Изобретение относится к композиционным изделиям и слоистым полимерным материалам, например, материалам для жетонов на основе бумаги и пластика и может быть использовано при изготовлении защищенных изделий, подобных монетам, жетонам, медалям, знакам.
В последнее время поиск разработчиков в данной области техники ведется в направлении создания или использования технологических приемов и материалов, позволяющих получать составные изделия, которые, с одной стороны, трудно подделать, а с другой стороны, обеспечить возможность легкого контроля их подлинности.
Известна полистирольная композиция, содержащая добавки активированный аморфный углерод и двуокись титана (RU 2111987, 27.05.1998) для жетона монетного автомата. Композиция содержит в качестве полистирола ударопрочный полистирол марки УПС - 825 Е и обеспечивает получение полимерной композиции с регулируемыми оптическими характеристиками в ИК-области спектра.
Известны подобные изделия-жетоны из различных пластмасс (полиакриалата, полистирола, поливинилацетата и др.) для массового изготовления жетонов монетного автомата (US 3153469, 18.09.1961).
Известно полимерсодержащее композитное изделие на основе полистирола и металла (US 3542180, 24.11.1970). Металл содержится как добавка- мелкодисперсный металлический наполнитель.
Известно композиционное изделие - имитатор монет (SU 1147344, 30.05.1985) в виде двухслойной пластины с отверстием и эластичной полимерной - резиновой прокладкой, перекрывающей ее отверстие. Эластичные прокладки выполнены, по крайней мере, из одного слоя пленки.
Из уровня техники известен жетон для оплаты проезда в метрополитенах, телефонах-автоматах, торговых и игровых автоматах, выполненный на основе полимерного материала и содержащий кодирующие элементы, такие как рассеиватель, люминесцентные вещества, абсорберы, а на его плоских поверхностях нанесены дополнительные метки. Жетон может быть выполнен в виде плоского круглого диска, прямоугольника, треугольника, или другой формы методом литья под давлением (RU 2121285, 10.11.1998). Однако известный жетон выполнен из одного материала, что облегчает его подделку.
Известен идентификационный документ слоистой структуры, содержащий неразъемно связанный между собой пакет элементов документа, состоящий из верхнего и нижнего светопрозрачных слоев из полимерного материала, подложки из светопрозрачного полимерного материала и слоя, образующего контурный слой подложки, информационный вкладыш, размещенный на подложке под верхним светопрозрачным слоем с выполненным в нем окном со сведениями о владельце документа. На всю лицевую поверхность информационного вкладыша точечным напылением нанесено мелкодисперсное тефлоновое покрытие по всей поверхности документа, кроме площади под фотографию. Кроме реквизитов владельца документа на информационный вкладыш нанесена совокупность кодовых надписей, символов и знаков, характеризующих категорию документа, его сферу действия и применения и прочее. На всю внутреннюю поверхность лицевой стороны обложки из светопрозрачного материала за исключением площади под фотографию с молекулярным поверхностным слоем нанесено адгезионное покрытие, обеспечивающее неразъемное соединение идентификационного документа после термообработки под давлением. На идентификационный документ нанесены защитные люминесцентные метки на внутренние поверхности верхнего и нижнего светопрозрачных слоев и люминесцентное покрытие на поверхность контурного слоя его подложки. Информационный вкладыш размещен на подложке с расположением окна под фотографию владельца документа под площадью внутренней поверхности верхнего светопрозрачного слоя с молекулярным поверхностным слоем (RU 2128587, 10.04.1999). К недостаткам известного решения следует отнести недостаточную степень защиты.
Известна монета наличного денежного обращения, содержащая внешнее кольцо, две вставки, уложенные одна на другую и расположенные внутри внешнего кольца, по меньшей мере один промежуточный слой, расположенный между двумя вставками для адгезии двух вставок одна с другой. Внешнее кольцо и каждая из двух вставок выполнены из разных материалов. Внешнее кольцо и две вставки монеты выполнены из материалов с многослойными покрытиями, каждая вставка имеет поверхность, имеющую две противоположные стороны и внешнюю периферийную поверхность, внешнее кольцо и каждая из вставок скреплены вместе посредством множества углублений, сформированных на внешней периферийной поверхности каждой из вставок, каждое углубление выполнено в виде отверстия на внешней периферийной поверхности, при этом отверстия наклонены относительно направления укладки вставок и отверстия наклонены относительно плоскости, компланарной упомянутым противоположным сторонам (RU 2608290, 17.01.2017). Недостаток известной монеты заключается также в недостаточной степени защиты, так и в определении его подлинности.
Наиболее близким по технической сущности и достигаемому результату является техническое решение, описанное в заявке WO 2012156006, 22.11.2012, из которой известно изделие в виде жетона, состоящее из многих частей, включая внешнее металлическое кольцо и сердцевину из пластика в виде диска, спрессованные вместе. Сердцевина изделия содержит защитные элементы, в том числе микрочип.
В известном решении не упоминается о возможности использования в изделии пластических материалов на основе бумажных слоев, о возможности нанесения на металлическую часть изделия рельефной структуры в виде идентификационных гравированных изображений, тактильных и подобных элементов, что приводит, с одной стороны, к снижению уровня защищенности изделия, а с другой стороны, затрудняет определение подлинности изделия.
Задача, решаемая изобретением - разработка идентификационного изделия, обладающего повышенной степенью защиты, простого как в изготовлении, так и в определении его подлинности.
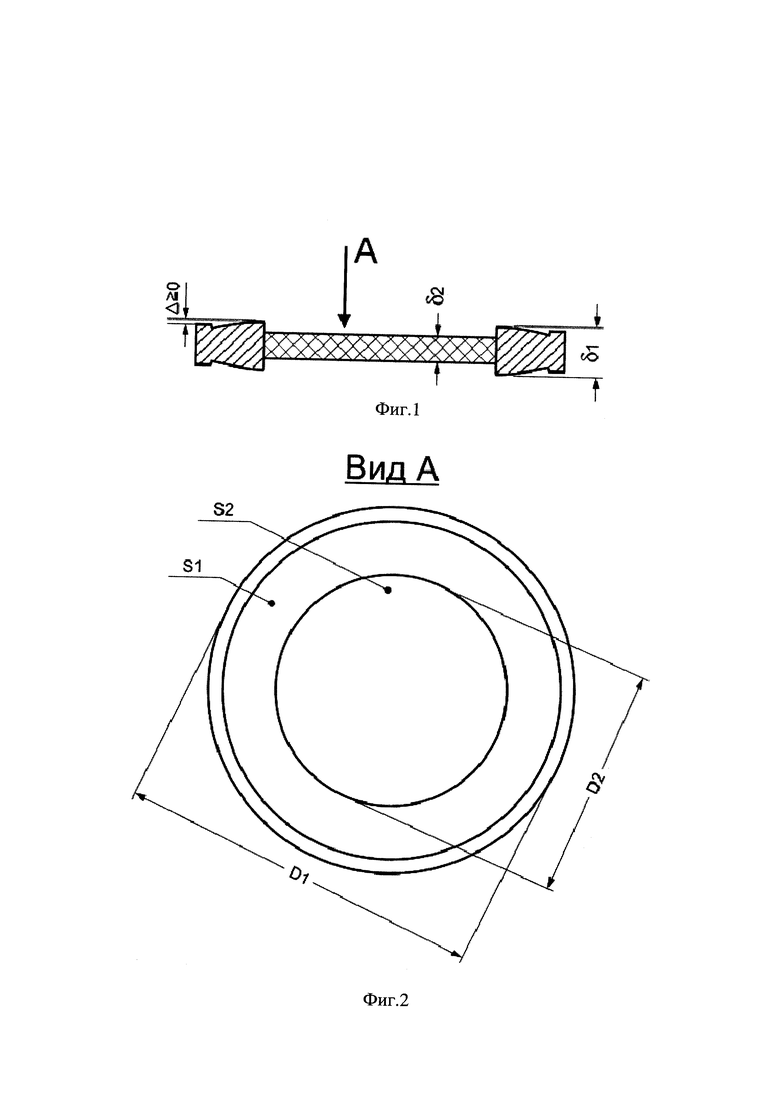
Это достигается тем, что предложено полимерсодержащее композиционное изделие, содержащее наружное металлическое кольцо и внутренний диск-вставку из слоистого пластика, включающего собранные в пакеты листы бумаги, пропитанные полимерным связующим по всему объему так, что поверхность каждого листа покрыта слоем полимера, и содержащего визуальные и/или скрытые защитные элементы, при этом как минимум одна из частей изделия имеет рельеф, а кольцо и диск-вставка скреплены неразъемно запрессовкой, при этом размеры изделия соответствуют соотношениям:
0,8≤δ2/δ1<1;
D1-D2≥8;
0,3≤S1/S2<0,9;
D2>16 мм
Δ≤1,
где D1 внешний диаметр металлического кольца, мм,
D2 - диаметр диска-вставки, мм,
S1 - площадь металлического кольца без учета поверхности-кант и гравюры, мм2,
S2 - площадь диска вставки, мм2,
δ1 - максимальная толщина металлического кольца, мм,
δ2 - максимальная толщина диска-вставки, мм,
Δ - разница между максимально и минимально выступающими элементами металлической части изделия, мм.
В частном случае слоистый пластик содержит армированные волокна, а металлическое кольцо выполнено из металла или металлического сплава, в том числе полученного методом порошковой металлургии.
В частном случае рельеф выполнен в виде графической маркировки, содержащей геометрические фигуры, цифробуквенные символы, штрихи постоянной и/или различной ширины, гильоширные элементы или совокупность упомянутых графических элементов.
В частном случае диск-вставка содержит полиграфическую фольгу и/или защитную нить.
В частном случае диск-вставка содержит признаки подлинности, выполненные с использованием ферромагнитных материалов, ИК абсорирующих веществ, УФ и ИК люминесцентных веществ.
В частном случае как минимум одна из частей изделия выполнена из материала, обладающего заданными электропроводными или магнитными свойствами.
В частном случае в диск-вставку включена микросхема для бесконтактного и/или контактного считывания и записи данных - RFID метка.
Изделие может содержать информацию, идентифицирующую личность владельца.
В частном случае части изделия из металлического материала и из слоистого пластика представляют собой геометрически взаимно дополняющие детали.
В частном случае изделие представляет собой медаль или монету, или жетон или ценный документ, или значок.
Зависимости получены экспериментально-расчетным путем, исходя из технологических особенностей материалов, которые являются существенными для реального изделия, т.к. с иными размерами невозможен сам технологический процесс изготовления такого комбинированного изделия, что поясняется далее.
D1-D2≥8 является минимально достаточным для получения образующей поверхности-кант (поверхность на монетно-жетонном изделии расположенная на сопряжении с торцевой поверхностью-гурт) и размещения минимального количества надписей в виде гравюры на металле.
D2>16 мм выбрана исходя из технологической целесообразности, т.к. при уменьшении данной величины площадь поверхности с рисунком становится визуально плохо воспринимаемая.
На поверхности-кант возможно нанесение защитного элемента -микротекста, который не будет подвержен сильному износу при выполнении следующего параметра Δ≤1.
Δ≤1 - разница между максимально и минимально выступающими элементами металлической части изделия.
При выполнении 0,8≤δ2/δ1<1 дисковая вставка находится вне зоны истирания, что приводит к повышенному сроку обращения и защите от механического повреждения защитных признаков, присутствующих на поверхности. Зона максимального износа в предлагаемых изделиях находится в зоне соприкосновения металлического кольца и не металлического диска-вставки.
При выполнении условия 0,3≤S1/S2<0,9 возможно создание защиты: наличия на поверхности металлического кольца визуальных и скрытых защитных элементов, характерных для монет; наличия на поверхности неметаллического диска-вставки визуальных и скрытых защитных элементов, характерных для банкнот; сочетающая суммарную весовую характеристику неметаллической вставки и металлического кольца по их уникальным характеристикам.
Особенности неметаллического диска-вставки таковы: он выполнен из многослойного прессованно-ламинированного материала, содержащего собранные в пакеты листы бумаги, пропитанные полимерным связующим по всему объему так, что поверхность каждого листа покрыта слоем полимера, при этом диск-вставка содержит визуальные и/или скрытые защитные элементы.
Кроме того, защитные элементы могут быть выполнены в виде элементов, характерных для бумажной и пластиковой защищенной полиграфической продукции, например, таких как банкноты или идентификационные документы.
Защитные элементы также могут быть введены в бумагу при ее изготовлении и/или получены полиграфическим способом на поверхности готовых слоев бумаги, выполнены в виде защитной полосы, защитных волокон, водяного знака, полученные полиграфическим способом оптически-переменные изображения, в том числе обладающие магнитными свойствами, скрытые цветные изображения, выполнены в виде видимых при возбуждении в УФ-диапазоне, выполненные в том числе лакокрасочными материалами, содержащими нанокристалические материалы на основе квантовых точек, неметаллический диск-вставка может также содержать прибороопределяемые и/или машиночитаемые защитные элементы, микросхемы.
Выполнение заявленного изделия в объеме совокупности существенных признаков, включенных в независимый пункт формулы, обеспечивает очевидные преимущества по защищенности традиционных изделий, и в частности изделия по прототипу.
К преимуществам заявленного изделия относятся:
- высокая степень защиты от подделки, превышающая степень защиты жетонов, металлических монет и пластиковых карт;
- использованные инновационные технологии недоступны при попытках имитаций кустарным способом;
- высокая износостойкость изделия в десятки раз превышает износостойкость банкнотных изделий и приближается по сроку обращения к монетам;
- кроме того, изделие имеет высокие потребительские качества для населения, к которым можно отнести малый вес, высокие декоративные свойства, возможность использования различных форм и размеров;
- изделие является простым в изготовлении, имеет невысокую стоимость и характеризуется возможностью использования современных приборно-определяемых защитных признаков, скрытых от населения и обеспечивающих надежный контроль в счетно-сортировальных устройствах.
Технология изготовления изделия из комбинации слоистого пластика и металла, в общих чертах включает следующие этапы:
- производство бумаги-основы со специальными свойствами;
- защищенная печать лицевого и оборотного слоя с применением специальных красок, используемых для печати банкнот, включая цветопеременные, УФ, ИК и прочие;
- пропитка наружных и внутренних слоев специальными полимерными композициями;
- прессование при высокой температуре и давлении слоев с образованием монолита и возможностью формирования специального рельефа поверхности с обеспечением заданных визуальных (проявляющихся в косопадающем и/или проходящем свете) и тактильных свойств изделия;
- запрессовка заготовки из слоистого пластика в оправу из металлического сплава;
- финишная обработка, счет и упаковка изделий.
Как следует из представленного выше описания технологии изготовления составного идентификационного изделия, каждая разновидность изделия может быть уникальной не только по полиграфическому исполнению, но и по составу внутренних бумажных слоев, составу металлического сплава кольца. Состав и защитные свойства каждого слоя могут определяться заказчиком и формироваться на стадии изготовления как бумажного полотна, так и металлической заготовки.
При прессовании полуфабриката изделий, за счет использования специального рельефа, нанесенного на поверхностях пресс-форм, на лицевой и оборотной сторонах изделий формируется специальный рельефный узор, обеспечивающий заданные визуальные и тактильные свойства изделия.
За счет использования известных технологий обработки, которые могут включать механическую обработку и лазерную резку, на завершающих стадиях изготовления могут быть получены изделия различной формы.
При необходимости в изделие можно включить микросхему (чип) RFID для бесконтактного и/или контактного считывания серийного номера, или иной информации, нанесенной на изделие.
Сущность предложенного технического решения поясняется конкретными примерами и иллюстрациями, приведенными на фигурах:
- на фиг. 1 изображено поперечное сечение изделия;
- на фиг. 2 - вид А на фиг.1;
- на фиг. 3-вариант внешнего вида изделия;
- на фиг. 4 - поперечный разрез варианта изделия.
Изделие состоит из (фиг. 3, фиг. 4) диска-вставки 1 и внешнего кольца 2. На поверхности диска-вставки 1 расположены защитный элемент 3, символ номинала изделия монеты 4, серийный номер монеты 5. На поверхности внешнего кольца 2 выполнена гравировка 6 в виде рельефного текста.
Пример 1.
Изготовлено монетно-жетонное изделие, образованное диском-вставкой из слоистого пластика 1 (фиг. 3, 4) и внешнего кольца 2 из медно-никелевого сплава (фиг. 3, 4).
Слоистый пластик приготовлен из 7 бумажных слоев, пропитанных термопластичной смолой и спрессованных при температуре 200°С. На стадии изготовления в состав бумажных слоев было введено 10% бесцветного неорганического люминесцентного соединения на основе Sr4Al14O25:Eu, Dy, обладающего сине-зеленым свечением под воздействием УФ излучения в диапазоне длин волн 300-370 нм.
На стадии полиграфического производства основа диска-вставки из слоистого пластика была запечатана офсетным способом печати в виде сеток и гильоширных элементов 3 с обеих сторон (фиг. 3) и символ номинала монеты 4, выполненный цветопеременной краской, при этом с лицевой стороны в состав красок входит ИК абсорбер на основе голубого фталоцианинового красителя, обладающего селективным поглощением ИК излучения в области длин волн 700-900 нм.
Заготовка внешнего кольца из медно-никелевого сплава, обладающего заданной электропроводностью, была получена методом холодной штамповки из листового материала.
На финальной стадии изготовления диск-вставку 1 (фиг. 2) и внешнее металлическое кольцо 2 (фиг. 2) соединили путем запрессовки, обеспечив неразъемное соединение. На поверхность металлической части изделия нанесена гравировка в виде рельефного текста 6 (фиг. 3). Геометрические размеры изделия имеют следующие величины (фиг. 1, 2):
D1 - 26,5 мм,
D2 - 19 мм,
S1 - 267,9 мм2,
S2 - 283,4 мм2,
δ1 - 2,0 мм,
δ2 - 1,6 мм.
Пример 2.
Изготовлено монетно-жетонное изделие, образованное из слоистого пластика виде диска-вставки 1 (фиг. 3) и внешнего кольца, изготовленного по технологии порошковой металлургии из чистого металла или сплава металла 2 (фиг. 3).
Слоистый пластик выполнен из 5 бумажных слоев, пропитанных термореактивной смолой и спрессованных при температуре 200°С. На стадии изготовления в состав бумажных слоев было введено 2% бесцветного люминесцентного соединения на основе хелатного комплекса европия, обладающего свечением красного цвета под воздействием УФ излучения в диапазоне длин волн 300-370 нм.
На стадии бумажного производства на внешний слой с лицевой стороны основы из слоистого пластика была нанесена голографическая фольга.
На стадии полиграфического производства основа диска-вставки из слоистого пластика была запечатана офсетным способом печати в виде сеток и гильоширных элементов 3 с обеих сторон (фиг. 3), при этом с лицевой и оборотной стороны сформирован элемент совмещения «на просвет» для контроля подлинности в проходящем свете.
Заготовка кольца, обладающего заданной электропроводностью и/или магнитными свойствами, получена по технологии порошковой металлургии из чистого металла или сплава металла.
На финальной стадии изготовления изделия пластиковый диск-вставку 1 (фиг. 4) и внешнее металлическое кольцо 2 (фиг. 4) соединяют путем запрессовки, обеспечив неразъемное соединение. На поверхность металлической части изделия нанесена гравировка в виде рельефного текста 5 (фиг. 3). Геометрические размеры изделия имеют следующие величины (фиг. 1, 2):
D1 - 39 мм,
D2 - 28 мм,
S1 - 578,6 мм2,
S2 - 615,4 мм2,
δ1 - 2,8 мм,
δ2 - 1,5 мм.
Пример 3.
Изготовлено монетно-жетонное изделие, образованное диском-вставкой из слоистого пластика 1 (фиг. 3) и внешним кольцом из медно-цинкового сплава 2 (фиг. 3).
Слоистый пластик образован на основе 6 бумажных слоев, пропитанных термопластичной смолой и спрессованных при температуре 200°С. На стадии изготовления в состав бумажных слоев было введено 5% бесцветного неорганического люминесцентного соединения на основе Sr4Al14O25:Eu, Dy, обладающим сине-зеленым свечением под воздействием УФ излучения в диапазоне длин волн 300-370 нм.
На стадии полиграфического производства основа диска-вставки из слоистого пластика была запечатана офсетным способом печати в виде сеток и гильоширных элементов 3 с обеих сторон (фиг. 3).
Дополнительно на стадии полиграфического производства на пластиковую основу нанесен индивидуальный серийный номер монеты 6 струйным способом печати (фиг. 3).
Заготовка внешнего кольца, обладающего заданной электропроводностью, получена методом холодной штамповки из листового материала.
На финальной стадии изготовления диск-вставку 1 (фиг. 4) и внешнее металлическое кольцо 2 (фиг. 4) соединили путем запрессовки, обеспечив неразъемное соединение. На поверхность металлической части изделия нанесена гравировка в виде микротекста 6 (фиг. 3). Геометрические размеры изделия имеют следующие величины (фиг. 1, 2):
D1 - 31 мм,
D2 - 22 мм,
S1 - 374,5 мм2,
S2 - 379,9 мм2,
δ1 - 2,2 мм,
δ2 - 1,8 мм.
Пример 4.
Изготовлено монетно-жетонное изделие с личными данными пользователя 3 (фиг. 3), образованный диском-вставкой из слоистого пластика 1 (фиг. 3) и внешнего кольца из оловянистой бронзы 2 (фиг. 3), содержащий RFID для бесконтактного считывания доступа в помещения.
Слоистый пластик образован из 9 бумажных слоев, пропитанных термореактивной смолой и спрессованных при температуре 200°С. На стадии изготовления в состав бумажных слоев было введено 20% бесцветного неорганического люминесцентного соединения на основе Sr4Al14O25:Eu, Dy, обладающего сине-зеленым свечением под воздействием УФ излучения в диапазоне длин волн 300-370 нм.
На стадии полиграфического производства основа диска-вставки из слоистого пластика запечатана офсетным способом печати в виде сеток и гильоширных элементов 3 с обеих сторон (фиг. 3).
Дополнительно на стадии полиграфического производства струйным способом печати на пластиковую основу диска-вставки нанесен индивидуальный серийный номер и/или персональные данные пользователя жетона 5 (фиг. 3).
Заготовка внешнего кольца из оловянистой бронзы, обладающей заданной электропроводностью, получена методом холодной штамповки из листового материала.
На финальной стадии изготовления диск-вставку 1 (фиг. 4) и внешнее металлическое кольцо 2 (фиг. 4) соединили путем запрессовки, обеспечив неразъемное соединение. На поверхность металлической части изделия нанесена гравировка в виде рельефного текста 6 (фиг. 3). Геометрические размеры изделия имеют следующие величины (фиг. 1, 2):
D1 - 33 мм,
D2 - 24 мм,
S1 - 402,7 мм2,
S2 - 452,2 мм2,
δ1 - 2,6 мм,
δ2 - 2,2 мм.
Как видно из приведенных примеров, разработано идентификационное составное изделие, полученное с использованием простых технологий, обладающее повышенной степенью защиты и простотой определения его подлинности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО КОМПОЗИЦИОННОГО ПОЛИМЕРНОГО МОНЕТНО-ЖЕТОННОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ | 2020 |
|
RU2728156C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ПРИ ПОМОЩИ ЭТОГО УСТРОЙСТВА | 2018 |
|
RU2664141C1 |
| ЗАЩИЩЕННОЕ ОТ ПОДДЕЛКИ МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2510437C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ЦЕННОГО ИЗДЕЛИЯ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ЛЮМИНЕСЦЕНТНОГО ТИПА И МНОГОСЛОЙНОЕ ЦЕННОЕ ИЗДЕЛИЕ | 2015 |
|
RU2632006C2 |
| ОБЛИЦОВОЧНАЯ ПАНЕЛЬ (ВАРИАНТЫ) | 2009 |
|
RU2494201C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СУВЕНИРНЫХ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2017 |
|
RU2744724C2 |
| МОНЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ МОНЕТЫ | 2013 |
|
RU2667583C2 |
| МАРКИРУЮЩАЯ КОМПОЗИЦИЯ НА ОСНОВЕ НЕОРГАНИЧЕСКИХ ЛЮМИНОФОРОВ, СПОСОБ МАРКИРОВКИ ИЗДЕЛИЙ ИЗ МЕТАЛЛА И ИЗДЕЛИЕ ИЗ МЕТАЛЛА | 2012 |
|
RU2493192C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ | 1994 |
|
RU2080190C1 |
| ОБЛИЦОВОЧНАЯ ПАНЕЛЬ (ВАРИАНТЫ) | 2009 |
|
RU2516143C2 |

Изобретение относится к области защищенных от подделки изделий, например монет, жетонов, медалей, и касается полимерсодержащего композиционного изделия. Изделие содержит диск-вставку из слоистого пластика и наружное металлическое кольцо. Вставка - собранные в пакеты листы бумаги, пропитанные полимерным связующим. Поверхность каждого листа покрыта слоем полимера и содержит визуальные и/или скрытые защитные элементы. Кольцо и вставка скреплены неразъемно. Как минимум одна из частей изделия имеет рельеф. Размеры изделия соответствуют соотношениям:0,8≤δ1/δ2<1; D1-D2≥8; 0,3≤S1/S2<0,9; D2>16 мм, Δ≤1, где D1 внешний диаметр металлического кольца без учета поверхности-кант, мм, D2 - диаметр диска-вставки, мм, S1 - площадь металлического кольца без учета поверхности-кант, мм2, S2 - площадь диска вставки, мм2, δ1 - максимальная толщина металлического кольца, мм, δ2 - максимальная толщина диска-вставки, мм, Δ - разница между максимально и минимально выступающими элементами металлической части изделия, мм. Изобретение обеспечивает повышенную степень защиты изделия, простоту в изготовлении и в определении его подлинности. 11 з.п. ф-лы, 4 ил., 4 пр.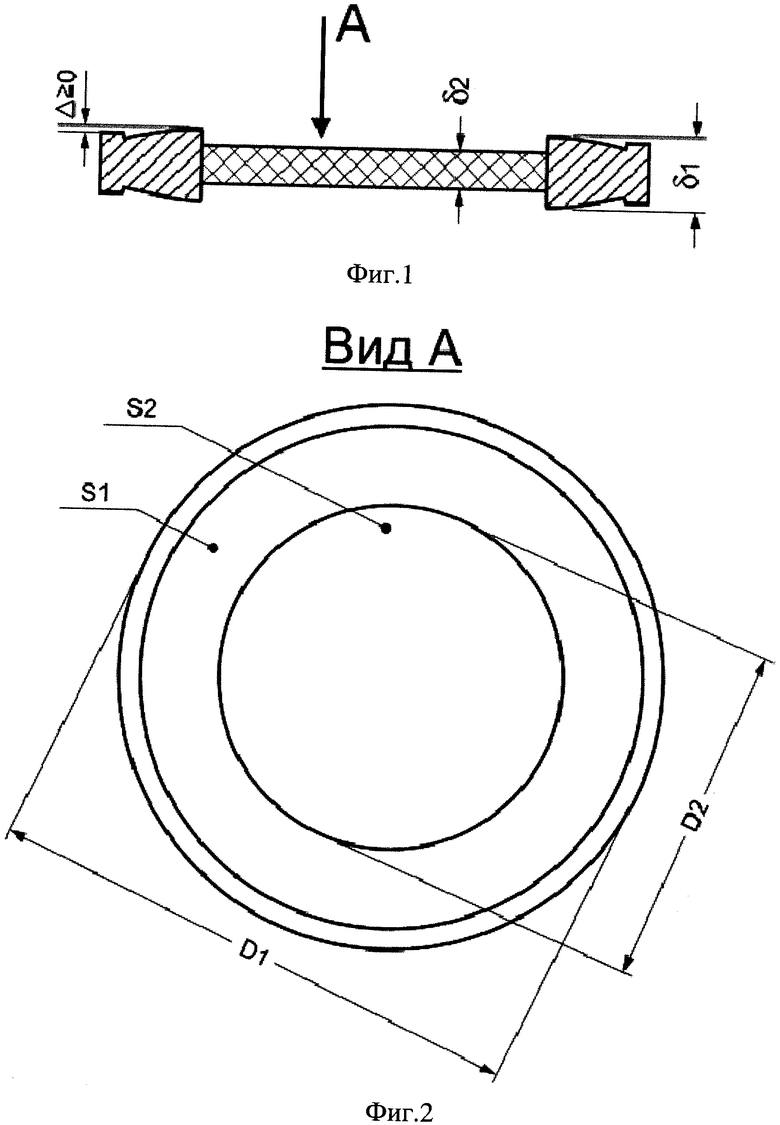
1. Полимерсодержащее композиционное защищенное изделие, содержащее наружное металлическое кольцо и внутренний диск-вставку из слоистого пластика, включающего собранные в пакеты листы бумаги, пропитанные полимерным связующим по всему объему так, что поверхность каждого листа покрыта слоем полимера, и содержащего визуальные и/или скрытые защитные элементы, при этом как минимум одна из частей изделия имеет рельеф, а кольцо и диск-вставка скреплены неразъемно запрессовкой, при этом размеры изделия соответствуют соотношениям:
0,8≤δ2/δ1<1;
D1-D2≥8;
0,3≤S1/S2<0,9;
D2>16;
Δ≤1,
где D1 - внешний диаметр металлического кольца без учета поверхности-кант, мм,
D2 - диаметр диска-вставки, мм,
S1 - площадь металлического кольца без учета поверхности-кант, мм2,
S2 - площадь диска вставки, мм2,
δ1 - максимальная толщина металлического кольца, мм,
δ2 - максимальная толщина диска-вставки, мм,
Δ - разница между максимально и минимально выступающими элементами металлической части изделия, мм.
2. Изделие по п. 1, отличающееся тем, что слоистый пластик содержит армированные волокна.
3. Изделие по п. 1, отличающееся тем, что металлическое кольцо выполнено из металла или металлического сплава, в том числе полученного методом порошковой металлургии.
4. Изделие по п. 1, отличающееся тем, что рельеф выполнен в виде графической маркировки, содержащей геометрические фигуры, цифробуквенные символы, штрихи постоянной и/или различной ширины, гильоширные элементы или совокупность упомянутых графических элементов.
5. Изделие по п. 1, отличающееся тем, что диск-вставка содержит полиграфическую фольгу и/или защитную нить.
6. Изделие по п. 1, отличающееся тем, что диск-вставка содержит признаки подлинности, выполненные с использованием ферромагнитных материалов, ИК абсорирующих веществ, УФ и ИК люминесцентных веществ.
7. Изделие по п. 1, отличающееся тем, что, как минимум одна из его частей выполнена из материала, обладающего заданными электропроводными или/и магнитными свойствами.
8. Изделие по п. 1, отличающееся тем, что в диск-вставку включена микросхема для бесконтактного и/или контактного считывания и записи данных - RFID метка.
9. Изделие по п. 1, отличающееся тем, что содержит информацию, идентифицирующую личность владельца.
10. Изделие по п. 1, отличающееся тем, что части изделия из металлического материала и из слоистого пластика представляют собой геометрически взаимно дополняющие детали.
11. Изделие по п. 1, отличающееся тем, что оно представляет собой медаль или монету, или жетон, или ценный документ, или значок.
| WO 2012156006 A1, 22.11.2012 | |||
| ЗАЩИЩЕННОЕ ОТ ПОДДЕЛКИ МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2510437C1 |
| RU 2012145374 A, 27.04.2014 | |||
| Высевающий аппарат | 1931 |
|
SU27511A1 |
| JP 2006048498 A, 16.02.2006. | |||

