Изобретение относится к производству грузоподъемных электромагнитов с обеспечением возможности изготовления магнитопроводов из низкоуглеродистой стали, масса которых превышает загрузку плавильной печи.
Известен способ изготовления магнитопровода грузоподъемных электромагнитов путем литья в землю из стали 25Л-1 (Южный Ю.Э. Грузоподъемные электромагниты и их ремонт. М.: Энергия, 1974, с. 13, рис. 5) с последующей механической обработкой некоторых поверхностей отливки.
Применяемая при этом низкоуглеродистая сталь 25Л-1, содержащая 0,22-0,30% углерода, обладает хорошими литейными свойствами. Однако магнитные свойства стали 25Л-1 относительно невысоки. В частности, по индукции насыщения сталь 25Л-1 значительно уступает чистому железу и сталям с более низким содержанием углерода, поэтому электромагниты, выполненные с такими магнитопроводами, имеют недостаточно высокую грузоподъемность. В то же время стали с меньшим содержанием углерода, обладающие большей индукцией насыщения, имеют плохие литейные свойства, поэтому отливки сложной формы, такие как магнитопровод грузоподъемного электромагнита, имеющий ребра на наружной поверхности и проушины для крепления подъемных цепей, получить из них литьем в землю, обычно применяемым в производстве крупных отливок, с требуемым качеством невозможно: мелкие элементы формы металлом не заполняются, на поверхности отливки образуются раковины.
Известен способ изготовления магнитопровода грузоподъемного электромагнита, при осуществлении которого литье производят порционно с использованием стали с содержанием углерода 0,05-0,14% (RU 2437826, В66С 1/06, публ. 2011). При этом сначала из стали с содержанием углерода 0,2-0,30% выполняют отливку тонкостенной чаши, наружная поверхность которой по форме и размерам соответствует наружной поверхности магнитопровода, затем во внутреннем объеме чаши устанавливают обечайки по форме полюсов магнитопровода, после чего последовательно выполняют в пространстве между чашей и соответствующими обечайками отливки полюсов и основания магнитопровода из стали с содержанием углерода 0,05-0,14%. Способ позволяет изготавливать магнитопроводы с высокой индукцией насыщения и обеспечить электромагнитам большую грузоподъемность.
Кроме того, порционная заливка позволяет при использовании небольших плавильных печей изготавливать магнитопроводы большой массы.
Однако загрузка применяемой печи при этом должна быть достаточной для отливки по отдельности каждого из трех основных конструктивных элементов магнитопровода (основания, внутреннего полюса и наружного полюса), т.е. возможно изготовление магнитопровода, масса которого не более чем втрое превышает загрузку плавильной печи.
Наиболее близким по технической сущности к предлагаемому является способ изготовления магнитопровода грузоподъемного электромагнита из стали с содержанием углерода 0,05-0,14%, при этом осуществляют отдельную отливку методом литья по газифицированным моделям элементов магнитопровода в виде секторов, соединяют отлитые сектора между собой по боковым сторонам, сваривают их по линиям стыка и термообрабатывают магнитопровод (см. патент RU на изобретение №2521773, М.Кл.: В22С 9/04, 2014).
Недостатком этого способа является наличие больших сварочных швов, а следовательно и больших по объему сварочных работ (сварочные швы обладают низкими магнитными свойствами), низкая заполняемость окна магнитопровода проводом.
Техническим результатом настоящего изобретения является практически полное исключение сварочных работ с одновременным обеспечением возможности повышения заполняемости окна магнитопровода электрическим изолированным проводом за счет исключения каркаса катушки.
Поставленный технический результат достигается тем, что при изготовлении магнитопровода грузоподъемного электромагнита из стали с содержанием углерода 0,05-0,14%, осуществляют отдельную отливку методом литья по газифицированным моделям элементов магнитопровода, при этом в качестве отдельных отливок берут основание с сердечником, выпоняющего роль внутреннего полюса, сердечник с основанием выполнены за одно целое, обечайку, выполняющую роль наружного полюса, отдельные отливки: сердечник с основанием и обечайку соединяют между собой путем горячей посадки.
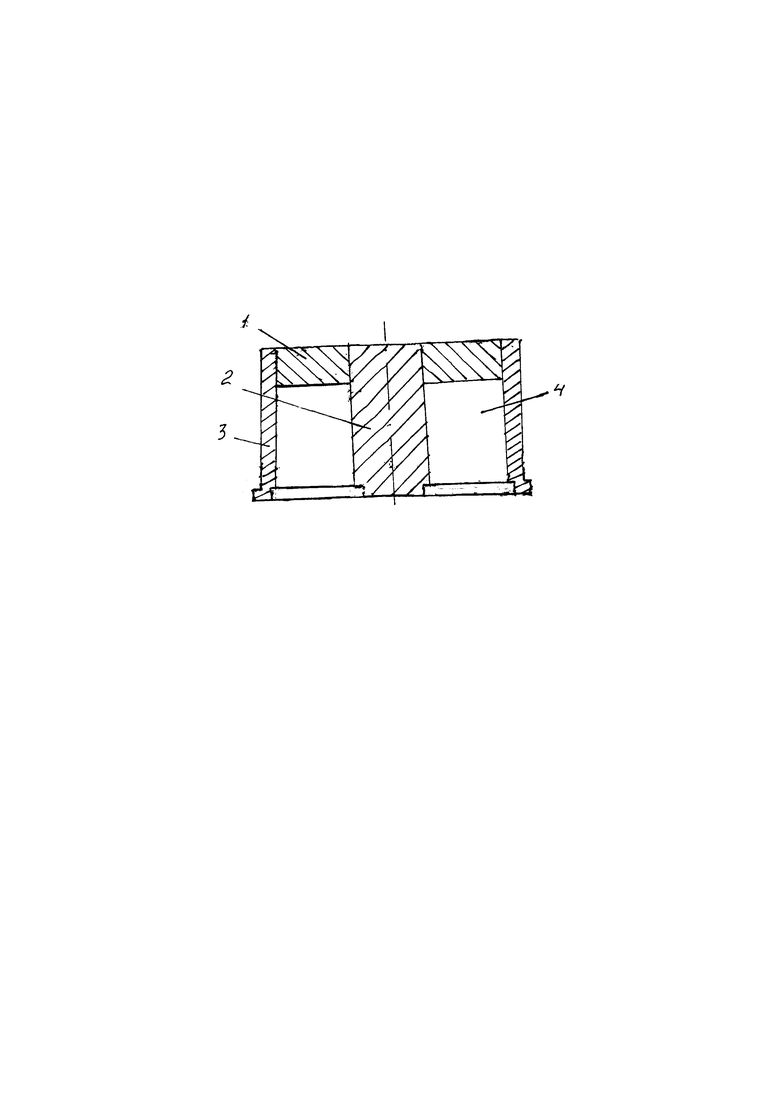
На чертеже схематично в разрезе представлен предлагаемый магнитопровод грузоподъемного электромагнита.
Магнитопровод состоит из основания 1, внутреннего полюса, роль которого выполняет сердечник 2, наружного полюса, роль которого выполняет обечайка 3, между полюсами образована полость 4 для размещения электрической катушки (на чертеже не показана). Основание 1 соединяется с сердечником 2 по горячей посадке. Основания 1 с обечайкой 3 соединяются друг с другом так же по горячей посадке. До сборки магнитопровода - до соединения между собой по горячей посадке обечайки с основанием (после соединения по горячей посадке основания 1 с сердечником 2 - может быть намотана катушка (на чертеже не показана) на сердечник 2. Благодаря этому может быть повышена заполняемость полости 4 электрическим изолированным проводом.
Практически полное исключение сварочных работ с одновременным осуществлением возможности повышения заполняемости окна магнитопровода электрическим изолированным проводом является достоинством и преимуществом предлагаемого технического решения по сравнению с прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА ГРУЗОПОДЪЁМНОГО ЭЛЕКТРОМАГНИТА | 2019 |
|
RU2708486C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2012 |
|
RU2521773C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА | 2010 |
|
RU2437826C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ ГРУЗОПОДЪЁМНОГО ЭЛЕКТРОМАГНИТА | 2019 |
|
RU2712712C1 |
| ГРУЗОПОДЪЁМНЫЙ ЭЛЕКТРОМАГНИТ | 2021 |
|
RU2768983C1 |
| ГРУЗОПОДЪЕМНЫЙ ЭЛЕКТРОМАГНИТ | 2006 |
|
RU2317244C1 |
| ГРУЗОПОДЪЕМНЫЙ ЭЛЕКТРОМАГНИТ | 2006 |
|
RU2317245C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ ГРУЗОПОДЪЕМОГО ЭЛЕКТРОМАГНИТА | 2013 |
|
RU2534860C1 |
| ГРУЗОПОДЪЕМНЫЙ ЭЛЕКТРОМАГНИТ | 2006 |
|
RU2309887C1 |
| СПОСОБ РЕМОНТА ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2006 |
|
RU2309888C1 |
Изобретение относится к литейному производству грузоподъемных электромагнитов. Магнитопровод изготавливают из стали с содержанием углерода 0,05-0,14%. Методом литья по газифицированным моделям отливают в виде отдельных отливок основание, сердечник и обечайку. Сердечник представляет собой внутренний полюс, а обечайка – наружный полюс. Затем упомянутые отдельные отливки соединяют между собой горячей посадкой. Обеспечивается исключение сварочных работ при изготовлении магнитопровода с одновременным повышением заполняемости окна магнитопровода электрическим изолированным проводом за счет исключения каркаса катушки. 1 ил.
Способ изготовления магнитопровода грузоподъемного электромагнита из стали с содержанием углерода 0,05-0,14%, включающий отливку методом литья по газифицированным моделям отдельных элементов магнитопровода и их соединение, отличающийся тем, что в виде отдельных отливок отливают основание, сердечник, который используют в качестве внутреннего полюса, и обечайку, используемую в качестве наружного полюса, причем упомянутые отдельные отливки соединяют между собой путем горячей посадки.
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2012 |
|
RU2521773C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА | 2010 |
|
RU2437826C1 |
| RU 95102984 A1, 10.06.1996 | |||
| US 3089064 A1, 07.05.1963 | |||
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2011 |
|
RU2472242C1 |

