Изобретения относятся к области машиностроения и могут быть использованы при создании локально бронированных коробчатых пусковых труб из слоистого композиционного материала многоугольного сечения для ракет с оперением.
Известна пусковая труба по патенту USA №4646618, НКИ 89-20, публ. 1987 г., содержащая слоистую стеклопластиковую силовую оболочку.
Известна пусковая труба по патенту Франции №2445922, МКИ F16L 9/12, 1980 г., содержащая силовую оболочку из слоистого композиционного материала.
Известна пулезащитная панель по патенту RU №2190823, МКП7 F41Н 5/04 от 05.07.2001 г., публ. 10.10.2002 г., бюл. №28.
Известна противоосколочная броня по патенту США №4664967, НКИ 428-220, МКП7 В32В 3/12, публ. 87.05.12.
Известна усиленная броня, содержащая слои полимерного композиционного материала (ПКМ) из арамидных волокон по РСТ (WO) №9206840, МКП7 F41Н 5/04 от 28.02.91. В этой броне поражающий элемент разбивается о лицевой слой, пробивая его, а кинетическая энергия осколков поражающего элемента поглощается слоями ПКМ.
Также известен способ изготовления пусковых труб и пусковая труба по патенту RU №2115056 от 20.06.96 г., МПК7 F41F 3/042.
В известном решении реализован способ изготовления пусковой трубы из слоистого композиционного материала, при котором на оправку укладывают внутренний и наружный несущие слои, вклеивая промежуточный слой.
Известная пусковая труба из слоистого композиционного материала содержит внутренний и наружный несущие слои и промежуточный слой.
Недостатком известного способа является его низкая технологичность при заполнении промежуточного слоя бронеплитами, выполненными в виде плоских панелей с применением твердосплавного материала, например, керамики, изготовление которой в виде плоских вставок наиболее технологично. В связи с этим расположение бронеплит в зонах перехода поверхностей (фасок, галтелей и т.д.) и укладка по ним наружного слоя снижает и качество изделия из-за снижения живучести в условиях воздействия поражающих элементов, так как на изделии повышается заметность локальных зон усиления (бронирования). Также ухудшается качество изделия из-за потери или значительного снижения защитных свойств от воздействия поражающего элемента на монолитную твердосплавную вставку сразу по всей защитной поверхности. Кроме того, снижается надежность изделия из-за неблагоприятных волновых процессов при воздействии поражающего элемента на твердосплавную вставку, когда во вставке из твердосплавного материала проходит волна критичных деформаций (напряжений), отражается от тыльной поверхности и распространяется обратно к лицевой поверхности. Таким образом, при действующих напряжениях, превышающих допустимые для материала вставки, материал получает повреждения вплоть до разрушения как в массиве действия прямой, так и обратной волны, степень ослабления которой зависит от качества контакта и материала, контактирующего с тыльной поверхностью вставки.
Недостатком известного устройства является низкая надежность его работы из-за снижения живучести в условиях воздействия поражающих элементов, так как на изделии повышается заметность локальных зон усиления (бронирования) при выполнении промежуточного слоя из бронеплит, выполненных в виде плоских панелей с применением твердосплавного материала, например, керамики. Также расположение бронеплит в зонах перехода поверхностей (фасок, галтелей и т.д.) и укладка по ним наружного слоя снижает и качество изделия. Недостатком известного устройства является низкая надежность его работы в условиях воздействия поражающих элементов при низкой живучести (количестве попаданий в единицу площади) из-за потери или значительного снижения защитных свойств от воздействия поражающего элемента на монолитную твердосплавную вставку сразу по всей защитной поверхности. Кроме того, надежность снижается из-за неблагоприятных волновых процессов при воздействии поражающего элемента на твердосплавную вставку. При таком воздействии во вставке из твердосплавного материала проходит волна критичных деформаций (напряжений) в массиве откольного конуса, а от тыльной поверхности распространяется обратно к лицевой поверхности отраженная волна. Таким образом, при действующих напряжениях, превышающих допустимые для материала вставки, материал получает повреждения вплоть до разрушения как в массиве действия прямой, так и обратной волны, степень ослабления которой зависит от качества контакта и материала, контактирующего с тыльной поверхностью вставки.
Известный способ и известная труба, как наиболее близкие по технической сущности и достигаемому результату, выбраны в качестве прототипа.
Технической задачей, на решение которой направлены заявляемые изобретения, является создание локально бронированных коробчатых труб многоугольного сечения повышенной технологичности и повышенной надежности работы.
Технический результат, который может быть достигнут при решении поставленной задачи для способа, заключается в повышении технологичности труб при заполнении промежуточного слоя бронеплитами, выполненными в виде плоских панелей с применением твердосплавного материала, например, керамики, изготовление которой в виде плоских вставок наиболее технологично. Кроме того, результат заключается в повышении качества изделия за счет повышения живучести в условиях воздействия поражающих элементов при снижении заметности локальных зон усиления (бронирования) и отсутствии искажения наружных поверхностей, например, углами бронеплит. Также живучесть повышается за счет уменьшения площади разрушения броневставки от единичного воздействия поражающего элемента и снижения степени воздействия волновых процессов.
Технический результат, который может быть достигнут при решении поставленной задачи для устройства, заключается в повышении надежности работы трубы счет повышения живучести в условиях воздействия поражающих элементов при снижении заметности локальных зон усиления (бронирования) и отсутствии искажения наружных поверхностей, например, углами бронеплит. Также живучесть повышается за счет уменьшения площади разрушения броневставки от единичного воздействия поражающего элемента и снижения степени воздействия волновых процессов.
Поставленная задача с достижением технического результата решается за счет того, что способ изготовления пусковой трубы многоугольного сечения из слоистого композиционного материала включает укладку на оправку внутреннего и наружного несущих слоев с вклейкой промежуточного слоя, а, в соответствии с изобретением, промежуточный слой в зонах усиления выполняют с наружным слоем из пенопласта и прессованных бронеплит, причем бронеплиты прессуют из внутренних слоев органопластика, одного-трех облицовочных слоев пластика на основе ткани и вклеенных керамических квадратных ячеек, которые располагают в шахматном порядке, устанавливая через ряд по краям бронеплиты по одной прямоугольной ячейке шириной, равной половине ее высоты, при этом внутренние слои органопластика и облицовочные слои пластика пропитывают эластичным синтетическим связующим, а керамические квадратные ячейки вклеивают эластичным клеем на основе синтетического эластомера, толщину вклеенного промежуточного слоя в зоне усиления доводят до средней по трубе за счет подбора толщины наружного слоя пенопласта и мехобработкой оформляют плавное сопряжение зоны усиления промежуточного слоя с зоной промежуточного слоя без усиления в виде фасок или галтелей. В качестве эластичного клея на основе синтетического эластомера используют клей на основе полиуретана СКУ ПФЛ. В качестве одного-трех облицовочных слоев пластика используют пластик на основе арамидной ткани.
Для устройства поставленная задача с достижением технического результата решается тем, что пусковая труба многоугольного сечения из слоистого композиционного материала, содержит внутренний и наружный несущие слои и промежуточный слой, а, в соответствии с изобретением, промежуточный слой в зонах усиления выполнен из наружного слоя пенопласта и прессованных бронеплит, состоящих из пропитанных эластичным синтетическим связующим внутреннего органопластикового слоя и одного-трех облицовочных слоев пластика на основе ткани и вклеенных с помощью эластичного клея на основе синтетического эластомера керамических квадратных ячеек, расположенных в шахматном порядке за счет установленных через ряд по краям каждой бронеплиты прямоугольных ячеек шириной, равной половине их высоты, причем толщина промежуточного слоя в зонах усиления выполнена равной средней по трубе за счет подбора толщины наружного слоя пенопласта, а зона усиления промежуточного слоя плавно сопряжена с зоной промежуточного слоя без усиления посредством фасок и галтелей. В качестве эластичного клея на основе синтетического эластомера использован клей на основе полиуретана СКУ ПФЛ. В качестве ткани одного-трех облицовочных слоев пластика использована арамидная ткань.
Отличительными признаками для способа являются следующие признаки.
Промежуточный слой в зонах усиления выполняют с наружным слоем из пенопласта и прессованных бронеплит, причем бронеплиты прессуют из внутренних слоев органопластика, одного-трех облицовочных слоев пластика на основе ткани и вклеенных керамических квадратных ячеек, которые располагают в шахматном порядке, устанавливая через ряд по краям бронеплиты по одной прямоугольной ячейке шириной, равной половине ее высоты, при этом внутренние слои органопластика и облицовочные слои пластика пропитывают эластичным синтетическим связующим, а керамические квадратные ячейки вклеивают эластичным клеем на основе синтетического эластомера, толщину вклеенного промежуточного слоя в зоне усиления доводят до средней по трубе за счет подбора толщины наружного слоя пенопласта и мехобработкой оформляют плавное сопряжение зоны усиления промежуточного слоя с зоной промежуточного слоя без усиления в виде фасок или галтелей. В качестве эластичного клея на основе синтетического эластомера используют клей на основе полиуретана СКУ ПФЛ. В качестве одного-трех облицовочных слоев пластика используют пластик на основе арамидной ткани.
Признаки существенные, предусматривают наличие новых операций, их новую последовательность и новое их исполнение.
Отличительными признаками устройства являются следующие признаки.
Промежуточный слой в зонах усиления выполнен из наружного слоя пенопласта и прессованных бронеплит, состоящих из пропитанных эластичным синтетическим связующим внутреннего органопластикового слоя и одного-трех облицовочных слоев пластика на основе ткани и вклеенных с помощью эластичного клея на основе синтетического эластомера керамических квадратных ячеек, расположенных в шахматном порядке за счет установленных через ряд по краям каждой бронеплиты прямоугольных ячеек шириной, равной половине их высоты, причем толщина промежуточного слоя в зонах усиления выполнена равной средней по трубе за счет подбора толщины наружного слоя пенопласта, а зона усиления промежуточного слоя плавно сопряжена с зоной промежуточного слоя без усиления посредством фасок и галтелей. В качестве эластичного клея на основе синтетического эластомера использован клей на основе полиуретана СКУ ПФЛ. В качестве ткани одного-трех облицовочных слоев пластика использована арамидная ткань.
Признаки существенные, предусматривают наличие новых элементов, новую форму, новое расположение, их новую взаимосвязь и новое соотношение размеров.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технического результата. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данные технические решения являются результатом научно-исследовательской и экспериментальной работы по повышению технологичности изготовления и надежности работы пусковых труб без использования известных проектировочных решений, рекомендаций, материалов и обладают неочевидностью, что свидетельствует об их соответствии критерию «изобретательский уровень».
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид (в аксонометрии) коробчатой трубы на оправке, на фиг.2 - поперечный разрез трубы, на фиг.3 - поперечное сечение трубы по броне-вставке, на фиг.4 - вид на бронеячейки, на фиг.5 - общий вид трубы в аксонометрии.
Способ изготовления пусковой трубы 1 многоугольного сечения из слоистого композиционного материала, включающий укладку на оправку 2 внутреннего 3 и наружного 4 несущих слоев с вклейкой промежуточного слоя 5. Промежуточный слой 5 в зонах усиления 6 выполняют с наружным слоем из пенопласта 7 и прессованных бронеплит 8. Бронеплиты 8 прессуют из внутренних слоев органопластика 9, керамических квадратных ячеек 10 и одного-трех облицовочных слоев 11. Ячейки 10 располагают в шахматном порядке, устанавливая через ряд по краям бронеплиты 8 по одной прямоугольной ячейке 12 шириной 13, равной половине ее высоты 14. Внутренние 9 и облицовочные 11 слои пропитывают эластичным синтетическим связующим, а для крепления ячеек 10 и 12 используют эластичный клей 15 на основе синтетического эластомера. При этом толщину 16 промежуточного слоя в зоне усиления доводят до средней по трубе за счет подбора толщины 17 наружного слоя пенопласта 7 и мехобработкой оформляют плавное сопряжение 18 зоны усиления 6 промежуточного слоя с зоной промежуточного слоя 5 без усиления в виде фасок и галтелей 19. В качестве эластичного клея 15 на основе синтетического эластомера используют клей на основе полиуретана СКУ ПФЛ. В качестве одного-трех облицовочных слоев 11 пластика используют пластик на основе арамидной ткани.
Пусковая труба многоугольного сечения 1 из слоистого композиционного материала, содержит внутренний 3 и наружный 4 несущие слои и промежуточный слой 5. Промежуточный слой 5 в зонах усиления 6 выполнен из наружного слоя пенопласта 7 и прессованных бронеплит 8. Бронеплиты 8 состоят из внутреннего 9 органопластикового слоя и одного-трех облицовочных слоев 11 пластика на основе ткани, пропитанной эластичным синтетическим связующим, и вклеенных с помощью эластичного клея 15 на основе синтетического эластомера керамических квадратных ячеек 10. Ячейки 10 расположены в шахматном порядке за счет установленных через ряд по краям каждой бронеплиты 8 прямоугольных ячеек 12 шириной 13, равной половине их высоты 14. Причем толщина 16 промежуточного слоя в зонах усиления 6 выполнена равной средней по трубе за счет подбора толщины 17 наружного слоя пенопласта 7, а зона усиления 6 промежуточного слоя 5 плавно сопряжена с зоной промежуточного слоя без усиления посредством фасок или галтелей 19. В качестве эластичного клея 15 на основе синтетического эластомера использован клей на основе полиуретана СКУТГФЛ. В качестве ткани одного-трех облицовочных слоев 11 пластика использована арамидная ткань. Галтели 19 выполнены для плавного перехода к наружным поверхностям 20 промежуточного слоя 5.
Вариант исполнения способа заключается в том, что каждую бронеплиту 8 прессуют из внутренних слоев органопластика 9, керамических квадратных ячеек 10 и одного-трех облицовочных слоев 11, как правило, на другом участке (предприятии), и облицовочные слои 11 являются также и защитой от повреждений хрупкой керамики 10 при транспортировке. При этом для снижения стоимости изделия для облицовки может быть использована более дешевая ткань, например стеклоткань, снижение защитных характеристик бронепанели в этом случае незначительно. Подгонку плит 8 при их установке осуществляют высокотехнологичной операцией мехобработки пенопласта 7. Вклейку плит 8 производят с применением вспенивающегося уретанового клея. А после укладки наружного несущего слоя 4 зона усиления (бронирования) 6 не отличается от остальных участков трубы 1, чем повышается живучесть пусковой трубы в условиях воздействия поражающих элементов.
Работает пусковая труба 1 следующим образом. При взаимодействии поражающего элемента с элементами защиты преодолевается наружная оболочка 4, пенопластовый слой 7 и облицовочные слои 11, броневставка получает повреждения в зоне действия прямой волны критичных деформаций (конуса с диаметром основания, равного двойной ее толщине). При этом действие отраженной волны значительно ослабляется за счет оптимизации материала подпора (внутренней оболочки 9) и клеевого соединения 15. Сочетание клеевого соединения на основе полиуретана СКУ ПФЛ и оболочки 9 из органопластика дает максимальный защитный результат и используется для некоторых модификаций изделий. Поражающий элемент при прохождении массива ячейки 10 вставки разбивается на фрагменты, теряет значительную часть своей энергии и останавливается в слоях подпора 9. Вместе с тем, за счет демпфирования волн материалом клеевых соединений 15, подпора 9 и облицовочных слоев 11 повреждения получает только одна ячейка 10 и, возможно, несколько соседних, а основной массив вставки остается без повреждений, что подтверждает высокую живучесть пусковой трубы 1.
Таким образом, использование изобретений позволит создать высокотехнологичную конструкцию пусковой коробчатой трубы с повышенной надежностью ее работы, что и подтверждает использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний образцов и фрагментов конструкций, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим, новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ РАКЕТЫ И ПУСКОВОЙ ТРУБЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ДЛЯ РАЗДЕЛЕНИЯ РАКЕТЫ И ПУСКОВОЙ ТРУБЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2350886C2 |
| БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2006 |
|
RU2329751C2 |
| Способ изготовления бронещита из полимерных композиционных материалов и бронещит из полимерных композиционных материалов | 2018 |
|
RU2707160C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2390414C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСКОВОЙ ТРУБЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ПУСКОВАЯ ТРУБА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2270971C1 |
| ПУСКОВАЯ ТРУБА РАКЕТНОЙ ПУСКОВОЙ УСТАНОВКИ | 2004 |
|
RU2285222C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2333103C2 |
| СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2008 |
|
RU2381904C1 |
| ГЕРМЕТИЧНАЯ КРЫШКА ПУСКОВОЙ ТРУБЫ | 2008 |
|
RU2386919C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕЩИТА И БРОНЕЩИТ | 2007 |
|
RU2346227C1 |
Группа изобретений относится к пусковым трубам из слоистого композиционного материала многоугольного сечения для ракет с оперением. Предложен способ изготовления пусковой трубы многоугольного сечения, включающий укладку на оправку внутреннего и наружного несущих слоев с вклейкой промежуточного слоя. Промежуточный слой в зонах усиления выполняют с наружным слоем из пенопласта и прессованных бронеплит, причем бронеплиты прессуют из внутренних слоев органопластика, одного-трех облицовочных слоев пластика на основе ткани и вклеенных керамических квадратных ячеек. А также предложена пусковая труба многоугольного сечения из слоистого композиционного материала. Изобретение направлено на повышение живучести пусковой трубы в условиях воздействия поражающих элементов. 2 н. и 4 з.п. ф-лы, 5 ил.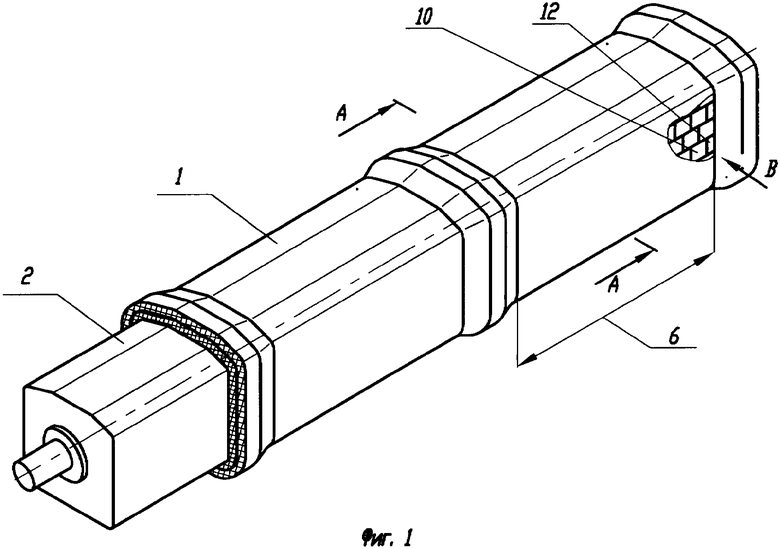
| СТЕКЛОПЛАСТИКОВАЯ ТРУБА-ОБОЛОЧКА | 1996 |
|
RU2115056C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ | 2004 |
|
RU2261800C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСКОВОЙ ТРУБЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ПУСКОВАЯ ТРУБА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2270971C1 |
| ПУСКОВАЯ ТРУБА РАКЕТНОЙ ПУСКОВОЙ УСТАНОВКИ | 2004 |
|
RU2285222C2 |
| СМЕСИТЕЛЬ-РАЗДАТЧИК КОРМОВ | 2005 |
|
RU2311761C2 |
| СПОСОБ ИССЛЕДОВАНИЯ СУСТАВНОГО ТРЕМОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2445922C2 |
| УСТРОЙСТВО для НАБОРА КЛЕЙМ | 0 |
|
SU170353A1 |

