Изобретение относится к грузоподъемным электромагнитам, используемых для захвата и удерживания ферромагнитных материалов и деталей из них при погрузочно-разгрузочных работах, а именно к их ремонту.
При эксплуатации грузоподъемных электромагнитов наиболее часто встречаются электрические повреждения катушки. Ремонт такого электромагнита заключается в разборке электромагнита, включая снятие немагнитной защитной шайбы, извлечение катушки и очистку полости корпуса, изготовлении катушки, при этом может быть использован проводниковый материал от старой катушки, и последующей сборке, включая монтаж катушки в полости корпуса, установку защитной шайбы и заливку полости изоляционной массой. Поскольку в эксплуатации находится большое число электромагнитов устаревших конструкций, а некоторые ранее применявшиеся технологии, например капсульное крепление катушки, трудно осуществить в условиях ремонтного предприятия, то обычно при ремонте электромагниты модернизируют. Чаще всего это заключается в усилении крепления катушки и полюсов, применении более нагревостойкой и механически более прочной изоляции, повышении степени герметизации катушки (В.С.Калинкин. Подъемные электромагниты. М., ГОСНТИ, 1962, с.72-83, прототип).
Электромагниты устаревших конструкций, рассчитанные на применение низкокачественных изоляционных материалов, имеют полость значительно большего размера, чем это требуется для размещения катушки при использовании современной высококачественной изоляции. Появление свободного пространства в полости электромагнита приводит к существенному ухудшению теплового режима работы.
Одним из вариантов частичного решения проблемы является укорачивание полюсов корпуса, при этом уменьшаются объем полости, общая высота электромагнита и его вес. Но тепловой режим электромагнита после ремонта ухудшается, поскольку уменьшается площадь боковой поверхности, через которую происходит охлаждение электромагнита.
Возможно введение в полость электромагнита стального кольца, примыкающего к внутреннему или наружному полюсу, что увеличивает сечение и снижает магнитное сопротивление этого полюса (патент RU №42815, В66С 1/06, 2004 г.). Теплопроводность стали достаточно велика, и существенного ухудшения теплового режима не происходит, но увеличивается вес электромагнита.
Возможно также заполнение свободного пространства полости изоляционной массой с порошковым наполнителем, обладающим высокой теплопроводностью. В качестве такого наполнителя предлагается использовать алюминиевый или бронзовый порошок, поверхность частиц которого покрыта окисными слоями (патент RU №2015944, В66С 1/06, 1994 г.). Тем не менее теплопроводность порошка существенно ниже, чем теплопроводность металла, и тепловой режим электромагнита при таком ремонте ухудшается.
Технической задачей изобретения является улучшение теплового режима электромагнита.
Это достигается способом ремонта грузоподъемного электромагнита, заключающимся в разборке электромагнита, извлечении катушки, очистке полости корпуса, изготовлении катушки и последующей сборке электромагнита, включая монтаж катушки в полости корпуса и заливку полости изоляционной массой, согласно которому катушку изготавливают из трех частей, две из которых расположены вдоль полюсов и выполнены из меди, а третья часть расположена в центральной части полости и выполнена из алюминиевого провода большего сечения. Соотношение числа витков катушки, выполненных из меди и алюминия, целесообразно выбирать для каждой конструкции электромагнита таким образом, чтобы обеспечить максимальное заполнение полости катушкой при заданном общем числе витков и минимально допустимых зазорах.
Сущность изобретения поясняется чертежом электромагнита.
Грузоподъемный электромагнит состоит из корпуса, образованного основанием 1, внутренним полюсом 2 и наружным полюсом 3, а также катушки, состоящей из трех частей 4, 5 и 6, размещенной в полости 7 корпуса. При этом внутренняя часть 4 катушки расположена вдоль внутреннего полюса 2, наружная часть 6 - вдоль наружного полюса 3, а средняя часть 5 занимает все пространство в средней части полости, расположенное между частями 4 и 6. Части 4 и 6 выполнены из медного провода, а часть 5 - из алюминиевого провода большего сечения. Полость 7 закрыта защитной шайбой 8, а все пространство полости вокруг катушки заполнено изоляционной массой эпоксидным компаундом.
Выполнение из меди внутренней части 4 катушки, где средняя длина и вес витка невелики, позволяет разместить в небольшом объеме и при небольшой массе довольно много витков и создать значительную магнитодвижущую силу. Выполнение из меди частей 4 и 6 катушки позволяет разместить витки с большим тепловыделением в зонах, расположенных вблизи полюсов и имеющих наилучшее охлаждение.
Средняя часть 5 катушки, выполненная из толстого алюминиевого провода, обеспечивает увеличение объема катушки при небольшом весе. Число витков, составляющих эту часть, выбирается исходя из наиболее плотного заполнения полости электромагнита катушкой. Высокая теплопроводность алюминия позволяет в значительной мере выравнивать температуру внутри электромагнита, не допуская местных перегревов.
В случае секционной намотки катушки каждая ее секция выполняется путем намотки внутренних витков секции из меди, средних витков из алюминия и наружных витков снова из меди. Секции соединяются между собой в катушку обычным для секционных катушек способом.
Пример 1. Электромагнит типа М42 грузоподъемностью 16 т содержал секционную катушку с 1488 витками медного провода сечением 12,5 мм. Вес провода составлял 361 кг, объем меди 41,8 дм3. Собственный вес электромагнита 1560 кг. Продолжительность непрерывной работы электромагнита не более 2,5 часов, поскольку за это время температура катушки, постепенно нарастая, достигает значения, предельно допустимого для изоляции.
В процессе ремонта катушку извлекли из полости корпуса и очистили полость, затем намотали новую катушку. Намотку начали медным проводом прямоугольного сечения площадью 11,9 мм2. Намотав внутреннюю часть 4 катушки, содержащую 10 рядов по 21 витку, т.е. 210 витков, соединили конец медного провода с алюминиевым проводом прямоугольного сечения площадью 21,6 мм2, которым намотали среднюю часть 5 катушки - 62 ряда по 17 витков, всего 1054 витка, а затем таким же образом поверх средней части намотали наружную часть 6-210 витков из медного провода сечением 11, 9 мм2. Далее новую катушку, содержащую 1464 витка, установили в полость, закрыли полость защитной шайбой 8 и залили ее эпоксидным компаундом. Катушка электромагнита в таком исполнении содержит 97,9 кг меди и 133,2 кг алюминия, т.е. вес металла катушки уменьшился на 35,8%, а объем металла катушки увеличился на 45%. Вес электромагнита в целом уменьшился на 8,8%. Грузоподъемность 16 т. При непрерывной работе температура электромагнита достигает установившегося значения, которое ниже предельно допустимого для изоляции, поэтому для данного электромагнита нет ограничения по продолжительности непрерывной работы.
Пример 2. Электромагнит М62 диаметром мм имел катушку из медного провода сечением 31,2 мм2, содержащую 1470 витков. Вес меди 1270 кг, объем меди 147,6 дм3. Собственный вес электромагнита 5200 кг. Грузоподъемность 30 т, продолжительность непрерывной работы до 7 часов.
Ремонт осуществлялся аналогично описанному в примере 1, но при этом использовали медный провод сечением 26,6 мм2 и алюминиевый провод сечением 56,2 мм2. Внутренняя и наружная части катушки содержат по 322 витка медного провода (14 рядов по 23 витка в ряду), а средняя часть 900 витков (50 рядов по 18 витков в ряду). Всего в катушке 1544 витка. Вес меди 429,7 кг, вес алюминия 377,8 кг, объем металла катушки 189 дм3, т.е. вес металла катушки уменьшился на 36,4%, а объем металла катушки увеличился на 28%. Вес электромагнита в целом уменьшился на 8,9%. Грузоподъемность 30 т. Ограничения по продолжительности непрерывной работы нет.
Как следует из приведенных примеров, изобретение позволяет в результате ремонта и модернизации получать электромагниты, не уступающие по грузоподъемности ремонтируемым электромагнитам, но в отличие от них не имеющие ограничений по продолжительности непрерывной работы и более легкие. При этом они содержат меньше цветного металла, что существенно снижает их стоимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРУЗОПОДЪЕМНЫЙ ЭЛЕКТРОМАГНИТ | 2006 |
|
RU2317244C1 |
| СПОСОБ РЕМОНТА ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2005 |
|
RU2281575C1 |
| ГРУЗОПОДЪЕМНЫЙ ЭЛЕКТРОМАГНИТ | 2006 |
|
RU2309887C1 |
| ГРУЗОПОДЪЕМНЫЙ ЭЛЕКТРОМАГНИТ | 2006 |
|
RU2317245C1 |
| Электродвигатель | 2016 |
|
RU2696853C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЛИ РЕМОНТА КАТУШКИ РЕЛЬСОВОГО ТОРМОЗА И КАТУШКА РЕЛЬСОВОГО ТОРМОЗА | 2015 |
|
RU2603431C1 |
| ГРУЗОПОДЪЕМНЫЙ ЭЛЕКТРОМАГНИТ | 1995 |
|
RU2111914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА КАТУШКИ ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2000 |
|
RU2195733C2 |
| ГРУЗОПОДЪЕМНЫЙ ЭЛЕКТРОМАГНИТ | 2003 |
|
RU2255893C1 |
| ИНДУКЦИОННЫЙ ЭЛЕКТРОМАГНИТНЫЙ КОАКСИАЛЬНЫЙ ЛАБИРИНТНЫЙ НАГРЕВАТЕЛЬ ЖИДКОСТЕЙ | 2015 |
|
RU2604963C2 |
Изобретение относится к грузоподъемным электромагнитам и может быть использовано для захвата и удерживания ферромагнитных материалов. Способ заключается в разборке электромагнита, извлечении катушки, очистке полости корпуса, изготовлении катушки и последующей сборке электромагнита, включая монтаж катушки в полости корпуса и заливку полости изоляционной массой. Катушку изготавливают из трех частей. Две части расположены вдоль полюсов и выполнены из меди. Третья часть расположена в центральной части полости и выполнена из алюминиевого провода большего сечения. Технический результат заключается в улучшении теплового режима. 1 з.п. ф-лы, 1 ил.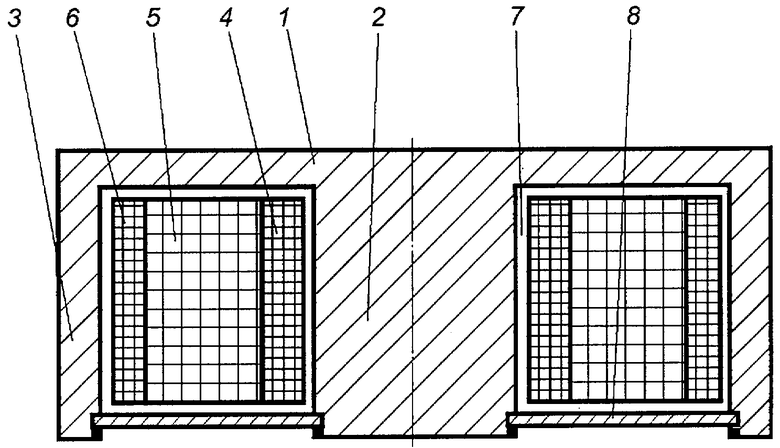
| ГРУЗОПОДЪЕМНЫЙ ЭЛЕКТРОМАГНИТ | 2003 |
|
RU2255893C1 |
| Грузоподъемный электромагнит | 1959 |
|
SU126245A1 |
| Тягово-сцепное устройство | 1982 |
|
SU1164081A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО УДОБРЕНИЯ | 1992 |
|
RU2034817C1 |

