Изобретение относится к удобной для использования емкости из стекла или твердой пластмассы, содержащей горловину емкости с наружными элементами резьбы, причем укупорочная крышка насаживается посредством осевой напрессовки на горловину емкости (принимается емкостью) и отделяется от нее путем отвинчивания. Говоря точнее, речь идет об узле укупорки с напрессовкой и отвинчиванием (укупорка типа Press-on, отвинчивание типа Twist-off или РТ-укупорка) в специальном исполнении со стеклянной емкостью или стеклянным сосудом и способе укупорки этой емкости.
С помощью этих укупорок достигают герметичного запечатывания емкостей для упаковки и обеспечения возможности хранения продуктов питания, в частности детского питания или спортивного питания. Заполнение можно производить горячим продуктом питания, и после укупорки и охлаждения возникает вакуум, который может существенно затруднить движение отвинчивания укупорочной крышки потребителем.
Укупорки типа ''Press-on, Twist-off'' (напрессовка-откручивание с поворотом на 1/4 окружности) известны в течение длительного времени для использования с емкостями из стекла или твердого пластика. Предпочтительная форма укупорочной крышки содержит корпус оболочки из металла с верхним зеркалом (панелью) и выступающим от него в аксиальном направлении (вниз) участком юбки. В целом цилиндрический верхний участок области юбки содержит деформируемую облицовку из пластмассы, в которой при вертикальной напрессовке на горловину, которая радиально снаружи оснащена сегментами резьбы, формуются витки резьбы. В последующем потребитель может удалить укупорочную крышку с корпуса емкости посредством обычного движения отвинчивания, ср. US 4,709,825 (Mumford), реферат, WO-A 2002/094670 (Crown Cork & Seal), ссылочные обозначения 20 и 16, а также прямая осевая юбка 24 с цилиндрической формой и расположенная снаружи ступенька в стекле на приведенной там фиг. 2, немного выше верхнего конца сегмента 16 резьбы. Также документ US 4,552,279 (Mueller), содержащийся там реферат, и РТ-крышка для участков 13 резьбы на горловине 12 емкости показывает такую укупорку.
Распространенным на протяжении десятилетий и испытанным в уровне техники является исполнение горловины емкости и выступающего в аксиальном направлении вниз участка юбки укупорочной крышки с относительно большой длиной в осевом направлении для достижения возможности герметичного запечатывания в виде вакуумной укупорки. С другой стороны, облицовка пластмассой (компаундом) должна быть осуществлена таким образом, чтобы она, с одной стороны, отвечала требованиям к запечатыванию для вакуумной укупорки, но и обеспечивала удовлетворительный для потребителя вид открывания. В настоящее время оба этих требования могут быть достигнуты только за счет длинных в осевом направлении участков и, вследствие этого, за счет высокого расхода материала.
Задачей изобретения является уменьшение расхода металла, стекла и пластмассы при создании емкости, закрытого или подлежащего закрытию укупорочного узла (емкость и крышка) и соответствующего способа, в том числе без ухудшения качества, надежности и потребительских свойств.
Неожиданным образом задача решается с помощью укупорочного узла (п. 1 формулы), который состоит из емкости (из стекла или твердой пластмассы) с расположенными снаружи, смещенными в окружном направлении и ступенчато расположенными (наклонными) элементами резьбы (которые называют также «витками резьбы» или «сегментами резьбы») на горловине емкости. Предусмотрена относящаяся к ней укупорочная крышка из жести, причем укупорочная крышка содержит на своей внутренней стороне окружной слой пластмассы, который расположен на ней с уплотнением и удержанием и действует таким же образом. Укупорочная крышка напрессована (или была напрессована) на горловину емкости и может быть открыта посредством вращательного движения по сегментам резьбы и вертикальному участку слоя пластмассы. Этим описывается ее техническое/структурное исполнение, равно как и такое исполнение названной в п. 1 горловины заявленной наряду с ней стеклянной емкости.
Заявка относится, однако, не только к укупоренному состоянию (п. 37), в соответствии с которым укупорочная крышка напрессована на горловину емкости, но и оба «компонента», которые предназначены друг для друга, однако, еще находятся отдельно друг от друга (п. 1). Загружаемый продукт находится в укупоренном состоянии (п. 37) в емкости и герметично закрыт металлической укупорочной крышкой.
Укупорочная крышка пригодна для пластмассовых и стеклянных емкостей, и кроме того механически выполнена для укупорочного узла (п. 1) и согласована с ним. Стеклянная емкость содержит расположенные снаружи, смещенные в окружном направлении элементы резьбы, которые заменяют сплошную резьбу, однако, могут быть расположены ступенчато на периметре. Эти элементы резьбы расположены на горловине корпуса емкости, которая должна быть укомплектована укупорочной крышкой (также «металлической» укупорочной крышкой). Укомплектование происходит в рамках РТ-концепции, при которой крышка сначала напрессовывается в аксиальном направлении, и снимается пользователем, в виде клиента (или потребителя), с помощью вращательного движения. Это охарактеризовано признаком а) в п. 1 формулы.
Укупорку производят на расфасовочной машине, которая посредством напрессовывания обеспечивает уплотнение между торцовой стороной и пластмассовым слоем после заполнения. При этом торцовая поверхность на горизонтальном участке слоя пластмассы вдавливает вовнутрь существенную его часть.
Заявленному решению особо способствует короткая горловина (укороченное горлышко) емкости для укупорочной крышки (п. 13, 17, 31, 35). Названную выше задачу решают с помощью способа укупорки (п. 24, 25). При этом укороченная горловина емкости особо способствует экономии материала и обеспечивает, тем не менее, требуемую надежность вакуумного укупорочного узла в совокупности с удовлетворительным способом и видом открытия укупорочной крышки.
Возможными областями использования являются:
- герметичное запечатывание емкостей для упаковки и обеспечение хранения продуктов питания (пищевых продуктов), в частности, детского питания или спортивного питания.
- Возможность заполнения горячим продуктом питания, причем после укупоривания и охлаждения возникает вакуум, который может существенно затруднить отворачивание укупорочной крышки потребителем.
В качестве заявленного слоя пластмассы пригодны упругие содержащие поливинилхлорид или не содержащие его эластомеры или термопластичные эластомеры (ТРЕ), например, термополиэтилен или аналогичные полимерные материалы. Они пригодны для холодного заполнения загружаемых продуктов при нескольких градусах Цельсия выше нуля (ниже 10°С), заполнения при комнатной или нормальной температуре (от 20°С до 25°С), для заполнения с последующей пастеризацией (до макс. 110°С) или заполнения с последующей стерилизацией (до макс. 125°С) загружаемого продукта. Немногие современные компаунды в виде слоя пластмассы могут перекрывать все названные диапазоны температур, то есть пригодны для всех вариантов термического заполнения или термической обработки. Однако, как и прежде возможен выбор определенных компаундов для определенных диапазонов температур и использование при этом различных вариантов, названных в начале этого абзаца.
В рамках описанного выше термического заполнения или термической обработки существует множество «условий клиента», то есть таких вариантов заполнения, которые используют в случае расфасовочных машин. Заполнение заявленного укупорочного узла, состоящего из емкости и металлической укупорочной крышки (п. 1), или саму емкость из стекла или твердой пластмассы (п. 13) заполняют у клиента и затем укупоривают (п. 24, 25). Аналогичным образом все емкости (п. 17, 31, 35) могут заполняться таким образом у клиента и укупориваться в соответствии со способом (п. 25). Укупоренное состояние характеризует п. 37 по отношению к (еще открытому) состоянию укупорочного узла (п. 1). При этом клиент может устанавливать свои условия заполнения таким образом, чтобы они соответствовали подлежащему заполнению, загружаемому продукту и обеспечивали ему необходимые свойства как в отношении пути транспортировки, так и промежутка времени, в течение которого эти заполненные емкости ожидают на полке покупателя.
Различного рода условия заполнения или варианты (также называемые «условия») приводят к различным результатам применительно к характеристикам продукта. Так, например, при стерилизации с уравнивающим давлением на компаунд (слой пластмассы) воздействуют существенно более высокие силы, что может привести к пробоям и, таким образом, потере вакуума, и позднее в результате этого - к порче заполненного загружаемого продукта (продукта). Кроме того, различные условия ведут также к отклонениям кривой усилия открывания, которое потребитель воспринимает непосредственно при откручивании РТ-укупорочной крышки укупоренной емкости.
При заполнении следует различать между температурой загружаемого продукта и температурой процесса обработки, которой подвергают загружаемый продукт в емкости. Для этого необходимо преодолеть серьезные барьеры.
О «холодном заполнении» (ColdFill) говорят, если температура загружаемого продукта меньше 70° (от температуры на несколько градусов выше нуля до по существу 70°С). Выше этой величины, составляющей по существу 70°С, специалист говорит о «горячем заполнении» (Hotfill).
Последующую термическую обработку можно производить в форме пастеризации или стерилизации, причем стерилизация воздействует на загруженный продукт с температурой свыше 110°С, до настоящего времени максимально 125°С. Ниже температуры 110°С, до приблизительно 98°С, специалист говорит о пастеризации.
Пастеризацию (''past'') и стерилизацию (''ster'') можно выполнять с противодавлением или без него. Естественно, противодавление при пастеризации является несколько меньшим, например, меньше чем 0,15 МПа, а при стерилизации отчетливо большим вплоть до 0,25 МПа. Длительность воздействия температуры при последующей обработке составляет от 15 мин. до 60 мин., причем при стерилизации загружаемый продукт подвергается действию более высоких температур и давления в течение более длительного времени. Это, естественно, нагружает также укупорочный узел, в первую очередь компаунд (слой пластмассы), который подвергается высокой термической нагрузке и во время пастеризации или стерилизации также нагружается давлением вследствие образующегося внутреннего давления в закрытой емкости (давлением, направленным наружу, которое может быть воспринято противодавлением и/или сегментами резьбы, которые через нагруженный подъемной силой компаундом в укупорочной крышке работают на «срез»). Во время фазы охлаждения, наоборот, образуется вакуум, который нагружает укупорочное устройство и особенно компаунд давлением, направленным в направлении, противоположном направлению давления во время термической обработки. Укупорочная крышка и, в первую очередь, слой пластмассы, должны быть в состоянии воспринимать как возникающее повышенное давление, так и возникающее после охлаждения разряжение и, несмотря на это, сохранять герметичность укупорки, равно как и оставаться герметичными в течение длительного времени.
Следует упомянуть, что заполнение загружаемым продуктом производят при исходной температуре, которая ниже или максимум равна по величине температуре, при которой производят последующую термическую обработку. При «последующей обработке» без пастеризации или стерилизации вызывающее нагрев влияние температуры отсутствует. Нагретый до теплого или до горячего состояния (предварительно нагретый) загружаемый продукт с температурой холодного заполнения до 70°С и с температурой горячего заполнения до 98°С охлаждают после заполнения лишь пассивно, в смысле «дают остынуть». Длительность этого охлаждения тем больше, чем выше была температура заполнения загружаемого продукта.
Целесообразно термический аспект последующей обработки может быть разделен на четыре категории, а именно: отсутствие такой последующей обработки, последующая обработка с только (пассивным) охлаждением заполненного загружаемого продукта, последующая обработка, заключающаяся в пастеризации, или последующая обработка, заключающаяся в стерилизации (с производимым затем управляемым охлаждением при обеих последних категориях).
При более высоких температурах пастеризации или стерилизации после воздействия высоких температур обработки происходит также управляемое охлаждение, чтобы охладить укупоренную емкость до температуры, позволяющей производить транспортировку, и достичь желаемой разности давлений на РТ-укупорочной крышке в течение фазы охлаждения. Конечной температурой часто является комнатная температура. Загружаемые продукты, которые загружают холодными или при комнатной температуре, в последующем охлаждении не нуждаются.
На основании описанных случаев использования видно, что существует множество комбинационных возможностей, которые должны считаться специалистом в области техники как одновременно раскрытые в приведенных выше абзацах, например, такая, при которой стерилизацию производят при 125°С в течение приблизительно 60 мин. без использования противодавления. В завершение производят управляемое охлаждение.
Благоприятное влияние на экономию сырья (стекла или твердой пластмассы) отказывает относительно короткая в осевом направлении юбка укупорочной крышки. Экономию такого сырья, как жесть, достигают за счет укороченного в аксиальном направлении юбки, которая расположена в области наибольшего радиального размера, то есть экономия становится заметной в отношении поверхности пропорциональной квадрату радиуса.
Экономия такого сырья, как пластмасса (компаунд и уплотнительное средство) вытекает из более короткой в аксиальном направлении юбки, которая изнутри подлежит облицовке на меньшей длине.
Укупорочную крышку насаживают на горловину емкости в аксиальном направлении и через элементы резьбы. Она выполнена соответствующим для этого образом, причем укупорочная крышка содержит слой пластмассы, который на внутренней стороне крышки прилегает к окружной переходной зоне и участку юбки, а именно прилегает со сцеплением в течение длительного времени. Этот слой пластмассы имеет осевую протяженность и радиальную протяженность.
Указанная переходная зона ориентирована в окружном направлении, соединяет центральную область укупорочной крышки (часто называемую «панелью») с выступающим в аксиальном направлении вниз участком юбки. Последний переходит в область закатки, которая может содержать внутреннюю или наружную закатку.
Путем отворачивания потребитель может вновь снять укупорочную крышку с горловины емкости и элементов резьбы. Это движение для снятия (отделения) должно быть легким, то есть выполнимым также пожилыми людьми и детьми, что противоречит желанию обеспечения надлежащей герметичности и длительного срока хранения в укупоренном состоянии. Все указанные функции являются составной частью затруднительного процесса согласования, которое должно быть достигнуто между надлежащим уплотнением - с аксиально глубокой напрессовкой и, вследствие этого, с длинными осевыми участками на горловине (отверстии емкости) и на укупорочной крышке - и вращением с легким ходом для преодоления (разрушения) вакуума, образованного после охлаждения закрытой емкости.
Эту передаваемую через элементы резьбы осевую силу, воздействующую на компаунд, тщательно согласуют и рассчитывают. Если эта сила слишком мала, крышка остается внизу и не может быть отделена в осевом направлении (путем вращательного движения). Если сцепление компаунда с элементами резьбы слишком мало, то сила удержания не является достаточной для уплотнения, требуемого при транспортировке, в состоянии складирования и в течение времени нахождения на прилавке в виде продаваемого материала, в том числе при колебаниях температуры. Если сила слишком велика, то укупорку невозможно открыть без труда. Следует учитывать также присутствие вакуума в емкости, который оказывает влияние на названные силы.
Горловина емкости содержит горизонтально ориентированную «поверхность» (в виде ориентированной вверх торцовой поверхности), к которой с образованием уплотнения может прилегать под давлением горизонтальный участок слоя пластмассы на укупорочной крышке (п. 1, п. 13, п. 17) и в укупоренном состоянии может быть вдавлен столь глубоко, что создается уплотнение за счет давления и вдавливания (п. 37, п. 25, признак (d)).
Укупорочная крышка имеет центральную область с примыкающей, ориентированной в окружном направлении переходной зоной и выступающим в аксиальном направлении вниз участком юбки, который переходит в область закатки. Слой пластмассы расположен со сцеплением на внутренней стороне крышки в области переходной зоны и участка юбки.
Укупорочная крышка в качестве составной части укупорочного узла (п. 1) позволяет решать эту комбинационную задачу за счет того, что она преобразует соотношение между двумя функциональными элементами, которое определено следующим образом:
осевая протяженность участка юбки и радиальная протяжность переходной зоны образуют первое соотношение, называемое v1, величина которого меньше 3,00 и существенно меньше, нежели в уровне техники. Из этого следует неожиданный эффект, заключающийся в том, что несмотря на укороченный участок юбки в распоряжении имеется (еще) достаточная окружная поверхность для длительного уплотнения укупоренного комбинированного узла, состоящего из укупорочной крышки и емкости из твердой пластмассы или стекла. Одновременно при вращении может возникать достаточная подъемная сила, которая образуется в виде направленной в аксиальном направлении силы снятия вследствие вращения, при этом сила, необходимая для поворота, то есть, прежде всего крутящий момент трогания, не является слишком большой и является преодолимой или приемлемой для открывания также пожилыми людьми.
Вследствие укорачивания участка юбки у специалиста возникает впечатление о возникновении слишком малой силы и о присутствии слишком короткой зоны уплотнения в осевой направлении, что, однако, неожиданным образом не было подтверждено в ходе испытаний. В действительности эти испытания неожиданно показали, что несмотря на укорачивание юбки достигается достаточное уплотнение и достаточная, аксиально направленная сила отделения. Это было установлено вопреки известному много лет уровню техники, а также вопреки многолетнему опыту. Короткое в аксиальном направлении исполнение участка юбки, которое может быть также меньше радиальной протяженности переходной зоны (п. 9), в которой расположен радиально ориентированный участок слоя пластмассы (часто называемый «компаундом»), позволяет выполнить также функциональные требования. Здесь участвует второе соотношение, называемое v2. Оно определяется как отношение осевой (аксиальной) протяженности (обозначение: h0) участка юбки укупорочной крышки к радиальной протяженности (обозначение: dr) переходной зоны, которое имеет величину, меньшую единицы (читается как 1,00).
В результате этого возникает экономия компаунда и жести, обусловленная относительно короткой аксиальной юбкой, и возникает экономия сырья для выполненного соответственно более коротким участка горловины пластмассовой или стеклянной емкости, которые в осевом направлении также выполнены или могут быть выполнены укороченными по сравнению с уровнем техники.
Верхняя торцовая поверхность области горловины емкости вдавливается функционально точно и надежно в радиально ориентированный участок слоя пластмассы. Эта область горловины, или, соответственно, верхняя торцовая поверхность после напрессовывания укупорочной крышки вдавливается даже несколько дальше в слой пластмассы, образуя здесь достаточную трехмерную поверхность уплотнения (в виде кольцевой поверхности) так, что достигают не простого соприкосновения, а укупорки, отчетливо воздействующей в глубину под давлением (п. 17, последний признак) относительно горизонтального участка слоя пластмассы укупорочной крышки.
Горловина емкости содержит расположенный сверху горизонтальный торцовой участок, который выполнен в виде кольцевой поверхности с шириной кольца. Она выполнена соответствующим образом с возможностью вдавливания в горизонтальный участок слоя пластмассы укупорочной крышки под давлением и обеспечения уплотнения под давлением.
Для емкости из стекла или твердой пластмассы в первом решении (п. 13) определено третье соотношение. Это соотношение определяется между осевым расстоянием и шириной кольца и при данном решении имеет величину, меньшую чем 1,35. Осевое расстояние (обозначение: h54) определено следующим образом: оно измеряется между верхними в аксиальном направлении концами смещенных в окружном направлении элементов резьбы и горизонтальной плоскостью, проходящей через горизонтально ориентированную торцовую поверхность горловины емкости. Ширина кольца определена расположенной сверху горизонтальной торцовой поверхностью в виде кольцевой поверхности. Она является составной частью трехмерно воздействующей уплотнительной поверхности.
В другом решении (п. 17) эта уплотнительная поверхность на горловине емкости проходит снаружи до ориентированной наружу (=лежащей снаружи) ступеньки, которая расположена в аксиальном направлении выше верхних концов смещенных в окружном направлении элементов резьбы и ниже горизонтальной торцовой поверхности. При укупорке горловина емкости вдавливается до этой ступеньки в горизонтальный участок слоя пластмассы с образованием уплотнения под давлением. Таким образом определяется расположение ступеньки высоко вверху, то есть вблизи уплотнительной поверхности на емкости.
Для емкости (из стекла или твердой пластмассы) в следующем решении (п. 31) названа мера расстояний, определяющих ее конструкцию. Горловина емкости содержит при этом расположенную снаружи ступеньку. Лежащая снаружи ступенька расположена в аксиальном направлении выше верхних концов сегментов резьбы и ниже горизонтальной торцовой поверхности таким образом, что ступенька удалена в осевом направлении от расположенной выше горизонтальной торцовой поверхности на расстояние не более чем 1 мм. За счет этого ступенька может вдавливаться с образованием уплотнения под давлением в горизонтальный участок слоя пластмассы (на крышке).
Для емкости (из стекла или твердой пластмассы) в следующем решении (п. 35) определено четвертое структурное соотношение. Горловина емкости содержит при этом лежащую снаружи ступеньку, которая расположена в аксиальном направлении выше верхних концов сегментов резьбы и ниже горизонтальной торцовой поверхности. Для емкости и ее конструкции действует четвертое соотношение. Оно образовано из осевого расстояния (обозначение: h60) между расположенной снаружи ступенькой и расположенной сверху горизонтальной торцовой поверхностью, а также из радиальной ширины (обозначение: b52) расположенной сверху горизонтальной торцовой поверхности в виде кольцевой поверхности, и это соотношение (h60/b52) меньше чем 0,7, предпочтительно даже еще меньше (п. 36).
Дальнейшая экономия вытекает из предпочтительных, еще более четко определенных уменьшений длины, выраженных либо внутренним соотношением параметров стеклянной емкости (п. 14, 36), либо параметром высоты на стеклянной горловине (п. 18-20, п. 31, 34).
Достигнутая с помощью указанного укорачивания горловины цель или связанное с этим назначение заключается в двойном уменьшении количества требуемого материала. При том же эффекте уплотнения можно добиться расположения сегментов резьбы ближе к уплотнительному профилю, так что достигается экономия стекла; если вместо стекла используют твердую пластмассу, достигается экономия твердой пластмассы. Параллельно или таким же образом достигается экономия в отношении крышки. Юбка крышки может быть выполнена более короткой, поскольку для достижения и покрытия сегментов резьбы она должна проходить на горловине емкости в аксиальном направлении вниз на меньшее расстояние.
Сохранение уплотнительной поверхности при этом способствует тому, что высвобождаемые в осевом направлении компоненты материала не должны добавляться в радиальном направлении с целью обеспечения там в качестве замены исключенной части осевого уплотнительного эффекта. Вместо этого радиальный размер уплотнительной поверхности должен оставаться таким, как он известен в уровне техники. Емкость вокруг этой уплотнительной поверхности, между тем, приобретает другое исполнение в отношении экономии жести для крышки и, с другой стороны, экономии в области горловины емкости или в ней.
Если бы специалист в области техники перенес уплотнительную поверхность из осевой зоны в расширенную радиальную зону, вновь потребовалось бы больше материала, а именно стекла (или твердой пластмассы), а также материала крышки (металлической поверхности или диаметра круглой заготовки). Крышка проходила бы в радиальном направлении в большей мере или дальше наружу для перемещения цилиндрической юбки в радиальном направлении дальше наружу так, чтобы она могла бы быть подходящим образом захвачена профилем резьбы, гипотетически расположенным дальше наружу в радиальном направлении.
То же действительно для материала компаунда или уплотнительного материала в крышке, поскольку также и здесь им потребовалось бы большее количество материала, если бы уплотнительная поверхность была бы преобразована из аксиальной в радиальную. В соответствии с изобретением может быть уменьшена потребность в материале всех соответствующих видов.
Описанные пропорции и указания размеров характеризуют короткую горловину емкости (горловину сосуда) в области горловины (сужения), и эта малая длина достигается при сохранении одинаково эффективной уплотнительной поверхности напротив горизонтально участка слоя пластмассы (расположенного в крышке материала компаунда или уплотнительного материала) с расположением сегментов резьбы ближе к этой трехмерной уплотнительной поверхности. При этом материал выше сегментов резьбы и на нижнем концевом участке уплотнительного профиля удаляют, экономят, и за счет этого достигают малой длины горловины.
Испытания показали, что именно эта зона, распложенная непосредственно выше имеющейся в некоторых примерах исполнения ступенек на горловине емкости и выше верхних в аксиальном направлении концов сегментов резьбы не обеспечивает существенного эффекта уплотнения, более того, эффект уплотнения получается в значительной степени на горизонтальном участке слоя пластмассы и вертикальный участок лишь незначительно способствует или вообще не способствует эффекту уплотнения трехмерной уплотнительной поверхности. Отпадает необходимость в аксиальном участке не являющейся необходимой уплотнительной поверхности, расположенной непосредственно выше окружной ступени. Это затрагивает участок горловины емкости, в отношении которого до настоящего времени считали, что он способствует уплотнительному эффекту и необходимому удержанию жестяной крышки после напрессовки. И того, и другого не происходит в соответствии с обширными исследованиями в рамках изобретения. Поэтому возможно существенное уменьшение длины одной части, что неожиданным образом позволяет экономить не только стеклянный материал, но также и жесть для соответствующей крышки. Отпадает необходимость во вспомогательных и компенсационных мерах, которые должны иным образом дополнить сэкономленные материалы, более того, экономия является абсолютной и не оказывает отрицательного влияния на эффекты, подлежащие достижению с помощью двух компонентов, крышки и горловины емкости, а именно эффект уплотнения и эффект удержания.
Преимущественно это дополняется непредвиденно проявляющимся третьим эффектом. Он состоит в уменьшенном усилии открывания или моменте трогания, который потребитель или пользователь должен сначала приложить, чтобы повернуть укупорочную крышку на сегментах резьбы (привести во вращательное движение), преодолеть при этом возможное влияние вакуума и открыть укупоренную емкость путем дальнейшего вращения.
Здесь должна быть необходима предельно малая сила, и она становится еще меньше в случае заявленной емкости (п. 13, 17, 31, 35) с укороченным участком горловины, так как исключенная осевая зона лежит в концевой области трехмерной уплотнительной поверхности. Этот участок, расположенный в аксиальном направлении выше верхних концов сегментов резьбы, способствовал увеличению трения, что исключается в соответствии с изобретением. В случае наличия окружной ступеньки эта исключенная осевая зона расположена непосредственно выше ступеньки.
Несмотря на оказывающее благоприятное влияние исключение этих компонентов трения, эффект уплотнения и эффект удерживания на сегментах резьбы сравнимы с эффектами, достигнутыми в уровне техники, однако этот эффект достигается с меньшим количеством подлежащего использованию материала.
Следует заметить, что при укорачивании горловины с описанными выше последствиями речь не идет о пропорциональном уменьшении, которое, возможно, можно рассматривать как очевидное. Речь идет об исключении существенной части осевой длины в позиции или местоположении, которое прежде казалось специалисту важным для удерживания или для эффекта уплотнения. О том, что этот участок мог бы быть необязательным или излишним, было неизвестно.
Способ, с помощью которого может быть укупорена конструкция емкости, содержит этапы пункта 24 или 25 формулы изобретения.
Способ (п. 25) для укупорки укупорочного узла, состоящего из емкости с расположенными снаружи, смещенными в окружном направлении элементами резьбы на горловине емкости, состоящей предпочтительно из стекла, и укупорочной крышки из жести, содержит по меньшей мере следующие этапы.
a. Подготовка емкости, которая содержит конечный участок с множеством смещенных в окружном направлении и проходящих под наклоном элементов резьбы (также «витков резьбы»). Они представляют собой элементы резьбы, которые совместно образуют профиль резьбы.
b. Подготовка укупорочной крышки из жести, в которой слой пластмассы прилегает со сцеплением к внутренней стороне крышке в области переходной зоны и участка юбки, размеры которого соразмеримы с порядком величины радиальной протяженности переходной зоны.
c. Заполнение стеклянной емкости (продуктом питания из зоны продукта питания). Загрузка может быть произведена горячей или холодной, за которой может следовать термическая обработка для пастеризации или стерилизации.
d. Напрессовка укупорочной крышки на концевой участок емкости с трехмерной уплотнительной поверхностью в виде уплотнительного профиля, с расположенной сверху горизонтальной торцовой поверхностью в виде составной части трехмерной уплотнительной поверхности, так что горизонтальный участок слоя пластмассы образует уплотнение, и при этом профиль резьбы приближается к уплотнительной поверхности на расстояние ширины расположенной сверху торцевой поверхности.
Параметр близости может быть специфицирован дополнительно (п.п. 27-30). С помощью радиальной ширины горизонтальной торцовой поверхности специфицируют размер параметра близости с тем, чтобы не оставалось относительных понятий. Это сравнение относится к внутренним параметрам емкости, которое без труда может быть проверено на каждой емкости. После того, как горизонтальная торцовая поверхность станет настолько узкой, насколько возможно (для достаточного эффекта уплотнения), также и новая геометрическая форма горловины станет максимально короткой.
Соотношение определяется коэффициентом (п. 26). Он показывает, что осевой участок юбки является коротким или укороченным. Он находится в соотношении с радиальной протяженностью переходной зоны крышки, в которой расположен горизонтальный участок уплотнительного средства. В примерах для различных диаметров крышки между 4 см и 7 см встречаются соотношения, которые лежат в диапазоне между 1,1 и 0,8 (п. 26).
Осевое расстояние (удаление) и ширина кольца горизонтальной торцевой поверхности горловины могут образовывать следующее характерное соотношение (п. 27). Ширина кольца отвечает за уплотнение, осевая величина расстояния верхних в аксиальном направлении концов сегментов резьбы до этой горизонтальной торцовой поверхности определяет, насколько короткой является горловина, так что обе этих меры и их соотношение представляют собой характеристику для укороченной геометрии горловины при достаточной герметичности (п. 27).
Если добавляется ступенька, которая расположена снаружи, можно говорить о том, что горловина емкости способна вдавливаться с образованием уплотнения в горизонтальный участок уплотняющего слоя пластмассы предпочтительно до этой ступеньки (п. 28). Если такие расположенные снаружи ступеньки ранее использовались в уровне техники, то они были удалены в аксиальном направлении от трехмерной уплотнительной поверхности столь далеко, что они не могли входить в зацепление с горизонтальным участком слоя пластмассы в укупорочной крышке. Это относится к группе пунктов формулы, начиная с п. 25, которая в соответствии с несущей ими концепцией (п. 25) еще не предполагает обязательно присутствующей (окружной) ступеньки на горловине емкости, а лишь добавляет ее исключительно в виде необязательной возможности, однако, указывает в этом случае, на какую величину или, выражаясь применительно к осевом направлению, на какую глубину эта ступенька способна входить в зацепление с компаундом переходной зоны укупорочной крышки.
Близость сегментов резьбы (п. 29, п. 30) относительно их верхних концов и их близость к горизонтальной торцовой поверхности являются следующим средством для характеристики, описания или преобразования короткой протяженности горловины в технически понятные термины, которые являются более точными и определенными, нежели указание ''короткой укупорочной горловины''. Поэтому в емкости (на емкости из стекла или твердой пластмассы, во всяком случае, не из гибкой или упругой пластмассы) горизонтальный размер рассматривают относительно вертикального размера, или вертикальный размер, который является ''коротким'', сравнивают с горизонтальным размером. При этом не возникает осевого расстояния между наружными в аксиальном направлении концами сегментов резьбы и горизонтальной торцовой поверхностью трехмерной уплотнительной поверхности, превышающего 1,5 мм. Этот размер имеет диапазон отклонения или зону неопределенности (также: диапазон допусков), который охватывает ±10%. За счет такого указания горловину емкости выполняют короткой, уменьшенной по длине и компактной. Того же достигают посредством описания того, что задан максимальная величина удаления (п. 30). Таким образом, может присутствовать небольшое расстояние, которое еще можно понимать как близость, которая не должна быть больше, чем верхняя граница расстояния («максимальный размер»).
Другой способ укупорки емкости (п. 24) содержит следующие этапы.
a. Подготовка емкости (по одному из п.п. 13-23), которая содержит концевой участок в виде горловины емкости с по меньшей мере двумя ограниченными по окружной длине сегментами резьбы. Предпочтительно наличие от шести до десяти ступенчато расположенных в окружном направлении сегментов резьбы в области диаметров емкостей между 4 см и 7 см.
b. Подготовка металлической укупорочной крышки.
c. Напрессовка укупорочной крышки на концевой участок в виде горловины емкости, так что слой пластмассы, который на внутренней стороне крышки прилегает к переходной зоне и участку юбки, в аксиальном направлении входит на аксиальном участке в контакт с элементами резьбы емкости с фиксацией в аксиальном направлении. Последнее происходит предпочтительно после загрузки загрузочного продукта в емкость.
Также заявленное второе соотношение параметров укупорочной крышки (п. 9) относится к внутренним параметрам крышки и определяет, что отвечающее за осевое уплотнение радиальная протяженность переходной зоны больше осевой длины участка юбки. Под участком юбки понимают прямолинейный, цилиндрический участок укупорочной крышки, который может содержать закатку на своем нижнем конце. Это может быть внутренняя закатка или наружная закатка (п. 8), которая примыкает к участку юбки; с непосредственным примыканием при наружной закатке или с промежуточным использованием расширяющего переходного участка при внутренней закатке.
Понятно, что переходная зона, которая получила свое название от перехода между панелью (зеркалом крышки) и осевой юбкой (участком юбки), также содержит дугообразные элементы. В соответствии с этим наружный в радиальном направлении концевой участок переходной зоны представляет собой дугу с кривизной 90° для направления зеркала крышки в непрерывный прямолинейный участок юбки (п. 2).
Если на нижнем конце участка юбки, который проходит прямолинейно и не содержит никаких механически выгнутых желобков или элементов резьбы, расположена область внутренней закатки, то существует переходная зона между данной проходящей вовнутрь областью закатки (с ориентацией радиально вовнутрь) и нижним концом прямолинейного участка юбки. Эта переходная область обуславливает расширение в радиальном направлении (п. 4), так что примыкающая, направленная вовнутрь закатка включает в себя образованное за счет отступа достаточное пространство вне стенки емкости (нижнего конца области горловины).
Область закатки (наружный ролик и внутренний ролик) имеют полную закатку, в предпочтительном исполнении (п. 5). Во внешней области кривизны переходной зоны укупорочной крышки предпочтительно предусмотрена дуга, так что предпочтительно прямой (п. 6), выступающий в аксиальном направлении вниз участок юбки проходит между названной дугой и закаткой (п. 2).
Следует заметить, что понятие «закатывание» или более коротко «закатка» не предполагают, что это направленная вовнутрь закатка, а с помощью этого понятия заявляют также направленную наружу закатку (п. 8).
В предпочтительном исполнении названное (второе) соотношение между осевой протяженностью участка юбки и радиальной протяженностью переходной зоны больше величины 0,85 и при этом также меньше величины 1,0. Для дальнейших предпочтительных вариантов названного второго соотношения «играют роль» наружная закатка и внутренняя закатка. Это относится к особо предпочтительным областям второго соотношения. Предпочтительно для внутренней закатки соотношение составляет 0,9 с областью отклонения ±5%, в частности, 0,89 с областью отклонения или диапазоном допуска ±1%. Эти более точные диапазоны допусков или отклонений должны заменить и уточнить - в настоящее время с трудом определяемое - понятие «по существу».
Предпочтительно при наружной закатке (второе) соотношение лежит в диапазоне 0,98, который имеет диапазон отклонения или диапазон охраны ±2%, так что также и здесь логично понимать, что второе соотношение по существу приближается к 0,98. Это предпочтительно при наружной закатке, которая не содержит имеющего форму колпака расширения после проходящего в осевом направлении участка юбки, как это имеет место в случае внутреннего закатывания.
Возможны другие варианты характеристики изобретения (п. 1) с помощью сегментов резьбы на емкости (п. 10, п. 11, п. 12). Близость всех верхних в аксиальном направлении концов сегментов резьбы (смещенных в окружном направлении элементов резьбы, которые соответственно занимают лишь часть окружной поверхности, расположены под наклоном и в окружном направлении расположены ступенчато) является размером, который может определять плоскость, имеющую аксиальную высоту и обладает аксиальным удалением (обозначение: h54). Это аксиальное удаление является коротким, во всяком случае, оно существенно короче расстояния уровня техники. Верхние в осево направлении концы весьма далеко смещены вверх к трехмерной уплотнительной поверхности или, говоря иначе, горизонтальный участок уплотнительной поверхности смещен вниз или расположен в аксиальном направлении очень близко к верхним концам. Предпочтительно это расстояние (удаление) составляет менее 2,00 мм (п. 10). Предпочтительно его можно сделать еще короче (п. 11), при этом расстояние составляет менее 1,6 мм. Дальнейшее укорачивание этой горловины емкости получают при расстоянии, которое меньше или равно 1,3 мм (п. 12).
Укупорке типа «напрессовка-отворачивание» соответствует емкость с конечным участком (п. 13, п. 17), которая содержит по меньше мере два, а предпочтительно множество проходящих по нему в окружном направлении (и наклонно) сегментов резьбы. Эти наклонные сегменты резьбы вследствие своего большого количества расположены на периметре горловины емкости ориентированными наружу друг над другом или ступенчато относительно друг друга.
Укупорочную крышку насаживают в аксиальном направлении, то есть с помощью усилия прессования в осевом направлением, продавливая через сегменты резьбы, причем сегменты резьбы вследствие своей жесткости вдавливаются в упругую пластмассу. За счет этого достигается, что при последующем отворачивании и дальнейшем вращении крышки наклонные сегменты во вдавленных траекториях на крышке поднимают укупорочную крышку в аксиальном направлении вверх. До тех пор, пока не возникнет этот крутящий момент, напрессованная укупорочная крышка расположена на концевом участке емкости (области горловины) таким образом, что расположенный на внутренней стороне крышке в области переходной зоны и участка юбки слой пластмассы применительно к своему осевому участку входит в фиксирующий контакт с сегментами резьбы емкости в аксиальном направлении.
В способе для отсоединения жестяной крышки от конструкции емкости осуществляется окружное направление сегментов резьбы с тем, чтобы поднять жестяную крышку в аксиальном направлении и отсоединить ее от сегментов резьбы, за счет чего производят открывание упаковочного узла из укупорочной крышки и емкости.
Осевой участок юбки укупорочной крышки и аксиальная высота горловины емкости (с сегментами резьбы) в уровне техники существенно длиннее или больше, чем это предлагают соответствующие изобретению решения.
Это должно показать сравнение с уровнем техники традиционной укупорочной крышки. Там осевая длина участка юбки составляет около 6,5 мм, а радиально ориентированная переходная зона составляет приблизительно 4,6 мм, так что образуется соотношение приблизительно 1,4. В отличие от этого заявляется соотношение, равное максимально 1,0 для обеспечения существенно более короткого, направленного в аксиальном направлении участка юбки (п. 9).
В случае стеклянной горловины в уровне техники в настоящее время используется осевая длина участка выше сегментов резьбы около 2,8 мм, которая в соответствии с изобретением может быть уменьшена до менее чем 2,0 мм (то есть более чем на 25%) при сохранении той же функциональности (п. 10, п. 18).
Соотношение осевой протяженности участка юбки к радиальному размеру горизонтально ориентированной торцовой поверхности обеспечивает весьма компактную область укупорки для укупорочного узла. При этом размер металлической укупорочной крышки находится в отношении с торцовым размером стеклянной емкости (или наоборот). Один является аксиальным, другой измеряется в радиальном направлении. При выполнении горизонтальной торцовой поверхности можно дополнительно учитывать воображаемую плоскость, которая позволяет также определить размеры верхних в аксиальном направлении концов элементов резьбы. Осевое расстояние, которое может быть определено таким образом, имеет величину, которая меньше чем 2,0 мм (п. 10). Это относится к существенно более короткому по сравнению с уровнем техники аксиальному участку горловины емкости, причем на этом участке не предусмотрено никаких элементов резьбы. Элементы резьбы расположены на лежащем в аксиальном направлении дальше вниз участке, так что от них не отказываются. Это определено с помощью горизонтальной плоскости, которая проходит через горизонтально ориентированную торцовую поверхность горловины емкости. При измерении от нее в направлении верхних концов множества смещенных в окружном направлении элементов резьбы, это лишь «короткий участок», в любом случае с длиной менее чем 2,0 мм (п. 10), предпочтительно меньший или равный 1,6 мм (п. 11) и далее предпочтительно меньший или равный 1,3 мм (п. 12).
В отношении емкости (п. 17) данные варианты осуществления охарактеризованы в п. п. 18-20.
Очевидно, что без ухудшения эффекта уплотнения можно отказаться от осевого участка, который в уровне техники предположительно служит для уплотнения. Происходит уменьшение расхода материала в отношении стекла, компаунда и жести.
Использованное для укупорочной крышки описание короткого юбки может быть дополнительно добавлено к описанию п. 1, последний признак (соотношение v1) и описанию п. 9 (соотношение v2). В этом случае присутствует многократное определение «укорачивание», причем осевая протяженность участка юбки является составной частью обоих соотношений, т.е. первого и второго соотношений.
Радиально наружный концевой участок переходной зоны может иметь 90°-дугу искривления (п. 2). Она переходит непосредственно в прямой участок юбки. Для пояснения понятий горизонтальной протяженности и вертикальной протяженности относительно аксиальной протяженности в аксиальном направлении, аксиально прямой участок юбки расположен перпендикулярно к плоскости, в которой расположена центральная область укупорочной крышки.
Для закатки на нижнем краю участка юбки существуют два варианта, наружная закатка и внутренняя закатка. Под закаткой следует понимать по существу круговое образование. Если это круговое образование представляет собой наружную закатку (п. 3), она непосредственно примыкает к прямому участку юбки.
Если закатка представляет собой внутреннюю закатку (п. 4), то между прямым участком юбки и внутренней закаткой расположена переходная зона, которая обуславливает расширение радиального размера юбки (п. 4).
С помощью этой внутренней закатки первое соотношение образовано таким образом, что оно составляет менее 2,70 (п. 7).
Примеры исполнения поясняют и дополняют заявленное изобретение.
Фиг. 1 наглядно показывает область горловины стеклянной емкости 50, на которую насажена укупорочная крышка 2, в осевом сечении и в виде увеличенного фрагмента. Укупорочная крышка 2 представляет собой укупорочную крышку концепции РТ.
Фиг. 2 наглядно показывает другой пример укупорочной крышки 1 с тем же увеличением фрагмента на той же стеклянной емкости 50, также в осевом сечении.
Фиг. 3 показывает дальнейшее увеличение фрагмента верхнего конца области горловины 52 стеклянной емкости, причем уплотнительная торцовая поверхность 52а представляет собой связанный пояснительный элемент к фиг. 2 или 1.
Фиг. 4 показывает пример целой емкости (например, в виде стеклянного сосуда) 50 в аксиальном сечении, заполненной загружаемым продуктом F.
Фиг. 5 показывает фрагмент области горловины 52 по фиг. 4.
Фиг. 6 показывает развернутый вид радиально снаружи, чтобы сделать видимыми наклонные, расположенные ступеньками элементы 53-58 резьбы (в виде сегментов резьбы) на участке горловины 52. Показан фрагмент 180° из 360°.
Фиг. 6а показывает в увеличенном масштабе верхний конец элемента 55 резьбы.
Фиг. 7 показывает в увеличенном масштабе сечение А-А из фиг. 6. Уплотнительная поверхность 51 со своей трехмерной протяженностью (в виде трехмерной кольцевой поверхности) видна лучше, чем в случае ее пояснения на участках по фиг. 3.
Фиг. 7а и
Фиг. 7b показывают изображение с фиг. 7 с укупорочной крышкой (1 или 2 на фиг. 1 или фиг. 2), причем на фиг. 7а эта крышка лишь насажена, а на фиг. 7b вдавлена несколько дальше аксиально вниз в направлении z, так что торцовая поверхность 52а вдавлена в горизонтальный участок 30h слоя 30 пластмассы.
Фиг. 8 еще раз показывает увеличенное изображение уплотнительной поверхности 51с чисто горизонтальным участком 52а и участком кривизны, проходящим вплоть до расположенной снаружи окружной ступеньки 60.
Емкость 50 на фиг. 4 выполнена предпочтительно из стекла или твердой пластмассы (в последующем: «стеклянная емкость»). Она содержит участок 52 горловины с диаметром D50, который изображен на фиг. 1, фиг. 2 и фиг. 5 в виде фрагмента и на фиг. 3 (и фиг. 6-8) изображен в увеличенном масштабе. Верхний конец горловины емкости 50 (в виде участка 52 горловины) представляет собой радиально ориентированную торцевую поверхность 52а, которая ограничена в направлении внутрь окружной горловой выемкой 52b и снаружи - осевым элементом h54, который проходит в аксиальном направлении до верхнего конца шейки 54 резьбы на фиг. 1-3. Из показанного осевого сечения видно, что этот вид сечения применим к каждому смещенному далее в окружном направлении аксиальному сечению, за исключением позиций высоты обоих изображенных сегментов 54, 55 резьбы, которые в зависимости от окружного поворота вертикального сечения расположены в другом положении по высоте относительно наружной поверхности горловины 52 емкости.
Загружаемый продукт F показан схематически, и его сначала загружают и укупоривают с помощью укупорочной крышки 1 или 2 по фиг. 1 или 2, или он должен быть подвергнут такой укупорке. Заполнение можно производить в горячем или холодном состоянии. Может быть использован один из способов термической обработки, ср. стр. 3, абзац 3.
На фиг. 4-8 выше сегментов резьбы на горловине 52 емкости дополнительно предусмотрена ступенька 60.
Укупорочная крышка 2 на фиг. 1 показана лишь в виде фрагмента. Указаны два ее радиальных размера, Di и Da. При этом размер Di представляет собой радиальный размер диаметра зеркала 11 крышки, которое можно назвать также центральной областью. Она расположена внутри проходящего по окружности места 11а' изгиба, который переходит в краевую область, которая обозначена ссылочными обозначениями 11а, 11b и 11с.
Сначала следует описать наружный диаметр Da. Это размер диаметра юбки 12, которая радиально снаружи примыкает к переходной зоне 11а, 11b и 11, но выступает вниз в аксиальном направлении. На изображении по фиг. 1 и 2 левая сторона участка 12 юбки не видна, так что начало наружного диаметра Da остается открытым на левом краю, однако, размер диаметра Di может быть показан на левом краю в соответствии с окружной линией 11а' изгиба.
Разность между обоими диаметрами Da и Di описывает радиальный размер dr, который приведен на фиг. 1 и 2, причем Da-Di=2dr.
Размер dr (в смысле «дельта r») отхватывает, считая от окружного места 11а' изгиба, первый участок 11а возвышения, расположенный под несколько меньшим наклоном второй участок 11b возвышения выше торцовой поверхности 52а горловины 52 емкости 50 и правый наружный конец этого второго участка 11b возвышения, который через участок 11 с кривизны переходит в участок 12 юбки.
Верхний конец участка 12 юбки обозначен на фиг. 1 ссылочным обозначением 12а, а нижний конец обозначен ссылочным обозначением 12b. Между этим обоими концами или концевыми точками прямолинейно в аксиальном направлении проходит юбка 12, образующая цилиндр при рассмотрении в окружном направлении.
Ниже нижнего конца 12b участка 12 юбки расположена наружная закатка 22, которая непосредственно примыкает к нему.
На радиальном участке перехода радиальной ширины dr расположен радиально ориентированный горизонтальный участок 30h уплотнительного слоя 30, а радиально внутри юбки 12 расположен осевой участок 30v выполненного из пластмассы уплотнительного слоя.
Из этих обоих участков 30h и 30v состоит проходящий в окружном направлении слой пластмассы, причем он простирается радиально вниз до области закатки 22 на фиг. 1 и обозначен там внутри наружной закатки 22 ссылочным обозначением 32. То же справедливо для участка 31, расположенного выше внутренней закатки 21 на фиг. 2 радиально внутри участка 21а расширения.
Здесь должны быть представлены некоторые параметры длины. В последующем их значение будет уточнено.
Слой пластмассы обозначен ссылочным обозначением 30 или 30h (горизонтальный) и ссылочным обозначением 30v (вертикальный).
Переходная зона маркирована ссылочными обозначениями 11а, 11b, 11с.
Точка 52b' поворота расположена в горловой выемке 52b.
Предусмотрены расположенные ступенчато элементы 53, 54, 55, 56, 57, 58 резьбы.
Проходящая сверху уплотнительная поверхность в целом маркирована ссылочным обозначением 51.
Уплотнительная поверхность 51 имеет радиальный размер b52*.
Горизонтально ориентированная торцовая поверхность маркирована ссылочным обозначением 52а.
Горизонтальная торцовая поверхность 52а в виде кольцевой поверхности имеет ширину кольца b52.
Аксиальное расстояние между расположенной снаружи ступенькой 60 и лежащей выше горизонтальной торцовой поверхностью 52а маркировано ссылочным обозначением h60.
Соотношение h60/b52 меньше чем 0,7.
Определено аксиальное расстояние h54, оно измеряется между верхними в аксиальном направлении концами 53а, 54а, 55а, 56а, 57а смещенных в окружном направлении элементов 53, 54, 55, 56, 57 и горизонтальной плоскостью E52a.
Плоскость Е52а образована горизонтально ориентированной торцовой поверхностью 52а горловины 52 стеклянной емкости 50.
Второе аксиальное расстояние обозначено как h60а, которое определяет расстояние от расположенной сверху горизонтальной торцовой поверхности 52а до направленной наружу ступеньки 60.
Величина h0 представляет собой осевую протяженность участка 12 юбки укупорочной крышки 1 или 2.
Величина dr представляет собой радиальную протяженность переходной зоны 11а, 11b, 11с.
Определение размеров описано ниже более подробно. Сначала необходимо показать, что напрессованная посредством аксиального нажима укупорочная крышка 2 по фиг. 1 насажена еще не полностью, так как еще не сжат горизонтальный участок 30h слоя пластмассы. Он только прилегает к торцовой поверхности 52а, в реальности, однако, несколько сжимается торцовой поверхностью 52а, так что горизонтальный участок 30h уплотнительного слоя простирается за пределы исходной уплотнительной поверхности 52а также на участки, которые показаны на фиг. 1 слева и справа с радиусом кривизны (скругление). Слева на фиг. 1 или фиг. 2 радиальный участок 30h компаунда входит на определенную глубину во внутреннюю горловую выемку 52b.
Это видно в увеличенном изображении на фиг. 3, причем эта фиг. 3 может быть привлечена для исполнений по фиг. 1 и фиг. 2.
На фиг. 3 виден верхний край горловины 52. В виде соединительного звена может служить горизонтально ориентированная торцовая поверхность 52а, которая имеет ширину b52. Она ориентирована чисто горизонтально и определяет горизонтальную плоскость E52a, в отношении которой в последующем приведено пояснение относительных размеров и соотношений.
Слева и справа от горизонтально ориентированной торцовой поверхности 52а расположены радиусы кривизны, которые определяют кривизну 52' и 52'' (в виде участка дуги). Они соответственно имеют относящуюся к ним длину b52' или b52а''.
Понятно, что эти поверхности или элементы проходят в окружном направлении, и понятие радиального определения размеров следует рассматривать чисто в радиальном направлении. Например, длина b52' больше, чем чисто радиальный размер, который должен прибавляться с внутренней стороны относительно радиального размера b52. Он проходит до точки поворота горловой выемки 52b («точка поворота» в сечении при рассмотрении в окружном направлении является окружной линией).
Снаружи виден еще следующий, простирающийся почти в аксиальном направлении участок 52''', который проходит вплоть до сегмента 54 резьбы. Этот размер в примере по фиг. 3 является очень коротким по сравнению с дугой 52'', которая имеет фактическую длину b52'', однако прибавляет лишь намного меньший радиальный размер, который добавляется к чисто радиальному размеру b52, если рассматривать общую простирающуюся уплотнительную поверхность 51, которая имеет чистый радиальный размер b52* и чисто горизонтально ориентированную торцовую поверхность 52.
Это радиальный размер эффективной уплотнительной поверхности 51, которая сама по себе может быть более длинной. По этой причине более точно определены размеры расположенной чисто горизонтально и проходящей чисто горизонтально торцовой поверхности 52а с чисто радиальным размером b52.
Для уплотнения основополагающей является сумма участков b52, b52', b52'' и b52''', причем участок 52''' проходит практически чисто в аксиальном направлении и с совсем незначительным углом наклона также ориентирован несколько радиально. В этом примере последний участок 52''' завершается наверху на шейках резьбы. В данном случае - для указания размеров на верхнем конце одного или всех проходящих в окружном направлении шеек 53, 54, 55, 56 и последующих шеек резьбы, которые не показаны на фиг. 6.
Пояснения по фиг. 3 должны быть в последующем перенесены на фиг. 1 и 2. Конечно, сначала следует еще пояснить внутреннюю закатку 21 укупорочной крышки 1 на примере по фиг. 2.
Эта внутренняя закатка 21 примыкает к участку 12 юбки при одинаково в остальном использующихся элементах и функциях, как они были пояснены для фиг. 1. Соответствующие ссылочные обозначения также являются одинаковыми.
Нижний осевой конец цилиндрического участка 12 юбки переходит не непосредственно в закатку, а в участок 21а расширения. Его верхний конец 21'а расположен на нижнем конце цилиндрического участка 12. Участок 21а расширения переходит своим нижним концом 21а'' в закатанный вовнутрь участок 21, который определяет полную закатку. Указание диаметра d21 может определять закатку 21, а высота h0 определяет высоту участка 21а перехода, который служит для радиального расширения и создания места или пространства для внутренней закатки.
Радиально внутри расширения 21а предусмотрена область 31 из пластмассы, которая простирается также ниже аксиально нижнего конца 12b по фиг. 1, в данном случае на фиг. 2, и при этом в радиальном направлении расширяется, однако в аксиальном направлении не проходит вниз через внутреннюю закатку, а остается ограниченной до высоты h21. Соответствующим образом может быть охарактеризован участок d22 высоты наружного ролика 22 по фиг. 1, который определяет соответствующий участок 32 пластмассы.
Теперь пояснения по фиг. 3 должны быть перенесены на фиг. 1 и 2.
На фиг. 1 радиальный размер торцовой поверхности 52а определен размером b52. Эффективная уплотнительная поверхность шире и, в частности, является более длинной в радиальном направлении, однако, не имеет размера, соответствующего ее реальной ''длине'', а имеет нанесенный размер b52*. Оба этих размера были пояснены на фиг. 3 и также соответственно нанесены на фиг. 1 и фиг. 2, а именно ниже второго участка 11b возвышения, который расположен выше обеспечивающей начальное уплотнение торцовой поверхности 52а.
На обеих фиг. 1 и 2 нанесен радиальный размер dr переходной зоны, состоящей из трех элементов 11а, 11b, 11с. Он больше, чем осевая высота цилиндрического участка 12 юбки. Эта высота определена размером h0. Она начинается на верхнем конце 12а участка 12 юбки, который совпадает с радиально наружным концом 11с'' дуги 11 с кривизны. Внутренний конец 11с' дуги 11 с кривизны переходит во второй участок 11b возвышения.
Размер h54 располагается приблизительно на высоте наружной поверхности верхнего конца горловины емкости 52 и измеряется между верхним концом всех витков резьбы (соответственно воображаемой окружной линии) и плоскостью E52a, которая описывает положение и ориентацию горизонтальной торцовой поверхности 52а или наоборот.
Расстояние от плоскости E52a до верхнего конца сегмента 54 резьбы (и соответственно также смещенного в окружном направлении сегмента 55) маркировано ссылочным обозначением h54. Это расстояние является особо коротким. Оно обеспечивает возможность значительного укорачивания в примерах исполнения по фиг. 1 и фиг. 2 существенно большего размера уровня техники, превышающего 2,8 мм. Это расстояние h54 следует назвать безрезьбовой зоной между торцовой поверхностью 52а и областью резьбы из множества смещенных в окружном направлении элементов 54, 55 резьбы.
В примерах исполнения этот размер h54 высоты в любом случае меньше чем 2 мм, предпочтительно меньше чем 1,6 мм или даже по существу 1,3 мм, что должно определять совсем незначительную протяженность этого размера в аксиальном направлении. При этом речь идет об отчетливо укороченном аксиальном участке горловины емкости, на котором отсутствуют элементы резьбы и который в уровне техники вносит заметный вклад в уплотнительный эффект, который отсутствует соответствии с примерами исполнения изобретения, хотя эти примеры исполнения еще обеспечивают достаточный эффект уплотнения.
Другим размером является радиальный размер dr в сравнении с описанной аксиальной высотой h0 участка 12 юбки. В данном случае оба этих размера имеют одинаковый порядок величины, соответственно, размер высоты становится меньше радиального размера.
Радиальная протяженность является основополагающей для эффекта уплотнения на торцовой поверхности горловины. Аксиальный размер является основополагающим для механики открывания.
При этом этот радиальный размер может представлять собой, с одной стороны, радиальный размер dr жестяной крышки, который состоит из трех участков 11а, 11b и 11с в переходной зоне, или он может представлять собой описанный выше радиальный размер 52а на стекле, который обеспечивает начальный уплотнительный контакт и определяет плоскость E52a. Первое относится к емкости, а второе относится к укупорочной крышке.
Соотношения выбраны таким образом, что размер h0 высоты в примере наружной закатки по фиг. 1 может быть обозначен величиной 4.405 мм, что при крышке с наружным размером 60 мм можно сопоставить с размером dr, равным 4,48 мм. Образуется соотношение v2 между аксиальной высотой юбки и радиальной протяженностью переходной зоны, составляющее 0,98.
Это соотношение v2=0,98 для определения весьма короткого в аксиальном направлении юбки, может иметь диапазон допусков ±2%.
Соответствующее указание размеров и соответствий может быть произведено также применительно к радиальному размеру b52. В данном случае наружный ролик 22 по фиг. 1 имеет аксиальный размер высоты юбки 12 по фиг. 1, равный h0=4,405, как указано выше. Применяемый размер емкости 50 на участке 52 горловины составляет b52=1,5 мм. Этот относительно узкий размер дополняется следующими, описанными на фиг. 3 размерами, которые описывают эффективную уплотнительную поверхность, так что радиальный размер эффективной уплотнительной поверхности определен величиной b52*, которая составляет 2,35 мм, однако, внутри этого размера b52* чисто радиальный размер торцовой поверхности 52а составляет лишь 1,5 мм.
Соотношение v1 между осевой высотой и чисто радиальным размером b52 рассчитывается в примере фиг. 1 с наружным роликом из приведенных выше величин и, таким образом, равно величине 2,94 и составляет менее 3,00. Другим соотношением для внутреннего ролика по фиг. 2 является соотношение между размером h0 высоты и протяженностью b52 торцевой поверхности 52а. Здесь размер b52 равен размеру согласно примеру по фиг. 1 и составляет 1,5 мм.
Для исполнения внутренней закатки 21 в соответствии с фиг. 2 на основании данных соотношений может быть определен также относительно короткий участок 12 юбки, с одной стороны, на основании первого соотношения v1 и, с другой стороны, на основании второго соотношения v2 или на основании их комбинации. Первое соотношение v1 описывает соотношение между длиной (участка юбки) и горизонтальной торцовой поверхностью 52а на стеклянном сосуде; второе соотношение v2 описывает соотношение h0 к радиальной протяженности dr переходной зоны 11а, 11b и 11с на самой укупорочной крышке.
Следует ожидать того, что другие диаметры укупорочных крышек, составляющие не только 60 мм, также содержат эти соотношения v1 и v2, поскольку ширина 52 зоны уплотнения относительно аксиальной зоны удерживания, равно как и размеры dr и h0 для укупорочной крышки с меньшим или большим диаметром остаются практически неизменными.
Также и здесь для укупорочной крышки аксиальный участок h0 короче, чем радиальный размер dr, причем в примере высота h0 должна быть указана для фиг. 2 величиной 4,005 мм, а радиальная протяженность dr - величиной 4,48 мм, как в примере по фиг. 1.
Из этого следует соответствующее фиг. 2 соотношение v2, составляющее 0,89, то есть еще меньшее, чем соотношение v2, составляющее 0,98, поясненное на основании примера по фиг. 1.
Это соотношение может быть также указано в большем диапазоне допусков величиной 0,9±5%, как и 0,89±1%, как показано на примере укупорочной крышки диаметром 59 мм на фиг. 2, размер Da диаметра которой не играет, однако, существенной роли для описанного соотношения, так как это соотношение в области горловины укупоренной емкости 50 остается практически неизменным независимо от диаметра различных укупорочных крышек.
Можно назвать даже верхнюю границу, которая ведет к тому, что это второе соотношение v2 составляет меньше единицы, однако, можно назвать также нижнюю границу, при которой соотношение должно быть больше 0,85, что при технически-функциональном ограничении всегда должно описываться посредством верхней и нижней границы. Основополагающей для отличия от уровня техники является, между тем, в первую очередь верхняя граница, так как она наилучшим образом позволяет описать малый размер аксиальной протяженности юбки 12.
Соотношение v1 между аксиальной высотой и чисто радиальным размером b52 составляет, таким образом, в примере по фиг. 1 с наружным роликом величину 2,94, которая меньше чем 3,00. Другим соотношением для внутреннего ролика по фиг. 2 является соотношение между размером h0 высоты и протяженностью b52 торцовой поверхности 52. Здесь размер b52 равен размеру b52 примера на фиг. 1 и составляет 1,5 мм.
Также и радиальный размер b52* эффективной уплотнительной поверхности 51 остался здесь неизменным и определен величиной 2,35 мм. Это очевидно, так как обе емкости 50 должны восприниматься одинаково, одна из которых укупоривается укупорочной крышкой 2 с наружным роликом 22, а вторая - укупорочной крышкой 1 с внутренним роликом 21, соответственно на нижнем конце участка 12 юбки.
На основании уменьшенной высоты, равной 4,005 мм, аксиального участка 12 юбки получают меньшее первое соотношение v1, составляющие 2,67. Оно также лежит ниже верхней границы 3,0 и при более точной характеристике может быть указано, как лежащее ниже величины 2,70.
В примерах по фиг. 1 и 2 указаны также и другие высотные размеры, которые следуют из описанных выше размеров высот.
Высотный размер h=h1 для юбки с наружной закаткой 22 по фиг. 1 состоит из трех компонентов, а именно диаметра d22 закатки 22, аксиальной высоты h0 ''короткого'' участка 12 юбки и аксиальной высоты h' переходной зоны 11а, 11b и 11с, которая имеет радиальную ширину dr. Здесь образуется общая высота краевого участка укупорочной крышки 2, обозначенная как h1.
На фиг. 2 для укупорочной крышки 1 с внутренней закаткой 21 добавляется еще один компонент h21, дополнительно к трем описанным компонентам по фиг. 1, в данном случае для формирования размера h=h2 высоты. Три компонента соответственно представляют собой аксиальный размер h0 юбки 12, диаметр d21 внутренней закатки 21 и аксиальный размер h' высоты переходной зоны 11а, 11b и 11с, который может быть заимствован из фиг. 1. Вновь добавленный аксиальный размер h21 представляет собой аксиальную высоту имеющего форму колокола расширенного промежуточного участка 21а с его нижним концом 21а''.
Емкость по фиг. 4 является закрытой снизу и содержит открытую вверх область 52 горловины, которое в последующем также часто называют «горлом». Его верхний конец образует уплотнительную поверхность 51, которая выполнена в виде трехмерной кольцевой поверхности и в последующем поясняется более подробно на примерах увеличенных фрагментов.
Емкость в своей области 52 горловины оснащена верхним уплотнительным профилем (в виде трехмерной уплотнительной поверхности) и содержит расположенный ниже резьбовой профиль, состоящий из сегментов 53, 54… резьбы. Эти сегменты резьбы видны в форме развертки на фиг. 6, причем развернутой изображена лишь одна полусфера, то есть 180° участка горловины. Предпочтительно в области диаметров емкости 50 между 4 см и 7 см на окружности 360° расположены от шести до десяти сегментов резьбы. В данном случае на изображении видны четыре цельных сегмента резьбы и два половинчатых сегмента 53 и 58 на развертке в 180°.
Форма емкости показана в одном из примеров на фиг. 4. Она имеет по существу цилиндрический участок 50b корпуса, на нижнем конце он содержит слегка куполовидный выпуклый участок 50а основания и выше цилиндрического участка 50b корпуса содержит суженный участок 50с, верхний конец которого переходит в названную область 52 горловины.
Возможно также использование многих других форм закрытых корпусов, в частности, таковых без суженных областей, с плоским дном, и при этом присутствие цилиндрического участка 50b корпуса не является обязательным. Этот пример по фиг. 4 охватывает лишь возможные исполнения и подчеркивает последующее описание участка 52 горловины как участка, который может быть насажен на базовый корпус (корпус емкости) любой формы или присоединен к нему.
В качестве материала емкости обычно используют стекло. Может использоваться также жесткая благодаря своей форме пластмасса, упругие деформации емкости не предусмотрены, так что не могут быть использованы гибкие пластмассы или картонные упаковки, если в случае области горловины речь идет о жесткой по своей форме горловине 52.
Фиг. 5 показывает увеличенный фрагмент по фиг. 4. Здесь более отчетливо видна уплотнительная поверхность 51, форма которой была более подробно пояснена на фиг. 3. Добавлена дополнительная ступенька 60, которая делает пример исполнения по фиг. 5 несколько отличным от примеров по фиг. 1 и 2 применительно к стеклянному корпусу 50.
Верхний конец элемента 55 резьбы показан в сечении, выше в аксиальном направлении расположена ступенька 60, и еще выше в аксиальном направлении расположена трехмерная уплотнительная поверхность 51, которая начинается на ступеньке 60 (снаружи) и проходит до точки 52b' поворота горловой выемки 52b на внутренней стороне горловины 52 (в виде боковой выемки, которая открыта в направлении вверх).
В примере по фиг. 5 виден легкий наклон, равный по существу 7°, почти аксиального участка 61. Изгибы 52'' и 52' пояснены на фиг. 3, равно как и горизонтально ориентированная кольцевая поверхность 52а, которая образует участок поверхности 51 с эффектом уплотнения. Его ширина в радиальном направлении составляет b52.
На фиг. 5 виден следующий элемент 56 резьбы, причем изображение можно рассматривать как сечение А-А по фиг. 6.
Ниже профиля резьбы всех элементов резьбы, из которых на фиг. 6 изображены элементы с 53 по 58, расположено стабилизирующее утолщение стеклянной емкости, до которого доходила также показанная на фиг. 1 и 2 укупорочная крышка ее нижним в аксиальном направлении концевым участком. Она может содержать наружный ролик или внутренний ролик, как это пояснено в отношении фиг. 1 и 2.
Названные элементы резьбы из фиг. 6 являются частично перекрывающимися, и проходят под направленным немного вверх углом а наклона, составляющим от 4,4° до 5°, и за счет своего ступенчатого расположения обеспечивают эффект сплошной резьбы, которая не могла бы быть эффективно расположена на столь короткой высоте участка 52 горловины. Кроме того, они обеспечивают действие нажима на укупорочную крышку с расположенным с ее внутренней стороны слоем пластмассы, который состоит из вертикального и горизонтального участков. При нажиме вертикальный участок входит в соприкосновение с элементами резьбы и образует вследствие вдавливания дорожки, вдоль которых укупорочная крышка может быть поднята в аксиальном направлении при отвертывании. Последнее осуществляет пользователь или потребитель, первое осуществляется при укупоривании расфасовочной машиной.
Фиг. 6 поясняет представленное на фиг. 5 положение расположенной снаружи ступеньки 60. Она расположена несколько выше верхних концов элементов резьбы, которые в последующем следует называть сегментами резьбы в виде расположенных ступенчато, ограниченных по длине, смещенных в окружном направлении относительно друг друга и несколько наклоненных элементов.
Верхняя горизонтально расположенная уплотнительная поверхность 52а представляет собой на фиг. 6 верхний конец развернутой горловины емкости с профилем резьбы. Расстояние (удаление) ступеньки 60 от этого верхнего конца меньше аксиального размера h54. Этот проходящий от ступеньки 60 до горизонтального участка 52а уплотнительной поверхности 51 участок маркирован ссылочным обозначением 61 и по смыслу соответствует обоим участкам 52'' и 52''' по фиг. 3, где ступенька 60 не предусмотрена.
Сегменты резьбы, которые изображены развернутыми на фиг. 6, поясняются на фиг. 6а на основании увеличенного фрагмента. Здесь следует пояснить, что в аксиальном направлении верхний конец этого сегмента резьбы применительно к сегменту 55 резьбы является, однако, в равной степени применимым для всех сегментов резьбы. Конец сегмента резьбы имеет ссылочное обозначение 55а'. Верхний в аксиальном направлении конец в смысле чистого аксиального размера обозначен ссылочным обозначением 55а. Он определяет окружной размер высоты или окружную линию Н54, которая служит базой для указания размеров. Она расположена параллельно окружному прохождению ступеньки 60 и параллельно расположенной сверху, горизонтальной уплотнительной поверхности 52а.
В последующем на основании описанных параметров следует пояснить, что верхние аксиальные концы сегментов 53, 54, 55, 56, 57, 58 резьбы и все те, которые лежат на другой полусфере, которая не изображена на фиг. 6, подходят к ступеньке 60 весьма близко или достаточно плотно и, таким образом, расположены очень близко также к уплотнительной поверхности 51.
Иными словами, ступенька 60 в примерах исполнения изобретения по фиг. 5 расположена очень близко к верхним в аксиальном направлении концам 53а, 54а, 55а, 56а и 57а, а также ко всем тем верхним в аксиальном направлении концам, которые расположены на другой, не изображенной на фиг. 6 полусфере в 180° горловины емкости.
В примерах исполнения по фиг. 1, 2 и 3, особо наглядно в случае примеров исполнения по фиг. 3, видно отсутствие ступеньки 60, при этом уплотнительная поверхность 51 с обоими лежащими снаружи участками 52'' и 52''' выполнена проходящей до верхнего конца (верхнего в аксиальном направлении конца 54а на изображении по фиг. 3).
Во всех примерах исполнения, со ступенькой 60 или без нее, область резьбы со своим определенным верхним в аксиальном направлении концом Н54 подходит к уплотнительной поверхности 52 очень близко, иными словами, столь близко, что можно говорить о короткой горловине, которую с использованием других терминов или комбинации этих терминов можно назвать уменьшенной по длине или компактной.
Особо короткое или компактное и/или уменьшенное по длине исполнение горловины может быть описано, однако, не иначе как в сравнении с уровнем техники. Тем не менее, такое сравнение трудно вместить в заявленный предмет изобретения, так что необходимо оперировать порядками величин или величинами, и для этого ранее были описаны размерные линии или плоскости, которые в последующем должны быть наполнены по содержанию указаниями размеров и соотношений применительно к расстояниям или соотношений между длинами или ширинами.
Фиг. 5 поясняет первое определение размеров относительно этого уменьшения высоты области 52 горловины. Здесь ступенька 60 находится на расстоянии около 0,8 мм от горизонтального участка 52а уплотнительной поверхности 51.
При рассмотрении с другой стороны, ступенька 60 удалена от аксиально верхнего конца сегмента резьбы на похожее расстояние, а именно 0,7 мм.
Радиальная ширина полной уплотнительной поверхности 51 составляет около 2,35 мм и состоит из различных участков, которые показаны на фиг. 3. Чистый радиальный размер b52 составляет около 1,5 мм (горизонтальная торцовая поверхность 52а).
При насаживании укупорочной крышки, например, по фиг. 1 или 2, на область 52 горловины размеры уплотнительной поверхности 51 определены таким образом, что она возникает в результате вдавливания. Эта трехмерная уплотнительная поверхность проходит от точки 52b' поворота горловой выемки 52b до расположенной снаружи ступеньки 60. Это соответствует приблизительной протяженности расположенного на крышке горизонтального участка 30h слоя 30 пластмассы (который состоит из горизонтального участка 30v и вертикального участка 30v) в направлении глубины от 80% до 90%. Она часто имеет порядок величины в области 1 мм, так что возникает вдавливание и - возникающее в результате вдавливания - давление с уплотнением, которое надежно укупоривает содержимое продукта питания в емкости 50.
Расположение ступеньки 60 и определение размеров короткой горловины 52 допускает также и другие различные геометрии и размеры, при которых ступенька еще присутствует, или же уже отсутствует, как это показано на фиг. 1 и 2 на изображенной там горловине 52 емкости. При этом затрагивается «не содержащая резьбы» высота h54, которая определяет аксиальный участок горловины 52 емкости, на котором отсутствует резьба и нет ни одного сегмента резьбы. По этой причине при определении исходят из того, что верхний конец каждого из сегментов является нижним концом параметра h54 высоты. Верхние концы сегментов расположены на окружной линии Н54.
Окружная линия Н54 на фиг. 6 поясняет то, что на фиг. 5 изображено в сечении.
Если специалист хочет выбрать вариант определения короткой горловины так, что определяется соотношение, то есть привлекается ширина b52 горизонтального участка уплотнительной поверхности 51 и аксиальное расстояние h54, которое независимо от наличия ступеньки 60 (которая расположена снаружи и, следовательно, также ''ориентирована наружу''), то возникает следующее рассмотрение.
Величина аксиального расстояния измеряется между верхними в аксиальном направлении концами (всех) сегментов и горизонтальной плоскостью. Горизонтальная плоскость представляет собой воображаемую модель, которая должна описывать горизонтально ориентированную торцовую поверхность 52а горловины 52 емкости. Между этой плоскостью и воображаемой окружной линией Н54 образуется расстояние (удаление). Это расстояние соотносят к необходимой или требующейся для эффекта уплотнения ширине b52, так что возникает соотношение, которое в равной мере может выразить как производительность или функцию достаточного уплотнения, так и производительность или функцию относительно короткой аксиальной длины области 52 горловины.
Это соотношение меньше величины 1,35 также в модифицированных примерах исполнения, которые в отношении емкости следуют из исполнения по фиг. 5 или бесступенчатого исполнения по фиг. 1 и 2. Высота h54 при этом составляет максимально 2 мм и может варьироваться вокруг показанного примера по фиг. 5 с величиной h54=1,5 мм, и может быть также меньше по величине. Испытания проводились при h54=1,6 мм и h54=1,3 мм, то есть немного выше или ниже изображенного на фиг. 5 расстояния. Непоказанные примеры с максимальной величиной до h54=2 мм соответствуют примеру исполнения по фиг. 5, что понятно специалисту.
Если специалист в случае горизонтальной уплотнительной поверхности b52 исходит из радиального размера, составляющего 1,5 мм, то в изображенном примере исполнения получают приблизительно соотношение 1,0.
Ступенька 60 может быть добавлена и расположена подходящим образом в пределах расстояния h54 таким образом, что предпочтительно вплоть до этой ступеньки происходит вдавливание в горизонтальный участок слоя 30 пластмассы с образованием уплотнения, если производится насаживание крышки на расфасовочной машине путем механической напрессовки на горловину 50.
При больших величинах h54 до 2 мм ступенька 60 может быть также расположена таким образом, что это укупорочное уплотнение возникает в результате вдавливания под давлением с образованием «уплотнения» посредством уплотнительной поверхности 51, которая более подробно и отчетливо изображена на фиг. 7. Ступенька 60 может, однако, быть расположена также ближе к верхним в аксиальном направлении концам (окружной линии Н54), так что ее вдавливание происходит не принудительно в горизонтальный участок слоя пластмассы, а в часть вертикального участка 30v слоя 30 пластмассы.
Наименьший опробованный до настоящего момента размер осевого расстояния h54 составляет 1,3 мм и в соотношении с предполагаемой шириной b52=1,5 мм приводит к соотношению около 0,9 (точнее: 0,867). Указанные здесь величины соотношений являются соответственно округленными. Указанные размеры ширины и высоты измерены соответственно точно.
Выделенный на фиг. 5 размер пояснен на фиг. 7. Деталь этой фиг. 7 приведена далее в увеличенном масштабе на фиг. 8.
Показанная там ступенька 60 имеет удаление h60 от горизонтальной плоскости 52а, высотный размер h54 здесь не обозначен. Если присутствует ступенька 60, то также ее удаление или позиционирование между поверхностью 52а и верхним в аксиальном направлении концом элементов резьбы, в примере - поз. 55а, могут быть привлечены для того, чтобы охарактеризовать короткое исполнение горловины. При этом предпочтительно предусмотрено, что ступенька 60 не расположена за пределами подлежащего насадке горизонтального участка пластмассы. Иными словами, из горловины 52 было извлечено столько материала, что ступенька 60 все еще вдавлена в этот горизонтальный участок, или вплоть до этой ступеньки 60 обеспечено уплотнение внутрь горизонтального участка, а сегменты резьбы расположены очень близко к этой ступеньке 60. Говоря иначе, они расположены в данном случае также очень близко к уплотнительной поверхности 52а, так что горловина выполнена компактной, короткой или уменьшенной по длине, естественно, в сравнении с уровнем техники, однако, конкретно здесь она охарактеризована с помощью положения ступеньки 60 на не содержащем резьбы (безрезьбовом) участке в аксиальном направлении выше сегментов резьбы (выше Н54).
Этот параметр приведен здесь с величиной 0,8 мм и может быть дополнительно привлечен для характеристики максимального размера h54 расстояния (удаления) или характеризоваться независимо. Таким же образом размер h54 расстояния, без вспомогательного привлечения положения ступеньки 60, может быть самостоятельной характеристикой малой длины области горловины (горловины 52).
В примере исполнения расстояние h60 меньше 1 мм. В предпочтительном исполнении очень короткой горловины по фиг. 5 это аксиальный размер составляет h60=0,8 мм. Если и здесь соотношение рассчитывают в виде четвертого соотношения, то возможно использование размера h60 и ширины h52, которые совместно представляют характеристику уплотнения и малую длину горловины.
При обоих представленных размерах, которые меньше 1,0 мм и меньше 0,8 мм, или соответственно равны названной величине, для h60 получается верхняя граница соотношения, которая не превышает 0,7 (округлено от 0,67) и меньше 0,55 (округлено от 0,53). Это относится к случаю ширины 1,5 мм радиальной составляющей (также: чисто горизонтальной составляющей 52а) образующейся трехмерной уплотнительной поверхности 51.
Как описано выше, этот размер является дополнительно возможной, но не единственной характеристикой. Поэтому обе названные характеристики не должны или не могут пониматься таким образом, что они должны иметь место принципиально совместно. Например, может присутствовать ступенька 60, которая содержит величину h60>1,0 мм, однако, аксиальное расстояние h54 при этом составляет менее 2 мм, или же может быть указано соотношение для радиальной протяженности горизонтального участка уплотнительной поверхности 51 менее 1,35 (рассчитано из удаления, равного 2,0 мм, верхних в аксиальном направлении концов сегментов резьбы и радиальной ширины, равной 1,5 мм, а также округлено до сглаженной величины от 1,33 до 1,35).
Следующий увеличенный фрагмент по фиг. 8 поясняет сказанное в отношении предшествующих фигур. Отчетливо видна точка 52b' поворота (кривизны) в горловой выемке 52b. Эффективный радиальный размер b52* пояснен на фиг. 3 и применен здесь к емкости 50, которая содержит расположенную снаружи ступеньку 60. Размер b52* определен до внутренней кромки этой ступеньки 60 (она содержит также расположенную дальше снаружи наружную кромку) и составляет в примере до 2,35 мм с известным допуском, который может быть указан с порядком величины ±10%.
Горизонтальной составляющей общей уплотнительной поверхности 51 является величина 52а с шириной b52 равной 1,5 мм, также с соответствующим указанием допуска.
Насаживание укупорочной крышки (крышки 1 или 2 из фиг. 2 или, соответственно, 1) показано на фиг. 7а и 7b. На фиг. 7а укупорочная крышка насажена изначально и уже достигла первого сегмента резьбы вертикальным участком 30v слоя пластмассы. На горизонтальной торцовой поверхности 52а расположен горизонтальный участок 30h единого слоя 30 пластмассы. Фиг. 7b поясняет уплотнительную поверхность 51, которая образована после вдавливания. Крышка вжата вниз, сжатые зоны слоя 30 пластмассы выделены жирным пунктиром, и уплотнительный материал 30 смещается на горизонтальном участке в небольшой наплыв влево и вправо, причем участок 61 уплотнительной поверхности, который ориентирован по существу вертикально, сначала имел отступ от участка 30v слоя 30 пластмассы, который заполняется после вдавливания посредством вытеснения горизонтальных составных частей горизонтального участка 30h. На внутреннем в радиальном направлении конце присутствует ориентированная в боковом направлении выемка 52b, которая принимает внутренний наплыв, возникающий в результате вытеснения.
Вследствие наклона переходного участка укупорочной крышки оставшееся расстояние во внутренней краевой области уплотнительной поверхности 51 меньше, чем в наружной краевой области. Полное вдавливание вниз укупорочной крышки, следующее за промежуточным состоянием по фиг. 7b, подводит горизонтальный участок 52а очень близко к металлическому участку 11b, и окружная ступенька 60 достигает при этом горизонтального участка 30h слоя 30 пластмассы. В отношении структуры слоя пластмассы делается ссылка на вводный раздел описания, ср. стр. 3, абзац 3.
На обеих фигурах 7а и 7b нижний конец юбки 12 соответствующей укупорочной крышки из фиг. 1 и 2 не изображен. К нему могут быть присоединены внутренний ролик или наружный ролик в соответствии с обеими названными фигурами.
Достигнутая с помощью этого укорачивания горловины 52 цель или связанная с этим задача заключается в уменьшении количества материала. При том же эффекте уплотнения можно добиться того, что сегменты резьбы будут расположены ближе к трехмерной уплотнительной поверхности 51 (уплотнительному профилю), в результате чего возможна экономия стекла (в общем: материала емкости). Если вместо стекла используют жесткую пластмассу, обеспечивается также и ее экономия. Параллельно или синхронно происходит также экономия на стороне крышки. Юбка 12 крышки может быть выполнена более короткой, так как она должна находить в аксиальном направлении вниз на стекло на меньшее расстояние для достижения сегментов 53-58 резьбы. Сохранение уплотнительной поверхности 51 способствует тому, что исключаемые в осевом направлении компоненты материала не должны добавляться в радиальном направлении для дополнения там эффекта уплотнения. Вместо этого радиальный размер уплотнительной поверхности в примерах остался таким же, что и в уровне техники.
Описанные пропорции и указания размеров характеризуют короткую горловину емкости в области горловины, и эта малая длина достигается с сохранением столь же эффективной уплотнительной поверхности на горизонтальном участке слоя пластмассы (расположенного в крышке компаунда или уплотнительного материала) с осевым смещением сегментов резьбы ближе к трехмерной уплотнительной поверхности 51. При этом производят извлечение материала выше сегментов 53-58 резьбы и ниже уплотнительного профиля, происходит его экономия, и за счет этого достигают укорачивания горловины. Укороченная на определенную величину горловина неожиданным образом позволяет специалисту экономить не только материал емкости, но и также жесть для соответствующей крышки. Вспомогательные или компенсационные меры, которые призваны по-иному вновь заменить сэкономленные материалы, не требуются, более того, экономия является абсолютной.
Это предпочтительно дополнено неожиданно возникшим третьим эффектом. Он заключается в усилии открывания или моменте «трогания», который пользователь или потребитель должен приложить, чтобы сдвинуть вращением укупорочную крышку с сегментов резьбы и открыть укупоренную емкость для доступа к загруженному продукту F. При укороченном участке горловины здесь достигается особо малая сила, так как теперь отсутствует исключенная зона в конце вертикального участка трехмерной уплотнительной поверхности выше верхних в аксиальном направлении концов сегментов резьбы, которая вносила свой вклад в силу трения.
Несмотря на благоприятно сказывающееся устранение одной составляющей трения сцепления, уплотнительный эффект и эффект удерживания на сегментах резьбы не хуже достигнутых в уровне техники эффектов, причем эти эффекты достигаются при меньшем количестве применяющегося материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УКУПОРОЧНЫЙ УЗЕЛ ИЗ КРЫШКИ И ЕМКОСТИ, УКУПОРОЧНАЯ КРЫШКА ТИПА РТ И СПОСОБ УКУПОРКИ | 2014 |
|
RU2686946C2 |
| КРЫШКА ДЛЯ ЕМКОСТИ | 2014 |
|
RU2660080C2 |
| УЗЕЛ УКУПОРОЧНОГО СРЕДСТВА ЕМКОСТИ С ГЕРМЕТИЧНЫМ УПЛОТНЕНИЕМ | 2010 |
|
RU2513775C2 |
| УКУПОРОЧНАЯ ПРОБКА И КОЛПАЧОК | 2003 |
|
RU2329186C2 |
| КРЫШКА, ВЫЯВЛЯЮЩАЯ ВСКРЫТИЕ (ВАРИАНТЫ) | 1993 |
|
RU2110458C1 |
| УКУПОРОЧНОЕ УСТРОЙСТВО ДЛЯ БАНОК | 2006 |
|
RU2395438C2 |
| СПОСОБ УПАКОВКИ, ИСПОЛЬЗУЮЩИЙ ОТВОДНОЙ КАНАЛ УПЛОТНЕНИЯ ОТВЕРСТИЯ УКУПОРОЧНОГО СРЕДСТВА | 2005 |
|
RU2376219C2 |
| ПЛАСТМАССОВАЯ КРЫШКА ДЛЯ СОСУДА | 1993 |
|
RU2114036C1 |
| КОМБИНАЦИЯ КРЫШКИ И КОНТЕЙНЕРА | 1998 |
|
RU2199475C2 |
| УКУПОРОЧНОЕ ДОЗИРУЮЩЕЕ УСТРОЙСТВО, НЕДОСТУПНОЕ ДЛЯ ОТКРЫВАНИЯ ДЕТЬМИ, КОМПЛЕКТ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2382730C2 |
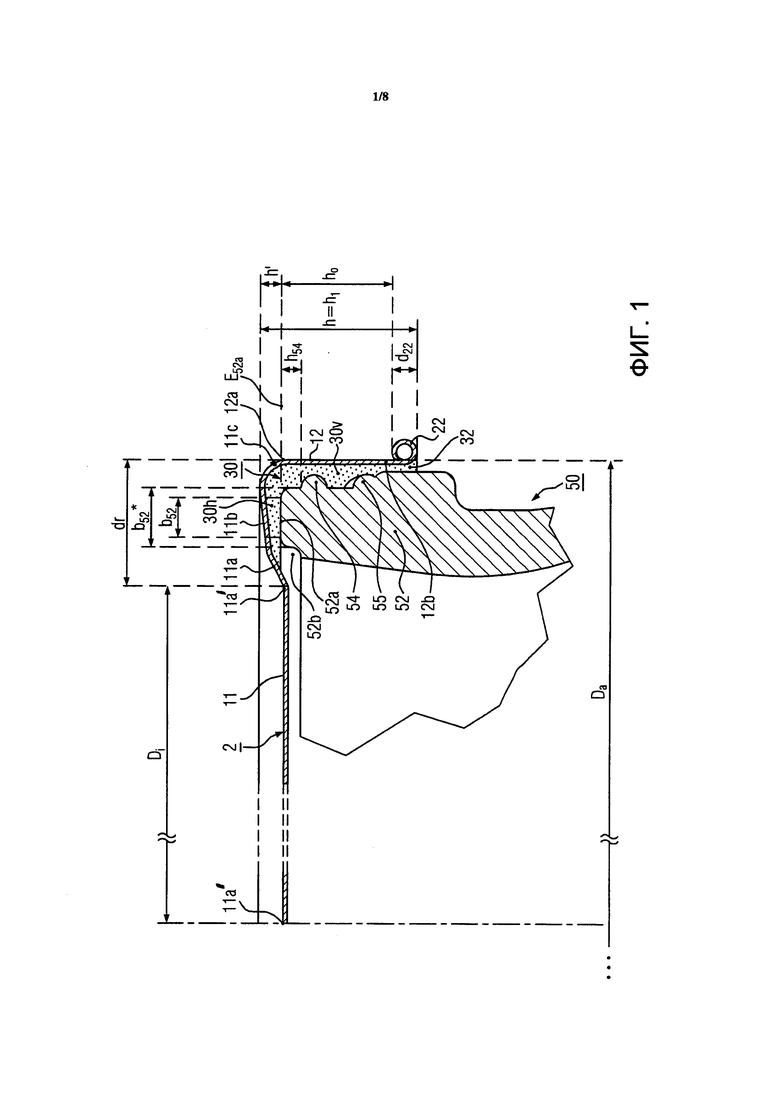
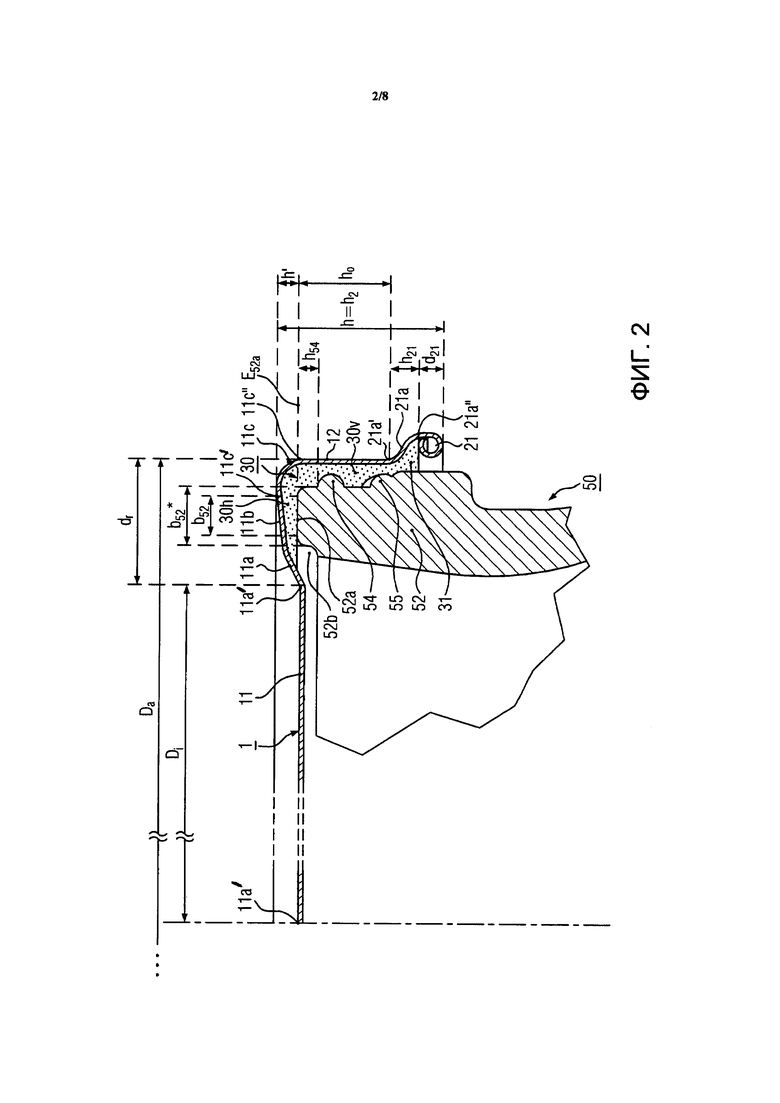
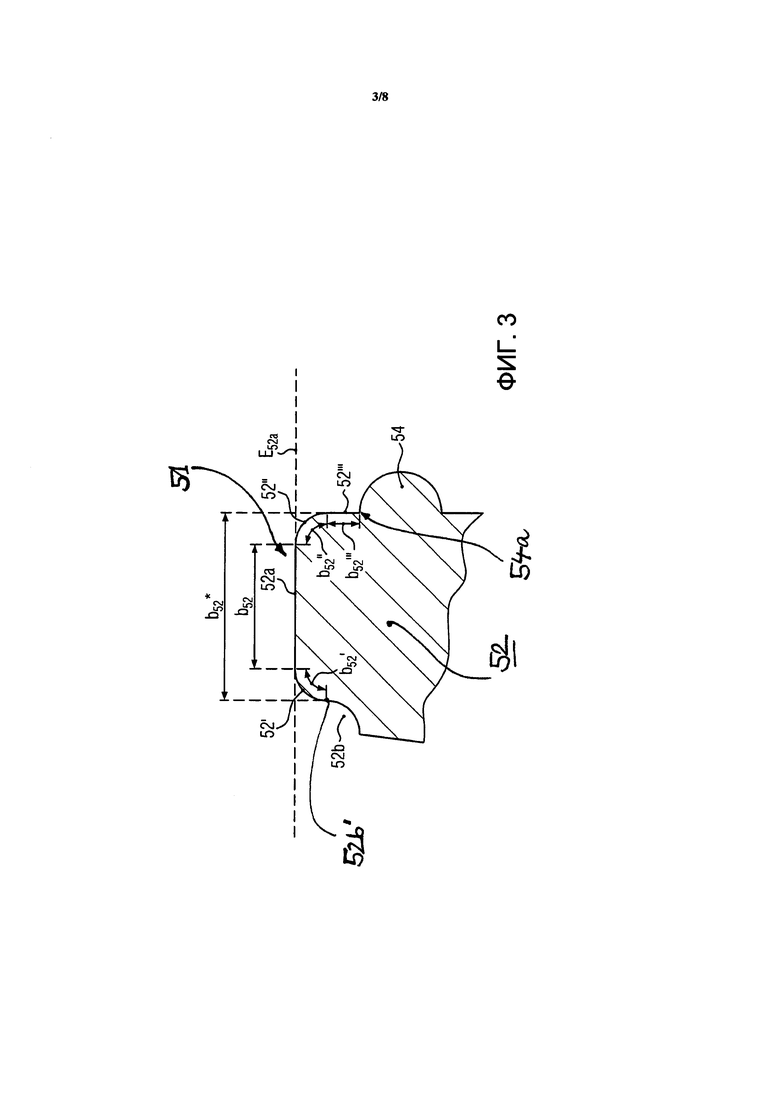

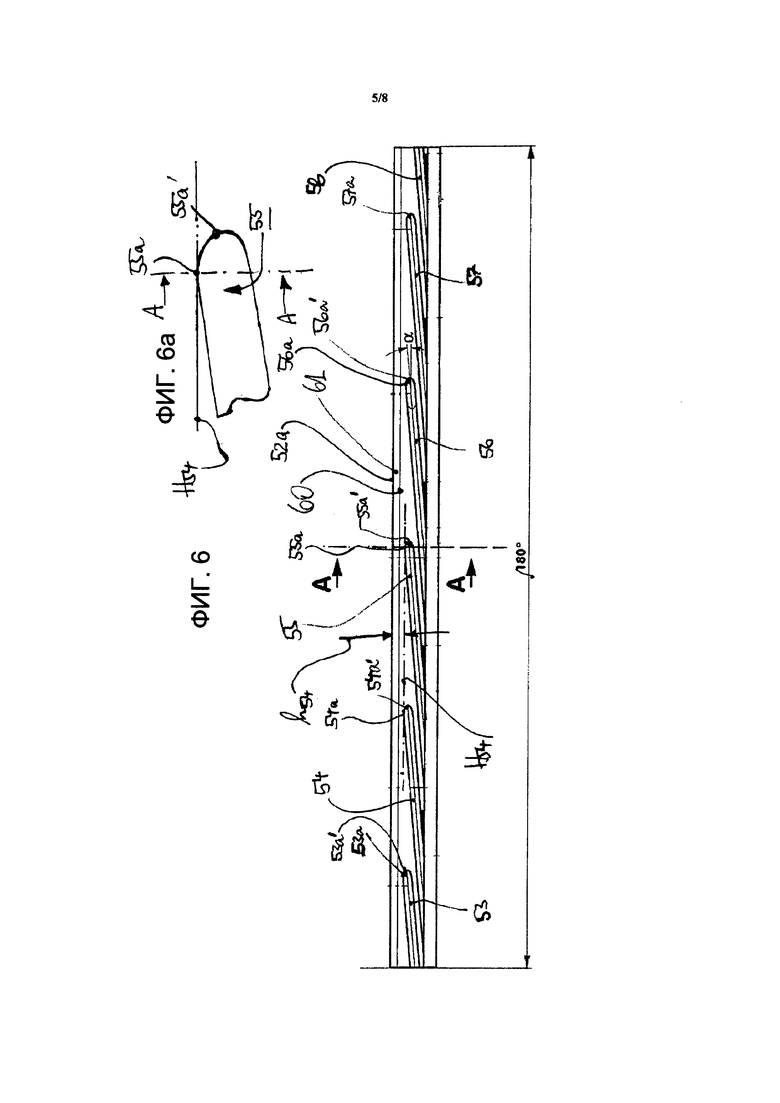
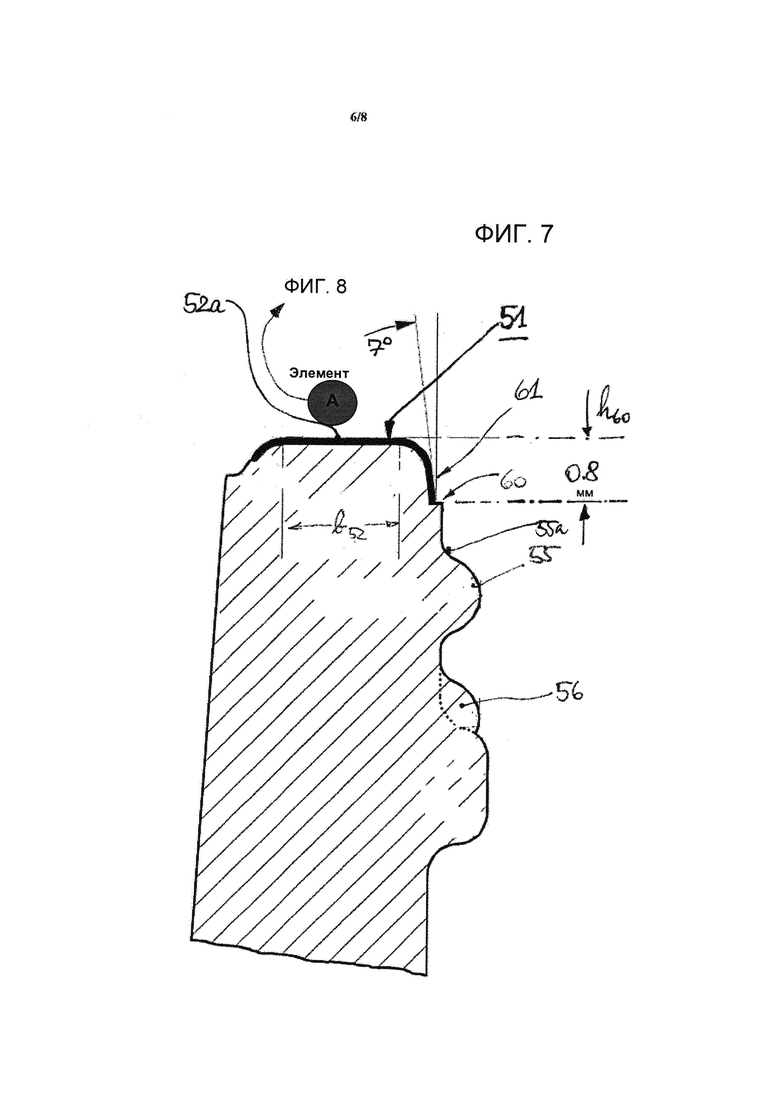
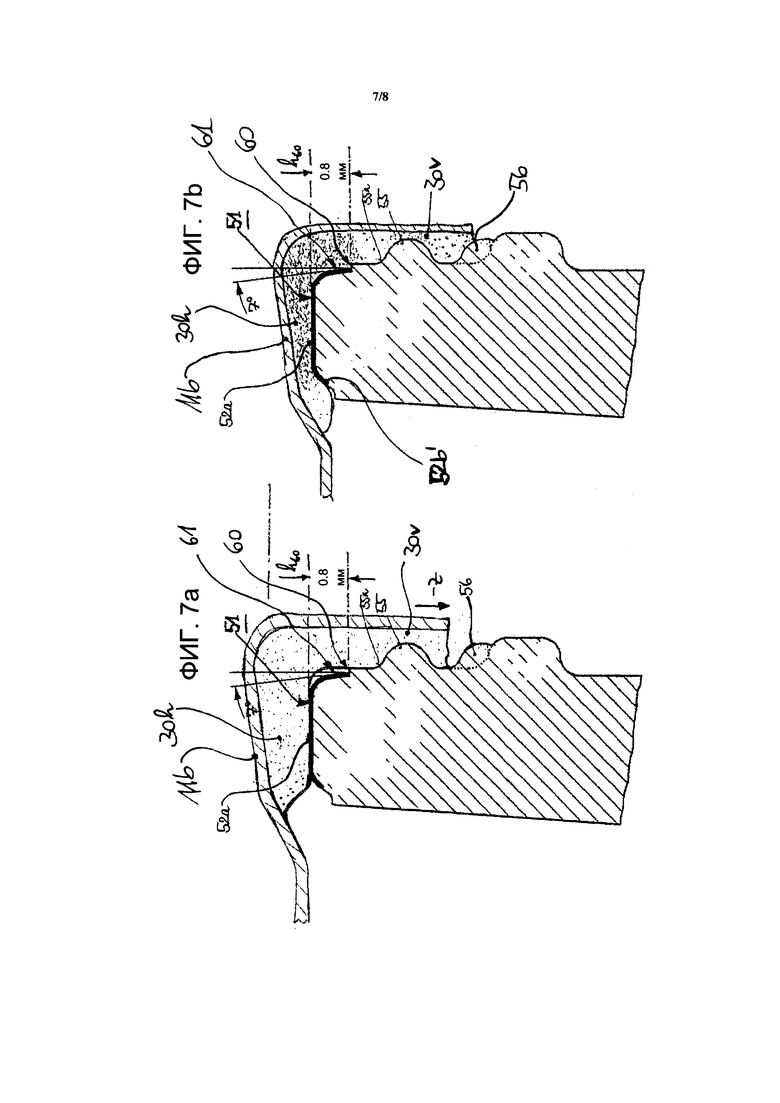
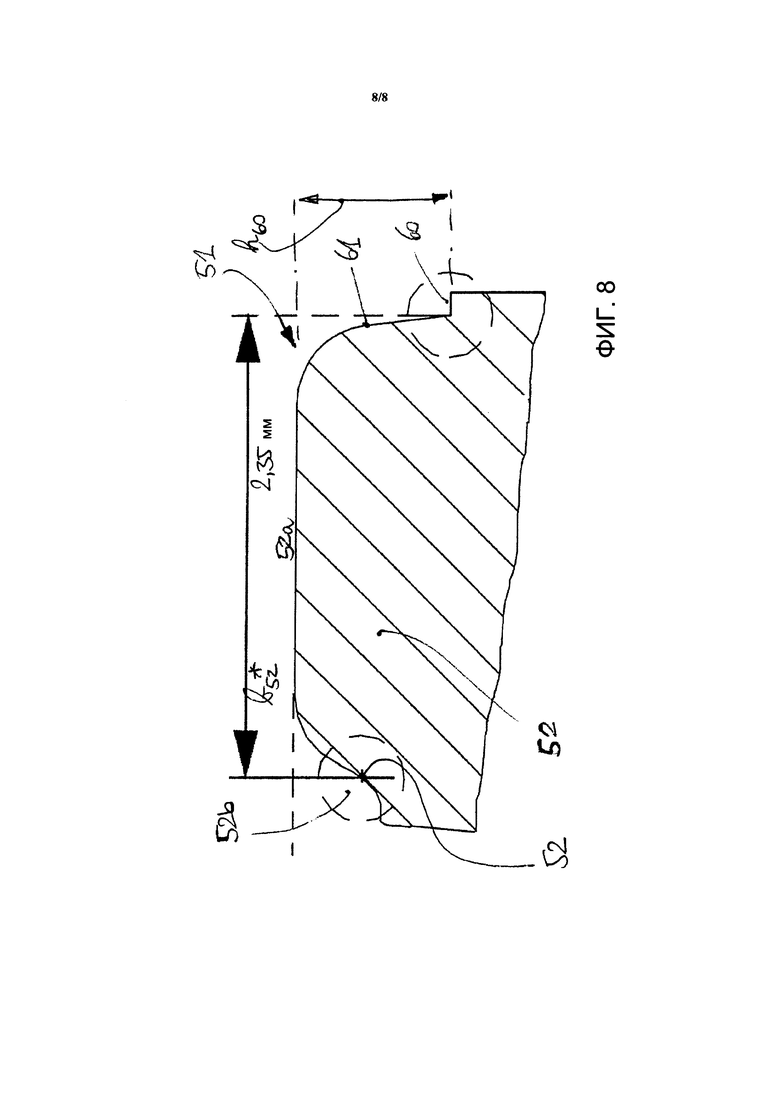
Изобретение относится к емкости из стекла или твердой пластмассы с горловиной (52) емкости, содержащей множество расположенных снаружи, смещенных в окружном направлении относительно друг друга элементов (53, 54, 55, 56, 57, 58) резьбы в виде сегментов резьбы. Она может быть укупорена через сегменты резьбы укупорочной крышкой из жести, причем укупорочная крышка (1, 2) содержит на своей внутренней стороне и своей краевой зоне окружной слой (30; 30h, 30v) пластмассы, который действует с уплотнением и удержанием. Укупорочная крышка при укупорке может быть напрессована на горловину (52) емкости через элементы (53, 54, 55) резьбы, а вертикальный участок (30v) слоя пластмассы позволяет открывание вращательным движением относительно сегментов (53, 54, 55) резьбы. Горловина (52) емкости содержит расположенную сверху горизонтальную торцовую поверхность (52а) в виде кольцевой поверхности, которая выполнена подходящим образом с возможностью вдавливания под давлением в горизонтальный участок (30h) слоя (30; 30h, 30v) пластмассы укупорочной крышки (1, 2) и обеспечения уплотнения под давлением. Определено аксиальное расстояние (h54), которое измеряется между верхними в аксиальном направлении концами (53а, 54а, 55а, 56а, 57а) сегментов (53, 54, 55, 56, 57, 58) резьбы и горизонтальной плоскостью (E52a), проходящей через горизонтально ориентированную торцовую поверхность (52а) горловины (52) стеклянной емкости (50). Ширина (b52) кольца расположенной сверху горизонтальной торцовой поверхности (52а) определена как кольцевая поверхность. Соотношение между аксиальным расстоянием (h54) и шириной (b52) кольца меньше чем 1,35. 6 н. и 15 з.п. ф-лы, 11 ил.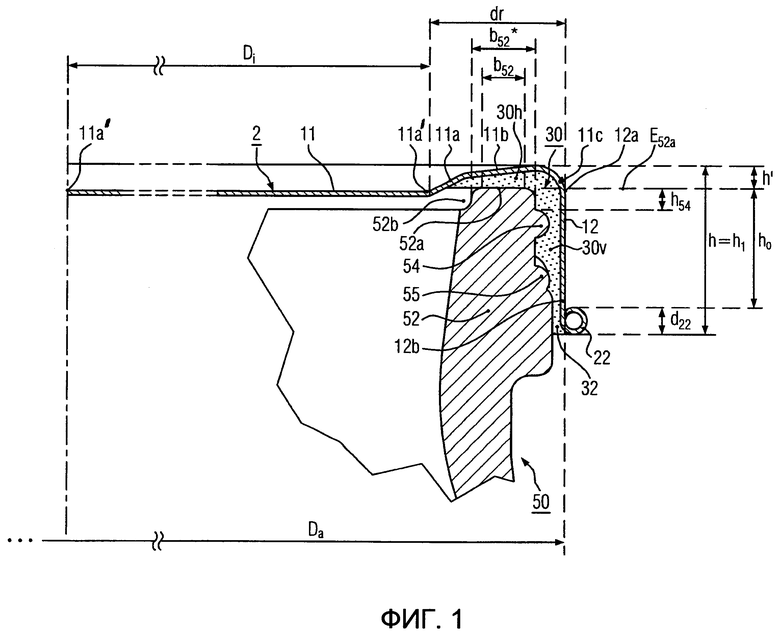
1. Емкость из стекла или твердой пластмассы с горловиной (52) емкости с множеством расположенных снаружи, смещенных в окружном направлении относительно друг друга элементов (53, 54, 55, 56, 57, 58) резьбы в виде сегментов резьбы, которая выполнена с возможностью укупорки посредством сегментов резьбы с помощью укупорочной крышки из жести, причем
укупорочная крышка (1, 2) на своей внутренней стороне и своей краевой стороне содержит окружной слой (30; 30h, 30v) пластмассы, который действует с уплотнением и удержанием, причем укупорочная крышка выполнена с возможностью напрессовывания на горловину (52) емкости и через элементы (53, 54, 55, …) резьбы при укупорке, а вертикальный участок (30v) слоя пластмассы предназначен для открывания с помощью вращательного движения относительно сегментов (53, 54, 55, …) резьбы; причем
горловина (52) емкости содержит расположенную сверху горизонтальную торцовую поверхность (52а) в виде кольцевой поверхности, которая выполнена соответствующим образом с возможностью вдавливания под давлением в горизонтальный участок (30h) слоя (30; 30h, 30v) пластмассы укупорочной крышки (1, 2) с образованием уплотнения; причем
соотношение между аксиальным расстоянием (h54), которое измеряется между верхними в аксиальном направлении концами (53а, 54а, 55а, 56а, 57а) сегментов (53, 54, 55, 56, 57, 58) резьбы и горизонтальной плоскостью (E52a), проходящей через горизонтально ориентированную торцовую поверхность (52а) горловины (52) емкости (50), и шириной (b52) кольца горизонтально ориентированной торцовой поверхности (52а) меньше чем 1,35.
2. Емкость по п. 1, в которой соотношение между осевым расстоянием (h54) и шириной (b52) кольца меньше чем 1,0.
3. Емкость по п. 1 или 2, в которой горловина (52) емкости содержит направленную наружу ступеньку (60), которая расположена в аксиальном направлении выше верхних концов сегментов (53, 54, 55, 56, 57, 58) резьбы и ниже горизонтальной торцовой поверхности (52а), причем до этой ступеньки (60) горловина (52) емкости образует уплотнение при вдавливании под давлением в горизонтальный участок (30h) слоя (30; 30h, 30v) пластмассы.
4. Емкость по п. 1, в которой соотношение между аксиальным расстоянием (h54) и шириной (b52) кольца меньше чем 0,9.
5. Емкость из стекла или твердой пластмассы с множеством расположенных снаружи, смещенных относительно друг друга в окружном направлении элементов (53, 54, 55, 56, 57, 58) резьбы в виде сегментов резьбы на горловине (52) емкости (50) для приема укупорочной крышки из жести,
причем укупорочная крышка (1, 2) содержит на своей внутренней стороне окружной слой (30; 30h, 30v) пластмассы, который действует с уплотнением и удержанием; причем
укупорочная крышка выполнена с возможностью напрессовывания на горловину (52) емкости и открывания посредством вращательного движения через элементы (53, 54, 55, …) резьбы и вертикальный участок (30v) слоя пластмассы; причем
- горловина (52) емкости содержит расположенную сверху горизонтальную торцовую поверхность (52а) в виде кольцевой поверхности, которая выполнена соответствующим образом с возможностью вдавливания под давлением в горизонтальный участок (30h) слоя пластмассы укупорочной крышки (1, 2); а
- горловина (52) емкости содержит расположенную снаружи ступеньку (60), которая расположена в аксиальном направлении выше верхних концов (53а, 54а) сегментов (53, 54, …) резьбы и ниже горизонтальной торцовой поверхности (52а), причем до этой ступеньки (60) горловина (52) емкости может образовывать уплотнение при вдавливании под давлением в горизонтальный участок (30h) слоя (30; 30h, 30v) пластмассы,
причем аксиальное расстояние (h54) от верхних в аксиальном направлении концов (53а, 54а, 55а, 56а, 57а) смещенных в окружном направлении элементов (53, 54, 55, 56, 57, 58) резьбы до горизонтальной плоскости (Е52а), проходящей через горизонтально ориентированную торцовую поверхность горловины (52) стеклянной емкости (50), меньше чем 2,0 мм.
6. Емкость по п. 5, в которой осевое расстояние (h54) от верхних в аксиальном направлении концов (53а, 54а, 55а, 56а, 57а) смещенных в окружном направлении элементов (53, 54, 55, 56, 57, 58) резьбы меньше или равно 1,6 мм.
7. Емкость по п. 5, в которой аксиальное расстояние (h54) меньше или равно 1,3 мм и соответствует отчетливо укороченному аксиальному участку горловины (52) емкости без элементов резьбы, который расположен выше элементов резьбы.
8. Емкость по одному из пп. 5-7, в которой второе аксиальное расстояние (h60) между расположенной сверху горизонтальной торцовой поверхностью (52а) и расположенной снаружи ступенькой (60) меньше чем 1 мм.
9. Емкость по одному из пп. 5-7, в которой
(а) определено аксиальное расстояние (h54), которое измеряется между верхними в аксиальном направлении концами (53а, 54а, 55а, 56а, 57а) смещенных в окружном направлении элементов (53, 54, 55, 56, 57) резьбы и горизонтальной плоскостью (Е52а), образованной горизонтально ориентированной торцовой поверхностью (52а) горловины (52) стеклянной емкости (50);
(b) ширина (b52) кольца расположенной сверху горизонтальной торцовой поверхности (52а) определена как кольцевая поверхность; причем (третье) соотношение между аксиальным расстоянием (h54) и шириной (b52) кольца меньше чем 1,35, в частности меньше чем 0,9.
10. Емкость по одному из пп. 5-7, в которой образовано дополнительное (четвертое) соотношение
- аксиального расстояния (h60) между расположенной снаружи ступенькой (60) и расположенной сверху горизонтальной торцовой поверхностью (52а); к
- радиальной ширине (b52) расположенной сверху горизонтальной торцовой поверхности (52а) в виде кольцевой поверхности;
причем дополнительное соотношение h60/b52 меньше чем 0,7, в частности меньше чем 0,55.
11. Способ укупорки емкости из стекла или твердой пластмассы, включающий следующие этапы:
а) подготовка емкости по п. 1, которая содержит концевой участок в виде горловины (52) емкости с по меньшей мере двумя расположенными на ней сегментами (53, 54, 55, …) резьбы;
b) подготовка металлической укупорочной крышки (1, 2);
с) напрессовка укупорочной крышки (1, 2) на концевой участок в виде горловины (52) емкости (50), так что слой (30; 30h, 30v) пластмассы, который с внутренней стороны крышки прилегает в области переходной зоны (11а, 11b, 11с) и участка (12) юбки, входит вдоль своего аксиального участка (30v) в контакт с сегментами (53, 54, …) резьбы емкости с фиксацией в аксиальном направлении.
12. Способ укупорки емкости (50) из стекла или твердой пластмассы с расположенными снаружи, смещенными в окружном направлении элементами (53, 54, 55) резьбы в виде сегментов резьбы, которые совместно образуют профиль резьбы на горловине (52) емкости, с укупорочной крышкой (1, 2) из жести, причем емкость и крышка образуют укупорочный узел,
включающий следующие этапы:
а) подготовка емкости (50), которая содержит горловину (52) емкости с множеством проходящих по ней со смещением в окружном направлении элементов (53, 54, …) резьбы;
b) подготовка укупорочной крышки (1, 2) из жести, на внутренней стороне которой слой (30; 30h, 30v) пластмассы прилегает со сцеплением в области переходной зоны (11а, 11b, 11с) и участка (12) юбки, размер которого соответствует порядку размера радиальной протяженности переходной зоны (11а, 11b, 11с);
с) заполнение емкости (50);
d) напрессовка укупорочной крышки (1, 2) на горловину (52) емкости (50), имеющую трехмерную уплотнительную поверхность (51) в виде уплотнительного профиля с расположенной сверху горизонтальной торцовой поверхностью (52а), являющейся составной частью трехмерной уплотнительной поверхности (51), так что горизонтальный участок (30h) слоя (30; 30h, 30v) пластмассы образует уплотнение, а профиль резьбы при этом приближен к уплотнительной поверхности (51) на расстояние ширины (b52) расположенной сверху горизонтальной торцовой поверхности (52а);
e) причем соотношение размера аксиального участка юбки к радиальной протяженности переходной зоны (11а, 11b, 11с) составляет от 1,1 до 0,8.
13. Способ по п. 12, в котором
(а) определено аксиальное расстояние (h54), которое измеряется между верхними в аксиальном направлении концами (53а, 54а, 55а, 56а, 57а) сегментов (53, 54, 55, 56, 57) резьбы и горизонтальной плоскостью (Е52а), походящей через горизонтально ориентированную торцовую поверхность (52а) горловины (52) стеклянной емкости (50);
(b) определена ширина (b52) кольца расположенной сверху горизонтальной торцовой поверхности (52а) в виде кольцевой поверхности; и соотношение между аксиальным расстоянием (h54) и шириной (b52) кольца меньше чем 1,35, в частности меньше чем 0,9.
14. Способ по п. 12, в котором
- горловина (52) емкости содержит расположенную снаружи ступеньку (60), которая расположена в аксиальном направлении выше верхних концов смещенных в окружном направлении элементов (53, 54, 55, 56, 57, 58) резьбы и ниже горизонтальной торцовой поверхности (52а), причем
- горловина (52) емкости обеспечивает уплотнение до этой ступеньки (60) с вдавливанием под давлением в горизонтальный участок слоя (30; 30h, 30v) пластмассы.
15. Способ по п. 12, в котором аксиальное расстояние между верхними концами сегментов резьбы и горизонтальной торцовой поверхностью (52а) не превышает 1,5 мм ±10% для обеспечения выполнения концевого участка емкости (50) в виде горловины (52) емкости коротким, уменьшенным по длине и компактным.
16. Емкость из стекла или твердой пластмассы, содержащая множество расположенных снаружи, смещенных в окружном направлении относительно друг друга элементов (53, 54, 55, 56, 57, 58) резьбы в виде сегментов резьбы на горловине (52) емкости (50) для приема укупорочной крышки из жести; причем
- горловина (52) емкости содержит расположенную сверху горизонтальную торцовую поверхность (52а) в виде кольцевой поверхности;
- горловина (52) емкости содержит лежащую снаружи ступеньку (60), которая расположена в аксиальном направлении выше верхних концов (53а, 54а) сегментов (53, 54, …) резьбы и ниже горизонтальной торцовой поверхности (52а) так, что расстояние от ступеньки (60) в аксиальном направлении от расположенной сверху горизонтальной торцовой поверхности (52а) составляет не более чем 1 мм (h60);
- укупорочная крышка (1, 2) содержит на своей внутренней стороне окружной слой (30; 30h, 30v) пластмассы с вертикальным участком (30v) и горизонтальным участком (30h) для уплотнительного и удерживающего воздействия в укупоренном состоянии;
- сегменты (53, 54, 55, …) резьбы расположены и выполнены таким образом, что укупорочная крышка может быть напрессована на горловину (52) емкости через сегменты резьбы и расположенную снаружи ступеньку (60) в положение удерживания.
17. Емкость по п. 16, в которой аксиальное расстояние (h60) между расположенной сверху горизонтальной торцовой поверхностью (52а) и расположенной снаружи ступенькой (60) меньше чем 0,8 мм, в диапазоне допусков ±10%.
18. Емкость по одному из пп. 16, 17, в которой соотношение между
- осевым расстоянием (h60) между расположенной снаружи ступенькой (60) и расположенной сверху горизонтальной торцовой поверхностью (52а); а также
- радиальной шириной (b52) расположенной наверху горизонтальной торцовой поверхности (52а) в виде кольцевой поверхности меньше чем 0,7, в частности меньше чем 0,55.
19. Емкость по п. 16, причем аксиальное расстояние (h54) от верхних в аксиальном направлении концов (53а, 54а, 55а, 56а, 57а) смещенных в окружном направлении элементов (53, 54, 55, 56, 57, 58) резьбы до горизонтальной плоскости (Е52а), проходящей через горизонтально ориентированную торцовую поверхность горловины (52) стеклянной емкости (50), меньше чем 2,0 мм, в частности меньше или равно 1,6 мм или меньше или равно 1,3 мм.
20. Емкость из стекла или твердой пластмассы, содержащая множество расположенных снаружи смещенных в окружном направлении относительно друг друга элементов (53, 54, 55, 56, 57, 58) резьбы в виде сегментов резьбы на горловине (52) емкости (50) для приема укупорочной крышки из жести; причем
- горловина (52) емкости содержит расположенную сверху горизонтальную торцовую поверхность (52а) в виде кольцевой поверхности;
- горловина (52) емкости содержит лежащую снаружи ступеньку (60), которая расположена в аксиальном направлении выше верхних концов (53а, 54а) сегментов (53, 54) резьбы и ниже горизонтальной торцовой поверхности (52а);
- укупорочная крышка (1, 2) содержит на своей внутренней стороне окружной слой (30; 30h, 30v) пластмассы с вертикальным участком (30v) и горизонтальным участком (30h) для уплотнительного и удерживающего воздействия в укупоренном состоянии;
- сегменты (53, 54, 55, …) резьбы расположены и выполнены таким образом, что укупорочная крышка может быть напрессована на горловину (52) емкости через сегменты резьбы и расположенную снаружи ступеньку (60) в положение удержания; причем
- соотношение аксиального расстояния (h60) между расположенной снаружи ступенькой (60) и расположенной сверху горизонтальной торцовой поверхностью (52а), а также радиальной ширины (b52) расположенной сверху горизонтальной торцовой поверхности (52а) в виде кольцевой поверхности меньше чем 0,7.
21. Емкость по п. 20, в которой соотношение (h60/b52) меньше чем 0,55.
| US 3374601 A, 26.03.1968 | |||
| US 4603786 A, 05.08.1986 | |||
| СПОСОБ КОНТРОЛЯ РАСЧЁТНЫХ ДИАМЕТРОВ КОНУСОВ НА СИНУСНОЙ ЛИНЕЙКЕ | 0 |
|
SU242419A1 |
| US 1842429 A, 26.01.1932. | |||

