Настоящая заявка подана 24 июля 2016 как международная РСТ заявка на имя (i) Terry A. Lewis, гражданина и резидента США, (ii) David M. Lewis, гражданина и резидента США, (iii) Travis R. Lewis, гражданина и резидента США, с указанием всех стран и испрашивает приоритет по заявкам на патент США No.62/196,552, поданной 24 июля 2015 и No.62/305,633, поданной 09 марта 2016.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к инструментам для ремонта резьбы. Настоящее изобретение также относится к способам изготовления инструментов для ремонта резьбы и к способам использования инструментов для ремонта резьбы.
УРОВЕНЬ ТЕХНИКИ
Поврежденные резьбы (например, на винте, на болте или на другом механическом объекте) являются обычным явлением при работе с какими-либо резьбами в области домашнего ремонта, автомобильного ремонта, сельскохозяйственного ремонта, промышленного ремонта или тому подобного. Существует много причин для повреждения резьбы, таких как износ, неправильное использование, механическое повреждение других деталей в собранной системе или простая небрежность. Независимо от причины необходимо восстановить форму резьбы для продолжения ее использования (или для повторного использования), или она должна быть отбракована или заменена. Эта проблема может возникать на наружных или на внутренних профилях резьбы. Общие проблемы, которые могут возникать при использовании резьбы (или любого профиля, который требует сопрягающейся секции для зацепления, такого, как имеет резьба) включают в себя, но не ограничиваются перехлестом резьбовой нитки, забоинами, уплощением профиля вершины, запилами, и сорванными резьбами.
В патенте США No.1,694,229, поданном на имя Joseph P. Nestor, раскрывается прямолинейный подход к восстановлению резьб, при котором требуется наличие множества сопрягающихся шагов резьбы и профильных углов, что, таким образом, требует, чтобы каждый зубец на поверхности раскрываемого режущего напильника соответствовал зубцу резьбы определенного шага, которая имеется в промышленности. Несмотря на пригодность, устройство не эффективно и громоздко. Операция резания пилообразным устройством является ручной, что затрудняет обработку цилиндрических объектов (например, винтов и болтов). Устройство требует больших трудозатрат, больше времени, большего запаса инструментов и, таким образом, приводит к большим затратам.
В европейской заявке на патент No.EP19880309663 раскрывается инструмент, который использует шлифовальные диски 38/38', устанавливаемые с возможностью вращения на неподвижные валы 40/41', которые оба соединены с плечами 24/24'.
Работы по созданию новых и эффективных инструментов для ремонта резьбы продолжаются.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В настоящем изобретении предлагаются новые инструменты для ремонта резьбы. Инструменты для ремонта резьбы настоящего изобретения обеспечивают одно или более из следующих преимуществ: (1) простоту изготовления, (2) простоту использования, (3) уникальную конструкцию и (4) эффективное использование при ремонте.
Инструмент для ремонта резьбы настоящего изобретения не ограничивается шагом резьбы и может быть использован на всех метрических, унифицированных (например, дюймовых) и трубных резьбах, имеющихся на рынке, требующих только одного инструмента для выполнения множества применений на внутренних и/или на наружных резьбах. Инструмент для ремонта резьбы настоящего изобретения может быть приспособлен для резания и образования бесконечного количества характерных свойств посредством изменения профиля дискообразного элемента для соответствия профилю канавки. Инструмент для ремонта резьбы настоящего изобретения самостоятельно приводится в действие пневматической шлифовальной машинкой или тому подобным, что сводит работу к минимуму. Работа сводится к удерживанию шлифовальной машинки (или электродрели) в профиле и выполнению круговых движений по периметру восстанавливаемой площади. Это требует только удерживания инструмента, при этом не требуется оказывать давление.
Соответственно, в одном иллюстративном варианте осуществления настоящее изобретение направлено на инструменты для ремонта резьбы. В некоторых иллюстративных вариантах осуществления настоящего изобретения инструмент для ремонта резьбы содержит: дискообразный элемент, имеющий первую основную поверхность, вторую основную поверхность, расположенную напротив первой основной поверхности, наружную периферию, отделяющую первую основную поверхность от второй основной поверхности, и ось вращения, продолжающуюся через каждую из первой и второй основных поверхностей и рассекающую каждую из первой и второй основных поверхностей; вал, проходящий от второй основной поверхности дискообразного элемента вдоль оси вращения; и абразивное покрытие вдоль наружной периферии, причем абразивное покрытие, содержащее неорганический и/или органический абразив, выполненный с возможностью шлифования металлического объекта.
В некоторых иллюстративных вариантах осуществления настоящего изобретения инструмент для ремонта резьбы содержит: дискообразный элемент, имеющий первую основную поверхность, вторую основную поверхность, расположенную напротив упомянутой первой основной поверхности, наружную периферию, отделяющую упомянутую первую основную поверхность от упомянутой второй основной поверхности, и ось вращения AR, продолжающуюся через каждую из упомянутых первой и второй основных поверхностей и рассекающую каждую из упомянутых первой и второй основных поверхностей; вал, жестко соединенный или выполненный с возможностью жесткого соединения с упомянутым дискообразным элементом, причем упомянутый вал, проходящий от упомянутой второй основной поверхности упомянутого дискообразного элемента вдоль упомянутой оси вращения AR; и абразивную поверхность вдоль упомянутой наружной периферии, причем упомянутую абразивную поверхность, содержащую (i) абразивное покрытие, выполненное с возможностью шлифования объекта (например, болта или гайки, как показано на фиг.1 и 3), (ii) множество выровненных шлифовальных зубцов, выполненных с возможностью шлифования объекта (например, болта или гайки, как показано на фиг.1 и 3), или (iii) как (i), так и (ii).
Настоящее изобретение дополнительно направлено на создание наборов для ремонта, содержащих по меньшей мере один инструмент для ремонта резьбы настоящего изобретения. В некоторых иллюстративных вариантах осуществления настоящего изобретения набор для ремонта содержит: (I) один или более инструментов для ремонта резьбы, причем по меньшей мере один из одного или более инструментов для ремонта резьбы содержит инструмент для ремонта резьбы настоящего изобретения, а именно, инструмент для ремонта резьбы, содержащий: дискообразный элемент, имеющий первую основную поверхность, вторую основную поверхность, расположенную напротив первой основной поверхности, наружную периферию, отделяющую первую основную поверхность от второй основной поверхности, и ось вращения, продолжающуюся через каждую из первой и второй основных поверхностей и рассекающую каждую из первой и второй основных поверхностей; вал, проходящий от второй основной поверхности дискообразного элемента вдоль оси вращения; и абразивное покрытие вдоль наружной периферии, причем абразивное покрытие, содержащее неорганический абразив, выполненный с возможностью шлифования металлического объекта; (II) работающее от источника питания ручное устройство, выполненное с возможностью вращения дискообразного элемента и вала вокруг оси вращения, причем работающее от источника питания ручное устройство выбирают из электродрели, пневматической/электрической шлифовальной машинки или из любой их комбинации; (III) и переносной кожух, выполненный с размерами, обеспечивающими размещение (i) одного или более инструментов для ремонта резьбы (например, любых или всех из предлагаемых форм и размеров, описанных в настоящем документе), и (ii) работающего от источника питания ручного устройства. Набор для ремонта может дополнительно включать в себя, но не ограничиваться включением в себя смазочно-охлаждающей жидкости, щетки для очищения резьбы, дополнительных ключей для удаления инструмента из входящей в набор для ремонта шлифовальной машинки и тому подобного.
Настоящее изобретение дополнительно направлено на способы изготовления инструментов для ремонта резьбы. В некоторых иллюстративных вариантах осуществления настоящего изобретения способ изготовления инструмента для ремонта резьбы настоящего изобретения содержит: покрытие наружной периферии любого из описанных здесь дискообразных элементов описанных здесь инструментов для ремонта резьбы описанным здесь абразивным покрытием. Способы могут дополнительно содержать этапы, включающие в себя, но не ограничивающиеся формированием дискообразного элемента и вала.
Настоящее изобретение дополнительно направлено на способ использования инструментов для ремонта резьбы. В одном иллюстративном варианте осуществления способ использования инструмента для ремонта резьбы настоящего изобретения содержит: шлифование объекта любым из описанных дискообразных элементов описанных здесь инструментов для ремонта резьбы. В некоторых вариантах осуществления объект содержит содержащий резьбу объект, такой как винт, болт или гайку.
Эти и другие отличительные признаки и преимущества настоящего изобретения понятны из следующего ниже подробного описания раскрываемых вариантов осуществления и прилагаемой формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
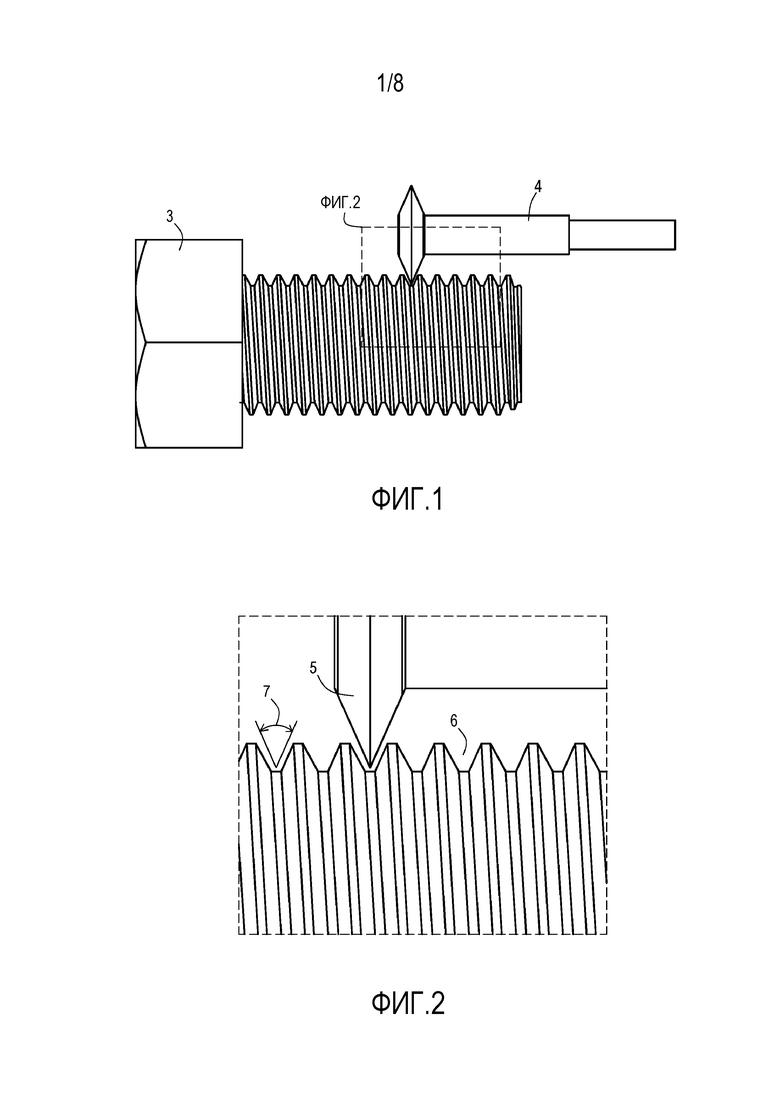
Фиг.1 представляет собой изображение иллюстративного инструмента в соответствии с настоящим изобретением и его использования при ремонте резьбы болта;
фиг.2 представляет собой покомпонентный вид секции A, показанной на фиг.1;
фиг.3 представляет собой изображение иллюстративного инструмента в соответствии с настоящим изобретением и его использования при ремонте резьбы болта и соответствующей гайки;
фиг.4A-4G представляют собой изображения иллюстративных профилей резьб, обычно используемых в промышленности;
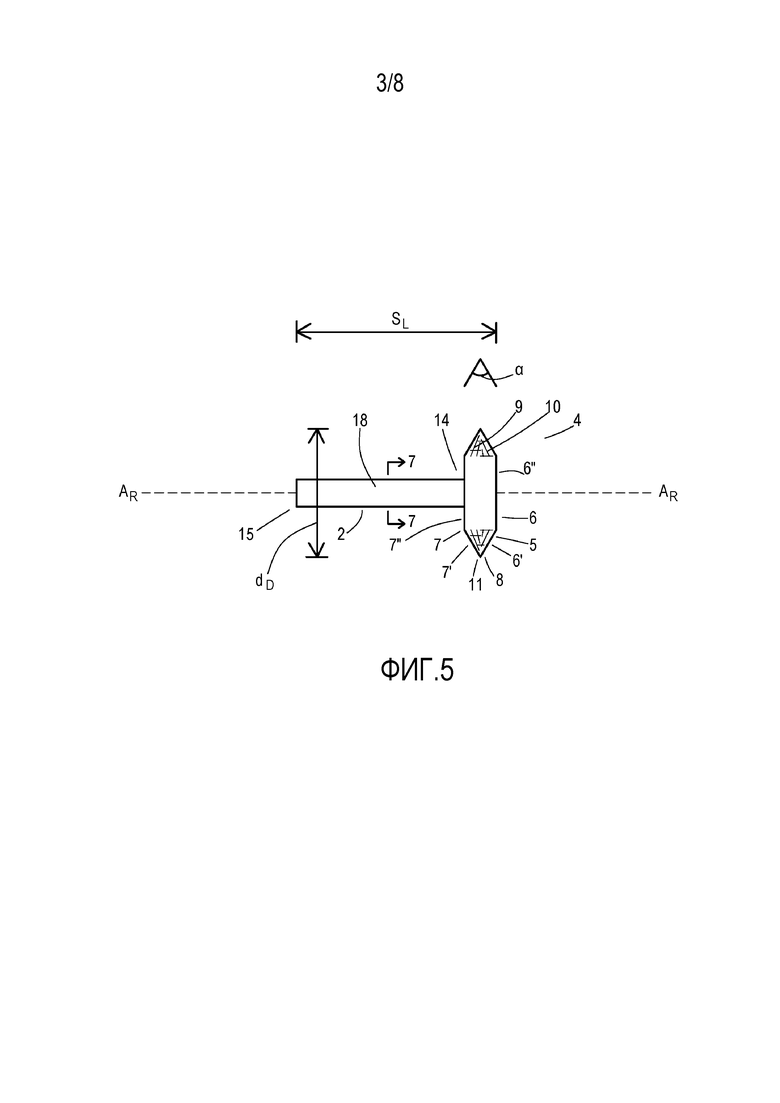
фиг.5 представляет собой изображение иллюстративного инструмента в соответствии с настоящим изобретением;
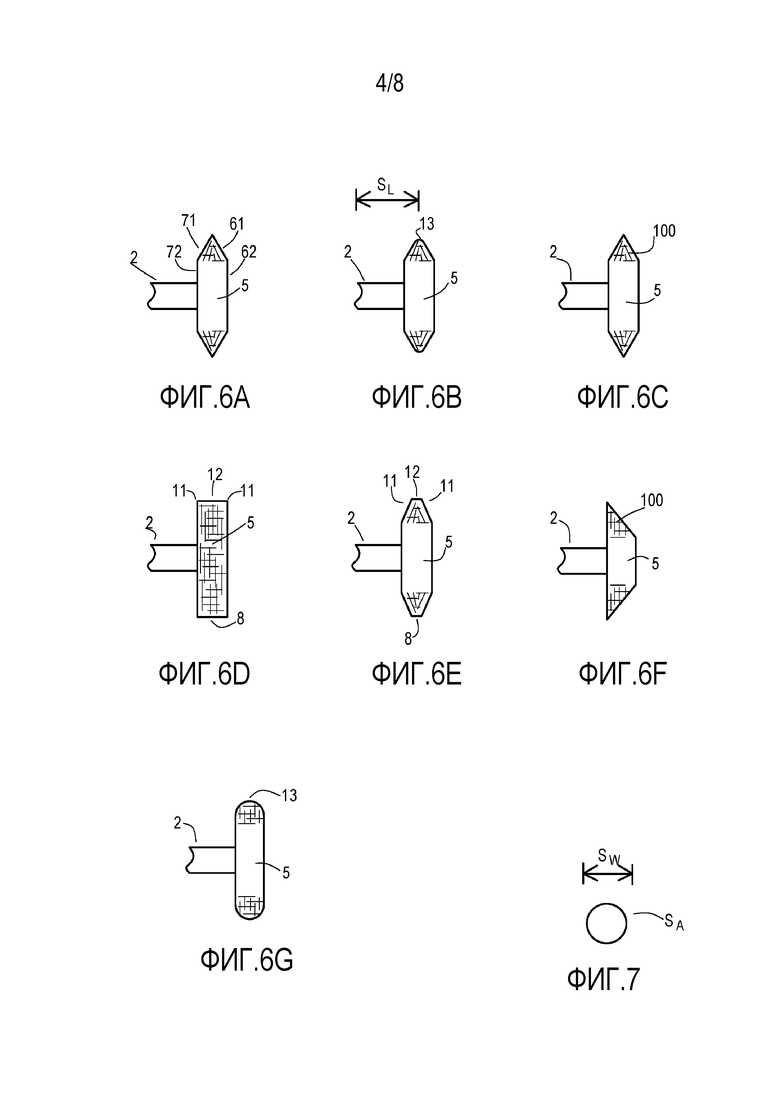
фиг.6A-6G представляют собой изображения иллюстративных инструментов, которые могут быть использованы для устранения дефектов в иллюстративных профилях резьбы, показанных на фиг.4A-4G;
фиг.7 представляет собой изображение площади поперечного сечения вала, показанного на фиг.5, взятого вдоль линии 7-7, показанной на фиг.5;
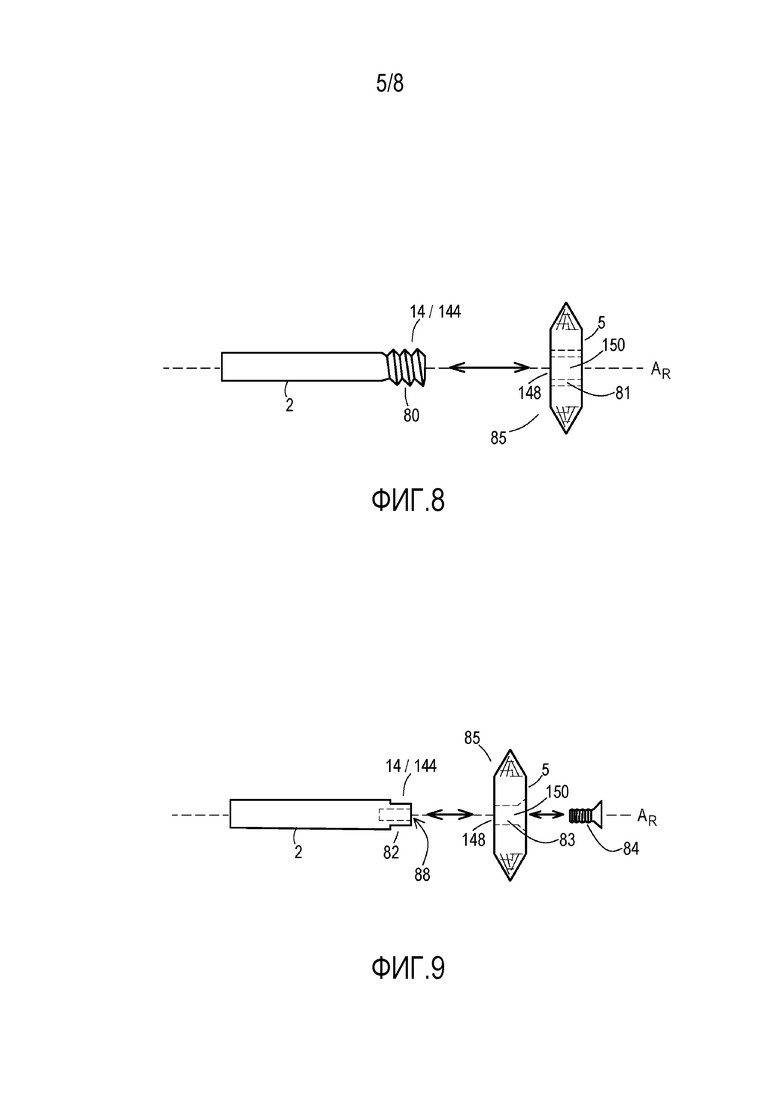
фиг.8 представляет собой изображение иллюстративного инструмента в соответствии с настоящим изобретением, показывающее резьбовое штифтовое соединение между оправкой и отделяемой головкой;
фиг.9 представляет собой изображение иллюстративного инструмента в соответствии с настоящим изобретением, показывающее слегка конусную, предназначенную для скользящей посадки оправку и винт для соединения отделяемой головки с оправкой;
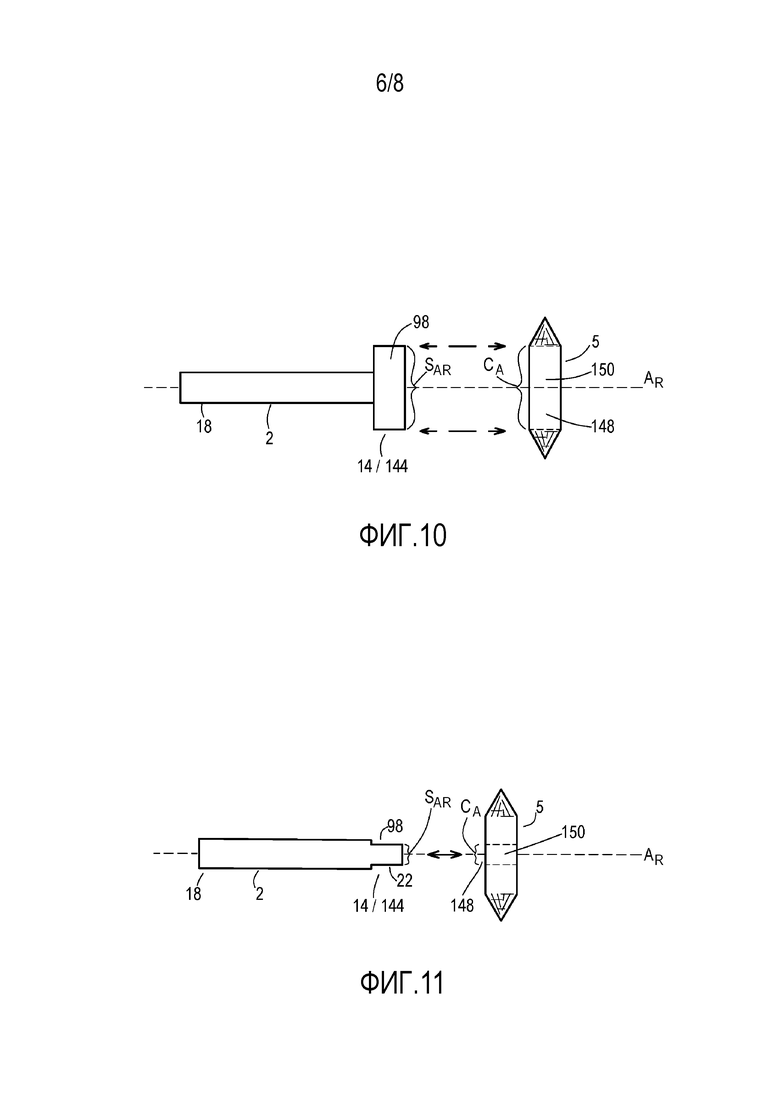
фиг.10 представляет собой изображение иллюстративного инструмента в соответствии с настоящим изобретением, показывающее соединительный конец оправки, вставляемый в отделяемую головку;
фиг.11 представляет собой изображение иллюстративного инструмента в соответствии с настоящим изобретением, показывающее отделяемую головку, насаживаемую на соединительный конец оправки посредством механической посадки с натягом;
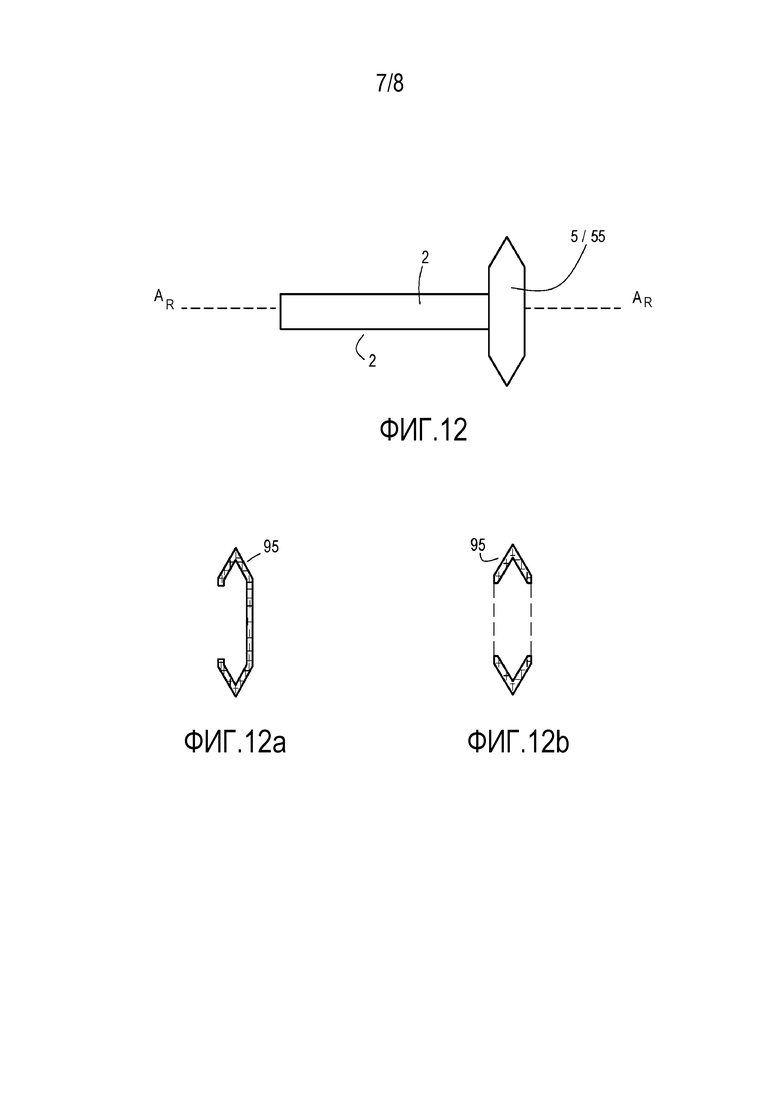
фиг.12 представляет собой изображение иллюстративного инструмента в соответствии с настоящим изобретением, показывающее обычную стержневую оправку с иллюстративной отделяемой головкой;
фиг.12a-12b представляют собой изображения взаимозаменяемых вариантов одноразовых колпачков на основе бумаги или пластика, причем на фиг.12a показан вариант в виде колпачка, а на фиг.12b показан вариант в виде тороида, причем оба варианта являются вариантами бумажных/композитных экономичных шлифовальных головок (втулки/колпачки);
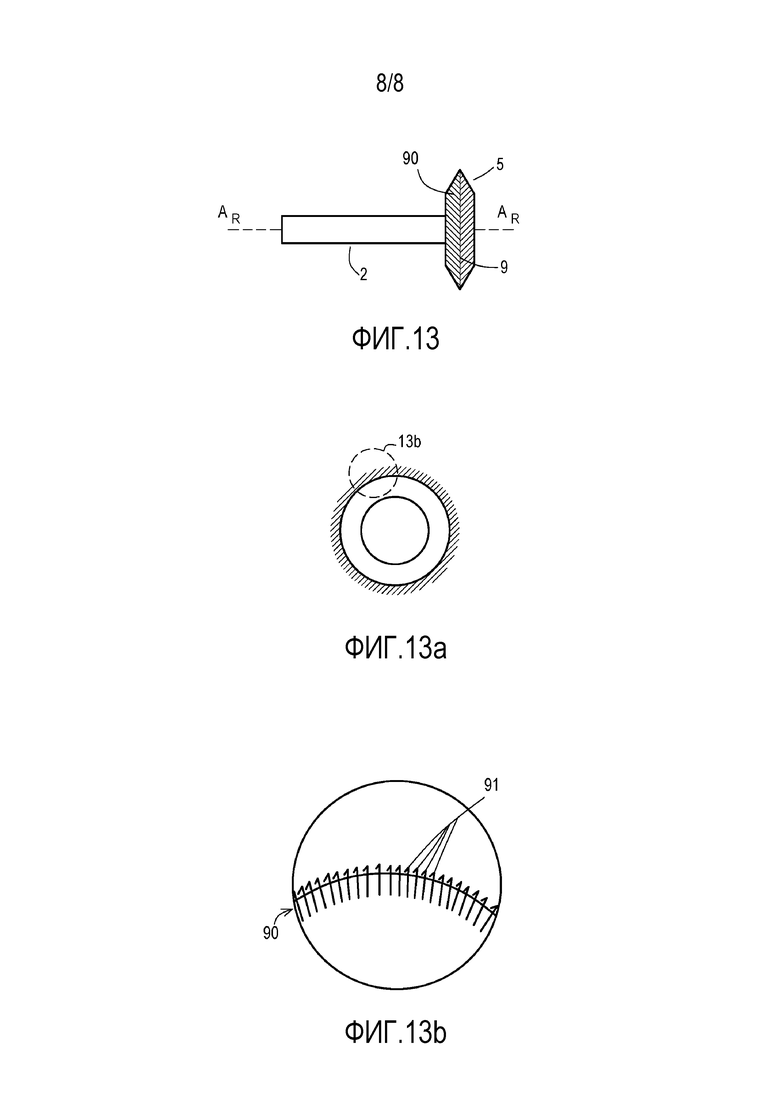
фиг.13 представляет собой изображение иллюстративного инструмента в соответствии с настоящим изобретением, показывающее материал на основе карбида или тому подобного и формирование режущих зубцов в головке 5 посредством штампования и заострения;
фиг.13a представляет собой вид с торца иллюстративного инструмента, показанного на фиг.13, со стороны головки иллюстративного инструмента; и
фиг.13b представляет собой вид в крупном масштабе иллюстративной режущей поверхности иллюстративного инструмента, показанного на фиг.13.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Для улучшения понимания принципов настоящего изобретения приводятся описания конкретных вариантов осуществления изобретения, и конкретные формулировки используются для описания вариантов осуществления. Тем не менее, следует понимать, что объем изобретения не ограничивается использованием конкретных формулировок. Специалистам в данной области техники, для которых предназначено изобретение, следует рассматривать изменения, дополнительные модификации и подобные дополнительные применения описываемых принципов настоящего изобретения, как обычно существующие.
Настоящее изобретение направлено на инструменты для ремонта резьбы. Настоящее изобретение также направлено на способы изготовления инструментов для ремонта резьбы. Настоящее изобретение также направлено на способы использования инструментов для ремонта резьбы.
Как показано на фиг.1 и 3, иллюстративный инструмент 4 для ремонта резьбы может быть использован для ремонта/восстановления поврежденного профиля канавки, имеющейся в различных механических крепежных элементах, таких как болты, гайки, резьбы валов и тому подобное. Профили включают в себя, но не ограничиваются различными типами профилей резьбы, используемых в промышленности, как показано на фиг.4A-4G. Как показано на фиг.4A-4G, унифицированные резьбы, метрические резьбы, прямоугольные резьбы, трапецеидальные резьбы, пилообразные резьбы могут быть отремонтированы при использовании иллюстративного инструмента 4 для ремонта резьбы в соответствии с настоящим изобретением.
Ремонт профиля с использованием иллюстративного инструмента 4 для ремонта резьбы не ограничивается такими профилями резьбы и также включает в себя ремонт зубьев зубчатого колеса, шлицов, шариковых винтов и тому подобного. Как показано на фигурах, иллюстративный инструмент 4 для ремонта резьбы имеет хвостовик/вал 2 оправки, который проходит от дискообразной головки/элемента 5, имеющей ответную геометрию относительно заданной резьбы (или резьбы другого профиля), предназначенной для ремонта или восстановления. По меньшей мере наружная периферия 8 конусного диска 5 покрыта различными частицами алмазного абразива (или другого абразива) 10 для обеспечения резания, необходимого для восстановления поврежденной резьбы или канавки.
Иллюстративный инструмент 4 для ремонта резьбы может быть зажат в патроне пневматического шлифовального устройства, электродрели или тому подобного, и может вращаться при больших скоростях вращения. Это выполняется специально спрофилированным шлифовальным колесом 5, которое обеспечивает восстановление пользователем резьбы, которая была деформирована или повреждена, и не могла быть использована до применения иллюстративного инструмента 4 для ремонта резьбы. Иллюстративный инструмент 4 для ремонта резьбы шлифует деформированную резьбу и имеет форму, обеспечивающую следование по первоначальному пути прохождения резьбы, который уже определен, обеспечивая следование иллюстративного инструмента 4 для ремонта резьбы по пути прохождения канавки через поврежденную область, сохраняя непрерывность пути прохождения резьбы.
Иллюстративный инструмент 4 для ремонта резьбы и способы использования, раскрываемые в настоящем документе, превосходят все предшествующие способы восстановления профилей резьбы, и иллюстративный инструмент 4 для ремонта резьбы делает это быстро, точно и стабильно. Это предотвращает аварийное отключение и иное затратное разрушение оборудования, когда возникает повреждение резьбы, что исключает необходимость разборки машин для ремонта поврежденных деталей на месте обслуживания и ремонта. Это также дает возможность частным лицам ремонтировать их собственные резьбы без необходимости обращения к услугам ремонтных мастерских и тому подобного.
Устройство для ремонта резьбы настоящего изобретения очень простое по своей конструкции, но очень эффективное по своей цели. Как кратко описано и показано на фиг.1-13b, иллюстративный инструмент 4 для ремонта резьбы показывает, что происходит при контакте охватываемого шлифовального диска 5 и охватывающего наружного профиля резьбы. Как показано на фиг.1-2, иллюстративный инструмент 4 для ремонта резьбы с дискообразной головкой/элементом 5 имеет профиль поверхности (то есть, комбинацию первой основной поверхности 6/второй основной поверхности 7/наружной периферии 8), которая соответствует профилю поверхности одной канавки, показанной в виде ссылочной позиции 6 на фиг.2. В этом примере, к счастью для обычной метрической, унифицированной резьбы и даже для трубной резьбы, единственное требование заключается в том, чтобы угол (показанный в виде ссылочной позиции 7 на фиг.2) составлял 60° в соответствии с промышленным стандартом. То же самое относится к любым профилям, таким как профили, показанные на фиг.4A-4G. Например, на фиг.4E показана трапецеидальная резьба, которая при повреждении требует, чтобы иллюстративный инструмент 4 для ремонта резьбы имел такой же профиль, как и иллюстративный инструмент 4 для ремонта резьбы, показанный на фиг.6E. Это включает в себя показанный угол, составляющий 29°, и его плоские срезы, являющиеся результатом профиля, который соответствует трапецеидальной резьбе.
Одним из основных преимуществ инструментов для ремонта резьбы в соответствии с настоящим изобретением является то, что инструменты для ремонта резьбы не ограничиваются использованием при определенных шагах резьбы. Заданный инструмент для ремонта резьбы может быть выполнен с возможностью соответствия профилю заданной канавки заданного объекта, содержащего резьбу. Каким бы ни был профиль, данный инструмент для ремонта резьбы может вращаться при большой частоте вращения посредством пневматической шлифовальной машины, электродрели или тому подобного для выполнения резки/шлифования посредством вращения относительно ручного инструмента. При вращении сила шлифования действует вокруг поврежденной части периметра резьбы, как показано, например, на фиг.3, повторяя существующий рельеф резьбы.
В то время как способы предшествующего уровня техники (например, патент США No.1,694,229) требуют движения рукой при пилении, инструменты для ремонта резьбы настоящего изобретения используют вращательную головку 5, приводимую в действие зажатой в патроне оправкой/валом 2. Оправка/вал 2, выходящие из режущего диска 5 для профиля могут иметь размеры, соответствующие многочисленным промышленным стандартам на зажимные втулки (то есть, 1/8 дюйма (3,175 мм), 1/4 дюйма (6,35 мм), 1/2 дюйма (12,7 мм), и т.д.). Длина оправки/вала 2 также может изменяться в зависимости от применения. Иллюстративный инструмент 4 для ремонта резьбы, показанный на фиг.1-3, имеет общую длину SL, составляющую два дюйма (50,8 мм). Диаметр dD режущей головки 5 также может изменяться. При обработке маленьких или больших деталей головка 5 будет работать лучше с большим диаметром шлифовального диска 5 при использовании на круговых деталях большего диаметра.
Основной материал, используемый для изготовления иллюстративного инструмент 4 для ремонта резьбы и его компонентов может быть металлом, композитом и пластиком, достаточно жестким для выдерживания двухосной нагрузки, действующей не него при нарезании резьбы. Такие металлы могут включать в себя обточенную, шлифованную и полированную сталь марки 1045, обработанную с предварительным нагревом сталь марки 4140, которая имеет твердость по шкале Роквелла в диапазоне от 27 до 32. Используемые металлы не ограничиваются перечисленными металлами и могут быть использованы многие другие металлы. Другие материалы, которые могут быть использованы для изготовления инструментов, включают в себя, но не ограничиваются различными жесткими волокнами, бумагой и картоном на основе резины, которые являются достаточно жесткими для удерживания профиля резьбы. Такие неметаллические материалы обеспечивают более экономичную альтернативу инструментам на основе металла. В некоторых вариантах осуществления инструмент является многоразовым инструментом. В других вариантах осуществления инструмент выбрасывается после одного применения. В некоторых вариантах осуществления вал инструмента является многоразовым валом, а тело диска инструмента выбрасывается после одного или более использований.
Некоторые из материалов, такие, как материалы в версии инструмента на основе резины, могут содержать композиционный материал, содержащий абразивный материал и резину, которые могут быть объединены и отформованы, например, в пресс-форме, что приводит к инструменту, на который не нанесено покрытие, а который пропитан истирающими веществами. Такая альтернатива подходит для любых вариантов осуществления, независимо от того, является ли весь инструмент абразивной основой, или покрытая поверхность является абразивной основой. Некоторые варианты осуществления могут включать в себя простой подход, в котором базовый материал инструмента является одним материалом из пластика, металла или бумаги, и режущую головку 5 покрывают или ей придают форму при использовании резинового/абразивного композиционного материала такого же типа для создания абразивной поверхности на режущей головке 5.
Поверхность (то есть, части комбинации из первой основной поверхности 6/второй основной поверхности 7/наружной периферии 8) режущей головки 5 покрывают износостойким абразивом. Абразив 9 может быть любым специально созданным абразивным материалом, который является лучшим для применения. Алмазный агрегат и агрегат из кубического нитрида бора являются ожидаемым выбором для большинства промышленных применений из-за их известных шкал твердости, термостойкости и износостойкости, однако при домашнем применении или применении, при котором не требуется промышленное или непрерывное использование, абразив может быть заменен на более экономичный абразив. Примеры таких замен включают в себя, но не ограничиваются абразивами на основе оксида алюминия, «Emory», карбида кремния и тому подобного.
Настоящее изобретение включает в себя все способы приклеивания таких различных агрегатов на диски. Способы включают в себя, но не ограничиваются, гальваническим сцеплением с использованием адгезии никеля (или другого металлического наполнителя) с использованием анодов и катодов, керамическое связывание, молекулярные связи или вакуумное шлифование, все из которых используются в промышленности. Абразивные частицы, виды адгезии и качество агрегата могут изменяться в зависимости от срока эксплуатации инструмента, необходимого качества восстановления, а также восстановления подложки. Для резьбы, требующей гидравлических уплотнительных свойств, таких как для фитингов и тому подобного, завершение ремонта с использованием режущего инструмента с высокоабразивным материалом улучшает качество обработки восстанавливаемой поверхности и обеспечивает более равномерную топографию поверхности. Для пластиков более открытая структура обычно требуется для предотвращения накопления пластиковой пыли в порах абразива, которая препятствует дальнейшему резанию. Открытая структура способствует предотвращению этой ситуации и обеспечивает более равномерное удаление материала.
Помимо использования абразива для ремонта и удаления материала настоящее изобретение дополнительно направлено на инструменты с зубцами режущей кромки, пришлифованными к инструменту, которые действуют как абразивная поверхность. Эти режущие зубцы 91 сформированы, заострены и покрывают переднюю кромку, содержащую дискообразный элемент 5, имеющий первую основную поверхность 6, вторую основную поверхность 7, расположенную напротив упомянутой первой основной поверхности 6, наружную периферию 8, отделяющую упомянутую первую основную поверхность 6 от упомянутой второй основной поверхности 7. Эта область имеет покрытие в кромках 91 канавок, которые будут выполнять резание и удаление материала. Этот инструмент может быть выполнен из твердого карбидного материала, содержащего как вал 2, так и головку 5, которые штампуют и/или изготавливают из твердого карбида. В качестве основного материала используются материалы, подобные стали марки 4140 с предварительным нагревом, в котором режущая головка 5, выполненная из карбида, припаивается к валу 2 или навинчивается на вал 2. В любом случае режущая головка основана на карбидных канавках, в отличие от абразива, для функционирования.
Инструменты для ремонта резьбы настоящего изобретения и способы изготовления и использования инструментов для ремонта резьбы настоящего изобретения описаны также далее в вариантах осуществления.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ РЕМОНТА РЕЗЬБЫ:
1. Инструмент 4 для ремонта резьбы, содержащий: дискообразный элемент 5, имеющий первую основную поверхность 6, вторую основную поверхность 7, расположенную напротив упомянутой первой основной поверхности 6, наружную периферию 8, отделяющую упомянутую первую основную поверхность 6 от упомянутой второй основной поверхности 7, и ось вращения AR, продолжающуюся через каждую из упомянутых первой и второй основных поверхностей 6/7 и рассекающую каждую из упомянутых первой и второй основных поверхностей 6/7; вал 2, жестко соединенный с упомянутым дискообразным элементом 5 или выполненный с возможностью соединения с упомянутым дискообразным элементом 5, причем упомянутый вал 2 продолжается от упомянутой второй основной поверхности 7 упомянутого дискообразного элемента 5 вдоль упомянутой оси вращения AR; и абразивную поверхность 9 вдоль упомянутой наружной периферии 8, причем упомянутую абразивную поверхность 9, содержащую (i) абразивное покрытие 10, выполненное с возможностью шлифования объекта (например, болта или гайки, как показано на фиг.1 и 3), (ii) множество выровненных шлифовальных зубцов 90, выполненных с возможностью шлифования объекта (например, болта или гайки, как показано на фиг.1 и 3), или (iii) содержащую как (i), так и (ii). В контексте настоящего документа фраза «жестко соединен» относится к двум объектам, которые соединены друг с другом так, что вращение какого-либо из объектов вызывает совместное вращение другого из двух объектов. В этом варианте осуществления, когда вал 2 «жестко соединен» с дискообразным элементом 5, вращение вала 2 вокруг оси вращения AR заставляет дискообразный элемент 5 вращаться вокруг оси вращения AR c такой же частотой вращения. Термин «жестко соединен», в особенности, исключает комбинацию дискообразного элемента и вала, при которой дискообразный элемент свободно вращается вокруг вала. В контексте настоящего документа фраза «выполненный с возможностью жесткого соединения» относится к объектам, которые выполнены с возможностью соединения друг с другом так, чтобы образовывать «жестко соединенную» комбинацию (например, «жестко соединенную» комбинацию вала 2 и дискообразного элемента 5).
2. Инструмент 4 для ремонта резьбы в соответствии с вариантом осуществления по п.1, в котором упомянутый дискообразный элемент 5 имеет диаметр dD диска, причем упомянутый диаметр dD диска имеет величину, составляющую меньше, чем приблизительно 6,0 дюймов (152,4 мм).
3. Инструмент 4 для ремонта резьбы в соответствии с вариантом осуществления по п.п.1 или 2, в котором упомянутый дискообразный элемент 5 имеет диаметр dD диска, причем упомянутый диаметр dD диска имеет величину, находящуюся в диапазоне от приблизительно 0,375 дюйма (9,525 мм) до приблизительно 3,0 дюйма (76,2 мм).
4. Инструмент 4 для ремонта резьбы в соответствии с любым вариантом осуществления по п.п.1-3, в котором упомянутый дискообразный элемент 5 имеет диаметр dD диска, причем упомянутый диаметр dD диска имеет величину, составляющую приблизительно 1,0 дюйма (25,4 мм).
5. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-4, в котором по меньшей мере часть 6' упомянутой первой основной поверхности 6 сходится по меньшей мере с частью 7' упомянутой второй основной поверхности 7. Когда часть 6' упомянутой первой основной поверхности 6 сходится с частью 7' упомянутой второй основной поверхности 7, часть 6' может образовывать угол α с частью 7', причем угол α находится в диапазоне от приблизительно 15° до приблизительно 90°, или любое значение угла α включает в себя предельные значения, составляющие 15° и 90°, и любое значение угла α в диапазоне от 15° до 90° с приращением 0,1°, например, 60,0°, или любое значение в диапазоне от 15° до 90° с шагом 0,1°, например, от 35,6° до 62,4°.
6. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-5, в котором по меньшей мере часть 6ʺ упомянутой первой основной поверхности 6 по существу параллельна по меньшей мере части 7ʺ упомянутой второй основной поверхности 7.
7. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-6, в котором упомянутая наружная периферия 8 содержит один край 11, отделяющий упомянутую первую основную поверхность 6 от упомянутой второй основной поверхности 7. Смотри, например, иллюстративный инструмент 4, показанный на фиг.5.
8. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-6, в котором упомянутая наружная периферия 8 содержит два или более краев 11, отделяющих упомянутую первую основную поверхность 6 от упомянутой второй основной поверхности 7. Смотри, например, иллюстративные инструменты 4, показанные на фиг.6D-6E.
9. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-6 и 8, в котором упомянутая наружная периферия 8 содержит (i) два или более краев 11, и (ii) по меньшей мере одну краевую поверхность 12, продолжающуюся между упомянутыми двумя или более краями 11 так, чтобы отделять упомянутую первую основную поверхность 6 от упомянутой второй основной поверхности 7. Смотри снова иллюстративные инструменты 4, показанные на фиг.6D-6E.
10. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-6, 8 и 9, в котором упомянутая наружная периферия 8 содержит поверхность 13 с искривленным профилем, отделяющую упомянутую первую основную поверхность 6 от упомянутой второй основной поверхности 7. Смотри, например, иллюстративные инструменты 4, показанные на фиг.6B и 6G.
11. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-10, в котором упомянутый вал 2 проходит через упомянутый дискообразный элемент 5 от упомянутой первой основной поверхности 6 к упомянутой второй основной поверхности 7.
12. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-11, в котором упомянутый вал 2 имеет первый конец 14 вала, жестко соединенный с упомянутым дискообразным элементом 5 или выполненный в возможностью жесткого соединения с упомянутым дискообразным элементом 5, второй конец 15 вала, расположенный на расстоянии от упомянутого дискообразного элемента 5, и площадь SA поперечного сечения вала, взятого в местоположении вдоль длины SL вала между упомянутым первым концом вала и упомянутым вторым концом вала. Смотри иллюстративную площадь SA поперечного сечения вала, показанную на фиг.7.
13. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-12, в котором упомянутый вал 2 имеет площадь SA поперечного сечения вала, которая изменяется вдоль длины SL вала.
14. Инструмент 4 для ремонта резьбы в соответствии с вариантом осуществления по п.п.12 или 13, в котором упомянутая площадь SA поперечного сечения вала имеет круговую конфигурацию в первом местоположении 18 вдоль упомянутой длины SL вала.
15. Инструмент для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-14, в котором упомянутый вал 2 не проходит за упомянутую первую основную поверхность 6 упомянутого дискообразного элемента 5.
16. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-15, в котором упомянутый вал 2 имеет длину SL вала, составляющую меньше, чем приблизительно 12 дюймов (304,8 мм) и диаметр SW вала (или толщину вала), составляющую меньше, чем приблизительно 1,0 дюйм (25,4 мм).
17. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-16, в котором упомянутый вал 2 имеет длину SL вала, составляющую от приблизительно 1,0 дюйма (25,4 мм) до приблизительно 6,0 дюймов (152,4 мм), и диаметр SW вала (или толщину вала), составляющую от приблизительно 0,2 дюйма (5,08 мм) до приблизительно 0,6 дюйма (15,24 мм).
18. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.12-17, в котором упомянутый второй конец 15 вала имеет форму и размер концевого профиля, которые обеспечивают закрепление упомянутого второго конца 15 вала в электродрели (подобно сверлу) (не показано).
19. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-18, в котором каждый из упомянутого дискообразного элемента 5 и упомянутого вала 2 независимо содержит металл, полимер, резину, бумагу, волокно, неорганический материал, органический материал или композиционный материал, в зависимости от применения. В контексте настоящего документа «композиционный» материал содержит любую комбинацию из металла, полимера, резины, бумаги, волокна, неорганического материала, и/или органического материала. Например, полимерная матрица, заполненная металлическими частицами или неорганическими частицами, или резиновая матрица или пропиточная бумага, или нетканый материал могут быть подходящими композиционными материалами для образования упомянутого вала 2 и/или упомянутого дискообразного элемента 5 и/или упомянутой абразивной поверхности 9 упомянутого дискообразного элемента 5.
20. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-19, в котором упомянутый вал 2 содержит (i) металл, выбираемый из алюминия, стали, стали марки 4140 (то есть, хромомолибденовой легированной стали), карбидной стали (например, вольфрамовой карбидной стали) или нержавеющей стали, (ii) полимерный или резиновый материал или (iii) композиционный материал.
21. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-20, в котором упомянутый дискообразный элемент 5 содержит (i) металл, выбираемый из алюминия, стали, стали марки 4140 (то есть, хромомолибденовой легированной стали), карбидной стали (например, вольфрамовой карбидной стали), (ii) полимерный или резиновый материал, (iii) композиционный материал, или (iv) любое сочетание из (i) - (iii).
22. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-21, в котором (i) упомянутый вал 2 содержит металл, выбираемый из стали марки 4140 (то есть, хромомолибденовой легированной стали) и карбидной стали (например, вольфрамовой карбидной стали), и (ii) упомянутый дискообразный элемент 5 содержит металл, выбираемый из стали марки 4140 (то есть, хромомолибденовой легированной стали) и карбидной стали.
23. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-22, в котором (i) упомянутый вал 2 содержит металл, и (ii) упомянутый дискообразный элемент 5 содержит композиционный материал, содержащий (a) полимер или резиновую матрицу, и (b) абразивный заполнитель, содержащийся, по меньшей мере частично, в полимерной или резиновой матрице, причем абразивный заполнитель, содержащий металлические частицы, неорганические частицы, волокна, или любую их комбинацию.
24. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-21, в котором (i) упомянутый вал 2 содержит полимерный или резиновый материал, или композиционный материал; и (ii) упомянутый дискообразный элемент 5 содержит полимерный или резиновый материал, или композиционный материал.
25. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-24, в котором упомянутая абразивная поверхность 9 проходит вдоль наружной краевой периферии 61/71 каждой из упомянутых первой и второй основных поверхностей 6/7.
26. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-25, в котором упомянутая абразивная поверхность 9 покрывает наружную краевую периферию 61/71 упомянутой первой и второй основных поверхностей 6/7, но не покрывает внутреннюю часть 62/72 основной поверхности каждой из упомянутой первой и второй основных поверхностей 6/7.
27. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-26, в котором упомянутая абразивная поверхность 9 содержит абразивное покрытие 10, которое образует, по меньшей мере, часть наружной поверхности упомянутого дискообразного элемента 5 вдоль упомянутой наружной периферии 8.
28. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-26, в котором упомянутая абразивная поверхность 9 содержит абразивный колпачок или кольцо 90, которое проходит, по меньшей мере, поверх части упомянутого дискообразного элемента 5 вдоль упомянутой наружной периферии 8, причем упомянутый абразивный колпачок или кольцо 90 содержит на себе абразивное покрытие 10.
29. Инструмент 4 для ремонта резьбы в соответствии с вариантом осуществления по п.28, в котором упомянутый абразивный колпачок или кольцо 90 содержит бумагу или подложку из нетканого материала, покрытого и/или пропитанного упомянутым абразивным покрытием 10.
30. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.27-29, в котором упомянутое абразивное покрытие 10 содержит неорганический абразив 100, содержащий оксид алюминия, оксид циркония, карбид кремния, керамический оксид алюминия, алмаз, кубический нитрид бора, или любые их сочетания.
31. Инструмент 4 для ремонта резьбы в соответствии с вариантом осуществления 30, в котором упомянутый неорганический абразив 100 содержит алмаз.
32. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.27-29, в котором упомянутое абразивное покрытие 10 содержит полимер или полимерный связующий материал (например, эпоксидную смолу), наполненный абразивным материалом.
33. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-32, в котором упомянутая абразивная поверхность 9 содержит множество выровненных шлифовальных зубцов 90, выполненных с возможностью шлифования объекта (например, болта или гайки, как показано на фиг.1 и 3).
34. Инструмент 4 для ремонта резьбы в соответствии с вариантом осуществления 33, в котором упомянутое множество выровненных шлифовальных зубцов 90 содержит металлические зубцы 91. Смотри, например, фиг.13b.
35. Инструмент 4 для ремонта резьбы в соответствии с вариантом осуществления 33, в котором упомянутое множество выровненных шлифовальных зубцов 90 содержит зубцы 91 из карбидной стали.
36. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-35, в котором упомянутый вал 2 соединен с упомянутым дискообразным элементом 5 жестко и как единое целое. Например, вал 2 и дискообразный элемент 5 могут быть выполнены в виде единой детали на этапе механической обработки или горячего формования.
37. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-35, в котором упомянутый вал 2 выполнен с возможностью снятия с упомянутого дискообразного элемента 5 и с возможностью жесткого соединения с упомянутым дискообразным элементом 5. Например, вал 2 и дискообразный элемент 5 могут быть выполнены на отдельных этапах механической обработки или горячего формования с соединительными частями, которые образуют жестко соединенную сборку. В некоторых случаях дискообразный элемент 5 может быть изготовлен отдельно от вала 2, причем валу 2 придаются соответствующие размеры для посадки с натягом при сборке до упаковывания, как показано на фиг.11. Это может подходить для дискообразных элементов 5 с большим диаметром, чтобы снижать производственные затраты и отходы материала в результате механической обработки или изготовления из одной заготовки. В любом случае инструмент 4 может или не может быть соединен как одно целое перед упаковкой. Соединение вала 2 с дискообразным элементом 5 может быть выполнено различными способами, как показано на фиг.8-12. На фиг.8 показано резьбовое соединение наружной резьбы 80 с соответствующей внутренней резьбой 81. На фиг.9 показана конусная посадка с натягом, выполняемая посредством конусного конца 82 вала 2, соответствующего конусному отверстию 83 дискообразного элемента 5, и затем использование стопорного винта 84 для стягивания двух элементов вместе. На фиг.10 показана прессовая механическая посадка кольца 95, которое содержит только части 6' и 7' поверхности соответственно на кольце 95, которое затем насаживают на оправку 98 вала 2 с головкой 2 большего размера. На фиг.11 показан цельный дискообразный элемент 5, насаживаемый на конец 22 вала с механической посадкой с натягом. На фиг.12 показаны сменные колпачки, втулки, и тому подобное 95, в которых абразивная поверхность 9 изготавливается отдельно от дискообразного элемента 5, при этом такие образуемые формы 95 могут, как показано, защелкиваться на дискообразном элементе 5 или, альтернативно, могут быть присоединены к дискообразному элементу 5 с помощью, например, клея. Эти решения приводят к экономичной альтернативе для замены режущей части (частей) 9 инструментов 4 для ремонта резьбы.
38. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-35 и 37, в котором упомянутый вал 2 имеет первый конец 14 вала с наружным профилем 144 первого конца вала, который выполнен с возможностью жесткого соединения с соответствующим соединительным профилем 148 внутри упомянутой второй основной поверхности 7 упомянутого дискообразного элемента 5.
39. Инструмент 4 для ремонта резьбы в соответствии с вариантом осуществления по п.38, в котором упомянутый наружный профиль 144 первого конца вала содержит наружную резьбу 80 вала, и упомянутый соответствующий соединительный профиль 148 содержит полость 150 с соответствующей резьбой 81, продолжающейся вдоль внутренней поверхности упомянутой полости 150. Смотри, например, иллюстративный инструмент 4, показанный на фиг.8.
40. Инструмент 4 для ремонта резьбы в соответствии с вариантом осуществления по п.38, в котором упомянутый наружный профиль 144 первого конца вала содержит концевую часть 82 вала и внутреннюю резьбу 88 вала внутри упомянутой концевой части 82 вала, и упомянутый соответствующий соединительный профиль 148 содержит полость 150, выполненную с размерами, обеспечивающими вставление упомянутой концевой части 82 вала со стороны упомянутой второй основной поверхности 7 упомянутого дискообразного элемента 5 и соединительного элемента (например, винта) 84 со стороны упомянутой первой основной поверхности 6 упомянутого дискообразного элемента 5. Смотри, например, иллюстративный инструмент 4, показанный на фиг.9.
41. Инструмент 4 для ремонта резьбы в соответствии с вариантом осуществления по п.38, в котором упомянутый наружный профиль 144 первого конца вала содержит концевую часть 98 вала, имеющую площадь SAR поперечного сечения профилированного вала, проходящего по существу перпендикулярно упомянутой оси вращения AR, причем упомянутая площадь SAR поперечного сечения профилированного вала больше, чем площадь SA поперечного сечения вала, проходящего перпендикулярно упомянутой оси вращения AR и находящегося между упомянутой концевой частью 98 вала и вторым концом 15 вала напротив упомянутого первого конца 14 вала, и упомянутый соответствующий соединительный профиль 148 содержит полость 150 вдоль упомянутой второй основной поверхности 7 упомянутого дискообразного элемента 5, причем упомянутая полость 150 имеет площадь СА поперечного сечения полости, проходящего по существу перпендикулярно к упомянутой оси вращения AR, причем упомянутая площадь СА поперечного сечения полости больше, чем упомянутая площадь SA поперечного сечения вала. Смотри, например, иллюстративный инструмент 4, показанный на фиг.10.
42. Инструмент 4 для ремонта резьбы в соответствии с вариантом осуществления по п.38, в котором упомянутый наружный профиль 144 первого конца вала содержит концевую часть 80 вала, имеющую уменьшенную площадь SAR поперечного сечения вала, проходящего по существу перпендикулярно к упомянутой оси вращения AR, причем упомянутая уменьшенная площадь SAR поперечного сечения вала меньше, чем площадь SA поперечного сечения вала, проходящего по существу перпендикулярно к упомянутой оси вращения AR и находящегося между упомянутой концевой частью 98 вала и вторым концом 15 вала напротив упомянутого первого конца 14 вала, и упомянутый соответствующий соединительный профиль 148 содержит полость 150 вдоль упомянутой второй основной поверхности 7 упомянутого дискообразного элемента 5, причем упомянутая полость 150 имеет площадь СА поперечного сечения полости, проходящего по существу перпендикулярно к упомянутой оси вращения AR, причем упомянутая площадь СА поперечного сечения полости меньше, чем упомянутая площадь SA поперечного сечения вала. Смотри, например, иллюстративный инструмент 4, показанный на фиг.11.
43. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-42, дополнительно содержащий работающее от источника питания ручное устройство (не показано), выполненное с возможностью вращения упомянутого дискообразного элемента 5 и упомянутого вала 2 вокруг упомянутой оси вращения AR.
44. Инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-43, дополнительно содержащий работающее от источника питания ручное устройство (не показано), выполненное с возможностью вращения упомянутого дискообразного элемента 5 и упомянутого вала 2 вокруг упомянутой оси вращения AR, причем упомянутое работающее от источника питания ручное устройство выбирают из электродрели, пневматической/электрической шлифовальной машинки или из любой их комбинации.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ НАБОРА ДЛЯ РЕМОНТА:
45. Набор для ремонта, содержащий: один или более инструментов для ремонта резьбы, в котором по меньшей мере один из одного или более инструментов для ремонта резьбы содержит инструмент 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-42.
46. Набор для ремонта в соответствии с вариантом осуществления по п.45, дополнительно содержащий одно или более из: работающего от источника питания ручного устройства (не показано), выполненного с возможностью вращения упомянутого дискообразного элемента 5 и упомянутого вала 2 вокруг упомянутой оси вращения AR, причем упомянутое работающее от источника питания ручное устройство выбирают из электродрели, пневматического/электрического шлифовального устройства или из любой их комбинации; переносного кожуха (не показан), выполненного с размерами, обеспечивающими размещение (i) одного или более инструментов для ремонта резьбы 4, и (ii) работающего от источника питания ручного устройства; смазочно-охлаждающей жидкости; очистительной жидкости; щетки для очищения резьбы; и одного или более дополнительных ключей для снятия инструмента 4 для ремонта резьбы с электродрели или шлифовального устройства.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ СПОСОБОВ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ РЕМОНТА РЕЗЬБЫ:
47. Способ изготовления инструмента 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-44, причем упомянутый способ, содержащий: формирование абразивной поверхности 9 вдоль наружной периферии 8 дискообразного элемента 5.
48. Способ в соответствии с вариантом осуществления по п.47, в котором упомянутый этап формирования содержит покрытие наружной периферии 8 дискообразного элемента 5 абразивным покрытием 10 для образования абразивной поверхности 9.
49. Способ в соответствии с вариантом осуществления по п.47, в котором упомянутый этап формирования содержит формирование дискообразного элемента 5 из одного или более материалов, в котором один или более материалов образуют тело 55 дискообразного элемента с расположенной на нем абразивной поверхностью 9.
50. Способ в соответствии с вариантом осуществления по п.49, в котором упомянутый дискообразный элемент 5 формируют на этапе литья.
51. Способ в соответствии с вариантом осуществления по п.47, в котором упомянутый этап формирования содержит покрытие наружной периферии 8 дискообразного элемента 5 абразивным колпачком или кольцом 95, имеющим на себе абразивную поверхность 9 покрытия 10 для формирования абразивной поверхности 9.
52. Способ в соответствии с вариантом осуществления по п.51, в котором абразивный колпачок или кольцо 95 содержит бумажную или нетканую подложку, покрытую и/или пропитанную резиновым связующим материалом и используемым по выбору абразивным материалом (например, металлическими частицами).
53. Способ в соответствии с вариантом осуществления по п.47, в котором упомянутый этап формирования содержит формирование множества выровненных зубцов 90 вдоль наружной периферии 8 дискообразного элемента 5.
54. Способ в соответствии с вариантом осуществления 53, в котором множество выровненных зубцов 90 содержит зубцы 91, выполненные из твердосплавного металла.
55. Способ в соответствии с любым из вариантов осуществления по п.п.47-54, дополнительно содержащий: формирование дискообразного элемента 5 и вала 2.
56. Способ в соответствии с вариантом осуществления 55, в котором упомянутый этап формирования дискообразного элемента 5 и вала 2 содержит один этап, на котором как дискообразный элемент 5, так и вал 2 формируют одновременно как единое целое и жестко соединенными друг с другом.
57. Способ в соответствии с вариантом осуществления 55, в котором упомянутый этап формирования дискообразного элемента 5 и вала 2 содержит два отдельных этапа, на которых дискообразный элемент 5 формируют на первом этапе, и вал 2 формируют на отдельном втором этапе, причем дискообразный элемент 5 и вал 2 формируют с возможностью жесткого соединения друг с другом.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ СПОСОБОВ ИСПОЛЬЗОВАНИЯ ИНСТРУМЕНТА ДЛЯ РЕМОНТА РЕЗЬБЫ:
58. Способ использования инструмента 4 для ремонта резьбы в соответствии с одним из вариантов осуществления по п.п.1-44, причем упомянутый способ, содержащий: шлифование объекта (например, гайки и/или болта так, как показано на фиг.1 и 3) посредством дискообразного элемента 5 инструмента 4 для ремонта резьбы в соответствии с любым из вариантов осуществления по п.п.1-44.
59. Способ в соответствии с вариантом осуществления по п.58, в котором объект содержит объект, содержащий резьбу.
60. Способ в соответствии с вариантом осуществления по п.п.58 или 59, в котором объект содержит винт, болт или гайку.
61. Способ в соответствии с любым из вариантов осуществления по п.п.58-60, дополнительно содержащий: соединение дискообразного элемента 5 инструмента 4 для ремонта резьбы с валом 2 инструмента 4 для ремонта резьбы.
62. Способ в соответствии с любым из вариантов осуществления по п.п.58-61, дополнительно содержащий: замену дискообразного элемента 5 вала 2 на сменный дискообразный элемент 5.
63. Способ в соответствии с любым из вариантов осуществления по п.п.58-62, дополнительно содержащий: выбор дискообразного элемента 5 и вала 2 из множества дискообразных элементов 5 и валов 2 в наборе для ремонта в соответствии с вариантами осуществления по п.п.45 или 46.
64. Способ в соответствии с любым из вариантов осуществления по п.п.58-63, дополнительно содержащий: соединение второго конца вала 2 с работающим от источника питания устройством (не показано).
Настоящее изобретение дополнительно иллюстрируется следующими примерами, которые в любом случае не должны рассматриваться как налагающие ограничения на объем изобретения. Наоборот, следует ясно понимать, что специалисты в данной области техники после прочтения настоящего документа могут обратиться к различным другим вариантам осуществления, модификациям и к их эквивалентам без отхода от сущности настоящего изобретения и/или объема прилагаемой формулы изобретения.
ПРИМЕР 1 - Подготовка Инструментов для ремонта резьбы
Были подготовлены иллюстративные инструменты для ремонта резьбы 4, как показано на фиг.1-13b.
Следует понимать, что хотя вышеописанные инструменты для ремонта резьбы 4 и/или способы описаны, как «содержащие» один или более компонентов или этапов, вышеописанные инструменты для ремонта резьбы 4 и/или способы могут «содержать», «состоять из» или «в основном состоять из» вышеописанных компонентов, признаков или этапов инструментов для ремонта резьбы 4 и/или способов. Следовательно, там, где настоящее изобретение или его часть были описаны с использованием не имеющего ограничения термина «содержащий», следует понимать (если не указано иное), что описание настоящего изобретения или его части также должно рассматриваться, как описывающее настоящее изобретение или его части при использовании терминов «состоящий в основном из» или «состоящий из» или их вариантов, как описано ниже.
В контексте настоящего документа термины «содержит», «содержащий», «включающий в себя», «имеет», «имеющий», «состоит из», «состоящий из», «отличающийся тем, что» или любые другие их варианты предназначены для охвата не эксклюзивного добавления, в соответствии с каким-либо ограничением, явно указанным иным образом, к перечисленным компонентам. Например, инструмент 4 для ремонта резьбы и/или способ, который «содержит» перечень элементов (например, компонентов, признаков или этапов), не обязательно ограничивается только такими элементами (или компонентами или этапами), но может включать в себя другие элементы (или компоненты или этапы) которые четко не перечислены, но которые присущи инструменту 4 для ремонта резьбы и/или способу.
В контексте настоящего документа переходные фразы «состоит из» и «состоящий из» исключают какой-либо не описанный элемент, этап или компонент. Например, «состоит из» или «состоящий из», используемые в формуле изобретения, будет ограничивать формулу изобретения компонентами, материалами и этапами, конкретно перечисленными в формуле изобретения, за исключением обычно связанных с ними включений (то есть, включений внутри данных компонентов). Когда фраза «состоит из» или «состоящий из» появляется в пункте формулы изобретения, а не следует сразу за преамбулой, фраза «состоит из» или «состоящий из» ограничивает только элементы (или компоненты или этапы), описанные в данном пункте; другие элементы (или компоненты) не исключаются в целом из формулы изобретения.
В контексте настоящего документа переходные фразы «состоит в основном из» и «состоящий в основном из» используются для определения инструмента 4 для ремонта резьбы и/или способа, который включает в себя материалы, признаки, этапы, компоненты или элементы в дополнение к тому, что раскрыто буквально, при условии, что такие дополнительные материалы, этапы, признаки, компоненты или элементы не влияют существенно на основную и обладающую признаками новизны характеристику (характеристики) заявленного изобретения. Термин «состоящий по существу из» занимает промежуточное положение между «содержащий» и «состоящий из».
Кроме того, следует понимать, что вышеописанные инструменты для ремонта резьбы 4 и/или способы могут содержать, состоять по существу из или состоять из любого из вышеперечисленных компонентов, признаков или этапов, как показано на фигурах с любым признаком (признаками), не показанными на фигурах или без любого признака (признаков), не показанных на фигурах. Другими словами, в некоторых вариантах осуществления инструменты для ремонта резьбы 4 и/или способы настоящего изобретения не имеют иных дополнительных признаков, чем те, которые показаны на фигурах, и такие дополнительные признаки, не показанные на фигурах, в особенности исключаются из инструментов для ремонта резьбы 4 и/или способов. В других вариантах осуществления инструменты для ремонта резьбы 4 и/или способы настоящего изобретения действительно имеют одно или более дополнительных свойств, которые не показаны на фигурах.
Хотя техническое описание изобретения было выполнено подробно относительно конкретных вариантов его осуществления, следует понимать, что специалисты в данной области техники после понимания предшествующего описания могут легко предположить изменения, варианты или эквиваленты таких вариантов осуществления. Соответственно, объем настоящего изобретения определяется объемом прилагаемой формулы изобретения и любыми ее эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЖЕКТОРНАЯ СИСТЕМА СВЕРЛЕНИЯ | 2008 |
|
RU2559601C2 |
| ЭЖЕКТОРНАЯ СИСТЕМА СВЕРЛЕНИЯ | 2008 |
|
RU2429948C1 |
| СИНТЕТИЧЕСКИЕ МАТЕРИАЛЫ ДЛЯ ИСПЫТАНИЯ PDC-РЕЗЦОВ ИЛИ ДЛЯ ИСПЫТАНИЯ ДРУГИХ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2010 |
|
RU2550672C2 |
| СИНТЕТИЧЕСКИЕ МАТЕРИАЛЫ ДЛЯ ИСПЫТАНИЯ PDC-РЕЗЦОВ ИЛИ ДЛЯ ИСПЫТАНИЯ ДРУГИХ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2010 |
|
RU2550671C2 |
| СИСТЕМА И СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ КРЫШКИ ДЛЯ РЕЗЬБОВОЙ ЕМКОСТИ | 2018 |
|
RU2761630C2 |
| СИНТЕТИЧЕСКИЕ МАТЕРИАЛЫ ДЛЯ ИСПЫТАНИЯ PDC-РЕЗЦОВ ИЛИ ДЛЯ ИСПЫТАНИЯ ДРУГИХ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2010 |
|
RU2550750C2 |
| ТОРОИДАЛЬНАЯ АККОМОДИРУЮЩАЯ ИНТРАОКУЛЯРНАЯ ЛИНЗА, ВАРИАНТЫ | 2020 |
|
RU2824495C1 |
| ВТУЛКА ИЗОЛЯЦИИ ГИДРОРАЗРЫВА | 2006 |
|
RU2352756C1 |
| СИСТЕМА ДЛЯ ПОДГОТОВКИ БОЛЬШЕБЕРЦОВОЙ КОСТИ ПАЦИЕНТА ПРИ ПРОВЕДЕНИИ ОРТОПЕДИЧЕСКОЙ ОПЕРАЦИИ ПО ЭНДОПРОТЕЗИРОВАНИЮ СУСТАВА | 2017 |
|
RU2742969C2 |
| РАЗДВИЖНОЙ РАСШИРИТЕЛЬ ДЛЯ РАСШИРЕНИЯ СКВАЖИН И СПОСОБ РАСШИРЕНИЯ СКВАЖИНЫ | 2007 |
|
RU2462577C2 |

Способ включает использование инструмента 4 с работающим от источника питания ручным устройством, выполненным с возможностью вращения инструмента 4, который содержит дискообразный элемент 5 с диаметром от 9,525 мм до 76,2 мм, жестко соединенный с валом 2, и абразивную поверхность 9 вдоль наружной периферии 8 элемента 5 и последующее шлифование объекта посредством дискообразного элемента 5 при вращении инструмента 4 посредством работающего от источника питания ручного устройства. 3 н. и 16 з.п. ф-лы, 13 ил.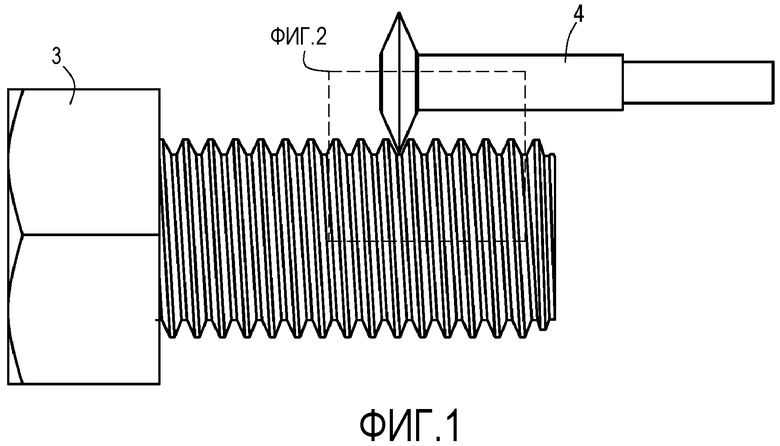
1. Способ абразивной обработки металлического объекта с использованием инструмента 4 для ремонта резьбы, включающий:
соединение инструмента 4 для ремонта резьбы с работающим от источника питания ручным устройством, выполненным с возможностью вращения инструмента 4 для ремонта резьбы вокруг оси вращения AR инструмента 4 для ремонта резьбы, причем инструмент 4 для ремонта резьбы содержит:
дискообразный элемент 5, имеющий первую основную поверхность 6, вторую основную поверхность 7, расположенную напротив первой основной поверхности 6, наружную периферию 8, отделяющую первую основную поверхность 6 от второй основной поверхности 7, ось вращения AR, продолжающуюся через каждую из первой и второй основных поверхностей 6 и 7 и рассекающую каждую из первой и второй основных поверхностей 6 и 7, и диаметр dD диска, причем диаметр dD диска имеет величину, находящуюся в диапазоне от приблизительно 9,525 мм (0,375 дюйма) до приблизительно 76,2 мм (3,0 дюйма),
вал 2, жестко соединенный или выполненный с возможностью жесткого соединения с дискообразным элементом 5, причем вал 2 продолжается от второй основной поверхности 7 дискообразного элемента 5 вдоль оси вращения AR, вал 2 имеет длину SL вала, находящуюся в диапазоне от приблизительно 25,4 мм (1,0 дюйма) до приблизительно 152,4 мм (6,0 дюйма), и диаметр SW вала (или толщину вала), находящийся в диапазоне от приблизительно 5,08 мм (0,2 дюйма) до приблизительно 15,24 мм (0,6 дюйма), и
абразивную поверхность 9 вдоль наружной периферии 8, причем абразивная поверхность 9 содержит алмаз, кубический нитрид бора или сталь с содержанием карбида вольфрама, выполненную с возможностью шлифования металлического объекта, и
шлифование металлического объекта посредством дискообразного элемента 5 инструмента 4 для ремонта резьбы при вращении инструмента 4 для ремонта резьбы вокруг оси вращения AR посредством работающего от источника питания ручного устройства.
2. Способ по п. 1, в котором вал 2 имеет первый конец 14 вала, жестко соединенный с дискообразным элементом 5 или выполненный с возможностью жесткого соединения с дискообразным элементом 5, второй конец 15 вала, расположенный на расстоянии от дискообразного элемента 5, площадь SA поперечного сечения вала, взятого в местоположении вдоль длины SL вала между первым концом вала и вторым концом вала, и второй конец 15 вала имеет форму и размер концевого профиля, которые обеспечивают зажимание второго конца 15 вала электродрелью.
3. Способ по п. 1 или 2, в котором вал 2 выполнен с возможностью снятия с дискообразного элемента 5 и с возможностью жесткого соединения с дискообразным элементом 5.
4. Способ по любому из пп. 1-3, в котором вал 2 имеет первый конец 14 вала с наружным профилем 144 первого конца вала, который выполнен с возможностью жесткого соединения с соответствующим соединительным профилем 148 внутри второй основной поверхности 7 дискообразного элемента 5.
5. Способ по п. 4, в котором наружный профиль 144 первого конца вала содержит наружную резьбу 80 вала, а соответствующий соединительный профиль 148 содержит полость 150 с соответствующей резьбой 81, продолжающейся вдоль внутренней поверхности полости 150.
6. Способ по любому из пп. 1-5, дополнительно включающий соединение дискообразного элемента 5 инструмента 4 для ремонта резьбы с валом 2 инструмента 4 для ремонта резьбы.
7. Способ по любому из пп. 1-6, дополнительно включающий замену дискообразного элемента 5 вала 2 на сменный дискообразный элемент 5.
8. Способ по любому из пп. 1-7, дополнительно включающий выбор дискообразного элемента 5 и вала 2 из набора для ремонта, содержащего множество дискообразных элементов 5 и валов 2.
9. Способ по любому из пп. 1-8, дополнительно включающий изменение профиля дискообразного элемента 5 для соответствия профилю поврежденной канавки объекта.
10. Способ по любому из пп. 1-9, в котором абразивная поверхность 9 содержит алмаз.
11. Способ по любому из пп. 1-9, в котором абразивная поверхность 9 содержит кубический нитрид бора.
12. Способ по любому из пп. 1-9, в котором абразивная поверхность 9 содержит сталь, содержащую карбид вольфрама.
13. Способ по любому из пп. 1-12, дополнительно включающий удерживание работающего от источника питания ручного устройства и выполнение круговых движений вокруг периметра площади шлифуемого объекта.
14. Способ по любому из пп. 1-13, в котором объект содержит объект, содержащий резьбу.
15. Способ по любому из пп. 1-14, в котором упомянутый способ обеспечивает техническое обслуживание и ремонт на месте эксплуатации.
16. Способ по любому из пп. 1-15, в котором работающий от источника питания ручной инструмент выбирают из электродрели, пневматического шлифовального устройства, электрического шлифовального устройства и любой их комбинации.
17. Способ по любому из пп. 1-16, в котором работающий от источника питания ручной инструмент является электродрелью.
18. Инструмент 4 для ремонта резьбы, выполненный с возможностью соединения с работающим от источника питания ручным устройством для вращения инструмента 4 для ремонта резьбы вокруг оси вращения AR инструмента 4 для ремонта резьбы, причем инструмент 4 для ремонта резьбы содержит:
дискообразный элемент 5, имеющий первую основную поверхность 6, вторую основную поверхность 7, расположенную напротив первой основной поверхности 6, наружную периферию 8, отделяющую первую основную поверхность 6 от второй основной поверхности 7, ось вращения AR, продолжающуюся через каждую из первой и второй основных поверхностей 6 и 7 и рассекающую каждую из первой и второй основных поверхностей 6 и 7, и диаметр dD диска, причем диаметр dD диска имеет величину, находящуюся в диапазоне от приблизительно 9,525 мм (0,375 дюйма) до приблизительно 76,2 мм (3,0 дюйма),
вал 2, жестко соединенный или выполненный с возможностью жесткого соединения с дискообразным элементом 5, причем вал 2 продолжается от второй основной поверхности 7 дискообразного элемента 5 вдоль оси вращения AR, вал 2 имеет длину SL вала, находящуюся в диапазоне от приблизительно 25,4 мм (1,0 дюйма) до приблизительно 152,4 мм (6,0 дюйма), и диаметр SW вала (или толщину вала), находящийся в диапазоне от приблизительно 5,08 мм (0,2 дюйма) до приблизительно 15,24 мм (0,6 дюйма), и
абразивную поверхность 9 вдоль наружной периферии 8, причем абразивная поверхность 9 содержит алмаз, кубический нитрид бора или сталь с содержанием карбида вольфрама, выполненную с возможностью шлифования объекта.
19. Инструмент 4 для ремонта резьбы, используемый в комбинации с работающим от источника питания ручным устройством, причем инструмент 4 для ремонта резьбы выполнен с возможностью соединения с работающим от источника питания ручным устройством для вращения инструмента 4 для ремонта резьбы вокруг оси вращения AR инструмента 4 для ремонта резьбы, причем инструмент 4 для ремонта резьбы содержит:
дискообразный элемент 5, имеющий первую основную поверхность 6, вторую основную поверхность 7, расположенную напротив первой основной поверхности 6, наружную периферию 8, отделяющую первую основную поверхность 6 от второй основной поверхности 7, ось вращения AR, продолжающуюся через каждую из первой и второй основных поверхностей 6 и 7 и рассекающую каждую из первой и второй основных поверхностей 6 и 7, и диаметр dD диска, причем диаметр dD диска имеет величину, находящуюся в диапазоне от приблизительно 9,525 мм (0,375 дюйма) до приблизительно 76,2 мм (3,0 дюйма),
вал 2, жестко соединенный или выполненный с возможностью жесткого соединения с дискообразным элементом 5, причем вал 2 продолжается от второй основной поверхности 7 дискообразного элемента 5 вдоль оси вращения AR, вал 2 имеет длину SL вала, находящуюся в диапазоне от приблизительно 25,4 мм (1,0 дюйма) до приблизительно 152,4 мм (6,0 дюйма), и диаметр SW вала (или толщину вала), находящийся в диапазоне от приблизительно 5,08 мм (0,2 дюйма) до приблизительно 15,24 мм (0,6 дюйма), и
абразивную поверхность 9 вдоль наружной периферии 8, причем абразивная поверхность 9 содержит алмаз, кубический нитрид бора или сталь с содержанием карбида вольфрама, выполненную с возможностью шлифования объекта.
| Патрон к механизированным ручным инструментам | 1981 |
|
SU1061980A1 |
| ОРИГИНАЛЬНЫЙ АЛКОГОЛЬНЫЙ НАПИТОК | 2005 |
|
RU2362802C2 |
| US 6083345 A, 04.07.2000 | |||
| WO 2013134855 A1, 19.09.2013. | |||

