Изобретения относятся к области вооружения и экипировки, к разработкам средств защиты и могут быть использованы для изготовления бронешлемов, бронежилетов и бронепреград из керамики и слоистых полимерных композиционных материалов, например органопластиков.
Известна бронепреграда по DE 2938355 от 09.04.81 г., МПК7 А42В 3/06
Известна многослойная бронепреграда по WO 9737553 от 16.10.97 г., МПК7 А42В 3/08.
Известна многослойная бронепреграда с вставками по US 2006064798 от 30.03.2006 г., МПК7 А42В 3/00.
Известна многослойная бронепреграда с вставками по RU 2235963 от 05.05.2003 г., МПК7 А42В 3/00.
Известна многослойная бронепреграда с вставками по US 3055012 от 25.09.62 г., МПК7 А42В 3/00.
Известна многослойная бронепреграда с твердосплавными вставками по GB 579422 от 02.08.46 г., МПК7 А42В 3/00.
Известна многослойная бронепреграда с твердосплавными вставками по RU 2003113089A от 05.05.2003 г., МПК7 А42В 3/00.
Известна многослойная бронепреграда с твердосплавными вставками по DE 2020050024444 U от 21.04.2005 г., МПК7 А42В 1/08.
Также известна многослойная бронепреграда с твердосплавными вставками и раскрытый в описании способ ее изготовления по патенту RU №2329751 С2 от 05.09.2006 г., МПК7 А42В 3/00.
Недостатки известного способа заключаются в следующем:
- в низком качестве изготовления бронепреграды из-за низких бронезащитных свойств, так как при динамическом воздействии поражающего элемента, скорость перекоса керамической ячейки с проникновением ее гранью в слои внутренней оболочки значительно превышает скорость прогиба этих слоев без подключения к работе массива слоев, работа последних под острой твердой гранью ячейки приближается к практически «чистому срезу», происходит перерезание слоев и, связанный с этим, сквозной пробой внутренней оболочки осколками поражающего элемента и осколками керамической вставки;
- в низкой технологичности обработки краев керамических ячеек;
- в низком качестве изготовления бронепреграды из-за низких бронезащитных свойств при перерезании слоев внутренней оболочки острым твердым углом от перекоса ячейки под динамическим воздействием поражающего элемента и, связанного с этим, сквозном пробое внутренней оболочки осколками поражающего элемента и осколками керамической вставки;
- в низком качества изготовления бронепреграды из-за низких бронезащитных свойств при повреждении слоев внутренней оболочки ребрами на линиях перехода поверхностей;
Недостатки известного устройства заключаются в следующем:
- в низкой надежности работы бронепреграды из-за низких бронезащитных свойств, так как при динамическом воздействии поражающего элемента, скорость перекоса керамической ячейки с проникновением ее гранью в слои внутренней оболочки значительно превышает скорость прогиба этих слоев без подключения к работе массива слоев, работа последних под острой твердой гранью ячейки приближается к практически «чистому срезу», происходит перерезание слоев и, связанный с этим, сквозной пробой внутренней оболочки осколками поражающего элемента и осколками керамической вставки;
- в низкой надежности работы бронепреграды из-за низких бронезащитных свойств при перерезании слоев внутренней оболочки острым твердым углом от перекоса ячейки под динамическим воздействием поражающего элемента и, связанного с этим, сквозном пробое внутренней оболочки осколками поражающего элемента и осколками керамической вставки;
- в низкой надежности работы бронепреграды из-за низких бронезащитных свойств при повреждении слоев внутренней оболочки ребрами на линиях перехода поверхностей;
Известный способ изготовления и известная бронепреграда, как наиболее близкие по технической сущности и достигаемому результату, выбраны в качестве прототипов.
Технической задачей, на решение которой направлены заявляемые изобретения, является разработка бронепреграды повышенной надежности работы.
Технический результат, который может быть получен при решении технической задачи по реализации предлагаемого способа, заключается в следующем:
- в повышении качества изготовления бронепреграды за счет повышения бронезащитных свойств при изменении схемы нагружения слоев внутренней оболочки с работы, преимущественно, на «срез» при воздействии острой твердой грани от перекоса ячейки под динамическим воздействием поражающего элемента на работу, преимущественно, на «смятие» без перерезания слоев и, связанного с этим, сквозного пробоя внутренней оболочки осколками поражающего элемента и осколками керамической вставки;
- в повышении технологичности за счет оптимизации обработки краев керамических ячеек;
- в повышении качества изготовления бронепреграды за счет повышения бронезащитных свойств при отсутствии перерезания слоев внутренней оболочки острым твердым углом от перекоса ячейки под воздействием поражающего элемента и, связанного с этим, сквозного пробоя внутренней оболочки осколками поражающего элемента и осколками керамической вставки;
- в повышении качества изготовления бронепреграды за счет повышения бронезащитных свойств при отсутствии повреждения слоев внутренней оболочки ребрами на линиях перехода поверхностей;
Технический результат устройства, который может быть получен при решении технической задачи, заключается в следующем:
- в повышении надежности работы за счет повышения бронезащитных свойств при изменении схемы нагружения слоев внутренней оболочки с работы, преимущественно, на «срез» при воздействии острой твердой грани от перекоса ячейки под динамическим воздействием поражающего элемента на работу, преимущественно, на «смятие» без перерезания слоев и, связанного с этим, сквозного пробоя внутренней оболочки осколками поражающего элемента и осколками керамической вставки;
- в повышении надежности работы за счет повышения бронезащитных свойств при отсутствии перерезания слоев внутренней оболочки острым твердым углом от перекоса ячейки под воздействием поражающего элемента и, связанного с этим, сквозного пробоя внутренней оболочки осколками поражающего элемента и осколками керамической вставки, так как при воздействии поражающего элемента действующие напряжения в слоях внутренней оболочки под углом ячейки значительно превышают напряжения под гранями;
- в повышении надежности работы за счет повышения бронезащитных свойств при отсутствии повреждения слоев внутренней оболочки ребрами на линиях перехода поверхностей;
Поставленная задача с достижением технического результата для способа решается за счет того, что способ изготовления бронепреграды из полимерных композитов, при котором формируют слои внутренней и наружной оболочек из, например, арамидной ткани, пропитанной эластичным полимерным связующим, устанавливая между ними твердосплавные вставки, которые выполняют из элементарных керамических ячеек, включающих наружную и внутреннюю поверхности и боковые грани, скрепляют их между собой и с соответствующими оболочками клеем, химически совместимым со связующим оболочек, каждую ячейку выполняют толщиной по боковым граням, равной (1-1,5) калибра поражающего элемента, например, пули, а в соответствии с изобретением на ребрах каждой ячейки, примыкающих к внутренней оболочке выполняют скругления в форме цилиндрической галтели радиусом, равным (0,05-0,1) толщины ячейки, а в углах пересечения этих ребер выполняют скругления в форме сферической галтели, при этом галтели выполняют с плавным переходом к граням, друг к другу и к внутренней поверхности. Сферическую галтель выполняют радиусом, равным (1-1,5) радиуса цилиндрической галтели.
Поставленная задача с достижением технического результата для устройства решается за счет того, что бронепреграда из полимерных композитов, содержащая слои наружной оболочки из, например, арамидной ткани, пропитанной эластичным полимерным связующим, твердосплавные вставки и, аналогичные наружным, слои внутренней оболочки, вставки выполнены из элементарных керамических ячеек, включающих наружную и внутреннюю поверхности и боковые грани, скрепленных между собой и с соответствующими оболочками клеем, химически совместимым со связующим оболочек, каждая ячейка выполнена толщиной по боковым граням, равной (1-1,5) калибра поражающего элемента, например, пули, а в соответствии с изобретением на ребрах каждой ячейки, примыкающих к внутренней оболочке выполнены скругления в форме цилиндрической галтели радиусом, равным (0,05-0,1) толщины ячейки, а в углах пересечения этих ребер выполнены скругления в форме сферической галтели, при этом галтели выполнены с плавным переходом к граням, друг к другу и к внутренней поверхности. Сферическая галтель выполнена радиусом, равным (1-1,5) радиуса цилиндрической галтели.
Отличительными признаками способа являются следующие признаки:
- на ребрах каждой ячейки, примыкающих к внутренней оболочке выполняют скругления - признаки существенные, предусматривают наличие новых операций, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении качества изготовления бронепреграды за счет повышения бронезащитных свойств при изменении схемы нагружения слоев внутренней оболочки с работы, преимущественно, на «срез» при воздействии острой твердой грани от перекоса ячейки под динамическим воздействием поражающего элемента на работу, преимущественно, на «смятие» без перерезания слоев и, связанного с этим, сквозного пробоя внутренней оболочки осколками поражающего элемента и осколками керамической вставки;
- в форме цилиндрической галтели - признаки существенные, предусматривают наличие новых операций и новое их выполнение с новой формой элементов, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении качества изготовления бронепреграды за счет повышения бронезащитных свойств при отсутствии перерезания слоев внутренней оболочки;
- радиусом, равным (0,05-0,1) толщины ячейки - признаки существенные, предусматривают наличие новых операций и новое их выполнение с новым соотношением размеров, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности за счет оптимизации обработки галтелей и качества изготовления бронепреграды за счет повышения бронезащитных свойств, причем минимальное значение радиуса выбирается из условия практически отсутствия перерезания слоев и отсутствия сквозного пробоя внутренней оболочки при воздействии поражающего элемента, а максимальное значение - из условии отсутствия скола на краю ячейки из-за ее ослабления при утонении от воздействия поражающим элементом высокой энергии, а также оптимальной технологичности обработки скруглений (параметры подбираются опытным путем);
- в углах пересечения этих ребер выполняют скругления в форме сферической галтели - признаки существенные, предусматривают наличие новых операций и новое их выполнение с новой формой элементов, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении качества изготовления бронепреграды за счет повышения бронезащитных свойств при отсутствии перерезания слоев внутренней оболочки острым твердым углом от перекоса ячейки под воздействием поражающего элемента и, связанного с этим, сквозного пробоя внутреннейоболочки осколками поражающего элемента и осколками керамической вставки;
- галтели выполняют с плавным переходом к граням, друг к другу и к внутренней поверхности - признаки существенные, предусматривают наличие новых операций и новое их выполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении качества изготовления бронепреграды за счет повышения бронезащитных свойств при отсутствии повреждения слоев внутренней оболочки ребрами на линиях перехода поверхностей;
- сферическую галтель выполняют радиусом, равным (1-1,5) радиуса цилиндрической галтели - признаки существенные, предусматривают наличие новых операций и новое их выполнение с новым соотношением размеров, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности за счет оптимизации обработки галтелей и качества изготовления бронепреграды за счет повышения бронезащитных свойств при увеличении площади смятия, так как при воздействии поражающего элемента действующие напряжения в слоях внутренней оболочки под углом ячейки значительно превышают напряжения под гранями.
Отличительными признаками устройства являются следующие признаки:
- на ребрах каждой ячейки, примыкающих к внутренней оболочке выполнены скругления в форме цилиндрической галтели - признаки существенные, предусматривают наличие новых элементов и новую их форму, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы за счет повышения бронезащитных свойств при изменении схемы нагружения слоев внутренней оболочки с работы, преимущественно, на «срез» при воздействии острой твердой грани от перекоса ячейки под динамическим воздействием поражающего элемента на работу, преимущественно, на «смятие» без перерезания слоев и, связанного с этим, сквозного пробоя внутренней оболочки осколками поражающего элемента и осколками керамической вставки;
- радиусом, равным (0,05-0,1) толщины ячейки - признак существенный, предусматривает новое соотношение размеров, направлен на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы за счет повышения бронезащитных свойств, причем минимальное значение радиуса выбирается из условия практически отсутствия перерезания слоев и отсутствия сквозного пробоя внутренней оболочки при воздействии поражающего элемента, а максимальное значение - из условии отсутствия скола на краю ячейки из-за ее ослабления при утонении от воздействия поражающим элементом высокой энергии, а также отсутствия, при использовании заявленного материала клеевого соединения, полостей в зоне смыкания радиусами соседних ячеек, в которых скапливается влага и происходит отслоение ячеек при ее замерзании от низких температур (параметры подбираются опытным путем);
- в углах пересечения этих ребер выполнены скругления в форме сферической галтели - признаки существенные, предусматривают наличие новых элементов и новую их форму, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы за счет повышения бронезащитных свойств при отсутствии перерезания слоев внутренней оболочки острым твердым углом от перекоса ячейки под воздействием поражающего элемента и, связанного с этим, сквозного пробоя внутренней оболочки осколками поражающего элемента и осколками керамической вставки;
- галтели выполнены с плавным переходом к граням, друг к другу и к внутренней поверхности - признаки существенные, предусматривают наличие новых элементов и их новое взаимное расположение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы за счет повышения бронезащитных свойств при отсутствии повреждения слоев внутренней оболочки ребрами на линиях перехода поверхностей;
- сферическая галтель выполнена радиусом, равным (1-1,5) радиуса цилиндрической галтели - признак существенный, предусматривает новое соотношение размеров, направлен на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы за счет повышения бронезащитных свойств при увеличении площади смятия, так как при воздействии поражающего элемента действующие напряжения в слоях внутренней оболочки под углом ячейки значительно превышают напряжения под гранями.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технического результата. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технических решений критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данное техническое решение является результатом научно-исследовательской и экспериментальной работы по повышению надежности работы бронепреград и технологичности их изготовления без использования известных проектировочных решений, рекомендаций, материалов и обладает неочевидностью, что свидетельствует о его соответствию критерию «изобретательский уровень».
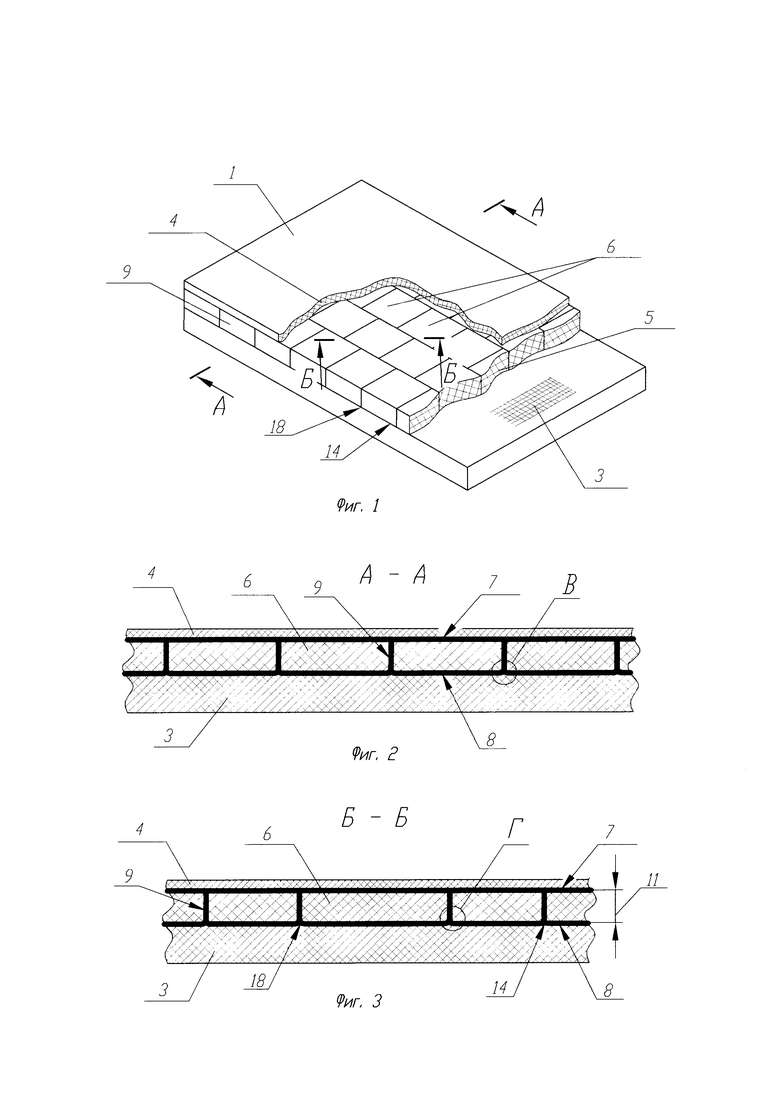
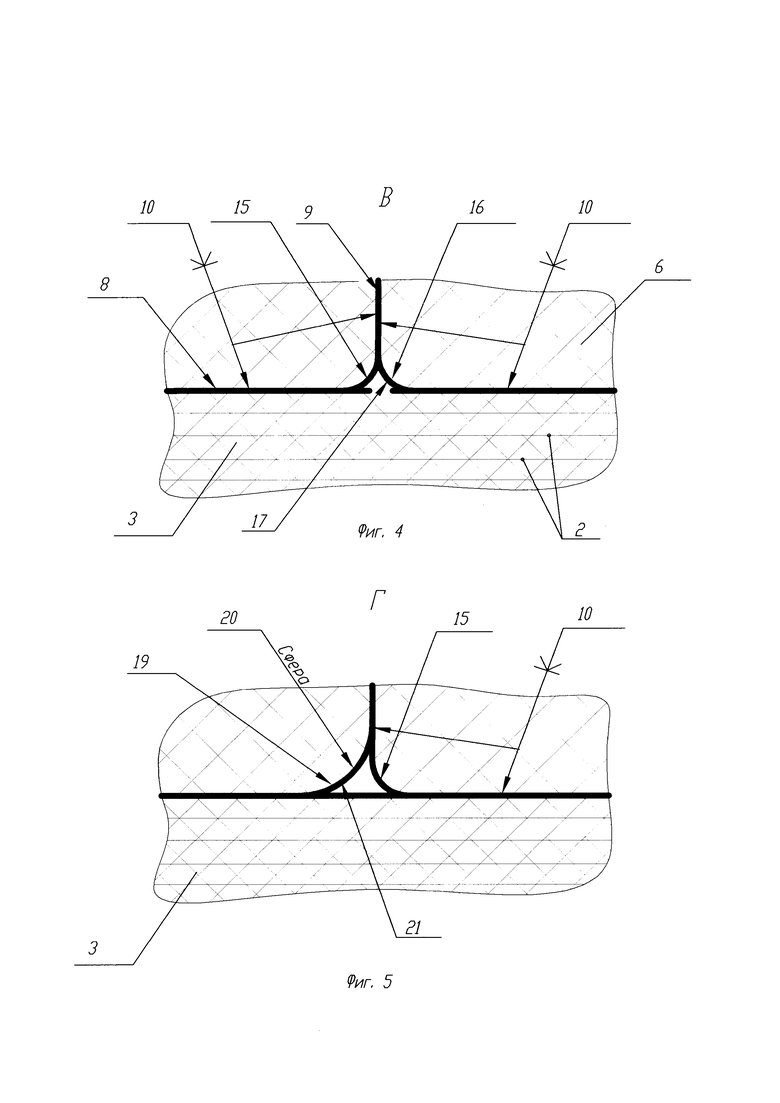
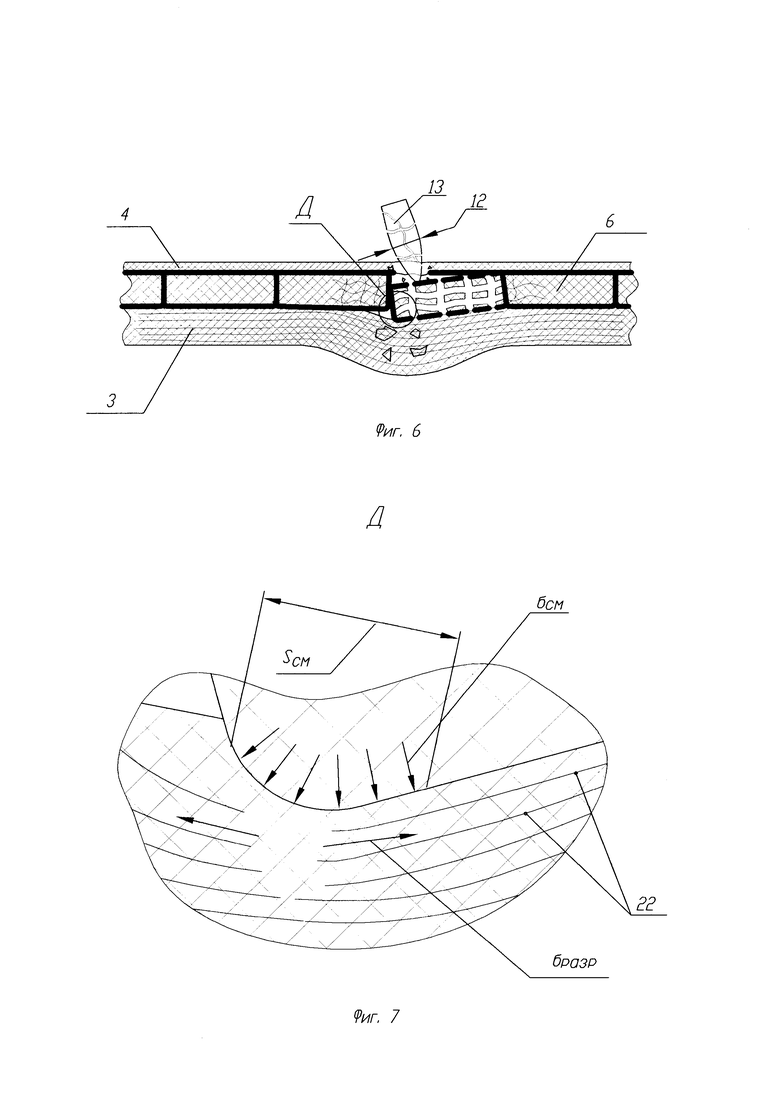
Сущность изобретения поясняется чертежами, где на фиг. 1 представлен общий вид бронепреграды, на фиг. 2 - поперечный разрез бронепреграды, на фиг. 3 - косой разрез бронепреграды по углам ячеек, на фиг. 4 - сечение по скругленным ребрам, на фиг. 5 - сечение по сферическому углу, на фиг. 6 - взаимодействие поражающего элемента с бронепреградой, на фиг. 7 -взаимодействие ребра ячейки с внутренней оболочкой.
Способ изготовления бронепреграды 1 из полимерных композитов, при котором формируют слои 2 внутренней 3 и наружной 4 оболочек из, например, арамидной ткани, пропитанной эластичным полимерным связующим, устанавливая между ними твердосплавные вставки 5, которые выполняют из элементарных керамических ячеек 6, включающих наружную 7 и внутреннюю 8 поверхности и боковые грани 9, скрепляют их между собой и с соответствующими оболочками клеем 10, химически совместимым со связующим оболочек, каждую ячейку 6 выполняют толщиной 11 по боковым граням 9, равной (1-1,5) калибра 12 поражающего элемента 13, например, пули. На ребрах 14 каждой ячейки 6, примыкающих к внутренней оболочке 3 выполняют скругления 15 в форме цилиндрической галтели 16 радиусом 17, равным (0,05-0,1) толщины 11 ячейки 6, а в углах 18 пересечения этих ребер 14 выполняют скругления 19 в форме сферической галтели 20, при этом галтели 16, 20 выполняют с плавным переходом к граням 9, друг к другу и к внутренней поверхности 8. Сферическую галтель 20 выполняют радиусом 21, равным (1-1,5) радиуса 17 цилиндрической галтели 16.
Бронепреграда 1 из полимерных композитов, содержащая слои 2 наружной оболочки 3 из, например, арамидной ткани, пропитанной эластичным полимерным связующим, твердосплавные вставки 5 и, аналогичные наружным, слои внутренней оболочки 4, вставки 5 выполнены из элементарных керамических ячеек 6, включающих наружную 7 и внутреннюю 8 поверхности и боковые грани 9, скрепленных между собой и с соответствующими оболочками клеем 10, химически совместимым со связующим оболочек, каждая ячейка 6 выполнена толщиной 11 по боковым граням 9, равной (1-1,5) калибра 12 поражающего элемента 13, например, пули. На ребрах 14 каждой ячейки 6, примыкающих к внутренней оболочке 3 выполнены скругления 15 в форме цилиндрической галтели 16 радиусом 17, равным (0,05-0,1) толщины 11 ячейки 6, а в углах 18 пересечения этих ребер 14 выполнены скругления 19 в форме сферической галтели 20, при этом галтели 16, 20 выполнены с плавным переходом к граням 9, друг к другу и к внутренней поверхности 8. Сферическая галтель 20 выполнена радиусом 21, равным (1-1,5) радиуса 17 цилиндрической галтели 16.
Пример конкретного осуществления способа заключается в том, что ячейки 6 выполняют в виде квадратных плиток, у которых перед приклейкой нижней поверхностью 8 на внутреннюю оболочку 3 выполняют скругления 15 и 19 в виде галтелей 16 и 20. Галтели выполняют мехобработкой на готовых ячейках или на шихте, или на заготовках шихты при их прессовании в формах, для чего в форме выполняют ответные закругления в виде внутренних галтелей.
Регламентация радиусов 17 и 21 позволяет повысить технологичность осуществления способа за счет снижения трудоемкости при настройке и регулировке технологического оборудования для мехобработки галтелей, а также за счет снижения трудоемкости извлечения заготовок шихты из пресс-формы.
Пример конкретного исполнения бронепреграды заключается в том, что наружная оболочка 4 выполнена из (2-3)-х слоев арамидной ткани, а внутренняя оболочка 3 выполнена из (30-40) слоев ткани, пропитанных эластичным связующим на основе полиуретана. Ячейки 6 выполнены квадратными, расположены в шахматном порядке и скреплены с оболочками 3 и 4 клеем 10 также на основе полиуретана.
Работает бронепреграда 1 следующим образом. При взаимодействии поражающего элемента 13 с элементами бронепреграды ячейка 6 под его динамическим воздействием перекашивается и воздействует на элементы внутренней оболочки 3 ребром 14 и углом 18. Благодаря наличию скруглений 15 в элементах внутренней оболочки 3 на площади смятия (Scм) возникают напряжения смятия ( см) обратно пропорциональные площади смятия (Scм). При этом (установлено экспериментально) Scм ≈ (1,5-2)R1, где R - радиус 17 скругления 15,1 - длина ребра 14 ячейки 6. В нитях арамидной ткани возникают напряжения растяжения и при достижении напряжений разрыва (разр) арамидные нити 22 ткани разрываются. При уменьшении радиуса R уменьшается Scм, напряжения см возрастают. При дальнейшем уменьшении радиуса вплоть до выполнении ребра 14 без скругления 15, работа нитей 22 приближается к практически «чистому срезу», происходит сквозное перерезание всех слоев. При работе внутренней оболочки на «смятие», нити 22 разрываются частично, при этом тыльные нити 22 сохраняют целостность, так как энергия разрыва нитей 22 значительно превышает энергию их перерезания (установлено экспериментально).
см) обратно пропорциональные площади смятия (Scм). При этом (установлено экспериментально) Scм ≈ (1,5-2)R1, где R - радиус 17 скругления 15,1 - длина ребра 14 ячейки 6. В нитях арамидной ткани возникают напряжения растяжения и при достижении напряжений разрыва (разр) арамидные нити 22 ткани разрываются. При уменьшении радиуса R уменьшается Scм, напряжения см возрастают. При дальнейшем уменьшении радиуса вплоть до выполнении ребра 14 без скругления 15, работа нитей 22 приближается к практически «чистому срезу», происходит сквозное перерезание всех слоев. При работе внутренней оболочки на «смятие», нити 22 разрываются частично, при этом тыльные нити 22 сохраняют целостность, так как энергия разрыва нитей 22 значительно превышает энергию их перерезания (установлено экспериментально).
Исследованиями установлено, что описанная совместная работа ячейки 6 с внутренней оболочкой 3 с разрывом части нитей 22 для эффективной остановки поражающего элемента достигается при площади смятия Scм, которая соответствует радиусу 17 скругления 15 R≥0,05b, где b - толщина ячейки. Максимальное значение Rmax=0,1b определено из условия сохранения надежности работы бронепреграды при отсутствии скола ячейки от утонения на ее краю, а также из условия оптимальной трудоемкости обработки скруглений с сохранением технологичности бронепреграды.
Кроме того максимальное значение Rmax определено из условия отсутствия, при использовании заявленного материала клеевого соединения 10, полостей в зоне смыкания радиусами соседних ячеек 6, в которых скапливается влага и происходит отслоение ячеек при превращении влаги в лед от отрицательных температур, предусмотренных условиями эксплуатации бронепреграды 1.
При взаимодействии угла 18 ячейки 6 со слоями 2 внутренней оболочки 3, напряжения смятия превышают напряжения под ребром 14 из-за отсутствия протяженности скругления 15, то есть минимальной площади смятия, поэтому радиус 21 сферической галтели 20 превышает радиус 17 галтели 16 до полутора раз.
Поражающий элемент 13 при взаимодействии с бронепреградой 1 пробивает наружную оболочку 4, перекашивает ячейку 6 с разрывом нитей 22 внутренних слоев 2 ткани и с сохранением целостности нитей тыльных слоев внутренней оболочки 3. При этом поражающий элемент 13 разбивается на фрагменты, разбивает на осколки ячейку 6 с повреждением соседних ячеек. Фрагменты и осколки проникают сквозь слои 2 с разорванными нитями вглубь внутренней оболочки 3, где, благодаря целостности нитей тыльных слоев и их амортизирующим свойствам, теряют энергию и останавливаются. Сквозного пробоя бронепреграды 1 не происходит, что подтверждает высокую надежность ее работы.
Таким образом, использование изобретений позволит создать высокотехнологичную конструкцию бронепреграды с повышенной надежностью работы, что и подтверждает их использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний бронепреград, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим, новые технические решения соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2006 |
|
RU2329751C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕПАНЕЛИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕПАНЕЛЬ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2016 |
|
RU2632653C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И БРОНЕЗАЩИТНЫЙ МНОГОСЛОЙНЫЙ БРОНЕЭЛЕМЕНТ | 2020 |
|
RU2790459C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕПАНЕЛИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕПАНЕЛЬ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2008 |
|
RU2415367C2 |
| Способ изготовления бронещита из полимерных композиционных материалов и бронещит из полимерных композиционных материалов | 2018 |
|
RU2707160C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИОПРОЗРАЧНОГО БРОНЕЭКРАНА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И РАДИОПРОЗРАЧНЫЙ БРОНЕЭКРАН ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2009 |
|
RU2412422C1 |
| Способ изготовления многослойной текстильной брони и многослойная текстильная броня | 2016 |
|
RU2640992C1 |
| МНОГОСЛОЙНАЯ БРОНЕПРЕГРАДА | 2003 |
|
RU2239148C1 |
| МНОГОСЛОЙНАЯ БРОНЕПРЕГРАДА | 2009 |
|
RU2393416C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСКОВОЙ ТРУБЫ МНОГОУГОЛЬНОГО СЕЧЕНИЯ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ПУСКОВАЯ ТРУБА МНОГОУГОЛЬНОГО СЕЧЕНИЯ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2334932C1 |
Изобретения относятся к области вооружения и экипировки, к разработкам средств защиты и могут быть использованы для изготовления бронешлемов, бронежилетов и бронепреград из керамики и слоистых полимерных композиционных материалов, например органопластиков. Для изготовления бронепреграды (1) из полимерных композитов формируют слои внутренней (3) и наружной (4) оболочек из арамидной ткани, пропитанной эластичным полимерным связующим. Между слоями устанавливают твердосплавные вставки (5) из элементарных керамических ячеек (6), наружные, внутренние поверхности и боковые грани которых скрепляют между собой с соответствующими оболочками клеем, химически совместимым со связующим оболочек. Каждую ячейку выполняют толщиной по боковым граням (9), равной 1-1,5 калибра поражающего элемента, например, пули. При этом на ребрах (14) каждой ячейки, примыкающих к внутренней оболочке, выполняют скругления в форме цилиндрической галтели радиусом, равным 0,05-0,1 толщины ячейки. В углах (18) пересечения этих ребер выполняют скругления в форме сферической галтели. Галтели выполняют с плавным переходом друг к другу, к граням и к внутренней поверхности. Обеспечивается изменение схемы нагружения слоев внутренней оболочки и повышение бронезащитных свойств за счет отсутствия перерезания слоев внутренней оболочки острым твердым углом от перекоса ячейки под воздействием поражающих элементов и связанного с этим сквозного пробоя внутренней оболочки осколками. 2 н. и 2 з.п. ф-лы, 7 ил.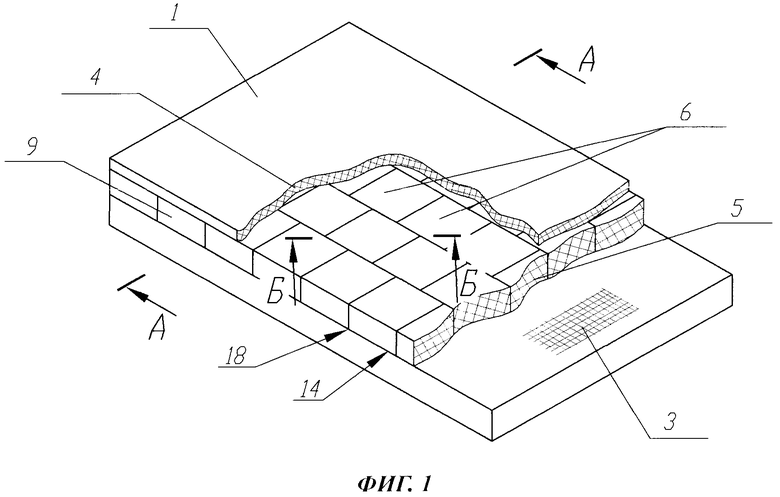
1. Способ изготовления бронепреграды из полимерных композитов, при котором формируют слои внутренней и наружной оболочек из, например, арамидной ткани, пропитанной эластичным полимерным связующим, устанавливая между ними твердосплавные вставки, которые выполняют из элементарных керамических ячеек, включающих наружную и внутреннюю поверхности и боковые грани, скрепляют их между собой и с соответствующими оболочками клеем, химически совместимым со связующим оболочек, каждую ячейку выполняют толщиной по боковым граням, равной 1-1,5 калибра поражающего элемента, например пули, отличающийся тем, что на ребрах каждой ячейки, примыкающих к внутренней оболочке, выполняют скругления в форме цилиндрической галтели радиусом, равным 0,05-0,1 толщины ячейки, а в углах пересечения этих ребер выполняют скругления в форме сферической галтели, при этом галтели выполняют с плавным переходом друг к другу, к граням и к внутренней поверхности.
2. Способ, по п. 1, отличающийся тем, что сферическую галтель выполняют радиусом, равным 1-1,5 радиуса цилиндрической галтели.
3. Бронепреграда из полимерных композитов, содержащая слои наружной оболочки из, например, арамидной ткани, пропитанной эластичным полимерным связующим, твердосплавные вставки и аналогичные наружным слои внутренней оболочки, вставки выполнены из элементарных керамических ячеек, включающих наружную и внутреннюю поверхности и боковые грани, скрепленных между собой и с соответствующими оболочками клеем, химически совместимым со связующим оболочек, каждая ячейка выполнена толщиной по боковым граням, равной 1-1,5 калибра поражающего элемента, например пули, отличающаяся тем, что на ребрах каждой ячейки, примыкающих к внутренней оболочке, выполнены скругления в форме цилиндрической галтели радиусом, равным 0,05-0,1 толщины ячейки, а в углах пересечения этих ребер выполнены скругления в форме сферической галтели, при этом галтели выполнены с плавным переходом друг к другу, к граням и к внутренней поверхности.
4. Бронепреграда, по п. 1, отличающаяся тем, что сферическая галтель выполнена радиусом, равным 1-1,5 радиуса цилиндрической галтели.
| БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2006 |
|
RU2329751C2 |
| US 4198707 A, 22.04.1980 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| RU 136881 U1, 20.01.2014. | |||

