Приоритет
Настоящая заявка испрашивает приоритет предварительной патентной заявки США № 61/604220, поданной 28 февраля 2012 г. и озаглавленной "Стеклянный контейнер с поверхностной обработкой, которая повышает надежность стекла, и способы его изготовления", и предварительной патентной заявки США № 61/665682, поданной 28 июня 2012 г. и озаглавленной "Устойчивые к расслоению стеклянные контейнеры с термостойкими покрытиями".
Введение
Область техники, к которой относится изобретение
Настоящее изобретение относится, в общем, к покрытиям и, более конкретно, к антифрикционным покрытиям, наносимым на стеклянные контейнеры, такие как фармацевтические упаковки.
Уровень техники
Исторически стекло используется как предпочтительный материал для упаковки фармацевтических изделий, поскольку от других материалов стекло отличают его герметичность, оптическая прозрачность и превосходная химическая устойчивость. В частности, стекло, используемое для упаковки фармацевтических изделий, должно иметь достаточную химическую устойчивость, чтобы не влиять на устойчивость содержащихся в нем фармацевтических композиций. Стекла, имеющие подходящую химическую устойчивость, включают такие стеклянные композиции, которым соответствует тип 1B стандарта ASTM, и которые имеют признанную историю химической устойчивости.
Однако использование стекла для таких приложений ограничивается механическими характеристиками стекла. В фармацевтической промышленности разбитое стекло представляет собой проблему для безопасности конечного пользователя, потому что осколки разбитой упаковки и/или содержимое этой упаковки могут причинить вред конечному пользователю. Кроме того, неполная поломка (при которой стекло трескается, но не разбивается) может приводить к тому, что содержимое теряет свою стерильность, что, в свою очередь, может приводить к дорогостоящим возвратам продукции.
В частности, высокие технологические скорости, используемые в изготовлении и наполнении стеклянные фармацевтические упаковки, могут приводить к механическим повреждениям поверхности упаковки, таким как износ от трения, когда с упаковками вступают в контакт технологическое оборудование, транспортное оборудование и/или другие упаковки. Эти механические повреждения в значительной степени уменьшает прочность стеклянных фармацевтических упаковок, и в результате этого увеличивается вероятность развития в стекле трещин, которые потенциально угрожают стерильности фармацевтических изделий, которые содержатся в упаковке, или вызывают полное разрушение упаковки.
Один подход к повышению механической устойчивости стеклянной упаковки заключается в том, чтобы осуществлять термическое и/или химическое закаливание стеклянной упаковки. Термическое закаливание повышает прочность стекла, создавая на его поверхности сжимающее напряжение в процессе быстрого охлаждения после формования. Эта технология хорошо работает, когда производятся стеклянные изделия, имеющие плоскую геометрическую форму (такие как окна), стеклянные изделия, у которых толщина составляет более чем приблизительно 2 мм, и стеклянные композиции, имеющие высокий коэффициент термического расширения. Однако стеклянные фармацевтические упаковки, как правило, имеют сложные геометрические формы (ампулы, трубки, пробирки и т.д.) и малую толщину стенок (составляющую иногда приблизительно от 1 до 1,5 мм), и они производятся из стекол, имеющих низкий коэффициент термического расширения, что делает эти стеклянные фармацевтические упаковки непригодными для упрочнения посредством термического закаливания. Химическое закаливание также повышает прочность стекла посредством создания сжимающего напряжения на его поверхности. Это напряжение создается путем погружения изделия в ванну с расплавленной солью. Когда ионы стекла замещаются более крупными ионами расплавленной соли, на поверхности стекла создается сжимающее напряжение. Преимущество химического закаливания заключается в том, что его можно использовать для изготовления имеющих сложные геометрические формы тонких изделий, и оно является относительно нечувствительным к характеристикам термического расширения стеклянной подложки.
Однако, несмотря на то, что вышеупомянутые технологии закаливания повышают способность упрочненного стекла выдерживать тупые удары, эти технологии оказываются менее эффективными для повышения сопротивления стекла к повреждениям от трения, таким как царапины, которые могут возникать в процессе изготовления, транспортировки и обращения.
Соответственно, существует потребность в альтернативных стеклянных изделиях, которые обладают повышенным сопротивлением к механическим повреждениям.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно одному варианту осуществления, покрытое стеклянное изделие может включать стеклянный корпус, включающий первую поверхность и антифрикционное покрытие, расположенное, по меньшей мере, на части первой поверхности стеклянного корпуса, причем антифрикционное покрытие включает полимерное химическое соединение. Покрытое стеклянное изделие может сохранять термическую устойчивость при температуре, составляющей, по меньшей мере, приблизительно 260°C, в течение 30 минут. Пропускание света через покрытое стеклянное изделие может равняться или составлять более чем приблизительно 55% пропускания света через непокрытое стеклянное изделие при длине волны, составляющей от приблизительно 400 нм до приблизительно 700 нм. Антифрикционное покрытие может проявлять потерю массы, составляющую менее чем приблизительно 5% его массы, когда оно нагревается от температуры 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин.
Согласно следующему варианту осуществления, покрытое стеклянное изделие может включать стеклянный корпус, включающий внешний поверхность и антифрикционное покрытие, расположенное, по меньшей мере, на части внешней поверхности, антифрикционное покрытие включающий полимерное химическое соединение. Коэффициент трения изношенной трением области части внешней поверхности с антифрикционным покрытием может составлять менее чем 0,7 после выдерживания при повышенной температуре, составляющей 280°C, в течение 30 минут при трении при нагрузке 30 Н, и при этом отсутствуют наблюдаемые повреждения. Остаточная прочность покрытого стеклянного изделия при горизонтальном сжатии не может уменьшаться более чем приблизительно на 20% после выдерживания при повышенной температуре, составляющей 280°C, в течение 30 минут при трении при нагрузке 30 Н.
Согласно следующему варианту осуществления, покрытое стеклянное изделие может включать стеклянный корпус, имеющий первую поверхность. Антифрикционное покрытие может быть расположено, по меньшей мере, на части первой поверхности стеклянного корпуса. Антифрикционное покрытие может включать полимерное химическое соединение и связующее вещество, включающее, по меньшей мере, одно из следующих веществ: первое силановое химическое соединение, продукт его гидролиза или его олигомер, причем первое силановое химическое соединение представляет собой ароматическое силановое химическое соединение; и химическое соединение, образующееся в результате олигомеризации, по меньшей мере, первого силанового химического соединения и второго силанового химического соединения. Первое силановое химическое соединение и второе силановое химическое соединение могут представлять собой различные химические соединения. Покрытое стеклянное изделие может сохранять термическую устойчивость при температуре, составляющей, по меньшей мере, приблизительно 260°C, в течение 30 минут. Пропускание света через покрытое стеклянное изделие равно или составляет более чем приблизительно 55% пропускания света через непокрытое стеклянное изделие при длине волны, составляющей от приблизительно 400 нм до приблизительно 700 нм. Антифрикционное покрытие может иметь потерю массы, составляющую менее чем приблизительно 5% его массы, когда оно нагревается от температуры 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин.
Согласно следующему варианту осуществления, покрытое стеклянное изделие может включать стеклянный корпус, включающий первую поверхность и антифрикционное покрытие, расположенное, по меньшей мере, на части первой поверхности стеклянного корпуса. Антифрикционное покрытие может включать связующее вещество, включающее олигомер одного или нескольких силановых химических соединений. Олигомер может представлять собой силсесквиоксановое химическое соединение и, по меньшей мере, одно из силановых химических соединений включает, по меньшей мере, один ароматический фрагмент и, по меньшей мере, один аминный фрагмент. Антифрикционное покрытие может также включать полиимидное химическое соединение, образующееся в результате полимеризации, по меньшей мере, первого диаминного мономерного химического соединения, второго диаминного мономерного химического соединения и диангидридного мономерного химического соединения. Первое диаминное мономерное химическое соединение и второе диаминное мономерное химическое соединение могут быть различными.
Согласно следующему варианту осуществления, покрытое стеклянное изделие может включать стеклянный корпус, включающий первую поверхность и антифрикционное покрытие, расположенное, по меньшей мере, на части первой поверхности. Антифрикционное покрытие может включать полимерное химическое соединение. Покрытое стеклянное изделие может сохранять термическую устойчивость при температуре, составляющей, по меньшей мере, приблизительно 300°C в течение 30 минут. Пропускание света через покрытое стеклянное изделие может равняться или составлять более чем приблизительно 55% пропускания света через непокрытое стеклянное изделие при длине волны, составляющей от приблизительно 400 нм до приблизительно 700 нм.
Согласно следующему варианту осуществления, покрытое стеклянное изделие может включать стеклянный корпус, включающий первую поверхность и вторую поверхность, противоположную первой поверхности. Первая поверхность может представлять собой внешнюю поверхность стеклянного контейнера. Антифрикционное покрытие может быть связано, по меньшей мере, с частью первой поверхности стеклянного корпуса. Антифрикционное покрытие может включать полимерное химическое соединение. Покрытое стеклянное изделие может сохранять термическую устойчивость при температуре, составляющей, по меньшей мере, приблизительно 280°C в течение 30 минут. Пропускание света через покрытое стеклянное изделие может равняться или составлять более чем приблизительно 55% пропускания света через непокрытое стеклянное изделие при длине волны, составляющей от приблизительно 400 нм до приблизительно 700 нм.
Согласно следующему варианту осуществления покрытое стеклянное изделие может включать стеклянный корпус, включающий первую поверхность и антифрикционное покрытие, связанное, по меньшей мере, с частью первой поверхности стеклянного корпуса. Антифрикционное покрытие может включать слой связующего вещества, расположенный на первой поверхности стеклянного корпуса. Слой связующего вещества может включать связующее вещество, включающее, по меньшей мере, одно из следующих веществ: первое силановое химическое соединение, продукт его гидролиза или его олигомер, причем первое силановое химическое соединение представляет собой ароматическое силановое химическое соединение; и химическое соединение, образующееся в результате олигомеризации, по меньшей мере, первого силанового химического соединения и второго силанового химического соединения. Полимерный слой может быть расположен поверх слоя связующего вещества. Полимерный слой может включать полиимидное химическое соединение. Первое силановое химическое соединение и второе силановое химическое соединение могут представлять собой различные химические соединения. Покрытое стеклянное изделие может сохранять термическую устойчивость при температуре, составляющей, по меньшей мере, приблизительно 280°C в течение 30 минут. Пропускание света через покрытое стеклянное изделие может равняться или составлять более чем приблизительно 55% пропускания света через непокрытое стеклянное изделие при длине волны, составляющей от приблизительно 400 нм до приблизительно 700 нм.
Согласно следующему варианту осуществления, покрытое стеклянное изделие может включать стеклянный корпус, имеющий первую поверхность и антифрикционное покрытие, связанное, по меньшей мере, с частью первой поверхности стеклянного корпуса. Антифрикционное покрытие может включать слой связующего вещества, в котором содержится связующее вещество, включающее олигомер одного или нескольких силановых химических соединений. Олигомер может представлять собой силсесквиоксановое химическое соединение, и, по меньшей мере, одно из силановых химических соединений включает, по меньшей мере, один ароматический фрагмент и, по меньшей мере, один аминный фрагмент. Антифрикционное покрытие может дополнительно включать полимерный слой, включающий полиимидное химическое соединение, образующееся в результате полимеризации, по меньшей мере, первого диаминного мономерного химического соединения, второго диаминного мономерного химического соединения и диангидридного мономерного химического соединения. Первое диаминное мономерное химическое соединение и второе диаминное мономерное химическое соединение могут быть различными. Антифрикционное покрытие может также включать промежуточный слой, включающий одно или несколько химических соединений полимерного слоя, связанных с одним или несколькими из химических соединений слоя связующего вещества.
Согласно следующему варианту осуществления, антифрикционное покрытие для подложки может включать полиимидное химическое соединение и связующее вещество. Связующее вещество может включать, по меньшей мере, одно из следующих веществ: смесь первого силанового химического соединения, продукт его гидролиза или его олигомер, и второе силановое химическое соединение, продукт его гидролиза или его олигомер, причем первое силановое химическое соединение может представлять собой ароматическое силановое химическое соединение, и второе силановое химическое соединение может представлять собой алифатическое силановое химическое соединение, а также химическое соединение, образующееся в результате олигомеризации, по меньшей мере, первого силанового химического соединения и второго силанового химического соединения. Покрытие может сохранять термическую устойчивость при температуре, составляющей, по меньшей мере, приблизительно 260°C, в течение 30 минут. Пропускание света через покрытие может равняться или составлять более чем приблизительно 55%. Антифрикционное покрытие проявляет потерю массы, составляющую менее чем приблизительно 5% его массы, когда оно нагревается от температуры 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин.
Дополнительные отличительные особенности и преимущества покрытых стеклянных изделий, а также способы и процессы их изготовления будут представлены в подробном описании, которое приведено ниже, и частично будут легко понятными для специалистов в данной области техники из данного описания или признаны в результате практической реализации вариантов осуществления, описанных в настоящем документе, включая подробное описание, который приведено ниже, формулу изобретения, а также прилагаемые чертежи.
Следует понимать, что приведенное выше общее описание и следующее далее подробное описание представляют разнообразные варианты осуществления и предназначаются в качестве обзора или основы для понимания природы и характера заявленного предмета настоящего изобретения. Сопровождающие чертежи представлены, чтобы способствовать лучшему пониманию разнообразных вариантов осуществления, и включены в качестве неотъемлемой части настоящего описания. Данные чертежи иллюстрируют разнообразные варианты осуществления, которые описаны в настоящем документе, и вместе с описанием служат для разъяснения принципов и эксплуатации заявленного предмета настоящего изобретения.
Краткое описание чертежей
Фиг.1 схематически представляет поперечное сечение стеклянного контейнера с антифрикционным покрытием согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.2 схематически представляет поперечное сечение стеклянного контейнера с антифрикционным покрытием, включающего полимерный слой и слой связующего вещества, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.3 схематически представляет поперечное сечение стеклянного контейнера с антифрикционным покрытием, включающего полимерный слой, слой связующего вещества и промежуточный слой, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе,
фиг.4 представляет пример диаминного мономерного химического соединения согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.5 представляет пример диаминного мономерного химического соединения согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.6 представляет химические структуры мономеров, которые можно использовать в качестве полиимидных покрытий для нанесения на стеклянные контейнеры согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.7 представляет блок-схему одного варианта осуществления способа изготовления стеклянного контейнера с антифрикционным покрытием согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.8 схематически представляет стадии блок-схемы на фиг.7 согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.9 схематически представляет испытательный стенд для определения коэффициент трения между двумя поверхностями согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.10 схематически представляет устройство для исследования потери массы стеклянного контейнера согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.11 графически представляет информацию о пропускании света для покрытых и непокрытых ампул, измеренных в спектре видимого света от 400 до 700 нм, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.12 графически представляет вероятность разрушения в зависимости от прилагаемой нагрузки для ампул, исследуемых при горизонтальном сжатии, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.13 содержит таблицу, представляющую нагрузку и измеренный коэффициент трения для ампул из стекла типа 1B компании Schott и ампул, изготовленных из стандартной стеклянной композиции, которые были подвергнуты ионному обмену и нанесению покрытия согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.14 графически представляет вероятность разрушения в зависимости от прилагаемого напряжения при четырехточечном изгибе для трубок, изготовленных из стандартной стеклянной композиции, в состоянии при получении, в состоянии после ионного обмена (без покрытия), в состоянии после ионного обмена (с покрытием и истиранием), в состоянии после ионного обмена (без покрытия с истиранием) и для трубок, изготовленных из стекла типа 1B компании Schott, в состоянии при получении и в состоянии после ионного обмена согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.15 представляет выходные данные газовой хроматографии в сочетании с масс-спектрометрией для покрытия APS/Novastrat® 800 согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.16 представляет выходные данные газовой хроматографии в сочетании с масс-спектрометрией для покрытия DC806A согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.17 представляет таблицу, иллюстрирующую различные антифрикционные покровные композиции, которые были исследованы в условиях лиофилизации, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.18 представляет диаграмму, иллюстрирующую коэффициент трения для стеклянных ампул без покрытия и ампул, имеющих кремнийорганическое полимерное покрытие, которые были исследованы испытательный стенд для ампул согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.19 представляет диаграмму, иллюстрирующую коэффициент трения для ампул, содержащих полиимидное покрытие APS/Kapton и подвергнутых многократному трению при различных прилагаемых нагрузках на испытательном стенде для ампул, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.20 представляет диаграмму, иллюстрирующую коэффициент трения для ампул, содержащих покрытие APS и подвергнутых многократному трению при различных прилагаемых нагрузках на испытательном стенде для ампул, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.21 представляет диаграмму, иллюстрирующую коэффициент трения для ампул, покрытых полиимидным покрытием APS/Kapton и подвергнутых многократному трению при различных прилагаемых нагрузках на испытательном стенде для ампул после того, как ампулы выдерживали при 300°C в течение 12 часов, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.22 представляет диаграмму, иллюстрирующую коэффициент трения для ампул, содержащих покрытие APS и подвергнутых многократному трению при различных прилагаемых нагрузках на испытательном стенде для ампул после того, как ампулы выдерживали при 300°C в течение 12 часов, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.23 представляет диаграмму, иллюстрирующую коэффициент трения для ампул из стекла типа 1B компании Schott, содержащих полиимидное покрытие Kapton и подвергнутых многократному трению при различных прилагаемых нагрузках на испытательном стенде для ампул согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.24 представляет коэффициент трения для ампул, содержащих покрытие APS/Novastrat® 800, до и после лиофилизации согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.25 графически представляет вероятность разрушения в зависимости от нагрузки, прилагаемой к исследуемым при горизонтальном сжатии для ампул, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.26 представляет коэффициент трения для ампул, содержащих покрытие APS/Novastrat® 800, до и после обработки в автоклаве согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе; и
фиг.27 графически представляет коэффициент трения для покрытых стеклянных контейнеров, выдерживаемых в различных температурных условиях, и для непокрытого стеклянного контейнера;
фиг.28 содержит таблицу, иллюстрирующую изменение коэффициента трения при изменении состава связующего вещества в антифрикционном покрытии, нанесенном на стеклянный контейнер, как описано в настоящем документе;
фиг.29 графически представляет коэффициент трения, прилагаемую силу и силу трения для покрытых стеклянных контейнеров до и после депирогенизации;
фиг.30 графически представляет коэффициент трения, прилагаемую силу и силу трения для покрытых стеклянных контейнеров в различных условиях депирогенизации;
фиг.31 представляет схематическую диаграмму стадий реакции связывания силана с подложкой согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.32 представляет схематическую диаграмму стадий реакции связывания полиимида с силаном согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.33 графически представляет коэффициент трения, проникновение царапин, прилагаемую в перпендикулярном направлении силу и силу трения (координаты по оси y) в зависимости от длины нанесенной царапины (координата по оси x) для ампул после покрытия в сравнительном примере;
фиг.34 графически представляет коэффициент трения, проникновение царапины, прилагаемую в перпендикулярном направлении силу и силу трения (координаты по оси y) в зависимости от длины нанесенной царапины (координата по оси x) для термически обработанных ампул в сравнительном примере;
фиг.35 графически представляет коэффициент трения, проникновение царапины, прилагаемую в перпендикулярном направлении силу и силу трения (координаты по оси y) в зависимости от длины нанесенной царапины (координата по оси x) для ампул после покрытия в сравнительном примере;
фиг.36 графически представляет коэффициент трения, проникновение царапины, прилагаемая в перпендикулярном направлении сила, и сила трения (координаты по оси y) в зависимости от длины нанесенной царапины (координата по оси x) для термически обработанных ампул в сравнительном примере;
фиг.37 графически представляет коэффициент трения, прилагаемую силу и сила трения для покрытых стеклянных контейнеров до и после депирогенизации согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.38 графически представляет вероятность разрушения в зависимости от прилагаемой нагрузки для исследованных при горизонтальном сжатии ампул согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.39 графически представляет коэффициент трения, прилагаемую силу и силу трения для покрытых стеклянных контейнеров до и после депирогенизации согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.40 графически представляет коэффициент трения после различных сроков термической обработки согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.41 графически представляет коэффициент трения, прилагаемую силу и силу трения для покрытых стеклянных контейнеров до и после депирогенизации согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.42 графически представляет вероятность разрушения в зависимости от прилагаемой нагрузки для исследуемых при горизонтальном сжатии ампул согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.43 представляет полученное сканирующим электронным микроскопом изображение покрытия согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.44 представляет полученное сканирующим электронным микроскопом изображение покрытия согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе;
фиг.45 представляет полученное сканирующим электронным микроскопом изображение покрытия согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе; и
фиг.46 графически представляет данные о пропускании света для покрытых и непокрытых ампул, измеренные в спектре видимого света от 400 до 700 нм, согласно одному или нескольким вариантам осуществления, которые представлены и описаны в настоящем документе.
ПОДРОБНОЕ ОПИСАНИЕ
Далее будут подробно описаны в разнообразных вариантах осуществления антифрикционные покрытия, стеклянные изделия с антифрикционными покрытиями и способы их изготовления, примеры которых схематически представлены на чертежах. Такие покрытые стеклянные изделия могут представлять собой стеклянные контейнеры, подходящие для использования в разнообразных упаковочных приложениях, включая, без ограничения, такие как фармацевтические упаковки. В этих фармацевтических упаковках может содержаться или нет фармацевтическая композиция. Разнообразные варианты осуществления антифрикционных покрытий, стеклянных изделий с антифрикционными покрытиями и способов их изготовления подробно описаны в настоящем документе с конкретными ссылками на прилагаемые чертежи. Хотя варианты осуществления антифрикционных покрытий, которые описаны в настоящем документе, относятся к внешней поверхности стеклянного контейнера, следует понимать, что описанные антифрикционные покрытия можно использовать для нанесения на широкое разнообразие материалов, включая нестеклянные материалы, и на другие подложки, помимо контейнеров, включая, без ограничения, стеклянные дисплейные панели и т.п.
Как правило, антифрикционное покрытие можно наносить на поверхность стеклянных изделий, таких как контейнеры, которые можно использовать в качестве фармацевтических упаковок. Антифрикционное покрытие может придавать полезные свойства покрытому стеклянному изделию, такие как уменьшенный коэффициент трения и увеличенное сопротивление к повреждениям. Уменьшенный коэффициент трения может придавать повышенную прочность и устойчивость стеклянному изделию посредством уменьшения повреждений стекла в процессе трения. Кроме того, антифрикционное покрытие может сохранять вышеупомянутые улучшенные характеристики прочности и устойчивости после выдерживания при повышенной температуре и в других условиях, таких как условия, возникающие в процессе упаковки и предварительных стадий, которые используются для упаковки фармацевтических изделий, такие как, например, депирогенизация, обработка в автоклаве и т.п. Соответственно, антифрикционные покрытия и стеклянные изделия с антифрикционным покрытием являются термически устойчивыми.
Антифрикционное покрытие может, как правило, включать связующее вещество, такое как силан, и полимерное химическое соединение, такое как полиимид. Согласно некоторым вариантам осуществления, связующее вещество можно вводить в слой связующего вещества, расположенный на поверхности стеклянного изделия, и полимерное химическое соединение можно вводить в полимерный слой, расположенный на слое связующего вещества. Согласно другим вариантам осуществления, связующее вещество и полимерное химическое соединение могут быть смешаны в составе единого слоя.
Фиг.1 схематически представляет в поперечном сечении покрытое стеклянное изделие, в частности, покрытый стеклянный контейнер 100. Покрытый стеклянный контейнер 100 включает стеклянный корпус 102 и антифрикционное покрытие 120. Стеклянный корпус 102 имеет стеклянную стенку 104 контейнера, которая проходит между внешней поверхностью 108 (т.е. первой поверхностью) и внутренней поверхностью 110 (т.е. второй поверхностью). Внутренняя поверхность 110 стенки 104 стеклянного контейнера определяет внутренний объем 106 покрытого стеклянного контейнера 100. Антифрикционное покрытие 120 расположено, по меньшей мере, на части внешней поверхности 108 стеклянного корпуса 102. Согласно некоторым вариантам осуществления, антифрикционное покрытие 120 может быть расположено практически на всей внешней поверхности 108 стеклянного корпуса 102. Антифрикционное покрытие 120 имеет внешнюю поверхность 122, и стеклянный корпус, вступающий в контакт с поверхностью 124 на границе раздела стеклянного корпуса 102 и антифрикционное покрытие 120. Антифрикционное покрытие 120 может быть связано со стеклянным корпусом 102 на внешней поверхности 108.
Согласно одному варианту осуществления, покрытый стеклянный контейнер 100 представляет собой фармацевтическую упаковку. Например, стеклянный корпус 102 может присутствовать в такой форме, как склянка, ампула, пузырек, бутылочка, колба, флакон, стакан, чашка, графин, кювета, корпус шприца и т.п. Покрытый стеклянный контейнер 100 можно использовать для содержания любой композиции, и, согласно одному варианту осуществления, его можно использовать для содержания фармацевтической композиции. Фармацевтическая композиция может включать любое химическое вещество, предназначенное для использования в медицинской диагностике, лечении, терапии или профилактике заболевания. Примеры фармацевтических композиций включают, но не ограничиваются этим, лекарственные средства, препараты, медикаменты, лекарства и т.п. Фармацевтическая композиция может присутствовать в форме жидкости, твердого вещества, геля, суспензии, порошка и т.п.
Как показано на фиг.1 и 2, согласно одному варианту осуществления, антифрикционное покрытие 120 представляет собой двухслойную структуру. Фиг.2 представляет поперечное сечение покрытого стеклянного контейнера 100, где антифрикционное покрытие включает полимерный слой 170 и слой связующего вещества 180. Полимерное химическое соединение может содержаться в полимерном слое 170, и связующее вещество можно содержаться в слое связующего вещества 180. Слой связующего вещества 180 может находиться в непосредственном контакте с внешней поверхностью 108 стенки 104 стеклянного контейнера. Полимерный слой 170 может находиться в непосредственном контакте со слоем связующего вещества 180, а также может образовывать внешнюю поверхность 122 антифрикционного покрытия 120. Согласно некоторым вариантам осуществления, слой связующего вещества 180 связан со стеклянной стенкой 104, и полимерный слой 170 связан со слоем связующего вещества 180 на границе раздела 174. Однако следует понимать, что, согласно некоторым вариантам осуществления, антифрикционное покрытие 120 может не включать связующее вещество, и полимерное химическое соединение может содержаться в полимерном слое 170 в непосредственном контакте с внешней поверхностью 108 стенки 104 стеклянного контейнера. Согласно следующему варианту осуществления, полимерное химическое соединение и связующее вещество могут быть практически смешанными в составе единого слоя. Согласно некоторым другим вариантам осуществления, полимерный слой может быть расположен поверх слоя связующего вещества, и это означает, что полимерный слой 170 находится во внешнем слое по отношению к слою связующего вещества 180 и стеклянной стенке 104. При использовании в настоящем документе, первый слой, расположенный "поверх" второго слоя означает, что первый слой может находиться в непосредственном контакте со вторым слоем или находиться отдельно от второго слоя, например, если присутствует третий слой, расположенный между первым и вторым слоями.
Как показано на фиг.3, согласно одному варианту осуществления, антифрикционное покрытие 120 может дополнительно включать промежуточный слой 190, расположенный между слоем связующего вещества 180 и полимерным слоем 170. Промежуточный слой 190 может включать одно или несколько химических соединений полимерного слоя 170, который связан с одним или несколькими из химических соединений слоя связующего вещества 180. Согласно данному варианту осуществления, на границе раздела слоя связующего вещества и полимерного слоя образуется промежуточный слой 190, где происходит связывание между полимерным химическим соединением и связующим веществом. Однако следует понимать, что, согласно некоторым вариантам осуществления, может отсутствовать значительный слой на границе раздела слоя связующего вещества 180 и полимерного слоя 170, где полимер и связующее вещество химически связываются друг с другом, как описано выше по отношению к фиг.2.
Антифрикционное покрытие 120, нанесенное на стеклянный корпус 102, может иметь толщину, которая составляет менее чем приблизительно 100 мкм или даже равна или составляет менее чем приблизительно 1 мкм. Согласно некоторым вариантам осуществления, толщина антифрикционного покрытия 120 может равняться или составлять менее чем приблизительно 100 нм. Согласно другим вариантам осуществления, толщина антифрикционного покрытия 120 может составлять менее чем приблизительно 90 нм, менее чем приблизительно 80 нм, менее чем приблизительно 70 нм, менее чем приблизительно 60 нм, менее чем приблизительно 50 нм или даже менее чем приблизительно 25 нм. Согласно некоторым вариантам осуществления, антифрикционное покрытие 120 может не иметь одинаковую толщину по всей поверхности стеклянного корпуса 102. Например, покрытый стеклянный контейнер 100 может иметь увеличенную толщину антифрикционного покрытия 120 в некоторых областях вследствие процесса контакта стеклянного корпуса 102 с одним или несколькими покровными растворами, которые образуют антифрикционное покрытие 120. Согласно некоторым вариантам осуществления, антифрикционное покрытие 120 может иметь неоднородную толщину. Например, толщина покрытия может различаться в различных областях покрытого стеклянного контейнера 100, что может обеспечивать защиту в выбранной области.
Согласно вариантам осуществления, в которых предусмотрены, по меньшей мере, два слоя, такие как полимерный слой 170, промежуточный слой 190 и/или слой связующего вещества 180, каждый слой может иметь толщину, которая составляет менее чем приблизительно 100 мкм или даже равна или составляет менее чем приблизительно 1 мкм. Согласно некоторым вариантам осуществления, толщина каждого слоя может равняться или составлять менее чем приблизительно 100 нм. Согласно другим вариантам осуществления, толщина каждого слоя может составлять менее чем приблизительно 90 нм, менее чем приблизительно 80 нм, менее чем приблизительно 70 нм, менее чем приблизительно 60 нм, менее чем приблизительно 50 нм или даже менее чем приблизительно 25 нм.
Как отмечено в настоящем документе, согласно некоторым вариантам осуществления, антифрикционное покрытие 120 включает связующее вещество. Связующее вещество может улучшать сцепление или связывание полимерного химического соединения со стеклянным корпусом 102, и, как правило, оно располагается между стеклянным корпусом 102 и полимерным химическим соединением или смешивается с полимерным химическим соединением. Адгезия при использовании в настоящем документе означает прочность сцепления или связывания антифрикционного покрытия до и после обработки, которой подвергается покрытый стеклянный контейнер, такой как термическая обработка. Термическая обработка включает, без ограничения, обработку в автоклаве, депирогенизацию, лиофилизацию и т.п.
Согласно одному варианту осуществления, связующее вещество может включать, по меньшей мере, одно силановое химическое соединение. При использовании в настоящем документе "силановое" химическое соединение представляет собой любое химическое соединение, включающее силановый фрагмент, включая функциональные органосиланы, а также силанолы, которые образуются из силанов в водных растворах. Силановые химические соединения связующего вещества могут представлять собой ароматические или алифатические соединения. Согласно некоторым вариантам осуществления, по меньшей мере, одно силановое химическое соединение может включать аминный фрагмент, такой как первичный аминный фрагмент или вторичный аминный фрагмент. Кроме того, связующее вещество может включать продукты гидролиза и/или олигомеры этих силанов, такие как одно или несколько силсесквиоксановых химических соединений, которые образуются из одного или нескольких силановых химических соединений. Силсесквиоксановые химические соединения может представлять собой полноклеточные структуры, частично клеточные структуры или бесклеточные структуры.
Связующее вещество может включать любое число различных химических соединений, в том числе одно химическое соединение, два различных химических соединения или более чем два различных химических соединений, включая олигомеры, образованные более чем из одного мономерного химического соединения. Согласно одному варианту осуществления, связующее вещество может включать, по меньшей мере, одно из следующих соединений: (1) первое силановое химическое соединение, продукт его гидролиза или его олигомер, и (2) химическое соединение, образующееся в результате олигомеризации, по меньшей мере, первого силанового химического соединения и второго силанового химического соединения. Согласно следующему варианту осуществления, связующее вещество включает первый и второй силаны. При использовании в настоящем документе "первое" силановое химическое соединение и "второе" силановое химическое соединение представляют собой силаны, имеющие различные химические составы. Первое силановое химическое соединение может представлять собой ароматическое или алифатическое химическое соединение, может необязательно включать аминный фрагмент и может необязательно представлять собой алкоксисилан. Аналогичным образом, второе силановое химическое соединение может представлять собой ароматическое или алифатическое химическое соединение, может необязательно включать аминный фрагмент и может необязательно представлять собой алкоксисилан.
Например, согласно одному варианту осуществления, только одно силановое химическое соединение применяется в качестве связующего вещества. Согласно такому варианту осуществления, связующее вещество может включать силановое химическое соединение, продукт его гидролиза или его олигомер.
Согласно следующему варианту осуществления, множество силановых химических соединений можно применять в качестве связующее вещество. Согласно такому варианту осуществления, связующее вещество может включать, по меньшей мере, одно из следующих веществ: (1) смесь первого силанового химического соединения и второго силанового химического соединения и (2) химическое соединение, образующееся в результате олигомеризации, по меньшей мере, первого силанового химического соединения и второго силанового химического соединения.
Согласно вариантам осуществления, которые описаны выше, первое силановое химическое соединение, второе силановое химическое соединение или оба эти соединения могут представлять собой ароматические химические соединения. При использовании в настоящем документе ароматическое химическое соединение означает соединение, в котором содержатся одно или несколько шестичленных углеродных колец, которые относятся к ряду бензола, и родственные органические фрагменты. Ароматическое силановое химическое соединение может представлять собой алкоксисилан, в том числе, но не ограничиваясь этим, диалкоксисилановое химическое соединение, продукт его гидролиза или его олигомер, или триалкоксисилановое химическое соединение, продукт его гидролиза или его олигомер. Согласно некоторым вариантам осуществления, ароматический силан может включать аминный фрагмент, и он может представлять собой алкоксисилан, включающий аминный фрагмент. Согласно следующему варианту осуществления, ароматическое силановое химическое соединение может представлять собой ароматическое алкоксисилановое химическое соединение, ароматическое ацилоксисилановое химическое соединение, ароматическое галогенсилановое химическое соединение или ароматическое аминосилановое химическое соединение. Согласно следующему варианту осуществления, ароматическое силановое химическое соединение может быть выбрано из группы, которую составляют аминофенил-, 3-(м-аминофенокси)пропил-, N-фениламинопропил- или (хлорметил)фенилзамещенные алкокси-, ацилокси-, галоген- или аминосиланы. Например, ароматический алкоксисилан может представлять собой, но не ограничивается этим, аминофенилтриметоксисилан (иногда называется в настоящем документе термином "APhTMS"), аминофенилдиметоксисилан, аминофенилтриэтоксисилан, аминофенилдиэтоксисилан, 3-(м-аминофенокси)пропилтриметоксисилан, 3-(м-аминофенокси)пропилдиметоксисилан, 3-(м-аминофенокси)пропилтриэтоксисилан, 3-(м-аминофенокси)пропилдиэтоксисилан, N-фениламинопропилтриметоксисилан, N-фениламинопропилдиметоксисилан, N-фениламинопропилтриэтоксисилан, N-фениламинопропилдиэтоксисилан, продукты их гидролиза или их олигомеризованные химические соединения. Согласно примерному варианту осуществления, ароматическое силановое химическое соединение может представлять собой аминофенилтриметоксисилан.
Согласно вариантам осуществления, которые описаны выше, первое силановое химическое соединение, второе силановое химическое соединение или оба эти соединения могут представлять собой алифатические химические соединения. При использовании в настоящем документе алифатическое химическое соединение представляет собой неароматическое соединение, такое как химическое соединение, имеющее структуру с открытой цепью, в том числе, но не ограничиваясь этим, алканы, алкены и алкины. Например, согласно некоторым вариантам осуществления, связующее вещество может включать химическое соединение, которое представляет собой алкоксисилан, и оно может представлять собой алифатический алкоксисилан, в том числе, но не ограничиваясь этим, диалкоксисилановое химическое соединение, продукт его гидролиза или его олигомер, или триалкоксисилановое химическое соединение, продукт его гидролиза или его олигомер. Согласно некоторым вариантам осуществления, алифатический силан может включать аминный фрагмент, и он может представлять собой алкоксисилан, включающий аминный фрагмент, такой как аминоалкилтриалкоксисилан. Согласно одному варианту осуществления, алифатическое силановое химическое соединение может быть выбрано из группы, которую составляют 3-аминопропил-, N-(2-аминоэтил)-3-аминопропил-, винил-, метил-, N-фениламинопропил-, (N-фениламино)метил-, N-(2-винилбензиламиноэтил)-3-аминопропилзамещенные алкокси-, ацилокси-, галоген или аминосиланы, продукты их гидролиза или их олигомеры. Аминоалкилтриалкоксисиланы, включают, но не ограничиваются этим, 3-аминопропилтриметоксисилан (иногда называется в настоящем документе "GAPS"), 3-аминопропилдиметоксисилан, 3-аминопропилтриэтоксисилан, 3-аминопропилдиэтоксисилан, N-(2-аминоэтил)-3-аминопропилтриметоксисилан, N-(2-аминоэтил)-3-аминопропилдиметоксисилан, N-(2-аминоэтил)-3-аминопропилтриэтоксисилан, N-(2-аминоэтил)-3-аминопропилдиэтоксисилан, продукты их гидролиза и их олигомеризованные химические соединения. Согласно другим вариантам осуществления, алифатическое алкоксисилановое химическое соединение может не содержать аминный фрагмент, такой как алкилтриалкоксисилан или алкилдиалкоксисилан.
Такие алкилтриалкоксисиланы или алкилдиалкоксисиланы включают, но не ограничиваются этим, винилтриметоксисилан, винилдиметоксисилан, винилтриэтоксисилан, винилдиэтоксисилан, метилтриметоксисилан, метилдиметоксисилан, метилтриэтоксисилан, метилдиэтоксисилан, продукты их гидролиза или их олигомеризованные химические соединения. Согласно примерному варианту осуществления, алифатическое силановое химическое соединение представляет собой 3-аминопропилтриметоксисилан.
Было обнаружено, что образование связующего вещества из сочетаний различных химических соединений, в частности, из сочетаний силановых химических соединений, может повышать термическую устойчивость антифрикционного покрытия 120. Например, было обнаружено, что сочетания ароматических силанов и алифатических силанов, таких как силаны, которые описаны выше, повышают термическую устойчивость антифрикционного покрытия, и в результате этого образуется покрытие, которое сохраняет свои механический свойства, такие как коэффициент трения и характеристики адгезии, после термической обработки при повышенных температурах. Соответственно, согласно одному варианту осуществления, связующее вещество включает сочетание ароматических и алифатических силанов. Согласно данным вариантам осуществления, соотношение, в котором присутствуют алифатические силаны и ароматические силаны (алифатические и ароматические соединения), может составлять от приблизительно 1:3 до приблизительно 1:0,2. Если связующее вещество включает два или более химических соединения, такие как, по меньшей мере, алифатический силан и ароматический силан, массовое соотношение двух химических соединений может представлять собой любое соотношение, такое как массовое соотношение, в котором присутствуют первое силановое химическое соединение и второе силановое химическое соединение (первый силан и второй силан), составляющее от приблизительно 0,1:1 до приблизительно 10:1. Например, согласно некоторым вариантам осуществления, данное соотношение может составлять от 0,5:1 до приблизительно 2:1, в том числе 2:1, 1:1, 0,5:1. Согласно некоторым вариантам осуществления, связующее вещество может включать в сочетаниях множество алифатических силанов и/или множество ароматических силанов, которые можно наносить на стеклянный контейнер, осуществляя одну или множество стадий и используя или не используя органические или неорганические наполнители. Согласно некоторым вариантам осуществления, связующее вещество включает олигомеры, такие как силсесквиоксаны, образованные из алифатических и ароматических силанов.
Согласно примерному варианту осуществления, первое силановое химическое соединение представляет собой ароматическое силановое химическое соединение, и второе силановое химическое соединение представляет собой алифатическое силановое химическое соединение. Согласно одному примерному варианту осуществления, первое силановое химическое соединение представляет собой ароматическое алкоксисилановое химическое соединение, включающее, по меньшей мере, один аминный фрагмент и второе силановое химическое соединение представляет собой алифатическое алкоксисилановое химическое соединение, включающее, по меньшей мере, один аминный фрагмент. Согласно следующему примерному варианту осуществления, связующее вещество включает олигомер одного или нескольких силановых химических соединений, причем олигомер представляет собой силсесквиоксановое химическое соединение и, по меньшей мере, одно из силановых химических соединений включает, по меньшей мере, один ароматический фрагмент и, по меньшей мере, один аминный фрагмент. Согласно одному конкретному примерному варианту осуществления, первое силановое химическое соединение представляет собой аминофенилтриметоксисилан и второе силановое химическое соединение представляет собой 3-аминопропилтриметоксисилан. Соотношение ароматического силана и алифатического силана может составлять приблизительно 1:1. Согласно следующему конкретному примерному варианту осуществления, связующее вещество включает олигомер, образованный из аминофенилтриметоксисилана и 3-аминопропилтриметоксисилана. Согласно следующему варианту осуществления, связующее вещество может включать смесь, содержащую аминофенилтриметоксисилан и 3-аминопропилтриметоксисилан, а также олигомеры, образованные из этих двух соединений.
Согласно следующему варианту осуществления, связующее вещество может включать химическое соединение, которое представляет собой аминоалкилсилсесквиоксан. Согласно одному варианту осуществления связующее вещество включает образованный из аминопропилсилсесквиоксана (APS) олигомер (имеющийся в продаже как водный раствор от компании Gelest).
Согласно одному варианту осуществления, ароматическое силановое химическое соединение представляет собой хлорсилановое химическое соединение.
Согласно следующему варианту осуществления, связующее вещество может включать химические соединения, которые представляют собой гидролизованные аналоги аминоалкоксисиланы, такие как, но не ограничиваясь этим, (3-аминопропил)силантриол, N-(2-аминоэтил)-3-аминопропилсилантриол и/или их смеси.
Согласно следующему варианту осуществления, связующее вещество может представлять собой неорганический материал, такие как металлическая и/или керамическая пленка. Неограничительные примеры подходящих неорганических материалов, используемых в качестве связующего вещества включают титанаты, цирконаты, олово, титан и/или их оксиды.
Согласно одному варианту осуществления, связующее вещество наносится на внешнюю поверхность 108 стеклянного корпуса 102 посредством контакта с разбавленным связующим веществом в процессе погружения. Связующее вещество может быть смешано с растворителем при нанесении на стеклянный корпус 102. Согласно следующему варианту осуществления, связующее вещество можно наносить на стеклянный корпус 102, используя распыление или другие подходящие средства. Стеклянный корпус 102 со связующим веществом можно затем высушивать приблизительно при 120°C в течение приблизительно 15 минут, или можно использовать любые значения времени и температуры, которые являются достаточными, чтобы в требуемой степени высвобождались вода и/или другие органические растворители, присутствующие на внешней поверхности 108 стенки 104 стеклянного контейнера.
Как показывает фиг.2, согласно одному варианту осуществления, связующее вещество располагается на стеклянном контейнере как слой связующего вещества 180 и наносится в форме раствора, включающего приблизительно 0,5 масс.% первого силана и приблизительно 0,5 масс.% второго силана (в сумме 1 масс.% силанов), с которыми смешивают, по меньшей мере, одно вещество из воды и органического растворителя, такого как, но не ограничиваясь этим, метанол. Однако следует понимать, что суммарная концентрация силанов в растворе может составлять более или менее чем приблизительно 1 масс.%, в том числе от приблизительно 0,1 масс.% до приблизительно 10 масс.%, от приблизительно 0,3 масс.% до приблизительно 5,0 масс.% или от приблизительно 0,5 масс.% до приблизительно 2,0 масс.%. Например, согласно одному варианту осуществления, массовое соотношение органического растворителя и воды (органический растворитель:вода) может составлять от приблизительно 90:10 до приблизительно 10:90, и, согласно одному варианту осуществления, оно может составлять приблизительно 75:25. Массовое соотношение силана и растворителя может влиять на толщину слоя связующего вещества, причем при увеличении процентного содержания силанового химического соединения в растворе связующего вещества может увеличиваться толщина слоя связующего вещества 180. Однако следует понимать, что на толщину слоя связующего вещества 180 могут влиять и другие параметры, в том числе, но не ограничиваясь этим, технические условия процесса нанесения покрытия погружением, такие как скорость извлечения из ванны. Например, при увеличении скорости извлечения может уменьшаться толщина слоя связующего вещества 180.
Согласно следующему варианту осуществления, слой связующего вещества 180 можно наносить как раствор, содержащий 0,1 об.% имеющегося в продаже аминопропилсилсесквиоксанового олигомера. Можно использовать слой растворов связующих веществ, имеющих и другие концентрации, в том числе, но не ограничиваясь этим, растворы, содержащие от 0,01 до 10,0 об.% аминопропилсилсесквиоксанового олигомера.
Как отмечено в настоящем документе, антифрикционное покрытие также включает полимерное химическое соединение. Полимерное химическое соединение может представлять собой термически устойчивые полимеры или смеси полимеров, включая, но не ограничиваясь этим, полиимиды, полибензимидазолы, полисульфоны, полиэфирэфиркетоны, полиэфиримиды, полиамиды, полифенилы, полибензотиазолы, полибензоксазолы, полибистиазолы и полиароматические гетероциклические полимеры, в которых содержатся или не содержатся органические или неорганические наполнители. Полимерное химическое соединение может быть образовано и из других термически устойчивых полимеров, таких как полимеры, которые не разлагаются при температурах в интервале от 200°C до 400°C, в том числе при 250°C, 300°C и 350°C. Эти полимеры можно наносить, используя или не используя связующее вещество.
Согласно одному варианту осуществления, полимерное химическое соединение представляет собой полиимидное химическое соединение. Если антифрикционное покрытие 120 включает полиимид, полиимидное соединение может быть образовано из полиамовой кислоты, которая образуется в растворе в процессе полимеризации мономеров. Один пример такой полиамовой кислоты представляет собой Novastrat® 800 (поставляется на продажу компанией NeXolve). На стадии отверждения полиамовая кислота имидируется, образуя полиимид. Полиамовая кислота может быть получена в реакции диаминового мономера, такого как диамин, и ангидридного мономера, такого как диангидрид. При использовании в настоящем документе полиимидные мономеры описываются как диаминные мономеры и диангидридные мономеры. Однако следует понимать, что, хотя диаминный мономер включает два аминных фрагмента, в последующем описании любой мономер включающий, по меньшей мере, два аминных фрагмента, может считаться подходящим как диаминный мономер. Аналогичным образом, следует понимать, что, хотя диангидридный мономер включает два ангидридных фрагмента, в последующем описании любой мономер, включающий, по меньшей мере, два ангидридных фрагмента может считаться подходящим как диангидридный мономер. В реакции между ангидридными фрагментами ангидридного мономера и аминными фрагментами диаминного мономера образуется полиамовая кислота. Таким образом, при использовании в настоящем документе полиимидное химическое соединение, которое образуется в результате полимеризации определенных мономеров означает полиимид, который образуется в результате имидирования полиамовой кислоты, которая образуется из этих конкретных мономеров. Как правило, суммарное молярное соотношение ангидридных мономеров и диаминных мономеров может составлять приблизительно 1:1. Хотя полиимид может образовываться только из двух определенных химических соединений (один ангидридный мономер и один диаминный мономер), по меньшей мере, один ангидридный мономер может полимеризоваться, и, по меньшей мере, один диаминный мономер может полимеризоваться, образуя полиимид. Например, один ангидридный мономер может полимеризоваться с двумя различными диаминными мономерами. Можно использовать любой число сочетаний мономерных веществ. Кроме того, соотношение одного ангидридного мономера и другого ангидридного мономера или соотношение одного или нескольких диаминных мономеров и другого диаминного мономера может представлять собой любой соотношение, составляющее, например, приблизительно от 1:0,1 до 0,1:1, в том числе приблизительно 1:9, 1:4, 3:7, 2:3, 1:1, 3:2, 7:3, 4:1 или 1:9.
Ангидридный мономер, который, вместе с диаминным мономером, образует полиимид, может представлять собой любой ангидридный мономер. Согласно одному варианту осуществления, ангидридный мономер имеет структуру бензофенона. Согласно примерному варианту осуществления, диангидрид бензофенон-3,3’,4,4’-тетракарбоновой кислоты может представлять собой, по меньшей мере, один ангидридный мономер, из которого образуется полиимид. Согласно другим вариантам осуществления, у диаминного мономер может быть антраценовая структура, фенантреновая структура, пиреновая структура или пентаценовая структура, включая замещенные модификации вышеупомянутых диангидридов.
Диаминный мономер, который, вместе с ангидридным мономером, образует полиимид, может представлять собой любой диаминный мономер. Согласно одному варианту осуществления, диаминный мономер включает, по меньшей мере, один ароматический кольцевой фрагмент. Фиг.4 и 5 представляют примеры диаминных мономеров, которые, вместе с одним или несколькими выбранными ангидридными мономерами, могут образовывать полиимид, представляющий собой полимерное химическое соединение. Диаминный мономер может содержать один или несколько атомов углерода, соединяющих два ароматических кольцевых фрагмента друг с другом, как представлено на фиг.4, причем R на фиг.5 соответствует алкильному фрагменту, включающему один или несколько атомов углерода. В качестве альтернативы, диаминный мономер может иметь два ароматических кольцевых фрагмента, которые непосредственно соединены друг с другом и не разделены, по меньшей мере, одним атомом углерода, как представлено на фиг.5. Диаминный мономер может содержать один или несколько алкильных фрагментов, которые обозначены как R' и R" на фиг.4 и 5. Например, на фиг.4 и 5, R' и R" могут представлять собой алкильные фрагменты, такие как метильный, этильный, пропильный или бутильный фрагменты, присоединенные к одному или нескольким ароматическим кольцевым фрагментам. Например, диаминный мономер может содержать два ароматических кольцевых фрагмента, причем к каждому такому ароматическому кольцевому фрагменту присоединяется алкильный фрагмент, а соседний аминный фрагмент присоединяется к ароматическому кольцевому фрагменту. Следует понимать, что R' и R" на обеих фиг.4 и 5 могут представлять собой один и тот же химический фрагмент, или они могут представлять собой различные химические фрагменты. В качестве альтернативы, R' и/или R" на обеих фиг.4 и 5 могут вообще не представлять собой какие-либо атомы.
Два различных химических соединения, представляющие собой диаминные мономеры, могут образовывать полиимид. Согласно одному варианту осуществления, первый диаминный мономер включает два ароматических кольцевых фрагмента, которые непосредственно соединены друг с другом и не разделены соединяющими их атомами углерода, и второй диаминный мономер включает два ароматических кольцевых фрагмента, к которым присоединяется, по меньшей мере, один атом углерода, который соединяет друг с другом эти два ароматических кольцевых фрагмента. Согласно одному примерному варианту осуществления, первый диаминный мономер, второй диаминный мономер и ангидридный мономер имеют молярное соотношение (первый диаминный мономер : второй диаминный мономер : ангидридный мономер), составляющее приблизительно 0,465:0,035:0,5. Однако соотношение первого диаминного мономера и второго диаминного мономера может различаться в интервале от приблизительно 0,01:0,49 до приблизительно 0,40:0,10, хотя соотношение ангидридных мономеров сохраняется равным приблизительно 0,5.
Согласно одному варианту осуществления, полиимидное соединение образуют в результате полимеризации, по меньшей мере, первый диаминный мономер, второй диаминный мономер и ангидридный мономер, причем первый и второй диаминный мономеры представляют собой различные химические соединения. Согласно одному варианту осуществления, ангидридный мономер представляет собой бензофенон, первый диаминный мономер включает два ароматических кольца, непосредственно связанных друг с другом, и второй диаминный мономер включает два ароматическое кольца, связанных друг с другом, по меньшей мере, через один атом углерода, соединяющий первое и второе ароматические кольца. Первый диаминный мономер, второй диаминный мономер и ангидридный мономер могут иметь молярное соотношение (первый диаминный мономер : второй диаминный мономер : ангидридный мономер), составляющее приблизительно 0,465:0,035:0,5.
Согласно примерному варианту осуществления, первый диаминный мономер представляет собой орто-толидин, второй диаминный мономер представляет собой 4,4'-метилен-бис(2-метиланилин), и ангидридный мономер представляет собой диангидрид бензофенон-3,3',4,4'-тетракарбоновой кислоты. Первый диаминный мономер, второй диаминный мономер и ангидридный мономер могут иметь молярное соотношение (первый диаминный мономер : второй диаминный мономер : ангидридный мономер), составляющее приблизительно 0,465:0,035:0,5.
Согласно некоторым вариантам осуществления, полиимид может образовываться в результате полимеризации одного или нескольких из следующих соединений: диангидрид бицикло[2,2,1]гептан-2,3,5,6-тетракарбоновой кислоты, 1,2:3,4диангидрид циклопентан-1,2,3,4-тетракарбоновой кислоты, диангидрид бицикло[2,2,2]октан-2,3,5,6-тетракарбоновой кислоты, 2,3:6,7-диангидрид 4arH,8acH-декагидро-1t,4t:5c,8c-диматанонафталин-2t,3t,6c,7c-тетракарбоновой кислоты, 2,3:6,7-диангидрид 2c,3c,6c,7c-тетракарбоновой кислоты, 2,3:5,5-диангидрид 5-эндо-карбоксиметилбицикло[2,2.1]-гептан-2-экзо,3-экзо,5-экзо-трикарбоновой кислоты, ангидрид 5-(2,5-диоксотетрагидро-3-фуранил)-3-метил-3-циклогексен-1,2-дикарбоновой кислоты, изомеры бис(аминометил)бицикло[2,2,1]гептана, или 4,4'-метиленбис(2-метилциклогексиламин), пиромеллитовый диангидрид (PMDA), 3,3',4,4'-бифенилдиангидрид (4,4'-BPDA), 3,3',4,4'-бензофенондиангидрид (4,4'-BTDA), 3,3',4,4'-оксидифталевый ангидрид (4,4'-ODPA), 1,4-бис(3,4-дикарбоксил-фенокси)бензолдиангидрид (4,4'-HQDPA), 1,3-бис(2,3-дикарбоксил-фенокси)бензолдиангидрид (3,3'-HQDPA), 4,4'-бис(3,4- дикарбоксилфеноксифенил)-изопропилидендиангидрид (4,4'-BPADA), 4,4'-(2,2,2-трифтор-1-пентафторфенилэтилиден)дифталевый диангидрид (3FDA), 4,4'-оксидианилин (ODA), м-фенилендиамин (MPD), п-фенилендиамин (PPD), м-толуолдиамин (TDA), 1,4-бис(4-аминофенокси)бензол (1,4,4-APB), 3,3'-(м-фениленбис(окси)дианилин (APB), 4,4'-диамино-3,3'-диметилдифенилметан (DMMDA), 2,2'-бис(4-(4-аминофенокси)фенил)пропан (BAPP), 1,4-циклогександиамин, 2,2'-бис[4-(4-амино-фенокси)фенил]гексафторизопропилиден (4-BDAF), 6-Амино-1-(4'-аминофенил)-1,3,3-триметилиндан (DAPI), малеиновый ангидрид (MA), цитраконовый ангидрид (CA), надиковый ангидрид (NA), ангидрид 4-(фенилэтинил)-1,2-бензолдикарбоновой кислоты (PEPA), 4,4'-диаминобензанилид (DABA), 4,4'-(гексафторизопропилиден)дифталевый ангидрид (6-FDA), пиромеллитовый диангидрид, диангидрид бензофенон-3,3',4,4'-тетракарбоновой кислоты, диангидрид 3,3',4,4'-бифенилтетракарбоновой кислоты, 4,4'-(гексафторизопропилиден)дифталевый ангидрид, диангидрид перилен-3,4,9,10-тетракарбоновой кислоты, 4,4'-оксидифталевый ангидрид, 4,4'-(гексафторизопропилиден)дифталевый ангидрид, 4,4'-(4,4'-тзопропилидендифенокси)бис(фталевый ангидрид), диангидрид 1,4,5,8-нафталинтетракарбоновой кислоты, диангидрид 2,3,6,7-нафталинтетракарбоновой кислоты, а также материалы, которые описывают патент США № 7619042, патент США № 8053492, патент США № 4880895, патент США № 6232428, патент США № 4595548, публикация международной патентной заявки WO № 2007/016516, патентная публикация США № 2008/0214777, патент США № 6444783, патент США № 6277950 и патент США № 4680373. Фиг.6 представляет химические структуры некоторых подходящих мономеров, которые можно использовать для образования полиимидного покрытия, наносимого на стеклянный корпус 102. Согласно следующему варианту осуществления, в растворе полиамовой кислоты, из которой образуется полиимид, может содержаться поли(пиромеллитдиангидрид-ко-4,4'-оксидианилин)амовая кислота (поставляется на продажу компанией Aldrich).
Согласно следующему варианту осуществления, полимерное химическое соединение может представлять собой фторполимер. Фторполимер может представлять собой сополимер, в котором оба мономера фторированы в высокой степени. Некоторые из мономеров фторполимера могут представлять собой фторэтилен. Согласно одному варианту осуществления, полимерное химическое соединение включает аморфный фторполимер, такой как, но не ограничиваясь этим, Teflon AF (поставляется на продажу компанией DuPont). Согласно следующему варианту осуществления, полимерное химическое соединение включает частицы перфторалкоксильного (PFA) полимера, в том числе, но не ограничиваясь этим, Teflon PFA TE-7224 (поставляется на продажу компанией DuPont).
Согласно следующему варианту осуществления, полимерное химическое соединение может включать кремнийорганический полимер. Кремнийорганический полимер может представлять собой имеющий высокую степень разветвления трехмерный полимер, который составляют разветвленные клеткообразные олигосилоксаны, имеющие общую формулу RnSi(X)mOy, где R представляет собой нереакционноспособный заместитель, как правило, метил или фенил, и X представляет собой OH или H. Без намерения ограничиваться теорией, считается, что отверждение полимера происходит посредством реакции конденсации фрагментов Si-OH с образованием связей Si-O-Si. Кремнийорганический полимер может иметь, по меньшей мере, одно из четырех возможных функциональных силоксановых мономерных звеньев, которые включают М-полимеры, D-полимеры, T-полимеры и Q-полимеры, причем М-полимеры означают полимеры, имеющие общую формулу R3SiO, D-полимеры означают полимеры, имеющие общую формулу R2SiO2, T-полимеры означают полимеры, имеющие общую формулу RSiO3, и Q-полимеры означают полимеры, имеющие общую формулу SiO4 (плавленый кварц). Согласно некоторым вариантам осуществления, полимеры состоят из звеньев типа D и T (DT-полимеры) или из звеньев типа M и Q (MQ-полимеры). Согласно другим вариантам осуществления, также используются и другие сочетания (MDT, MTQ, QDT).
Согласно одному варианту осуществления, полимерное химическое соединение включает фенилметилкремнийорганические полимеры вследствие их более высокой термической устойчивости по сравнению с метил- или фенилкремнийорганическими полимерами. Соотношение фенильных и метильных фрагментов в кремнийорганических полимерах может изменяться в полимерном химическом соединении. Согласно одному варианту осуществления, соотношение фенильных и метильных фрагментов составляет приблизительно 1,2. Согласно следующему варианту осуществления, соотношение фенильных и метильных фрагментов составляет приблизительно 0,84. Согласно другим вариантам осуществления, соотношение фенильных и метильных фрагментов может составлять приблизительно 0,5, 0,6, 0,7, 0,8, 0,9, 1,0, 1,1, 1,3, 1,4 или 1,5. Согласно одному варианту осуществления, кремнийорганический полимер представляет собой DC 255 (поставляется на продажу компанией Dow Corning). Согласно следующему варианту осуществления, кремнийорганический полимер представляет собой DC806A (поставляется на продажу компанией Dow Corning). Согласно другим вариантам осуществления, полимерное химическое соединение может включать любой из полимеров серии DC (поставляется на продажу компанией Dow Corning) и/или полимеры Hardsil серий AP и AR (поставляются на продажу компанией Gelest). Можно использовать кремнийорганические полимеры, в которых содержится связующее вещество, или без связующего вещества.
Согласно следующему варианту осуществления, полимерное химическое соединение может включать полимеры на силсесквиоксановой основе, в том числе, но не ограничиваясь этим, T-214 (поставляется на продажу компанией Honeywell), SST-3M01 (поставляется на продажу компанией Gelest), POSS Imiclear (поставляется на продажу компанией Hybrid Plastics) и FOX-25 (поставляется на продажу компанией Dow Corning). Согласно одному варианту осуществления, полимерное химическое соединение может включать силанольный фрагмент.
Как показано на фиг.1 и 2, антифрикционное покрытие 120 можно наносить, осуществляя многостадийный процесс, в котором стеклянный корпус 102 вступает в контакт с раствором связующего вещества, образуя слой связующего вещества 180 (как описано выше), после чего осуществляется высушивание, а затем введение в контакт с раствором полимерного химического соединения, таким как раствор полимера или предшественника полимера, например, в процессе погружения, или, в качестве альтернативы, слой 170 полимерного химического соединения можно наносить, осуществляя распыление или другой подходящий процесс, и высушивать, а затем отверждать при высоких температурах. В качестве альтернативы, если слой связующего вещества 180 не используется, и полимерное химическое соединение полимерного слоя 170 может быть непосредственно нанесено на внешнюю поверхность 108 стеклянного корпуса 102. Согласно следующему варианту осуществления, полимерное химическое соединение и связующее вещество можно смешивать в антифрикционном покрытии 120, и раствор, содержащий полимерное химическое соединение и связующее вещество, можно наносить на стеклянный корпус 102 в одностадийном процессе нанесения покрытия.
Согласно одному варианту осуществления, полимерное химическое соединение включает полиимид, и в таком случае раствор полиамовой кислоты наносится поверх слоя связующего вещества 180. Согласно другим вариантам осуществления, можно использовать производное полиамовой кислоты, такое как, например, соль полиамовой кислоты, сложный эфир полиамовой кислоты и т.п. Согласно одному варианту осуществления, раствор полиамовой кислоты может представлять собой смесь 1 об.% полиамовой кислоты и 99 об.% органического растворителя. Органический растворитель может представлять собой смесь толуола и, по меньшей мере, одного из таких растворителей, как N,N-диметилацетамид (DMAc), N,N-диметилформамид (DMF) и 1-метил-2-пирролидон (NMP), или их смесь. Согласно одному варианту осуществления, раствор в органическом растворителе включает приблизительно 85 об.%, по меньшей мере, одного растворителя, такого как DMAc, DMF и NMPP, и приблизительно 15 об.% толуола. Однако можно использовать и другие подходящие органические растворители. Покрытый стеклянный контейнер 100 можно затем высушивать приблизительно при 150°C в течение приблизительно 20 минут, или можно использовать любые другие сроки и температуры, достаточные для надлежащего высвобождения органического растворителя, который присутствует в антифрикционном покрытии 120.
Согласно варианту осуществления многослойного антифрикционного покрытия, после того, как стеклянный корпус 102 вступает в контакт со связующим веществом для образования слоя связующего вещества 180 и с раствором полиамовой кислоты для образования полимерного слоя 170, покрытый стеклянный контейнер 100 может отверждаться при высоких температурах. Покрытый стеклянный контейнер 100 может отверждаться при 300°C в течение приблизительно 30 минут или менее, или он может отверждаться при температуре, составляющей более чем 300°C, в том числе, по меньшей мере, 320°C, 340°C, 360°C, 380°C или 400°C, в течение менее продолжительного времени. Без ограничения теорией, считается, что стадия отверждения происходит имидирование полиамовой кислоты в полимерном слое 170 посредством реакции карбоксильных фрагментов и амидных фрагментов с образованием полимерного слоя 170, включающего полиимид. Отверждение можно также упрочнять связи между полиимидом и связующим веществом. Покрытый стеклянный контейнер 100 затем охлаждается до комнатной температуры.
Кроме того, без ограничения теорией, считается, что при отверждении связующего вещества, полимерного химического соединения или обоих веществ происходит высвобождение молекул летучих веществ, таких как вода и органические соединения. По существу, эти летучие вещества, которые высвобождаются в процессе отверждения, не присутствуют, когда изделие, которое используется в качестве контейнера, подвергается термической обработке (такой как депирогенизация) или вступает в контакт с материалом, для упаковки которого предназначается контейнер, таким как фармацевтический материал. Следует понимать, что процессы отверждения, которые описаны в настоящем документе, представляют собой отдельные процессы термической обработки, которые отличаются от термической обработки, описанной в настоящем документе, такие как процессы термической обработки, аналогичные или идентичные промышленным процессам упаковки фармацевтических веществ, включая процессы депирогенизации или термической обработки, используемые для определения термической устойчивости, как описано в настоящем документе.
Стеклянные контейнеры, на которые можно наносить антифрикционное покрытие 120, могут быть изготовлены из разнообразных видов стеклянных композиций. Конкретную композицию стеклянного изделия можно выбирать в зависимости от конкретного применения, таким образом, чтобы стекло имело желательный набор физических свойств.
Стеклянные контейнеры можно изготавливать из стеклянной композиции, которая имеет коэффициент термического расширения, составляющий приблизительно от 25•10-7/°C до 80•10-7/°C. Например, согласно некоторым вариантам осуществления, которые описаны в настоящем документе, стеклянный корпус 102 изготовлен из содержащих алюмосиликаты щелочных металлов стеклянных композиций, которые обеспечивают повышение прочности посредством ионного обмена. Такие композиции, как правило, включают сочетание SiO2, Al2O3, по меньшей мере, один оксид щелочноземельного металла и один или несколько оксидов щелочных металлов, таких как Na2O и/или K2O. Согласно некоторым из этих вариантов осуществления, в стеклянной композиции могут отсутствовать бор и соединения, содержащие бор. Согласно некоторым другим вариантам осуществления стеклянные композиции могут дополнительно содержать в небольших количествах один или несколько дополнительных оксидов, такие как, например, SnO2, ZrO2, ZnO, TiO2, As2O3 и т.п. Эти компоненты можно добавлять как осветляющие вещества и/или для дополнительного повышения химической устойчивости стеклянной композиции. Согласно следующему варианту осуществления, стеклянная поверхность может включать покрытие, состоящее из оксидов металлов, включая SnO2, ZrO2, ZnO, TiO2, As2O3 и т.п.
Согласно некоторым вариантам осуществления, которые описаны в настоящем документе, прочность стеклянного корпуса 102 повышается, например, посредством ионообменного упрочнения, называемого в настоящем документе термином "стекло после ионного обмена". Например, стеклянный корпус 102 может иметь сжимающее напряжение, которое равно или составляет более чем приблизительно 300 МПа, или даже равно или составляет более чем приблизительно 350 МПа. Согласно некоторым вариантам осуществления, сжимающее напряжение может находиться в интервале от приблизительно 300 МПа до приблизительно 900 МПа. Однако следует понимать, что, согласно некоторым вариантам осуществления, сжимающее напряжение в стекле может составлять менее чем 300 МПа или более чем 900 МПа. Согласно некоторым вариантам осуществления, стеклянный корпус 102 может иметь глубину слоя, которая равно или составляет более чем 20 мкм. Согласно некоторым из этих вариантов осуществления, глубина слоя может составлять более чем 50 мкм или даже равняться или составлять более чем 75 мкм. Согласно следующим вариантам осуществления, глубина слоя может равняться или составлять более чем 100 мкм. Ионообменное упрочнение может осуществляться в ванне с расплавленной солью, температура которой поддерживается в интервале от приблизительно 350°C до приблизительно 500°C. Для достижения желательного сжимающего напряжения (непокрытый) стеклянный контейнер можно выдерживать в солевой ванна в течение периода, составляющего менее чем приблизительно 30 часов или даже менее чем приблизительно 20 часов. Например, согласно одному варианту осуществления стеклянный контейнер выдерживается в солевой ванне, содержащей 100% KNO3, при 450°C в течение приблизительно 8 часов.
Согласно одному конкретному примерному варианту осуществления, стеклянный корпус 102 может быть изготовлен из пригодной для ионного обмена стеклянной композиции, которую описывает находящаяся на рассмотрении патентная заявка США № 13/660894, поданная 25 октября 2012, озаглавленный "Стеклянные композиции с улучшенной химической и механической устойчивостью" и принадлежащей компании Corning, Incorporated.
Однако следует понимать, что покрытые стеклянные контейнеры 100, которые описаны в настоящем документе, можно изготавливать, используя другие стеклянные композиции, в том числе, без ограничения, пригодные для ионного обмена стеклянные композиции и не пригодные для ионного обмена стеклянные композиции. Например, согласно некоторым вариантам осуществления, стеклянный контейнер можно изготавливать, используя стеклянные композиции типа 1B, такие как, например, алюмосиликатное стекло типа 1B компании Schott.
Согласно некоторым вариантам осуществления, которые описаны в настоящем документе, стеклянное изделие можно изготавливать из стеклянной композиции, которая удовлетворяет критериям фармацевтических стекол, описанных в распорядительных документах, таких как USP (фармакопея США), EP (европейская фармакопея) и JP (японская фармакопея), на основании устойчивости стекол к гидролизу.
Композиции стекла, из которых сформированы стеклянные контейнеры, являются химически долговечными и устойчивыми к деградации в соответствии со стандартом ISO 720. Стандарт ISO 720 определяет меру устойчивости стекла к деградации в дистиллированной воде (т.е. гидролитическую стойкость стекла). Стандарт ISO 720 разбит на отдельные типы. Тип HGA 1 указывает на извлечение до 62 мг эквивалента Na2O; Тип HGA 2 указывает на более чем 62 мг и до 527 мг извлеченного эквивалента Na2О; и HGA 3 указывает на содержание более 527 мг и до 930 мг экстрагированного эквивалента Na2О. Описанные здесь составы стекла имеют гидролитическую стойкость типа HGA 2 ISO 720, а некоторые варианты осуществления имеют гидролитическую устойчивость типа HGA 1. Следует понимать, что ранжирование более низкого класса улучшает характеристики гидролитической устойчивости. Соответственно, композиция, оцененная как HGA 1, имеет лучшую гидролитическую стойкость, чем композиция, оцененная как HIGA 2.
Согласно USP 660 и EP 7, боросиликатные стекла удовлетворяют критериям типа I и обычно используются для упаковки парентеральных лекарственных средств. Примеры боросиликатного стекла включают, но не ограничиваясь этим Corning® Pyrex® 7740 и 7800, Wheaton 180, 200 и 400, Schott Duran, Schott Fiolax, KIMAX® N-51A, Gerrescheimer GX-51 Flint и другие.
Натриево-кальциево-силикатное стекло удовлетворяет критериям типа III и является приемлемым для упаковки сухих порошков, которые впоследствии растворяют для изготовления растворов или буферных растворов. Стекла типа III также являются подходящими для упаковки жидких композиций, которые оказываются нечувствительными к щелочи. Примеры натриево-кальциево-силикатного стекла типа III включают Wheaton 800 и 900. Выщелоченные натриево-кальциево-силикатные стекла имеют повышенное содержание гидроксида натрия и оксида кальция и удовлетворяют критериям типа I. Эти стекла являются менее устойчивыми к выщелачиванию, чем стекла типа I, но более устойчивыми, чем стекла типа III. Стекла типа II можно использовать для изделий, которые сохраняют pH на уровне ниже 7 в течение своего срока хранения. Примеры включают обработанные сульфатом аммония натриево-кальциево-силикатные стекла. Эти фармацевтические стекла содержат разнообразные химические соединения и имеют коэффициент линейного термического расширения (CTE) в интервале от 25•10-7/°C до 80•10-7/°C.
Когда покрытые стеклянные изделия, которые описаны в настоящем документе, представляют собой стеклянные контейнеры, стеклянный корпус 102 покрытых стеклянных контейнеров 100 может принимать многочисленные разнообразные формы. Например, стеклянные корпуса, которые описаны в настоящем документе, можно использовать для изготовления покрытых стеклянных контейнеров 100, таких как склянки, ампулы, картриджи, корпуса шприцов и/или любые другие стеклянные контейнеры для хранения фармацевтических композиций. Кроме того, способность химического упрочнения стеклянных контейнеров перед нанесением покрытия можно использовать для дальнейшего повышения механической устойчивости стеклянных контейнеров. Соответственно, следует понимать, что, согласно, по меньшей мере, одному варианту осуществления, стеклянные контейнеры можно подвергать ионообменному упрочнению перед нанесением антифрикционного покрытия. В качестве альтернативы, другие способы упрочнения, такие как термическое закаливание, огневое полирование и ламинирование, которые описаны в патенте США № 7201965, можно использовать для повышения прочности стекла перед нанесением покрытия.
Согласно одному варианту осуществления, связующее вещество включает силановое химическое соединение, такое как алкоксисилан, которое может улучшать адгезию полимерного химического соединения к стеклянному корпусу. Без ограничения теорией, считается, что молекулы алкоксисилана быстро гидролизуются в воде, образуя изолированные мономеры, циклические олигомеры и большие внутримолекулярные циклические соединения. Согласно разнообразным вариантам осуществления, в которых решающее значение имеет природа веществ, результат могут определять тип силана, концентрация, значение pH, температура, условия хранения и время. Например, при низких концентрациях в водных растворах аминопропилтриалкоксисилан (APS) может оставаться устойчивым и образовывать мономеры трисиланола и имеющие очень низкую молекулярную массу циклические олигомеры.
Без ограничения теории, считается, что, эта реакция одного или нескольких силановых химических соединений со стеклянным корпусом можно включать несколько стадий. Как представлено на фиг.31, согласно некоторым вариантам осуществления, в результате гидролиза силанового химического соединения может образовываться реакционноспособный силанольный фрагмент, который может конденсироваться с другими силанольными фрагментами, например, с фрагментами на поверхности подложки, такие как стеклянный корпус. После того, как гидролизуются первый и второй гидролизуемые фрагменты, может начинаться реакция конденсации. Согласно некоторым вариантам осуществления, склонность в отношении самоконденсации можно регулировать, осуществляя использование свежих растворов и спиртовых растворителей, разбавление и тщательный выбор интервалов значений pH. Например, силантриолы являются наиболее устойчивыми при pH от 3 до 6, но быстро конденсируются при pH от 7 до 9,3, и в результате частичной конденсации силанольных мономеров могут образовываться силсесквиоксаны. Как представлено на фиг.31, силанольные фрагменты образующихся частиц могут образовывать водородные связи с силанольными фрагментами на подложке, и в процессе высушивания или отверждения могут образовываться ковалентные связи с подложкой при высвобождении воды. Например, в результате цикла отверждения при умеренной температуре (110°C в течение 15 минут) силанольные фрагменты могут оставаться в свободной форме и, с участием любой органосилановой функциональной группы, может образовываться связь с последующим верхним покрытием, обеспечивая улучшенную адгезию.
Согласно некоторым вариантам осуществления, одно или несколько силановых химических соединений связующего вещества могут включать аминный фрагмент. Без ограничения теорией, считается, что данный аминный фрагмент может действовать как основной катализатор в реакциях гидролиза и конденсационной сополимеризации и повышать скорость адсорбции силанов, имеющих аминный фрагмент, на стеклянной поверхности. Он может также создавать высокий уровень pH (от 9,0 до 10,0) в водном растворе, при котором обрабатывается стеклянная поверхность, и увеличивается плотность поверхностных силанольных фрагментов. Сильное взаимодействие с водой и протонными растворителями поддерживает растворимость и устойчивость имеющего аминный фрагмент силанового химического соединения, такого как APS.
Согласно примерному варианту осуществления, стеклянный корпус может включать стекло после ионного обмена, и связующее вещество может представлять собой силан. Согласно некоторым вариантам осуществления, адгезия антифрикционного покрытия к стеклянному корпусу после ионного обмена может быть сильнее, чем адгезия антифрикционного покрытия к стеклянному корпусу до ионного обмена. Без ограничения теорией, считается, что любой из нескольких аспектов стекла после ионного обмена может усиливать связывание и/или адгезию по сравнению со стеклом до ионного обмена. Во-первых, у стекла после ионного обмена может наблюдаться повышенная химическая/гидролитическая устойчивость, которая может влиять на устойчивость связующего вещества и/или его адгезию к стеклянной поверхности. Стекло до ионного обмена, как правило, имеет меньшую гидролитическую устойчивость, и в условиях повышенной влажности и/или повышенной температуры ионы щелочных металлов могут мигрировать из стеклянного корпуса на границу раздела стеклянной поверхности и слоя связующего вещества (если оно присутствует) или даже мигрировать в слой связующего вещества, если он присутствует. Если ионы щелочных металлов мигрируют, как описано выше, и существует изменение pH, то гидролиз связей Si-O-Si на границе раздела стекла и слоя связующего вещества или в самом слое связующего вещества может ослаблять механические свойства связующего вещества или его адгезию к стеклу. Во-вторых, когда стекло после ионного обмена выдерживается в ванне, содержащей сильный окислитель, например, в ванне с нитратом калия, при повышенной температуре, составляющей, например, от 400°C до 450°C, и извлекается, органический химические соединения удаляются с поверхности стекла, делая его особенно хорошо приспособленным для силановых связующих веществ без дополнительной очистки. Например, для стекла до ионного обмена может потребоваться осуществление дополнительной обработки для очистки поверхности, что увеличивает продолжительность и стоимость процесса.
Согласно одному примерному варианту осуществления, связующее вещество может включать, по меньшей мере, один силан, включающий аминный фрагмент, и полимерное химическое соединение может включать полиимидное химическое соединение. Далее, как показывает фиг.32, без ограничения теорией, считается, что взаимодействие между этим аминным фрагментом и полиамовой кислотой, которая является предшественником полиимида, осуществляется как многостадийный процесс. Как представлено на фиг.32, первая стадия представляет собой образование соли полиамовой кислоты при взаимодействии карбоксильного фрагмента полиамовой кислоты и аминного фрагмента. Вторая стадия представляет собой термическое превращение соли в амидный фрагмент. Третья стадия представляет собой дальнейшее превращение амидного фрагмента в имидный фрагмент с расщеплением амидных связей полимера. Результат представляет собой ковалентное связывание имида с укороченной полимерной цепью (полиимидной цепью) к аминному фрагменту связующего вещества, как представлено на фиг.32.
Рассмотрим вместе фиг.7 и 8, где фиг.7 представляет технологическую блок-схему 500 способа изготовления покрытого стеклянного контейнера 100, имеющего антифрикционное покрытие, и фиг.8 схематически представляет процесс, который описывает данная блок-схема. На первой стадии 502 стеклянная трубчатая заготовка 1000, изготовленная из пригодной для ионного обмена стеклянной композиции, сначала превращается в стеклянные контейнеры 900 (в частности, стеклянные ампулы, согласно представленному варианту осуществления) с использованием традиционных технологий изготовления и формования. На стадии 504 стеклянные контейнеры 900 помещаются в магазин 604 с использованием механический магазинный погрузчик 602. Магазинный погрузчик 602 может представлять собой механическое захватывающее устройство, такое как зажимное устройство или подобное устройство, которое способно захватывать множество стеклянных контейнеров одновременно. В качестве альтернативы захватывающего устройства, можно использовать вакуумную систему, чтобы захватывать стеклянные контейнеры 900. К магазинному погрузчику 602 может присоединяться робот-манипулятор или другое аналогичное устройство, способное располагать магазинный погрузчик 602 по отношению к стеклянным контейнерам 900 и магазину 604.
На следующей стадии 506 магазин 604, загруженный стеклянными контейнерами 900, перемещают, используя механический конвейер, такой как ленточный конвейер 606, мостовой кран или подобное устройство, в зону загрузки кассет. После этого, на стадии 508 магазин 604 помещается в кассету 608. Кассета 608 имеет конструкцию, вмещающую множество магазинов, таким образом, что большое число стеклянных контейнеров можно обрабатывать одновременно. Каждый магазин 604 помещают в кассету 608, используя кассетный погрузчик 610. Кассетный погрузчик 610 может представлять собой механическое захватывающее устройство, такое как зажимное устройство или подобное устройство, которое способно захватывать один или несколько магазинов одновременно. В качестве альтернативы захватывающего устройства, можно использовать вакуумную систему, чтобы захватывать магазины 604. К кассетному погрузчику 610 может присоединяться робот-манипулятор или другое аналогичное устройство, способное располагать кассетный погрузчик 610 по отношению к кассете 608 и магазину 604.
На следующей стадии 510 кассета 608, содержащая магазины 604 и стеклянные контейнеры 900, перемещается в ионообменную установку и загружается в ионообменный резервуар 614, в котором осуществляется химическое упрочнение стеклянных контейнеров 900. Кассета 608 перемещается в ионообменную установку посредством кассетного переносного устройства 612. Кассетное переносное устройство 612 может представлять собой механическое захватывающее устройство, такое как зажимное устройство или подобное устройство, которое способно захватывать кассету 608. В качестве альтернативы захватывающего устройства, можно использовать вакуумную систему, чтобы захватывать кассету 608. Кассетное переносное устройство 612 и присоединенную к нему кассету 608 можно автоматически перемещать из зоны загрузки кассет в ионообменную установку, используя мостовую рельсовую систему, такую как портальный кран или аналогичное устройство. В качестве альтернативы, кассетное переносное устройство 612 и присоединенную к нему кассету 608 можно автоматически перемещать из зоны загрузки кассет в ионообменную установку, используя робот-манипулятор. Согласно следующему варианту осуществления, кассетное переносное устройство 612 и присоединенную к нему кассету 608 можно автоматически перемещать из зоны загрузки кассет в ионообменную установка, используя конвейер, и, после этого их можно перемещать с конвейера в ионообменный резервуар 614, используя робот-манипулятор или мостовой кран.
Когда кассетное переносное устройство 612 и присоединенная к нему кассета находятся в ионообменной установке, кассету 608 и содержащиеся в ней стеклянные контейнеры 900 можно предварительно нагревать перед погружением кассеты 608 и стеклянных контейнеров 900 в ионообменный резервуар 614. Кассету 608 можно предварительно нагревать до температуры, которая выше комнатной температуры и равна или меньше чем температура расплавленной соли в ванне ионообменного резервуара. Например, стеклянные контейнеры можно предварительно нагревать до температуры, составляющей приблизительно от 300°C до 500°C.
Ионообменный резервуар 614 содержит ванну с расплавленной солью 616, такой как расплавленная соль щелочного металла, например, KNO3, NaNO3 и/или их сочетания. Согласно одному варианту осуществления, ванна с расплавленной солью содержит 100% расплавленного KNO3 и поддерживается при температуре, которая равна или составляет более чем приблизительно 350°C и равна или составляет менее чем приблизительно 500°C. Однако следует понимать, что можно также использовать ванны, содержащие расплавленные соли щелочных металлов, имеющие другие разнообразные составы и/или температуры, чтобы осуществлять ионный обмен стеклянных контейнеров.
На стадии 512 стеклянные контейнеры 900 подвергаются ионообменному упрочнению в ионообменном резервуаре 614. В частности, стеклянные контейнеры погружают в расплавленную соль и выдерживают в расплаве в течение периода времени, достаточного для достижения желательного сжимающего напряжения и глубины слоя в стеклянных контейнерах 900. Например, согласно одному варианту осуществления, стеклянные контейнеры 900 можно выдерживать в ионообменном резервуаре 614 в течение периода времени, достаточного для достижения глубины слоя, составляющего вплоть до приблизительно 100 мкм, и при этом сжимающее напряжение составляет, по меньшей мере, приблизительно 300 МПа или даже 350 МПа. Период выдерживания может составлять менее чем 30 часов или даже менее чем 20 часов. Однако следует понимать, что период времени, в течение которого стеклянные контейнеры выдерживаются в резервуаре 614, может изменяться в зависимости от состава стеклянного контейнера, состава расплавленной соли, содержащейся в ванне 616, температуры содержащей расплавленную соль ванны 616, а также от желательной глубины слоя и желательного сжимающего напряжения.
После осуществления ионообменного упрочнения стеклянных контейнеров 900 кассета 608 и стеклянные контейнеры 900 извлекаются из ионообменного резервуара 614 с использованием кассетного переносного устройства 612, с которым соединяется робот-манипулятор или мостовой кран. В процессе извлечения из ионообменного резервуара 614 кассета 608 и стеклянные контейнеры 900 подвешиваются над ионообменным резервуаром 614, и кассета 608 поворачивается вокруг горизонтальной оси таким образом, что любая расплавленная соль, оставшаяся в стеклянных контейнерах 900, выливается обратно в ионообменный резервуар 614. После этого кассета 608 поворачивается назад в свое исходное положение, и стеклянные контейнеры оставляют для охлаждения перед промыванием.
Кассета 608 и стеклянные контейнеры 900 затем перемещаются на промывочную установку с использованием кассетного переносного устройства 612. Это перемещение можно осуществлять, используя робот-манипулятор или мостовой кран, как описано выше, или, в качестве альтернативы, автоматический конвейер, такой как ленточный конвейер, или аналогичное устройство. На следующей стадии 514 кассета 608 и стеклянные контейнеры 900 опускаются в промывочный резервуар 618, содержащий ванну с водой 620, для удаления любой избыточной соли с поверхностей стеклянных контейнеров 900. Кассету 608 и стеклянные контейнеры 900 можно опускать в промывочный резервуар 618, используя робот-манипулятор, мостовой кран или аналогичный устройство, которое соединяется с кассетным переносным устройством 612. Кассету 608 и стеклянные контейнеры 900 затем извлекают из промывочного резервуара 618, подвешивают над промывочным резервуаром 618, и кассета 608 поворачивается вокруг горизонтальной оси таким образом, что любая промывочная вода, оставшаяся в стеклянных контейнерах 900, сливается обратно в промывочный резервуар 618. Согласно некоторым вариантам осуществления, промывочная операция может осуществляться многократно, прежде чем кассета 608 и стеклянные контейнеры 900 перемещаются на следующую технологическую установку.
Согласно одному конкретному варианту осуществления, кассета 608 и стеклянные контейнеры 900 погружаются в ванну с водой, по меньшей мере, два раза. Например, кассета 608 может погружаться в первую ванну с водой и после этого во вторую, отличную от первой, ванну с водой, чтобы обеспечивать удаление всех остаточных солей щелочных металлов с поверхности стеклянного изделия. Воду из первой ванны с водой можно направлять на обработку использованной воды или в испаритель.
На следующей стадии 516 магазины 604 извлекаются из кассеты 608 с использованием кассетного погрузчика 610. После этого, на стадии 518, стеклянные контейнеры 900 извлекаются из магазина 604 с использованием магазинного погрузчика 602 и перемещаются в промывочную установку. На стадии 520 стеклянные контейнеры промываются струей деионизированной воды 624, выходящей из сопла 622. Струя деионизированной воды 624 может быть смешана со сжатым воздухом.
На стадии 521 (не представлено на чертеже. 8) стеклянные контейнеры 900 необязательно перемещаются на проверочную установку, где стеклянные контейнеры проверяются на наличие дефектов, загрязнений, обесцвечивания и т.п.
На стадии 522 стеклянные контейнеры 900 перемещаются с использованием магазинного погрузчика 602 в покровную установку, где на стеклянные контейнеры 900 наносится антифрикционное покрытие. Согласно некоторым вариантам осуществления, нанесение антифрикционного покрытия может включать нанесение связующего вещества непосредственно на поверхность стеклянного контейнера и нанесение полимерного химического соединения на связующее вещество, как описано выше. Согласно данным вариантам осуществления, стеклянные контейнеры 900 частично погружаются в первый погружной резервуар 626, который содержит связующее вещество 628, для нанесения этого связующего вещества на внешнюю поверхность стеклянных контейнеров. В качестве альтернативы, связующее вещество может быть нанесено посредством распыления. После этого, стеклянные контейнеры извлекаются из первого погружного резервуара 626, и связующее вещество высушивается. Согласно некоторым вариантам осуществления, таким как варианты осуществления, в которых связующее вещество включает один или несколько силановых химических соединений, как описано выше, стеклянные контейнеры 900 можно перемещать в печь, где стеклянные контейнеры 900 высушиваются приблизительно при 120°C в течение 15 минут.
Хотя процесс, который схематически представлен на фиг.8, включает стадию нанесения покрытия связующего вещества на внешнюю поверхность стеклянных контейнеров, следует понимать, что данная стадия используется только для таких покровных композиций, в которых должно содержаться связующее вещество. Согласно другим вариантам осуществления антифрикционных покрытий, в которых связующее вещество не требуется, стадия нанесения связующее вещество может быть пропущена.
После этого стеклянные контейнеры 900 перемещаются для нанесения покрытия в погружной резервуар 630 с использованием магазинного погрузчика 602. Покровный погружной резервуар 630 заполняет покровный раствор 632, содержащий полимерное химическое соединение, включая полимерное химическое соединение, которое описано выше в настоящем документе. Стеклянные контейнеры, по меньшей мере, частично погружаются в содержащий полимерное химическое соединение покровный раствор 632 для нанесения полимерного химического соединения на стеклянные контейнеры, в том числе непосредственно на внешнюю поверхность стеклянных контейнеров 900 или на связующее вещество, которое уже было нанесено на стеклянные контейнеры 900. После этого содержащий полимерное химическое соединение раствор высушивается для удаления любых растворителей. Согласно одному варианту осуществления, в котором покровный раствор полимерного химического соединения содержит Novastrat® 800, как описано выше, данный покровный раствор можно высушивать посредством перемещения стеклянных контейнеров 900 в печь и нагревания стеклянных контейнеров при 150°C в течение 20 минут. Когда содержащий полимерное химическое соединение покровный раствор высушивается, стеклянные контейнеры 900 можно (необязательно) повторно погружать в содержащий полимерное химическое соединение покровный погружной резервуар 630 для нанесения одного или нескольких дополнительных слоев полимерного химического соединения. Согласно некоторым вариантам осуществления, содержащее полимерное химическое соединение покрытие наносится на всю внешнюю поверхность контейнера, хотя, согласно другим вариантам осуществления, антифрикционное покрытие наносится только на часть внешней поверхности контейнер. Хотя связующее вещество и полимерное химическое соединение описаны в настоящем документе как наносимые на двух отдельных стадиях, согласно некоторым вариантам осуществления, следует понимать, что, согласно альтернативному варианту осуществления, связующее вещество и антифрикционное покрытие наносятся на одной стадии, например, когда связующее вещество и полимерное химическое соединение объединяются в смесь.
Когда содержащий полимерное химическое соединение покровный раствор 632 наносится на стеклянные контейнеры 900, полимерное химическое соединение отверждается на стеклянных контейнерах 900. Процесс отверждения зависит от типа полимерного химического соединения, которое содержится в покрытии, нанесенным в процессе нанесения покрытия, и может включать термическое отверждение покрытия, отверждение покрытия ультрафиолетовым излучением и/или их сочетание. Согласно вариантам осуществления, которые описаны в настоящем документе, если полимерное химическое соединение покрытие включает полиимид, такой как полиимид, который образуется из содержащего полиамовую кислоту Novastrat® 800 покровного раствора, описанного выше, стеклянные контейнеры 900 перемещаются в печь 634, где они нагреваются от 150°C до приблизительно 350°C в течение периода времени, составляющего приблизительно от 5 до 30 минут. После извлечения стеклянных контейнеров из печи содержащее полимерное химическое соединение покрытие отверждается, и в результате этого получается покрытый стеклянный контейнер с антифрикционным покрытием.
После того, как антифрикционное покрытие наносится на стеклянный контейнер, покрытые стеклянные контейнеры 100 перемещаются в упаковочный процесс на стадии 524, где контейнеры наполняются, и/или на дополнительную проверочную установку.
Разнообразные свойства покрытых стеклянных контейнеров (т.е. коэффициент трения, прочность при горизонтальном сжатии, прочность при четырехточечном изгибе) можно измерять, когда покрытые стеклянные контейнеры находятся в состоянии сразу после нанесения покрытия (т.е. непосредственно после нанесения покрытия без какой-либо дополнительной обработки) или после того, как осуществляются один или несколько технологических процессов, таких как процессы, аналогичные или идентичные технологическим процессам, осуществляемым на линии наполнения фармацевтических препаратов, таким как, без ограничения, промывание, лиофилизация, депирогенизация, обработка в автоклаве и т.п.
Депирогенизация представляет собой процесс, в котором от вещества отделяются пирогены. Депирогенизация стеклянных изделий, таких как фармацевтические упаковки, можно осуществляться посредством термической обработки, которой подвергается образец, и при которой образец выдерживается при повышенной температуре в течение некоторого периода времени. Например, депирогенизация может включать нагревание стеклянного контейнера при температуре, составляющей от приблизительно 250°C до приблизительно 380°C, в течение периода времени, составляющего от приблизительно 30 секунд до приблизительно 72 часов, в том числе, без ограничения, в течение 20 минут, 30 минут, 40 минут, 1 часа, 2 часов, 4 часов, 8 часов, 12 часов, 24 часов, 48 часов и 72 часов. После термической обработки стеклянный контейнер охлаждается до комнатной температуры. один традиционный способ депирогенизации, который обычно используется в фармацевтической промышленности, представляет собой термическую обработку при температуре, составляющей приблизительно 250°C, в течение приблизительно 30 минут. Однако предусмотрено, что продолжительность термической обработки можно уменьшать, если используются более высокие температуры. Покрытые стеклянные контейнеры, которые описаны в настоящем документе, можно выдерживать при повышенных температурах в течение некоторого периода времени. Повышенные температуры и периоды времени нагревания, которые описаны в настоящем документе, могут быть достаточными или нет для депирогенизации стеклянного контейнера. Однако следует понимать, что некоторые из значений температуры и продолжительности нагревания, которые описаны в настоящем документе, являются достаточными для депирогенизации покрытого стеклянного контейнера, такого как покрытые стеклянные контейнеры, описанные в настоящем документе. Например, как описано в настоящем документе, покрытые стеклянные контейнеры можно выдерживать при температуре, составляющей приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут.
При использовании в настоящем документе условия, в которых осуществляется лиофилизация (т.е. сублимационная сушка), означают процесс, в котором образец наполняется жидкостью, которая содержит белок, а затем осуществляется замораживание при -100°C с последующей сублимацией воды в течение 20 часов при -15°C в вакууме.
При использовании в настоящем документе условия обработки в автоклаве означают продувание образца паром в течение 10 минут при 100°C, последующее выдерживание образца в течение 20 минут при 121°C и заключительную термическую обработку в течение 30 минут при 121°C.
Коэффициент трения (μ) части покрытого стеклянного контейнера с антифрикционным покрытием может быть меньше, чем коэффициент трения поверхности непокрытого стеклянного контейнера, изготовленного из такой же стеклянной композиции. Коэффициент трения (μ) представляет собой количественную меру трения между двумя поверхностями, и его определяют механические и химические свойства первой и второй поверхностей, в том числе поверхность шероховатость, а также условия окружающей среды, такие как, но не ограничиваясь этим, температура и влажность. При использовании в настоящем документе, коэффициент трения, измеряемый для покрытого стеклянного контейнера 100, определяется как коэффициент трения между внешней поверхностью первого стеклянного контейнера (имеющего внешний диаметр, составляющий от приблизительно 16,00 мм и приблизительно 17,00 мм) и внешней поверхностью второго стеклянного контейнера, который является идентичным первому стеклянному контейнеру, причем первый и второй стеклянные контейнеры имеют одинаковый корпус и одинаковую композицию покрытия (если она нанесена), а также находятся в одинаковых условиях перед изготовлением, в процессе изготовления и после изготовления. Если другие условия не определены в настоящем документе, коэффициент трения означает максимальный коэффициент трения, измеренный при направленной в перпендикулярном направлении нагрузке 30 Н, причем измерение осуществляется на испытательном стенде для ампул, как описано в настоящем документе. Однако следует понимать, что покрытый стеклянный контейнер, который имеет максимальный коэффициент трения при определенной прилагаемой нагрузке, также имеет такой же или улучшенный (т.е. пониженный) максимальный коэффициент трения при меньшей нагрузке. Например, если покрытый стеклянный контейнер имеет максимальный коэффициент трения, составляющий 0,5 или менее, когда прилагаемая нагрузка составляет 50 Н, покрытый стеклянный контейнер также будет иметь максимальный коэффициент трения, составляющий 0,5 или менее, когда прилагаемая нагрузка составляет 25 Н.
Согласно вариантам осуществления, которые описаны в настоящем документе, коэффициент трения стеклянных контейнеров (в том числе покрытых и непокрытых) измеряют, используя испытательный стенд для ампул. Испытательный стенд 200 схематически представлен на фиг.9. Такое же устройство можно также использовать для измерения силы трения между двумя стеклянными контейнерами, помещенными в испытательный стенд. Испытательный стенд для ампул 200 включает первый зажим 212 и второй зажим 222, расположенные в перекрестной конфигурации. Первый зажим 212 включает первый фиксатор 214, прикрепленный к первому основанию 216. Первый фиксатор 214 прикрепляется к первому стеклянному контейнеру 210 и удерживает первый стеклянный контейнер 210 в неподвижном состоянии относительно первого зажима 212. Аналогичным образом, второй зажим 222 включает второй фиксатор 224, прикрепленный ко второму основанию 226. Второй фиксатор 224 прикрепляется ко второму стеклянному контейнеру 220 и удерживает в неподвижном состоянии относительно второго зажима 222. Первый стеклянный контейнер 210 расположен на первом зажиме 212, и второй стеклянный контейнер 220 расположен на втором зажиме 222 таким образом, что длинная ось первого стеклянного контейнера 210 и длинная ось второго стеклянного контейнера 220 расположены друг относительно друга под углом, составляющим приблизительно 90°, и на горизонтальной плоскости, которую определяют оси x и y.
Первый стеклянный контейнер 210 находится в контакте со вторым стеклянным контейнером 220 в точке контакта 230. вертикально направленная сила прилагается в направлении, перпендикулярном горизонтальной плоскости, которую определяют оси x и y. Вертикально направленную силу может создавать статическая масса или другая сила, прилагаемая ко второму зажиму 222 на неподвижном первом зажиме 212. Например, масса может быть расположена на втором основании 226, и первое основание 216 может быть расположена на устойчивой поверхности, создавая, таким образом, пригодный для измерения силы между первым стеклянным контейнером 210 и вторым стеклянным контейнером 220 в точке контакта 230. В качестве альтернативы, сила может быть приложена посредством механического устройства, такого как универсальное устройство для механических испытаний (UMT).
Первый зажим 212 или второй зажим 222 могут перемещаться друг относительно друга в направлении, которое проходит под углом 45° относительно длинной оси первого стеклянного контейнера 210 и второго стеклянного контейнера 220. Например, первый зажим 212 можно выдерживать неподвижно, и второй зажим 222 можно перемещать, таким образом, что второй стеклянный контейнер 220 перемещается относительно первого стеклянного контейнера 210 в направлении оси x. Аналогичную конфигурацию описывают R. L. De Rosa и др. в статье "Устойчивые к царапинам полиимидных покрытий для алюмосиликатных стеклянных поверхностей", Journal of Adhesion (Журнал адгезии), 2002 г., т. 78, с. 113-127. Чтобы измерить коэффициент трения, измеряют силу, которая требуется для перемещения второго зажима 222, и вертикально направленную силу, приложенную к первому и второму стеклянным контейнерам 210, 220, используя динамометрические датчики, и коэффициент трения вычисляют как частное от деления силы трения на вертикально направленную силу. Данный испытательный стенд работает в условиях температуры 25°C и относительной влажности 50%.
Согласно вариантам осуществления, которые описаны в настоящем документе, часть покрытого стеклянного контейнера с антифрикционным покрытием имеет коэффициент трения, равняющийся или составляющий менее чем приблизительно 0,7 относительно аналогичного покрытого стеклянного контейнера, при определении с испытательным стендом для ампул, который описан выше. Согласно другим вариантам осуществления, коэффициент трения может равняться или составлять менее чем приблизительно 0,6, или даже равняться или составлять менее чем приблизительно 0,5. Согласно некоторым вариантам осуществления, часть покрытого стеклянного контейнера с антифрикционным покрытием имеет коэффициент трения, равняющийся или составляющий менее чем приблизительно 0,4 или даже равняющийся или составляющий менее чем приблизительно 0,3. Покрытые стеклянные контейнеры, у которых коэффициенты трения равняются или составляют менее чем приблизительно 0,7, как правило, проявляют повышенное сопротивление к повреждению от трения, и, соответственно, имеют улучшенные механические свойства. Например, традиционные стеклянные контейнеры (без антифрикционного покрытия) могут иметь коэффициент трения, составляющий более чем 0,7.
Согласно некоторым вариантам осуществления, которые описаны в настоящем документе, коэффициент трения части покрытого стеклянного контейнера с антифрикционным покрытием составляет, по меньшей мере, на 20% меньше, чем коэффициент трения поверхности непокрытого стеклянного контейнера, изготовленного из такой же стеклянной композиции. Например, коэффициент трения части покрытого стеклянного контейнера с антифрикционным покрытием может составлять меньше, по меньшей мере, на 20%, по меньшей мере, на 25%, по меньшей мере, на 30%, по меньшей мере, на 40% или даже, по меньшей мере, на 50% менее чем коэффициент трения поверхности непокрытого стеклянного контейнера изготовленный из такой же стеклянной композиции.
Согласно некоторым вариантам осуществления, часть покрытого стеклянного контейнера с антифрикционным покрытием может иметь коэффициент трения, равняющийся или составляющий менее чем приблизительно 0,7 после выдерживания при температуре, составляющей приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут. Согласно другим вариантам осуществления, часть покрытого стеклянного контейнера с антифрикционным покрытием может иметь коэффициент трения, равняющийся или составляющий менее чем приблизительно 0,7, (т.е. равняющийся или составляющий менее чем приблизительно 0,6, равняющийся или составляющий менее чем приблизительно 0,5, равняющийся или составляющий менее чем приблизительно 0,4, или даже равняющийся или составляющий менее чем приблизительно 0,3) после выдерживания при температуре, составляющей приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера с антифрикционным покрытием можно не увеличиваться более чем приблизительно на 30% после выдерживания при температуре, составляющей приблизительно 260°C в течение 30 минут. Согласно другим вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера с антифрикционным покрытием может не увеличиваться более чем приблизительно на 30% (т.е. приблизительно на 25%, приблизительно на 20%, приблизительно на 15% или даже приблизительно на 10%) после выдерживания при температуре, составляющей приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут. Согласно другим вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера с антифрикционным покрытием может не увеличиваться более чем приблизительно на 0,5 (т.е. приблизительно на 0,45, приблизительно на 0,4, приблизительно на 0,35, приблизительно на 0,3, приблизительно на 0,25, приблизительно на 0,2, приблизительно на 0,15, приблизительно на 0,1 или даже приблизительно на 0,5) после выдерживания при температуре, составляющей приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера с антифрикционным покрытием может совсем не увеличиваться после выдерживания при температуре, составляющей приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут.
Согласно некоторым вариантам осуществления, часть покрытого стеклянного контейнера с антифрикционным покрытием может иметь коэффициент трения, равняющийся или составляющий менее чем приблизительно 0,7 после выдерживания в ванне с водой при температуре, составляющей приблизительно 70°C, в течение 10 минут. Согласно другим вариантам осуществления, часть покрытого стеклянного контейнера с антифрикционным покрытием может иметь коэффициент трения, равняющийся или составляющий менее чем приблизительно 0,7, (т.е. равняющийся или составляющий менее чем приблизительно 0,6, равняющийся или составляющий менее чем приблизительно 0,5, равняющийся или составляющий менее чем приблизительно 0,4, или даже равняющийся или составляющий менее чем приблизительно 0,3) после выдерживания в ванне с водой при температуре, составляющей приблизительно 70°C, в течение 5 минут, 10 минут, 20 минут, 30 минут, 40 минут, 50 минут или даже одного часа. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера с антифрикционным покрытием может не увеличиваться более чем приблизительно на 30% после выдерживания в ванне с водой при температуре, составляющей приблизительно 70°C, в течение 10 минут. Согласно другим вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера с антифрикционным покрытием может не увеличиваться более чем приблизительно на 30% (т.е. приблизительно на 25%, приблизительно на 20%, приблизительно на 15% или даже приблизительно на 10%) после выдерживания в ванне с водой при температуре, составляющей приблизительно 70°C, в течение 5 минут, 10 минут, 20 минут, 30 минут, 40 минут, 50 минут или даже одного часа. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера с антифрикционным покрытием может совсем не увеличиваться после выдерживания в ванне с водой при температуре, составляющей приблизительно 70°C, в течение 5 минут, 10 минут, 20 минут, 30 минут, 40 минут, 50 минут или даже одного часа.
Согласно некоторым вариантам осуществления, часть покрытого стеклянного контейнера с антифрикционным покрытием может иметь коэффициент трения, равняющийся или составляющий менее чем приблизительно 0,7 после выдерживания в условиях лиофилизации. Согласно другим вариантам осуществления, часть покрытого стеклянного контейнера с антифрикционным покрытием может иметь коэффициент трения, равняющийся или составляющий менее чем приблизительно 0,7, (т.е. равняющийся или составляющий менее чем приблизительно 0,6, равняющийся или составляющий менее чем приблизительно 0,5, равняющийся или составляющий менее чем приблизительно 0,4, или даже равняющийся или составляющий менее чем приблизительно 0,3), после выдерживания в условиях лиофилизации. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера с антифрикционным покрытием может не увеличиваться более чем приблизительно на 30% после выдерживания в условиях лиофилизации. Согласно другим вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера с антифрикционным покрытием может не увеличиваться более чем приблизительно на 30% (т.е. приблизительно на 25%, приблизительно на 20%, приблизительно на 15% или даже приблизительно на 10%) после выдерживания в условиях лиофилизации. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера с антифрикционным покрытием может совсем не увеличиваться после выдерживания в условиях лиофилизации.
Согласно некоторым вариантам осуществления, часть покрытого стеклянного контейнера с антифрикционным покрытием может иметь коэффициент трения, равняющийся или составляющий менее чем приблизительно 0,7, после обработки в условиях автоклава. Согласно другим вариантам осуществления, часть покрытого стеклянного контейнера с антифрикционным покрытием может иметь коэффициент трения, равняющийся или составляющий менее чем приблизительно 0,7, (т.е. равняющийся или составляющий менее чем приблизительно 0,6, равняющийся или составляющий менее чем приблизительно 0,5, равняющийся или составляющий менее чем приблизительно 0,4, или даже равняющийся или составляющий менее чем приблизительно 0,3), после обработки в условиях автоклава. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера с антифрикционным покрытием может не увеличиваться более чем приблизительно на 30% после обработки в условиях автоклава. Согласно другим вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера с антифрикционным покрытием может не увеличиваться более чем приблизительно на 30% (т.е. приблизительно на 25%, приблизительно на 20%, приблизительно на 15% или даже приблизительно на 10%) после обработки в условиях автоклава. Согласно некоторым вариантам осуществления, коэффициент трения части покрытого стеклянного контейнера с антифрикционным покрытием может совсем не увеличиваться после обработки в условиях автоклава.
Покрытые стеклянные контейнеры, которые описаны в настоящем документе, имеют прочность при горизонтальном сжатии. Как показывает фиг.1, прочность при горизонтальном сжатии, как описано в настоящем документе, измеряется, когда покрытый стеклянный контейнер 100 расположен горизонтально между двумя параллельными плитами, которые ориентированы параллельно по отношению к длинной оси стеклянного контейнера. Механическая нагрузка затем прилагается к покрытому стеклянному контейнеру 100 с помощью плит в направлении, перпендикулярном длинной оси стеклянного контейнера. Скорость движения нагрузки при сжатии ампулы составляет 0,5 дюйма в минуту (0,423 мм/с), и это означает, что плиты движутся друг к другу со скоростью 0,5 дюйма в минуту. Прочность при горизонтальном сжатии измеряется при температуре 25°C и относительной влажности 50%. Мера прочности при горизонтальном сжатии может представлять собой вероятность разрушения при выбранной сжимающей нагрузке, направленной по нормали. При использовании в настоящем документе разрушение происходит, когда стеклянный контейнер разрушается под воздействием горизонтального сжатия, по меньшей мере, в 50% образцов. Согласно некоторым вариантам осуществления, покрытый стеклянный контейнер может иметь прочность при горизонтальном сжатии, которая составляет, по меньшей мере, на 10%, 20% или 30% больше, чем прочность непокрытой ампулы.
Как показывают фиг.1 и 9, измерение прочности при горизонтальном сжатии можно также осуществляться, используя изношенный трением стеклянный контейнер. В частности, при работе испытательного стенда 200 на внешней поверхности 122 покрытого стеклянного контейнера может образовываться повреждение, такое как поверхностная царапина или повреждение от трения, и при этом снижается прочность покрытого стеклянного контейнера 100. Стеклянный контейнер затем подвергается процедуре горизонтального сжатия, которая описана выше, и в которой контейнер помещают между двумя плитами, причем царапина проводится наружу параллельно плитам. Царапину может характеризоваться выбранным направленным по вертикали давлением, которое прилагает испытательный стенд для ампул, и длиной царапины. Если не определено другое условие, царапины изношенных трением стеклянных контейнеров для процедуры горизонтального сжатия характеризуются длиной царапины, составляющей 20 мм, которую создает направленная по вертикали нагрузка 30 Н.
Покрытые стеклянные контейнеры можно исследовать на прочность при горизонтальном сжатии после термической обработки. Термическая обработка может представлять собой выдерживание при температуре, составляющей приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут. Согласно некоторым вариантам осуществления, прочность при горизонтальном сжатии покрытого стеклянного контейнера не снижается более чем приблизительно на 20%, на 30% или даже на 40% после осуществления термической обработки, такой как обработка, описанная выше, и последующего износа трением, как описано выше. Согласно одному варианту осуществления, прочность при горизонтальном сжатии покрытого стеклянного контейнера не снижается более чем приблизительно на 20% после осуществления термической обработки при температуре, составляющей приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут, и последующего износа трением.
Покрытые стеклянные изделия описанный в настоящем документе могут сохранять термическую устойчивость после нагревания при температуре, составляющей, по меньшей мере, 260°C, в течение периода времени, составляющего 30 минут. Выражение "термически устойчивый" при использовании в настоящем документе, означает, что антифрикционное покрытие, нанесенное на стеклянное изделие, остается практически неповрежденным на поверхности стеклянного изделия после выдерживания при повышенных температурах, таким образом, что после выдерживания механические свойства покрытого стеклянного изделия, в частности, коэффициент трения и прочность при горизонтальном сжатии, изменяются лишь в минимальной степени, если они вообще изменяются. Это показывает, что антифрикционное покрытие остается прикрепленным к поверхности стекла после выдерживания при повышенной температуре и продолжат защищать стеклянное изделие от механических воздействий, таких как трение, удары и т.п.
Согласно вариантам осуществления, которые описаны в настоящем документе, покрытое стеклянное изделие считается термически устойчивым, если покрытое стеклянное изделие одновременно удовлетворяет стандарту коэффициента трения и стандарту прочности при горизонтальном сжатии после нагревание до определенной температуры и выдерживания при данной температуре в течение определенного времени. Чтобы определить, удовлетворяется ли стандарт коэффициента трения, коэффициент трения первого покрытого стеклянного изделия определяется как состояние при получении (т.е. перед любой термической обработкой) с использованием испытательного стенда, который представлен на фиг.9, при прилагаемой нагрузке 30 Н. Второе покрытое стеклянное изделие (т.е. стеклянное изделие, содержащее такую же стеклянную композицию и такую же покровную композицию, как первое покрытое стеклянное изделие), подвергается термической обработке в заданных условиях и охлаждается до комнатной температуры. После этого коэффициент трения второго стеклянного изделия определяется с использованием испытательного стенда, который представлен на фиг.9, при истирании покрытого стеклянного изделия при прилагаемой нагрузке 30 Н, и в результате этого образуется износ трением (т.е. "царапина") длиной, составляющей приблизительно 20 мм. Если коэффициент трения второго покрытого стеклянного изделия составляет менее чем 0,7 и на поверхности стекла второго стеклянного изделия в изношенной трением области отсутствует какое-либо наблюдаемое повреждение, то стандарт коэффициента трения удовлетворяется для целей определения термической устойчивости антифрикционного покрытия. Термин "наблюдаемое повреждение" при использовании в настоящем документе означает, что поверхность стекла в изношенной трением области стеклянного изделия содержит менее чем шесть отметин на стекле на 0,5 см длины изношенной трением области при наблюдении, в котором используется метод Номарского (Nomarski) или спектроскопия с дифференциальным интерференционно-контрастным микроскопом (DIC) при стократном увеличении со светоизлучающей диодной (LED) лампой или галогенной лампой в качестве источника света. Стандартное определение отметин на стекле или трещин на стекле описывает G. D. Quinn в работе "Рекомендованное практическое руководство NIST: фрактография керамических материалов и стекол", специальная публикация Национального института стандартов и технологий (США) (NIST) 960-17 (2006 г.).
Чтобы определить, удовлетворяется ли стандарт прочности при горизонтальном сжатии, первое покрытое стеклянное изделие подвергается износу трением на испытательном стенде, который представлен на фиг.9, при нагрузке 30 Н, и образуется царапина длиной 20 мм. Первое покрытое стеклянное изделие затем подвергается исследованию при горизонтальном сжатии, как описано в настоящем документе, и определяется остаточная прочность первого покрытого стеклянного изделия. Второе покрытое стеклянное изделие (т.е. стеклянное изделие, содержащее такую же стеклянную композицию и такую же покровную композицию, как первое покрытое стеклянное изделие) подвергается термической обработке в заданных условиях и охлаждается до комнатной температуры. После этого, второе покрытое стеклянное изделие подвергается износу трением на испытательном стенде, который представлен на фиг.9, при нагрузке 30 Н. Второе покрытое стеклянное изделие затем подвергается исследованию при горизонтальном сжатии, как описано в настоящем документе, и определяется остаточная прочность второго покрытого стеклянного изделия. Если остаточная прочность второго покрытого стеклянного изделия не снижается более чем приблизительно на 20% относительно первого покрытого стеклянного изделия, то удовлетворяется стандарт прочности при горизонтальном сжатии для целей определения термической устойчивости антифрикционного покрытия.
Согласно вариантам осуществления, которые описаны в настоящем документе, покрытые стеклянные контейнеры считаются термически устойчивыми, если стандарт коэффициента трения и стандарт прочности при горизонтальном сжатии удовлетворяются после выдерживания покрытых стеклянных контейнеров при температуре, составляющей, по меньшей мере, приблизительно 260°C в течение периода времени, составляющего приблизительно 30 минут (т.е. покрытые стеклянные контейнеры являются термически устойчивыми при температуре, составляющей, по меньшей мере, приблизительно 260°C, в течение периода времени, составляющего приблизительно 30 минут). Термическую устойчивость можно также исследовать при температурах, составляющих от приблизительно 260°C вплоть до приблизительно 400°C. Например, согласно некоторым вариантам осуществления, покрытые стеклянные контейнеры считаются термически устойчивыми, если данные стандарты удовлетворяются при температуре, составляющей, по меньшей мере, приблизительно 270°C или даже приблизительно 280°C, в течение периода времени, составляющего приблизительно 30 минут. Согласно следующим вариантам осуществления, покрытые стеклянные контейнеры считаются термически устойчивыми, если данные стандарты удовлетворяются при температуре, составляющей, по меньшей мере, приблизительно 290°C или даже приблизительно 300°C, в течение периода времени, составляющего приблизительно 30 минут. Согласно следующим вариантам осуществления, покрытые стеклянные контейнеры считаются термически устойчивыми, если данные стандарты удовлетворяются при температуре, составляющей, по меньшей мере, приблизительно 310°C или даже приблизительно 320°C, в течение периода времени, составляющего приблизительно 30 минут. Согласно следующим вариантам осуществления, покрытые стеклянные контейнеры считаются термически устойчивыми, если данные стандарты удовлетворяются при температуре, составляющей, по меньшей мере, приблизительно 330°C или даже приблизительно 340°C, в течение периода времени, составляющего приблизительно 30 минут. Согласно следующим вариантам осуществления, покрытые стеклянные контейнеры считаются термически устойчивыми, если данные стандарты удовлетворяются при температуре, составляющей, по меньшей мере, приблизительно 350°C или даже приблизительно 360°C, в течение периода времени, составляющего приблизительно 30 минут. Согласно некоторым другим вариантам осуществления, покрытые стеклянные контейнеры считаются термически устойчивыми, если данные стандарты удовлетворяются при температуре, составляющей, по меньшей мере, приблизительно 370°C или даже приблизительно 380°C, в течение периода времени, составляющего приблизительно 30 минут. Согласно следующим вариантам осуществления, покрытые стеклянные контейнеры считаются термически устойчивыми, если данные стандарты удовлетворяются при температуре, составляющей, по меньшей мере, приблизительно 390°C или даже приблизительно 400°C, в течение периода времени, составляющего приблизительно 30 минут.
Покрытые стеклянные контейнеры, которые описаны в настоящем документе, могут также быть термически устойчивыми в интервале температур, и это означает, что покрытые стеклянные контейнеры являются термически устойчивыми, удовлетворяя стандарт коэффициента трения и стандарт прочности при горизонтальном сжатии при каждой температуре в данном интервале. Например, согласно вариантам осуществления, которые описаны в настоящем документе, покрытые стеклянные контейнеры могут сохранять термическую устойчивость от температуры, составляющей, по меньшей мере, приблизительно 260°C, до температуры, равняющейся или составляющей менее чем приблизительно 400°C. Согласно некоторым вариантам осуществления, покрытые стеклянные контейнеры могут сохранять термическую устойчивость в интервале, составляющем, по меньшей мере, от приблизительно 260°C до приблизительно 350°C. Согласно некоторым другим вариантам осуществления, покрытые стеклянные контейнеры могут сохранять термическую устойчивость, по меньшей мере, от приблизительно 280°C до температуры, равняющейся или составляющей менее чем приблизительно 350°C. Согласно следующим вариантам осуществления, покрытые стеклянные контейнеры могут сохранять термическую устойчивость, по меньшей мере, от приблизительно 290°C до приблизительно 340°C. Согласно следующему варианту осуществления, покрытый стеклянный контейнер может сохранять термическую устойчивость в интервале температур от приблизительно 300°C до приблизительно 380°C. Согласно следующему варианту осуществления, покрытый стеклянный контейнер может сохранять термическую устойчивость в интервале температур от приблизительно 320°C до приблизительно 360°C.
Покрытые стеклянные контейнеры, которые описаны в настоящем документе, имеют прочность при четырехточечном изгибе. Чтобы измерить прочность при четырехточечном изгибе стеклянного контейнера, для измерения используется стеклянная трубка, которая является предшественником покрытого стеклянного контейнера 100. Стеклянная трубка имеет диаметр, который является таким же, как диаметр стеклянного контейнера, но не включая основание стеклянного контейнера или устье стеклянного контейнера (т.е. перед превращением трубки в стеклянный контейнер). Стеклянная трубка затем подвергается исследованию с напряжением при четырехточечном изгибе, которое вызывает механическое разрушение. Данное исследование осуществляется при относительной влажности 50%, когда внешние контактные элементы находятся на расстоянии 9 дюймов (22,86 мм), внутренние контактные элементы находятся на расстоянии 3 дюймов (76,2 мм) при скорости нагрузки 10 мм/мин.
Напряжение при четырехточечном изгибе измерение можно также осуществляться на покрытую и изношенную трением трубку. При работе испытательного стенда 200 может происходить истирание поверхности трубки, включая поверхностные царапины, которые уменьшают прочность трубки, как представляет описание измерения прочности при горизонтальном сжатии изношенной трением ампулы. Стеклянная трубка затем подвергается исследованию с напряжением при четырехточечном изгибе, которое вызывает механическое разрушение. Данное исследование осуществляется при 25°C и относительной влажности 50% с использованием внешних датчиков, которые находятся на расстоянии 9 дюймов (22,86 мм), и внутренних контактных элементов, которые находятся на расстоянии 3 дюймов (76,2 мм), при скорости нагрузки 10 мм/мин, и при этом трубка расположена таким образом, что царапина подвергается напряжению в процессе исследования.
Согласно некоторым вариантам осуществления, прочность при четырехточечном изгибе стеклянной трубки с антифрикционным покрытием после истирания превышает в среднем, по меньшей мере, на 10%, 20% или даже на 50% механическую прочность, которую имеет изношенная трением непокрытая стеклянная трубка в таких же условиях.
Согласно некоторым вариантам осуществления, после того, как того, как покрытый стеклянный контейнер 100 подвергается трению идентичным стеклянным контейнером с вертикально направленной силой, составляющей 30 Н, коэффициент трения изношенной трением области покрытого стеклянного контейнера 100 не увеличивается более чем приблизительно на 20% после повторного трения в то же точке идентичным стеклянным контейнером с вертикально направленной силой, составляющей 30 Н, или совсем не увеличивается. Согласно другим вариантам осуществления, после того, как покрытый стеклянный контейнер 100 подвергается трению идентичным стеклянным контейнером с вертикально направленной силой, составляющей 30 Н, коэффициент трения изношенной трением области покрытого стеклянного контейнера 100 не увеличивается более чем приблизительно на 15% или даже на 10% после повторного трения в то же точке идентичным стеклянным контейнером с вертикально направленной силой, составляющей 30 Н, или совсем не увеличивается. Однако не является обязательным, чтобы у покрытого стеклянного контейнера 100 наблюдались такие свойства согласно всем вариантам осуществления.
Потеря массы означает пригодное для измерения свойство покрытого стеклянного контейнера 100, которое относится к количеству летучих веществ, которые высвобождаются из покрытого стеклянного контейнера 100, когда покрытый стеклянный контейнер выдерживается при выбранной повышенной температуре в течение выбранного периода времени. Потеря массы, как правило, представляет собой показатель ухудшения механических свойств покрытия вследствие термической обработки. Поскольку у стеклянного корпуса покрытого стеклянного контейнера не проявляется измеримая потеря массы при рассматриваемых температурах, исследование потери массы, которое подробно описано в настоящем документе, предоставляет данные о потере массы только для антифрикционного покрытия, которое наносится на стеклянный контейнер. На потерю массы могут влиять множество факторов. На потерю массы может влиять, например, количество органического материала, который может высвобождаться из покрытия. Разрушение основной углеродной цепи и боковых цепей в полимере теоретически приводит к удалению покрытия на 100%. Металлоорганические полимерные материалы, как правило, полностью теряют свой органический компонент, но при этом сохраняется неорганический компонент. Таким образом, результаты потери массы нормируются на основании того, какую долю массы покрытия составляют органические и неорганические компоненты (например, процентное содержание диоксида кремния в покрытии), при полном теоретическом окислении.
Чтобы определить потерю массы, покрытый образец, такой как покрытая стеклянная ампула, первоначально нагревается до 150°C и выдерживается при этой температуре в течение 30 минут для высушивания покрытия и эффективного высвобождения воды из покрытия. Образец затем нагревается от 150°C до 350°C при скорости нагревания, составляющей 10°C/мин, в окислительной среде, такой как воздух. Для целей определения потери массы учитываются только данные, собранные в интервале от 150°C до 350°C. Согласно некоторым вариантам осуществления, антифрикционное покрытие имеет потерю массы, составляющую менее чем приблизительно 5% его массы, когда оно нагревается от температуры 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин. Согласно другим вариантам осуществления, антифрикционное покрытие имеет потерю массы, составляющую менее чем приблизительно 3% или даже менее чем приблизительно 2%, когда оно нагревается от температуры 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин. Согласно некоторым другим вариантам осуществления, антифрикционное покрытие имеет потерю массы, составляющую менее чем приблизительно 1,5%, когда оно нагревается от температуры 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин. Согласно некоторым другим вариантам осуществления, антифрикционное покрытие не теряет практически никакой своей массы, когда оно нагревается от температуры 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин.
Результаты потеря массы основаны на процедуре, в которой сравнивается масса покрытого стеклянного контейнера до и после термической обработки, например, при повышении температуры при скорости 10°C/мин от 150°C до 350°C, как описано в настоящем документе. Разность между массой перед термической обработкой и массой после термической обработки ампулы представляет собой потерю массы покрытия, которая может быть стандартизирована как процентная потеря массы, покрытия таким образом, что масса покрытия перед термической обработкой (масса, не включающая стеклянный корпус контейнера и после стадии предварительного нагревания) определяется путем сравнения массы непокрытого стеклянного контейнера и массы предварительно обработанного покрытого стеклянного контейнера. В качестве альтернативы, суммарная масса покрытия может быть определена путем анализа суммарного содержания органического углерода или другими аналогичными способами.
Высвобождение газов представляет собой пригодное для измерения свойство покрытого стеклянного контейнера 100, которое означает количество летучих веществ, высвобождающихся из покрытого стеклянного контейнера 100, когда покрытый стеклянный контейнер выдерживается при выбранной повышенной температуре в течение выбранного периода времени. Мера высвобождения газов определяется в настоящем документе как массовое количество летучих веществ, которые высвобождаются в расчете на единицу площади поверхности стеклянного контейнера, имеющего покрытие, в процессе выдерживания при повышенной температуре в течение заданного периода времени. Поскольку стеклянный корпус покрытого стеклянного контейнера не проявляет измеримого высвобождения газов при температурах, определенных для высвобождения газов, исследование высвобождения газов, которое подробно описано выше, предоставляет данные о высвобождении газов практически только для антифрикционного покрытия, которое наносится на стеклянный контейнер. Измерение высвобождения газов основано на процедуре, в которой покрытый стеклянный контейнер 100 помещают в стеклянную камеру 402 для образца устройства 400, представленного на фиг.10. Сравнительный образец в виде пустой камеры для образца исследуется перед исследованием каждого образца. Камера для образца выдерживается при постоянной скорости продувания воздуха, составляющей 100 мл/мин, которую измеряют, используя расходомер 406, в то время как печь 404 нагревается до 350°C и выдерживается при данной температуре в течение одного часа для исследования камеры в качестве сравнительного образца. После этого покрытый стеклянный контейнер 100 помещается в камеру 402 для образца, и камера для образца выдерживается при постоянной скорости продувания воздуха, составляющей 100 мл/мин, нагревается до повышенной температуры и выдерживается при этой температуре в течение периода времени, требуемого для исследования образца, представляющего собой покрытый стеклянный контейнер 100. Камера 402 для образца изготовлена из стекла типа пирекс, что ограничивает максимальную температуру анализа на уровне 600°C. Адсорбирующая ловушка 408 модели Carbotrap 300 установлена у выходного отверстия камеры для образца, чтобы адсорбировать образующиеся летучие вещества, которые высвобождаются из образца и проносятся потоком продуваемого воздуха 410 над поглощающим полимером, который адсорбирует данные летучие вещества. Поглощающий полимер затем помещается непосредственно в блок термической десорбции Gerstel, с которым непосредственно соединен газовый хроматограф серии 5890 II Hewlett Packard в сочетании с масс-спектрометром 5989 Hewlett Packard. Высвобождающиеся газообразные вещества термически десорбируются из поглощающего полимера при 350°C и криогенно концентрируются на входе неполярной колонки (DB-5MS) для газовой хроматографии. Температура внутри газового хроматографа увеличивается со скоростью 10°C/мин до конечной температуры, составляющей 325°C, таким образом, чтобы обеспечивать разделение и очистку летучих и полулетучих органических веществ. Показано, что механизм разделения основан на теплоте испарения различных органических веществ, которые имеют различные температуры кипения или дистилляции и разделяются в процессе хроматографии. После разделения очищенные вещества анализируются посредством традиционного метода масс-спектрометрии с ионизацией электронным ударом. При работе в стандартизированных условиях получаемые в результате масс-спектры можно сравнивать с существующими литературными данными масс-спектрометрии.
Согласно некоторым вариантам осуществления, покрытые стеклянные контейнеры, которые описаны в настоящем документе, проявляют высвобождение газов, равняющееся или составляющее менее чем приблизительно 54,6 нг/см2, равняющееся или составляющее менее чем приблизительно 27,3 нг/см2 или даже равняющееся или составляющее менее чем приблизительно 5,5 нг/см2, в процессе выдерживания при повышенной температуре, составляющей приблизительно, 250°C, приблизительно 275°C, приблизительно 300°C, приблизительно 320°C, приблизительно 360°C или даже приблизительно 400°C, в течение периода времени, составляющего приблизительно 15 минут, приблизительно 30 минут, приблизительно 45 минут или приблизительно один час. Кроме того, покрытые стеклянные контейнеры могут сохранять термическую устойчивость в определенном интервале температур, и это означает, что покрытые контейнеры проявляют определенное высвобождение газов, как описано выше, при каждой температуре в пределах данного интервала. Перед измерением высвобождения газов покрытые стеклянные контейнеры могут находиться в состоянии после нанесения покрытия (т.е. немедленно после нанесения антифрикционного покрытия) или после любой обработки, такой как депирогенизация, лиофилизация или обработка в автоклаве. Согласно некоторым вариантам осуществления, покрытый стеклянный контейнер 100 может не проявлять практически никакого высвобождения газов.
Согласно некоторым вариантам осуществления, данные о высвобождении газов можно использовать для определения потери массы антифрикционного покрытия. Массу покрытия до термической обработки можно определять по толщине покрытия, измеряемой по изображению, полученному сканирующим электронным микроскопом (SEM) или другим способом, плотности антифрикционного покрытия и площади поверхности покрытия. После этого покрытый стеклянный контейнер можно подвергать процедуре высвобождения газов, и потерю массы можно определять, вычисляя соотношение массы после высвобождения газов и массы перед термической обработкой.
Как показывает фиг.11, прозрачность и цвет покрытого контейнера можно исследовать путем измерения пропускания света контейнера при длине волны в диапазоне от 400 до 700 нм с использованием спектрофотометра. Данные измерения осуществляются таким образом, что световой луч направляется перпендикулярно к стенке контейнера, и при этом данный луч проходит через антифрикционное покрытие дважды: сначала, когда луч входит в контейнер, и затем, когда луч выходит из контейнера. Согласно некоторым вариантам осуществления, пропускание света через покрытый стеклянный контейнер может равняться или составлять более чем приблизительно 55% пропускания света через непокрытый стеклянный контейнер при длине волны, составляющей от приблизительно 400 нм до приблизительно 700 нм. Как описано в настоящем документе, пропускание света можно измерять перед термической обработкой или после термической обработки, такой как термическая обработка, описанная в настоящем документе. Например, для каждой длине волны в диапазоне от приблизительно 400 нм до приблизительно 700 нм пропускание света может равняться или составлять более чем приблизительно 55% пропускания света через непокрытый стеклянный контейнер. Согласно другим вариантам осуществления, пропускание света через покрытый стеклянный контейнер равно или составляет более чем приблизительно 55%, приблизительно 60%, приблизительно 65%, приблизительно 70%, приблизительно 75%, приблизительно 80%, или даже приблизительно 90% пропускания света через непокрытый стеклянный контейнер при длине волны, составляющей от приблизительно 400 нм до приблизительно 700 нм.
Как описано в настоящем документе, пропускание света можно измерять перед обработкой в окружающей среде, такой как термическая обработка, описанная в настоящем документе, или после обработки в окружающей среде. Например, после термической обработки при температуре, составляющей приблизительно 260°C, приблизительно 270°C, приблизительно 280°C, приблизительно 290°C, приблизительно 300°C, приблизительно 310°C, приблизительно 320°C, приблизительно 330°C, приблизительно 340°C, приблизительно 350°C, приблизительно 360°C, приблизительно 370°C, приблизительно 380°C, приблизительно 390°C или приблизительно 400°C, в течение периода времени, составляющего 30 минут, или после выдерживания в условиях лиофилизации, или после обработки в условиях автоклава, пропускание света через покрытый стеклянный контейнер равно или составляет более чем приблизительно 55%, приблизительно 60%, приблизительно 65%, приблизительно 70%, приблизительно 75%, приблизительно 80%, или даже приблизительно 90% пропускания света через непокрытый стеклянный контейнер при длине волны, составляющей от приблизительно 400 нм до приблизительно 700 нм.
Согласно некоторым вариантам осуществления, покрытый стеклянный контейнер 100 может восприниматься как бесцветный и прозрачный при наблюдении невооруженным глазом человека и рассмотрении под любым углом. Согласно некоторым другим вариантам осуществления, антифрикционное покрытие 120 может иметь заметную окраску, например, когда антифрикционное покрытие 120 включает полиимид, который образует поли(пиромеллитовый диангидрид-ко-4,4'-оксидианилин)амовая кислота, поставляемая на продажу компанией Aldrich.
Согласно некоторым вариантам осуществления, покрытый стеклянный контейнер 100 может иметь антифрикционное покрытие 120, на которое может быть нанесена клейкая этикетка. То есть на покрытую поверхность покрытого стеклянного контейнера 100 может быть нанесена клейкая этикетка таким образом, что клейкая этикетка прочно прикрепляется. Однако возможность прикрепления клейкой этикетки не является обязательной для всех вариантов осуществления покрытых стеклянных контейнеров 100, которые описаны в настоящем документе.
ПРИМЕРЫ
Разнообразные варианты осуществления стеклянных контейнеров с антифрикционными покрытиями будут подробно описаны посредством следующих примеров. Данные примеры являются иллюстративными по своему характеру, и их не следует рассматривать в качестве ограничения предмета настоящего изобретения.
Пример 1
Стеклянные ампулы изготавливали из стекла типа 1B компании Schott и стеклянной композиции, определенной как "пример E" в таблице 1 патентной заявки США № 13/660894, поданной 25 октября 2012 г. и озаглавленной "Стеклянные композиции с повышенной химической и механической устойчивостью", которая принадлежит компании Corning, Incorporated (далее называется "стандартная стеклянная композиция"). Ампулы промывали деионизированной водой, высушивали путем продувания азота и наносили покрытие путем погружения в раствор, содержащий 0,1% аминопропилсилсесквиоксана (APS). Покрытие APS высушивали при 100°C в конвекционной печи в течение 15 минут. Ампулы затем погружали в раствор, содержащий 0,1% полиамовой кислоты Novastrat® 800 в смеси 15 об.% толуола и 85 об.% диметилформамида (DMF), или в раствор, содержащий от 0,1% до 1% поли(пиромеллитовый диангидрид-ко-4,4'-оксидианилин)амовой кислоты (предшественник Kapton) в N-метил-2-пирролидон (NMP). Покрытые ампулы нагревали до 150°C и выдерживали в течение 20 минут для испарения растворителей. После этого покрытия отверждали, выдерживая покрытые ампулы в предварительно нагретой печи при 300°C в течение 30 минут. После отверждения ампулы, покрытые раствором, содержащим 0,1% Novastrat® 800, не имели видимого цвета. Однако ампулы, покрытые раствором, содержащим поли(пиромеллитовый диангидрид-ко-4,4'-оксидианилин), имели заметный желтый. Оба покрытия проявляли низкий коэффициент трения в исследовании контакта двух ампул друг с другом.
Пример 2
Стеклянные ампулы, изготовленные из ампул, состоящих из стекла типа 1B компании Schott, в состоянии после получения (без покрытия) и ампулы, с нанесенным антифрикционным покрытием, сравнивали в отношении потери механической прочности вследствие истирания. Покрытые ампулы изготавливали, осуществляя первое ионообменное упрочнение стеклянных ампул, изготовленных из стандартной стеклянной композиции. Ионообменное упрочнение осуществляли в ванне, содержащей 100% KNO3, при 450°C в течение 8 часов. После этого ампулы промывали деионизированной водой, высушивали путем продувания азота и наносили на них покрытие путем погружения в раствор 0,1% аминопропилсилсесквиоксана (APS). Данное покрытие APS высушивали при 100°C в конвекционной печи в течение 15 минут. Ампулы затем погружали в раствор, содержащий 0,1% полиамовой кислоты Novastrat® 800 в смеси 15 об.% толуола и 85 об.% DMF. Покрытые ампулы нагревали до 150°C и выдерживали в течение 20 минут для испарения растворителей. После этого покрытия отверждали, выдерживая покрытые ампулы в предварительно нагретой печи при 300°C в течение 30 минут. Покрытые ампулы затем выдерживали при 70°C в деионизированной воде в течение одного часа и нагревали на воздухе при 320°C в течение 2 часов, чтобы моделировать фактические технологические условия.
Неизношенный трением ампулы, изготовленные из стекла типа 1B компании Schott и неизношенный трением ампулы, изготовленные из упрочненной ионным обменом и покрытой стандартной стеклянной композиции, исследовали на разрушение при горизонтальном сжатии (т.е. одну плиту помещали поверх ампулы, а другую плиту помещали под ампулу, плиты сжимали друг с другом, и прилагаемую нагрузку при разрушении определяли, используя динамометрический датчик). Фиг.12 графически представляет вероятность разрушения в зависимости от прилагаемой нагрузки в исследовании при горизонтальном сжатии для ампул, изготовленных из стандартной стеклянной композиции, ампул, изготовленных из стандартной стеклянной композиции в состоянии покрытия и износа трением, ампулы, изготовленные из стекла типа 1B компании Schott, и ампулы, изготовленные из стекла типа 1B компании Schott в состоянии износа трением. Нагрузки при разрушении неизношенных трением ампул графически представлены на графиках распределения Вейбулла (Weibull). Образцы ампул, изготовленных из стекла типа 1B компании Schott, и неизношенных трением ампул, изготовленных из упрочненного ионным обменом и покрытого стекла, затем помещали на испытательный стенд для ампул, представленный на фиг.9, чтобы истирать ампулы и определять коэффициент трения между ампулами в процессе их взаимного трения в контактной области, имеющей диаметр 0,3 мм. Нагрузку, прилагаемую к ампулам в процессе исследования, измеряли, используя универсальное устройство для механических испытаний (UMT), и она составляла от 24 Н до 44 Н. Прилагаемые нагрузки и соответствующий максимальный коэффициент трения представлены в таблице, приведенной на фиг.13. Для непокрытых ампул максимальный коэффициент трения составлял от 0,54 до 0,71 (они представлены на фиг.13 как образцы ампул "3&4" и "7&8", соответственно), в то время как для покрытых ампул максимальный коэффициент трения составлял от 0,19 до 0,41 (они представлены на фиг.13 как образцы ампул "15&16" и "12&14", соответственно). После этого содержащие царапины ампулы исследовали при горизонтальном сжатии, чтобы определить потерю механической прочности по сравнению с неизношенными трением ампулами. Нагрузки при разрушении неизношенных трением ампул графически представлены на графиках распределения Вейбулла на фиг.12.
Как представлено на фиг.12, непокрытые ампулы проявляли значительное уменьшение прочности после истирания, в то время как покрытые ампулы проявляли относительно небольшое уменьшение прочности после истирания. На основании этих результатов сделан вывод, что коэффициент трения между ампулами должен составлять менее чем 0,7 или 0,5, или даже менее чем 0,45, чтобы сокращалась потеря прочности после взаимного трения ампул.
Пример 3
В данном примере множество наборов стеклянных трубок исследовали при четырехточечном изгибе, чтобы определить их соответствующие прочности. Первый набор трубок, изготовленных из стандартной стеклянной композиции, исследовали при четырехточечном изгибе в состоянии при получении (без покрытия и без ионообменного упрочнения). Второй набор трубок, изготовленных из стандартной стеклянной композиции, исследовали при четырехточечном изгибе после ионообменного упрочнения в ванне, содержащей 100% KNO3, при 450°C в течение 8 часов. Третий набор трубок, изготовленных из стандартной стеклянной композиции, исследовали при четырехточечном изгибе после ионообменного упрочнения в ванне, содержащей 100% KNO3, при 450°C в течение 8 часов и нанесения раствора 0,1% APS/0,1% Novastrat® 800, как описано в примере 2. Покрытые трубки также выдерживали при 70°C в деионизированной воде в течение одного часа и нагревали на воздухе при 320°C в течение 2 часов, чтобы моделировать фактические технологические условия. Эти покрытые трубки также подвергали износу трением на испытательном стенде для ампул, который представлен на фиг.9, при нагрузке 30 Н перед испытанием на изгиб. Четвертый набор трубок, изготовленных из стандартной стеклянной композиции, исследовали при четырехточечном изгибе после ионообменного упрочнения в ванне, содержащей 100% KNO3, при 450°C в течение одного часа. Эти непокрытые упрочненные ионным обменом трубки также подвергали износу трением на испытательном стенде для ампул, который представлен на фиг.9, при нагрузке 30 Н перед испытанием на изгиб. Пятый набор трубок, изготовленных из стекла типа 1B компании Schott, исследовали при четырехточечном изгибе в состоянии при получении (без покрытия и без ионообменного упрочнения). Шестой набор трубок, изготовленных из стекла типа 1B компании Schott, исследовали при четырехточечном изгибе после ионообменного упрочнения в ванне, содержащей 100% KNO3, при 450°C в течение одного часа. Результаты исследования графически представлены на графиках распределения Вейбулла, которые приведены на фиг.14.
Как показывает фиг.14, второй набор трубок, которые не подвергались износу трением, были изготовлены из стандартной стеклянной композиции и упрочнены ионным обменом, выдерживали наиболее высокое напряжение перед разрушением. Третий набор трубок, на которые наносили раствор 0,1% APS/0,1% Novastrat® 800 перед истиранием, проявляли незначительное уменьшение прочности по сравнению с непокрытыми и не подвергнутыми износу трением эквивалентными трубками (т.е. вторым набором трубок). Однако уменьшение прочности было относительно небольшим, несмотря на осуществление износа трением после нанесения покрытия.
Пример 4
Два набора ампул изготавливали и пропускали через линию заполнения фармацевтическими препаратами. Самоприклеивающуюся ленту (поставляется на продажу компанией FujiFilm) вставляли между ампулами, чтобы измерить силы контакта/удара между ампулами, а также между ампулами и оборудованием. Первый набор ампул изготавливали из стандартной стеклянной композиции, и они не содержали покрытия. Второй набор ампул изготавливали из стандартной стеклянной композиции, и на них наносили антифрикционное покрытие на полиимидной основе, имеющее коэффициент трения, составляющий приблизительно 0,25, как описано выше. Самоприклеивающиеся ленты анализировали после того, как ампулы пропускали через линию заполнения фармацевтическими препаратами, и было показано, что покрытые ампулы второго набора проявляли уменьшение напряжения в 2-3 раза по сравнению с непокрытыми ампулами первого набора.
Пример 5
Изготавливали три набора по четыре ампулы в каждом. Все ампулы изготавливали из стандартной стеклянной композиции. На первый набор ампул наносили покрытие APS/Novastrat® 800, как описано в примере 2. На второй набор ампул наносили покрытие погружением в раствор, содержащий 0,1% DC806A в толуоле. Растворитель испаряли при 50°C, и покрытие отверждали при 300°C в течение 30 мин. Каждый набор ампул помещали в трубку и нагревали при 320°C в течение 2,5 часов с продуванием воздуха для удаления следов загрязняющих веществ, которые адсорбировались на ампулах в лабораторной среде. Каждый набор образцов затем нагревали в трубке в течение дополнительных 30 минут, и высвобождающиеся летучие вещества улавливали в поглощающую ловушку с активированным углем. Ловушку нагревали при 350°C в течение 30 минут, чтобы десорбировать любой захваченный материал, который поступал в газовый хроматограф, соединенный с масс-спектрометром. Фиг.15 представляет выходные данные газовой хроматографии в сочетании с масс-спектрометрией для покрытия APS/Novastrat® 800. Фиг.16 представляет выходные данные газовой хроматографии в сочетании с масс-спектрометрией для покрытия DC806A. Никакое высвобождение газов не было обнаружено в случае нанесения раствора 0,1% APS/0,1% Novastrat® 800 или нанесения DC806A.
На набор из четырех ампул наносили слой связующего вещества, используя раствор, содержащий 0,5% GAPS и 0,5% APhTMS в смеси метанола и воды. Каждая ампула имела покрытую площадь поверхности, которая составляла приблизительно 18,3 см2. Растворитель из покрытых ампул испаряли при 120°C в течение 15 мин. После этого на образцы наносили раствор 0,5% Novastrat® 800 в диметилацетамиде. Растворитель испаряли при 150°C в течение 20 мин. Эти неотвержденные ампулы подвергали исследование высвобождения газов, как описано выше. Ампулы нагревали до 320°C в потоке воздуха (100 мл/мин), и после достижения 320°C высвобождающиеся летучие вещества захватывали в поглощающие ловушки с активированным углем каждые 15 мин. Ловушки затем нагревали при 350°C в течение 30 минут, чтобы десорбировать любой захваченный материал, который поступал в газовый хроматограф с присоединенным масс-спектрометром. Таблица 1 представляет количество захваченных материалов по интервалам времени, в течение которого образцы выдерживали при 320°C. Нулевой момент времени соответствует моменту достижения образцом температуры 320°C.
Как видно в таблице 1, после нагревания в течение 30 минут количество летучих веществ уменьшается ниже предела обнаружения прибора, который составляет 100 нг. Таблица 1 также представляет потерю летучих веществ в расчете на квадратный сантиметр покрытой поверхности.
Летучие вещества в расчете на ампулу и площадь поверхности
Пример 6
Изготавливали множество ампул с разнообразными покрытиями на основе кремнийорганических полимеров или полиимидов с добавлением и без добавления связующих веществ. Когда использовали связующие вещества, эти связующие вещества представляли собой APS и GAPS (3-аминопропилтриалкоксисилан), который является предшественником APS. Внешний покровный слой изготавливали, используя поли(пиромеллитовый диангидрид-ко-4,4'оксидианилин) Novastrat® 800, описанный выше, или кремнийорганические полимеры, такие как DC806A и DC255. Покрытия APS/Kapton изготавливали, используя раствор 0,1% APS (аминопропилсилсесквиоксан) и растворы, в которых содержалась поли(пиромеллитовый диангидрид-ко-4,4'-оксидианилин)амовая кислота (предшественник Kapton) в концентрации 0,1%, 0,5% или 1,0% и N-метил-2-пирролидон (NMP). Покрытия Kapton также наносили без связующего вещества используя в 1,0% растворе поли(пиромеллитовый диангидрид-ко-4,4'оксидианилин) в NMP. Покрытия APS/Novastrat® 800 изготавливали, используя растворе 0,1% APS (аминопропилсилсесквиоксан) и раствор 0,1% полиамовой кислоты Novastrat® 800 в смеси 15 об.% толуола и 85 об.% DMF. Покрытия DC255 наносили непосредственно на стекло без связующего вещества, используя раствор 1,0% DC255 в толуоле. Покрытия APS/DC806A изготавливали, нанося сначала раствор 0,1% APS в воде и затем раствор 0,1% или 0,5% DC806A в толуоле. Покрытия GAPS/DC806A наносили, используя 1,0% раствор GAPS в 95 масс.% водном этаноле в качестве связующего вещества и затем раствор 1,0% DC806A в толуоле. Связующие вещества и покрытия наносили с использованием способов нанесения покрытия погружением, как описано в настоящем документе, причем связующие вещества подвергали термической обработке после нанесения, а кремнийорганические полимерные и полиимидные покрытия высушивали и отверждали после нанесения. Толщину покрытий определяли на основании концентраций используемых растворов. В таблице, которая приведена на фиг.17, представлены разнообразные покровные композиции, определенные значения толщины покрытий и условия исследования.
После этого несколько ампул переворачивали, чтобы моделировать повреждение покрытия, а другие ампулы подвергали трению при нагрузках 30 Н и 50 Н на испытательном стенде для ампул, который представлен на фиг.9. Затем все ампулы подвергали лиофилизации (процесс сублимационной сушки), когда в ампулы помещали по 0,5 мл раствора хлорида натрия, а затем их замораживали при -100°C. Затем осуществляли лиофилизацию в течение 20 часов при -15°C в вакууме. Ампулы проверяли, используя оптическое оборудование контроля качества, а также под микроскопом. Никакие повреждения покрытий вследствие лиофилизации не наблюдались.
Пример 7
Изготавливали три набора по шесть ампул, чтобы определить влияние увеличения нагрузки на коэффициент трения для непокрытых ампул и ампул, покрытых кремнийорганическим полимером DC 255 от компании Dow Corning. Первый набор ампул изготавливали из стекла типа 1B и оставляли без покрытия. Второй набор ампул изготавливали из стандартной стеклянной композиции, покрывали раствором 1% DC255 в толуоле и отверждали при 300°C в течение 30 мин. Третий набор ампул изготавливали из стекла типа 1B компании Schott и покрывали раствором 1% DC255 в толуоле. Ампулы каждого набора помещали на испытательный стенд для ампул, который представлен на фиг.9, и коэффициент трения относительно аналогичным образом покрытой ампулы измеряли в процессе истирания при статических нагрузках, составляющих 10 Н, 30 Н и 50 Н. Результаты графически проиллюстрированы на фиг.18. Как представлено на фиг.18, покрытые ампулы показали значительно уменьшенные коэффициенты трения по сравнению с непокрытыми ампулами в результате износа трением в одинаковых условиях независимо от стеклянной композиции.
Пример 8
Три набора, содержащих по две стеклянные ампулы, изготавливали с покрытием APS/Kapton. Сначала на каждую из ампул наносили покрытие погружением в раствор 0,1% аминопропилсилсесквиоксана (APS). Покрытие APS высушивали при 100°C в конвекционной печи в течение 15 минут. Ампулы затем погружали в раствор, в котором содержалась поли(пиромеллитовый диангидрид-ко-4,4'-оксидианилин)амовая кислота (предшественник Kapton) в концентрации 0,1% и N-метил-2-пирролидон (NMP). После этого покрытия отверждали, выдерживая покрытые ампулы в предварительно нагретой печи при 300°C в течение 30 минут.
Две ампулы помещали на испытательный стенд для ампул, который представлен на фиг.9, и подвергали износу трением при нагрузке 10 Н. Процедуру трения повторяли еще четыре раза в той же области, и каждый раз определяли коэффициент трения. Ампулы вытирали между этими процедурами, и исходная точка каждой процедуры находилась в области, ранее не подвергавшейся износу трением. Однако каждое трение проходило одинаковый "путь". Такую же процедуру повторяли при нагрузках, составляющих 30 Н и 50 Н. Коэффициенты трения в каждой процедуре (т.е. A1-A5) графически представлены на фиг.19 для каждой нагрузки. Как представлено на фиг.19, коэффициент трения содержащих покрытие APS/Kapton ампул, как правило, составлял менее чем 0,30 во всех процедурах при всех нагрузках. Примеры демонстрируют повышенное сопротивление истиранию в случае полиимидного покрытия, которое нанесено на стеклянную поверхность, обработанную связующим веществом.
Пример 9
Три набора, содержащих по две стеклянные ампулы, изготавливали с покрытием APS. На каждую из ампул наносили покрытие погружением в раствор 0,1% аминопропилсилсесквиоксана (APS), и осуществляли нагревание при 100°C в конвекционной печи в течение 15 минут. Две ампулы помещали на испытательный стенд для ампул, который представлен на фиг.9, и подвергали износу трением при нагрузке 10 Н. Процедуру трения повторяли еще четыре раза в той же области, и каждый раз определяли коэффициент трения. Ампулы вытирали между этими процедурами, и исходная точка каждой процедуры находилась в области, ранее не подвергавшейся износу трением. Однако каждое трение проходило одинаковый "путь". Такую же процедуру повторяли при нагрузках, составляющих 30 Н и 50 Н. Коэффициенты трения в каждой процедуре (т.е. A1-A5) графически представлены на фиг.20 для каждой нагрузки. Как представлено на фиг.20, коэффициент трения ампул, содержащих в покрытии только APS, как правило, составляет более чем 0,3 и часто достигает 0,6 или еще более высокого уровня.
Пример 10
Три набора, содержащих по две стеклянные ампулы, изготавливали с покрытием APS/Kapton. На каждую из ампул наносили покрытие погружением в раствор 0,1% аминопропилсилсесквиоксана (APS), и осуществляли нагревание при 100°C в конвекционной печи в течение 15 минут. Ампулы затем погружали в раствор, в котором содержалась поли(пиромеллитовый диангидрид-ко-4,4'-оксидианилин)амовая кислота (предшественник Kapton) в концентрации 0,1% и N-метил-2-пирролидон (NMP). После этого покрытия отверждали, выдерживая покрытые ампулы в предварительно нагретой печи при 300°C в течение 30 минут. Покрытые ампулы затем подвергали депирогенизации (нагревали) при 300°C в течение 12 часов.
Две ампулы помещали на испытательный стенд для ампул, который представлен на фиг.9, и подвергали износу трением при нагрузке 10 Н. Процедуру трения повторяли еще четыре раза в той же области, и каждый раз определяли коэффициент трения. Ампулы вытирали между этими процедурами, и исходная точка каждой процедуры находилась в области, ранее не подвергавшейся износу трением. Однако каждое трение проходило одинаковый "путь". Такую же процедуру повторяли при нагрузках, составляющих 30 Н и 50 Н. Коэффициенты трения в каждой процедуре (т.е. A1-A5) графически представлены на фиг.21 для каждой нагрузки. Как представлено на фиг.21, коэффициенты трения для ампул, содержащих APS/Kapton в покрытии, как правило, являются одинаковыми, составляя приблизительно 0,20 или менее в случае трения, осуществляемого при нагрузках, составляющих 10 Н и 30 Н. Однако когда прилагаемая нагрузка увеличивалась до 50 Н, коэффициент трения увеличивался в каждой последующей процедуре трения, причем после пятой процедуры коэффициент трения составлял несколько менее чем 0,40.
Пример 11
Три набора, содержащих по две стеклянные ампулы, изготавливали с покрытием, содержащим аминопропилсилсесквиоксан (APS). На каждую из ампул наносили покрытие погружением в раствор 0,1% APS, и осуществляли нагревание при 100°C в конвекционной печи в течение 15 минут. Покрытые ампулы затем подвергали депирогенизации (нагревали) при 300°C в течение 12 часов. Две ампулы помещали на испытательный стенд для ампул, который представлен на фиг.9, и подвергали износу трением при нагрузке 10 Н. Процедуру трения повторяли еще четыре раза в той же области, и каждый раз определяли коэффициент трения. Ампулы вытирали между этими процедурами, и исходная точка каждой процедуры находилась в области, ранее не подвергавшейся износу трением. Однако каждое трение проходило одинаковый "путь". Такую же процедуру повторяли при нагрузках, составляющих 30 Н и 50 Н. Коэффициенты трения в каждой процедуре (т.е. A1-A5) графически представлены на фиг.22 для каждой нагрузки. Как представлено на фиг.22, коэффициенты трения покрытых APS ампул, депирогенизированных в течение 12 часов, были значительно выше, чем в случае покрытых APS ампул, которые представлены на фиг.20, и были близкими к коэффициентам трения, которые проявляли непокрытые стеклянные ампулы, показывая, что ампулы могут претерпевать значительную потерю механической прочности вследствие истирания.
Пример 12
Три набора, содержащих по две стеклянные ампулы, состоящие из стекла типа 1B компании Schott, изготавливали с покрытием Kapton. Ампулы погружали в раствор, в котором содержалась поли(пиромеллитовый диангидрид-ко-4,4'-оксидианилин)амовая кислота (предшественник Kapton) в концентрации 0,1% и N-метил-2-пирролидон (NMP). После этого покрытия высушивали при 150°C в течение 20 мин и затем отверждали, выдерживая покрытые ампулы в предварительно нагретой печи при 300°C в течение 30 минут.
Две ампулы помещали на испытательный стенд для ампул, который представлен на фиг.9, и подвергали износу трением при нагрузке 10 Н. Процедуру трения повторяли еще четыре раза в той же области, и каждый раз определяли коэффициент трения. Ампулы вытирали между этими процедурами, и исходная точка каждой процедуры находилась в области, ранее не подвергавшейся износу трением. Однако каждое трение проходило одинаковый "путь". Такую же процедуру повторяли при нагрузках, составляющих 30 Н и 50 Н. Коэффициенты трения в каждой процедуре (т.е. A1-A5) графически представлены на фиг.23 для каждой нагрузки. Как представлено на фиг.23, коэффициенты трения ампул, содержащих покрытие Kapton, как правило, увеличивались после первой процедуры трения, демонстрируя неудовлетворительное сопротивление истиранию в случае полиимидного покрытия, нанесенного на стекло без связующего вещества.
Пример 13
Содержащие APS/Novastrat® 800 в покрытии ампулы в примере 6 исследовали в отношении их коэффициента трения после лиофилизация с использованием испытательного стенда для ампул, который представлен на фиг.9, при нагрузке 30 Н. Никакое увеличение коэффициента трения после лиофилизации не было обнаружено. Фиг.24 содержит таблицы, представляющие коэффициент трения для ампул, содержащих покрытие APS/Novastrat® 800, до и после лиофилизации.
Пример 14
Изготовленные из стандартной стеклянная композиция ампулы подвергали ионному обмену, и покрытие наносили, как описано в примере 2. Покрытые ампулы подвергали обработке в автоклаве, осуществляя следующую процедуру: продувание в течение 10 минут паром при 100°C, затем выдерживание течение 20 минут, когда покрытый стеклянный контейнер 100 выдерживали при температуре 121°C, затем обработка в течение 30 минут при 121°C. Коэффициент трения для обработанных в автоклаве и не обработанных в автоклаве ампулы измеряли с использованием испытательного стенда для ампул, который представлен на фиг.9, при нагрузке 30 Н. Фиг.26 представляет коэффициент трения для ампул, содержащих покрытие APS/Novastrat® 800 до и после обработки в автоклаве. Никакое увеличение коэффициента трения не было обнаружено после обработки в автоклаве.
Пример 15
Три набора ампул изготавливали, чтобы определить эффективность покрытий на уменьшение повреждений ампул. На первый набор ампул наносили слой полиимидного внешнего покрытия с промежуточным слоем связующего вещества. Внешний слой составлял полиимид Novastrat® 800, который наносили как раствор полиамовой кислоты в диметилацетамиде, и имидирование осуществляли в процессе нагревания при 300°C. Слой связующего вещества составляли APS и аминофенилтриметоксисилан (APhTMS) в соотношении 1:8. Эти ампулы подвергали депирогенизации в течение 12 часов при 320°C. Как и в случае первого набора ампул, на второй набор ампул наносили полиимидный внешний покровный слой с промежуточным слоем связующего вещества. Второй набор ампул подвергали депирогенизации в течение 12 часов при 320°C и затем обрабатывали в автоклаве в течение одного часа при 121°C. Третий набор ампул оставляли без покрытия. Каждый набор ампул затем подвергали исследованию взаимного трения ампул при нагрузке 30 Н. Коэффициент трения для каждого набора ампул представлен на фиг.27. Фотографии поверхности ампул, иллюстрирующие повреждения (или отсутствие повреждений), которым подвергается каждая ампула, также представлены на фиг.27. Как представлено на фиг.27, непокрытые ампулы, как правило, имеют коэффициент трения, составляющий более чем приблизительно 0,7. Непокрытые ампулы также испытали визуально ощущаемые повреждения в результате исследования. Однако покрытые ампулы имели коэффициент трения, составляющие менее чем 0,45, без какого-либо визуально ощущаемого поверхностного повреждения.
Покрытые ампулы также подвергали депирогенизации, как описано выше, обработке в автоклаве или обоим данным видам обработки. Фиг.25 графически представляет вероятность разрушения в зависимости от прилагаемой нагрузки в исследовании при горизонтальном сжатии ампул. Отсутствовало статистическое различие между депирогенизированными ампулами и депирогенизированными и обработанными в автоклаве ампулами.
Пример 16
Как показывает фиг.28, ампулы изготавливали, используя три различные покровные композиции, чтобы определить влияние различных соотношений силанов на коэффициент трения нанесенного покрытия. Первая покровная композиция включала слой связующего вещества, в котором в соотношении 1:1 присутствовали GAPS и аминофенилтриметилоксисилан, и в котором внешний покровный слой содержал 1,0% полиимида Novastrat® 800. Вторая покровная композиция включала слой связующего вещества, в котором в соотношении 1:0,5 присутствовали GAPS и аминофенилтриметилоксисилан, и в котором внешний покровный слой который содержал 1,0% полиимида Novastrat® 800. Третья покровная композиция содержала слой связующего вещества, в котором в соотношении 1:0,2 присутствовали GAPS и аминофенилтриметилоксисилан, и в котором внешний покровный слой содержал 1,0% полиимида Novastrat® 800. Все ампулы подвергали депирогенизации в течение 12 часов при 320°C. После этого ампулы подвергали исследованию взаимного трения ампул при нагрузках, составляющими 20 Н и 30 Н. Средняя прилагаемая в перпендикулярном направлении сила, коэффициент трения и максимальная сила трения (Fx) для каждой ампулы представлены на фиг.28. Как представлено на фиг.28, при уменьшении количества ароматического силана (т.е. аминофенилтриметилоксисилана) увеличивается коэффициент трения между ампулами, а также сила трения, которую испытывают ампулы.
Пример 17
Ампулы, изготовленные из стекла типа 1B после ионного обмена с антифрикционными покрытиями, имеют различные соотношения силанов.
Образцы изготавливали, используя композицию, которая включала слой связующего вещества, которое составляли 0,125% APS и 1,0% аминофенилтриметилоксисилана (APhTMS), присутствующие в соотношении 1:8, и внешний покровный слой содержал 0,1% полиимида Novastrat® 800. Термическую устойчивость нанесенного покрытия исследовали путем определения коэффициента трения и силы трения ампул до и после депирогенизации. В частности, покрытые ампулы подвергали исследованию взаимного трения ампул при нагрузке 30 Н. Коэффициент трения и силу трения измеряли в зависимости от времени и наносили на график, представленный на фиг.29. Второй набор ампул подвергали депирогенизации в течение 12 часов при 320°C, и осуществляли такое исследование взаимного трения ампул при нагрузке 30 Н. Коэффициент трения оставался одинаковым до и после депирогенизации, показывая, что покрытия сохраняли термическую устойчивость. Также представлена фотография вступавшей в контакт области стекла.
Образцы изготавливали, используя композицию, которая включала слой связующего вещества, содержащего 0,0625% APS и 0,5% аминофенилтриметилоксисилана (APhTMS), которые присутствовали в соотношении 1:8, и внешний покровный слой, содержащий 0,05% полиимида Novastrat® 800. Термическую устойчивость нанесенного покрытия исследовали путем определения коэффициента трения и силы трения ампул до и после депирогенизации. В частности, покрытые ампулы подвергали исследованию взаимного трения ампул при нагрузке 30 Н. Коэффициент трения и силу трения измеряли в зависимости от времени и наносили на график, представленный на фиг.37. Второй набор ампул подвергали депирогенизации в течение 12 часов при 320°C, и осуществляли такое же исследование взаимного трения ампул при нагрузке 30 Н. Коэффициент трения оставался одинаковым до и после депирогенизации, показывая, что покрытия сохраняли термическую устойчивость. Также представлена фотография вступавшей в контакт области стекла.
Фиг.38 графически представляет вероятность разрушения в зависимости от прилагаемой нагрузки в исследовании при горизонтальном сжатии для ампул с антифрикционными покрытиями, содержащими 0,125% APS и 1,0% аминофенилтриметилоксисилана (APhTMS), которые присутствовали в соотношении 1:8, и внешний покровный слой содержал 0,1% полиимида Novastrat® 800 (обозначен номером "260" на фиг.38), и его составляли 0,0625% APS и 0,5% аминофенилтриметилоксисилан (APhTMS), которые присутствовали в соотношении 1:8, и внешний покровный слой содержал 0,05% полиимида Novastrat® 800 (обозначен номером "280" на фиг.38). Также представлена фотография вступавшей в контакт области стекла. Эти данные показывают, что разрушающая нагрузка остается неизменной при переходе от непокрытых образцов без царапин к покрытым, депирогенизированным и содержащим царапины образцам, демонстрируя, что стекло защищено покрытием от повреждения.
Ампулы изготавливали с антифрикционными покрытиями, которые содержали силаны в переменных соотношениях. Образцы изготавливали, используя композицию, которая содержала слой связующего вещества, состоящий из 0,5% Dynasylan® Hydrosil 1151 и 0,5% аминофенилтриметилоксисилана (APhTMS), которые присутствовали в соотношении 1:1, и внешний покровный слой, состоящий из 0,05% полиимида Novastrat® 800. Термическую устойчивость нанесенного покрытия исследовали путем определения коэффициента трения и силы трения ампул до и после депирогенизации. В частности, покрытые ампулы подвергали исследованию взаимного трения ампул при нагрузке 30 Н. Коэффициент трения и силу трения измеряли в зависимости от времени и наносили на график, представленный на фиг.39. Второй набор ампул подвергали депирогенизации в течение 12 часов при 320°C, и осуществляли такое исследование взаимного трения ампул при нагрузке 30 Н. Коэффициент трения оставался одинаковым до и после депирогенизации, показывая, что покрытия сохраняли термическую устойчивость. Также представлена фотография вступавшей в контакт области стекла. Это показывает, что продукты гидролиза аминосиланов, такие как аминосилсесквиоксаны, можно также использовать в покровных композициях.
Термическую устойчивость нанесенного покрытия также исследовали для ряда условий депирогенизации. В частности, ионообменное ампулы из стекла тип 1B изготавливали, используя композицию, которая содержала слой связующего вещества, имеющий соотношение 1:1, в котором присутствовали GAPS (0,5%) и аминофенилтриметилоксисилан (0,5%), и внешний покровный слой, который состоял из 0,5% полиимида Novastrat® 800. Образец ампулы подвергали одному из следующих процессов депирогенизации: 12 часов при 320°C, 24 часов при 320°C, 12 часов при 360°C или 24 часов при 360°C. Коэффициент трения и силу трения затем измеряли, используя исследование взаимного трения ампул, и наносили на графики в зависимости от времени для каждого из условий депирогенизации, как представлено на фиг.30. Как представлено на фиг.30, коэффициент трения ампул не изменялся в зависимости от условий депирогенизации, показывая, что покрытие сохраняло термическую устойчивость. Фиг.40 графически представляет коэффициент трения после изменения продолжительности термической обработки при 360°C и 320°C.
Пример 18
На ампулы наносили покрытие APS/Novastrat 800, как описано в примере 2. Пропускание света покрытых ампул, а также непокрытых ампул измеряли при длине волны в диапазоне от 400 до 700 нм с использованием спектрофотометра. Измерения осуществляли таким образом, что световой луч направлялся перпендикулярно к стенке контейнера, и при этом луч проходил через антифрикционное покрытие дважды: сначала при входе в контейнер, а затем при выходе из него. Фиг.11 графически представляет данные о пропускании света для покрытых и непокрытых ампул, которые измеряли в спектре видимого света от 400 до 700 нм. Линия 440 представляет непокрытый стеклянный контейнер, и линия 442 представляет покрытый стеклянный контейнер.
Пример 19
На ампулы наносили покрытие, которое составляли связующее вещество, содержащее 0,25% GAPS и 0,25% APhTMS, и 1,0% полиимид Novastrat® 800, и исследовали пропускание света до и после депирогенизации при 320°C в течение 12 часов. Непокрытую ампула также исследовали. Результаты представлены на фиг.46.
Пример 20
Чтобы улучшить однородность полиимидного покрытия, полиамовую кислоту Novastrat® 800 превращали в соль полиамовой кислоты и растворяли в метаноле, который представляет собой растворитель, испаряющийся значительно быстрее по сравнению с диметилацетамидом, путем добавления 4 г триэтиламина к 1 л метанола и последующего добавления полиамовой кислоты Novastrat® 800 для получения раствора с концентрацией 0,1%.
На ампулы из ионообменного стекла типа 1B наносили покрытие, изготовленное из 1,0% GAPS и 1,0% APhTMS в смеси метанола и воды и раствора 0,1% соли полиамовой кислоты Novastrat® 800 в метаноле. Покрытые ампулы подвергали депирогенизации в течение 12 часов при 360°C, и на недепирогенизированные и депирогенизированные образцы наносили царапины в установке для испытания ампул при перпендикулярной нагрузке, составляющей 10, 20 и 30 Н. Никакие повреждения стекла не наблюдались при перпендикулярной нагрузке, составляющей 10 Н, 20 Н и 30 Н. Фиг.41 представляет коэффициент трения, прилагаемую сила и силу трения для образцов после термической обработки при 360°C в течение 12 часов. Фиг.42 графически представляет вероятность разрушения в зависимости от прилагаемой нагрузки в исследовании при горизонтальном сжатии образцов. В ряду нагрузок, составляющих 10 Н, 20 Н и 30 Н, образцы статистически не отличались друг от друга. Разрушающиеся при низких нагрузках образцы разрушались от исходных точек, расположенных вдали от царапины.
Толщину покровных слоев исследовали с использованием эллипсометрии и сканирующей электронной микроскопии (SEM), представленный на фиг.43-45, соответственно. Образцы для измерений толщины покрытия изготавливали, используя кремниевые пластинки (эллипсометрия) и стеклянные пластинки (SEM). Данные методы показывают, что толщина составляет от 55 до 180 нм для связующего слоя силсесквиоксана и 35 нм для соли полиамовой кислоты Novastrat® 800.
Пример 21
На очищенные плазмой образцы кремниевых пластинок наносили покрытие погружением, используя раствор, содержащий 0,5% GAPS и 0,5% APhTMS в смеси 75 об.% метанола и 25 об.% воды. Покрытие выдерживали при 120°C в течение 15 минут. Толщину покрытия определяли с использованием эллипсометрии. Изготавливали три образца, толщина которых составляла 92,1 нм, 151,7 нм, и 110,2 нм, соответственно, при среднеквадратическом отклонении 30,6 нм.
На стеклянные пластинки наносили покрытие погружением, и исследование осуществляли, используя сканирующий электронный микроскоп. Фиг.43 представляет полученное методом SEM изображение стеклянной пластинки, погруженной в покровный раствор, содержащий 1,0% GAPS, 1,0% APhTMS и 0,3% NMP, при скорости вытягивания 8 мм/с после отверждение при 150°C в течение 15 минут. Толщина покрытия оказывается приблизительно равной 93 нм. Фиг.44 представляет полученное методом SEM изображение стеклянной пластинки, погруженной в покровный раствор, содержащей 1,0% GAPS, 1,0% APhTMS и 0,3 NMP, при скорости вытягивания 4 мм/с после отверждения при 150°C в течение 15 минут. Толщина покрытия оказывается приблизительно равной 55 нм. Фиг.45 представляет полученное методом SEM изображение стеклянной пластинки, погруженной в покровный раствор, содержащий 0,5% Novastrat® 800, при скорости вытягивания 2 мм/с после отверждения при 150°C в течение 15 мин и термической обработки при 320°C в течение 30 минут. Толщина покрытия оказывается приблизительно равной 35 нм.
Сравнительный пример A
На стеклянные ампулы, изготовленные из стекло типа 1B, наносили покрытие, используя разбавленную водную эмульсию кремнийорганического материала Baysilone M от компании Bayer с содержанием твердых веществ, составляющим приблизительно от 1 до 2%. Ампулы обрабатывали при 150°C в течение 2 часов, чтобы удалить воду с поверхности, оставляя полидиметилсилоксановое покрытие на внешней поверхности стекла. Номинальная толщина покрытия составляла приблизительно 200 нм. Первый набор ампул оставляли в необработанном состоянии ("ампулы после нанесения покрытия"). Второй набор ампул обрабатывали при 280°C в течение 30 минут ("обработанные ампулы"). Несколько ампул из каждого набора сначала подвергали механическим исследованиям путем нанесения царапин с линейным увеличением нагрузки от 0 до 48 Н при длине, составляющей приблизительно 20 мм, с использованием трибометра UMT-2. Царапины исследовали в отношении коэффициента трения и морфологии, чтобы определить, повреждает ли процедура царапания стекло, или защищает ли покрытие стекло от повреждений, вызываемых царапанием.
Фиг.33 представляет график, на котором проиллюстрированы коэффициент трения, проникновение царапины, прилагаемая в перпендикулярном направлении сила и сила трения (координаты по оси y) в зависимости от длины нанесенной царапины (координата по оси x) для ампул после покрытия. Как графически представлено на фиг.33, после нанесения покрытия ампулы проявляли коэффициент трения, составляющий приблизительно 0,03 при нагрузках вплоть до приблизительно 30 Н. Эти данные показывают, что при нагрузках ниже приблизительно 30 Н коэффициент трения всегда составляет менее чем 0,1. Однако при вертикально направленных силах, составляющих более чем 30 Н, покрытие начинает разрушаться, что показывает присутствие трещин на стекле в направлении длины царапины. Растрескивание стекла является показателем повреждения стеклянной поверхности, что повышает склонность стекла к разрушению в результате повреждения.
Фиг.34 представляет график, на котором проиллюстрированы коэффициент трения, проникновение царапины, прилагаемая в перпендикулярном направлении сила и сила трения (координаты по оси y) в зависимости от длины нанесенной царапины (координата по оси x) для обработанных ампул. В случае обработанных ампул коэффициент трения оставался низким до тех пор, пока прилагаемая нагрузка не достигала уровня, составляющего приблизительно 5 Н. В этот момент покрытие начинало разрушаться, и стеклянная поверхность получала серьезные повреждения, о чем свидетельствует увеличение числа трещин на стекле, которые возникали при увеличении нагрузки. Коэффициент трения обработанных ампул увеличивался приблизительно до 0,5. Однако покрытие не было способно защищать поверхность стекла при нагрузках 30 Н после термической обработки, показывая, что покрытие не обладало термической устойчивостью.
Ампулы затем исследовали, прилагая статические нагрузки, составляющие 30 Н, по всей длине царапины (20 мм). Десять образцов ампул после нанесения покрытия и десять образцов обработанных ампул исследовали при горизонтальном сжатии, прилагая статические нагрузки, составляющие 30 Н, по всей длине царапины (20 мм). Ни один из образцов после нанесения покрытия не разрушался в месте царапины, в то время как 6 из 10 обработанных ампул разрушались в месте царапины, показывая, что обработанные ампулы обладали меньшей остаточной прочностью.
Сравнительный пример B
Раствор Wacker Silres MP50 (часть № 60078465 партии № EB21192) разбавляли до 2% и наносили на ампулы, изготовленный из стандартной стеклянной композиции. Ампулы сначала очищали под действием плазмы в течение 10 секунд перед нанесением покрытия. Ампулы высушивали при 315°C в течение 15 минут, чтобы удалить воду с покрытия. Первый набор ампул оставляли в состоянии "после нанесения покрытия". Второй набор ампул обрабатывали в течение 30 минут при температуре, составляющей от 250°C до 320 °C ("обработанные ампулы"). Несколько ампул из каждого набора сначала подвергали механическим исследованиям путем нанесения царапин с линейным увеличением нагрузки от 0 до 48 Н при длине, составляющей приблизительно 20 мм, с использованием трибометра UMT-2. Царапины исследовали в отношении коэффициента трения и морфологии, чтобы определить, повреждает ли процедура царапания стекло, или защищает ли покрытие стекло от повреждений, вызываемых царапанием.
Фиг.35 представляет график, на котором проиллюстрированы коэффициент трения, проникновение царапины, прилагаемая в перпендикулярном направлении сила и сила трения (координаты по оси y) в зависимости от длины нанесенной царапины (координата по оси x) для ампул после покрытия. Ампулы после нанесения покрытия проявляли повреждения покрытия, но не повреждения стекла.
Фиг.36 представляет график, на котором проиллюстрированы коэффициент трения, проникновение царапины, прилагаемая в перпендикулярном направлении сила и сила трения (координаты по оси y) в зависимости от длины нанесенной царапины (координата по оси x) для обработанных ампул, которые обрабатывали при 280°C. Обработанные ампулы проявляли значительные повреждения стеклянной поверхности при прилагаемых нагрузках, составляющих более чем приблизительно 20 Н. Кроме того, было определено, что пороговая нагрузка, при которой возникает повреждение стекла, уменьшается при увеличении температуры термической обработки, показывая, что покрытие разрушается при увеличении температуры (т.е. покрытие не обладает термической устойчивостью. Образцы, обработанные при температурах ниже 280°C, показывали повреждения стекла при нагрузках, превышающих 30 Н.
Сравнительный пример C
Ампулы, изготовленные из стандартной стеклянной композиции, обрабатывали раствором Evonik Silikophen P 40/W, разбавленным водой до содержания 2% твердых веществ. Образцы затем высушивали при 150°C в течение 15 минут и после этого отверждали при 315°C в течение 15 минут. Первый набор ампул оставляли в состоянии "после нанесения покрытия". Второй набор ампул обрабатывали в течение 30 минут при температуре, составляющей 260°C ("обработанные при 260°C ампулы"). Третий набор ампул обрабатывали в течение 30 минут при температуре, составляющей 280°C ("обработанные при 280°C ампулы"). Ампулы царапали при статической нагрузке 30 Н, используя испытательный стенд, который представлен на фиг.9. Ампулы затем исследовали при горизонтальном сжатии. Обработанные при 260°C ампулы и обработанные при 280°C ампулы разрушались при сжатии, в то время как 2 из 16 ампул после нанесения покрытия разрушались в месте царапины. Это показывает, что покрытие разрушалось в результате выдерживания при повышенных температурах, и в результате этого покрытие не было способно в достаточной степени защищать поверхность при нагрузке 30 Н.
Далее, на основании предшествующей информации, следует понимать, что в настоящем документе описаны разнообразные аспекты покрытых стеклянных изделий. Согласно первому аспекту, покрытое стеклянное изделие включает стеклянный корпус, включающий первую поверхность; и антифрикционное покрытие, расположенное, по меньшей мере, на части первой поверхности стеклянного корпуса, причем антифрикционное покрытие включает полимерное химическое соединение, причем покрытое стеклянное изделие сохраняет термическую устойчивость при температуре, составляющей, по меньшей мере, приблизительно 260°C или даже 280°C, в течение 30 минут. Термин «термическая устойчивость» означает, что (1) коэффициент трения изношенной трением области части внешней поверхности с антифрикционным покрытием составляет менее чем 0,7 после выдерживания при определенной повышенной температура в течение 30 минут, и результате истирания при нагрузке 30 Н отсутствуют наблюдаемые повреждения, и (2) остаточная прочность покрытого стеклянного изделия при горизонтальном сжатии не уменьшается более чем приблизительно на 20% после выдерживания при повышенной температуре, составляющей 280°C, в течение 30 минут при трении при нагрузке 30 Н. Согласно некоторым вариантам осуществления данного первого аспекта, пропускание света через покрытое стеклянное изделие равно или составляет более чем приблизительно 55% пропускания света через непокрытое стеклянное изделие при длине волны, составляющей от приблизительно 400 нм до приблизительно 700 нм. Согласно некоторым вариантам осуществления данного первого аспекта, антифрикционное покрытие имеет потерю массы, составляющую менее чем приблизительно 5% его массы, когда оно нагревается от температуры 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин.
Согласно второму аспекту, покрытое стеклянное изделие включает стеклянный корпус, включающий первую поверхность; и антифрикционное покрытие, расположенное, по меньшей мере, на части первой поверхности стеклянного корпуса, причем антифрикционное покрытие включает полимерное химическое соединение и связующее вещество, включающее, по меньшей мере, одно из следующих веществ: первое силановое химическое соединение, продукт его гидролиза или его олигомер, причем первое силановое химическое соединение представляет собой ароматическое силановое химическое соединение; и химическое соединение, образующееся в результате олигомеризации, по меньшей мере, первого силанового химического соединения и второго силанового химического соединения, причем первое силановое химическое соединение и второе силановое химическое соединение представляют собой различные химические соединения; покрытое стеклянное изделие сохраняет термическую устойчивость при температуре, составляющей, по меньшей мере, приблизительно 260°C, в течение 30 минут; пропускание света через покрытое стеклянное изделие равно или составляет более чем приблизительно 55% пропускания света через непокрытое стеклянное изделие при длине волны, составляющей от приблизительно 400 нм до приблизительно 700 нм; и антифрикционное покрытие имеет потерю массы, составляющую менее чем приблизительно 5% его массы, когда оно нагревается от температуры 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин.
Согласно третьему аспекту, покрытое стеклянное изделие включает стеклянный корпус, включающий первую поверхность; антифрикционное покрытие, расположенное, по меньшей мере, на части первой поверхности стеклянного корпуса, причем антифрикционное покрытие включает связующее вещество, включающее олигомер одного или нескольких силановых химических соединений, причем олигомер представляет собой силсесквиоксановое химическое соединение, и, по меньшей мере, одно из силановых химических соединений включает, по меньшей мере, один ароматический фрагмент и, по меньшей мере, один аминный фрагмент; и полиимидное химическое соединение, образующееся в результате полимеризации, по меньшей мере, первого диаминного мономерного химического соединения, второго диаминного мономерного химического соединения и диангидридного мономерного химического соединения, причем первое диаминное мономерное химическое соединение и второе диаминное мономерное химическое соединение являются различными.
Согласно четвертому аспекту, покрытое стеклянное изделие включает стеклянный корпус, включающий первую поверхность; и антифрикционное покрытие, расположенное, по меньшей мере, на части первой поверхности стеклянного корпуса, причем антифрикционное покрытие включает полимерное химическое соединение, в котором: покрытое стеклянное изделие сохраняет термическую устойчивость при температуре, составляющей, по меньшей мере, приблизительно 300°C в течение 30 минут; и пропускание света через покрытое стеклянное изделие равно или составляет более чем приблизительно 55% пропускания света через непокрытое стеклянное изделие при длине волны, составляющей от приблизительно 400 нм до приблизительно 700 нм.
Согласно пятому аспекту, покрытое стеклянное изделие включает стеклянный корпус, включающий первую поверхность и вторую поверхность, противоположную первой поверхности, причем первая поверхность представляет собой внешнюю поверхность стеклянного контейнера; и антифрикционное покрытие, связанное, по меньшей мере, с частью первой поверхности стеклянного корпуса, причем антифрикционное покрытие включает полимерное химическое соединение, в котором: покрытое стеклянное изделие сохраняет термическую устойчивость при температуре, составляющей, по меньшей мере, приблизительно 280°C в течение 30 минут; и пропускание света через покрытое стеклянное изделие равно или составляет более чем приблизительно 55% пропускания света через непокрытое стеклянное изделие при длине волны, составляющей от приблизительно 400 нм до приблизительно 700 нм.
Согласно шестому аспекту, покрытое стеклянное изделие включает стеклянный корпус, включающий первую поверхность; и антифрикционное покрытие, связанное, по меньшей мере, с частью первой поверхности стеклянного корпуса, причем антифрикционное покрытие включает слой связующего вещества, расположенный на первой поверхности стеклянного корпуса, причем слой связующего вещества включает связующее вещество, и связующее вещество, представляет собой, по меньшей мере, одно из следующих веществ: первое силановое химическое соединение, продукт его гидролиза или его олигомер, причем первое силановое химическое соединение представляет собой ароматическое силановое химическое соединение; и химическое соединение, образующееся в результате олигомеризации, по меньшей мере, первого силанового химического соединения и второго силанового химического соединения, причем полимерный слой расположен поверх слоя связующего вещества, и полимерный слой включает полиимидное химическое соединение; причем первое силановое химическое соединение и второе силановое химическое соединение представляют собой различные химические соединения; покрытое стеклянное изделие сохраняет термическую устойчивость при температуре, составляющей, по меньшей мере, приблизительно 280°C в течение 30 минут; и пропускание света через покрытое стеклянное изделие равно или составляет более чем приблизительно 55% пропускания света через непокрытое стеклянное изделие при длине волны, составляющей от приблизительно 400 нм до приблизительно 700 нм.
Согласно седьмому аспекту, покрытое стеклянное изделие включает стеклянный корпус, включающий первую поверхность; антифрикционное покрытие, связанное, по меньшей мере, с частью первой поверхности стеклянного корпуса, причем антифрикционное покрытие включает: причем слой связующего вещества включает связующее вещество, и связующее вещество представляет собой олигомер одного или нескольких силановых химических соединений, причем олигомер представляет собой силсесквиоксановое химическое соединение и, по меньшей мере, одно из силановых химических соединений включает, по меньшей мере, один ароматический фрагмент и, по меньшей мере, один аминный фрагмент; полимерный слой, причем полимерный слой включает полиимидное химическое соединение, образующееся в результате полимеризации, по меньшей мере, первого диаминного мономерного химического соединения, второго диаминного мономерного химического соединения и диангидридного мономерного химического соединения, причем первое диаминное мономерное химическое соединение и второе диаминное мономерное химическое соединение являются различными; и промежуточный слой, включающий одно или несколько химических соединений полимерного слоя, связанных с одним или несколькими из химических соединений слоя связующего вещества.
Восьмой аспект включает покрытое стеклянное изделие согласно любому с первого до четвертого, шестого и седьмого аспектов, в котором стеклянный корпус представляет собой стеклянный контейнер, включающий вторую поверхность, противоположную первой поверхности; и первая поверхность представляет собой внешнюю поверхность стеклянного контейнера.
Девятый аспект включает покрытое стеклянное изделие согласно любому с первого до седьмого аспектов, в котором покрытое стеклянное изделие представляет собой фармацевтическую упаковку.
Десятый аспект включает покрытое стеклянное изделие согласно девятому аспекту, в котором фармацевтическая упаковка содержит фармацевтическую композицию.
Одиннадцатый аспект включает покрытое стеклянное изделие согласно любому с первого до седьмого аспектов, в котором стеклянный корпус включает стекло после ионного обмена.
Двенадцатый аспект включает покрытое стеклянное изделие согласно любому с первого до пятого аспектов, в котором антифрикционное покрытие включает слой связующего вещества, расположенный на первой поверхности стеклянного корпуса, причем данный слой связующего вещества включает связующее вещество; причем полимерный слой расположен поверх слоя связующего вещества, и полимерный слой включает полимерное химическое соединение.
Тринадцатый аспект включает покрытое стеклянное изделие согласно любому из шестого и двенадцатого аспектов, в котором антифрикционное покрытие дополнительно включает промежуточный слой, расположенный между слоем связующего вещества и полимерным слоем; и промежуточный слой включает один или несколько химических соединений полимерного слоя, связанных с одним или несколькими из химических соединений слоя связующего вещества.
Четырнадцатый аспект включает покрытое стеклянное изделие согласно любому с первого до седьмого аспектов, в котором коэффициент трения части покрытого стеклянного изделия с антифрикционным покрытием составляет, по меньшей мере, на 20% меньше, чем коэффициент трения поверхности непокрытого стеклянного изделия, изготовленного из такой же стеклянной композиции.
Пятнадцатый аспект включает покрытое стеклянное изделие согласно любому с первого до седьмого аспектов, в котором часть покрытого стеклянного изделия с антифрикционным покрытием имеет коэффициент трения, равняющийся или составляющий менее чем приблизительно 0,7 после обработки в условиях автоклава.
Шестнадцатый аспект включает покрытое стеклянное изделие согласно любому с первого до седьмого аспектов, в котором часть покрытого стеклянного изделия с антифрикционным покрытием имеет коэффициент трения, равняющийся или составляющий менее чем приблизительно 0,7 после того, как покрытое стеклянное изделие выдерживается в водяном термостате при температуре, составляющей приблизительно 70°C, в течение одного часа.
Семнадцатый аспект включает покрытое стеклянное изделие согласно любому с первого до седьмого аспектов, в котором часть покрытого стеклянного изделия с антифрикционным покрытием имеет коэффициент трения, равняющийся или составляющий менее чем приблизительно 0,7 после выдерживания в условиях лиофилизации.
Восемнадцатый аспект включает покрытое стеклянное изделие согласно любому из первого, четвертого и пятого аспектов, в котором антифрикционное покрытие дополнительно включает связующее вещество.
Девятнадцатый аспект включает покрытое стеклянное изделие согласно восемнадцатому аспекту, в котором связующее вещество включает, по меньшей мере, одно из следующих веществ: первое силановое химическое соединение, продукт его гидролиза или его олигомер; и химическое соединение, образующееся в результате олигомеризации, по меньшей мере, первого силанового химического соединения и второго силанового химического соединения, причем первое силановое химическое соединение и второе силановое химическое соединение представляют собой различные химические соединения
Двадцатый аспект включает покрытое стеклянное изделие согласно девятнадцатому аспекту, в котором первое силановое химическое соединение представляет собой ароматическое силановое химическое соединение.
Двадцать первый аспект включает покрытое стеклянное изделие согласно восемнадцатому аспекту, в котором связующее вещество включает силсесквиоксановое химическое соединение.
Двадцать второй аспект включает покрытое стеклянное изделие согласно двадцать первому аспекту, в котором силсесквиоксановое химическое соединение включает ароматический фрагмент.
Двадцать третий аспект включает покрытое стеклянное изделие согласно двадцать второму аспект, в котором силсесквиоксановое химическое соединение дополнительно включает аминный фрагмент.
Двадцать четвертый аспект включает покрытое стеклянное изделие согласно восемнадцатому аспекту, в котором связующее вещество включает, по меньшей мере, одно из следующих веществ: смесь первого силанового химического соединения и второго силанового химического соединения; и химическое соединение, образующееся в результате олигомеризации, по меньшей мере, первого силанового химического соединения и второго силанового химического соединения, причем первое силановое химическое соединение и второе силановое химическое соединение представляют собой различные химические соединения.
Двадцать пятый аспект включает покрытое стеклянное изделие согласно двадцать четвертому аспекту, в котором первое силановое химическое соединение представляет собой ароматическое силановое химическое соединение.
Двадцать шестой аспект включает покрытое стеклянное изделие согласно восемнадцатому аспекту, в котором первое силановое химическое соединение представляет собой ароматическое силановое химическое соединение.
Двадцать седьмой аспект включает покрытое стеклянное изделие согласно любому из второго, шестого и двадцать шестого аспектов, в котором первое силановое химическое соединение включает, по меньшей мере, один аминный фрагмент.
Двадцать восьмой аспект включает покрытое стеклянное изделие согласно любому из второго, шестого и двадцать шестого аспектов, в котором первое силановое химическое соединение представляет собой ароматическое алкоксисилановое химическое соединение, ароматическое ацилоксисилановое химическое соединение, ароматическое галогенсилановое химическое соединение или ароматическое аминосилановое химическое соединение.
Двадцать девятый аспект включает покрытое стеклянное изделие согласно любому из второго, шестого и двадцать шестого аспектов, в котором первое силановое химическое соединение выбирают из группы, которую составляют аминофенил, 3-(м-аминофенокси)пропил-, N-фениламинопропил- или (хлорметил)фенилзамещенные алкокси-, ацилокси-, галоген- или аминосиланы.
Тридцатый аспект включает покрытое стеклянное изделие согласно любому из второго, шестого и двадцать шестого аспектов, в котором первое силановое химическое соединение представляет собой аминофенилтриметоксисилан.
Тридцать первый аспект включает покрытое стеклянное изделие согласно любому из второго, шестого и двадцать шестого аспектов, в котором связующее вещество включает, по меньшей мере, одно из следующих веществ: смесь первого силанового химического соединения и второго силанового химического соединения, причем второе силановое химическое соединение представляет собой алифатическое силановое химическое соединение; и химическое соединение, образующееся в результате олигомеризации, по меньшей мере, первого силанового химического соединения и второго силанового химического соединения.
Тридцать второй аспект включает покрытое стеклянное изделие согласно тридцать первому аспекту, в котором молярное соотношение первого силанового химического соединения и второго силанового химического соединения составляет от приблизительно 0,1:1 до приблизительно 10:1.
Тридцать третий аспект включает покрытое стеклянное изделие согласно тридцать первому аспекту, в котором первое силановое химическое соединение представляет собой ароматическое алкоксисилановое химическое соединение, включающее, по меньшей мере, один аминный фрагмент, и второе силановое химическое соединение представляет собой алифатическое алкоксисилановое химическое соединение, включающее, по меньшей мере, один аминный фрагмент.
Тридцать четвертый аспект включает покрытое стеклянное изделие согласно тридцать первому аспекту, в котором первое силановое химическое соединение выбирают из группы, которую составляют аминофенил-, 3-(м-аминофенокси)пропил-, N-фениламинопропил- или (хлорметил)фенилзамещенные алкокси-, ацилокси-, галоген- или аминосиланы, продукты их гидролиза или их олигомеры, и второе силановое химическое соединение выбирают из группы, которую составляют 3-аминопропил-, N-(2-аминоэтил)-3-аминопропил-, винил-, метил-, N-фениламинопропил-, (N-фениламино)метил-, N-(2-винилбензиламиноэтил)-3-аминопропилзамещенные алкокси-, ацилокси-, галоген- или аминосиланы, продукты их гидролиза или их олигомеры.
Тридцать пятый аспект включает покрытое стеклянное изделие согласно тридцать первому аспекту, в котором первое силановое химическое соединение включает, по меньшей мере, один аминный фрагмент, и второе силановое химическое соединение включает, по меньшей мере, один аминный фрагмент.
Тридцать шестой аспект включает покрытое стеклянное изделие согласно тридцать первому аспекту, в котором первое силановое химическое соединение представляет собой аминофенилтриметоксисилан, и второе силановое химическое соединение представляет собой 3-аминопропилтриметоксисилан.
Тридцать седьмой аспект включает покрытое стеклянное изделие согласно любому из третьего и седьмого аспектов, в котором олигомер образует, по меньшей мере, аминофенилтриметоксисилан.
Тридцать восьмой аспект включает покрытое стеклянное изделие согласно любому из третьего и седьмого аспектов, в котором олигомер образуют, по меньшей мере, аминофенилтриметоксисилан и аминопропилтриметоксисилан.
Тридцать девятый аспект включает покрытое стеклянное изделие согласно любому из третьего и седьмого аспектов, в котором первое диаминное мономерное химическое соединение представляет собой орто-толидин, второе диаминное мономерное химическое соединение представляет собой 4,4'-метилен-бис(2-метиланилин), и диангидридное мономерное химическое соединение представляет собой диангидрид бензофенон-3,3',4,4'-тетракарбоновой кислоты.
Сороковой аспект включает покрытое стеклянное изделие согласно любому из первого, четвертого и пятого аспектов, в котором полимерное химическое соединение представляет собой полиимидное химическое соединение.
Сорок первый аспект включает покрытое стеклянное изделие согласно любому из первого, четвертого и пятого аспектов, в котором полимерное химическое соединение представляет собой полиимидное химическое соединение, образующееся в результате полимеризации следующих соединений: по меньшей мере, одно мономерное химическое соединение, включающее, по меньшей мере, два аминных фрагмента; и, по меньшей мере, одно мономерное химическое соединение, включающее, по меньшей мере, два ангидридных фрагмента и имеющее структуру бензофенона.
Сорок второй аспект включает покрытое стеклянное изделие согласно сорок первому аспекту, в котором мономерное химическое соединение, включающее, по меньшей мере, два ангидридных фрагмента, представляет собой диангидрид бензофенон-3,3’,4,4’-тетракарбоновой кислоты.
Сорок третий аспект включает покрытое стеклянное изделие согласно любому из первого, четвертого и пятого аспектов, в котором полимерное химическое соединение представляет собой полиимидное химическое соединение, образующееся в результате полимеризации, по меньшей мере, следующих соединений: первое мономерное химическое соединение, причем первое мономерное химическое соединение включает, по меньшей мере, два аминных фрагмента; второе мономерное химическое соединение, причем второе мономерное химическое соединение включает, по меньшей мере, два аминных фрагмента; и третье мономерное химическое соединение, причем третье мономерное химическое соединение включает, по меньшей мере, два ангидридных фрагмента; где первое мономерное химическое соединение и второе мономерное химическое соединение являются различными.
Сорок четвертый аспект включает покрытое стеклянное изделие согласно сорок третьему аспекту, в котором третье мономерное химическое соединение имеет структуру бензофенона.
Сорок пятый аспект включает покрытое стеклянное изделие согласно сорок четвертому аспекту, в котором третье мономерное соединение представляет собой диангидрид бензофенон-3,3',4,4'-тетракарбоновой кислоты.
Сорок шестой аспект включает покрытое стеклянное изделие согласно сорок третьему аспекту, в котором первое мономерное химическое соединение включает два ароматических кольцевых фрагмента.
Сорок седьмой включает покрытое стеклянное изделие согласно сорок шестому аспекту, в котором два ароматических кольцевых фрагмента первого мономерного химического соединения непосредственно связаны друг с другом.
Сорок восьмой аспект включает покрытое стеклянное изделие согласно сорок седьмому аспекту, в котором второе мономерное химическое соединение включает два ароматических кольцевых фрагмента, и два ароматических кольцевых фрагмента второго мономерного химического соединения связаны с алкильным фрагментом.
Сорок девятый аспект включает покрытое стеклянное изделие согласно сорок восьмому аспекту, в котором молярное соотношение первого мономерного химического соединения и второго мономерного химического соединения составляет от приблизительно 0,01:0,49 до приблизительно 0,40:0,10.
Пятидесятый аспект включает покрытое стеклянное изделие согласно сорок шестому аспекту, в котором два ароматических кольцевых фрагмента первого мономерного химического соединения связаны с алкильным фрагментом.
Пятьдесят первый аспект включает покрытое стеклянное изделие согласно сорок шестому аспекту, в котором первое мономерное химическое соединение имеет структуру толидина.
Пятьдесят второй аспект включает покрытое стеклянное изделие согласно пятьдесят первому аспекту, в котором первое мономерное химическое соединение представляет собой орто-толидин.
Пятьдесят третий аспект включает покрытое стеклянное изделие согласно пятьдесят первому аспекту, в котором первое мономерное химическое соединение представляет собой 4,4'-метилен-бис(2-метиланилин).
Пятьдесят четвертый аспект включает покрытое стеклянное изделие согласно пятьдесят первому аспекту, в котором первое мономерное химическое соединение представляет собой орто-толидин и второе мономерное химическое соединение представляет собой 4,4'-метилен-бис(2-метиланилин).
Пятьдесят пятый аспект включает покрытое стеклянное изделие согласно сорок шестому аспекту, в котором второе мономерное химическое соединение включает ароматический кольцевой фрагмент.
Пятьдесят шестой аспект включает покрытое стеклянное изделие согласно любому с первого до пятьдесят пятого аспектов, в котором антифрикционное покрытие имеет потерю массы, составляющую менее чем приблизительно 5% его массы, когда оно нагревается от температуры 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин.
Пятьдесят седьмой аспект включает антифрикционное покрытие для подложки, причем данное антифрикционное покрытие включает полиимидное химическое соединение и связующее вещество, включающее, по меньшей мере, одно из следующих веществ: смесь первого силанового химического соединения, продукт его гидролиза или его олигомер, и второе силановое химическое соединение, продукт его гидролиза или его олигомер, причем первое силановое химическое соединение представляет собой ароматическое силановое химическое соединение, и второе силановое химическое соединение представляет собой алифатическое силановое химическое соединение; и химическое соединение, образующееся в результате олигомеризации, по меньшей мере, первого силанового химического соединения и второго силанового химического соединения, причем покрытое стеклянное изделие сохраняет термическую устойчивость при температуре, составляющей, по меньшей мере, приблизительно 260°C, в течение 30 минут; пропускание света через покрытое стеклянное изделие равно или составляет более чем приблизительно 55% пропускания света через непокрытое стеклянное изделие при длине волны, составляющей от приблизительно 400 нм до приблизительно 700 нм; и антифрикционное имеет потерю массы, составляющую менее чем приблизительно 5% его массы, когда оно нагревается от температуры 150°C до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин.
Пятьдесят восьмой аспект включает покрытое стеклянное изделие согласно пятьдесят седьмому аспекту, в котором стеклянный корпус включает стекло после ионного обмена.
Пятьдесят девятый аспект включает покрытое стеклянное изделие согласно пятьдесят седьмому аспекту, в котором полиимидное химическое соединение образуется в результате полимеризации следующих соединений:, по меньшей мере, одно мономерное химическое соединение, включающее, по меньшей мере, два аминных фрагмента; и, по меньшей мере, одно мономерное химическое соединение, включающее, по меньшей мере, два ангидридных фрагмента и имеющее структуру бензофенона.
Шестидесятый аспект включает покрытое стеклянное изделие согласно пятьдесят седьмому аспекту, в котором полиимидное химическое соединение образуется, когда вступают в полимеризацию, по меньшей мере, диангидрид бензофенон-3,3',4,4'-тетракарбоновой кислоты, орто-толидин и 4,4'-метилен-бис(2-метиланилин).
Шестьдесят первый аспект включает покрытое стеклянное изделие согласно пятьдесят седьмому аспекту, в котором первое силановое химическое соединение включает, по меньшей мере, один аминный фрагмент.
Шестьдесят второй аспект включает покрытое стеклянное изделие согласно пятьдесят седьмому аспекту, в котором первое силановое химическое соединение представляет собой аминофенилтриметоксисилан, и второе силановое химическое соединение представляет собой 3-аминопропилтриметоксисилан.
Шестьдесят третий аспект включает способ изготовления покрытого стеклянного контейнера, который составляют помещение множества стеклянных контейнеров в кассету; погружение кассеты и множества стеклянных контейнеров в ванну, содержащую расплавленную соль щелочного металла; извлечение кассеты и стеклянных контейнеров из ванны с расплавленной солью щелочного металла; погружение кассеты и множества стеклянных контейнеров в ванну с водой для удаления остаточной соли щелочного металла из стеклянных контейнеров; промывание стеклянных контейнеров деионизированной водой и нанесение антифрикционного покрытия на стеклянные контейнеры.
Шестьдесят четвертый аспект включает покрытое стеклянное изделие согласно шестьдесят третьему аспекту, для которого кассета и множество стеклянных контейнеров предварительно нагреваются перед погружением в ванну с расплавленной солью щелочного металла.
Шестьдесят пятый аспект включает покрытое стеклянное изделие согласно шестьдесят третьему аспекту, для которого ванна с расплавленной солью щелочного металла, которая представляет собой 100% KNO3, при температуре, равняющейся или составляющей более чем 350°C и равняющейся или составляющей менее чем приблизительно 500°C.
Шестьдесят шестой аспект включает покрытое стеклянное изделие согласно шестьдесят третьему аспекту, для которого кассета и стеклянные контейнеры выдерживаются в ванна, содержащей расплавленную соль щелочного металла, в течение достаточного периода выдерживания, при котором достигается глубина слоя, составляющая вплоть до приблизительно 100 мкм, и сжимающее напряжение, равняющееся или составляющее более чем 300 МПа, на поверхности стеклянного контейнера.
Шестьдесят седьмой аспект включает покрытое стеклянное изделие согласно шестьдесят пятому аспекту, для которого период выдерживания составляет менее чем 30 часов.
Шестьдесят восьмой аспект включает покрытое стеклянное изделие согласно шестьдесят третьему аспекту, для которого после извлечения кассеты и стеклянных контейнеров из ванны, содержащей расплавленную соль щелочного металла, кассета поворачивается вокруг горизонтальной оси для полного удаления расплавленной соли из стеклянных контейнеров.
Шестьдесят девятый аспект включает покрытое стеклянное изделие согласно шестьдесят третьему аспекту, для которого кассета и стеклянные контейнеры подвешиваются над ванной, содержащей расплавленную соль щелочного металла, в процессе вращения кассеты.
Семидесятый аспект включает покрытое стеклянное изделие согласно шестьдесят третьему аспекту, для которого кассета и стеклянные контейнеры охлаждаются перед погружением в ванну с водой.
Семьдесят первый аспект включает покрытое стеклянное изделие согласно шестьдесят третьему аспекту, для которого ванна с водой представляет собой первую ванну с водой и кассета, и стеклянные контейнеры погружаются во вторую ванну с водой после погружения в первую ванну с водой.
Семьдесят второй аспект включает покрытое стеклянное изделие согласно шестьдесят третьему аспекту, для которого дополнительно осуществляется извлечение стеклянных контейнеров из кассеты перед промыванием стеклянных контейнеров в деионизированной воде.
Семьдесят третий аспект включает покрытое стеклянное изделие согласно шестьдесят третьему аспекту, для которого покрытие стеклянных контейнеров с антифрикционным покрытием включает нанесение покровный раствор на стеклянные контейнеры.
Семьдесят четвертый аспект включает покрытое стеклянное изделие согласно шестьдесят третьему аспекту, для которого покрытие стеклянных контейнеров с антифрикционным покрытием включает нанесение связующего вещества на внешнюю поверхность стеклянных контейнеров и нанесение полимерное покрытие на стеклянные контейнеры поверх связующего вещества.
Семьдесят пятый аспект включает покрытое стеклянное изделие согласно семьдесят четвертому аспекту, в котором связующее вещество и полимерный покровный раствор наносят погружением на стеклянный контейнер.
Семьдесят шестой аспект включает покрытое стеклянное изделие согласно семьдесят четвертому аспекту, в котором связующее вещество и полимерный покровный раствор распыляют и наносят на стеклянный контейнер.
Семьдесят седьмой аспект включает покрытое стеклянное изделие согласно семьдесят четвертому аспекту, в котором связующее вещество и полимерный покровный раствор превращают в аэрозоль или туман и наносят на стеклянный контейнер.
Семьдесят восьмой аспект включает покрытое стеклянное изделие согласно семьдесят четвертому аспекту, в котором связующее вещество и полимерный покровный раствор наносят на стеклянный контейнер, осуществляя любой способ нанесения раствора (используя щетку, кисть, штамп, валик и т.д.).
Семьдесят девятый аспект включает покрытое стеклянное изделие согласно семьдесят четвертому аспекту, в котором стеклянная поверхность с нанесенным связующим веществом подвергается термической обработке перед нанесением полимерного покровного раствора.
Восьмидесятый аспект включает покрытое стеклянное изделие согласно семьдесят девятому аспекту, в котором стеклянная поверхность с нанесенным связующим веществом подвергается термической обработке путем нагревания стеклянных контейнеров в печи.
Восемьдесят первый аспект включает покрытое стеклянное изделие согласно семьдесят четвертому аспекту, дополнительно включающее отверждение полимерного покровного раствор после того, как полимерный покровный раствор наносится на стеклянный контейнер.
Восемьдесят второй аспект включает покрытое стеклянное изделие согласно семьдесят четвертому аспекту, в котором связующее вещество и/или полимерное покрытие термически отверждаются.
Восемьдесят третий аспект включает покрытое стеклянное изделие согласно семьдесят четвертому аспекту, в котором связующее вещество и/или полимерное покрытие отверждаются ультрафиолетовым излучением.
Здесь следует понимать, что стеклянные контейнеры, имеющие антифрикционные покрытия, которые описаны в настоящем документе, проявляют повышенное сопротивление к механическим повреждениям в результате нанесения антифрикционного покрытия, и, таким образом, стеклянные контейнеры обладают повышенной механической устойчивостью. Данное свойство делает стеклянные контейнеры хорошо приспособленными для использования в разнообразных приложениях, включая, без ограничения, фармацевтические упаковочные материалы.
Для специалистов в данной области техники является очевидным, что можно производить разнообразные модификации и видоизменения вариантов осуществления, которые описаны в настоящем документе, без отклонения от идеи и выхода за пределы объема заявленного предмета настоящего изобретения. Таким образом, предусмотрено, что настоящее изобретение распространяется на модификации и видоизменения разнообразных вариантов осуществления, которые описаны в настоящем документе, при том условии, что такие модификации и видоизменения находятся в пределах объема пунктов прилагаемой формулы настоящего изобретения и их эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛЯННЫЕ ИЗДЕЛИЯ С АНТИФРИКЦИОННЫМИ ПОКРЫТИЯМИ | 2013 |
|
RU2641817C2 |
| ПОКРЫТАЯ ФАРМАЦЕВТИЧЕСКАЯ УПАКОВКА (ВАРИАНТЫ) | 2013 |
|
RU2671328C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАРМАЦЕВТИЧЕСКОГО КОНТЕЙНЕРА | 2019 |
|
RU2733518C1 |
| УПРОЧНЕННЫЕ СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ, УСТОЙЧИВЫЕ К РАССЛАИВАНИЮ И ПОВРЕЖДЕНИЮ | 2013 |
|
RU2657265C2 |
| СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ С УЛУЧШЕННОЙ ПРОЧНОСТЬЮ И УСТОЙЧИВОСТЬЮ К ОТСЛАИВАНИЮ | 2013 |
|
RU2658852C2 |
| СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ С УСТОЙЧИВОСТЬЮ К ОТСЛАИВАНИЮ И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ К ПОВРЕЖДЕНИЮ | 2013 |
|
RU2659928C2 |
| СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ С УСТОЙЧИВОСТЬЮ К ОТСЛАИВАНИЮ И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ К ПОВРЕЖДЕНИЮ | 2013 |
|
RU2706146C2 |
| СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ С УЛУЧШЕННОЙ ПРОЧНОСТЬЮ И УЛУЧШЕННОЙ СТОЙКОСТЬЮ К РАЗРУШЕНИЮ | 2013 |
|
RU2706846C2 |
| СТЕКЛЯННЫЕ КОНТЕЙНЕРЫ С УЛУЧШЕННОЙ ПРОЧНОСТЬЮ И УЛУЧШЕННОЙ СТОЙКОСТЬЮ К РАЗРУШЕНИЮ | 2013 |
|
RU2679454C2 |
| КОНТЕЙНЕРЫ ИЗ УПРОЧНЕННОГО БОРОСИЛИКАТНОГО СТЕКЛА С ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ К ПОВРЕЖДЕНИЮ | 2013 |
|
RU2634133C2 |
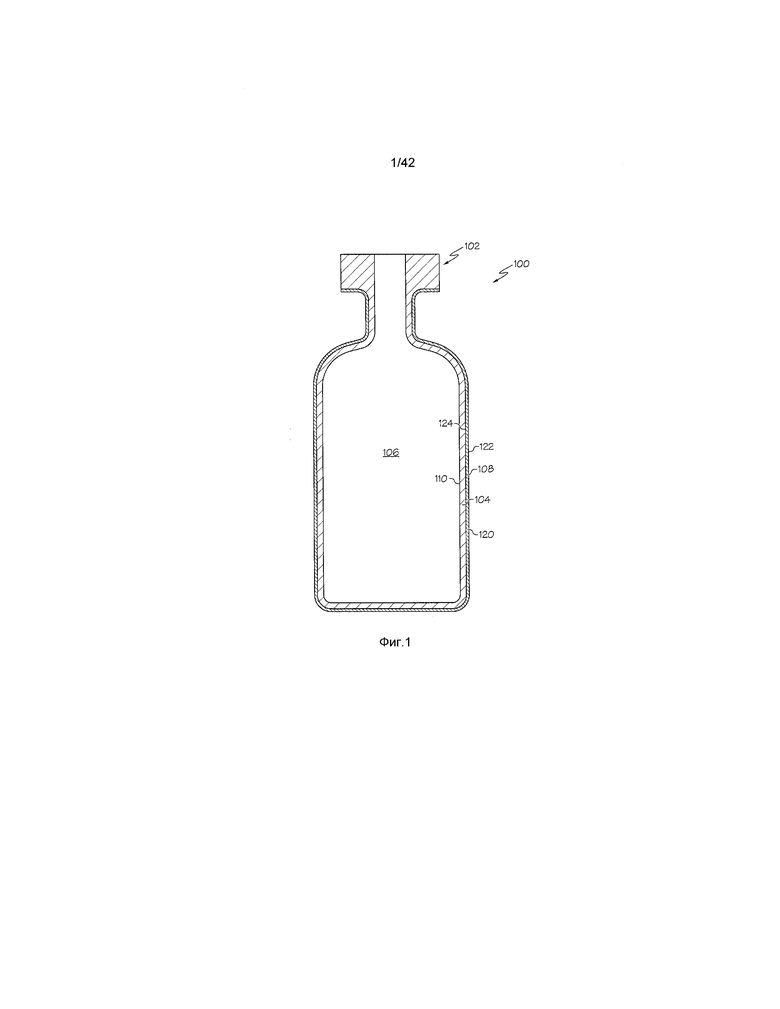
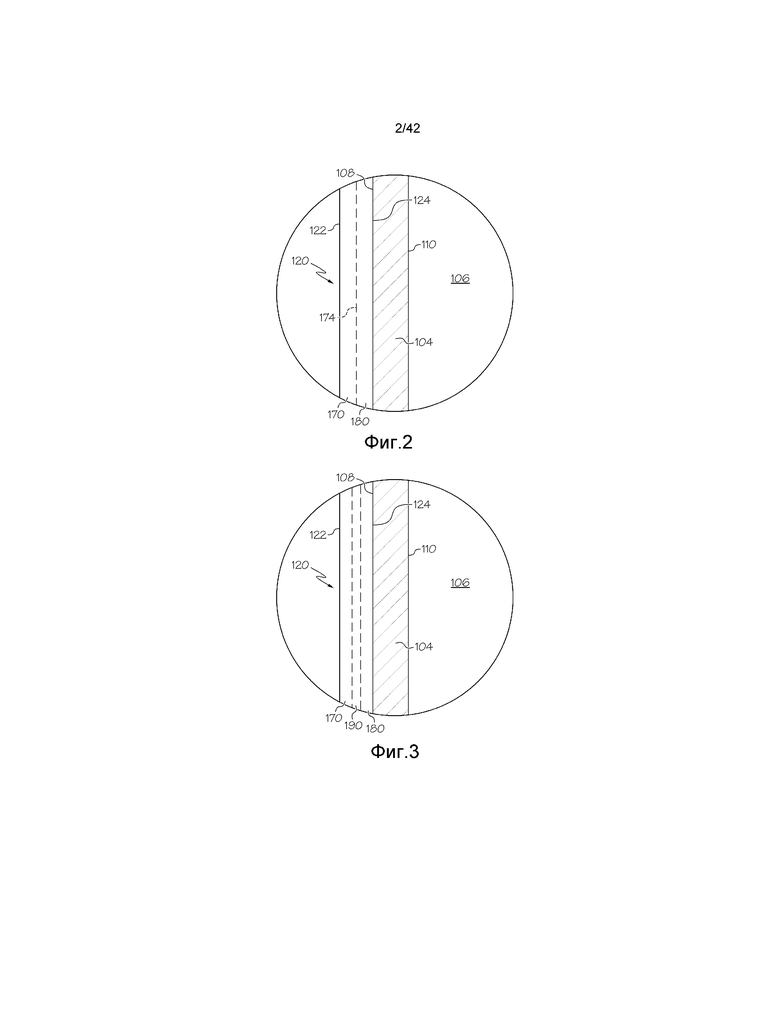
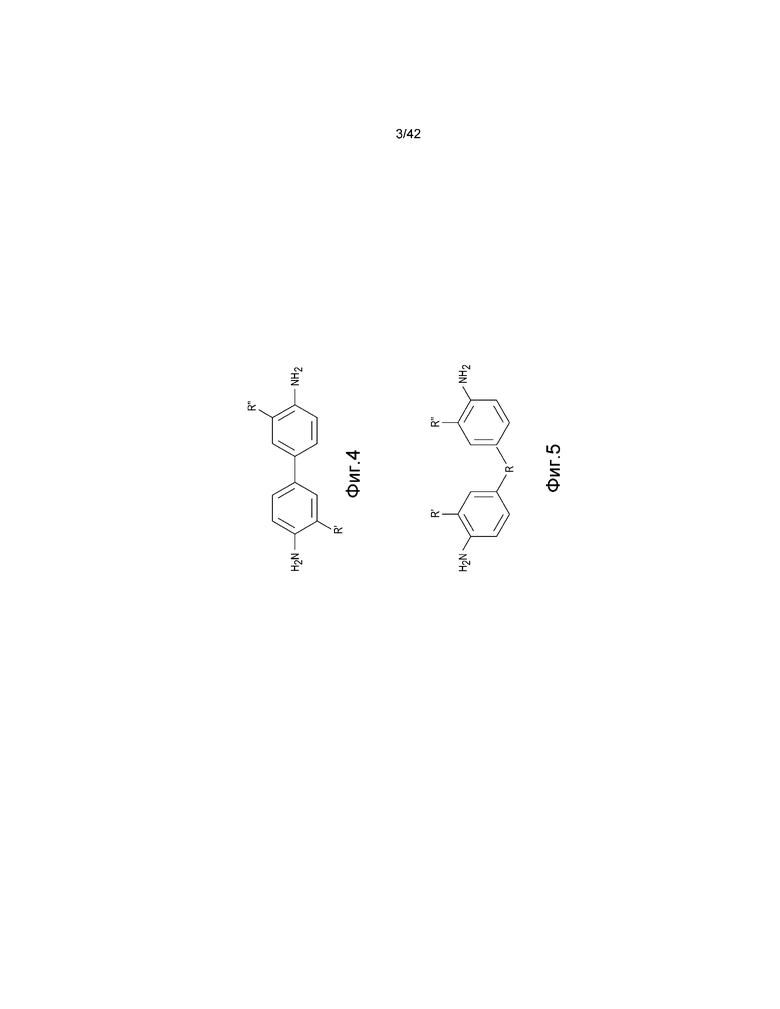
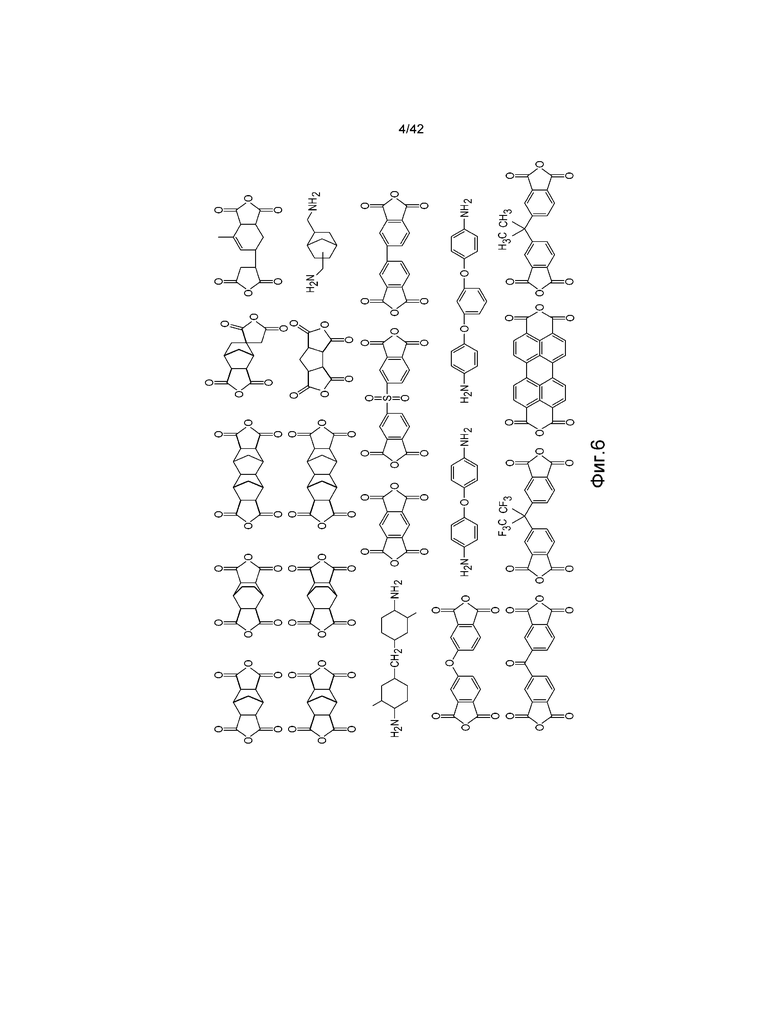
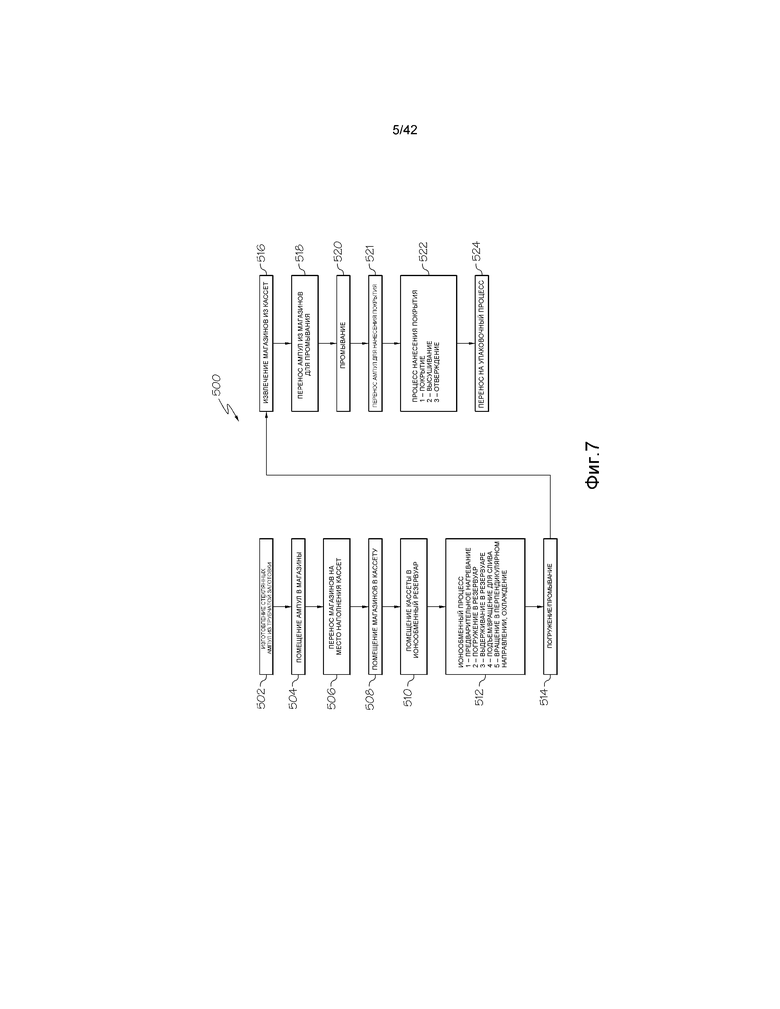
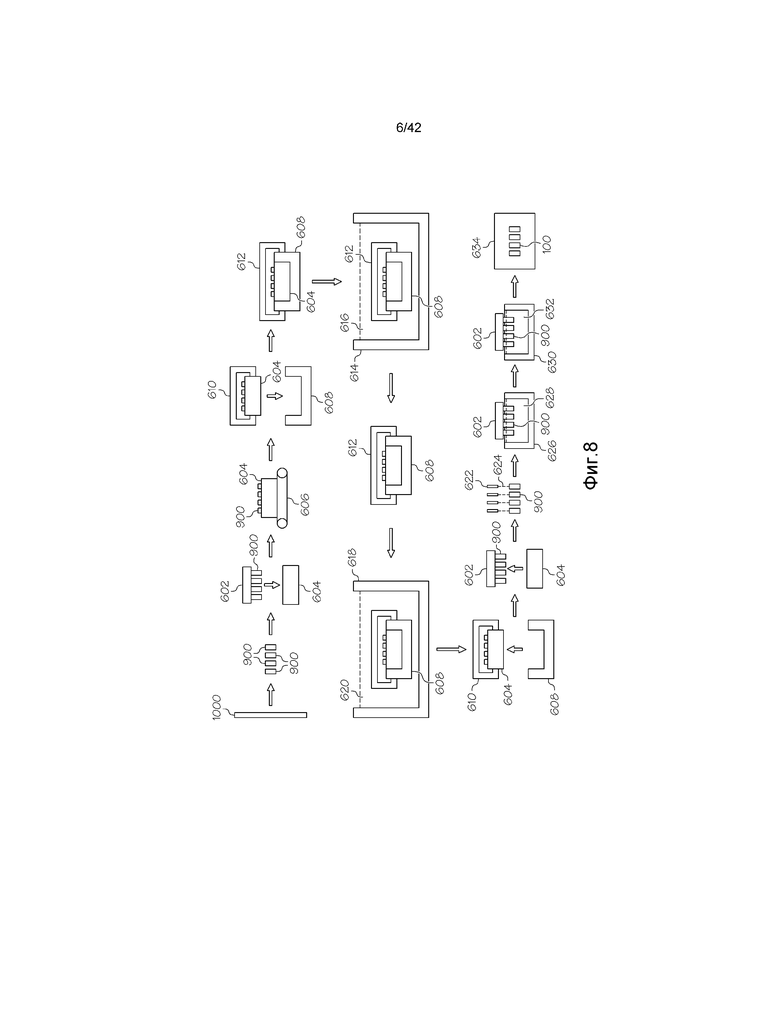
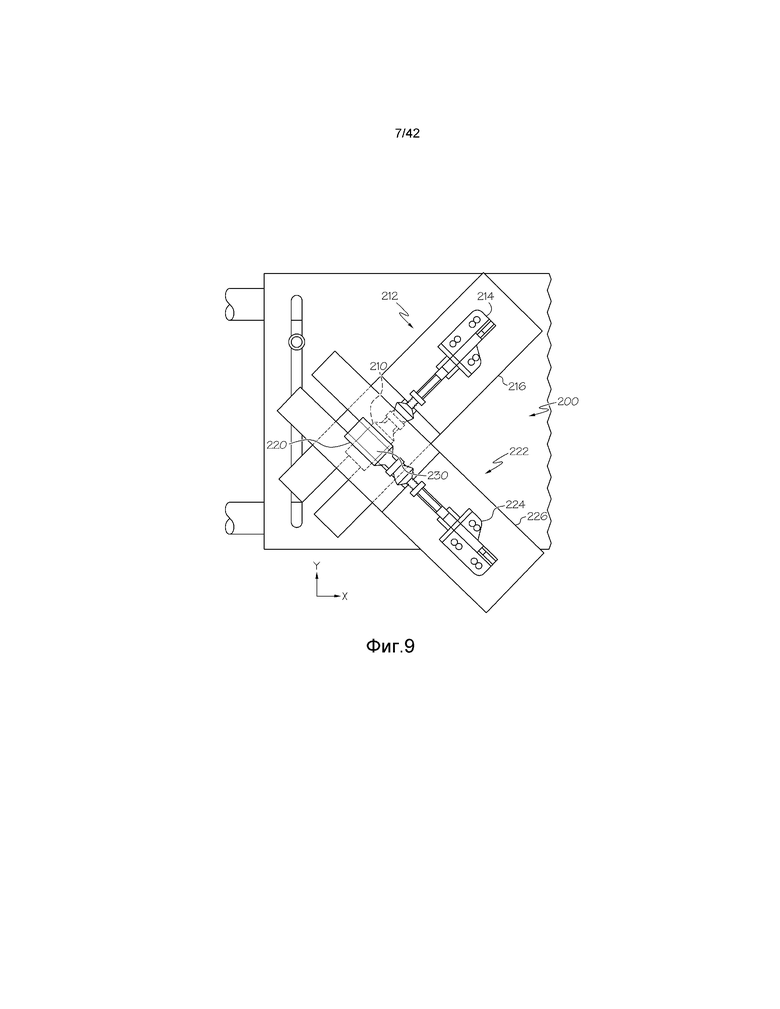
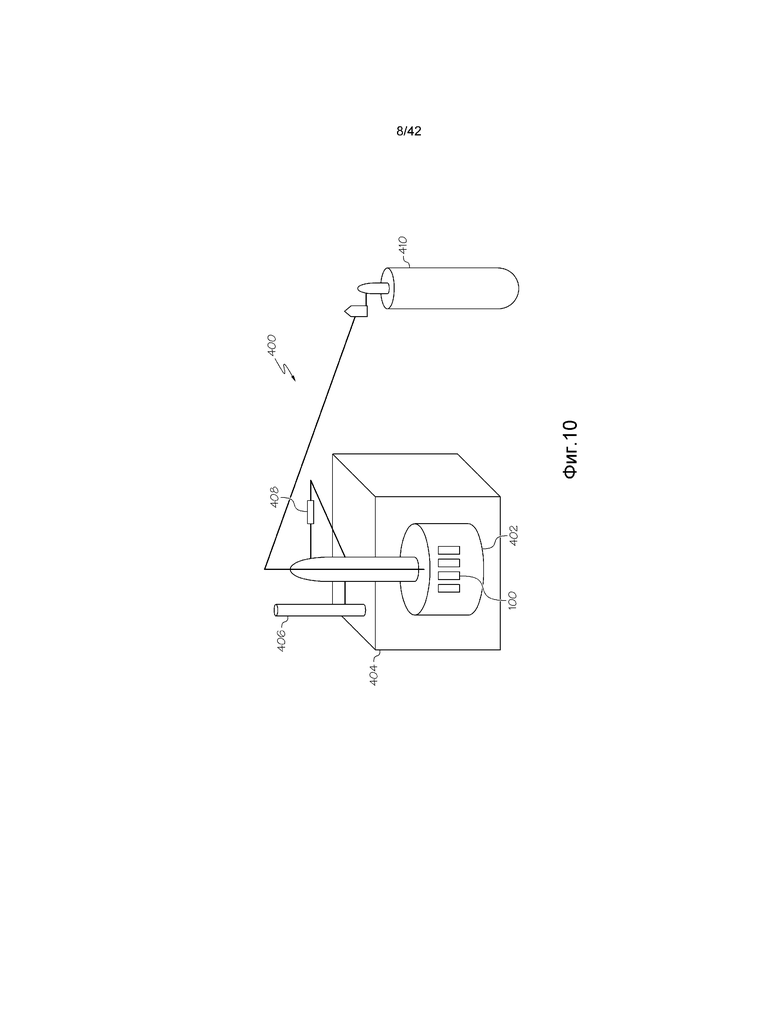
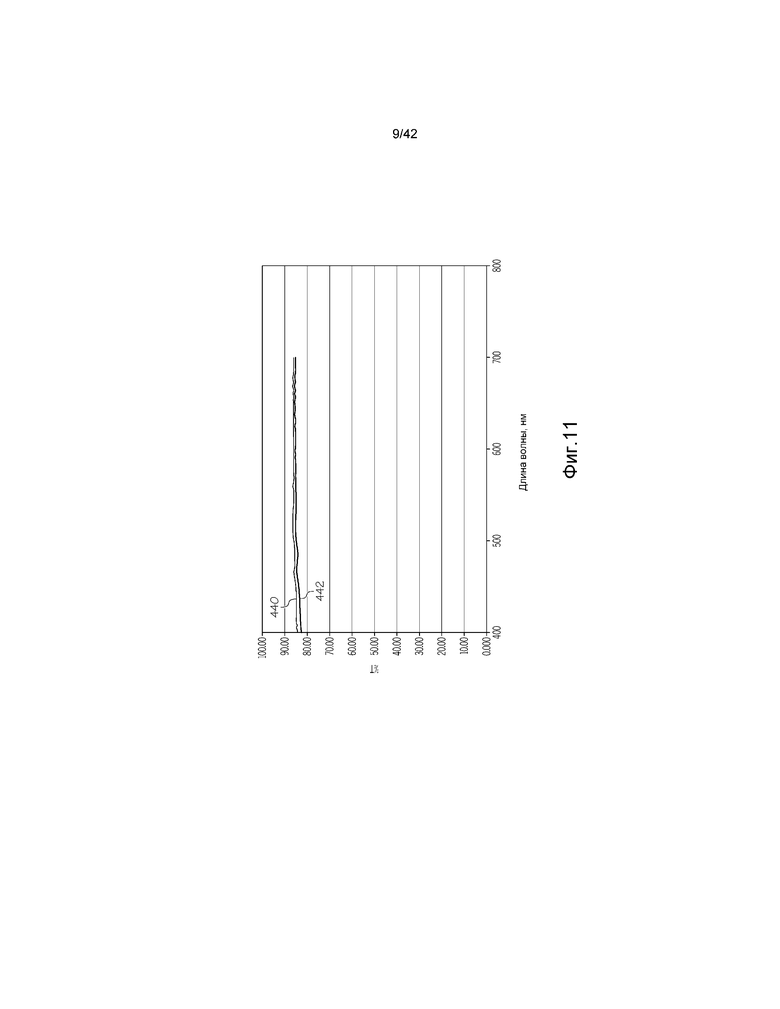
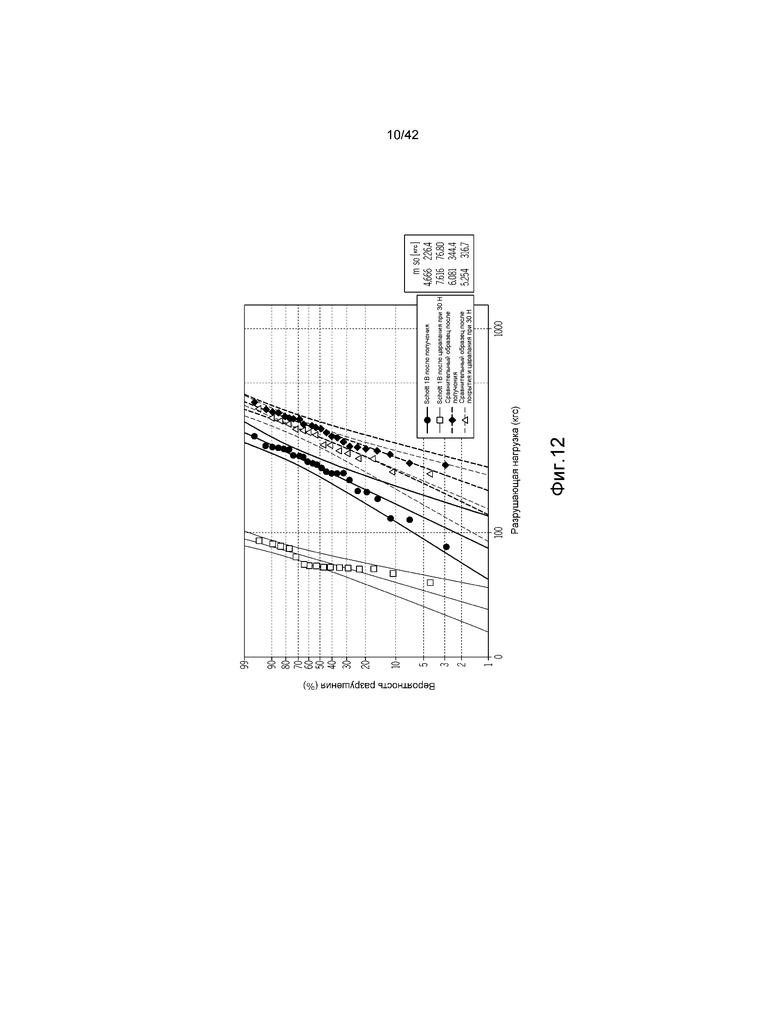
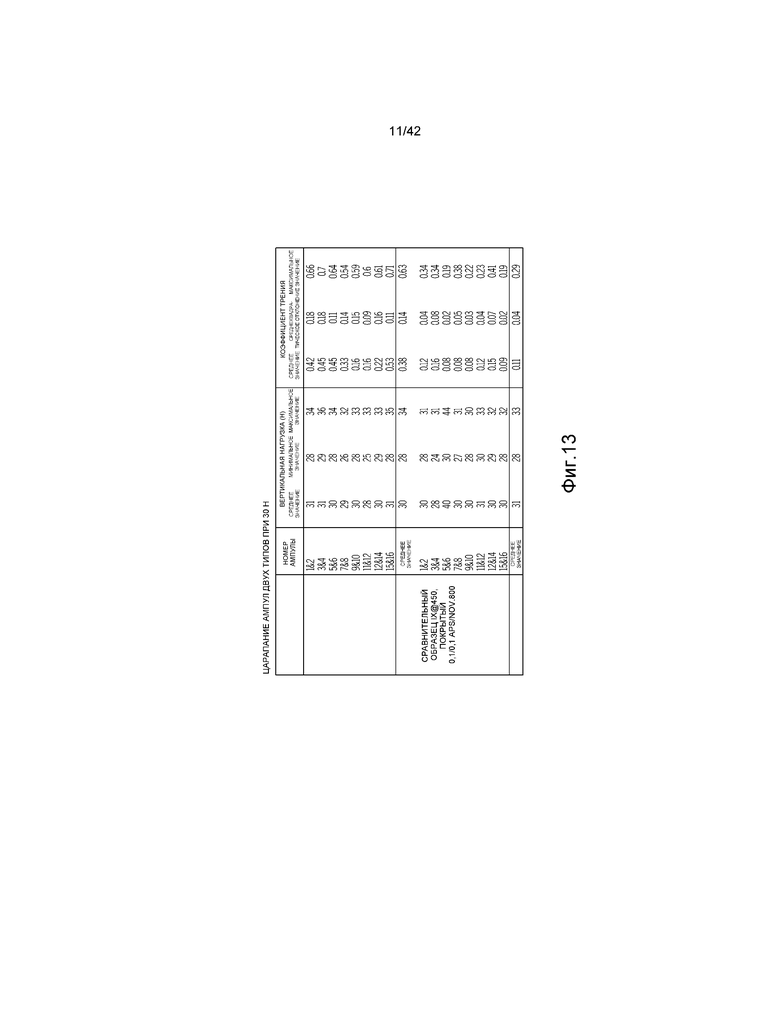
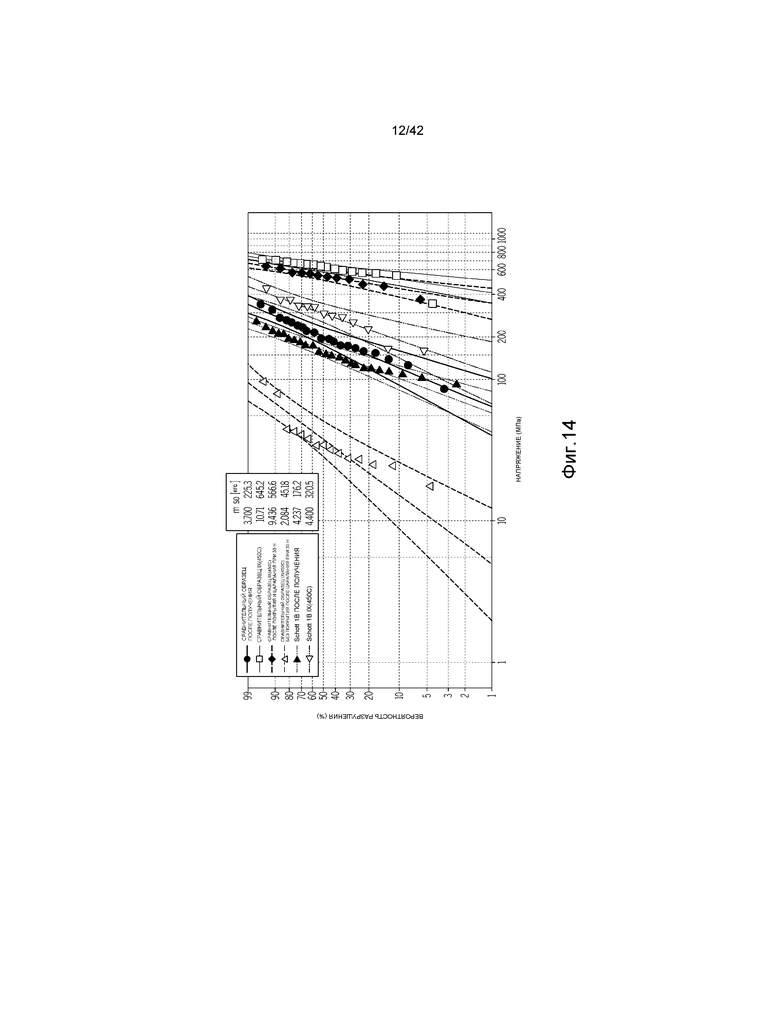
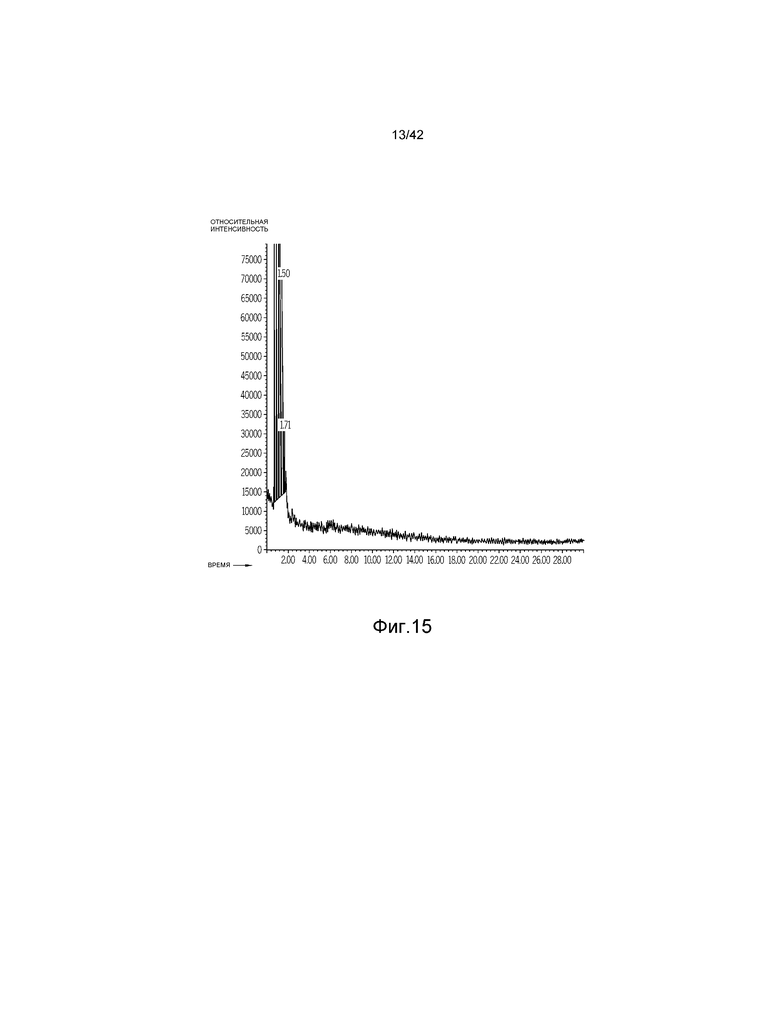
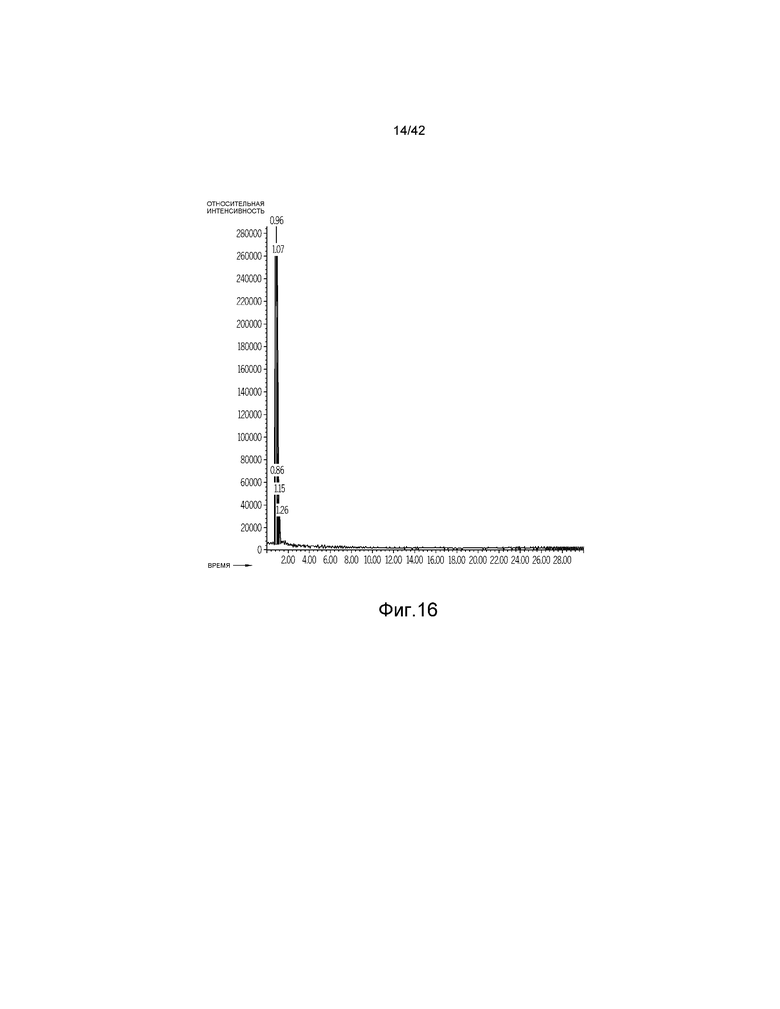
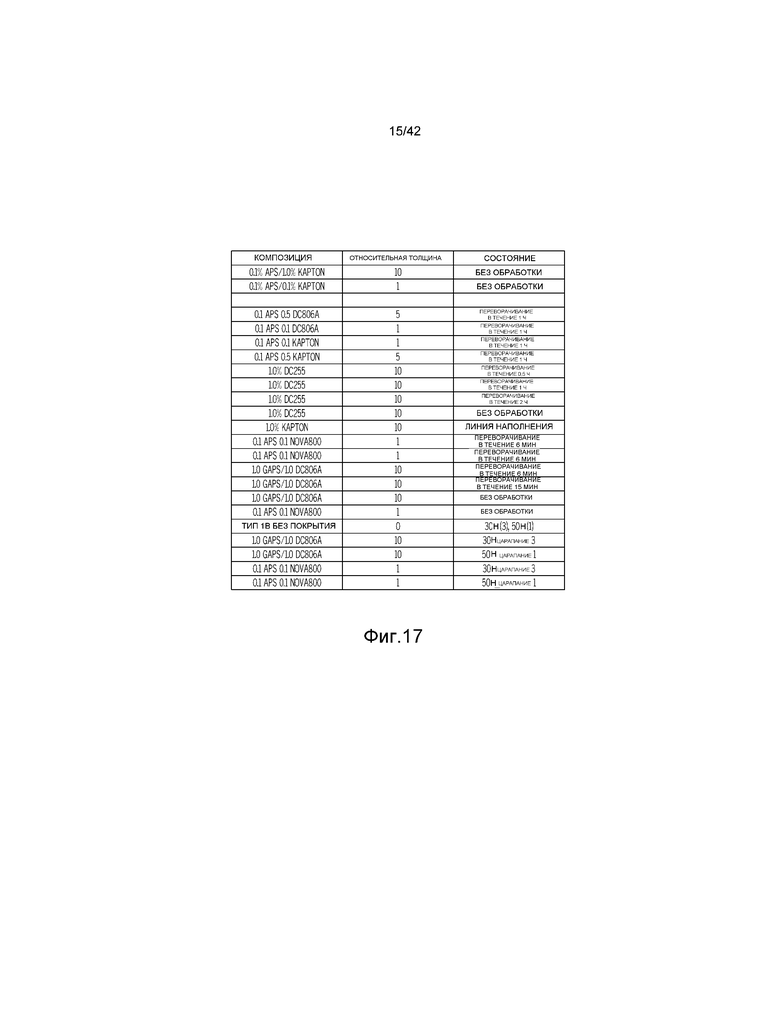
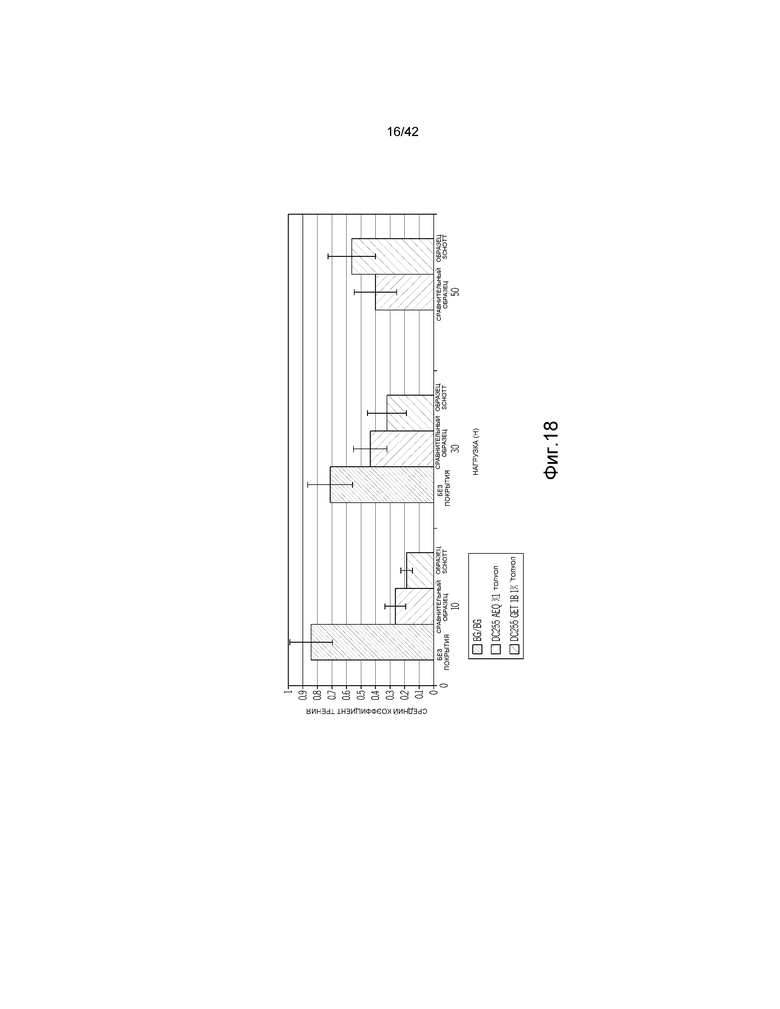
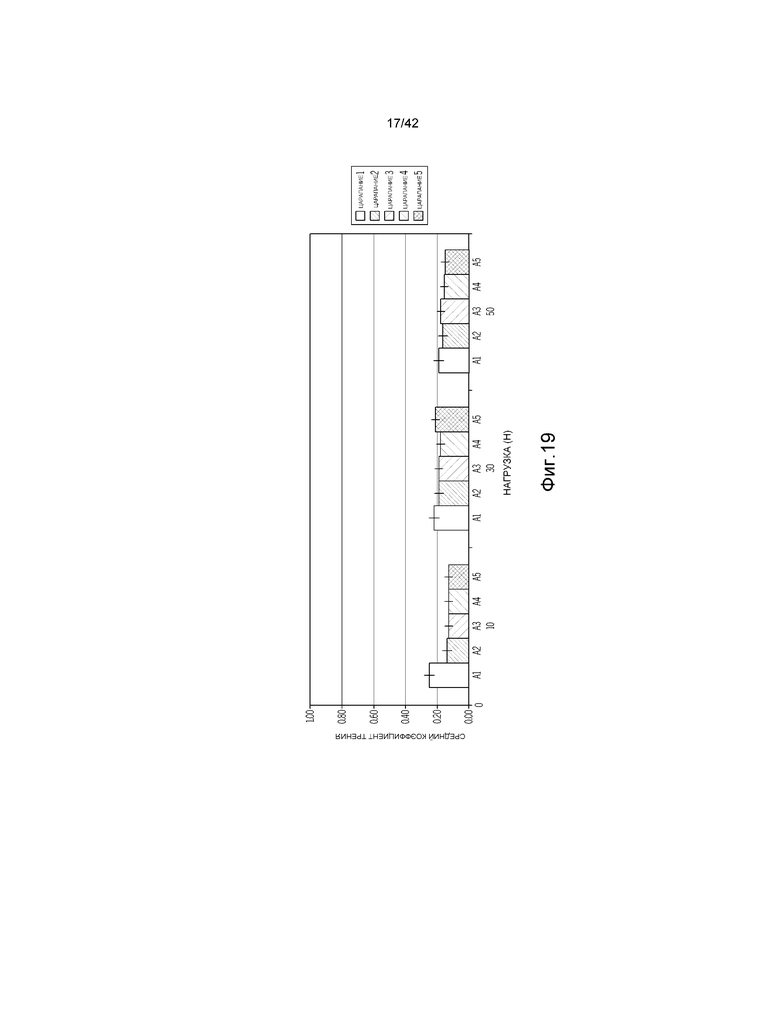
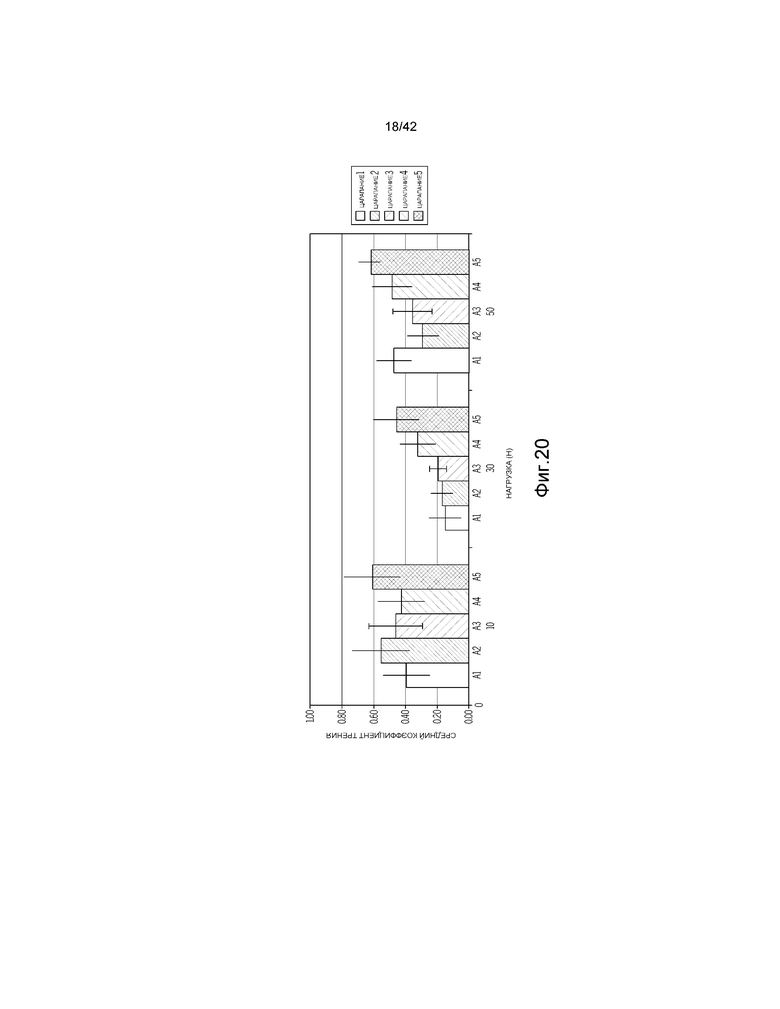
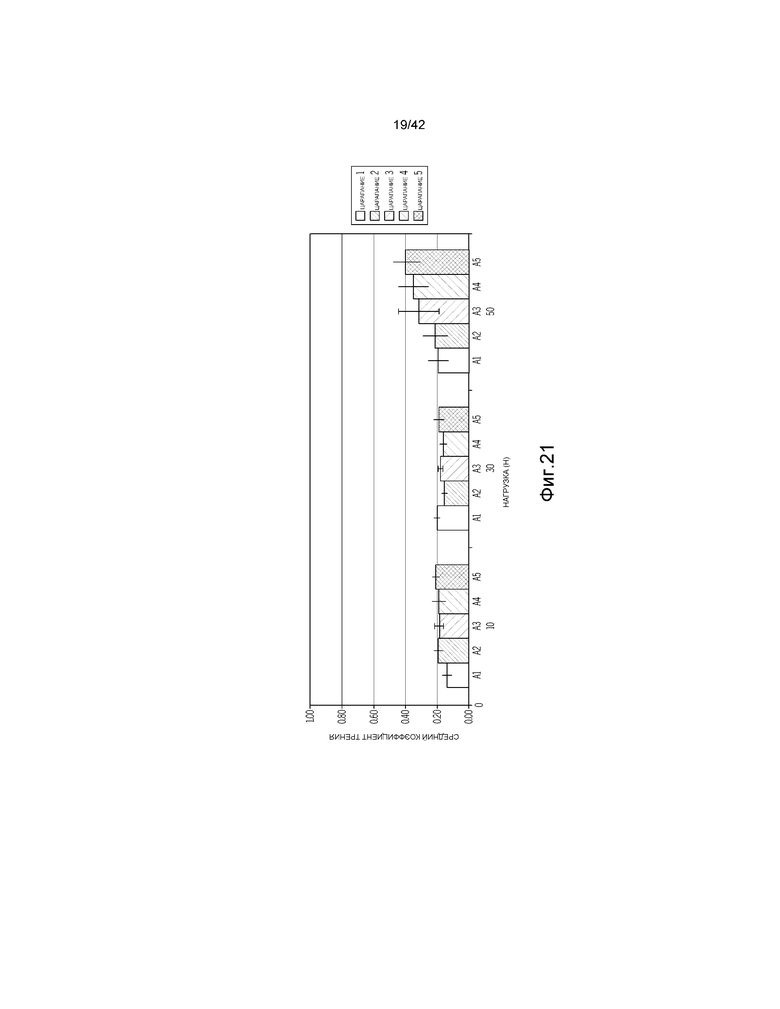
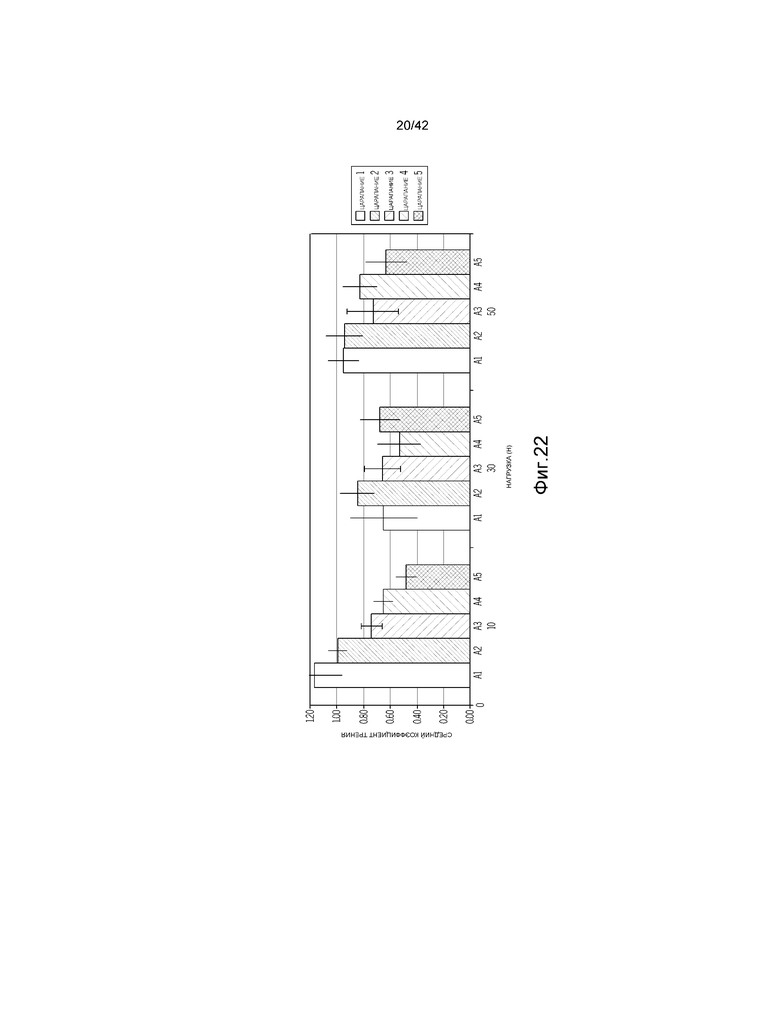
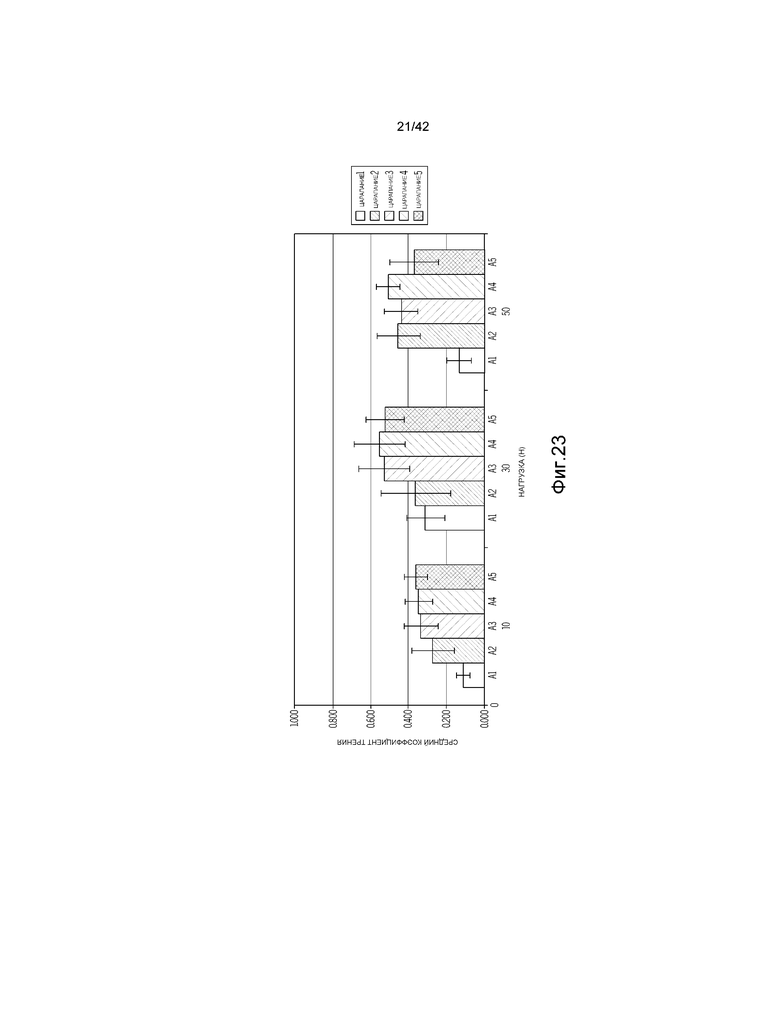
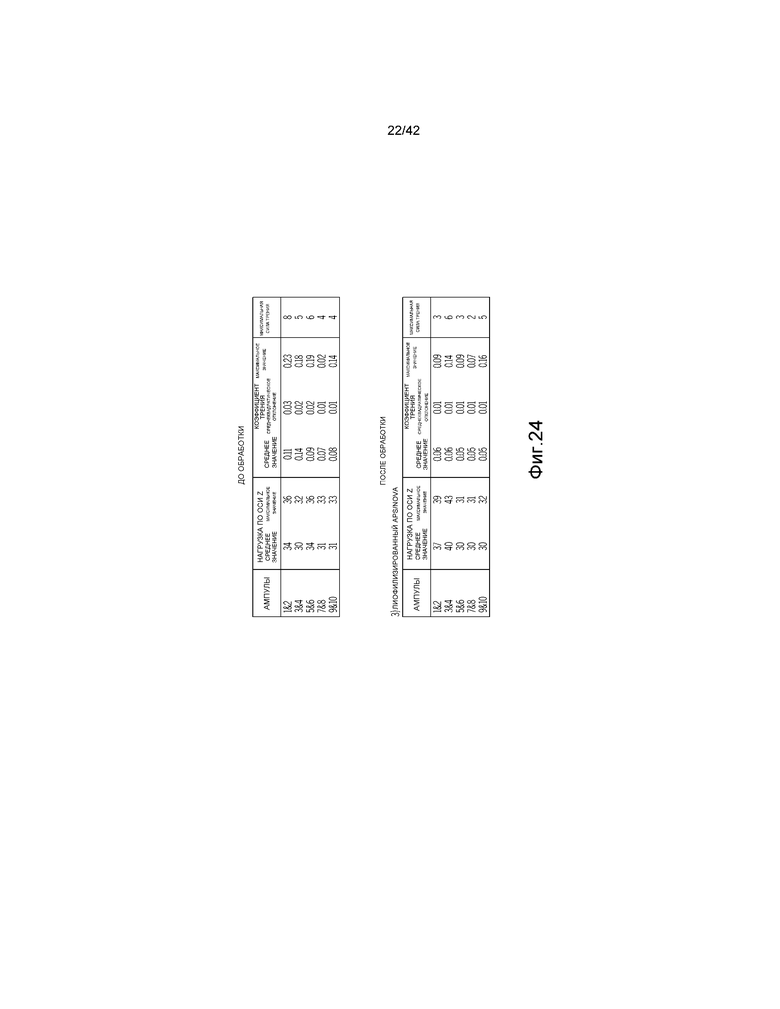
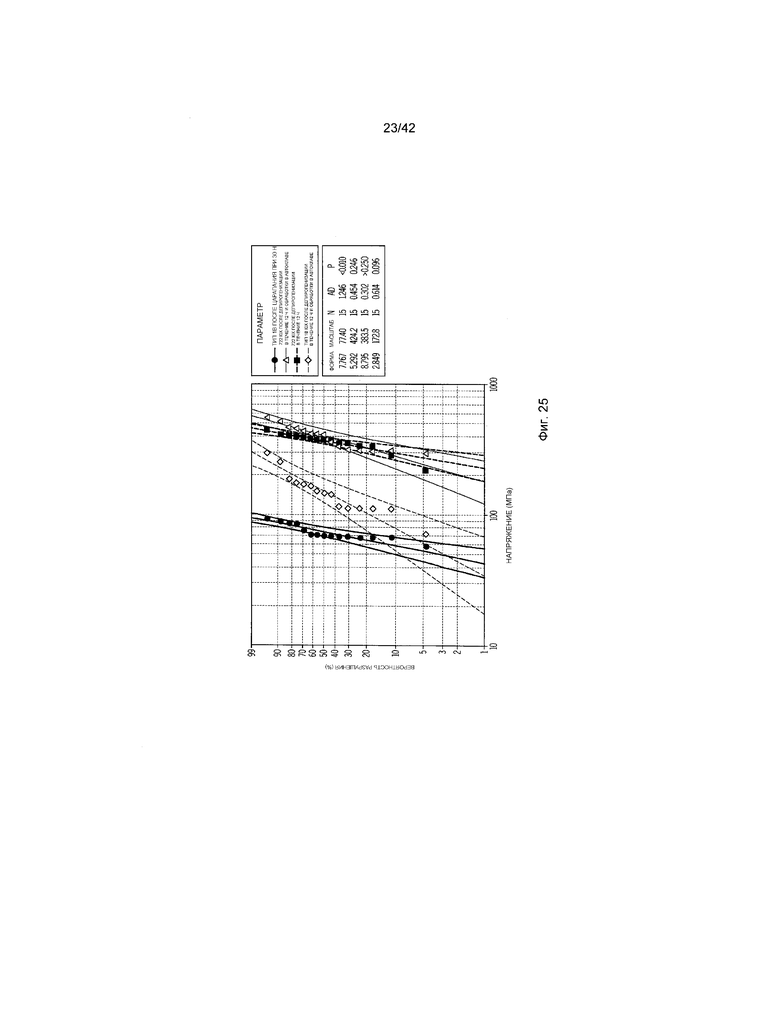
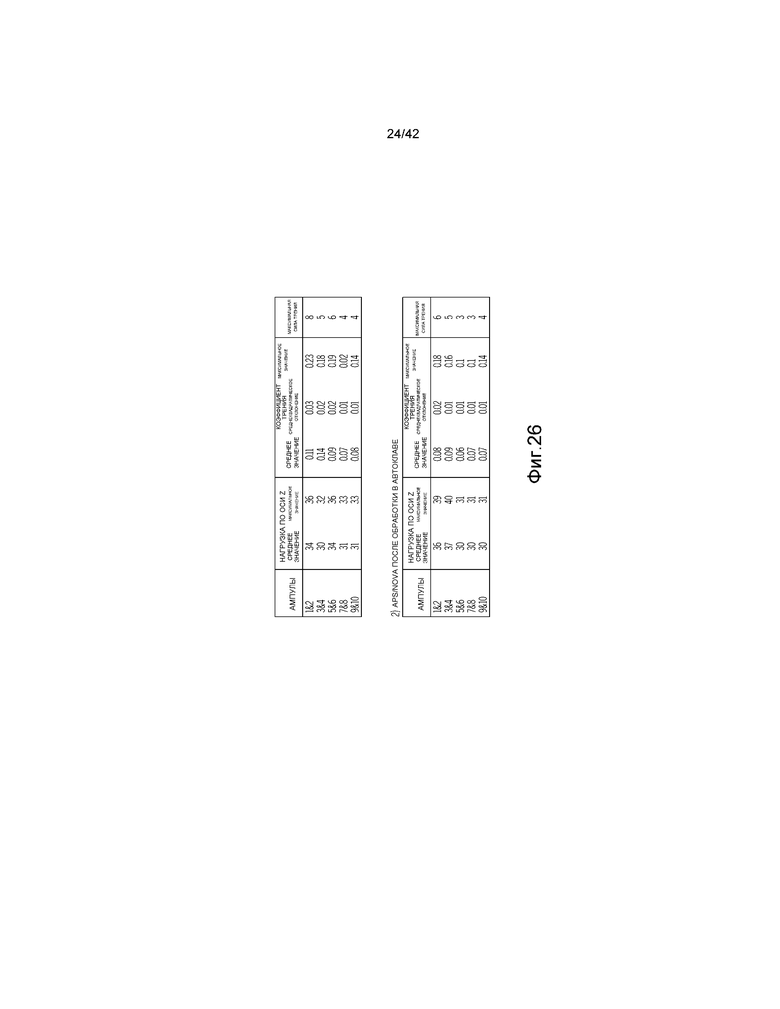
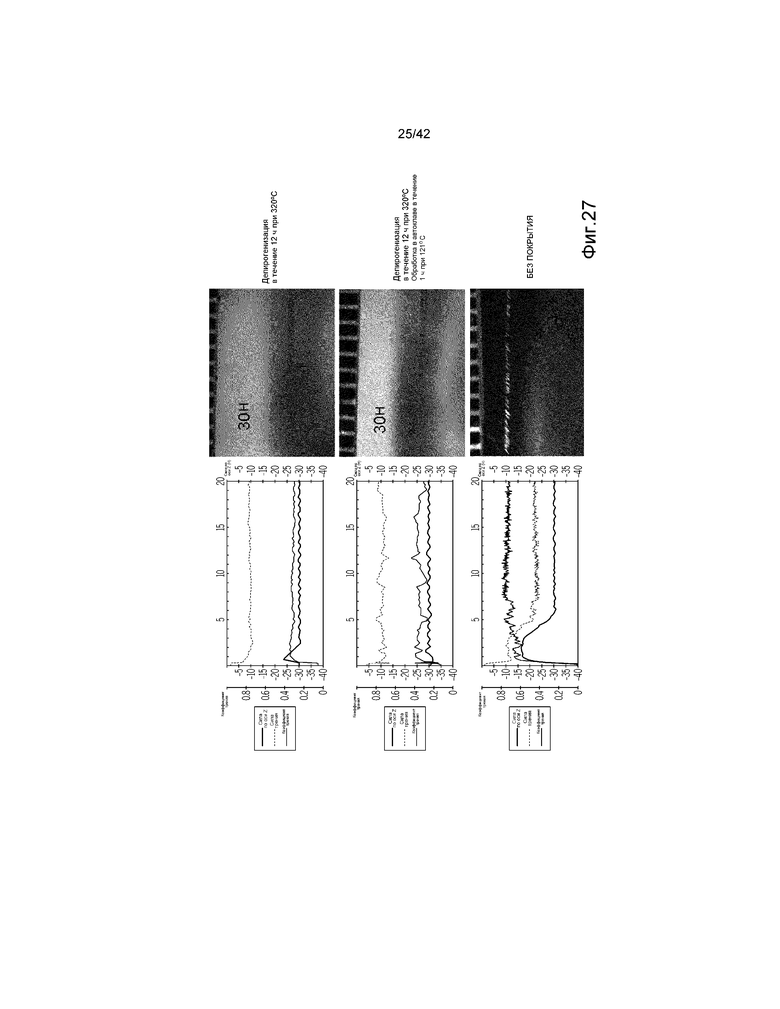
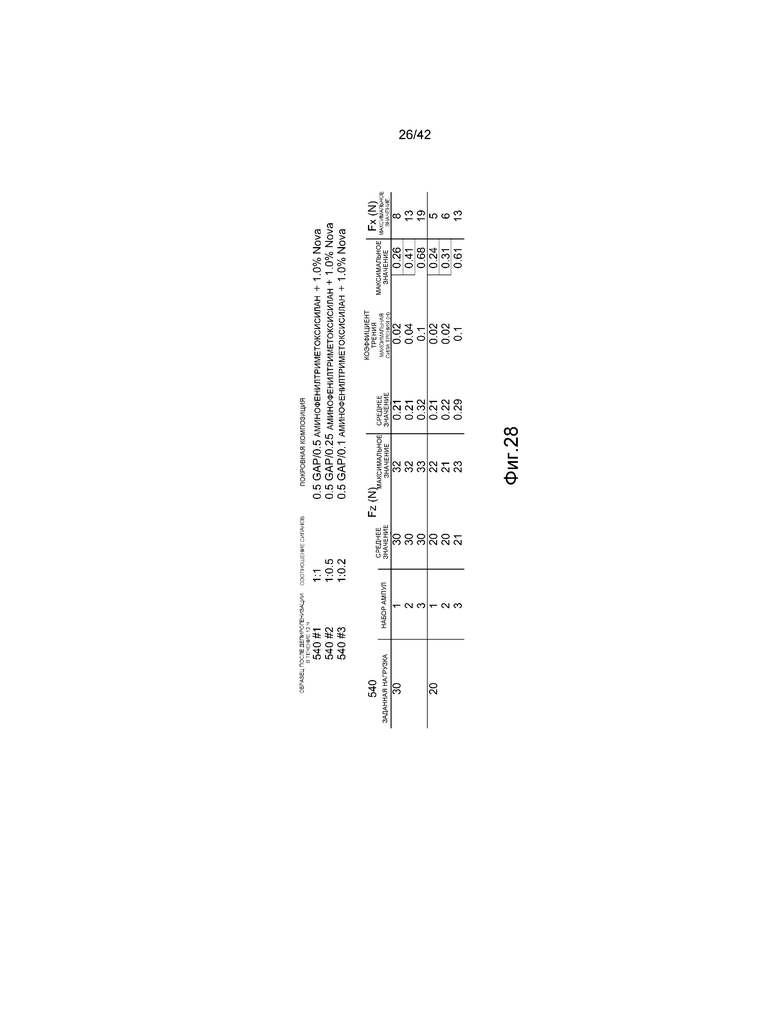
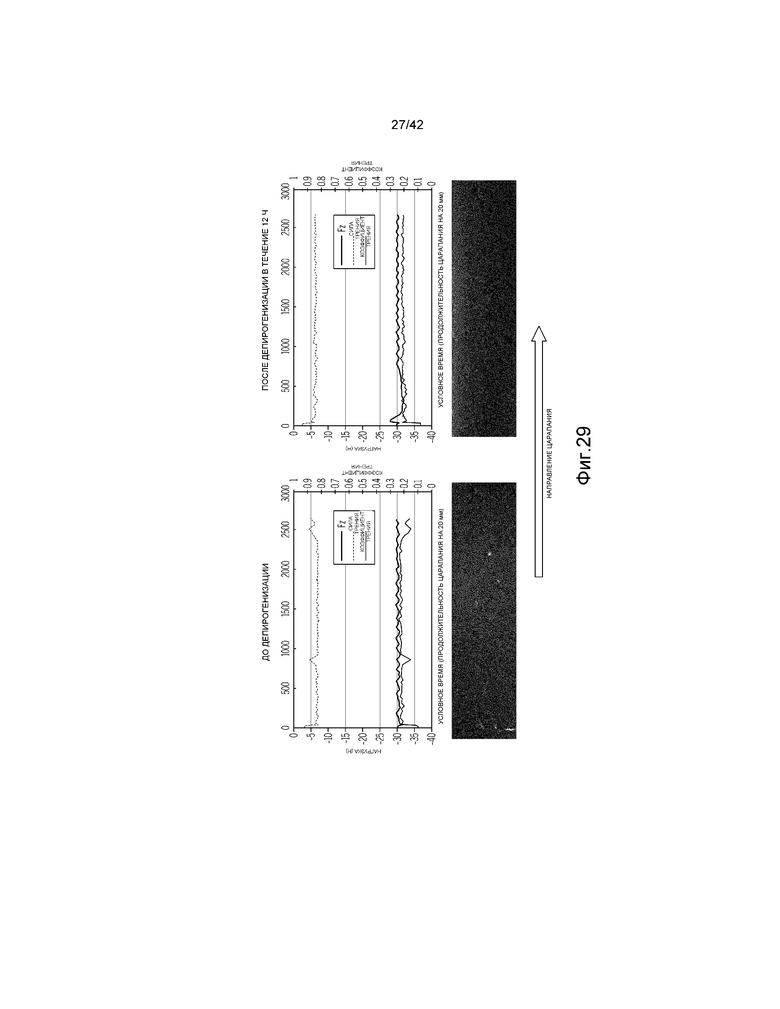
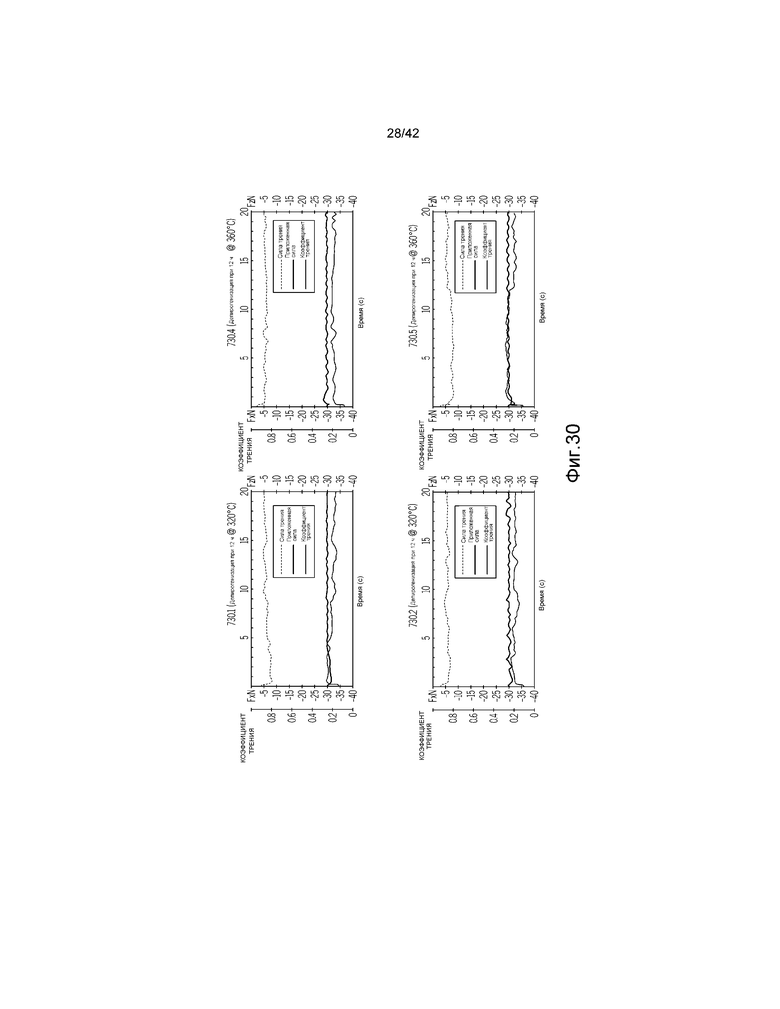
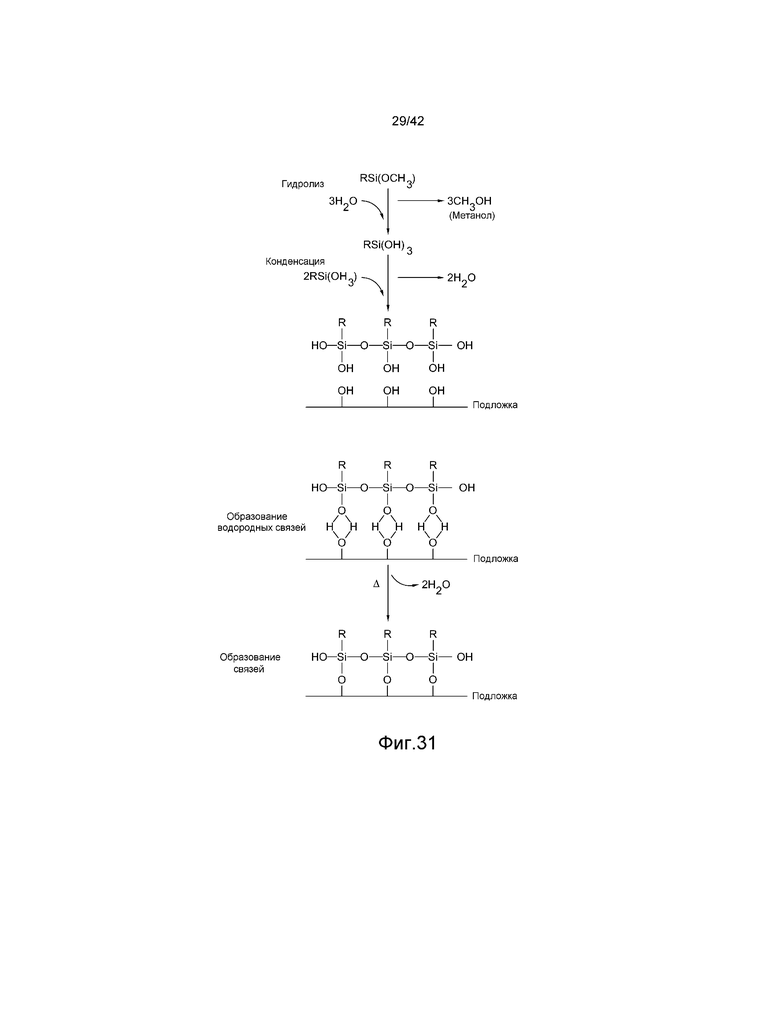
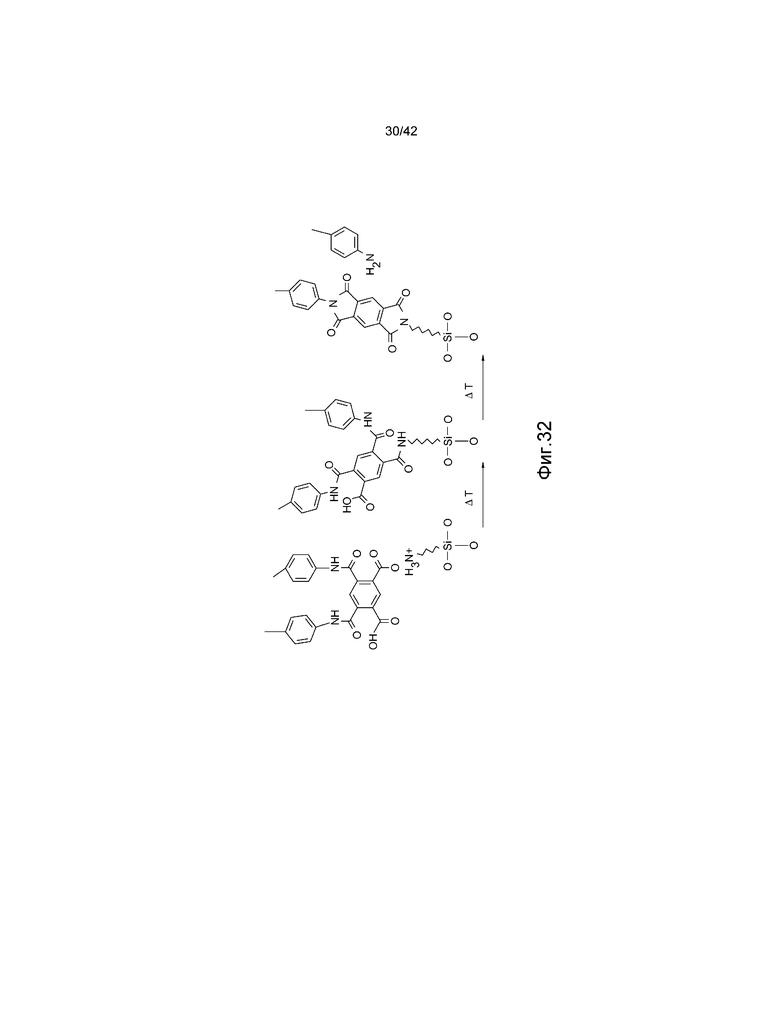
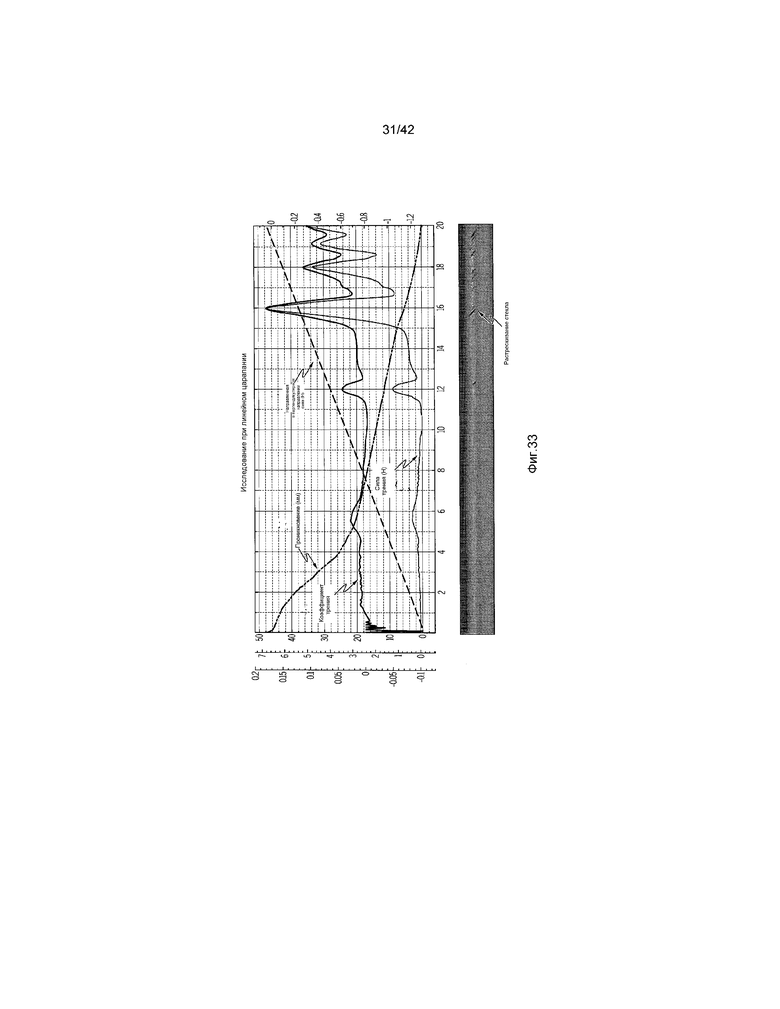
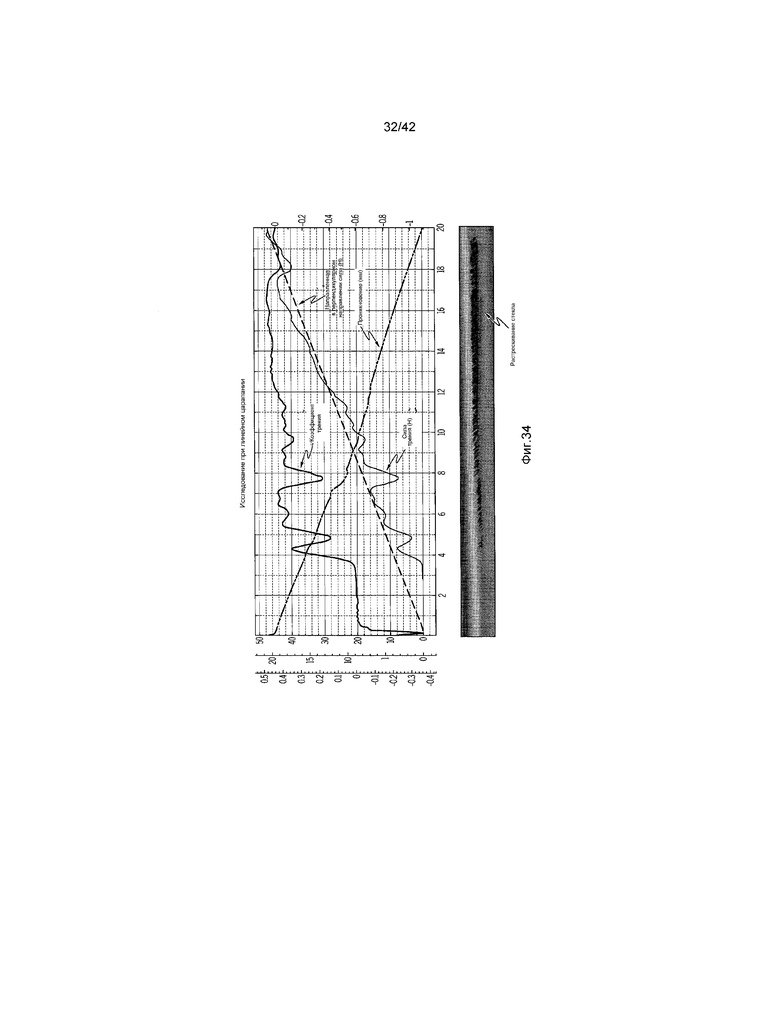
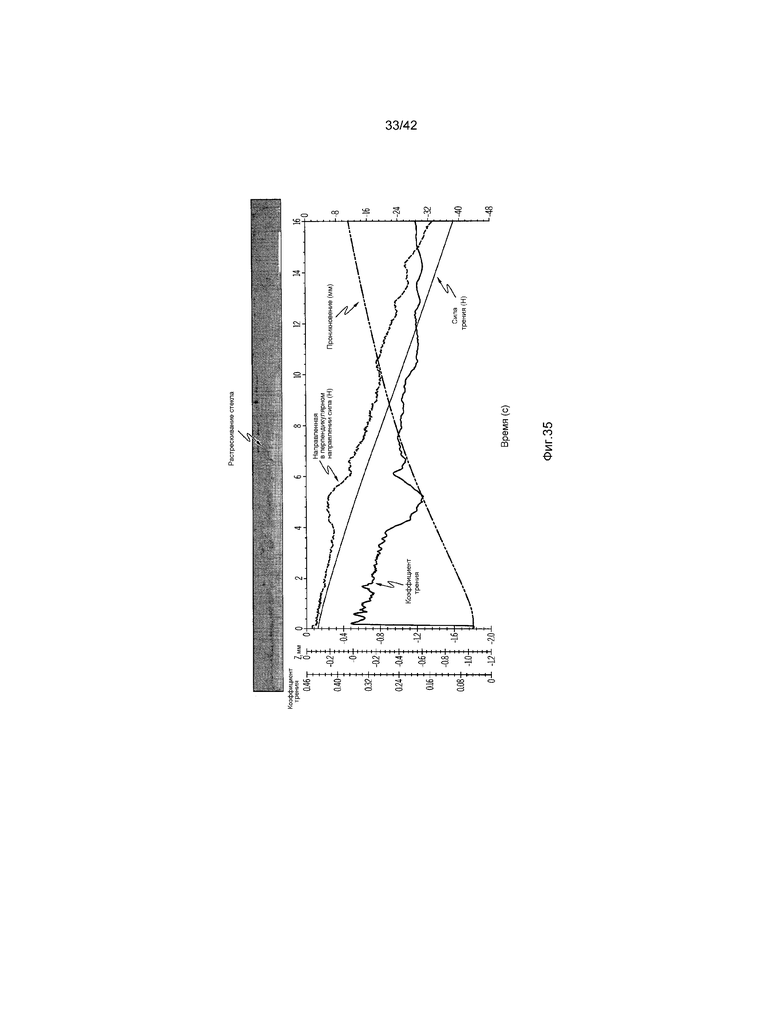
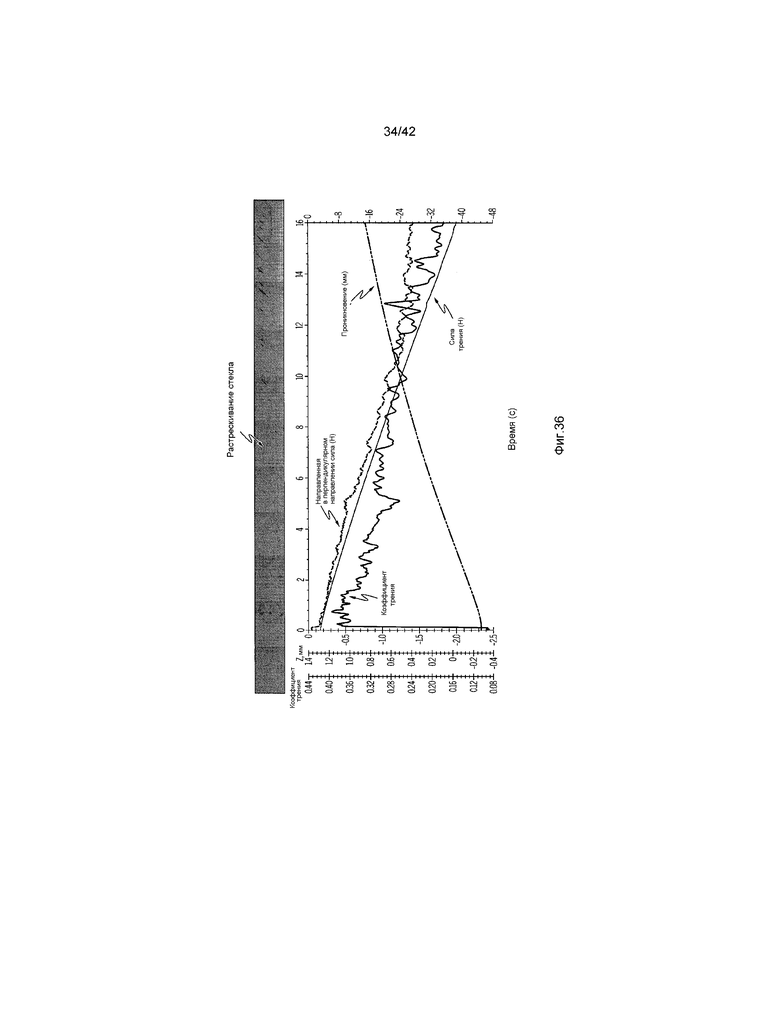
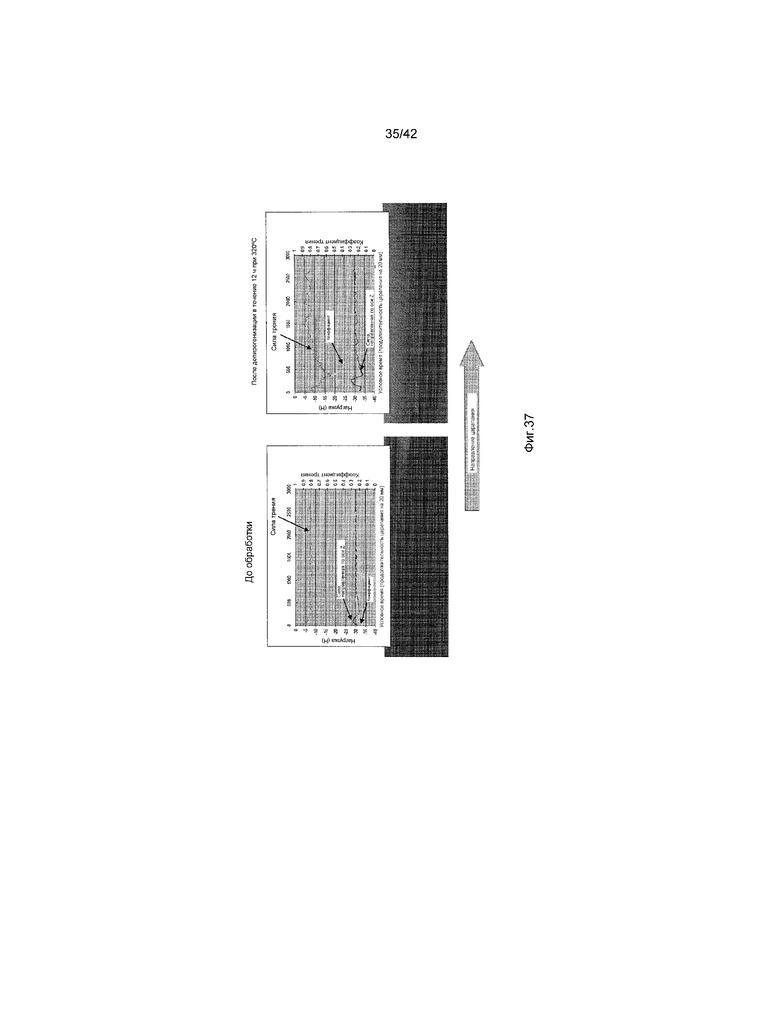
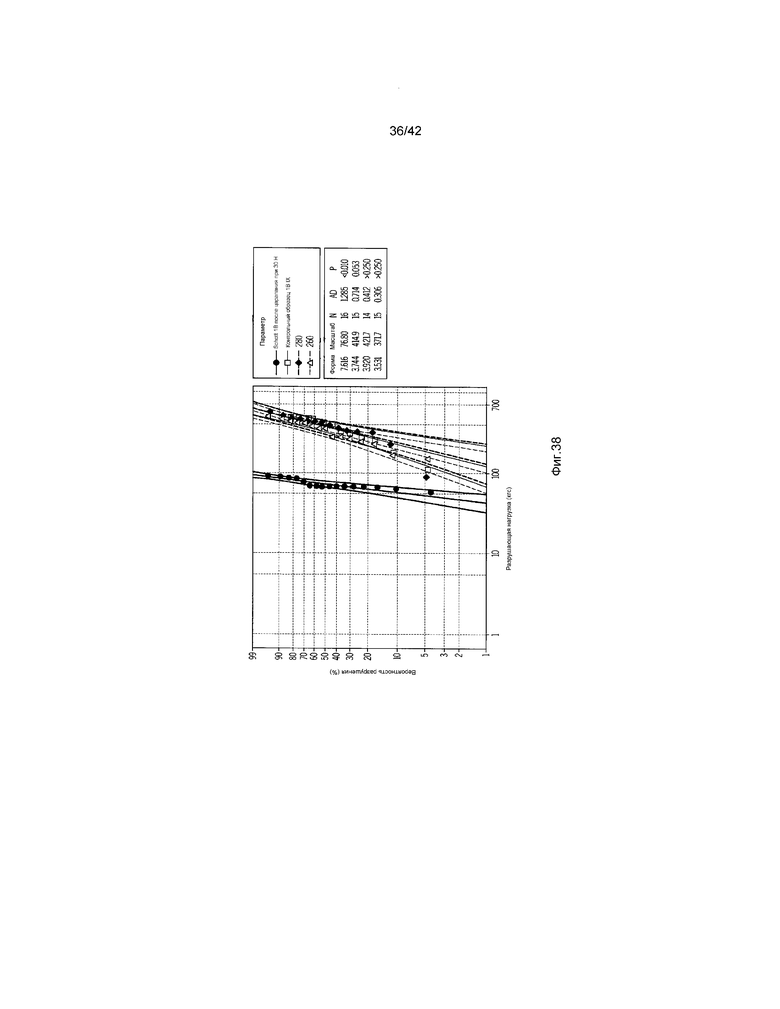
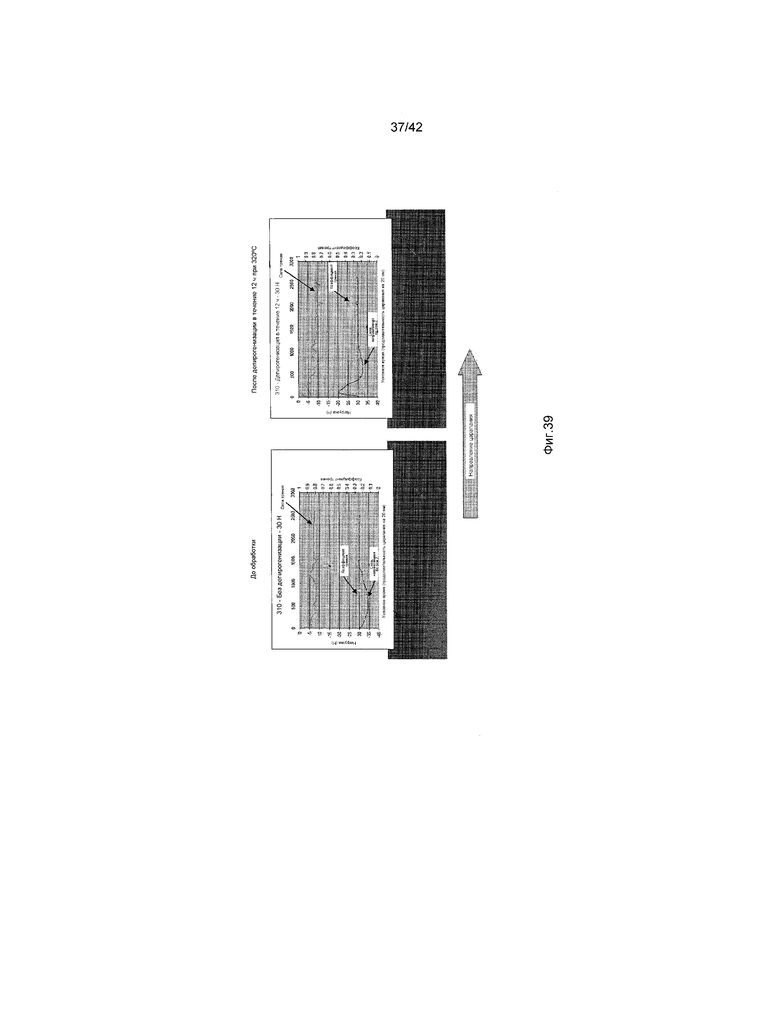
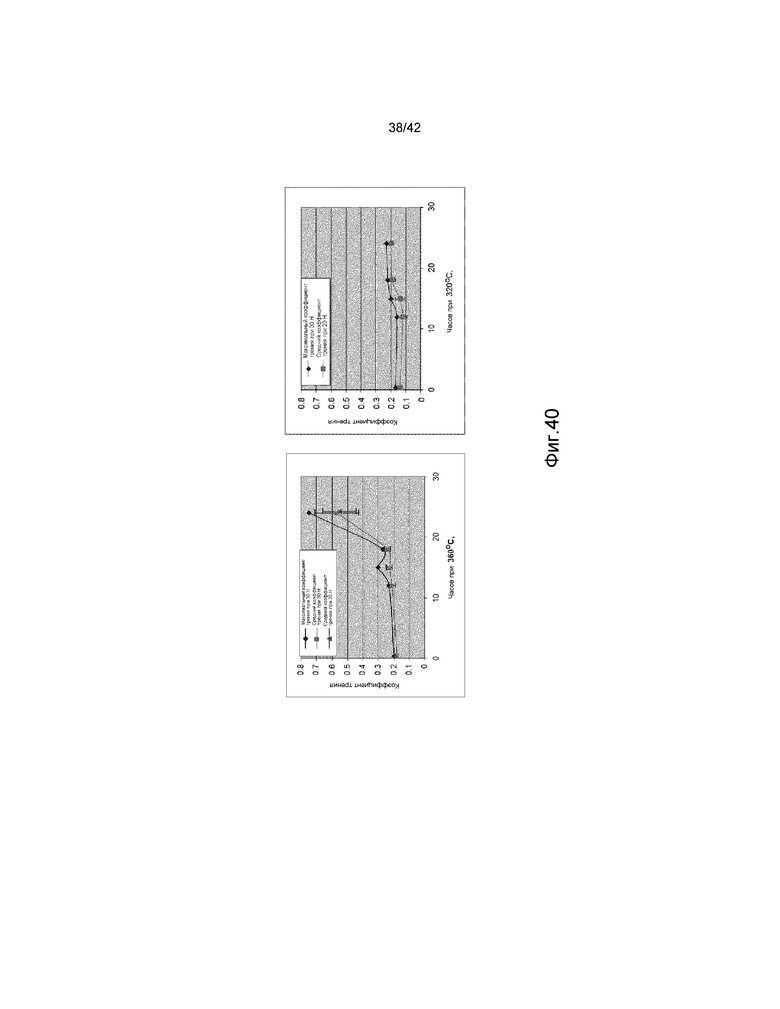

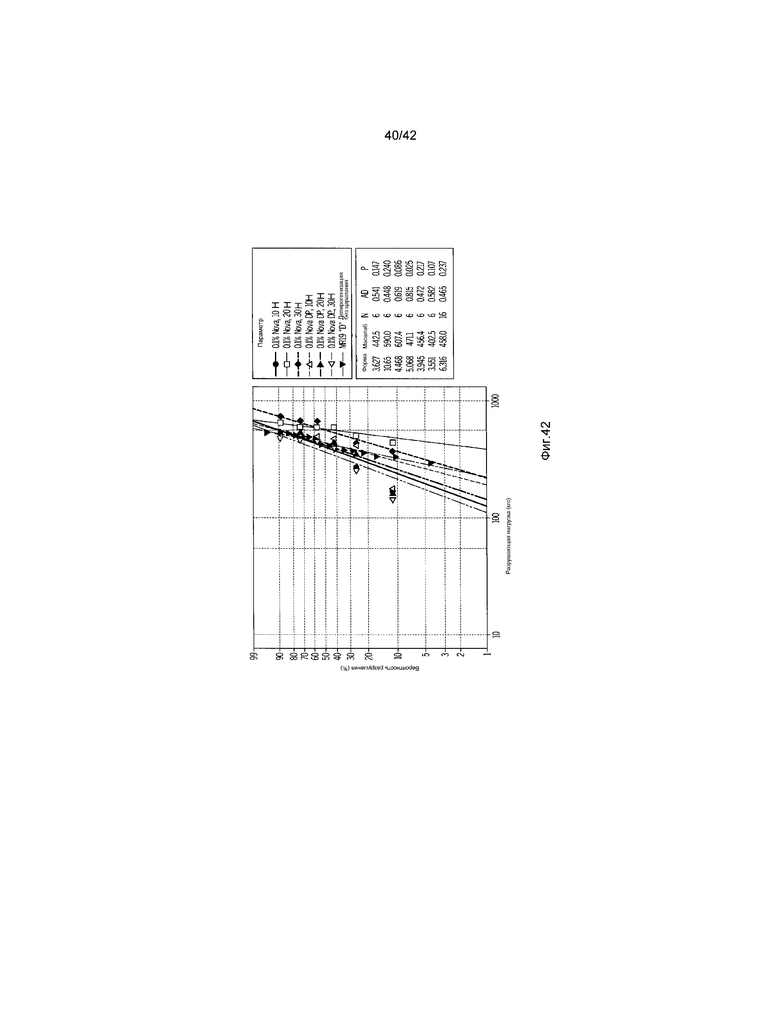
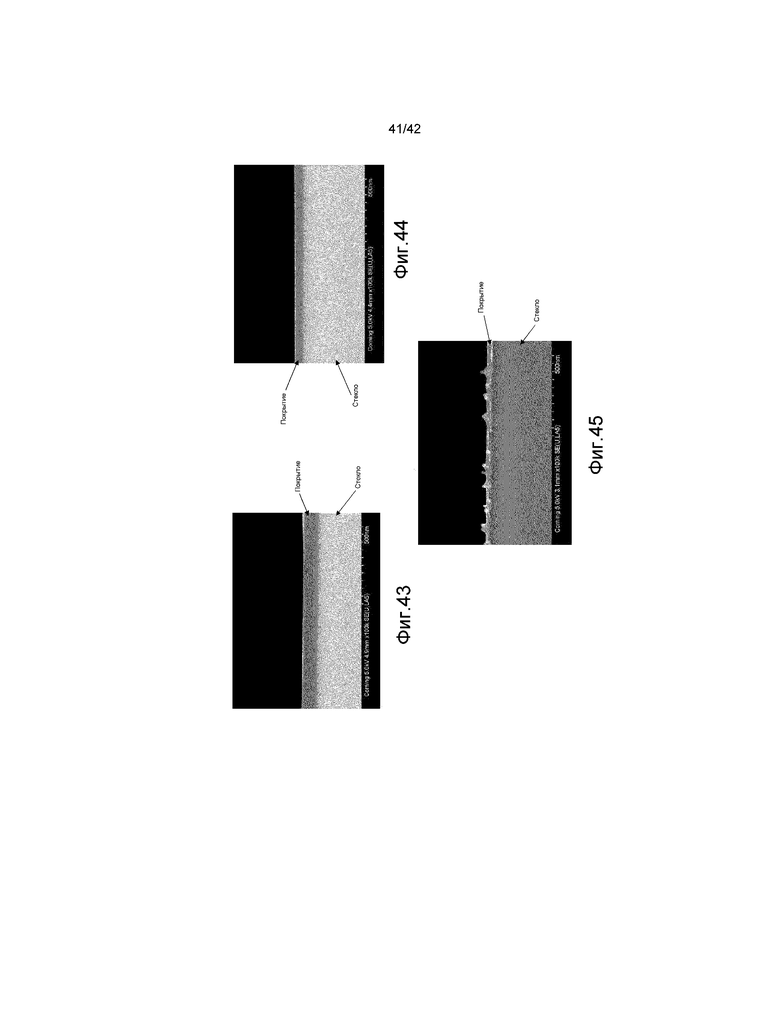
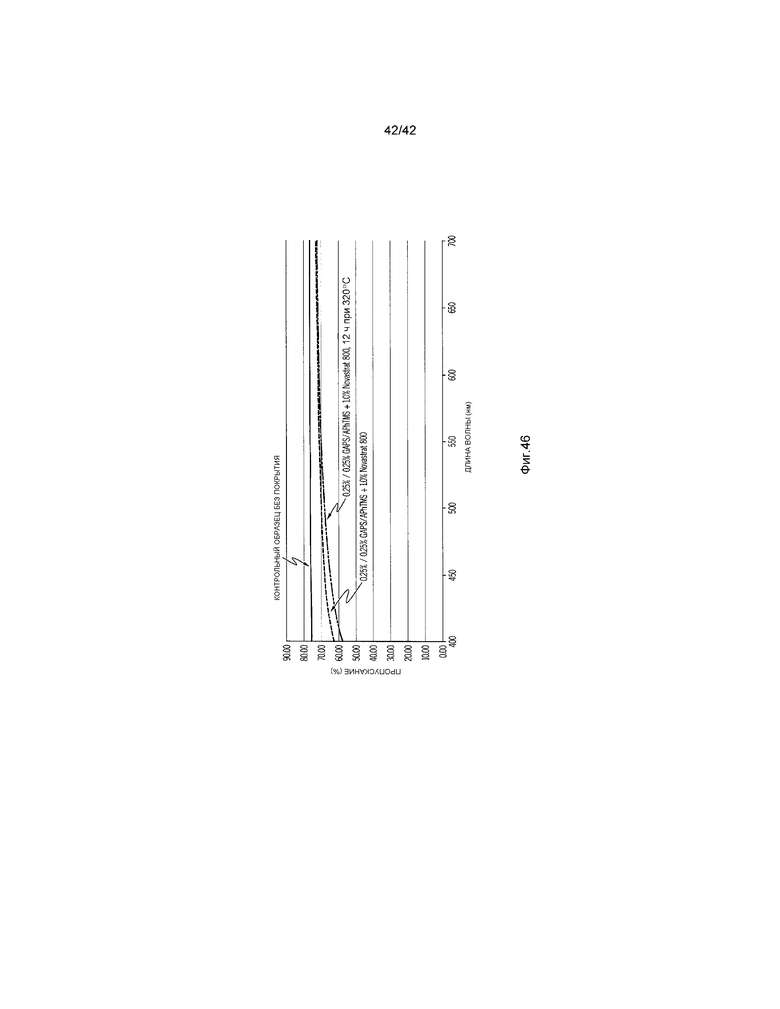
Изобретение относится к антифрикционным покрытиям, наносимым на стеклянные контейнеры, такие как фармацевтические упаковки, и касается покрытой фармацевтической упаковки. Описаны антифрикционные покрытия и стеклянные изделия с антифрикционными покрытиями. Согласно одному варианту осуществления покрытое стеклянное изделие может включать стеклянный корпус, включающий первую поверхность и антифрикционное покрытие, расположенное по меньшей мере на части первой поверхности стеклянного корпуса. Антифрикционное покрытие может включать полимерное химическое соединение. Покрытое стеклянное изделие может сохранять термическую устойчивость при температуре, составляющей, по меньшей мере, приблизительно 260°C, в течение 30 минут. Пропускание света через покрытое стеклянное изделие может равняться или составлять более чем приблизительно 55% пропускания света через непокрытое стеклянное изделие при длине волны, составляющей от приблизительно 400 нм до приблизительно 700 нм. Антифрикционное покрытие может проявлять потерю массы, составляющую менее чем приблизительно 5% его массы, когда оно нагревается при температуре от 150 до 350°C при скорости нагревания, составляющей приблизительно 10°C/мин. Изобретение обеспечивает создание стеклянных изделий с антифрикационным покрытием, обладающих повышенным сопротивлением к механическим повреждениям. 4 н. и 31 з.п. ф-лы, 46 ил.
1. Покрытая фармацевтическая упаковка, включающая:
корпус из алюмосиликатного стекла, включающий первую поверхность и вторую поверхность, противоположную первой поверхности, причем стеклянный корпус является стеклянным контейнером, выполненным из стеклянной композиции, имеющей гидролитическую устойчивость класса HGA 1 при тестировании согласно стандарту тестирования ISO 720-1985, и первая поверхность представляет собой внешнюю поверхность стеклянного контейнера; и
антифрикционное покрытие, расположенное по меньшей мере на части первой поверхности стеклянного корпуса, при этом антифрикционное покрытие содержит:
полимер; и
слой связующего вещества, расположенный между полимером и первой поверхностью стеклянного корпуса, причем
коэффициент трения части покрытого стеклянного изделия с антифрикционным покрытием составляет по меньшей мере на 20% меньше, чем коэффициент трения поверхности непокрытого стеклянного изделия, изготовленного из такой же стеклянной композиции.
2. Покрытая фармацевтическая упаковка по п. 1, в которой антифрикционное покрытие имеет толщину, равную или составляющую менее чем 1 мкм.
3. Покрытая фармацевтическая упаковка по п. 1, в которой антифрикционное покрытие имеет толщину, равную или составляющую менее чем 100 нм.
4. Покрытая фармацевтическая упаковка по п.1, в которой слой связующего вещества содержит связующее вещество;
причем антифрикционное покрытие содержит полимерный слой, расположенный поверх слоя связующего вещества, и полимерный слой содержит полимер.
5. Покрытая фармацевтическая упаковка по п. 4, в которой связующее вещество содержит по меньшей мере одно из
первого силана, продукта его гидролиза или его олигомера; или
химического соединения, образующегося в результате олигомеризации по меньшей мере первого силана и второго силана, причем первый силан и второй силан являются различными.
6. Покрытая фармацевтическая упаковка по п. 1, в которой первый силан представляет собой ароматический силан.
7. Покрытая фармацевтическая упаковка по п. 1, в которой слой связующего вещества включает силсесквиоксан, включающий ароматический фрагмент и аминный фрагмент.
8. Покрытая фармацевтическая упаковка по п. 1, в которой слой связующего вещества содержит по меньшей мере одно из
смеси первого силана и второго силана; или
химического соединения, образующегося в результате олигомеризации по меньшей мере первого силана и второго силана, причем первый силан и второй силан являются различными.
9. Покрытая фармацевтическая упаковка по п. 8, в которой первый силан представляет собой ароматический силан.
10. Покрытая фармацевтическая упаковка по п. 1, в которой полимером является полиимид.
11. Покрытая фармацевтическая упаковка по п. 1, причем покрытая фармацевтическая упаковка является термически устойчивой при температуре по меньшей мере около 260°C в течение 30 минут.
12. Покрытая фармацевтическая упаковка по п. 1, в которой стеклянный корпус содержит стекло после ионного обмена.
13. Покрытая фармацевтическая упаковка, включающая:
корпус из алюмосиликатного стекла, включающий первую поверхность и вторую поверхность, противоположную первой поверхности, причем стеклянный корпус является стеклянным контейнером, выполненным из стеклянной композиции, имеющей гидролитическую устойчивость класса HGA 1 при тестировании согласно стандарту тестирования ISO 720-1985, и первая поверхность представляет собой внешнюю поверхность стеклянного контейнера; и
антифрикционное покрытие, расположенное по меньшей мере на части первой поверхности стеклянного корпуса, при этом антифрикционное покрытие содержит полиимид.
14. Фармацевтическая упаковка, включающая:
корпус из боросиликатного стекла, окружающий внутренний объем и имеющий внешнюю поверхность, причем стеклянный корпус выполнен из стеклянной композиции, которая соответствует критериям типа I согласно USP <660>; и
слой связующего вещества, имеющий первую толщину, которая составляет менее чем или равна 100 нм, расположенный на внешней поверхностью стеклянного корпуса; и
полимерный слой, имеющий вторую толщину менее чем 50 нм, расположенный поверх слоя связующего вещества, причем внешняя поверхность стеклянного корпуса со слоем связующего вещества и полимерным слоем имеет коэффициент трения, составляющий менее чем или равный 0,7.
15. Фармацевтическая упаковка по п. 14, в которой первая толщина составляет менее чем 90 нм.
16. Фармацевтическая упаковка по п. 14, в которой первая толщина составляет менее чем 80 нм.
17. Фармацевтическая упаковка по п.14, в которой первая толщина составляет менее чем 70 нм.
18. Фармацевтическая упаковка по п.14, в которой первая толщина составляет менее чем 60 нм.
19. Фармацевтическая упаковка по п.17, в которой вторая толщина составляет менее чем 25 нм.
20. Фармацевтическая упаковка по п.14, в которой первая толщина составляет менее чем или равна 25 нм.
21. Фармацевтическая упаковка по п.14, в которой часть внешней поверхности фармацевтической упаковки со слоем связующего вещества и полимерным слоем имеет коэффициент трения, составляющий менее чем или равный 0,6, относительно аналогичной покрытой фармацевтической упаковки; и
пропускание света через фармацевтическую упаковку составляет более чем или равно около 55% пропускания света через непокрытую фармацевтическую упаковку для каждой длины волны, составляющей от около 400 нм до около 700 нм.
22. Фармацевтическая упаковка по п.14, в которой коэффициент трения части внешней поверхности фармацевтической упаковки со слоем связующего вещества и полимерным слоем составляет менее чем или равен 0,6 после проведения цикла депирогенизации при температуре от 250 до 400°C в течение периода времени, составляющего от 30 секунд до 72 часов.
23. Фармацевтическая упаковка по п.22, при этом цикл депирогенизации включает в себя нагрев фармацевтической упаковки до температуры 250°C в течение 30 минут.
24. Фармацевтическая упаковка по п.22, при этом цикл депирогенизации включает в себя нагрев фармацевтической упаковки до температуры 300°C в течение 30 минут.
25. Фармацевтическая упаковка по п.22, при этом цикл депирогенизации включает в себя нагрев фармацевтической упаковки до температуры от 260 до 400°C в течение периода времени, составляющего 30 минут.
26. Фармацевтическая упаковка по п.14, в которой полимерный слой содержит полиимид.
27. Фармацевтическая упаковка по п.14, в которой слой связующего вещества содержит неорганический материал.
28. Фармацевтическая упаковка по п.14, в которой слой связующего вещества содержит по меньшей мере одно из титанатов, цирконатов, олова, титана, оксида олова или оксида титана.
29. Фармацевтическая упаковка по п.14, в которой слой связующего вещества содержит силан, содержащий аминный фрагмент.
30. Фармацевтическая упаковка по п.14, в которой часть внешней поверхности фармацевтической упаковки со слоем связующего вещества и полимерным слоем имеет коэффициент трения, составляющий менее чем или равный 0,6, причем коэффициент трения является максимальным коэффициентом трения, измеренным относительно второй фармацевтической упаковки на испытательном стенде для ампул при направленной по вертикали нагрузке 30 Н, при этом вторая фармацевтическая упаковка изготовлена из той же стеклянной композиции, содержит слой связующего вещества и полимерный слой на по меньшей мере части второй внешней поверхности второй фармацевтической упаковки и подвергнута таким же окружающим условиям перед измерением коэффициента трения; и
часть внешней поверхности фармацевтической упаковки со слоем связующего вещества и полимерным слоем имеет менее 6 отметин на стекле на 5 мм длины при износе трением вдоль длины 20 мм посредством второй фармацевтической упаковки на испытательном стенде для ампул при направленной по вертикали нагрузке 30 Н после того, как фармацевтическая упаковка и вторая фармацевтическая упаковка подвергнуты нагреву до температуры по меньшей мере около 260°C в течение 30 минут.
31. Фармацевтическая упаковка по п.14, в которой коэффициент трения части внешней поверхности фармацевтической упаковки со слоем связующего вещества и полимерным слоем составляет по меньшей мере на 20% меньше, чем коэффициент трения поверхности непокрытой фармацевтической упаковки, изготовленной из такой же стеклянной композиции.
32. Фармацевтическая упаковка, включающая:
корпус из боросиликатного стекла, имеющий полую внутреннюю часть и внешнюю поверхность, причем стеклянный корпус выполнен из стеклянной композиции, которая соответствует критериям типа I согласно USP <660>;
слой связующего вещества, имеющий первую толщину; и
полимерный слой, расположенный поверх слоя связующего вещества и имеющий вторую толщину;
причем слой связующего вещества и полимерный слой имеют общую толщину, составляющую менее чем или равную 200 нм, причем первая толщина составляет менее чем или равна 100 нм, и внешняя поверхность стеклянного корпуса со слоем связующего вещества и полимерным слоем имеет коэффициент трения, составляющий менее чем или равный 0,7.
33. Фармацевтическая упаковка по п. 32, в которой первая толщина составляет 90 нм.
34. Фармацевтическая упаковка по п. 32, в которой вторая толщина составляет менее чем 50 нм.
35. Фармацевтическая упаковка по п.32, в которой часть внешней поверхности фармацевтической упаковки со слоем связующего вещества и полимерным слоем имеет коэффициент трения, составляющий менее чем или равный 0,6, относительно аналогичной покрытой фармацевтической упаковки.
| US 4689085 A, 25.08.1987 | |||
| СПОСОБ ПОЛУЧЕНИЯ БИОКАТАЛИЗАТОРА ДЛЯ ИЗОМЕРИЗАЦИИ ГЛЮКОЗЫ | 1990 |
|
RU2031124C1 |
| Устройство для термического упрочения листа | 1970 |
|
SU515801A1 |
| RU 94003371 A, 27.05.1996. | |||

