Область техники
Изобретение относится к области неорганической и полимерной химии и может найти применение при изготовлении многослойных композиционных изделий, например монетовидных изделий, таких как монеты, медали, жетоны и т.п., состоящих, по меньшей мере, из двух элементов, выполненных, преимущественно, из разных материалов, а также к изделиям, полученным устройством для их изготовления, более конкретно к устройствам для чеканки.
Уровень техники
В настоящее время при изготовлении различных изделий, например декоративного, ювелирного и другого назначений применяют чеканочный инструмент, который может выступать как в качестве ручного, так и в качестве автоматизированного оборудования, выполняющего функцию нанесения на будущее изделие, например монеты различного назначения, гравюры, изображения, надписи и т.п.
Известен способ изготовления монет при помощи чеканного устройства, заключающийся в том, что изготавливают заготовки деталей в форме диска и в форме кольца из разных материалов, выполняют паз на торцевой поверхности диска, спаривают детали и чеканят, при этом дополнительно изготавливают заготовку второго кольца, внутренний диаметр которого согласован с внешним диаметром первого кольца, наносят дополнительно пазы на торцевую поверхность диска, при этом все пазы выполняют под углом к плоскости диска, после спаривания диска и первого кольца наносят наклонные пазы на торцевую поверхность спаренного диска, а перед операцией чеканки осуществляют соединение спаренного диска и второго кольца (см. RU 2125824 С1, 10.02.1999).
Известен способ изготовления монето-жетонных изделий при помощи специального чеканного устройства, заключающийся в гурчении диска-заготовки изделия при планетарном его движении относительно деформирующей поверхности плашки-матрицы гуртильного станка и при фрикционном взаимодействии боковой поверхности диска-заготовки с основанием направляющего паза транспортирующего ротора этого станка, в декорировании боковой поверхности диска-заготовки после его гурчения путем тиснения рифлений на указанной поверхности диска-заготовки или путем формирования на этой поверхности кольцевого открытого паза с последующим тиснением на его основании рифлений, декорирование боковой поверхности диска-заготовки осуществляют при его планетарном движении относительно декорирующей или декорирующих поверхностей плашки-матрицы соответствующего гуртильного станка и при фрикционном взаимодействии боковин направляющего паза транспортирующего ротора станка с периферийными участками поверхностей гурта, примыкающих соответственно к лицевой и оборотной поверхностям диска (см. RU 2219816 С1, 27.12.2003).
Известен способ изготовления монеты, включающий формирование особым чеканным устройством на заготовке декоративной поверхности с профилем равнобедренной трапеции, создание микрорельефа элементов символов путем тиснения с образованием различных типов рисунков и чеканку заготовки, отличающийся тем, что формирование декоративной поверхности осуществляют на торце заготовки в виде одной канавки путем обжатия заготовки по периметру торца и последующим вдавливанием инструмента с соответствующим профилем при угле между боковыми сторонами трапеции 5-25°, а создание микрорельефа проводят на нижнем основании трапеции перед чеканкой (см. RU 2169515 С1, 27.06.2001).
Раскрытие изобретения
Технической проблемой, на решение которой направлено предлагаемое техническое решение, является возможность изготовления единого композиционного изделия, выполненного, по меньшей мере, из двух различных материалов, соединенных между собой чеканочным инструментом без разрушения самого изделия.
Поставленная проблема решается за счет того, что чеканочный инструмент для формирования монетного изделия с композиционной вставкой согласно первому варианту изобретения выполнен из цилиндрической заготовки и рельефа, нанесенного, по меньшей мере, на одну из его торцевых поверхностей, которая состоит из периферийной и центральной частей, при этом центральная часть расположена ниже относительно периферийной части, а рельеф, расположенный на центральной части, образован посредством пересечения поверхностей вращения второго рода с технологическими переходами и гравюрой, расположенной на сферической поверхности, а также на боковой поверхности элемента изделия - кант, размер которого меньше или равен по высоте размеру зоны сопряжения двух конструктивных элементов изделия-монеты металлического кольца и композиционной вставки.
Также поставленная проблема решается за счет того, что чеканочный инструмент для формирования монетного изделия с композиционной вставкой, согласно второму варианту изобретения выполнен из цилиндрической заготовки и рельефа, нанесенного, по меньшей мере, на одну из его торцевых поверхностей, которая состоит из периферийной и центральной частей, при этом центральная часть расположена ниже относительно периферийной части, а рельеф, расположенный на центральной части, образован посредством пересечения поверхностей вращения второго рода с технологическими переходами и гравюрой, расположенной на конической поверхности, а также на боковой поверхности элемента изделия - кант, размер которого меньше или равен по высоте размеру зоны сопряжения двух конструктивных элементов изделия-монеты металлического кольца и композиционной вставки.
Поставленная проблема решается изготовлением монетно-жетонного изделия, полученным инструментом по любому из описанных выше варианту.
Техническим результатом, на достижение которого направлено настоящее техническое решение, является возможность надежного соединения двух конструктивных элементов изделия-монеты металлического кольца и композиционной вставки без разрушения последней.
Краткое описание чертежей
На фиг. 1 изображен продольный разрез инструмента по первому варианту изобретения;
На фиг. 2 - вид А на фиг. 1;
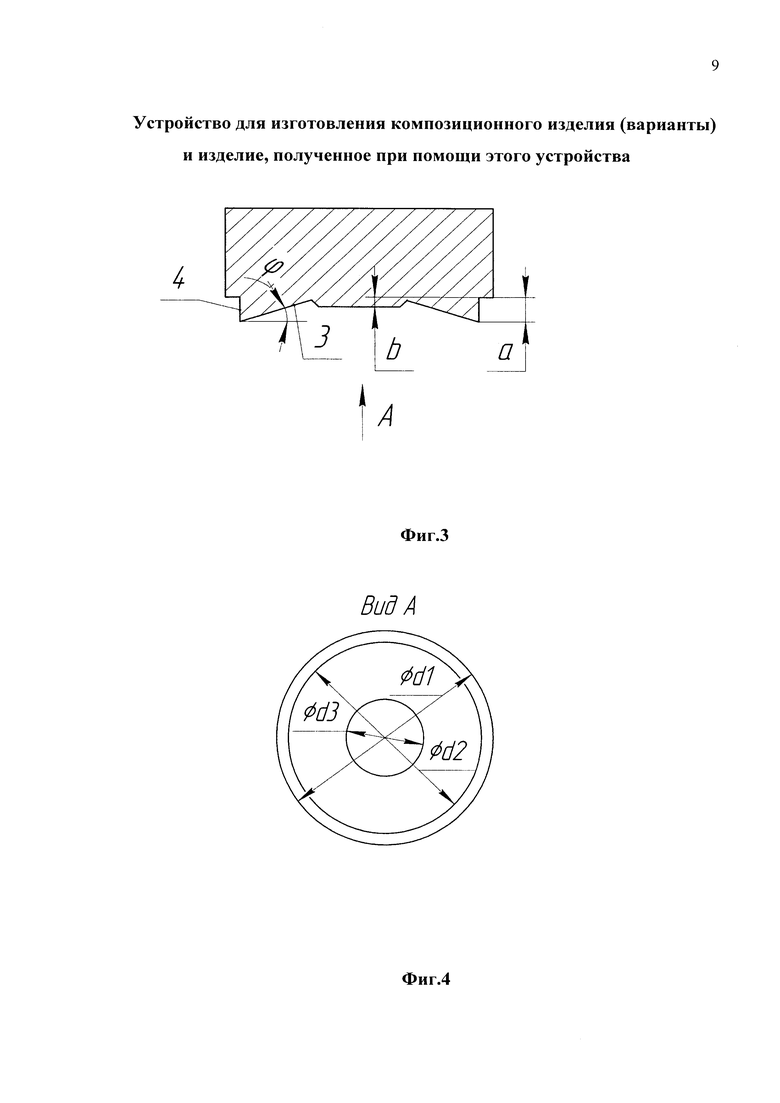
На фиг. 3 - поперечный разрез инструмента по второму варианту изобретения;
На фиг. 4 - вид А на фиг. 3;
На фиг. 5 - общий вид инструмента по первому варианту изобретения;
На фиг. 6 - общий вид инструмента по второму варианту изобретения.
Осуществление изобретения
В предшествующем уровне техники чеканка сборного монетно-жетонного изделия происходит при первом контакте чеканочного инструмента с заготовкой изделия в его центральной части, а именно центральной части заготовки изделия с последующим перемещением в сторону периферийной области сборного монетно-жетонного изделия. При этом пластическая деформация металла и соответственно набор гравюры происходит от центральной части изделия к ее периферийной части. Это достигается при помощи создания разницы высот между центральной и периферийной частями чеканочного инструмента. Периферийная часть ниже центральной. Такая схема конструкции чеканочного инструмента необходима для снижения общих усилий прессования при формировании монетно-жетонного изделия и, в частности, для формирования ее периферийной части, а именно элемента кант.
В отличие от вышеизложенного, при использовании разработанной конструкции заявленного решения чеканочного инструмента первый контакт чеканочного инструмента с заготовкой сборного монетно-жетонного изделия происходит в его периферийной части с последующим перемещением в сторону центральной области. Пластическая деформация металла и соответственно набор гравюры происходит от периферийной части изделия к ее центральной части.
Используя представленную конструкцию чеканочного инструмента пластическая деформация заготовки изделия происходит только в области металлической части сборного изделия, а именно кольца, при этом касание чеканочного инструмента с неметаллической центральной вставкой не происходит.
Предлагаемый чеканочный инструмент позволяет производить набор металла в зоне соединения элементов сборного изделия с увеличением размера толщины металлического элемента в центральной части получаемого готового изделия, по сравнению с изначальными параметрами заготовки металлической части. Касание чеканочного инструмента с неметаллической вставкой не происходит. В качестве неметаллической вставки используют пластик, стекло и др. материалы.
При такой схеме чеканки изделия появляется возможность проводить за чеканку в центральной части изделия вставки из любого неметаллического материала без его разрушения с модулем Юнга - Е≥15 ГПа. Например, стекло силикатное Е=56 ГПа, капрон и полиамид стеклонаполненные Е=65 ГПа.
Чеканочный инструмент состоит из цилиндрической заготовки и рельефа, нанесенного на одну из его торцевых поверхностей.
Рельеф чеканочного инструмента по первому варианту образуется посредством пересечения поверхностей вращения второго рода с технологическими переходами и гравюрой, расположенной на сферической поверхности 1, а также на боковой поверхности 2, являющейся одной из поверхностей элемента рельефа изделия - кант. Пример инструмента с параметрами и размерами представлены на фиг. 1 и в таблице 1.

При вырождении образующей сферической поверхности 1 в прямую с углом наклона ϕ сферическая поверхность вырождается в конусную поверхность 3 с углом ϕ при образующей и боковой поверхностью 4. Пример инструмента по второму варианту с параметрами и размерами представлены на фиг. 2 и в таблице 2.

Функция элемента изделия - кант при такой схеме чеканки, а именно защита гравюры, переходит в зону сопряжения двух конструктивных элементов полученного сборного изделия. Это происходит из-за того, что гравюра расположена на сферической или конусной поверхности, а размеры канта - радиальный выступ на плоскости готового изделия - меньше или равен по высоте размера зоны сопряжения двух конструктивных элементов полученного изделия. Разница их высот Δ и Δ1 со сферическим инструментом представлена на фиг. 4, а с конусным инструментом представлена на фиг. 5, где Δ и Δ1 равно нулю при одинаковой их высоте. В случае отличия их высот - Δ и Δ1 больше нуля. При этом вариант, когда Δ и Δ1 больше нуля предпочтительнее, так как это дает возможность нанести гравюру на поверхности канта с сохранением ее в процессе эксплуатации изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО КОМПОЗИЦИОННОГО ПОЛИМЕРНОГО МОНЕТНО-ЖЕТОННОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ | 2020 |
|
RU2728156C1 |
| ПОЛИМЕРСОДЕРЖАЩЕЕ КОМПОЗИЦИОННОЕ ЗАЩИЩЕННОЕ ИЗДЕЛИЕ | 2019 |
|
RU2706655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ НА ОСНОВЕ И МНОГОСЛОЙНОЕ ИЗДЕЛИЕ | 2020 |
|
RU2741609C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СУВЕНИРНЫХ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2017 |
|
RU2744724C2 |
| Монетовидное изделие | 2016 |
|
RU2628377C1 |
| КОРРОЗИОННО- И ИЗНОСОСТОЙКАЯ ЗАГОТОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И КОРРОЗИОННО- И ИЗНОСОСТОЙКИЕ МОНЕТЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2091236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНЕТЫ | 2000 |
|
RU2169515C1 |
| Способ изготовления чеканочного штемпеля и чеканочный штемпель | 2020 |
|
RU2752409C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНЕТО-ЖЕТОННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219816C1 |
| МОНЕТА | 2009 |
|
RU2406420C1 |


Изобретение относится к области неорганической и полимерной химии и может найти применение при изготовлении многослойных композиционных изделий, например монетовидных изделий, таких как монеты, медали, жетоны и т.п., состоящих, по меньшей мере, из двух элементов, выполненных, преимущественно, из разных материалов, а также к изделиям, полученным устройством для их изготовления, более конкретно, к устройствам для чеканки.Чеканочный инструмент для формирования монетного изделия с композиционной вставкой выполнен из цилиндрической заготовки и рельефа. Рельеф нанесен, по меньшей мере, на одну из его торцевых поверхностей, которая состоит из периферийной и центральной частей. Центральная часть расположена ниже относительно периферийной части. Рельеф, расположенный на центральной части, образован посредством пересечения поверхностей вращения второго рода с технологическими переходами и гравюрой. Гравюра расположена на сферической или конической поверхностях. На боковой поверхности элемента изделия - кант, размер которого меньше или равен по высоте размеру зоны сопряжения двух конструктивных элементов изделия-монеты металлического кольца и композиционной вставки. Изобретение обеспечивает надежное соединение двух конструктивных элементов изделия - монеты и композиционной вставки - без разрушения последней. 3 н.п. ф-лы, 6 ил., 2 табл.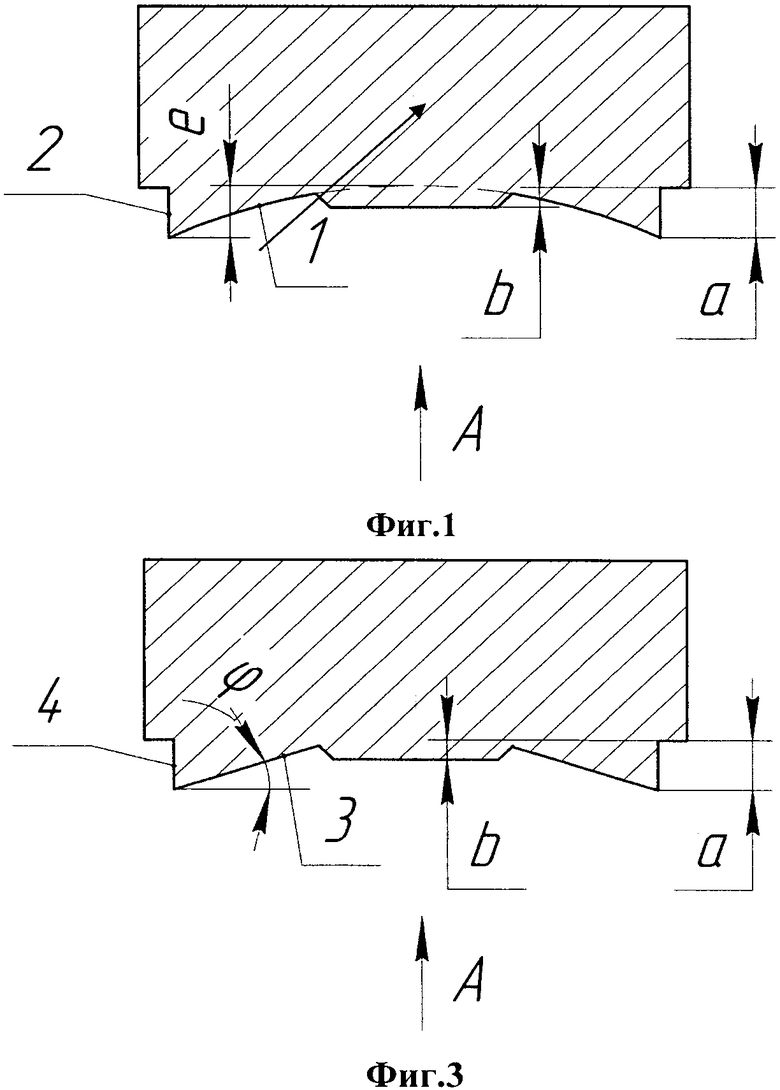
1. Чеканочный инструмент для формирования монетного изделия с композиционной вставкой, характеризующийся тем, что он выполнен из цилиндрической заготовки и рельефа, нанесенного, по меньшей мере, на одну из его торцевых поверхностей, которая состоит из периферийной и центральной частей, при этом центральная часть расположена ниже относительно периферийной части, а рельеф, расположенный на центральной части, образован посредством пересечения поверхностей вращения второго рода с технологическими переходами и гравюрой, расположенной на сферической поверхности, а также на боковой поверхности элемента изделия - кант, размер которого меньше или равен по высоте размеру зоны сопряжения двух конструктивных элементов изделия-монеты металлического кольца и композиционной вставки.
2. Чеканочный инструмент для формирования монетного изделия с композиционной вставкой, характеризующийся тем, что он выполнен из цилиндрической заготовки и рельефа, нанесенного, по меньшей мере, на одну из его торцевых поверхностей, которая состоит из периферийной и центральной частей, при этом центральная часть расположена ниже относительно периферийной части, а рельеф, расположенный на центральной части, образован посредством пересечения поверхностей вращения второго рода с технологическими переходами и гравюрой, расположенной на конической поверхности, а также на боковой поверхности элемента изделия - кант, размер которого меньше или равен по высоте размеру зоны сопряжения двух конструктивных элементов изделия-монеты металлического кольца и композиционной вставки.
3. Монетно-жетонное изделие, характеризующееся тем, что оно получено инструментом по любому из пп. 1 или 2.
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНЕТЫ | 2000 |
|
RU2169515C1 |
| СПОСОБ ДЕКОРАТИВНОГО МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТЕЙ МОНЕТ, МЕДАЛЕЙ, ЖЕТОНОВ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ | 2008 |
|
RU2352470C1 |
| Кипятильник-стерилизатор | 1926 |
|
SU15260A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТРУКТУРИРОВАНИЯ ПОВЕРХНОСТИ ТВЕРДОГО ТЕЛА, ПОКРЫТОГО ТВЕРДЫМ МАТЕРИАЛОМ, С ПОМОЩЬЮ ЛАЗЕРА | 2010 |
|
RU2567138C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНЕТ | 1993 |
|
RU2125824C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНЕТО-ЖЕТОННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219816C1 |
| US 6008914 A1, 28.12.1999 | |||
| DE 3114461 A1, 26.08.1982 | |||
| ВИБРОСТЕНД | 2010 |
|
RU2441213C1 |
| Фунгицид | 1969 |
|
SU312436A1 |

