Известен способ контроля расчетных дниметров конусов на синусной линейке, при котором используют отсчетное зстройство.
Предлагаемый способ отличается от известного тем, что проверяемый конус устанавливают на синусной линейке так, чтобы плоскость одного из базовых торцов конуса была касательной К соответствующему опорному ролику синусной линейки. В случае замера наружного конуса измеряют расстояние от плоскости основания синусной линейки до параллельной ей верхней образующей «онуса, а в случае замера внутреннего конуса измеряют еще и расстоя-ние от синусной линейки до нижней образующей конуса и по расчетным формулам для каждого вида конуса определяют проверяемый диаметр. Это позволяет повысить точность контроля.
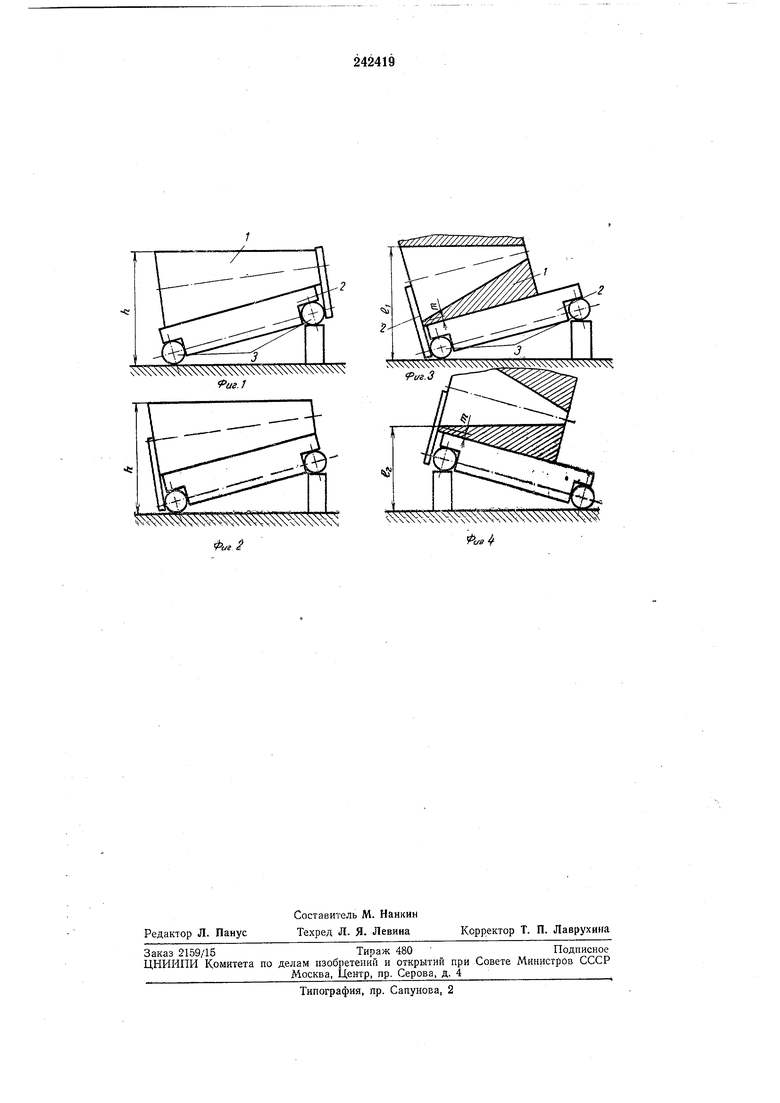
Па фиг. 1 и 2 изображепа схема контроля наружных конусов; на фиг. 3 и 4-схема контроля внутренних конусов.
Проверяемый конус 1 устанавливают на синусную линейку 2 так, чтобы плоскость одного из базовых.торцов -конуса была касательна к соответствующему опорному ролику 3 синусной линейки.
кости основания синусной линейки до параЛ лельной ей верхней образующей конуса.
В случае зймера внутреннего конуса (фиг. 3 и 4) кроме расстояний /i и 4 измеряют еШ,е и расстояние т от синусной линейки до нижней образующей конуса.
Затем, используя замеренные расстояния h, /1, 1.2 и т, по расчетным формулам для каждого вида конуса определяют проверяемый диаметр. j
Предмет изобретения
Способ контроля расчетных диаметров конусов на синусной линейке, при котором используют отсчетное устройство, отличающийся тем, что, с целью повышения точности контроля, проверяемый конус устанавливают на синусной линейке так, чтобы плоскость одного из базовых торпов конуса была касательной к
соответствующему опорному ролику синусной линейки, в случае замера наружного конуса измеряют расстояние от плоскости основания синусной линейки до параллельной ей верхней образующей конуса, а в случае замера внутреннего конуса измеряют еще и расстояние от синусной линейки до нижней образующей конуса и по расчетным формулам для каждого вида конуса определяют проверяемый диаметр.
5.
fue.l
$t $$$$$m $
Pae
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для контроля профиля зубьев червячной шлицевой фрезы | 1960 |
|
SU141637A1 |
| Приспособление для контроля расстояния от опорного торца конических зубчатых колес до точки пересечения образующих наружного и заднего конусов | 1972 |
|
SU441441A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ИЗДЕЛИЙ | 2002 |
|
RU2269090C2 |
| Универсальный шаблон специалиста неразрушающего контроля | 2019 |
|
RU2714458C1 |
| ИНДИКАТОРНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ КОНТРОЛЯ ВЕЛИЧИНЫ ВЫСТУПАНИЯ ПОТАЙНЫХ ГОЛОВОК ЗАКЛЕПОК | 1991 |
|
RU2044260C1 |
| Устройство для измерения перемещений | 1988 |
|
SU1589037A1 |
| Устройство для контроля метчика | 1990 |
|
SU1758400A1 |
| Устройство для измерения размеров трубы | 1990 |
|
SU1747862A1 |
| Способ "горячей выверки" положения оси вращающейся печи | 2017 |
|
RU2665024C1 |
| Синусная линейка | 1982 |
|
SU1148713A1 |