изобретением.
Подобным образом, можно использовать эластичные детали с низкой величиной пружинного усилия. Однако снижение величины пружинного усилия эластичных деталей может отрицательно повлиять на функциональность барьерных манжет. Например, эластичные детали, имеющие слишком низкую величину пружинного усилия, могут вызвать уменьшение высоты барьерной манжеты. Уменьшенная высота повышает вероятность подтекания за пределы барьерной манжеты.
Возвращаясь к Фиг. 2A и 2B, в женской прокладке 10 настоящего изобретения может использоваться любой подходящий верхний слой 203, любой подходящий нижний слой 207 и любая подходящая абсорбирующая сердцевина 205. Как показано, верхний слой 203 и нижний слой 207 могут иметь длину и ширину, которые по существу больше, чем длина и ширина абсорбирующей сердцевины 205. В некоторых формах настоящего изобретения верхний слой 203 и нижний слой 207 проходят за пределы краев абсорбирующей сердцевины 205, образуя таким образом периферию женской прокладки 10. Верхний слой 203, нижний слой 207 и абсорбирующая сердцевина 205 могут иметь ряд хорошо известных конфигураций сборки, известных специалистам в данной области.
Абсорбирующая сердцевина 205 настоящего изобретения может иметь любую подходящую форму. Например, в некоторых формах настоящего изобретения абсорбирующая сердцевина 205 может иметь контурную форму, например, промежуточный участок может быть уже, чем концевые участки. В другом примере абсорбирующая сердцевина 205 может иметь прямоугольную форму. Еще в одном примере абсорбирующая сердцевина может иметь конусную форму, имеющую более широкую часть на одном концевом участке прокладки, которая сужается к более узкому концевому участку на другом концевом участке прокладки. Абсорбирующая сердцевина 205 может обладать переменной жесткостью в направлениях MD и CD.
Абсорбирующая сердцевина 205 может содержать любой абсорбирующий элемент, который является по существу сжимаемым, податливым, не раздражающим кожу пользователя и обладающим способностью впитывания и удерживания жидкостей, таких как моча и другие известные физиологические выделения, включая менструальные. Абсорбирующая сердцевина 205 может быть изготовлена в большом разнообразии размеров и форм (например, прямоугольная форма, форма песочных часов, асимметричная форма и т. п.) и из разнообразных абсорбирующих жидкость материалов, обычно используемых в одноразовых изделиях для женщин и других абсорбирующих изделиях, таких как измельченная древесная целлюлоза, по существу именуемая воздушным фетром. Абсорбирующая сердцевина 205 может содержать суперабсорбирующие полимеры (SAP) и менее 15%, менее 10%, менее 5%, менее 3% или менее 1% воздушного фетра или может вообще не содержать воздушного фетра. Примеры других подходящих абсорбирующих материалов включают в себя крепированную целлюлозную вату, полимеры, созданные путем аэродинамического распыления расплава, включая коформные, химически упрочненные, модифицированные или поперечносшитые целлюлозные волокна, ткани, включая тканевые оболочки и тканевые ламинаты, абсорбирующие пеноматериалы, абсорбирующие губки, суперабсорбирующие полимеры (SAP), например абсорбирующие гелеобразующие материалы (AGM), или любой эквивалентный материал, или комбинации материалов.
Конфигурация и конструкция абсорбирующей сердцевины 205 также могут изменяться (например, абсорбирующая структура 205 может иметь зоны с изменяющимся калибром, гидрофильным градиентом, градиентом суперабсорбента или зоны накопления с пониженной средней плотностью и пониженной средней основной массой; или может содержать один или более слоев или структур). Дополнительно размер и абсорбирующая способность абсорбирующей сердцевины 205 также могут изменяться, чтобы удовлетворить потребности различных пользователей. Однако общая абсорбирующая способность абсорбирующей сердцевины 205 должна соответствовать расчетной нагрузке и использованию по назначению женской прокладки 10.
В определенных формах настоящего изобретения абсорбирующая сердцевина 205 может быть относительно тонкой, например иметь толщину менее чем приблизительно 10 мм, или менее чем приблизительно 5 мм, или толщину менее чем приблизительно 3 мм, или менее чем приблизительно 1 мм. Толщину можно измерить любыми способами, известными и применяемыми для этих целей в данной области, когда сердцевина находится под равномерно распределенным давлением 1,7 кПа (0,25 фунта/кв. дюйм). В некоторых примерах форм настоящего изобретения абсорбирующая сердцевина 205 может содержать абсорбирующие гелеобразующие материалы (AGM), включая волокна AGM, известные в данной области.
В некоторых формах настоящего изобретения абсорбирующая сердцевина 205 может содержать множество многофункциональных слоев. Например, абсорбирующая сердцевина 205 может содержать изолирующую оболочку сердцевины (т. е. слои, охватывающие абсорбирующий материал абсорбирующей структуры 205). Изолирующая оболочка сердцевины может быть выполнена из двух нетканых материалов, подложек, ламинатов, пленок или других материалов. В одной форме изолирующая оболочка сердцевины может содержать только один материал, подложку, ламинат или другой материал, обернутый, по меньшей мере частично, вокруг себя. Предусмотренные дополнительные слои представляют собой накопительные/распределяющие слои, хорошо известные в этой области.
Абсорбирующая сердцевина 205 настоящего изобретения может содержать один или более адгезивов, например, позволяющих зафиксировать суперабсорбирующий полимер (SAP) или другие абсорбирующие материалы внутри изолирующей оболочки сердцевины и/или обеспечивающие целостность изолирующей оболочки сердцевины, в частности, если изолирующая оболочка сердцевины изготовлена из двух или более подложек. Изолирующая оболочка сердцевины может охватывать большую площадь, чем требуется для удерживания абсорбирующего (-их) материала (-ов) внутри изолирующей оболочки.
Абсорбирующие структуры, содержащие относительно большие количества SAP, с различными конструкциями сердцевины описаны в патенте США № 5,599,335 авторства Goldman et al, EP 1,447,066 авторства Busam et al, WO 95/11652 авторства Tanzer et al., публикации патента США № 2008/0312622A1 авторства Hundorf et al. И WO 2012/052172 авторства Van Malderen.
Абсорбирующий материал может содержать один или более непрерывных слоев, присутствующих внутри изолирующей оболочки сердцевины, с каналами, в которых абсорбирующий материал не содержится вообще или содержится в небольшом количестве (например, 0,1%-10%). В других формах абсорбирующий материал может быть выполнен в виде отдельных карманов или полос внутри изолирующей оболочки сердцевины. В первом случае абсорбирующий материал может быть, например, получен путем нанесения непрерывного (-ых) слоя (-ев) абсорбирующего материала, за исключением каналов, не содержащих или по существу не содержащих абсорбирующий материал. Непрерывный (-ые) слой (слои) абсорбирующего материала, в частности SAP, также может (могут) быть получен (-ы) путем объединения двух абсорбирующих слоев с абсорбирующим материалом, нанесенным по прерывистым узорам, причем полученный слой по существу непрерывно распределен по области абсорбирующего полимерного материала в виде частиц, как описано, например, в публикации заявки на патент США№ 2008/0312622A1 авторства Hundorf et al.
Абсорбирующая структура 205 может содержать по меньшей мере первый абсорбирующий слой и второй абсорбирующий слой. Первый абсорбирующий слой может содержать первый материал и первый слой абсорбирующего материала, который может на 100% или менее состоять из SAP, например, на 85-100% состоять из SAP, на 90-100% состоять SAP, или даже на 95-100% состоять из SAP, определенно включая все шаги величиной 0,5% в пределах указанных диапазонов и все диапазоны, образующиеся таким образом. Второй абсорбирующий слой может содержать второй материал и второй слой абсорбирующего материала, который также может на 100% или менее состоять из SAP (включая диапазоны, указанные выше). В альтернативном варианте осуществления второй абсорбирующий слой может содержать комбинацию целлюлозы, переработанной древесной целлюлозы и т. п. в комбинации с SAP. Абсорбирующая сердцевина 205 может также содержать волокнистый термопластичный адгезивный материал, по меньшей мере частично связывающий каждый слой абсорбирующего материала с соответствующим материалом.
Абсорбирующая сердцевина 205 может содержать один или более карманов. Один или более карманов могут быть предусмотрены в дополнение к одному или более каналам или вместо одного или более каналов. Карманы могут представлять собой области в абсорбирующей структуре, которые не содержат или по существу не содержат абсорбирующий материал, такой как SAP (включая диапазоны, указанные выше). Другие формы и особенности каналов и карманов, не содержащих или по существу не содержащих абсорбирующие материалы, например SAP, внутри абсорбирующих сердцевин подробно рассмотрены в публикациях заявок на патент США № 2014/0163500, 2014/0163506 и 2014/0163511, все из которых опубликованы 12 июня 2014 г.
Пример абсорбирующих структур для использования в качестве абсорбирующей сердцевины 205 настоящего описания, получивших широкое применение, описан в патенте США № 4,610,678, озаглавленном High-Density Absorbent Structures, выданном Weisman et al., 9 сентября 1986 г.; патенте США № 4,673,402, озаглавленном Absorbent Articles With Dual-Layered Cores, выданном Weisman et al., 16 июня 1987 г.; патенте США № 4,888,231, озаглавленном Absorbent Core Having A Dusting Layer, выданном Angstadt 19 декабря 1989 г.; и патенте США № 4,834,735, озаглавленном High Density Absorbent Members Having Lower Density and Lower Basis Weight Acquisition Zones, выданном Alemany et al., 30 мая 1989 г. Абсорбирующая сердцевина может дополнительно содержать систему с двумя сердцевинами, включающую накопительную/распределяющую сердцевину из химически упрочненных волокон, расположенную над абсорбирующей удерживающей сердцевиной, как подробно описано в патенте США № 5,234,423, озаглавленном Absorbent Article With Elastic Waist Feature and Enhanced Absorbency, выданном Alemany et al., 10 августа1993 г.; и в патенте США № 5,147,345, озаглавленном High Efficiency Absorbent Articles For Incontinence Management, выданном Young et al., 15 сентября 1992 г.
Абсорбирующая структура может представлять собой неоднородную массу, содержащую элементы, выполненные с возможностью покрытия, и одну или более частей пеноматериалов. Дискретные части пеноматериалов представляют собой пеноматериал с открытыми ячейками. Элементы, выполненные с возможностью покрытия, могут представлять собой полотно, такое как, например, нетканый материал, волокнистая структура, пневмоуложенное полотно, полотно, полученное мокрым холстоформованием, нетканый материал с увеличенным объемом, иглопробивное нетканое полотно, гидросцепленное полотно, волоконная прядь, тканое полотно, вязаное полотно, флокированное полотно, спанбонд, слоистый спанбонд/полотно, полученное аэродинамическим способом из расплава, кардочесанное полотно, коформное полотно из целлюлозного волокна и волокон, полученных аэродинамическим способом из расплава, коформное полотно из штапельных волокон и волокон, полученных аэродинамическим способом из расплава, и слоистые полотна, представляющие собой их слоистые комбинации. Пеноматериал может представлять собой пеноматериал на основе эмульсии с высоким содержанием дисперсной фазы (HIPE). Примеры элементов, выполненных с возможностью покрытия, и пеноматериалов подробно описаны ниже.
Пеноматериалы с открытыми ячейками могут содержать от 1% по объему неоднородной массы до 99% по объему неоднородной массы, например, 5% по объему, 10% по объему, 15% по объему, 20% по объему, 25% по объему, 30% по объему, 35% по объему, 40% по объему, 45% по объему, 50% по объему, 55% по объему, 60% по объему, 65% по объему, 70% по объему, 75% по объему, 80% по объему, 85% по объему, 90% по объему или 95% по объему.
Неоднородная масса может включать в себя пустое пространство, расположенное между элементами, выполненными с возможностью покрытия, между элементами, выполненными с возможностью покрытия и покрытыми элементами и между покрытыми элементами. Пустое пространство может содержать газ, такой как воздух. Пустое пространство может составлять от 1% до 95% общего объема для постоянной величины объема неоднородной массы, например, 5%, 10%, 15%, 20%, 25%, 30%, 35%, 40%, 45%, 50%, 55%, 60%, 65%, 70%, 75%, 80%, 85%, 90% общего объема для постоянной величины объема неоднородной массы.
Комбинация пеноматериалов с открытыми ячейками и пустого пространства в неоднородной массе может демонстрировать абсорбирующую способность от 10 г/г до 200 г/г, например от 20 г/г до 190 г/г неоднородной массы, например 30 г/г, 40 г/г, 60 г/г, 80 г/г, 100 г/г, 120 г/г, 140 г/г, 160 г/г, 180 г/г или 190 г/г неоднородной массы. Абсорбирующую способность можно количественно определить согласно стандарту Европейской ассоциации производителей нетканых материалов и изделий одноразового использования (EDANA) 10.4-02 «Метод оценки абсорбционных свойств нетканых материалов».
Пеноматериалы с открытыми ячейками представляют собой дискретные пеноматериалы, переплетенные внутри и по всей неоднородной массе таким образом, что пеноматериал с открытыми ячейками покрывает внутри массы один или более элементов, выполненных с возможностью покрытия, таких как, например, волокна. Пеноматериал с открытыми ячейками может полимеризоваться вокруг элементов, выполненных с возможностью покрытия.
Дискретный пеноматериал с открытыми ячейками может покрывать более одного элемента, выполненного с возможностью покрытия. Элементы, выполненные с возможностью покрытия, могут быть покрыты вместе в виде пучка. В альтернативном варианте осуществления более одного элемента, выполненного с возможностью покрытия, может быть покрыто дискретным пеноматериалом с открытыми ячейками без взаимодействия с другим элементом, выполненным с возможностью покрытия.
Дискретный пеноматериал с открытыми ячейками можно закрепить так, что он не меняет положения внутри неоднородной массы во время использования абсорбирующей структуры.
Множество дискретных пеноматериалов с открытыми ячейками можно закрепить так, что они не меняют положения внутри неоднородной массы во время использования абсорбирующей структуры.
Один или более дискретных пеноматериалов с открытыми ячейками можно закрепить внутри неоднородной массы так, что один или более дискретных пеноматериалов не меняют положения после скручивания со скоростью 300 оборотов в минуту в течение 30 секунд.
Пеноматериалы с открытыми ячейками могут быть дискретными. Пеноматериалы с открытыми ячейками считаются дискретными в том смысле, что они не являются непрерывными по всей неоднородной массе. Отсутствие непрерывности по всей неоднородной массе означает, что в любой заданной точке в неоднородной массе абсорбирующий пеноматериал с открытыми ячейками не является непрерывным в по меньшей мере одном из поперечных сечений продольной, вертикальной и диаметральной плоскости неоднородной массы. Абсорбирующий пеноматериал может быть непрерывным или может не быть непрерывным в диаметральной и вертикальной плоскостях поперечного сечения для заданной точки в неоднородной массе. Абсорбирующий пеноматериал может быть непрерывным или может не быть непрерывным в продольной и вертикальной плоскостях поперечного сечения для заданной точки в неоднородной массе. Абсорбирующий пеноматериал может быть непрерывным или может не быть непрерывным в продольной и диаметральной плоскостях поперечного сечения для заданной точки в неоднородной массе.
Если пеноматериал с открытыми ячейками не является непрерывным в по меньшей мере одном из поперечных сечений продольной, вертикальной и диаметральной плоскости неоднородной массы, одно или оба из элементов, выполненных с возможностью покрытия, или пеноматериалов с открытыми ячейками могут быть непрерывными в обе стороны по всей неоднородной массе.
Пеноматериалы с открытыми ячейками могут быть расположены в любой точке в неоднородной массе. Пеноматериал может быть окружен элементами, дополняющими элементы, выполненные с возможностью покрытия. Пеноматериал может быть расположен на внешнем периметре неоднородной массы так, что только часть пеноматериала связана с элементами неоднородной массы.
Пеноматериалы с открытыми ячейками могут расширяться в результате взаимодействия с текучей средой, образуя канал из дискретных пеноматериалов с открытыми ячейками. Пеноматериалы с открытыми ячейками могут соприкасаться или могут не соприкасаться перед расширением, обусловленным текучей средой.
Перед полимеризацией пеноматериал с открытыми ячейками может быть объединен в одно целое с поверхностью элементов, выполненных с возможностью покрытия. Пеноматериалы с открытыми ячейками могут быть частично полимеризованы перед вкраплением в элементы, выполненные с возможностью покрытия, или на их поверхность таким образом, чтобы обеспечить их сплетение. После вкрапления в элементы, выполненные с возможностью покрытия, или на их поверхность, пеноматериал с открытыми ячейками, либо в жидком, либо в застывшем состоянии, полимеризуется, образуя один или более пеноматериалов с открытыми ячейками. Пеноматериал с открытыми ячейками может быть полимеризован любым известным способом, включая, например, воздействие тепла, УФ или инфракрасного света. После полимеризации эмульсии типа «вода в масле» пеноматериала с открытыми ячейками полученный пеноматериал с открытыми ячейками насыщают водной фазой, которую необходимо удалить, чтобы получить по существу сухой пеноматериал с открытыми ячейками. Удаление насыщенной водной фазы или дренаж можно выполнить с помощью прижимных роликов или вакуума. Благодаря использованию прижимного ролика можно также уменьшить толщину неоднородной массы так, что неоднородная масса будет оставаться тонкой до тех пор, пока пеноматериалы с открытыми ячейками, вплетенные в неоднородную массу, не подвергнутся воздействию текучей среды.
Вкрапление пеноматериалов с открытыми ячейками может быть выполнено перед полимеризацией внутрь или на поверхность двух или более различных элементов, выполненных с возможностью покрытия, которые объединяют для создания неоднородной смеси элементов, выполненных с возможностью покрытия. Два или более различных элементов, выполненных с возможностью покрытия, могут быть переплетены так, что один элемент, выполненный с возможностью покрытия, может быть окружен множеством других элементов, выполненных с возможностью покрытия, например, путем использования более одного типа волокна в смеси волокон или путем нанесения покрытия в виде поверхностно-активного вещества на одно или более волокон. Два или более различных элементов, выполненных с возможностью покрытия, могут быть размещены слоями внутри неоднородной массы вдоль любой из вертикальной, продольной и/или диаметральной плоскостей таким образом, что элементы, выполненные с возможностью покрытия, образуют внутри неоднородной массы профиль, соответствующий неотъемлемому свойству или физическому свойству элемента, выполненного с возможностью покрытия, такому как, например, гидрофобность, диаметр волокна, волокно или состав. Следует понимать, что в настоящем документе подразумевается любое указанное неотъемлемое свойство или физическое свойство элементов, выполненных с возможностью покрытия.
В зависимости от желаемой плотности пеноматериала, состава полимера, удельной площади поверхности или размера пор (также называемого размером ячеек), пеноматериал с открытыми ячейками может быть изготовлен с отличающимся химическим составом, физическими свойствами или того и другого. Например, в зависимости от химического состава пеноматериал с открытыми ячейками может обладать плотностью от 0,0010 г/куб. см до приблизительно 0,25 г/куб. см, или от 0,002 г/куб. см до приблизительно 0,2 г/куб. см, или от приблизительно 0,005 г/куб. см до приблизительно 0,15 г/куб. см, или от приблизительно 0,01 г/куб. см до приблизительно 0,1 г/куб. см, или от приблизительно 0,02 г/куб. см до приблизительно 0,08 г/куб. см, или составлять приблизительно 0,04 г/куб. см.
Размеры ячеек пеноматериала с открытыми ячейками могут иметь средний диаметр в диапазоне от 1 до 800 мкм, например, от 50 до 700 мкм, от 100 до 600 мкм, от 200 до 500 мкм, от 300 до 400 мкм.
Пеноматериалы могут иметь ячейки относительно одинакового размера. Например, средний размер ячеек на одной большой поверхности может быть приблизительно одинаковым или может отличаться не более чем на 10% по сравнению с размером ячеек на противоположной большой поверхности. Средний размер ячеек одной большой поверхности пеноматериала может отличаться от размера на противоположной поверхности. Например, при вспенивании термореактивного материала нередко происходит разрушение части ячеек в нижней части ячеистой структуры, что приводит к уменьшению среднего размера ячеек на одной поверхности. Размер ячеек можно определить на основании способа, описанного ниже.
Пеноматериалы предпочтительно имеют относительно открытые ячейки. Это относится к отдельным ячейкам или порам пеноматериала, по существу беспрепятственно сообщающимся со смежными ячейками. Ячейки в таких структурах пеноматериала с по существу открытыми ячейками имеют межклеточные отверстия или просветы, достаточно большие, чтобы обеспечить переход текучей среды из одной ячейки в другую внутри структуры пеноматериала. Для целей настоящего изобретения пеноматериал считается «пеноматериалом с открытыми ячейками», если в пеноматериале содержится по меньшей мере приблизительно 80% ячеек со средним диаметром по меньшей мере 1 мкм, которые имеют соединение по текучей среде с по меньшей мере одной смежной ячейкой.
В дополнение к наличию открытых ячеек пеноматериалы могут обладать достаточной гидрофильностью, чтобы обеспечивать способность пеноматериала абсорбировать текучие среды на водной основе, например, внутренним поверхностям пеноматериала можно придать гидрофильность за счет остаточных поверхностно-активных веществ, придающих гидрофильные свойства, или солей, оставшихся в пеноматериале после полимеризации, с помощью выбранных способов обработки пеноматериала после полимеризации (как подробно описано далее) или с помощью комбинации таковых.
Например, при использовании в определенных абсорбирующих изделиях пеноматериал с открытыми ячейками может обладать гибкостью и адекватной температурой стеклования (Tg). Tg представляет собой среднюю точку перехода между стеклообразным и каучукоподобным состояниями полимера.
Tg участка может составлять менее чем приблизительно 200 °C для пеноматериалов, используемых в условиях температуры, приближенной к температуре окружающей среды, или при температуре менее приблизительно 90 °C. Tg может быть менее 50 °C.
Пеноматериалы с открытыми ячейками могут быть распределены любым подходящим образом по всей неоднородной массе. Пеноматериалы с открытыми ячейками могут быть профилированы вдоль вертикальной оси таким образом, что более мелкие фрагменты расположены над более крупными фрагментами. В альтернативном варианте осуществления фрагменты могут быть профилированы таким образом, что более мелкие фрагменты расположены под более крупными фрагментами. Фрагменты с открытыми ячейками могут быть профилированы вдоль вертикальной оси таким образом, что они чередуются по размеру вдоль оси.
Пеноматериалы с открытыми ячейками могут быть профилированы вдоль продольной оси таким образом, что более мелкие фрагменты расположены перед более крупными фрагментами. В альтернативном варианте осуществления фрагменты могут быть профилированы таким образом, что более мелкие фрагменты расположены позади более крупных фрагментов. Фрагменты с открытыми ячейками могут быть профилированы вдоль продольной оси таким образом, что они чередуются по размеру вдоль оси.
Пеноматериалы с открытыми ячейками могут быть профилированы вдоль диаметральной оси таким образом, что размер фрагментов изменяется от меньшего к большему или от большего к меньшему вдоль диаметральной оси. В альтернативном варианте осуществления фрагменты с открытыми ячейками могут быть профилированы вдоль диаметральной оси таким образом, что они чередуются по размеру вдоль оси.
Пеноматериалы с открытыми ячейками могут быть профилированы вдоль любой одной из продольной, диаметральной или вертикальной осей на основании одной или более характеристик пеноматериалов с открытыми ячейками. Характеристики, на основании которых могут быть профилированы в неоднородной массе пеноматериалы с открытыми ячейками, могут включать в себя, например, абсорбирующую способность, плотность, размер ячеек и их комбинации.
Пеноматериалы с открытыми ячейками могут быть профилированы вдоль любой одной из продольной, диаметральной или вертикальной осей на основании состава пеноматериала с открытыми ячейками. Расположенные перед неоднородной массой пеноматериалы с открытыми ячейками могут иметь один состав, демонстрирующий желаемые характеристики, а пеноматериалы, расположенные позади неоднородной массы, могут иметь отличающийся состав, предназначенный для проявления отличающихся характеристик. Профилирование пеноматериалов с открытыми ячейками может быть либо симметричным, либо асимметричным относительно любой из упомянутых выше осей или направлений.
Пеноматериалы с открытыми ячейками могут быть распределены вдоль продольной или диаметральной оси неоднородной массы в любой подходящей форме. Пеноматериалы с открытыми ячейками могут быть распределены таким образом, который позволяет получить некую конфигурацию или форму, если смотреть сверху в горизонтальной проекции. Пеноматериалы с открытыми ячейками могут быть распределены таким образом, который позволяет получить форму полос, эллипсов, квадратов или любую другую известную форму или узор.
В одном варианте осуществления пеноматериалы с открытыми ячейками имеют форму полос. Эти полосы могут быть получены при формовании неоднородной массы или путем формования после полимеризации. Полосы могут проходить вдоль продольной длины слоя неоднородной массы, вдоль длины стороны слоя неоднородной массы или комбинации как продольной длины, так и длины стороны. Полосы могут быть непрерывными или прерывистыми. Полосы могут проходить вдоль диагонали либо к продольной длине, либо к длине стороны слоя неоднородной массы. Полосы могут быть разделены каналами.
В одном варианте осуществления пеноматериал с открытыми ячейками образует решетку, содержащую прерывистые каналы. Каналы могут проходить вдоль продольной длины слоя неоднородной массы, вдоль длины стороны слоя неоднородной массы или комбинации как продольной длины, так и длины стороны.
Средства формования, пригодные для деформации по существу плоского волокнистого полотна с получением трехмерной структуры, используются в настоящем изобретении для преобразования готовых абсорбирующих материалов в абсорбирующие материалы, имеющие относительно высокую проницаемость, без существенного соответствующего снижения капиллярного давления. Средства формования могут включать в себя пару взаимозацепляющихся валков, как правило стальных валков, имеющих взаимозахватывающие гребни или зубья и ручьи. Однако допускается использование других средств для выполнения формования, таких как конструкция из деформирующего ролика и корда, описанная в US 2005/0140057, опубликованном 30 июня 2005 г. Поэтому описание пары валков в настоящем документе считается эквивалентным валку и корду, а заявленная конструкция, к которой относятся два взаимозацепляющихся валка, считается эквивалентной взаимозацепляющимся валку и корду, при этом корд функционирует как гребни сопряженного взаимозацепляющегося валка. В одном варианте осуществления пару взаимозацепляющихся валков данного изобретения можно считать эквивалентной валку и взаимозацепляющемуся элементу, где взаимозацепляющийся элемент может представлять собой другой валок, корд, множество кордов, ленту, гибкое полотно или ремни. Подобно этому, считается, что другие известные технологии формования, такие как крепирование, обжатие/уплотнение, гофрирование, тиснение, аппретирование пуговицами, горячая штамповка и т. п., позволяют получать абсорбирующие материалы, обладающие в некоторой степени относительно более высокой проницаемостью, без существенного соответствующего снижения капиллярного давления. Средства формования, в которых применяются валки, включают в себя кольцевую прокатку, технологию типа SELF, где SELF (от английского Structural Elastic Like Film) означает структурную эластично-подобную пленку, такую как микро-SELF, и перфорирование дисковым ножом (RKA); как описано в патенте США № 7,935,207 авторства Zhao et al., выданном 3 мая 2011 г.
Распределение можно оптимизировать в зависимости от предполагаемого использования неоднородной массы. Например, для абсорбции текучих сред на водной основе, таких как моча (при использовании массы в подгузнике) или вода (при использовании массы в бумажном полотенце), и для абсорбции белковой текучей среды, такой как менструальные выделения, можно выбрать отличающиеся типы распределения. Дополнительно распределение можно оптимизировать для определенных видов использования, например, для дозирования активного вещества, или для использования пеноматериала в качестве упрочняющего элемента.
В одной неоднородной массе можно использовать различные типы пеноматериалов. Например, некоторые пеноматериалы могут представлять собой полимеризованную HIPE, тогда как другие фрагменты могут быть выполнены из полиуретана. Для оптимизации рабочих характеристик неоднородной массы фрагменты могут быть расположены в определенных местах внутри массы, исходя из их свойств.
Пеноматериалы могут быть одинаковыми по составу, но демонстрировать отличающиеся свойства. Например, при использовании пеноматериала на основе HIPE, некоторые пеноматериалы могут оставаться тонкими до намокания, тогда как другие могут расширяться внутри неоднородной массы.
Пеноматериалы и элементы, выполненные с возможностью покрытия, можно выбирать таким образом, чтобы они взаимно дополняли друг друга. Например, для прохода текучей среды сквозь неоднородную массу пеноматериал, который демонстрирует высокую проницаемость с низкой капиллярностью, может покрывать элемент, который демонстрирует высокую капиллярность. Следует понимать, что допускаются другие комбинации, в которых пеноматериалы взаимно дополняют друг друга, или в которых как пеноматериалы, так и элементы, выполненные с возможностью покрытия, демонстрируют аналогичные свойства.
Профилирование может быть выполнено с использованием более одной неоднородной массы, причем каждая неоднородная масса содержит один или более типов пеноматериалов. Множество неоднородных масс может быть размещено слоями так, что пеноматериал профилирован вдоль любой одной из продольной, диаметральной или вертикальной осей на основании одной или более характеристик пеноматериалов с открытыми ячейками для всего изделия, которое содержит множество неоднородных масс. Дополнительно каждая неоднородная масса может иметь отличающийся элемент, выполненный с возможностью покрытия, к которому присоединяется пеноматериал. Например, первая неоднородная масса может содержать частицы пеноматериала, покрывающие нетканый материал, тогда как вторая неоднородная масса, смежная с первой неоднородной массой, может содержать частицы пеноматериала, покрывающие пленку или одну поверхность пленки.
Пеноматериал с открытыми ячейками может представлять собой термореактивный пенополимер, полученный путем полимеризации эмульсии с высоким содержанием дисперсной фазы (HIPE), также именуемый поли-HIPE. Для получения HIPE водную фазу и масляную фазу соединяют в соотношении от приблизительно 8 : 1 до 140 : 1. Соотношение водной фазы и масляной фазы может составлять от приблизительно 10 : 1 до приблизительно 75 : 1, и соотношение водной фазы и масляной фазы может составлять от приблизительно 13 : 1 до приблизительно 65 : 1. Это называется соотношением «воды к маслу» или «В : М» и может использоваться для определения плотности полученного пеноматериала на основе поли-HIPE. Как отмечалось, масляная фаза может содержать один или более мономеров, сомономеров, фотоинициаторов, соединений, сшивающих линейные полимеры, и эмульгаторов, а также необязательные компоненты. Водная фаза может содержать воду и один или более компонентов, таких как электролит, инициатор, или необязательные компоненты.
Пеноматериал с открытыми ячейками может быть получен в результате соединения водной и масляной фаз путем воздействия на объединенные фазы перемешивания со сдвигом в смесительной камере или зоне смешивания. Объединенные водную и масляную фазы повергают перемешиванию со сдвигом для получения стабильной эмульсии HIPE, имеющей водные капли желаемого размера. Инициатор может присутствовать в водной фазе, или инициатор вводят в процессе производства пеноматериала, или после формирования HIPE. Способ производства эмульсии позволяет получить HIPE, где капли водной фазы диспергированы до такой степени, что полученный пеноматериал на основе HIPE будет иметь желаемые структурные характеристики. Эмульгирование комбинации водной и масляной фаз в зоне смешивания может включать использование смешивающего или перемешивающего устройства, такого как лопастная мешалка, путем пропускания объединенных водной и масляной фаз через ряд статических смесителей со скоростью, необходимой для сообщения требуемого сдвига, или комбинацию того и другого. Затем сформированную эмульсию HIPE извлекают или откачивают из зоны смешивания. Один способ формирования эмульсий HIPE с помощью непрерывного процесса описан в патенте США № 5,149,720 (DesMarais et al), выданном 22 сентября 1992 г.; патенте США № 5,827,909 (DesMarais), выданном 27 октября 1998 г.; и патенте США№ 6,369,121 (Catalfamo et al.), выданном 9 апреля 2002 г.
До полной полимеризации эмульсию можно извлечь или откачать из зоны смешивания и ввести в массу или нанести на нее. После полной полимеризации пеноматериалы и элементы переплетаются так, что элементы, образующие массу, делят пополам дискретные пеноматериалы таким образом, что части дискретных пеноматериалов покрывают части одного или более элементов, образующих неоднородную массу.
После полимеризации полученные пеноматериалы насыщают водной фазой, которую необходимо удалить для получения по существу сухих пеноматериалов. Большую часть водной фазы можно отжать из пеноматериалов с помощью компрессии, например, пропустив неоднородную массу, содержащую пеноматериалы, через одну или более пар прижимных роликов. Прижимные ролики могут быть расположены так, что они отжимают водную фазу из пеноматериалов. Прижимные ролики могут быть пористыми и содержать вакуум, подаваемый изнутри, таким образом, они способствуют выведению водной фазы из пеноматериалов. Прижимные ролики могут быть установлены парами так, что первый прижимной ролик располагается над проницаемой для жидкости лентой, такой как лента, имеющая поры или выполненная из сетчатого материала, а второй противоположный прижимной ролик обращен к первому прижимному ролику и располагается под проницаемой для жидкости лентой. Один ролик из пары, например первый прижимной ролик, может находиться под давлением, тогда как другой, например второй прижимной ролик, может быть вакуумирован так, чтобы обеспечить как выдувание, так и вытягивание водной фазы из пеноматериала. Прижимные ролики могут также подвергаться нагреву, что способствует удалению водной фазы. Прижимные ролики могут применяться для нежестких пеноматериалов, то есть пеноматериалов, стенки которых не разрушаются при сжатии.
Вместо прижимных роликов или в комбинации с ними для удаления водной фазы пеноматериалы могут быть направлены через зону сушки, в которой пеноматериал нагревают, подвергают воздействию вакуума или подвергают комбинированному воздействию тепла и вакуума. Тепло может применяться, например, путем прогона пеноматериала через печь с принудительной подачей воздуха, инфракрасную печь, микроволновую печь или радиоволновую печь. Степень просушивания пеноматериала зависит от применения. Можно удалить более 50% водной фазы. В процессе сушки можно удалить более 90%, а в некоторых вариантах осуществления более 95% водной фазы.
Пеноматериал с открытыми ячейками может быть получен в результате полимеризации мономеров, имеющих непрерывную масляную фазу эмульсии с высоким содержанием дисперсной фазы (HIPE). HIPE может иметь две фазы. Одна фаза представляет собой непрерывную масляную фазу, содержащую мономеры, полимеризованные для получения пеноматериала на основе HIPE, и эмульгатор для стабилизации HIPE. Масляная фаза также может включать в себя один или более фотоинициаторов. Мономерный компонент может присутствовать в масляной фазе в количестве от приблизительно 80 масс.% до приблизительно 99 масс.%, а в некоторых вариантах осуществления от приблизительно 85 масс.% до приблизительно 95 масс.%. Эмульгирующий компонент, растворимый в масляной фазе и подходящий для формирования стабильной эмульсии типа «вода в масле», может присутствовать в масляной фазе в количестве от приблизительно 1 масс.% до приблизительно 20 масс.% масляной фазы. Эмульсия может быть сформирована при температуре эмульгирования от приблизительно 10 °C до приблизительно 130 °C, а в некоторых вариантах осуществления от приблизительно 50 °C до приблизительно 100 °C.
В общем, мономеры будут включать в себя от приблизительно 20 масс.% до приблизительно 97 масс.% масляной фазы, по меньшей мере один по существу не растворимый в воде монофункциональный алкилакрилат или алкилметакрилат. Например, мономеры этого типа могут включать в себя C4–C18 алкилакрилаты и C2–C18 метакрилаты, такие как этилгексилакрилат, бутилакрилат, гексилакрилат, октилакрилат, нонилакрилат, децилакрилат, изодецилакрилат, тетрадецилакрилат, бензилакрилат, нонилфенилакрилат, гексилметакрилат, 2-этилгексилметакрилат, октилметакрилат, нонилметакрилат, децилметакрилат, изодецилметакрилат, додецилметакрилат, тетрадецилметакрилат и октадецилметакрилат.
Масляная фаза может также содержать по существу не растворимый в воде полифункциональный сшивающий алкилакрилат или метакрилата в количестве от приблизительно 2 масс.% до приблизительно 40 масс.%, а в отдельных вариантах осуществления от приблизительно 10 масс.% до приблизительно 30 масс.% масляной фазы. Для придания прочности и упругости полученному пеноматериалу на основе HIPE добавляют сшивающий сомономер (или сшиватель). Примеры сшивающих мономеров такого типа могут включать мономеры, содержащие две или более активированные акрилатные, метакрилатные группы или их комбинации. Неограничивающие примеры этой группы включают в себя 1,6-гександиол диакрилат, 1,4-бутандиол диметакрилат, триметилолпропан триакрилат, триметилолпропан триметакрилат, 1,12-додецил диметакрилат, 1,14-тетрадекандиол диметакрилат, диметакрилат этиленгликоля, диакрилат неопентилгликоля (2,2-диметилпропандиол диакрилат), гександиол акрилат-метакрилат, пентакрилат глюкозы, сорбитан пентакрилат и т. п. Другие примеры сшивателей включают смесь акрилатных и метакрилатных фрагментов, таких как акрилат-метакрилат этиленгликоля и акрилат-метакрилат неопентилгликоля. Соотношение метакрилатной : акрилатной группы в смешанном сшивателе может по необходимости варьироваться от 50 : 50 до любого соотношения.
Для изменения свойств пеноматериалов на основе HIPE в масляную фазу может быть добавлен любой третий по существу нерастворимый в воде сомономер в массовой процентной доле от приблизительно 0 масс.% до приблизительно 15 масс.% масляной фазы, в некоторых вариантах осуществления от приблизительно 2 масс.% до приблизительно 8 масс.%. Могут быть желательны «уплотняющие» мономеры, которые придают плотность полученному пеноматериалу на основе HIPE. К ним относятся мономеры, такие как стирол, винилхлорид, винилиденхлорид, изопрен и хлоропрен. Не ограничиваясь теорией, считается, что такие мономеры способствуют стабилизации эмульсии HIPE во время полимеризации (также известной как «отверждение») для получения более однородного и лучше сформированного пеноматериала на основе HIPE, что позволяет добиться улучшенной плотности, прочности при растяжении, устойчивости к истиранию и т. п. Мономеры также добавляют для придания огнестойкости, как описано в патенте США № 6,160,028 (Dyer), выданном 12 декабря 2000 г. Мономеры можно добавлять для придания цвета, например винилферроцен, флуоресцентных свойств, стойкости к облучению, непроницаемости для излучения, например тетраакрилат свинца, для рассеивания заряда, для отражения падающего инфракрасного излучения, для поглощения радиоволн, для получения смачиваемой поверхности на опорах пеноматериала на основе HIPE или для обеспечения любого другого желаемого свойства пеноматериала на основе HIPE. В некоторых случаях такие дополнительные мономеры могут замедлять общий процесс превращения эмульсии HIPE в пеноматериал на основе HIPE, но такой компромисс необходим для достижения желаемого свойства. Таким образом, такие мономеры могут использоваться для замедления скорости полимеризации HIPE. Примеры мономеров этого типа включают стирол и винилхлорид.
Масляная фаза может дополнительно содержать эмульгатор, используемый для стабилизации HIPE. Эмульгаторы, используемые в HIPE, могут включать в себя: (a) сложные моноэфиры сорбитана и разветвленных C16-C24 жирных кислот; линейных ненасыщенных C16-C22 жирных кислот и линейных насыщенных C12-C14 жирных кислот, такие как сорбитан моноолеат, сорбитан мономиристат и сложные моноэфиры сорбитана, сорбитан монолаурат диглицерин моноолеат (DGMO), полиглицерин моноизостеарат (PGMIS) и полиглицерин мономиристат (PGMM); (b) сложные моноэфиры полиглицерина и разветвленных C16-C24 жирных кислот, линейных ненасыщенных C16-C22 жирных кислот или линейных насыщенных C12-C14 жирных кислот, такие как диглицерин моноолеат (например, сложные моноэфиры диглицерина и C18:1 жирных кислот), диглицерин мономиристат, диглицерин моноизостеарат и сложные моноэфиры диглицерина; (c) простые моноалифатические эфиры диглицерина и разветвленных C16-C24 спиртов, линейных ненасыщенных C16-C22 спиртов и линейных насыщенных C12-C14 спиртов, и смеси таких эмульгаторов. См. патент США № 5,287,207 (Dyer et al.), выданный 7 февраля 1995 г., и патент США № 5,500,451 (Goldman et al.), выданный 19 марта 1996 г. Другим эмульгатором, который может использоваться, является полиглицеринсукцинат (PGS), который получают из алкилсукцината, глицерина и триглицерина.
Такие эмульгаторы и их комбинации могут быть добавлены к масляной фазе так, чтобы они составляли от приблизительно 1 масс.% до приблизительно 20 масс.%, в определенных вариантах осуществления от приблизительно 2 масс.% до приблизительно 15 масс.%, а в определенных других вариантах осуществления от приблизительно 3 масс.% до приблизительно 12 масс.% масляной фазы. Также допускается использование соэмульгаторов для обеспечения дополнительного контроля размера ячеек, распределения ячеек по размеру и стабильности эмульсии, в особенности, при повышенных температурах, например, больше, чем приблизительно 65 °C. Примеры соэмульгаторов включают в себя фосфатидилхолины и фосфатидилхолин-содержащие композиции, алифатические бетаины, длинноцепочечные C12-C22 диалифатические четвертичные аммониевые соли, короткоцепочечные C1-C4 диалифатические четвертичные аммониевые соли, длинноцепочечный C12-C22 диалкоил(алкеноил)-2-гидроксиэтил, короткоцепочечные C1-C4 диалифатические четвертичные аммониевые соли, длинноцепочечные C12-C22 диалифатические имидазолиниевые четвертичные аммониевые соли, короткоцепочечные C1-C4 диалифатические имидазолиниевые четвертичные аммониевые соли, длинноцепочечные C12-C22 моноалифатические четвертичные бензиламмониевые соли, длинноцепочечный C12-C22 диалкоил(алкеноил)-2-аминоэтил, короткоцепочечные C1-C4 моноалифатические четвертичные бензиламмониевые соли, короткоцепочечные C1-C4 моногидроксиалифатические четвертичные аммониевые соли. В качестве соэмульгатора может быть использован диталлоудиметиламмония метилсульфат (DTDMAMS).
Масляная фаза может содержать фотоинициатор в количестве от приблизительно 0,05 масс.% до приблизительно 10 масс.%, а в определенных вариантах осуществления от приблизительно 0,2 масс.% до приблизительно 10 масс.% масляной фазы. Меньшие количества фотоинициатора позволяют свету лучше проникать через пеноматериал на основе HIPE, что может обеспечить большую глубину полимеризации пеноматериала на основе HIPE. Однако, если полимеризация проводится в кислородсодержащей среде, то количество фотоинициатора должно быть достаточным для инициирования полимеризации и преодоления кислородного ингибирования. Фотоинициаторы могут быстро и эффективно реагировать на источник света, образуя радикалы, катионы и другие частицы, способные инициировать реакцию полимеризации. Фотоинициаторы, используемые в настоящем изобретении, могут поглощать УФ-излучение с длинами волн от приблизительно 200 нанометров (нм) до приблизительно 800 нм, в определенных вариантах осуществления от приблизительно 200 нм до приблизительно 350 нм. Если фотоинициатор находится в масляной фазе, то подходящие типы растворимых в масле фотоинициаторов включают в себя бензилкетали, α-гидроксиалкилфеноны, α-аминоалкилфеноны и ацилфосфиноксиды. Примеры фотоинициаторов включают в себя 2,4,6-[триметилбензоилдифосфин]оксид в сочетании с 2-гидрокси-2-метил-1-фенилпропан-1-оном (смесь 50 : 50 этих двух компонентов продает компания Ciba Speciality Chemicals (г. Людвигсхафен, Германия) под названием DAROCUR® 4265); бензилдиметилкеталь (продает компания Ciba Geigy под названием IRGACURE 651); α-,α-диметокси-α-гидроксиацетофенон (продает компания Ciba Speciality Chemicals под названием DAROCUR® 1173); 2-метил-1-[4-(метилтио)фенил]-2-морфолинопропан-1-он (продает компания Ciba Speciality Chemicals под названием IRGACURE® 907); 1-гидроксициклогексилфенилкетон (продает компания Ciba Speciality Chemicals под названием IRGACURE® 184); бис(2,4,6-триметилбензоил)-фенилфосфиноксид (продает компания Ciba Speciality Chemicals под названием IRGACURE 819); диэтоксиацетофенон и 4-(2-гидроксиэтокси)фенил-(2-гидрокси-2-метилпропил)кетон (продает компания Ciba Speciality Chemicals под названием IRGACURE® 2959); и олиго-[2-гидрокси-2-метил-1-[4-(1-метилвинил)фенил]пропанон] (продает компания Lamberti spa, Gallarate (Италия) под названием ESACURE® KIP EM.
Диспергированная водная фаза HIPE может содержать воду, а также может содержать один или более компонентов, таких как инициатор, фотоинициатор или электролит, причем в определенных вариантах осуществления один или более компонентов являются по меньшей мере частично водорастворимыми.
Один компонент водной фазы может представлять собой водорастворимый электролит. Водная фаза может содержать водорастворимый электролит в количестве от приблизительно 0,2 масс.% до приблизительно 40 масс.%, в определенных вариантах осуществления от приблизительно 2 масс.% до приблизительно 20 масс.% водной фазы. Электролит предельно уменьшает склонность мономеров, сомономеров и сшивателей, которые, в первую очередь, являются растворимыми в масле, к растворению в водной фазе. Примеры электролитов включают в себя хлориды или сульфаты щелочноземельных металлов, таких как кальций и магний, и хлориды или сульфаты щелочноземельных металлов, таких как натрий. Такие электролиты могут включать в себя буферный агент для контроля pH во время полимеризации, включая неорганические противоионы, такие как фосфат, борат и карбонат, и их смеси. Водорастворимые мономеры могут также использоваться в водной фазе, примерами таковых являются акриловая кислота и винилацетат.
Другим компонентом, который может присутствовать в водной фазе, является водорастворимый инициатор свободно-радикальной полимеризации. Инициатор может присутствовать в количестве до приблизительно 20 молярных процентов, исходя из общего количества молярных долей полимеризуемых мономеров, присутствующих в масляной фазе. Инициатор может присутствовать в количестве от приблизительно 0,001 до приблизительно 10 молярных процентов, исходя из общего количества молярных долей полимеризуемых мономеров, присутствующих в масляной фазе. Подходящие инициаторы включают в себя персульфат аммония, персульфат натрия, персульфат калия, 2,2’азобис(N,N’-диметиленизобутирамидин)дигидрохлорид и другие подходящие азоинициаторы. Чтобы снизить вероятность преждевременной полимеризации, которая может привести к засорению системы эмульгирования, инициатор следует вводить в мономерную фазу сразу после завершения или ближе к концу эмульгирования.
Фотоинициаторы, присутствующие в водной фазе, могут быть по меньшей мере частично водорастворимыми и могут содержать от приблизительно 0,05 масс.% до приблизительно 10 масс.%, а в некоторых вариантах осуществления от приблизительно 0,2 масс.% до приблизительно 10 масс.% водной фазы. Меньшие количества фотоинициатора позволяют свету лучше проникать через пеноматериал на основе HIPE, что может обеспечить большую глубину полимеризации пеноматериала на основе HIPE. Однако, если полимеризация проводится в кислородсодержащей среде, то количество фотоинициатора должно быть достаточным для инициирования полимеризации и преодоления кислородного ингибирования. Фотоинициаторы могут быстро и эффективно реагировать на источник света, образуя радикалы, катионы и другие частицы, способные инициировать реакцию полимеризации. Фотоинициаторы, используемые в настоящем изобретении, могут поглощать УФ-излучение с длинами волн от приблизительно 200 нанометров (нм) до приблизительно 800 нм, в определенных вариантах осуществления от приблизительно 200 нм до приблизительно 350 нм, и в определенных вариантах осуществления от приблизительно 350 нм до приблизительно 450 нм. Если фотоинициатор находится в водной фазе, то подходящие типы водорастворимых фотоинициаторов включают в себя бензофеноны, бензилы и тиоксантоны. Примеры фотоинициаторов включают в себя 2,2'-азобис[2-(2-имидазолин-2-ил)пропан]дигидрохлорид; 2,2'-азобис[2-(2-имидазолин-2-ил)пропан]дисульфат дегидрат; 2,2'-азобис(1-имино-1-пирролидино-2-этилпропан)дигидрохлорид; 2,2'-азобис[2-метил-N-(2-гидроксиэтил)пропионамид]; 2,2'-азобис(2-метилпропионамидин)дигидрохлорид; 2,2'-дикарбоксиметоксидибензальацетон, 4,4'-дикарбоксиметоксидибензальацетон, 4,4'-дикарбоксиметоксидибензальциклогексанон, 4-диметиламино-4'-карбоксиметоксидибензальацетон; и 4,4’-дисульфоксиметоксидибензальацетон. Другие подходящие фотоинициаторы, которые могут использоваться в настоящем изобретении, перечислены в патенте США№ 4,824,765 (Sperry et al.), выданном 25 апреля 1989 г.
В дополнение к ранее описанным компонентам в водную или масляную фазу HIPE могут быть добавлены другие компоненты. Примеры таковых включают в себя антиоксиданты, например затрудненные фенольные смолы, затрудненные аминовые светостабилизаторы; пластификаторы, например, диоктилфталат, динонилсебакат; антивоспламенители, например галогенированные углеводороды, фосфаты, бораты, неорганические соли, такие как триоксид сурьмы, или фосфат аммония, или гидроксид магния; красители и пигменты; люминофоры; частицы наполнителя, например крахмала, диоксида титана, углеродной сажи или карбоната кальция; волокна; агенты переноса цепи; дезодораторы, например частицы активированного угля; растворенные полимеры; растворенные олигомеры и т. п.
Неоднородная масса содержит элементы, выполненные с возможностью покрытия, и дискретные фрагменты пеноматериала. Элементы, выполненные с возможностью покрытия, могут представлять собой полотно, такое как, например, нетканый материал, волокнистая структура, пневмоуложенное полотно, полотно, полученное мокрым холстоформованием, нетканый материал с увеличенным объемом, иглопробивное нетканое полотно, гидросцепленное полотно, волоконная прядь, тканое полотно, вязаное полотно, флокированное полотно, спанбонд, слоистый спанбонд/полотно, полученное аэродинамическим способом из расплава, кардочесанное полотно, коформное полотно из целлюлозного волокна и волокон, полученных аэродинамическим способом из расплава, коформное полотно из штапельных волокон и волокон, полученных аэродинамическим способом из расплава, и слоистые полотна, представляющие собой их слоистые комбинации.
Элементы, выполненные с возможностью покрытия, могут представлять собой, например, традиционные абсорбирующие материалы, такие как крепированная целлюлозная вата, распушенные целлюлозные волокна, волокна древесной целлюлозы также известные как воздушный фетр, и текстильные волокна. Элементы, выполненные с возможностью покрытия, могут также представлять собой волокна, такие как, например, синтетические волокна, термопластичные твердые частицы или волокна, трехкомпонентные волокна и двухкомпонентные волокна, такие как, например, волокна оболочки/сердцевины, содержащие следующие комбинации полимеров: полиэтилен/полипропилен, полиэтиленвинилацетат/полипропилен, полиэтилен/полиэфир, полипропилен/полиэфир, сополиэфир/полиэфир и т. п. Элементы, выполненные с возможностью покрытия, могут представлять собой любую комбинацию вышеперечисленных материалов и/или множество вышеперечисленных материалов, по отдельности или в комбинации.
Элементы, выполненные с возможностью покрытия, могут быть гидрофобными или гидрофильными. Элементы, выполненные с возможностью покрытия, могут быть обработаны для придания им гидрофобности. Элементы, выполненные с возможностью покрытия, могут быть обработаны для придания им гидрофильности.
Волокна, составляющие неоднородную массу, могут состоять из полимеров, таких как полиэтилен, полипропилен, полиэфир и их смеси. Волокна могут представлять собой волокна спанбонда. Волокна могут представлять собой волокна, полученные аэродинамическим способом из расплава. Волокна могут содержать целлюлозу, вискозу, хлопок или другие натуральные материалы, или смеси полимерных и натуральных материалов. Волокна могут также содержать суперабсорбирующий материал, такой как полиакрилат или любую комбинацию подходящих материалов. Волокна могут быть однокомпонентными, двухкомпонентными и/или двусоставными, некруглыми (например, волокна капиллярного канала) и могут иметь основные размеры поперечного сечения (например, диаметр для круглых волокон) в диапазоне 0,1-500 микрон. Составные волокна исходного нетканого полотна могут также представлять собой смесь волокон различных типов, отличающихся такими признаками, как химический состав (например, полиэтилен и полипропилен), компонентный состав (одно- и двухкомпонентный), размер в единицах денье (микроденье и > 20 денье), форма (т. е. тонкое и круглое) и т. п. Размер составных волокон может варьироваться в диапазоне от приблизительно 0,1 денье до приблизительно 100 денье.
В одном аспекте известные полотна абсорбирующих материалов в готовом виде могут считаться полностью однородными. В случае однородности свойства контроля текучей среды полотна абсорбирующего материала не зависят от местоположения, но являются по существу одинаковыми в любой области полотна. Однородность может характеризоваться, например, плотностью, основной массой таким образом, что плотность или основная масса любой определенной части полотна по существу аналогична средней плотности или основной массе полотна. С помощью устройства и способа настоящего изобретения полотна однородных волокнистых абсорбирующих материалов изменяют таким образом, что они утрачивают однородность и становятся неоднородными так, что свойства контроля текучей среды полотна материала зависят от местоположения. Таким образом, в неоднородных абсорбирующих материалах настоящего изобретения в дискретных местах плотность или основная масса полотна может по существу отличаться от средней плотности или основной массы полотна. Неоднородная природа абсорбирующего полотна настоящего изобретения позволяет минимизировать отрицательные аспекты проницаемости или капиллярности путем обеспечения высокой проницаемости дискретных частей и высокой капиллярности других дискретных частей. Аналогично этому, компромисс между проницаемостью и капиллярностью достигается за счет обеспечения относительно высокой проницаемости без уменьшения капиллярности.
Неоднородная масса может также включать в себя суперабсорбирующий материал, который впитывает текучие среды и образует гидрогель. Эти материалы, как правило, способны абсорбировать большие количества физиологических текучих сред и удерживать их под умеренным давлением. Неоднородная масса может включать в себя такие материалы, диспергированные в подходящем носителе, таком как целлюлозные волокна, в форме распушенных или усиленных волокон.
Неоднородная масса может включать в себя термопластичные твердые частицы или волокна. Материалы, в частности термопластичные волокна, могут быть выполнены из множества термопластичных полимеров, включая полиолефины, такие как полиэтилен (например, PULPEX.RTM.) и полипропилен, полиэфиры, сополиэфиры и сополимеры любого из указанного выше.
В зависимости от желаемых характеристик подходящие термопластичные материалы включают в себя гидрофобные волокна, преобразованные в гидрофильные, такие как термопластичные волокна, обработанные поверхностно-активными веществами или обработанные кремнием, полученные из, например, полиолефинов, таких как полиэтилен или полипропилен, полиакрилов, полиамидов, полистиролов и т. п. Поверхности гидрофобного термопластичного волокна можно придать гидрофильность с помощью обработки поверхностно-активным веществом, таким как неионное или анионное поверхностно-активное вещество, например, путем опрыскивания волокна поверхностно-активным веществом, путем погружения волокна в поверхностно-активное вещество или путем введения поверхностно-активного вещества в состав полимера, плавящегося при производстве термопластичного волокна. После расплавления и повторного отверждения поверхностно-активное вещество будет стремиться к тому, чтобы остаться на поверхности термопластичного волокна. Подходящие поверхностно-активные вещества включают в себя неионные поверхностно-активные вещества, такие как Brij 76 производства компании ICI Americas, Inc., г. Уилмингтон, штат Делавэр, США, и различные поверхностно-активные вещества, продаваемые под товарным знаком Pegosperse.RTM. компанией Glyco Chemical, Inc., г. Гринвич, штат Коннектикут, США. Помимо неионных поверхностно-активных веществ допускается также использование анионных поверхностно-активных веществ. Такие поверхностно-активные вещества могут быть нанесены на термопластичные волокна на уровнях, например, от приблизительно 0,2 до приблизительно 1 г на кв. сантиметр термопластичного волокна.
Подходящие термопластичные волокна могут быть получены из одного полимера (однокомпонентные волокна) или могут быть получены из более чем одного полимера (например, двухкомпонентные волокна). Полимер, составляющий оболочку, обычно плавится при отличающейся, как правило, более низкой температуре, чем полимер, составляющий сердцевину. В результате этого, описанные двухкомпонентные волокна обеспечивают термическое соединение благодаря плавлению полимера оболочки, сохраняя при этом желаемые прочностные характеристики полимера сердцевины.
Двухкомпонентные волокна, подходящие для использования в настоящем изобретении, могут включать в себя волокна оболочки/сердцевины, содержащие следующие комбинации полимеров: полиэтилен/полипропилен, полиэтиленвинилацетат/полипропилен, полиэтилен/полиэфир, полипропилен/полиэфир, сополиэфир/полиэфир и т. п. В частности, двухкомпонентные термопластичные волокна, подходящие для использования в настоящем изобретении, представляют собой волокна, имеющие полипропиленовую или полиэфирную сердцевину и легкоплавкую сополиэфирную, полиэтиленвинилацетатную или полиэтиленовую оболочку (например, двухкомпонентные волокна DANAKLON.RTM., CELBOND.RTM. или CHISSO.RTM.). Такие двухкомпонентные волокна могут быть концентрическими или эксцентрическими. В настоящем документе термины «концентрический» и «эксцентрический» относятся к равномерности или неравномерности толщины оболочки в области поперечного сечения двухкомпонентного волокна. Эксцентрические двухкомпонентные волокна могут быть желательными для обеспечения большей прочности при сжатии при более низкой плотности волокон. Двухкомпонентные волокна, подходящие для использования в настоящем изобретении, могут быть либо не извитыми (т. е. не изогнутыми), либо извитыми (т. е. изогнутыми). Извитость двухкомпонентным волокнам можно придать, используя стандартные текстильные средства, такие как, например, способ гофрирования или способ придания извитости с помощью соприкасающихся шестерен, для обеспечения преимущественно двухмерной или «плоской» извитости.
Длина двухкомпонентных волокон может варьироваться в зависимости от определенных свойств, желательных для процесса формования волокна и полотна. Как правило, в полотне, полученном аэродинамическим способом укладки, такие термопластичные волокна имеют длину от приблизительно 2 мм до приблизительно 12 мм, такую как, например, от приблизительно 2,5 мм до приблизительно 7,5 мм и от приблизительно 3,0 мм до приблизительно 6,0 мм. Волокна нетканых материалов могут иметь длину от приблизительно 5 мм до 75 мм, такую как, например, длина 10 мм, длина 15 мм, длина 20 мм, длина 25 мм, длина 30 мм, длина 35 мм, длина 40 мм, длина 45 мм, длина 50 мм, длина 55 мм, длина 60 мм, длина 65 мм или длина 70 мм. Свойства таких термопластичных волокон можно регулировать путем изменения диаметра (калибра) волокон. Диаметр таких термопластичных волокон обычно определяют в единицах денье (граммов на 9000 метров) или единицах децитекс (граммов на 10 000 метров). Размер в единицах децитекс подходящих термопластичных волокон, используемых в установке по производству материала аэродинамическим способом укладки, может находиться в диапазоне от приблизительно 1,0 до приблизительно 20, таком как, например, от приблизительно 1,4 до приблизительно 10 и от приблизительно 1,7 до приблизительно 7 децитекс.
Важным также является модуль упругости при сжатии таких термопластичных материалов и, в особенности, термопластичных волокон. На модуль упругости при сжатии термопластичных волокон может влиять не только их длина и диаметр, но и состав и свойства полимера или полимеров, из которых они изготовлены, форма и конфигурация волокон (например, концентрическая или эксцентрическая, извитая или не извитая) и подобные факторы. Отличия модулей упругости при сжатии таких термопластичных волокон могут использоваться для изменения свойств и, в особенности, плотностных характеристик соответствующей термоскрепленной волокнистой матрицы.
Неоднородная масса может также включать в себя синтетические волокна, которые, как правило, не способны функционировать как связующие волокна, но изменяют механические свойства волокнистых полотен. Синтетические волокна включают в себя ацетат целлюлозы, поливинилфторид, поливинилиденхлорид, акрилаты (такие как Orlon), поливинилацетат, нерастворимый поливиниловый спирт, полиэтилен, полипропилен, полиамиды (такие как нейлон), полиэфиры, двухкомпонентные волокна, трехкомпонентные волокна, их смеси и т. п. К ним относятся, например, полиэфирные волокна, такие как полиэтилентерефталат (например, DACRON.RTM. и KODEL.RTM.), тугоплавкие извитые полиэфирные волокна (например, KODEL.RTM. 431 производства компании Eastman Chemical Co.), гидрофильный нейлон (HYDROFIL.RTM.) и т. п. Подходящими волокнами могут также быть гидрофилизированные гидрофобные волокна, такие как термопластичные волокна, обработанные поверхностно-активными веществами или обработанные кремнием, полученные из, например, полиолефинов, таких как полиэтилен или полипропилен, полиакрилов, полиамидов, полистиролов, полиуретанов и т. п. В случае несвязывающих термопластичных волокон их длина может изменяться в зависимости от конкретных свойств, желательных для этих волокон. Как правило, их длина составляет от приблизительно 0,3 до 7,5 см, например, от приблизительно 0,9 до приблизительно 1,5 см. Размер в единицах децитекс подходящих термопластичных волокон может быть в диапазоне от приблизительно 1,5 до приблизительно 35 децитекс, таком как, например, от приблизительно 14 до приблизительно 20 децитекс.
Нижний слой 207 может быть расположен смежно с обращенной к одежде поверхностью абсорбирующей структуры 205 и может быть соединен с ней (не показано) посредством любых способов прикрепления, известных специалистам в этой области. Например, нижний слой 207 может быть прикреплен к абсорбирующей структуре 205 с помощью однородного непрерывного слоя адгезива, слоя адгезива со сформированным узором или серией отдельных линий, спиралей или точек адгезива. В альтернативном варианте осуществления способы присоединения могут включать в себя использование термических соединений, соединений прессованием, ультразвуковых соединений, динамических механических соединений или любых других подходящих способов крепления или комбинаций таких способов присоединения, известных в этой области. Также рассматриваются формы настоящего изобретения, в которых абсорбирующая сердцевина 205 не присоединена к нижнему слою 207, верхнему слою 203 или к ним обоим.
Нижний слой 207 может быть непроницаемым или по существу непроницаемым для жидкостей (например, для мочи) и может быть изготовлен из тонкой пластиковой пленки, хотя допускается использование и других эластичных непроницаемых для жидкостей материалов. В настоящем документе термин «эластичный» относится к материалам, которые являются податливыми и будут полностью повторять общую форму и контуры человеческого тела. Нижний слой 207 препятствует или по меньшей мере замедляет смачивание предметов одежды, соприкасающихся с женской прокладкой 10, таких как нижнее белье, выделениями, абсорбируемыми и удерживаемыми в абсорбирующей сердцевине 205. Однако нижний слой 207 позволяет парам выходить из абсорбирующей структуры 205 (т. е., является воздухопроницаемым). Таким образом, нижний слой 205 может содержать полимерную пленку, такую как термопластичные пленки из полиэтилена и полипропилена. Подходящим материалом для нижнего слоя 207 является термопластичная пленка толщиной, например, от приблизительно 0,012 мм до приблизительно 0,051 мм (от приблизительно 0,5 мила до приблизительно 2,0 мила). В настоящем изобретении может использоваться любой подходящий нижний слой, известный в данной области.
Верхний слой 203 расположен смежно с обращенной к телу поверхностью абсорбирующей структуры 205 и может быть соединен с ней и с нижним слоем 207 (не показано) посредством любых способов прикрепления, известных специалистам в данной области. Подходящие способы прикрепления описаны применительно к соединению нижнего слоя 207 с абсорбирующей структурой 205. Верхний слой 203 и нижний слой 207 могут быть соединены непосредственно друг с другом на периферии женской прокладки, а могут быть опосредованно соединены вместе с помощью их прямого присоединения к абсорбирующей структуре 205 с посредством способов прикрепления.
Верхний слой 203 может быть податливым, мягким на ощупь и не раздражать кожу пользователя. Дополнительно верхний слой 203 может быть проницаемым для жидкостей, позволяя жидкостям (например, моче) легко проникать по всей его толщине. Некоторые подходящие примеры материалов верхнего слоя включают в себя пленки, нетканые материалы, ламинированные структуры, включающие пленочный/нетканый слои, пленочный/пленочный слои и нетканый/нетканый слои. Другие примеры материалов и конструкций верхнего слоя описаны в предварительных заявках на патент № 62/177,405 (подана 13 марта 2015 г.), 62/168,199 (подана 29 мая 2015 г.) и 62/190,000 (подана 8 июля 2015 г.).
Оболочки барьерных манжет настоящего изобретения могут быть изготовлены из различных типов нетканых материалов различной гибкости в направлениях MD и CD. Оболочка моет быть соединена с верхним слоем женской прокладки , например, с помощью полосы адгезива для нанесения в пазы в виде покрытия, капель клея, ультразвуковой сварки или других подходящих связующих веществ. В определенных формах настоящего изобретения оболочка может быть соединена с нижним слоем на боковых краях 22 и 24 (см. Фиг. 1) прокладки, например, с помощью отгибания кромок или другого подходящего связующего вещества, такого как, например, адгезив.
Кроме того, в определенных формах настоящего изобретения часть 261 (см. Фиг. 2A) барьерной манжеты, имеющая эластичные детали, может быть затем отогнута назад, и отогнутая назад часть 261 может быть непрерывно приклеена вдоль длины прокладки. Отогнутая назад часть может быть затем прерывисто соединена с верхним слоем на концах прокладки, чтобы предотвратить подъем барьерной манжеты на концах прокладки, позволяя при этом поднимать центральную часть прокладки.
Эластичные детали могут содержать любой подходящий эластичный материал. Некоторые подходящие примеры включают в себя Spandex™ или другие подобные полиуретаны, натуральный или синтетический каучук, блок-сополимеры стирола, металлоценовые полиолефины, Lycra™ или любые другие подходящие эластомерные материалы, известные в данной области. Предпочтительно эластичная деталь обладает прочностью для простоты обработки и использования женской прокладки в течение заданного времени, и демонстрирует превосходную эластичность (восстановление после деформации), даже при деформациях до 400%.
Кроме того, эластичные детали настоящего описания могут иметь подходящее число децитекс. Некоторые примеры значений линейной плотности в децитексах приведены в настоящем документе. В других формах линейная плотность эластичных деталей может составлять 680 дтекс или меньше. В некоторых формах линейная плотность эластичных деталей может составлять от 680 до 470 дтекс, определенно включая все значения в этом диапазоне и любые диапазоны, образованные этими значениями.
Как показано на Фиг. 1, для создания барьерных манжет 230A и 230B эластичные детали можно подвергнуть натяжению, растянув их. В определенных формах настоящего изобретения каждую из эластичных деталей можно растянуть на приблизительно 30% до приблизительно 400% технической деформации, например, от приблизительно 40% до приблизительно 300% технической деформации. В некоторых формах техническая деформация на эластичных деталях может составлять от приблизительно 45% до приблизительно 200%, от приблизительно 50% до приблизительно 150%, от приблизительно 55% до приблизительно 120%, от приблизительно 60% до приблизительно 90%, определенно включая все значения в диапазоне и любые диапазоны, образованные этими значениями. В одном примере резинка может иметь длину x и может растягиваться дополнительно на 1x так, что итоговая полная длина резинки составляет 2x. В другом примере резинка может иметь длину x и может растягиваться дополнительно на 2x так, что итоговая полная длина резинки составляет 3x. Еще в одном примере резинка может иметь длину x и может растягиваться дополнительно на 1,5x так, что итоговая полная длина составляет 2,5x. Затем эластичные детали присоединяют к оболочке, например, путем приклеивания с помощью эластичного обволакивающего адгезива или других подходящих адгезивов. В определенных формах настоящего изобретения приклеенный отрезок эластичных деталей может иметь любую подходящую длину, такую как, например, от приблизительно 100 до приблизительно 500 мм, от приблизительно 100 до приблизительно 400 мм, от приблизительно 100 до приблизительно 300 мм, от приблизительно 100 до приблизительно 200 мм, от приблизительно 150 до приблизительно 200 мм или любую другую подходящую длину. При отрезании эластичных деталей на концах прокладки они стремятся к сжатию до размера в нерастянутом состоянии. При обычном применении в подгузниках эластичные детали соответствующих им барьерных манжет подвергаются технической деформации свыше 200%.
В некоторых формах настоящего изобретения эластичные детали могут отличаться медленным восстановлением эластичных материалов. Например, в некоторых формах настоящего изобретения эластичные детали могут демонстрировать относительную силу разгрузки более приблизительно 0,16 Н/(г/м) при температуре 37 °C согласно измерениям в рамках испытания на гистерезис с двумя циклами. Считается, что относительные силы разгрузки менее приблизительно 0,12 Н/(г/м) при температуре 37 °C являются недостаточными для использования в качестве эластомера в абсорбирующих изделиях. В некоторых специфичных формах настоящего изобретения эластичные детали демонстрируют относительную силу разгрузки более приблизительно 0,24 Н/(г/м) при температуре 37 °C.
В отличие от этого, процентная доля первоначальной деформации эластичных деталей настоящего изобретения составляет приблизительно 10% или более через 15 секунд восстановления при температуре 22 °C согласно измерениям в рамках испытания на определение времени восстановления после удлинения. В других формах настоящего изобретения процентная доля первоначальной деформации эластичных деталей составляет приблизительно 20% или более через 15 секунд восстановления при температуре 22 °C. В других подходящих формах настоящего изобретения процентная доля первоначальной деформации эластичных деталей составляет приблизительно 30% или более через 15 секунд восстановления при температуре 22 °C. В других подходящих формах процентная доля первоначальной деформации эластичных деталей составляет приблизительно 40% или более через 15 секунд восстановления при температуре 22 °C.
Дополнительно эластичные детали настоящего изобретения могут демонстрировать указанную процентную долю первоначальной деформации при температуре 22 °C через 30 секунд, 60 секунд или три минуты восстановления. В определенных формах процентная доля первоначальной деформации эластичных деталей при температуре 22 °C через 30 секунд восстановления может составлять приблизительно 10% или более. В альтернативном варианте осуществления процентная доля первоначальной деформации эластичных деталей при температуре 22 °C через 30 секунд восстановления может составлять приблизительно 15% или более. В других формах настоящего изобретения процентная доля первоначальной деформации эластичных деталей при температуре 22 °C через 60 секунд восстановления может составлять приблизительно 10% или более.
Эластичные детали могут реагировать на температуру. В определенных формах настоящего изобретения процентная доля первоначальной деформации эластичных деталей при температуре 32 °C после указанного времени восстановления может быть меньше, чем процентная доля первоначальной деформации, наблюдаемая при температуре 22 °C по истечении такого же количества времени восстановления. В одной определенной форме настоящего изобретения у реагирующих на температуру эластичных деталей отмечается снижение процентной доли первоначальной деформации после 15 секунд при температуре 32 °C по сравнению с процентной долей первоначальной деформации после 15 секунд при температуре 22 °C (т. е. [процентная доля первоначальной деформации после 15 секунд восстановления при температуре 22 °C] - [процентная доля первоначальной деформации после 15 секунд восстановления при температуре 32 °C]). В некоторых формах настоящего изобретения разность равна или превышает 5%. В других формах настоящего изобретения разность процентных долей первоначальной деформации эластичных деталей после 15 секунд при температуре 22 °C и после 15 секунд при температуре 32 °C равна или превышает 10%, 20%, 30% или в альтернативном варианте осуществления 40%. Считается, что эластичные детали, реагирующие на температуру, могут дополнительно облегчать наложение прокладки. При наложении женской прокладки при приблизительно комнатной температуре (т. е. около 22 °C) процентная доля первоначальной деформации эластичных деталей относительно высока в течение заданного периода времени, что позволяет пользователю наложить прокладку. После наложения прокладки температура эластичных деталей увеличится вследствие непосредственной близости к коже пользователя. По мере повышения температуры эластичных деталей и ее приближении к температуре кожи (т. е. около 32 °C) процентная доля первоначальной деформации снижается. Способность реагировать на температуру позволяет накладывать прокладку без резкого возврата в исходное состояние, обеспечивая при этом ускоренное восстановление после наложения. Медленно восстанавливающиеся резинки дополнительно описаны в патенте США № 7,717,893; 8,419,701 и 7,905,872.
В некоторых формах настоящего изобретения женские прокладки могут содержать крылышки. Крылышки обеспечивают женской прокладке дополнительную защиту от подтекания и позволяют закрепить прокладку на нижнем белье пользователя. Допускается использование любой подходящей конфигурации крылышек, известной в данной области.
Все компоненты могут быть склеены друг с другом с помощью адгезивов, включая термоплавкие адгезивы, известные в данной области. В качестве адгезива можно использовать Findlay H2128 UN или Savare PM 17, а для его нанесения можно использовать систему Dynafiber HTW.
Как показано на Фиг. 1 и 2A, на практике, для удерживания прокладки на месте может служить любая опора или крепление, подходящее для этих целей. В определенных формах настоящего изобретения прокладку помещают на нижнее белье пользователя или трусы и прикрепляют к ним с помощью крепежного адгезива 211. Крепежный адгезив 211 прикрепляет прокладку на промежностной части трусов пользователя. Часть или вся обращенная к одежде поверхность 20B каркаса 20 покрыта крепежным адгезивом 211. В настоящем изобретении в качестве крепежного адгезива 211 можно использовать любой адгезив или клей, подходящий для этих целей, такой как, например, контактный адгезив. Подходящие адгезивы включают в себя, например, Century A-305-IV производства компании Century Adhesives Corporation (г. Колумбус, штат Огайо, США); и Instant Lock 34-2823 производства компании National Starch and Chemical Company (г. Бриджуотер, штат Нью-Джерси, США). Подходящие адгезивные крепления также описаны в патенте США № 4,917,697. Перед началом использования женской прокладки контактный адгезив обычно покрыт съемной защитной антиадгезионной пленкой, предохраняющей адгезив от высыхания или прилипания к другой поверхности, кроме промежностной части трусов. Подходящие защитные антиадгезионные пленки также описаны в патентах США № 4,917,697 и 4,556,146. Допускается использование любых имеющихся в продаже защитных антиадгезионных пленок, обычно используемых для таких целей. Не имеющими ограничительного характера примерами подходящих защитных антиадгезионных пленок являются BL30MG-A Silox E1/0 и BL30MG-A Silox 4P/O, обе производства компании Akrosil Corporation (г. Менаша, штат Висконсин, США). Для использования прокладки сначала необходимо удалить защитную антиадгезионную пленку, а затем поместить прокладку в трусы так, чтобы обеспечить контакт адгезива с трусами. Адгезив удерживает прокладку на месте в трусах на протяжении использования. В качестве защитной антиадгезионной пленки может служить обертка для индивидуальной упаковки прокладки.
ПРИМЕРЫ
Образцы 1-2C выполнены в соответствии с настоящим описанием. Образцы 3-7 представляют собой прокладки, в настоящее время имеющиеся в продаже.
Образец 1. Женская прокладка длиной приблизительно 270 мм, и содержащая 2 линии сгиба. Первая линия сгиба находится на расстоянии приблизительно 92 мм от первого концевого края, а вторая линия сгиба находится на расстоянии приблизительно 73 мм от второго концевого края. Женская прокладка дополнительно содержит:
(1) нетканый верхний слой с основной массой 18 г/кв. м из двухкомпонентных волокон конфигурации сердцевина/оболочка 50/50 полипропилен/полиэтилен;
(2) нетканый дополнительный верхний слой с основной массой 75 г/кв. м, содержащий 25 процентов полых спиральных полиэтилентерефталатных волокон 10 дтекс, 40 процентов полипропиленовых волокон 6,7 дтекс, и 35 процентов вискозных трехдольных волокон 3,3 дтекс; нетканый дополнительный верхний слой имеет длину 218 мм и ширину 95 мм и обернут вокруг прокладки (4) таким образом, что противоположные концы нетканого дополнительного верхнего слоя располагаются на нижней части прокладки (4), и таким образом, что нетканый дополнительный верхний слой располагается по центру прокладки (4);
(3) абсорбирующий материал - AGM в количестве 1,8 грамма, распределенный вдоль длины и ширины прокладки (4);
(4) уложенный в «кипящем слое» материал с основной массой 345 г/кв. м, в состав которого входит древесная масса (обработанная и необработанная), AGM (приблизительно 35% массы), а также двухкомпонентные волокна конфигурации сердцевина/оболочка ПЭТ/ПЭ (термически соединенные) и латексное связующее вещество. Для обеспечения дополнительной стабильности материала по всему материалу выполнено тиснение; 59 мм шириной и 218 мм длиной.
(5) нижний слой, представляющий собой полипропиленовую пленку, 14 г/кв. м;
(6) нетканые первую оболочку/вторую оболочку барьерной манжеты, каждая из которых имеет основную массу 14 г/кв. м (непрерывно приклеенные в направлении обработки (MD) к верхнему слою на расстоянии 40 мм), расстояние между внутренними поверхностями составляет приблизительно 34 мм (до краев поперек направления обработки (CD));
(7) эластичные детали барьерной манжеты, выполненные из материала Lycra®, 2 нити на манжету, каждая линейной плотностью 470 дтекс, растянутые приблизительно на 60% и приклеенные (каждая) на 120 мм (прикрепление приблизительно 85 мм от переднего и 65 мм от заднего концов). Расстояние между внутренними поверхностями резинок составляет приблизительно 41 мм, а расстояние между нитями в каждой манжете составляет приблизительно 4 мм.
Образец 2A. Женская прокладка длиной приблизительно 400 мм, и содержащая 2 линии сгиба. Первая линия сгиба находится на расстоянии приблизительно 135 мм от первого концевого края, а вторая линия сгиба находится на расстоянии приблизительно 116 мм от второго концевого края. Женская прокладка дополнительно содержит:
(1) нетканый верхний слой с основной массой 18 г/кв. м из двухкомпонентных волокон конфигурации сердцевина/оболочка 50/50 полипропилен/полиэтилен;
(2) нетканый дополнительный верхний слой с основной массой 75 г/кв. м, содержащий 25 процентов полых спиральных полиэтилентерефталатных волокон 10 дтекс, 40 процентов полипропиленовых волокон 6,7 дтекс, и 35 процентов вискозных трехдольных волокон 3,3 дтекс; нетканый дополнительный верхний слой имеет длину 339 мм и ширину 114 мм и обернут вокруг прокладки (4) таким образом, что противоположные концы нетканого дополнительного верхнего слоя располагаются на нижней части изделия (4), и таким образом, что нетканый дополнительный верхний слой располагается по центру прокладки (4);
(3) абсорбирующий материал - AGM в количестве 5,7 грамма, распределенный вдоль длины и ширины прокладки (4);
(4) уложенный в «кипящем слое» материал с основной массой 345 г/кв. м, в состав которого входит древесная масса (обработанная и необработанная), AGM (приблизительно 35% массы), а также двухкомпонентные волокна конфигурации сердцевина/оболочка ПЭТ/ПЭ (термически соединенные) и латексное связующее вещество. Для обеспечения дополнительной стабильности материала по всему материалу выполнено тиснение; 79 мм шириной и 339 мм длиной.
(5) нижний слой, представляющий собой полипропиленовую пленку, 14 г/кв. м;
(6) нетканые первую оболочку/вторую оболочку барьерной манжеты, каждая из которых имеет основную массу 15 г/кв. м (непрерывно приклеенные в направлении обработки (MD) к верхнему слою на расстоянии 72 мм и прерывисто приклеенные на приблизительно 63 мм на концах прокладки с расстоянием 60 мм), расстояние между внутренними поверхностями составляет приблизительно 54 мм (до краев поперек направления обработки (CD));
(7) эластичные детали барьерной манжеты, выполненные из материала Lycra®, 2 нити на манжету, каждая линейной плотностью 470 дтекс, растянутые приблизительно на 80% и приклеенные (каждая) на 246 мм (прикрепление приблизительно 77 мм от каждого конца). Расстояние между внутренними поверхностями резинок составляет приблизительно 61 мм, а расстояние между нитями в каждой манжете составляет приблизительно 4 мм.
Образец 2B. Женская прокладка длиной приблизительно 348 мм, и содержащая 2 линии сгиба. Первая линия сгиба находится на расстоянии приблизительно 118 мм от первого концевого края, а вторая линия сгиба находится на расстоянии приблизительно 99 мм от второго концевого края). Женская прокладка дополнительно содержит:
(1) нетканый верхний слой с основной массой 18 г/кв. м из двухкомпонентных волокон конфигурации сердцевина/оболочка 50/50 полипропилен/полиэтилен;
(2) нетканый дополнительный верхний слой с основной массой 75 г/кв. м, содержащий 25 процентов полых спиральных полиэтилентерефталатных волокон 10 дтекс, 40 процентов полипропиленовых волокон 6,7 дтекс, и 35 процентов вискозных трехдольных волокон 3,3 дтекс; нетканый дополнительный верхний слой имеет длину 288 мм и ширину 104 мм и обернут вокруг прокладки (4) таким образом, что противоположные концы нетканого дополнительного верхнего слоя располагаются на нижней части прокладки (4), и таким образом, что нетканый дополнительный верхний слой располагается по центру прокладки (4);
(3) абсорбирующий материал - AGM в количестве 4,8 грамма, распределенный вдоль длины и ширины прокладки (4);
(4) уложенный в «кипящем слое» материал с основной массой 345 г/кв. м, в состав которого входит древесная масса (обработанная и необработанная), AGM (приблизительно 35% массы), а также двухкомпонентные волокна конфигурации сердцевина/оболочка ПЭТ/ПЭ (термически соединенные) и латексное связующее вещество. Для обеспечения дополнительной стабильности материала по всему материалу выполнено тиснение; 69 мм шириной и 288 мм длиной.
(5) нижний слой, представляющий собой полипропиленовую пленку, 14 г/кв. м;
(6) нетканые первую оболочку/вторую оболочку барьерной манжеты, каждая из которых имеет основную массу 15 г/кв. м (непрерывно приклеенные в направлении обработки (MD) к верхнему слою на расстоянии 62 мм и прерывисто приклеенные на приблизительно 63 мм на концах прокладки с расстоянием 50 мм), расстояние между внутренними поверхностями составляет приблизительно 44 мм (до краев поперек направления обработки (CD));
(7) эластичные детали барьерной манжеты, выполненные из материала Lycra®, 2 нити на манжету, каждая линейной плотностью 470 дтекс, каждая растянута приблизительно на 80% и приклеена на 120 мм (прикрепление приблизительно 85 мм от первого концевого края и 65 мм от второго концевого края). Расстояние между внутренними поверхностями резинок составляет приблизительно 51 мм, а расстояние между нитями в каждой манжете составляет приблизительно 4 мм.
Образец 2C. Женская прокладка длиной приблизительно 348 мм, и содержащая 2 линии сгиба. Первая линия сгиба находится на расстоянии приблизительно 118 мм от первого концевого края, а вторая линия сгиба находится на расстоянии приблизительно 99 мм от второго концевого края). Женская прокладка дополнительно содержит:
(1) нетканый верхний слой с основной массой 18 г/кв. м из двухкомпонентных волокон конфигурации сердцевина/оболочка 50/50 полипропилен/полиэтилен;
(2) нетканый дополнительный верхний слой с основной массой 75 г/кв. м, содержащий 25 процентов полых спиральных полиэтилентерефталатных волокон 10 дтекс, 40 процентов полипропиленовых волокон 6,7 дтекс, и 35 процентов вискозных трехдольных волокон 3,3 дтекс; нетканый дополнительный верхний слой имеет длину 288 мм и ширину 69 мм; и обернут вокруг прокладки (4) таким образом, что противоположные концы нетканого дополнительного верхнего слоя располагаются на нижней части прокладки (4), и таким образом, что нетканый дополнительный верхний слой располагается по центру прокладки (4);
(3) абсорбирующий материал - AGM в количестве 7,2 грамма, распределенный вдоль длины и ширины прокладки (4);
(4) нетканый материал (конфигурации SMS) из полипропилена с основной массой 10 г/кв. м, длиной 288 мм и шириной 69 мм;.
(5) уложенный в «кипящем слое» материал с основной массой 135 г/кв. м, в состав которого входит необработанная древесная масса, а также двухкомпонентные волокна конфигурации сердцевина/оболочка ПЭТ/ПЭ (термически соединенные) и латексное связующее вещество. Ширина всего материала составляет приблизительно 69 мм, длина - 288 мм.
(6) нижний слой, представляющий собой полипропиленовую пленку, 14 г/кв. м;
(7) нетканые первую оболочку/вторую оболочку барьерной манжеты, каждая из которых имеет основную массу 15 г/кв. м (непрерывно приклеенные в направлении обработки (MD) к верхнему слою на расстоянии 62 мм и прерывисто приклеенные на приблизительно 63 мм на концах прокладки с расстоянием 50 мм), расстояние между внутренними поверхностями составляет приблизительно 44 мм (до краев поперек направления обработки (CD));
(8) эластичные детали барьерной манжеты, выполненные из материала Lycra®, 2 нити на манжету, каждая линейной плотностью 470 дтекс, каждая растянута приблизительно на 80% и приклеена на 120 мм (прикрепление приблизительно 85 мм от первого концевого края и 65 мм от второго концевого края). Расстояние между внутренними поверхностями резинок составляет приблизительно 51 мм, а расстояние между нитями в каждой манжете составляет приблизительно 4 мм.
Каждый из указанных выше материалов для каждого из образцов адгезивно присоединен к смежным слоям с помощью обычных адгезивов, нанесенных посредством обычных способов нанесения адгезива, с обычными основными массами адгезива соответственно. Считается, что адгезивы, имеющие обычную основную массу и нанесенные обычными способами, вносят очень небольшой вклад в обеспечение жесткости прокладки в отличие от других компонентов прокладки. Однако верхний слой и нижний слой были термически соединены, образуя периферию прокладки.
Образец 3. Прокладки Always Discreet для умеренных выделений, стандартной длины.
Образец 4. Прокладки Always Discreet для очень обильных выделений, удлиненные.
Образец 5. Прокладки Poise для умеренных выделений, стандартной длины.
Образец 6. Ночные прокладки Poise для обильных выделений, удлиненные.
Образец 7. Тонкие прокладки специальной формы Poise для умеренных выделений.
Данные в отношении гибкости прокладки , полученные при испытании указанных выше образцов, представлены в таблице 1. Образцы 1-4 содержат барьерные манжеты, имеющие дискретные оболочки, присоединенные к соответствующим им верхним слоям. Опорные точки для оболочек и эластичных деталей в образцах 1-2C находятся внутри боковых краев соответствующих им абсорбирующих сердцевин. Образцы 5 и 6 содержат барьерные манжеты, включающие часть верхнего слоя и нижнего слоя. Опорные точки для эластичной детали находятся снаружи соответствующих им абсорбирующих сердцевин. Образец 7 содержит барьерные манжеты с дискретными оболочками, присоединенные к нижнему слою. Его эластичные детали расположены снаружи абсорбирующей сердцевины.
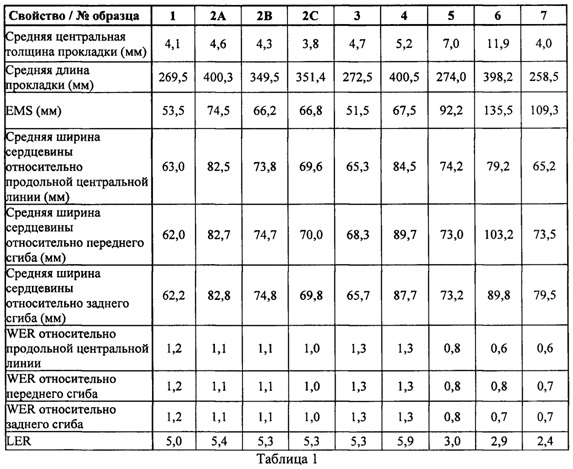
Таблица 2 содержит данные в отношении силы гибкости в направлении MD и силы гибкости в направлении CD. Кроме того, в таблице 2 содержатся данные в отношении коэффициента гибкости прокладки . Коэффициент гибкости учитывает гибкость в направлении MD и CD. Коэффициент гибкости определяют с помощью следующего уравнения.

Как отмечалось ранее, существует несколько факторов, которые влияют на загиб прокладки при наложении. Например, как отмечалось ранее, одним фактором являются силы упругости, с которыми барьерные манжеты воздействуют на прокладку. Также факторами являются техническая деформация и линейная плотность эластичной детали. Приклеиваемый участок эластичной детали, который проходит от наружного края адгезива к наружному краю адгезива в первой зоне присоединения и второй зоне присоединения соответственно. Жесткость прокладки, как сказано выше, также является фактором. Считается, что жесткость сердцевины, например, всех материалов между верхним слоем и нижним слоем, является основным фактором жесткости прокладки как в направлении MD, так и в направлении CD. Хотя другие материалы, такие как клеи, могут играть некоторую роль, считается, что эти материалы в гораздо меньшей степени участвуют в обеспечении жесткости прокладки, чем материалы абсорбирующей сердцевины.
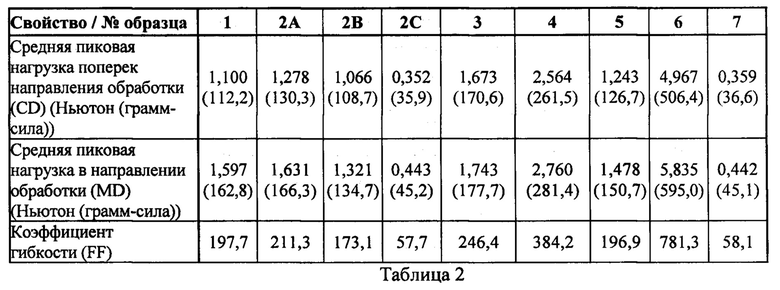
В таблице 3, наряду с другими оцениваемыми признаками, содержатся данные в отношении загиба испытываемых прокладок. Данные в таблице 3 включают расстояние между барьерными манжетами, загиб прокладки вперед/назад и влево/вправо.
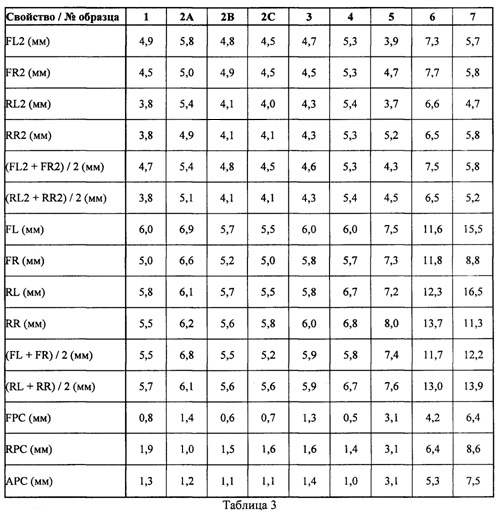
В некоторых формах значение среднего загиба прокладки вперед (FPC) и загиба прокладки назад (RPC) - значение среднего загиба прокладки (APC) - в мм в зависимости от среднего значения пиковой нагрузки в направлении поперек направления обработки (CD) в грамм-силах показаны на графике на Фиг. 9. В некоторых формах APC с учетом пиковой нагрузки поперек направления обработки (CD) удовлетворяет следующему уравнению:
APC ≤ (-0,038 средняя пиковая нагрузка поперек направления обработки (CD) + 7,1354).
Линия 900 показана для наглядности.
В таких формах APC может составлять менее приблизительно 7,0 мм, менее приблизительно 6,0 м, менее приблизительно 5,0 мм, менее приблизительно 4,0 мм или менее приблизительно 3,0 мм, определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В одном конкретном примере APC может составлять от приблизительно 0,5 мм до приблизительно 3,0 мм или от приблизительно 1,0 мм до приблизительно 2,5 мм, определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В таких формах поперечно направленная пиковая нагрузка может составлять менее приблизительно 1,84 ньютона (приблизительно 188 грамм-сил), менее приблизительно 1,67 ньютона (приблизительно 170 грамм-сил), менее приблизительно 1,57 ньютона (приблизительно 160 грамм-сил), менее приблизительно 1,27 ньютона (приблизительно 130 грамм-сил) или менее приблизительно 1,18 ньютона (приблизительно 120 грамм-сил), определенно включая все значения в этом диапазоне и любые диапазоны, образованные этими значениями. В одном конкретном примере поперечно направленная пиковая нагрузка может составлять от приблизительно 0,29 ньютона до приблизительно 1,84 ньютона (от приблизительно 30 грамм-сил до приблизительно 188 грамм-сил) или от приблизительно 0,34 ньютона до приблизительно 1,67 ньютона (от приблизительно 35 грамм-сил до приблизительно 170 грамм-сил), определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями.
В некоторых формах APC в мм в зависимости от коэффициента гибкости показана на графике на Фиг. 10. В некоторых формах APC с учетом коэффициента гибкости может удовлетворять следующему уравнению:
APC ≤ (-0,0338FF + 8,7879).
Линия 1000 показана для наглядности.
В таких формах APC может составлять менее приблизительно 9,0 мм, менее приблизительно 8,0 мм, менее приблизительно 7,0 мм, менее приблизительно 6,0 мм, менее приблизительно 5,0 мм, менее приблизительно 4,0 мм или менее приблизительно 3,0 мм, определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В одном конкретном примере APC может составлять от приблизительно 0,5 мм до приблизительно 3,0 мм или от приблизительно 1,0 мм до приблизительно 2,5 мм, определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В таких формах коэффициент гибкости может составлять менее приблизительно 260, 250, 240, 230, 220, 210, 200 или 190, определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В одном конкретном примере коэффициент гибкости может составлять от приблизительно 30 до приблизительно 260, от 40 до 240 или от 50 до 220, определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями.
Исходя из указанных выше данных, в некоторых формах APC может составлять менее приблизительно 3,0 мм или менее приблизительно 2,0 мм, определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В некоторых конкретных примерах APC может составлять от приблизительно 0,5 мм до приблизительно 2,5 мм или от приблизительно 1,0 мм до приблизительно 2,0 мм, определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В таких формах коэффициент гибкости может составлять менее приблизительно 240, 230, 220 или 212, определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В одном конкретном примере коэффициент гибкости одноразовой женской прокладки может составлять от приблизительно 50 до приблизительно 220, определенно включая все значения в этом диапазоне и любые диапазоны, образованные этими значениями. Помимо коэффициента гибкости или независимо от него в таких формах средняя поперечно направленная пиковая нагрузка может составлять менее приблизительно 1,57 ньютона (приблизительно 160 грамм-сил), менее приблизительно 1,47 ньютона (приблизительно 150 грамм-сил) или менее приблизительно 1,18 ньютона (приблизительно 120 грамм-сил), определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В одном конкретном примере средняя поперечно направленная пиковая нагрузка может составлять от приблизительно 0,20 ньютона до приблизительно 1,57 ньютона (от приблизительно 20 грамм-сил до приблизительно 160 грамм-сил), от приблизительно 0,29 ньютона до приблизительно 1,47 ньютона (от приблизительно 30 грамм-сил до приблизительно 150 грамм-сил) или от приблизительно 0,34 ньютона до приблизительно 1,32 ньютона (от приблизительно 35 грамм-сил до приблизительно 135 грамм-сил), определенно включая все значения в этом диапазоне и любые диапазоны, образованные этими значениями. Аналогично этому, помимо коэффициента гибкости и/или поперечно направленной пиковой нагрузке или независимо от них в таких формах пиковая нагрузка в направлении обработки может составлять менее приблизительно 1,67 ньютона (приблизительно 170 грамм-сил), менее приблизительно 1,57 ньютона (приблизительно 160 грамм-сил), менее приблизительно 1,47 ньютона (приблизительно 150 грамм-сил) или менее приблизительно 1,37 ньютона (приблизительно 140 грамм-сил), определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В одном примере средняя пиковая нагрузка в направлении обработки может составлять от приблизительно 0,39 ньютона до приблизительно 1,67 ньютона (от приблизительно 40 грамм-сил до приблизительно 170 грамм-сил), определенно включая все значения в этом диапазоне и любые диапазоны, образованные этими значениями.
В других формах APC может составлять менее приблизительно 7,5 мм, менее 7,0 мм, менее 4,0 мм или менее 3,0 мм, определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В одном конкретном примере APC может составлять от приблизительно 0,5 мм до приблизительно 4,0 мм или от приблизительно 1,0 мм до приблизительно 3,0 мм, определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В таких формах коэффициент гибкости может составлять менее 190, 180, 170, 160 или 150, определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В одном конкретном примере коэффициент гибкости может составлять от приблизительно 50 до приблизительно 190, определенно включая все значения в этом диапазоне и любые диапазоны, образованные этими значениями. Помимо коэффициента гибкости или независимо от него в таких формах средняя поперечно направленная пиковая нагрузка может составлять менее приблизительно 1,18 ньютона, менее приблизительно 1,13 ньютона (приблизительно 120 грамм-сил, менее приблизительно 115 грамм-сил) или менее приблизительно 1,08 ньютона (приблизительно 110 грамм-сил), определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В одном конкретном примере средняя поперечно направленная пиковая нагрузка может составлять от приблизительно 0,29 ньютона до приблизительно 1,18 ньютона (от приблизительно 30 грамм-сил до приблизительно 120 грамм-сил) или от приблизительно 0,34 ньютона до приблизительно 1,13 ньютона (от приблизительно 35 грамм-сил до приблизительно 115 грамм-сил), определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями.
В других формах APC может составлять менее приблизительно 3,0 мм или менее приблизительно 2,0 мм, определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В некоторых конкретных примерах APC может составлять от приблизительно 0,5 мм до приблизительно 2,5 мм или от приблизительно 1,0 мм до приблизительно 2,0 мм, определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В таких формах поперечно направленная пиковая нагрузка может составлять менее приблизительно 1,57 ньютона (приблизительно 160 грамм-сил), менее приблизительно 1,47 ньютона (приблизительно 150 грамм-сил), менее приблизительно 1,37 ньютона (приблизительно 140 грамм-сил), менее 1,27 ньютона (приблизительно 130 грамм-сил) или менее приблизительно 1,18 ньютона (приблизительно 120 грамм-сил), определенно включая все значения в этом диапазоне и любые диапазоны, образованные этими значениями. В одном конкретном примере средняя поперечно направленная пиковая нагрузка может составлять от приблизительно 0,20 ньютона до приблизительно 1,57 ньютона (от приблизительно 20 грамм-сил до приблизительно 160 грамм-сил), от приблизительно 0,29 ньютона до приблизительно 1,47 ньютона (от приблизительно 30 грамм-сил до приблизительно 150 грамм-сил) или от приблизительно 0,34 ньютона до приблизительно 1,32 ньютона (от приблизительно 35 грамм-сил до приблизительно 135 грамм-сил), определенно включая все значения в этом диапазоне и любые диапазоны, образованные этими значениями. В таких формах коэффициент гибкости может составлять менее приблизительно 380, менее приблизительно 370, менее приблизительно 350, менее приблизительно 300, менее приблизительно 280, менее приблизительно 250 или менее приблизительно 220, определенно включая все значения в этих диапазонах и любые диапазоны, образованные этими значениями. В одном конкретном примере коэффициент гибкости одноразовой женской прокладки может составлять от приблизительно 30 до приблизительно 380, от 50 до приблизительно 340, от 55 до приблизительно 330 или от приблизительно 40 до 220, определенно включая все значения в этом диапазоне и любые диапазоны, образованные этими значениями.
МЕТОДЫ ИСПЫТАНИЙ
МЕТОД ПРОВЕРКИ ОСНОВНОЙ МАССЫ
Основную массу материалов, описанных в настоящем документе, можно определить несколькими доступными методами, но простой репрезентативный метод включает получение женской прокладки или другого потребительского товара, удаление любых эластичных деталей, которые могут присутствовать, и растягивание женской прокладки или другого потребительского товара до его полной длины. Затем с помощью вырубного штампа площадью 45,6 см2 отрезают для анализа фрагмент материала (например, верхний слой или нижний слой) от приблизительно центральной части женской прокладки или другого потребительского товара в месте, в котором, вероятнее всего, не содержится адгезива, применяемого для прикрепления материала к любым другим слоям, которые могут присутствовать, и отделяют материал от других слоев (при необходимости, с помощью криогенного спрея, такого как Cyto-Freeze производства компании Control Company, г. Хьюстон, штат Техас, США). Затем образец взвешивают и путем деления на площадь вырубного штампа получают основную массу материала. Результаты представлены как среднее значение на основе 5 образцов с точностью до 0,1 см2.
ЗАГИБ ПРОКЛАДКИ И ДРУГИЕ ИЗМЕРЕНИЯ
Перед испытанием образцы кондиционируют при 23 °C ± 2 °C и относительной влажности воздуха 50% ± 2% в течение 2 часов. Испытание проводят в таких же условиях окружающей среды. Все линейные измерения выполняют с помощью калиброванной стальной линейки, соответствующей стандартам Национального института стандартов и технологий (NIST) или другой организации по стандартизации. Измерения калибра выполняют с помощью стандартного пружинного компрессометра Schiefer (производства компании Frazier Precision Instrument Co., г. Хейгерстаун, штат Мэриленд, США) или его аналога. В качестве прижимной детали компрессометра используют шар диаметром 4,75 мм. В настоящем документе термины «передний», «задний», «левый» и «правый» относятся к ориентации прокладок на теле пользователя.
Прокладки извлекают из упаковки и, если имеется, снимают защитную пленку с извлеченной прокладки, обнажая крепежный адгезив для прикрепления прокладки к трусам (PFA). На адгезив PFA на нижнем слое наносят порошок талька, чтобы уменьшить липкость. Прокладку подвешивают вертикально за ее передний край. К заднему краю присоединяют вес 500 г ± 1 г, чтобы прокладка свободно свисала. Через 30 с измеряют длину прокладки вдоль продольной центральной линии прокладки с точностью до 0,1 мм и записывают результат как длину прокладки (AL).
Прокладку помещают на плоскую металлическую пластину, толщина которой составляет приблизительно 3 мм, а длина и ширина больше размеров прокладки. С помощью защитной липкой ленты шириной 2,54 см прокладку закрепляют в ранее центре металлической пластины. Ленту присоединяют вдоль продольной центральной линии на переднем крае, при этом лента перекрывает край прокладки на 1 см. Подобным образом задний конец прикрепляют к пластине так, чтобы растянуть прокладку до измеренной длины AL данной прокладки. После прикрепления прокладки незамедлительно выполняют измерения калибра.
Измерения калибра для загиба прокладки вперед (FPC) выполняют на 30% передней части прокладки. Передняя часть изделия соответствует той части прокладки, которая относится к передней части тела во время нормального использования. Металлическую пластину помещают под прижимную деталь. Прижимную деталь медленно опускают до видимого контакта с пластиной. Нижний раздвижной калибр компрессометра обнуляют. Затем передний левый угол прокладки помещают под прижимную деталь. Визуально выбирают участок в пределах 1 см на левой дистальной стороне абсорбирующего слоя, имеющий наибольший подъем относительно металлической пластины. Прижимную деталь медленно опускают до визуального контакта прижимной детали с верхним слоем прокладки и регистрируют калибр (FL) с точностью до 0,1 мм. Закрепленную прокладку перемещают так, чтобы передний правый угол оказался под прижимной деталью. Визуально выбирают участок в пределах 1 см на правой дистальной стороне абсорбирующего слоя, имеющий наибольший подъем относительно металлической пластины. Прижимную деталь медленно опускают до визуального контакта прижимной детали с верхним слоем и регистрируют калибр (FR) с точностью до 0,1 мм. Берут отрезок защитной липкой ленты, по длине превосходящий ширину прокладки, и помещают его поперек изделия, перпендикулярно продольной центральной линии прокладки и немедленно выравнивают внутреннюю часть абсорбирующего слоя во избежание загиба прокладки. Передний левый угол прокладки снова помещают под прижимную деталь. Выбирают участок, который расположен на 5 мм вовнутрь от липкой ленты и на 5 мм вовнутрь от края абсорбирующего слоя. Прижимную деталь медленно опускают до визуального контакта прижимной детали с верхним слоем и регистрируют калибр (FL2) с точностью до 0,1 мм. Закрепленную прокладки перемещают так, чтобы передний правый угол оказался под прижимной деталью. Выбирают участок, который расположен на 5 мм вовнутрь от липкой ленты и на 5 мм вовнутрь от края абсорбирующего слоя. Прижимную деталь медленно опускают до визуального контакта прижимной детали с верхним слоем прокладки и регистрируют калибр (FR2) с точностью до 0,1 мм. Загиб прокладки вперед (FPC) рассчитывают как [((FL + FR) / 2) - (FL2 + FR2) / 2] и записывают с точностью до 0,1 мм. Загиб прокладки назад (RPC) измеряют и рассчитывают аналогичным образом (на 30% задней части прокладки), и регистрируют с точностью до 0,1 мм. Загиб прокладки назад (RPC) рассчитывают как [((RL + RR) / 2) - (RL2 + RR2) / 2] и записывают с точностью до 0,1 мм. Средний загиб прокладки рассчитывают как (FPC + RPC) / 2 и записывают с точностью до 0,1 мм.
Прокладку снимают с металлической пластины и повторно помещают прокладку при надлежащем растяжении AL на просмотровый стол с подсветкой, размер которого больше, чем размер прокладки. Помечают пересечение продольной и боковой центральной линий прокладки. С помощью калиброванной линейки измеряют расстояние вдоль боковой центральной линии между крайней эластичной деталью слева от продольной центральной линии и крайней эластичной деталью справа от продольной центральной линии с точностью до 0,1 мм. Затем регистрируют интервал эластичных элементов (EMS). Также измеряют ширину абсорбирующего слоя вдоль боковой центральной линии и регистрируют с точностью до 0,1 мм. Регистрируют ширину сердцевины (CW). Отношение длины к эластичным деталям (LER) рассчитывают путем деления AL на EMS, полученное значение регистрируют с точностью до 0,1 мм. Отношение ширины к эластичным деталям (WER) рассчитывают путем деления CW на EMS, полученное значение регистрируют с точностью до 0,1 мм.
Измерения повторяют для всех шести реплицированных прокладок. Рассчитывают среднее арифметическое значение для всех показателей: загиба прокладки вперед (FPC), загиба прокладки назад (RPC), отношение длины к эластичным деталям (LER) и отношение ширины к эластичным деталям (WER). Все значения регистрируют с точностью до 0,1 мм.
ГИБКОСТЬ В НАПРАВЛЕНИИ MD/CD
Подготовка оборудования
Свойства образцов при сгибании измеряют с помощью прибора для испытания прочности на растяжение (подходящим измерительным прибором является MTS Alliance на базе программного обеспечения Testworks 4.0 компании MTS Systems Corp., г. Иден-Прери, штат Миннесота, США) с постоянной скоростью с использованием датчика нагрузки, для которого измеряемые силы находятся в пределах от 10% до 90% от предельного значения датчика. Все испытания выполняют в помещении с поддерживаемой температурой 23 °C ± 3 °C и относительной влажностью 50% ± 2%.
Как показано на Фиг. 8, нижний стационарный зажим 800 содержит две планки диаметром 3,175 мм и длиной 60 мм, изготовленные из полированной нержавеющей стали, причем каждая из них установлена на индивидуальную вилку 820. Эти 2 планки установлены горизонтально, выровнены спереди и сзади и параллельны друг другу, при этом верхние радиусы планок выровнены по вертикали. Дополнительно две планки в зажиме 800 могут перемещаться горизонтально друг от друга по направляющей 830 так, что между планками можно установить зазор, сохраняя при этом их ориентацию. Верхний зажим 850, выполненный с возможностью перемещения, содержит третью планку также диаметром 3,175 мм и длиной 60 мм, изготовленную из полированной нержавеющей стали и установленную на вилку 860. Планка верхнего зажима 860 должна быть параллельна планкам нижнего зажима 800 и выровнена с ними спереди и сзади. Оба зажима 800 и 860 включают выполненное за одно целое переходное устройство, выполненное с возможностью приема соответствующего положения на раме прибора для испытания на растяжение и фиксации в положении таким образом, что планки располагаются перпендикулярно направлению движения перекладины прибора для испытания на растяжение.
Между планками нижнего зажима 800 устанавливают зазор 30 мм ± 0,5 мм (от центра планки до центра планки), при этом верхнюю планку устанавливают по центру в средней точке между нижними планками. Устанавливают толщину (от нижней части верхней планки до верхней части нижних планок) 1,0 см.
Приготовление образца
Перед испытанием образцы кондиционируют при 23 °C ± 3 °C и относительной влажности воздуха 50% ± 2% в течение двух часов. Прокладки извлекают из упаковки и, если имеется, снимают защитную пленку с извлеченной прокладки, обнажая крепежный адгезив для прикрепления прокладки к трусам (PFA). На адгезив PFA на нижнем слое наносят порошок талька, чтобы уменьшить липкость. Вырезают квадратный образец 50 мм в продольном направлении прокладки (MD) и 50 мм в поперечном направлении (CD) прокладки от центра прокладки. Образец должен быть смещен от сгибов, имеющихся в прокладке. Необходимо поддерживать такую ориентацию образца, при которой направление MD и направление CD, каждое из которых переходит от прокладки к образцу, сохраняется после вырезания образца. Калибр каждого образца измеряют с помощью цифрового штангенциркуля (например, Ono Sokki GS-503 или аналога), оснащенного прижимной деталью диаметром 25 мм, обеспечивающей ограничивающее давление 0,7 кПа (0,1 фунта/кв. дюйм). Через 5 с после установки прижимной детали на образец считывают показания калибра (мм) и регистрируют значение с точностью до 0,01 мм.
Прибор для испытания на растяжение программируют на испытание на сжатие, чтобы переместить крейцкопф вниз со скоростью 0,5 мм/с до тех пор, пока верхняя планка не коснется верхней поверхности образца, затем продолжают перемещение еще на дополнительные 14 мм, снимая показания силы (Н) и смещения (м) при 25 Гц, и возвращают крейцкопф в исходное положение. Образец размещают так, чтобы он охватывал две нижние планки, и выравнивают его по центру под верхней планкой, при этом его стороны располагают параллельно планкам. Крейцкопф и датчик нагрузки обнуляют. Запускают цикл и собирают данные. Ориентацию образца на нижнем зажиме 800 необходимо зарегистрировать и соотнести с полученными данными в конкретной ориентации. Если образец ориентирован таким образом, что направление MD перпендикулярно длинной оси планок нижнего зажима 800, полученные данные относятся к направлению MD прокладки. Аналогично этому, если образец ориентирован таким образом, что направление CD перпендикулярно длинной оси планок нижнего зажима 800, полученные данные относятся к направлению CD прокладки.
Строят график зависимости силы (Н) от смещения (мм). По графику определяют пиковую силу (Н) и регистрируют значение с точностью 0,1 Н. Прочность на изгиб образца рассчитывают следующим образом: пиковая нагрузка (Н) / площадь образца (м2), и регистрируют значение с точностью 0,1 кПа. Удобообрабатываемость рассчитывают следующим образом: [0,5 x пиковая сила (Н) x смещение при пиковом значении (мм)] / калибр образца (мм), и регистрируют значение с точностью 0,01 Н.
Аналогичным образом измерения повторяют для 10 образцов MD и 10 образцов CD, и записывают среднее значение отдельно для каждого из десяти значений с точностью до 0,1 Н для пиковой силы, до 0,1 кПа для прочности на изгиб и 0,01 Н для удобообрабатываемости.
ВОССТАНОВЛЕНИЕ ПОСЛЕ УДЛИНЕНИЯ
Этот метод используют для определения деформации барьерных манжет после удлинения в зависимости от температуры и времени. Измерения выполняют при температуре 22 °C (72 °F) или 32 °C (90 °F). Измерения при температуре 22 °C (72 °F) служат для имитации восстановления барьерных манжет при комнатной температуре, тогда как измерения при температуре 32 °C (90 °F) выполняют для оценки восстановления эластичных деталей в условия, близких к температуре кожи. Образцы подвергают двухэтапному анализу, растяжению и восстановлению. Для этого метода применяется динамометрический анализатор. Используют динамометрический анализатор TA Instruments DMA 2980 (далее «DMA 2980») производства компании TA Instruments, Inc., г. Нью-Касл, штат Делавэр, США; оснащенный зажимом для пленки, программным обеспечением Thermal Advantage/Thermal Solutions для сбора данных и программным обеспечением Universal Analysis 2000 для анализа данных. Существуют различные другие типы динамометрических анализаторов, и применение динамического механического анализа хорошо известно специалистам в области определения характеристик полимеров и сополимеров.
Методы эксплуатации, калибровки и руководство по использованию устройства DMA 2980 описаны в руководстве пользователя TA Instruments DMA 2980, изданном в марте 2002 г., справочнике пользователя Thermal Advantage, изданном в июле 2000 г., и руководстве Universal Analysis 2000, изданном в феврале 2003 г. Специалистам в использовании устройства DMA 2980 должно быть достаточно следующих рабочих условий для воссоздания растяжения и восстановления образцов.
Устройство DMA 2980 выполнено с возможностью работы с указанным зажимом для пленки в режиме контролируемой силы. Зажим для пленки устанавливают на устройство DMA 2980 и калибруют в соответствии со справочником пользователя. Испытываемую барьерную манжету нарезают на образцы по существу одинакового размера. Для DMA 2980 подходящие размеры образца составляют приблизительно 20 мм x 6,4 мм x 1,0 мм (длина x ширина x толщина). Толщина образца зависит от материалов и структуры барьерной манжеты, а также от ограничивающего давления, применяемого для измерения толщины. Согласно рекомендациям компании TA Instruments, толщина образца, надежно закрепленного в зажимах для пленки, должна быть меньше или равна приблизительно 2,0 мм. Нижний зажим для пленки устройства DMA 2980 регулируют и фиксируют в положении, в котором между поверхностями зажима остается приблизительно 10 мм. Образец помещают в зажимы для пленки, при этом нижний зажим имеет свободный ход, что позволяет устанавливать длину базы измерения между зажимами для пленки. Регистрируют идентификатор и размеры образца. Зажим для пленки фиксируют в заданном положении и закрывают печь.
Метод растяжения - для образцов, имеющих вышеуказанные размеры, устройство DMA 2980 настраивают следующим образом: сила предварительной нагрузки, прилагаемая к образцу в зажиме, составляет (0,01 Н); автоматическое обнуление смещения (вкл.) в начале испытания; печь (закрыть), положение зажима (зафиксировать) и температура Ti (22 °C или 32 °C) в конце растяжения. Скорость сбора данных устанавливают на 0,5 Гц (1 точка в 2 секунды). В устройство DMA 2980 загружают информацию о методе растяжения. Сегменты метода: (1) исходная температура Ti (22 °C или 32 °C), (2) равновесие при Ti (3) хранение данных ВКЛ. и (4) линейное изменение силы 5,0 Н/мин на 18,0 Н.
После начала испытания температура линейно изменяется до заданной температуры Ti (22 °C или 32 °C) [сегмент метода 1], и температуру поддерживают на заданном уровне Ti [сегмент метода 2]. По истечении минимум 15 минут при температуре Ti оператор запускает растяжение образца и сбор сопутствующих данных [сегменты метода 3 и 4]. Образец растягивают с прилагаемым линейным изменением силы 0,8 Н/мин на миллиметр исходной ширины образца (например, для образца, имеющего вышеуказанные размеры, прилагаемая линейная сила составляет 5 Н/минута) до приблизительно 30 мм в длину. Постепенное увеличение силы с большей точностью имитирует наложение прокладки и препятствует повреждению образца. Образец фиксируют на месте в растянутом состоянии с полной длиной приблизительно 30 мм и выдерживают при температуре Ti. Силу, требуемую для растяжения барьерной манжеты до достижения длины приблизительно 30 мм, и процентная доля деформации ламината при такой длине записывают вручную с устройства цифровой индикации измерительного прибора. Процентную долю деформации рассчитывают путем вычитания длины измерительной базы из полной длины в растянутом состоянии, полученный результат делят на длину измерительной базы и умножают на 100. Процентная доля первоначальной деформации может быть описана с помощью уравнения, приведенного ниже:
Процентная доля первоначальной деформации = % деформации i = 100 * ((Ls - Lg) / Lg),
где Lg - длина собранного растягиваемого ламината в исходном состоянии, а Ls - длина ламината, растянутого между зажимами для пленки в конце этапа растяжения анализа (~ 30 мм). % деформацииi - процентная доля деформации растягиваемого ламината в начале восстановления (т. е. после выполнения этапа растяжения метода). Процентная доля деформации образца, растянутого от длины измерительной базы 10 мм до длины 30 мм, составляет 200%.
Для целей настоящего испытания максимальная процентную долю деформации (например, 200%, 150% или 100%) выбирают таким образом, чтобы деформация не вызывала необратимого коробления, расслоения или разрыва барьерной манжеты. Если барьерная манжета обладает растягиваемостью менее 200% технической деформации (± 5%), новый экземпляр образца растягивают от длины базы измерения 12 мм до полной длины в растянутом состоянии 30 мм, что обуславливает процентную долю деформации 150% технической деформации. Если барьерная манжета обладает растягиваемостью менее 150% технической деформации (± 5%), новый экземпляр образца растягивают от длины базы измерения 15 мм до полной длины в растянутом состоянии 30 мм, что обуславливает процентную долю деформации 100% технической деформации. Испытание барьерных манжет с максимальной растягиваемостью < 100% также входит в объем настоящего метода. Для барьерных манжет, испытываемых с процентной долей первоначальной деформации 100% или меньше, деформацию после удлинения регистрируют как процентную долю деформации, а не как процентную долю от % первоначальной деформации в разное время восстановления (15 секунд, 30 секунд, 60 секунд и 3 минуты).
Для образцов разных размеров силу, прилагаемую для растяжения образца, регулируют таким образом, чтобы обеспечить линейное изменение прилагаемой силы 0,8 Н/мин на миллиметр исходной ширины образца. Например, линейное изменение силы 2,5 Н/мин применяют к образцу с исходной шириной 3,2 мм. Для образцов разной длины общее смещение при удлинении регулируют таким образом, чтобы обеспечить процентную долю первоначальной деформации 200% (или меньше, если образец обладает ограниченной растягиваемостью, т. е. 150% или 100% деформации).
Метод восстановления - информацию о методе восстановления загружают в измерительный прибор и запускают приблизительно через 15 секунд после достижения желательной процентной доли первоначальной деформации (т. е. 200%, 150% или 100%) в методе растяжения. Четыре сегмента метода восстановления: (1) хранение данных ВКЛ., (2) сила 0,01 Н, (3) линейное изменение температуры до Ti, и (4) изотерма в течение 3,0 минуты. В сравнении с методом растягивания в устройстве DMA 2980 меняют следующую настройку параметра: настройку автоматического обнуления смещения меняют на (ВЫКЛ.). Метод восстановления служит для измерения длины образца в течение периода времени, равного 3 минутам, при заданной температуре (Ti = 22 °C или 32 °C). Длину образца, процентную долю деформации и температуру испытания регистрируют в зависимости от времени восстановления. Деформацию после удлинения регистрируют как процентную долю от процента первоначальной деформации по прошествии различного времени после восстановления (15 секунд, 30 секунд, 60 секунд и 3 минуты).
Для образцов разных размеров силу, прилагаемую к образцу во время восстановления (сегмент 2 выше) регулируют таким образом, чтобы обеспечить прилагаемую силу 0,0016 Н на миллиметр исходной ширины образца (0,01 Н для образца шириной 6,4 мм). Например, на образец шириной 3,2 мм воздействуют с силой 0,005 Н.
ИСПЫТАНИЕ НА ГИСТЕРЕЗИС С ДВУМЯ ЦИКЛАМИ
Данное испытание используют для определения свойств, которые могут быть связаны с силами, воздействующими на пользователя во время наложения прокладки, содержащей медленно восстанавливающиеся барьерные манжеты, а также с посадкой и функционированием прокладки после ее наложения.
Испытание на гистерезис с двумя циклами выполняют при комнатной температуре (21 °C/70 °F), а также при температуре тела (37 °C/99 °F). Испытываемую барьерную манжету нарезают на образцы по существу правильной формы. Размеры образцов выбирают таким образом, чтобы обеспечить требуемую деформацию с помощью сил, характерных для измерительного прибора. Подходящие для этого испытания измерительные приборы включают приборы для испытания на растяжение производства компании MTS Systems Corp., г. Иден-Прери, штат Миннесота, США, (например, Alliance RT/1 или Sintech 1/S) или компании Instron Engineering Corp., г. Кантон, штат Массачусетс, США. Толщина образца зависит от материалов и структуры барьерной манжеты, а также от ограничивающего давления, применяемого для измерения толщины. Толщина образцов, измеренная с ограничивающим давлением 1,0 кПа (0,2 фунта/кв. дюйм), обычно составляет от 0,5 мм до 5 мм. Однако испытание барьерных манжет другой толщины (например, < 0,5 мм или > 5 мм) входит в объем настоящего метода.
При использовании образцов указанных выше размеров и устройства Alliance RT/1 или Sintech 1/S измерение выполняется в следующем порядке. Измерительный прибор подключают к компьютеру. Программное обеспечение TestWorks 4™ управляет параметрами испытания, выполняет сбор данных и расчет, а также составляет графики и отчеты.
Ширина захватов, используемых для испытания, больше или равна ширине образца. Как правило, используют захваты шириной 2,54 см (1 дюйм). Захваты представляют собой захваты с пневмоприводом, выполненные с возможностью концентрации всей силы зажима вдоль одной линии, перпендикулярной направлению испытательной нагрузки, с одной плоской поверхностью и противоположной поверхностью с выступающим полукругом (радиус = 6 мм) дли снижения вероятности проскальзывания образца. Если измерение выполняется при температуре 37 °C, то в качестве верхнего зажима применяется легковесный зажим с зубчатыми поверхностями.
Датчик нагрузки выбирают таким образом, чтобы измеренные силы составляли от 10% до 90% мощности датчика нагрузки или применяемого диапазона нагрузки. Как правило, используют датчик нагрузки 25 Н. Устанавливают зажимы и захваты. Измерительное устройство калибруют согласно инструкциям производителя. Расстояние между линиями силы захвата (длина измерительной базы) составляет 63,5 мм (2,50 дюйма), его измеряют с помощью металлической линейки, удерживаемой рядом с захватами. Показания нагрузки на измерительном приборе обнуляют с учетом массы зажима и захватов. Перед испытанием образец выдерживают в течение 1 часа при температуре 21 °C. Образец помещают в захваты таким образом, чтобы не было провисаний, при этом измеряемая нагрузка составляет от 0,00 Н до 0,02 Н. Измерительный прибор устанавливают в помещении с контролируемой температурой для выполнения измерений при температуре 21 °C. Для поддержания температуры испытания для выполнения измерений при температуре 37 °C используют подходящую климатическую камеру; перед началом испытания образец помещают в захваты и выдерживают в течение 5 минут при температуре 37 °C.
Испытание на гистерезис с 2 циклами включает в себя перечисленные ниже этапы.
(1) Деформирование образца до достижения указанной процентной доли первоначальной деформации (т. е. деформация i = 150%) с постоянной скоростью крейцкопфа 50,8 см/мин (20 дюйм/мин) без выдержки.
(2) Сокращение деформации до 0% деформации (т. е. возврат захватов к исходной длине измерительной базы 6,35 см (2,50 дюйма)) с постоянной скоростью крейцкопфа 7,62 см/мин (3 дюйм/мин) без выдержки.
(3) Деформирование образца до деформацииi с постоянной скоростью крейцкопфа 50,8 см/мин (20 дюйм/мин) без выдержки.
(4) Сокращение деформации до 60% деформации с постоянной скоростью крейцкопфа 7,62 см/мин (3 дюйм/мин).
(5) Выдерживание образца при 60% деформации в течение 5 минут.
(6) Переход к 0% деформации с постоянной скоростью крейцкопфа 7,62 см/мин (3 дюйм/мин).
Регистрируемая сила разгрузки представляет собой измеренную силу разгрузки барьерной манжеты (BC) при 60% деформации после выдержки в течение 5 минут на этапе 5, приведенную к единицам ньютон на 1 метр ширины BC * основная масса эластомера + адгезив (E + A) в BC, Н/(м·грамм-сила) = Н/(г/м), как показано в уравнении ниже. Основную массу эластичной детали и адгезив в BC рассчитывают путем деления суммарного значения (в граммах) эластомера и адгезива в BC на площадь полностью растянутой BC. Площадь полностью растянутой барьерной манжеты (AFEBC) определяют как площадь подложки барьерной манжеты при отсутствии эластомера и адгезива. Приведенная сила разгрузки в Н/(м·грамм-сила) = Н/(г/м) =
измеренная сила разгрузки (Н)
[ширина барьерной манжеты BC в метрах* ((E + A в граммах) ÷ AFEBC в м2)].
Для образцов разных размеров скорость крейцкопфа регулируют таким образом, чтобы поддерживать соответствующую скорость деформации для каждой части испытания. Например, скорость крейцкопфа 25,4 см/мин (10 дюйм/мин) используют на этапах 1 и 3 для длины измерительной базы образца 31,7 мм (1,25 дюйма).
Для выполнения как испытания на восстановление после удлинения, так и испытания на гистерезис с двумя циклами, барьерные манжеты женских прокладок необходимо отделить от соответствующих прокладок. При отделении следует убедиться, что барьерная манжета, т. е. эластичная деталь и оболочка, по возможности, сохраняет структурную целостность. Поэтому методы отделения предпочтительно не должны структурно изменять свойства эластичных деталей и/или оболочки. В силу этого, необходимо с осторожностью подходить к выбору растворителей, применяемых для растворения клея для дискретных манжет. Барьерные манжеты, выполненные за одно целое с каркасом, необходимо отрезать от каркаса, убедившись, что крайние части адгезива, присоединяющего эластичную деталь к верхнему слою и/или нижнему слою, относятся к части, отрезаемой от каркаса. Затем образцы приготавливают, как отмечалось выше, с учетом указанных методов.
Размеры и величины, описанные в настоящем документе, не следует понимать как строго ограниченные перечисленными точными числовыми значениями. Напротив, если не указано иное, каждый такой размер подразумевает как указанное значение, так и функционально эквивалентный диапазон, в который входит это значение. Например, размер, описанный как «40 мм», подразумевает «приблизительно 40 мм».
Все документы, указанные в настоящем описании, включая перекрестные ссылки или родственный патент, публикацию патента или патентную заявку, включены в настоящий документ в полном объеме путем ссылки, если только не исключены в явной форме или не ограничены иным образом. Упоминание любого документа не является признанием того, что он представляет собой предшествующий уровень техники в отношении любого изобретения, описанного или заявленного в настоящем документе, или что в нем самом или в любой комбинации с любой другой ссылкой или ссылками представлено, предложено или описано любое такое изобретение. Дополнительно, в случае если какое-либо значение или определение термина в настоящем документе противоречит какому-либо значению или определению этого же термина в документе, включенном путем ссылки, приоритетным является значение или определение, закрепленное за этим термином в настоящем документе.
Хотя в настоящем документе показаны и описаны конкретные формы настоящего изобретения, специалистам в данной области будет понятно, что допустимы другие различные изменения и модификации без отступления от сущности и объема настоящего изобретения. Таким образом, предполагается, что прилагаемая формула изобретения охватывает все эти изменения и модификации в пределах объема настоящего описания.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБСОРБИРУЮЩАЯ СТРУКТУРА | 2016 |
|
RU2697170C1 |
| АБСОРБИРУЮЩАЯ СТРУКТУРА | 2016 |
|
RU2693630C1 |
| Гетерогенный материал, содержащий пеноматериал | 2015 |
|
RU2662631C2 |
| Менструальные трусы | 2013 |
|
RU2615067C2 |
| МУЖСКОЙ ПОДГУЗНИК, ИСПОЛЬЗУЕМЫЙ ПРИ НЕДЕРЖАНИИ И ВКЛЮЧАЮЩИЙ АБСОРБИРУЮЩИЙ БАРЬЕР | 2011 |
|
RU2568570C2 |
| Одноразовые абсорбирующие изделия | 2014 |
|
RU2655236C2 |
| Абсорбирующие изделия с барьерными ножными манжетами | 2014 |
|
RU2626229C2 |
| Одноразовые абсорбирующие изделия | 2014 |
|
RU2651437C2 |
| СЛОИСТЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ НАВИТЫЕ ЭЛАСТИЧНЫЕ ЭЛЕМЕНТЫ, И АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ УКАЗАННЫЙ СЛОИСТЫЙ МАТЕРИАЛ | 2017 |
|
RU2727983C1 |
| Абсорбирующие конструктивные элементы и сердцевины с эффективной иммобилизацией абсорбирующего материала | 2014 |
|
RU2640983C1 |
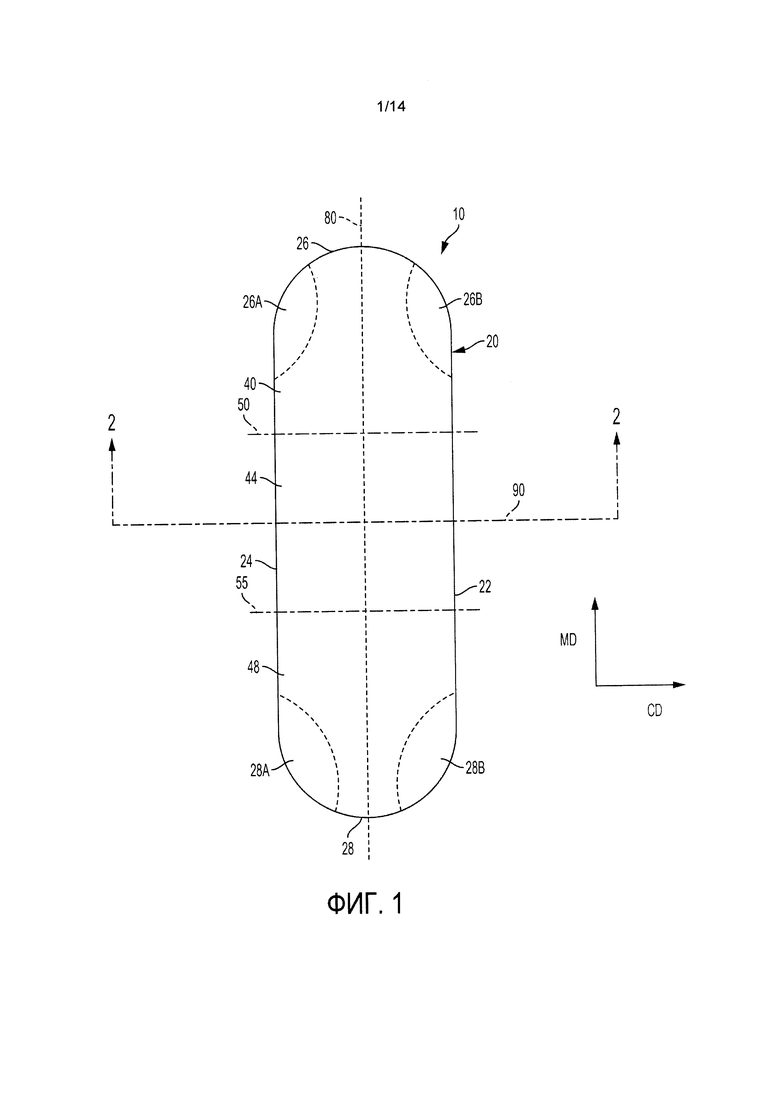
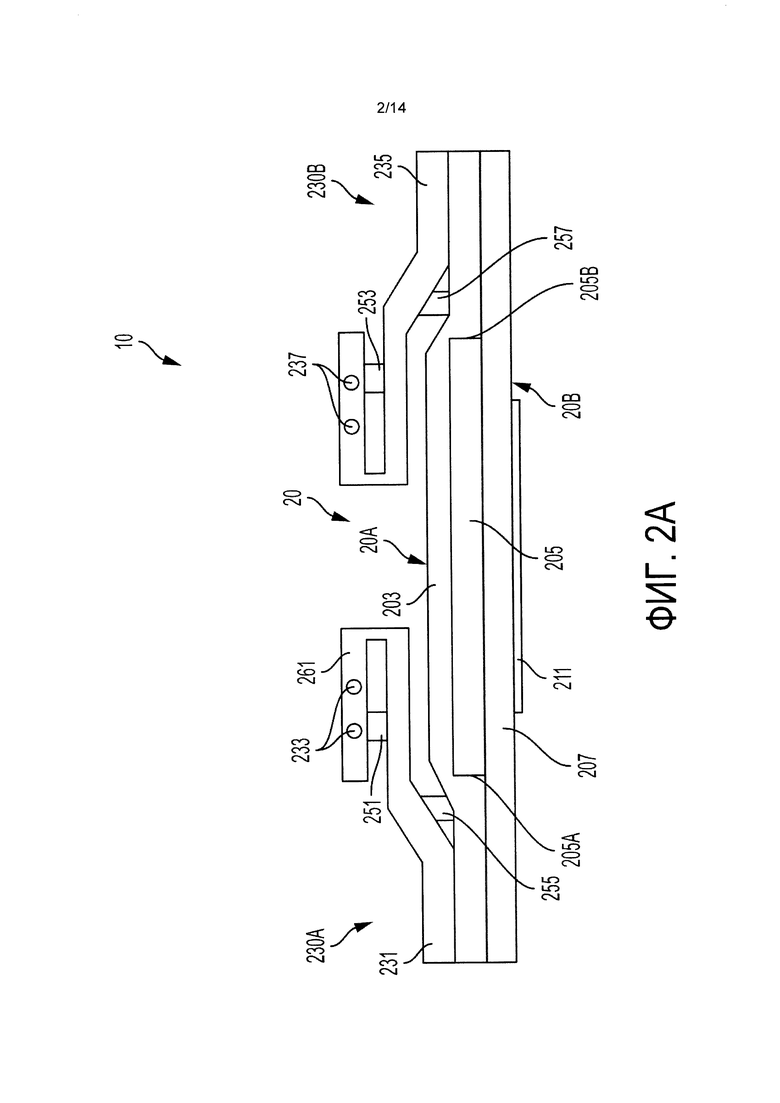
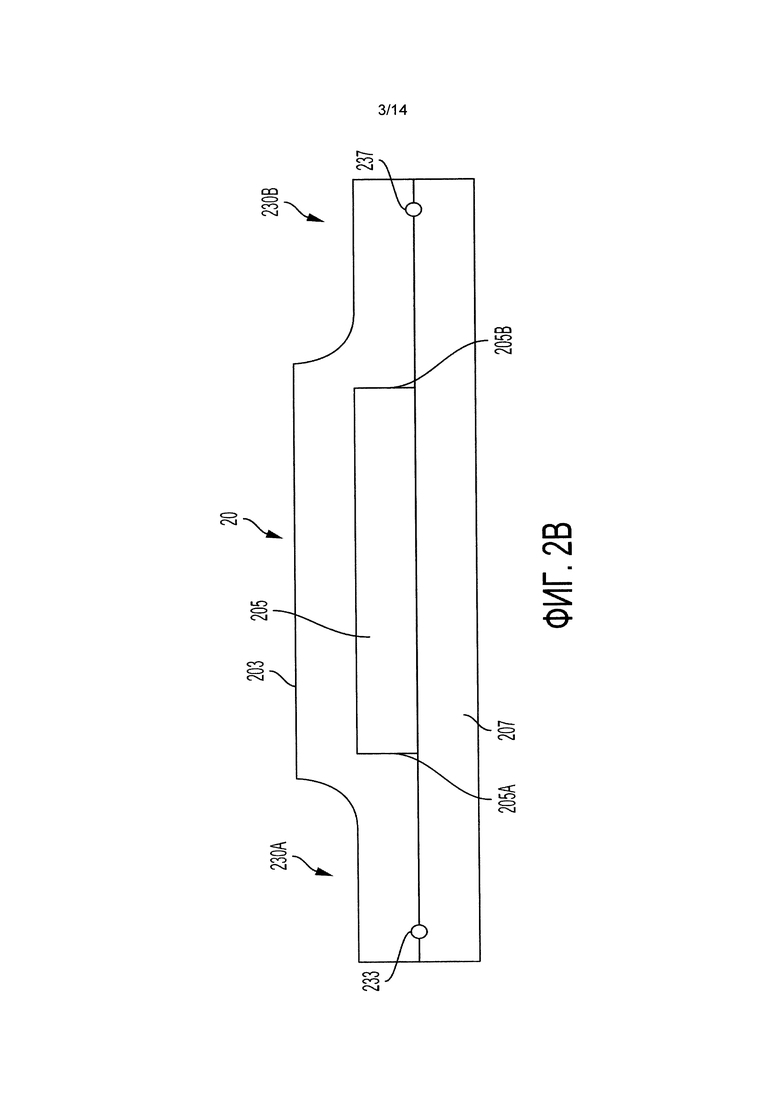

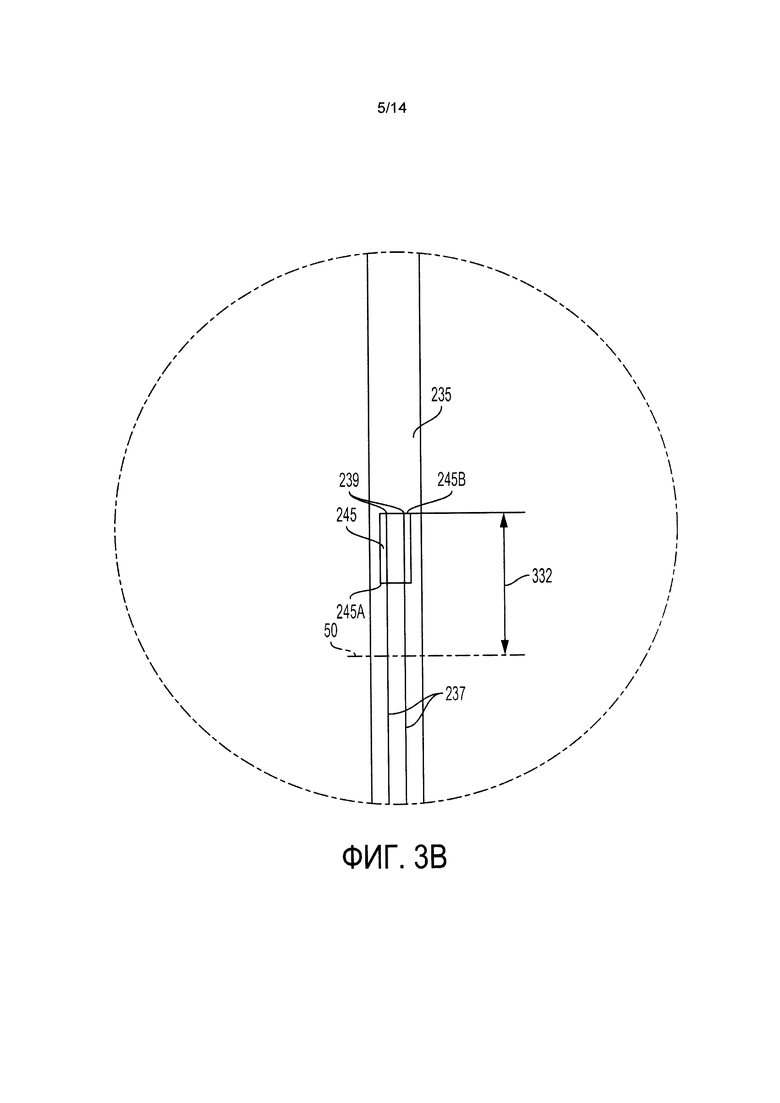
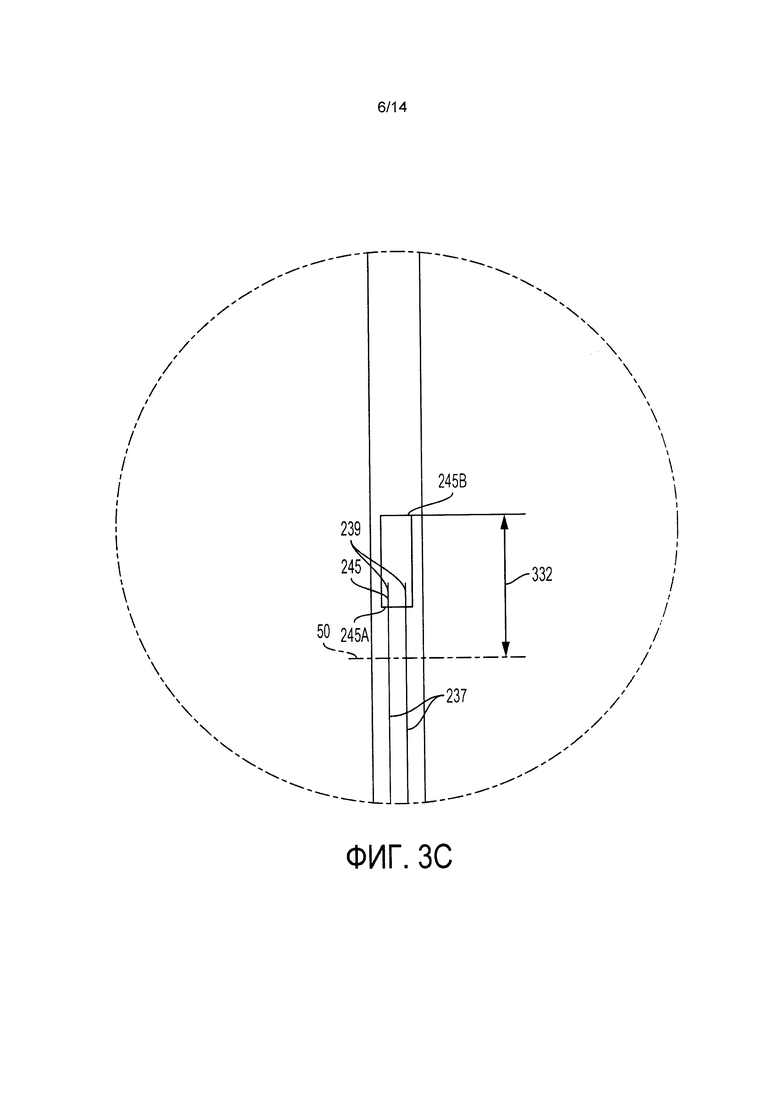
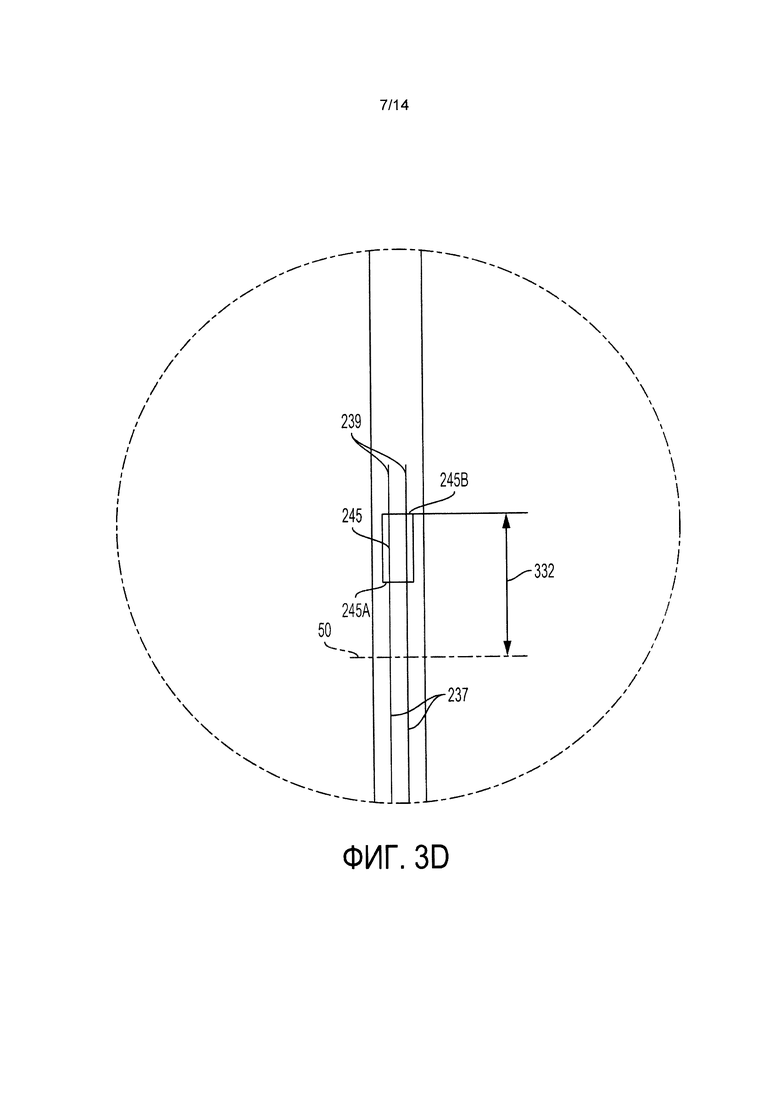
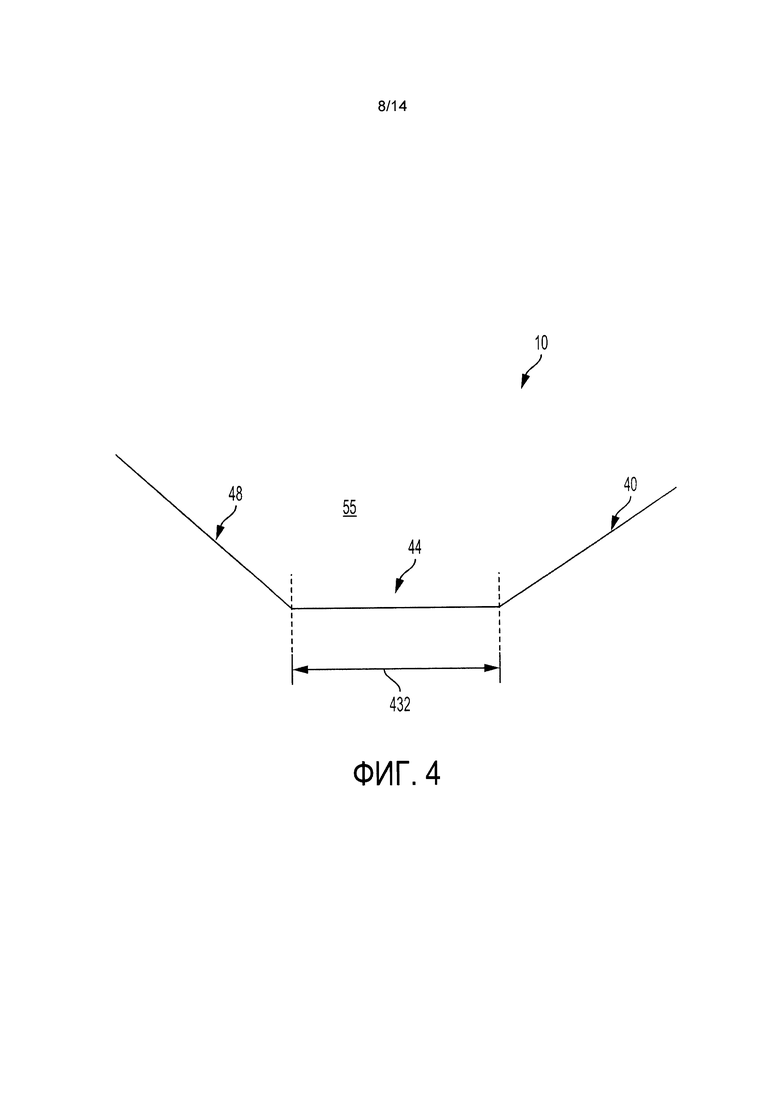
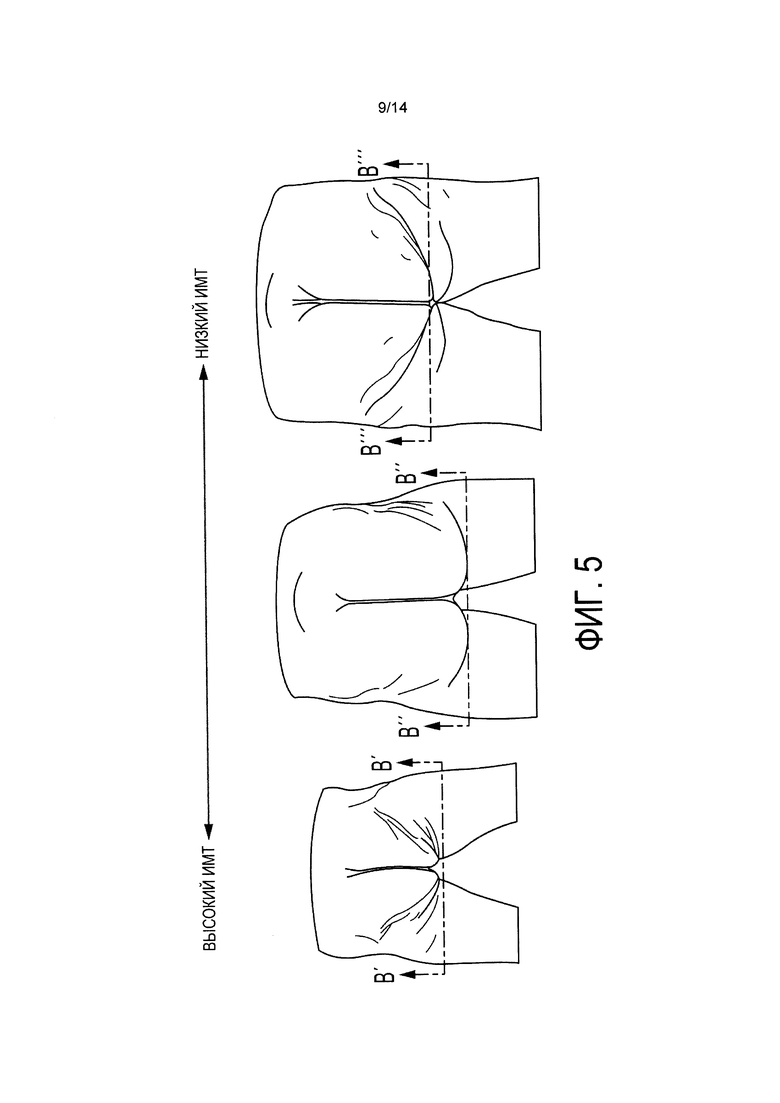
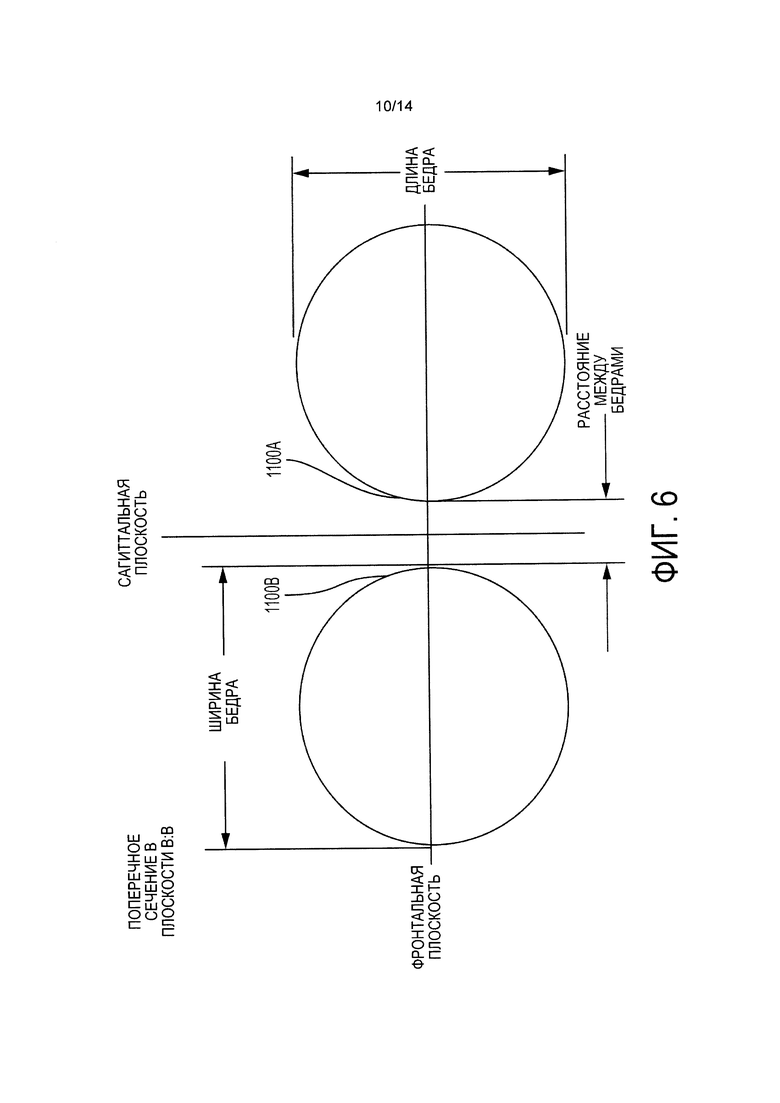
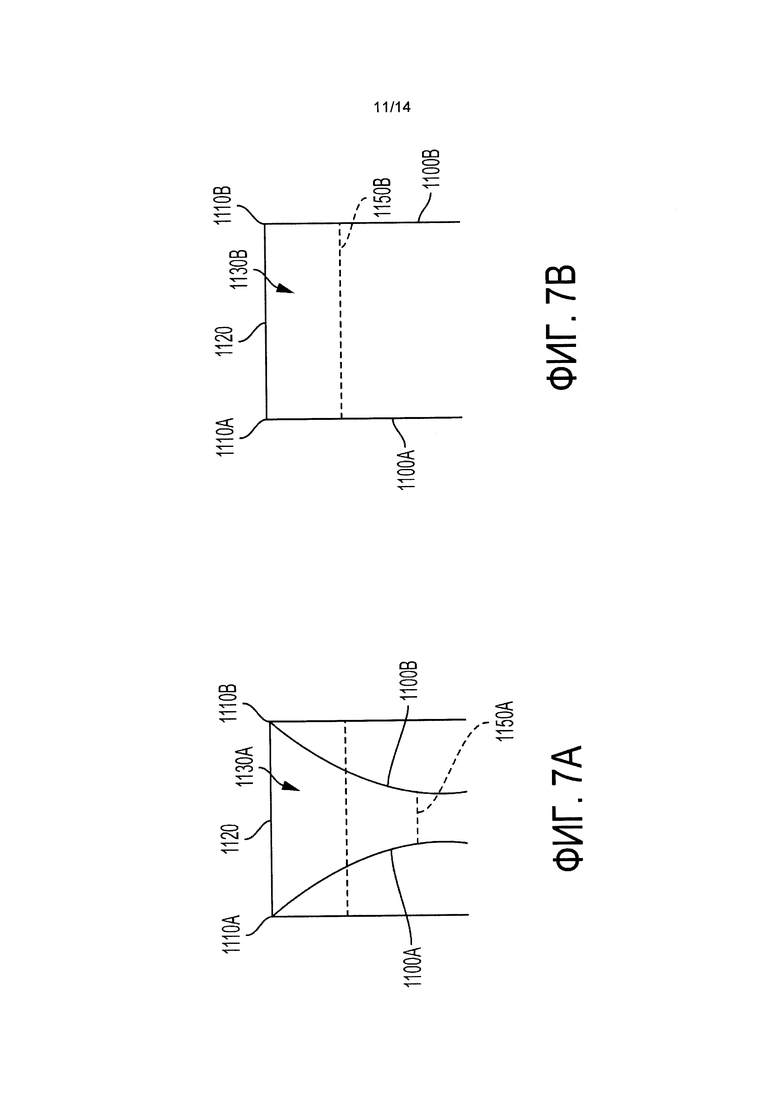
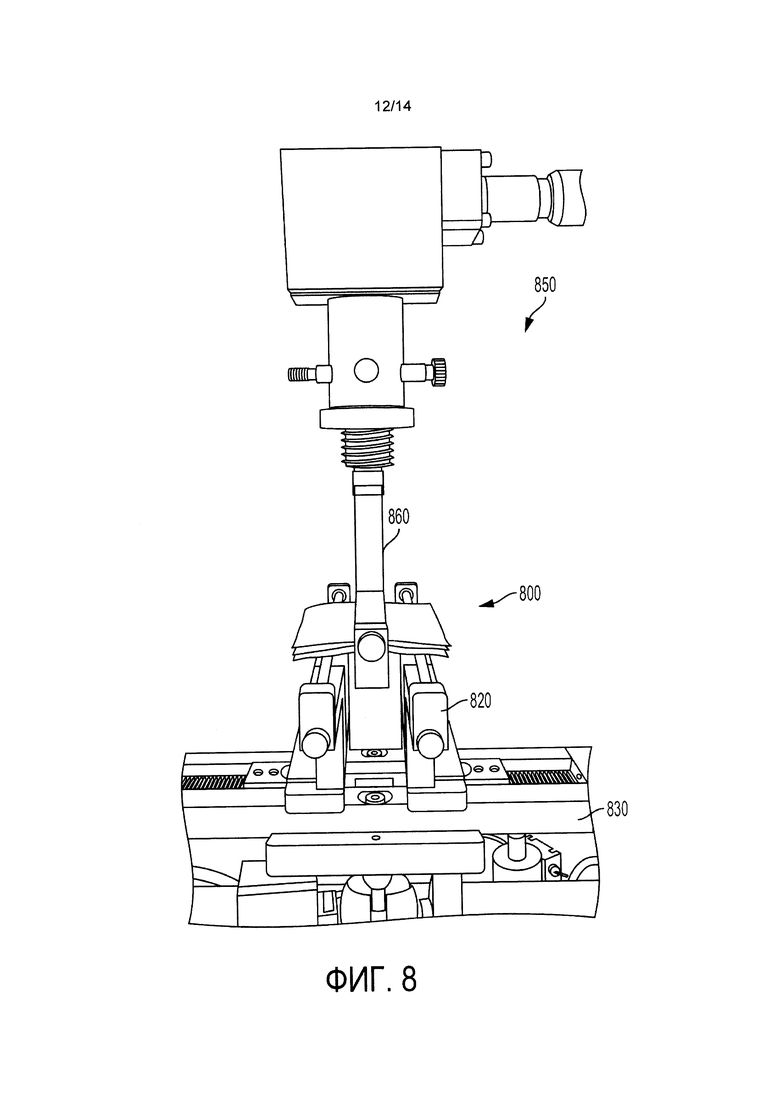
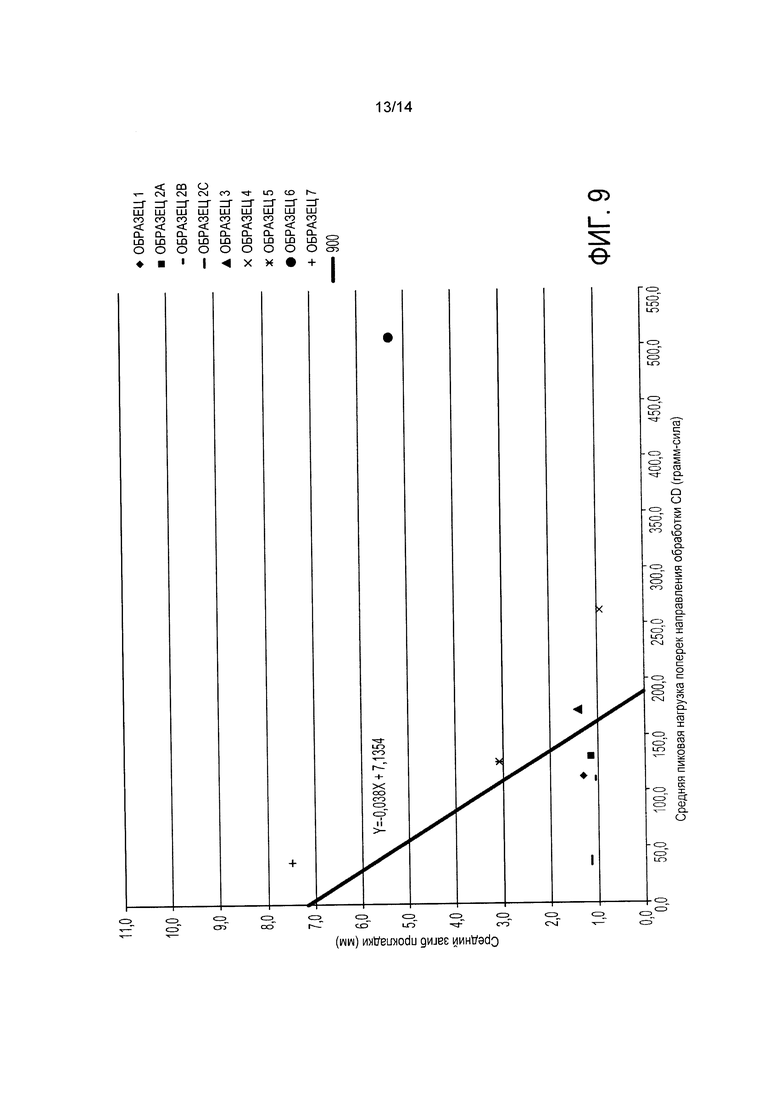
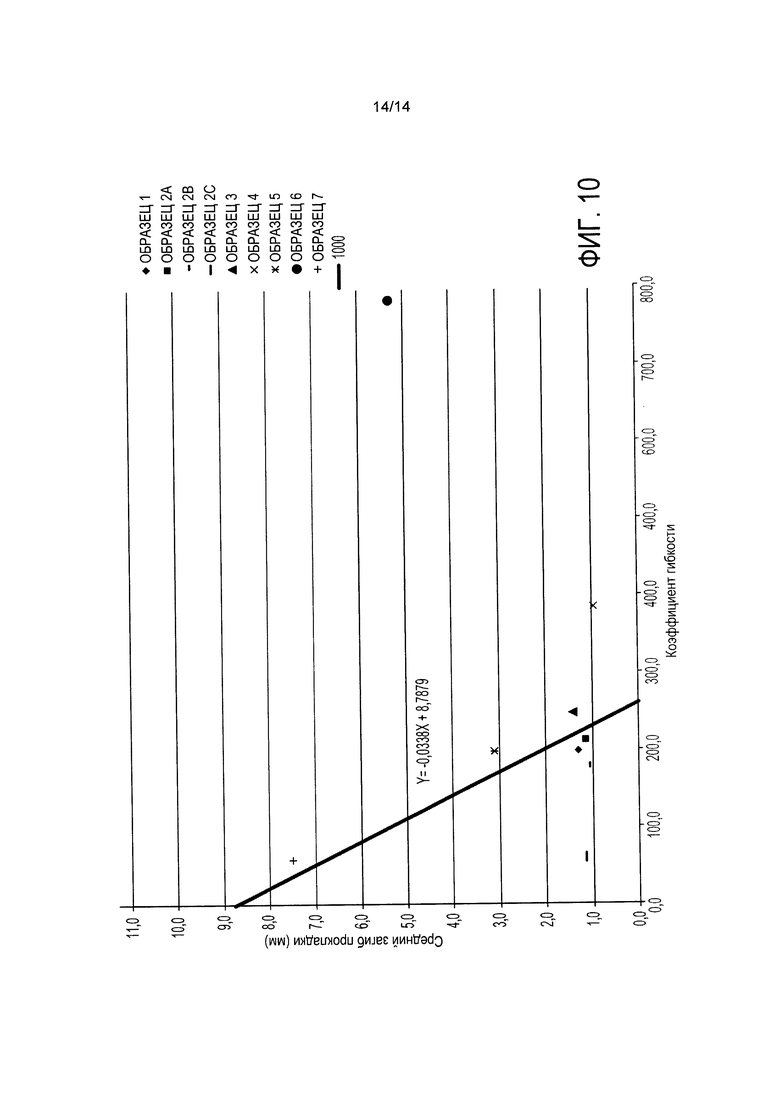
Изобретение относится к области медицины и гигиены, а именно к абсорбирующим изделиям, и в частности к одноразовым женским гигиеническим прокладкам. Одноразовая женская прокладка имеет продольную ось и поперечную ось, перпендикулярную продольной оси. Одноразовая женская прокладка дополнительно содержит каркас; крепежный адгезив, размещенный на поверхности каркаса, обращенной к одежде; первую манжету, проходящую вдоль первого продольного бокового края; и вторую манжету, проходящую вдоль второго продольного края. Каркас имеет первый и второй продольные боковые края, проходящие по существу параллельно продольной оси, пару концевых краев, соединяющих первый и второй продольные боковые края на противоположных концах каркаса. Каркас дополнительно содержит верхний слой; нижний слой и абсорбирующую сердцевину, расположенную между верхним слоем и нижним слоем. Коэффициент гибкости прокладки составляет от 20 до 240 и средний загиб прокладки составляет от 0,0 мм до 3,0 мм. Изобретение способно облегчить наложение прокладки с барьерными манжетами на нижнее белье пользователя. 5 з.п. ф-лы, 3 табл., 10 ил.
1. Одноразовая женская прокладка (10), имеющая продольную ось (80) и поперечную ось (90), перпендикулярную продольной оси, причем одноразовая женская прокладка дополнительно содержит:
каркас (20), имеющий первый и второй продольные боковые края (22, 24), проходящие по существу параллельно продольной оси, пару концевых краев (26, 28), соединяющих первый и второй продольные боковые края на противоположных концах каркаса, при этом каркас дополнительно содержит верхний слой (203); нижний слой (207) и абсорбирующую сердцевину (205), расположенную между верхним слоем и нижним слоем;
крепежный адгезив (211), размещенный на поверхности (20B) каркаса, обращенной к одежде;
первую манжету (230A), проходящую вдоль первого продольного бокового края; и
вторую манжету (230B), проходящую вдоль второго продольного края; характеризующаяся тем, что коэффициент гибкости прокладки составляет от 20 до 240 и средний загиб прокладки составляет от 0,0 мм до 3,0 мм.
2. Одноразовая женская прокладка по п. 1, характеризующаяся тем, что коэффициент гибкости составляет менее 230, предпочтительно менее 220, более предпочтительно менее 212.
3. Одноразовая женская прокладка по любому из предшествующих пунктов, характеризующаяся тем, что загиб прокладки составляет от 0,5 мм до 2,5 мм, предпочтительно от 1,0 мм до 2,0 мм.
4. Одноразовая женская прокладка по любому из предшествующих пунктов, в которой первая манжета и вторая манжета содержат часть верхнего слоя и нижнего слоя.
5. Одноразовая женская прокладка по любому из пп. 1-3, в которой первая манжета содержит первую оболочку, а вторая манжета содержит вторую оболочку, причем первая оболочка и вторая оболочка выполнены отдельно от каркаса женской прокладки.
6. Одноразовая женская прокладка по п. 5, в которой первая оболочка и вторая оболочка присоединены к верхнему слою.
| Колосоуборка | 1923 |
|
SU2009A1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С УЛУЧШЕННОЙ НОЖНОЙ МАНЖЕТОЙ | 2011 |
|
RU2553961C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С БОКОВЫМИ БАРЬЕРАМИ | 1996 |
|
RU2188614C2 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| WO 2001010372 A1, 15.02.2001. | |||

