Область изобретения
Настоящее изобретение относится к изготовлению упаковок и, в частности, к производству упаковок для порошкообразных пищевых продуктов, таких как детское питание или детские молочные смеси. Изобретение также относится к такой упаковке.
Уровень техники
Порошкообразный материал, такой как детские молочные смеси, многие году продаются в упаковках разных форм. Сначала предпочтительным контейнером были металлические банки, поскольку они были относительно просты и дешевы в производстве и могли герметизироваться для длительного хранения. Уплотнение содержало алюминиевую фольгу, расположенную на горловине контейнера, которая удалялась при первом использовании. Поскольку один контейнер будет использоваться длительное время, эти контейнеры снабжались пластиковыми крышками многократного использования, которые надевались на внешний обод металлической банки. Часто в контейнер вкладывали мерную ложку либо упакованную отдельно, либо внутри самой банки. Такие банки, однако, относительно тяжелы и дороги в производстве.
Позднее появились альтернативные формы упаковки с улучшенными свойствами по сравнению с банками. К ним относятся слоистые корпуса контейнеров с пластиковой откидной крышкой и структурами обода, которые можно приклеивать к телу контейнера. Одна такая упаковка, описанная в US 2008041861, имеет уплотнение для начального закрывания упаковки и пространство между уплотнением и верхней кромкой контейнера для частичного приема мерной ложки перед использованием. Контейнерная часть может состоять из слоев картона, металлической фольги и пластикового материала. Еще одна подобная упаковка показана в WO2010071424. Недостатком композитных упаковок является то, что могут возникнуть трудности с их утилизацией. Предлагалось разработать многокомпонентную упаковку, позволяющую ее разбирать для раздельной утилизации, но до настоящего времени подходящие производственные процессы, способные производить такие упаковки, не разработаны.
Известно производство многокомпонентных упаковок путем помещения картона вокруг термоформованного контейнера перед заполнением контейнера, например, используя оправку для поддержки контейнера и формования картона вокруг контейнера, или используя форму для поддержки картона перед нанесением картона на термоформованный контейнер. Недостатком такой многокомпонентной упаковки является то, что такой способ производства является нежелательным для пищевых продуктов, к которым предъявляются повышенные санитарные требования, таким как детское питание. В свете этих требований было бы желательно создать упаковку, которую можно собирать в производственном процессе, и которую можно разбирать для утилизации. Также было бы желательно создать способ изготовления такой упаковки.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению предлагается способ изготовления и заполнения упаковки порошкообразным пищевым продуктом, содержащий этапы, на которых:
а) создают термоформованный лоток, имеющий боковые стенки и основание, образующие пространство для приема продукта, заполняют пространство для приема продукта порошкообразным пищевым продуктом, и заваривают открытую горловину лотка мембраной для герметизации находящегося в ней продукта;
b) сгибают картонную заготовку с множеством панелей вокруг заполненного лотка для получения картонного рукава, при этом картонный рукав содержит периферийную стенку, окружающую по меньшей мере боковые стенки лотка.
Если обе части упаковки изготавливаются отдельно, и внутренний лоток, и внешний рукав будут иметь размеры, находящиеся в пределах допуска. Поскольку рукав надевают на внутренний лоток, этот рукав должен быть способен вместить даже самый большой лоток в пределах этих допусков. Это может привести к попаданию относительно маленького лотка в относительно большой рукав, и в таком случае рукав не будет поддерживать внутренний лоток так, как это требуется. Дополнительно, внешний вид такой комбинации относительно большого рукава и маленького лотка неопрятен из-за зазоров, появляющихся вдоль кромок и на углах. Сгибание картонной заготовки вокруг заполненного лотка дает преимущество, заключающееся в том, что рукав, образованный из картонной заготовки, вплотную охватывает термоформованный лоток независимо от внешних размеров этого термоформованного лотка. При сгибании картонного рукава вокруг заполненного внутреннего лотка, рукав плотно охватывает внутренний лоток, обеспечивая более приемлемое готовое изделие. Дополнительно, посадка с натягом между этими двумя компонентами обеспечивает максимальную поддержку внутреннего лотка, что особенно важно при относительно тонкостенных лотках.
Дополнительно, оправки или пуансоны для удержания формы термоформованного лотка можно исключить, поскольку удержание формы термоформованного лотка осуществляется за счет порошкообразного пищевого продукта. Добавление оправки или пуансона в производственную машину требует затрат. Кроме того, термоформованный лоток имеет внутренние размеры, находящиеся в пределах допусков и даже самый маленький из термоформованных лотков должна надеваться на пуансон. Это может привести к меньшей поддержке пуансоном относительно больших термоформованных лотков и пуансон не может создать требуемую поддержку при сгибании картонной заготовки вокруг лотка. Более важно то, что оправку можно использовать в лотке до его заполнения. Как дополнительно будет описано ниже, процессы в которых заполнение происходит в условиях повышенных требований к гигиене, может быть нежелательно вводить картонный рукав в зону повышенных требований к гигиене и, поэтому применение сборки на оправке исключается.
Согласно неожиданному эффекту настоящего изобретения, считается, что улучшенного удержания формы и поддержки при сгибании картонной заготовки вокруг лотка можно добиться благодаря тому, что лоток заполнен порошкообразным пищевым продуктом, таким как сухая молочная смесь или детское питание. Порошкообразные продукты, такие как детское питание или другие продукты из порошкового молока имеют тенденцию оказывать большое сопротивление деформации из-за характера текучести порошка, т.е., они могут сжиматься до более плотного состояния или консолидироваться, а не растекаться при приложении внешнего давления, в отличие от жидкостей. Консолидированный продукт затем действует как средство удержания формы при сгибании картонной заготовки вокруг заполненного лотка. Такое сопротивление деформации приводит к передачи силы давления на внутреннюю стенку лотка, что поддерживает лоток и позволяет ему сохранять форму. Для других продуктов, таких как жидкости или гранулированные продукты, контейнер может не оказывать адекватного сопротивления во время процесса сгибания, и полученное изделие может быть менее, чем адекватно.
Объемная плотность порошкообразного пищевого продукта может быть от 04 до 0,7 г/мл, предпочтительно, от 0,45 до 0,6 г/мл.
Согласно предлагаемому способу лоток заполняют порошкообразным материалом перед сгибанием картона вокруг лотка и, таким образом, продукт оказывает дополнительную поддержку периферийной стенке лотка. Дополнительно, во время операции сгибания содержимое лотка может прилагать к рукаву направленную наружу контрсилу, тем самым способствуя креплению рукава к лотку. Дополнительно, перед сгибанием рукава вокруг лотка, к верхней кромке лотка крепят мембрану для создания дополнительной поддержки лотка и для защиты продукта от окружающей атмосферы. Считается, что с помощью способа по настоящему изобретению достигается сборка без применения оправки многокомпонентной упаковки, отвечающая повышенным гигиеническим требованиям, предъявляемым к продуктам питания.
Мембранное уплотнение может содержать металлическую фольгу или может состоять из пластиковой пленки. Уплотнение перед использованием можно удалить полностью или оно может содержать линию ослабления для отрыва, которая определяет область открывания, и вытягивающий язычок. Мембрана может быть расположена в разных местах, но наиболее предпочтительно, мембрана приварена к верхней кромке контейнера. В частности, следует понимать, что термоформованные лотки по существу имеют выступающий наружу фланец, образующий верхнюю кромку и мембрана может быть приварена к этому фланцу. В альтернативном варианте мембрана может быть приварена к нижней рамке, чтобы закрывать отверстие. В этом случае специалистам понятно, что соединение между нижней рамкой и верхней кромкой контейнера должно быть герметичным соединением.
Предпочтительно, картонная заготовка содержит панель дна и панели боковых стенок и после сгибания картонной заготовки в рукав, этот рукав охватывает боковые стенки и по меньшей мере часть основания лотка. Такой лоток создает дополнительную поддержку основанию термоформованного лотка. Более предпочтительно, картонную заготовки формируют как единую деталь с множеством панелей.
Композитная упаковка может иметь преимущества за счет повышенной прочности, а картонный рукав хорошо поддается печати. Поскольку лоток добавляется на позднем этапе производственного цикла, можно менять дизайн лотка или язык даже после того, как лоток заполнен. Для утилизации, рукав и лоток можно разделить и перерабатывать в соответствии с требованиями. Согласно другому варианту, этап b) дополнительно содержит этап, на котором приклеивают панели к лотку после сгибания. Предпочтительно этап b) дополнительно содержит этап, на котором приклеивают нижнюю панель к основанию лотка. Соединение панелей рукава с лотком обеспечивают их поддержку друг другом. Дополнительно, рукав образован из картонной заготовки и покрывает внешнюю поверхность лотка. Предпочтительно, этап b) дополнительно содержит этап, на котором после сгибания на лотке панели соединяют друг с другом, предпочтительно, склеиванием. Предпочтительно, заготовка имеет форму креста, образующего основание и четыре боковые панели. Боковые панели могут иметь лепестки или язычки, которые входят в зацепление друг с другом и могут быть склеены или иным образом соединены друг с другом. Предпочтительно, этап b) дополнительно содержит этап, на котором центрируют картонную заготовку и термоформованный лоток относительно друг друга. Дополнительно, этап b) может включать захватывание лотка крышечным узлом для транспортировки и для обеспечения полного доступа и к периферийной стенке, и к основанию лотка. Картонную заготовку затем можно соединить панелью дна с основанием лотка, например, клеем. Согласно одному варианту, боковые панели сгибают в направлении лотка парами противоположных боковых панелей. Предпочтительно, сначала в направлении лотка сгибают боковые панели, снабженные язычками, после чего в направлении лотка сгибают остальные боковые панели. Язычки, предпочтительно расположены на боковых панелях заготовки, закрывая относительно более длинные боковые стенки лотка. В этом варианте сгибание боковых панелей, закрывающих относительно более короткие боковые стенки лотка, и соединение их с язычками придает упаковке большую прочность. Кроме того, предпочтительно, чтобы язычки имели такую длину, чтобы они не накладывались друг на друга при сгибании вокруг лотка или на лоток.
Согласно другому варианту этап b) содержит этап, на котором применяют поперечное смещение боковых панелей для введения их в зацепление с боковыми стенками лотка после сгибания в направлении боковых стенок лотка. Для прочного соединения боковых панелей рукава с лотком можно использовать направленную поперечно силу для прижимания боковых панелей к внешней поверхности внутреннего лотка. Давление можно прилагать в областях, в которых был нанесен клей, для создания адгезии в этих точках. Предпочтительно давление прилагают в центре боковых панелей лотка, рядом с их верхними кромками. В предпочтительном варианте этап b) дополнительно содержит этап, на котором берут картонную заготовку из магазина картонных заготовок, содержащего множество картонных заготовок. Заполненную и запечатанную термоформованный лоток берут из заполняющей и запечатывающей машины и переносят на сборочную линию транспортирующим устройством. Затем отдельно берут картонную заготовку, предпочтительно из магазина или картриджа картонных заготовок, содержащего множество картонных заготовок для обеспечения возможности непрерывной сборки упаковок.
В предпочтительном варианте способа этап а) может далее содержать этап, на котором устанавливают нижний ободок на верхнюю кромку лотка. Это может преимущественно способствовать усилению относительно тонкого термоформованного лотка. Нижний ободок предпочтительно приклеивают или приваривают поверх уплотняющей мембраны, хотя не исключено, что его можно крепить непосредственно к верхней кромке лотка перед установкой мембраны. Нижний ободок предпочтительно формируют из того же класса материала, из которого образован лоток, чтобы их можно было утилизировать совместно. Согласно важному аспекту изобретения этап нанесения нижнего ободка далее может содержать этап, на котором центрируют лоток относительно нижнего ободка перед соединением. Таким образом, нижний ободок затем может служить направляющей для дальнейших операций с лотком.
В другом предпочтительном варианте изобретения этап а) дополнительно содержит этап, на котором на лоток устанавливают крышечный узел, который одержит верхний ободок и многоразовую крышку. Верхний ободок предпочтительно проходит по периферии, определяя отверстие для доступа, а крышка может быть шарнирно прикреплена к верхнему ободку для закрывания этого отверстия. Это дает пользователю возможность открывать лоток, удаляя уплотняющую мембрану и, затем, открывать и закрывать отверстие в лотке крышкой. Замок на передней кромке крышки может входить в зацепление с ободком на верхней рамке, чтобы удерживать крышку в закрытом состоянии. Крышка может содержать опорную поверхность на внешней стороне крышки для поддержки основания другой упаковки, при укладке упаковок одна на другую.
В наиболее предпочтительном варианте верхний ободок и нижний ободок механически соединены друг с другом посадкой с натягом. Поэтому нижний ободок выполняет функцию упрочнения верхней кромки лотка, позволяя к нему эффективно крепить верхний ободок и крышку.
Большое значение имеет тот факт, что все элементы упаковки для порошкообразных пищевых продуктов и, особенно, детского питания, должны производиться в соответствии со строгими нормами. Длы выполнения этих требований некоторые производственные этапы предпочтительно выполнятся в среде с повышенными гигиеническими требованиями. Дополнительные компоненты, такие как мерные ложки и крышки также изготавливаются в соответствии с теми же стандартами, если они входят в контакт с продуктом. Согласно одному важному аспекту изобретения этап а) может выполняться в зоне с повышенными гигиеническими требованиями. В этом контексте понимается, что все индивидуальные действия, включенные в этап а), должны выполняться в зоне с повышенными гигиеническими требованиями. Поэтому упаковку заполняют и герметизируют и все элементы поверхности, которые контактируют с порошкообразным пищевым продуктом, обнажают только в зоне с повышенными гигиеническими требованиями.
Для целей настоящего изобретения повышенные гигиенические требования означают, что среда находится под давлением выше атмосферного, предпочтительно на 5-50 Па, более предпочтительно на 5-30 Па, наиболее предпочтительно 5-20 Па. Температура в зоне с повышенными гигиеническими требованиями предпочтительно поддерживается между 18°С и 25°С, более предпочтительно между 19°С и 23°С, а относительная влажность предпочтительно составляет от 20% до 80%, более предпочтительно от 30% до 60% и наиболее предпочтительно от 35% до 50%. Кроме того, атмосфера в среде с повышенными гигиеническими требованиями предпочтительно отфильтрована для удаления твердых частиц, например, с помощью высокоэффективного фильтра тонкой очистки воздуха, содержащего фильтр Н10 или выше согласно стандарту EN 1822-2009. Предпочтительно, все компоненты, вступающие в контакт с продуктом, очищают струей стерильного ионизированного воздуха и проверяют системой технического зрения на наличие дефектов или посторонних тел. Кроме того, упаковка заполнена атмосферой с низким содержанием кислорода. Для этого может применяться продувка азотом и/или углекислым газом перед заполнением и вовремя заполнения и перед установкой мембраны. Тем не менее, специалистам понятно, что к такой зоне при необходимости могут применяться и другие критерии, например, в соответствии с местными правилами. Использования атмосферы с низким содержанием кислорода, в частности, атмосферы углекислого газа, во время заполнения дает преимущество, заключающееся в том, что порошкообразный материал является относительно сухим в сравнении с окружающей атмосферой. Кроме того, после заполнения, некоторые порошки абсорбируют двуокись углерода, что приводит к образованию немного пониженного давления в упаковке. Поэтому порошок можно еще больше консолидировать, чем в окружающей атмосфере, и функция сохранения формы содержимым лотка усиливается.
Поскольку вспучивание контейнера, содержащего пищу, по существу связано с порчей содержащейся пищи, такого впечатления предпочтительно следует не допускать в максимально возможной степени. Из-за относительно тонкого термоформованного лотка упаковка по настоящему изобретению может быть более склонна к вспученному внешнему виду, чем контейнеры, изготовленные из более толстого боле жесткого пластика, например, сформованные литьем под давлением. Более толстые, более жесткие пластиковые стенки в меньшей степени поддаются силе, прилагаемой содержимым контейнеров, чем относительно тонкие термоформованные периферийные стенки лотка. Поэтому предпочтительно, чтобы термоформованный лоток заполнялся порошкообразным материалом, имеющим конкретную температуру. Это может иметь особую важность, когда готовый контейнер содержит детскую молочную смесь или пищевой продукт, поскольку такие продукты длительного хранения на полках магазинов выкладывают в менее кондиционированных условиях, в отличие от упаковок, содержащих свежие продукты, такие как йогурт. Поэтому в предпочтительном варианте порошкообразные пищевые продукты при заполнении ими лотка имеют температуру от 10°С до 30°С, более предпочтительно, от 15°С до 25°С.
Предпочтительно в упаковке имеется мерная ложка, которая может находиться над уплотняющей мембраной перед использованием. Мерная ложка также может быть сформована интегрально с конструкцией крышки и отделяться от нее при первом использовании. В любом случае, мерная ложка предпочтительно также включается в упаковку на этапе а) и, поэтому, обращение с ней может происходить исключительно в зоне с повышенными гигиеническими требованиями.
В предпочтительном варианте мерная ложка расположена над уплотняющей мембраной, когда рукав сгибают вокруг лотка, в результате чего расстояние между мерной ложкой и уплотняющей мембраной ограничено менее 4 мм, предпочтительно менее 3 мм, наиболее предпочтительно менее 2 мм. Ограничение расстояния между мерной ложкой и уплотняющей мембраной, т.е., ограничение лишнего пространства в упаковке, полезно для уменьшения пластиковых отходов.
Другим важным пунктом в определении действий, выполняемых в зоне с повышенными гигиеническими требованиями, является указание, что этап b) выполняется вне зоны с повышенными гигиеническими требованиями. Эти действия, таким образом, могут характеризоваться как действия которым могут быть не разрешены в зоне с повышенными гигиеническими требованиями. В частности, работа с картоном может быть связана с значительным количеством технологической грязи и ее следует проводить отдельно от действий, выполняемых на этапе а). Для целей настоящего изобретения термин "с пониженными гигиеническими требованиями" обозначает, что среда в такой зоне является обычной окружающей средой. К ним относятся атмосферное давление, что означает, что повышенное давление не создается. Кроме того, температура в зоне пониженных гигиенических требований регулируется менее строго по сравнению с зоной повышенных гигиенических требований и в зане пониженных гигиенических требований температура может быть в пределах 12-30°С, более предпочтительно 15-26°С. Фильтр твердых частиц может устанавливаться в зоне пониженных гигиенических требований или для потока воздуха в зону пониженных гигиенических требований, но для экономии средств высокоэффективная фильтрация твердых частиц не реализуется.
Следует понимать, что приклеивание может быть конструкционным этапом при сборке картонной заготовки, и/или сборочным этапом при соединении лотка с рукавом. Предпочтительно соединение между лотком и рукавом можно легко разорвать для разборки при утилизации упаковки после использования. Клеем предпочтительно является термоплавкий клей, который наносится в местах на внутренней поверхности картонной заготовки и/или на внешней поверхности рукава перед сгибанием соответствующих панелей в направлении заполненного термоформованного лотка.
Согласно еще одному аспекту изобретения, лоток является предварительно отформованным лотком со стабилизированными размерами из термопластичного материала. В этом контексте "предварительно отформованный" означает требование, чтобы лоток был отформован по меньшей мере за 24 часа и, предпочтительно, по меньшей мере за 48 часов до заполнения. Это позволяет снять остаточные напряжения в лотке, возникшие в процессе термоформования.
Настоящее изобретение особенно применимо к тонкостенным лоткам, образующим единый отсек. Такие лотки могут быть относительно недороги, благодаря применению минимального количества пластика. Дополнительную прочность придает картонный рукав. Предпочтительно, лоток имеет толщину стенок от 0,10 мм до 0,50 мм, предпочтительно, от 0,15 мм до 0,40 м. Специалистам должно быть понятно, что из-за процесса термоформования, во всем лотке толщина стенок может быть непостоянной. В частности, верхняя кромка лотка может образовывать фланец, имеющий большую толщину и жесткость. Лоток можно изготавливать из любого подходящего материала, который можно подвергать термоформованию. Наиболее подходящим материалом является полипропилен. Однако можно применять и другие полимерные материалы, такие как полиэтилентерефталат (ПЭТ), или полиэтилен (ПЭ). Также можно использовать многослойные материалы при условии, что они отвечают требованиям к утилизации. Наиболее предпочтительно лоток содержит многослойный ламинат, содержащий центральный барьерный слой с уменьшенным пропусканием кислорода, т.е., создающий барьер для кислорода, например из этиленвинилового спирта и т.п.
Как указано выше, прочность упаковки можно получить, комбинируя прочность лотка и рукава. Таким образом, рукав также выполняет структурную функцию в дополнение к функции поверхности, на которой можно печатать. Предпочтительно картон, применяемых для создания заготовки, имеет плотность от 50 г/м2 до 400 г/м2, предпочтительно от 100 г/м2 до 300 г/м2. Термин "картонная заготовка" определен как заготовка, содержащая материал картона. Материал заготовки также может содержать другие подходящие материалы, например, покрытие для защиты внешней поверхности от влияния окружающей среды. По существу материал картонной заготовки имеет большую плотность и толщину, чем боковые стенки лотка. Он может иметь толщину стенки от 0,10 мм до 0,50 мм и даже может иметь толщину 0,6 мм. Картонная заготовка может иметь толщину, по меньшей мере вдвое превышающую толщину боковых стенок.
Согласно настоящему изобретению лоток и рукав поддерживают друг друга для создания структуры стенки, которая является более прочной, чем если бы каждый из элементов применялся по отдельности. Следует понимать, что основание рукава может быть либо открытым, либо по меньшей мере частично закрытым. Следует понимать, что вес порошкообразного содержимого может способствовать прижиманию боковых стенок в контакт с рукавом. Боковые стенки внутреннего лотка и рукава предпочтительно слегка наклонены. Угол наклона внешнего рукава и/или лотка может составлять от 1° до 7°, предпочтительно, 3°. Преимуществом такой наклонной формы является возможность вкладывать лотки друг в друга.
Дополнительно, верхняя кромка рукава может находиться на разных расстояниях от верхней кромки лотка. Для того, чтобы рукав адекватно поддерживал лоток, верхняя кромка рукава не обязательно должна совпадать с верхней кромкой лотка. Когда между верхними кромками сохраняется относительно небольшое расстояние, допуски на соответствующие высоты лотка и рукава могут быть такими, чтобы оптимизировать поддержку, оказываемую рукавом лотку. Такое расстояние может быть максимум 5,0 мм, предпочтительно, 2 мм, более предпочтительно, 1 мм, благодаря чему боковые стенки поддерживаются до верхней кромки так, чтобы лоток не был подвешен на его верхней кромке.
Мембрана, применяемая для уплотнения открытой горловины лотка, может быть любой известной мембраной из металлической фольги или пластиковой пленки или их комбинации. Мембрана может работать как уплотнение для защиты продукта от окружающей атмосферы, т.е., создавать барьер для кислорода и, предпочтительно, влаги. Предпочтительно мембрана содержит ослабленную линию отрыва, определяющую область открывания, и вытяжной язычок для удаления мембраны перед использованием. Мембрана может быть приварена к внутренней поверхности боковых стенок. Однако наиболее предпочтительно, лоток содержит на верхней кромке выступающий наружу фланец с которым соединена мембрана.
Настоящее изобретение также относится к упаковке для порошкообразных пищевых продуктов, при этом упаковку изготавливают по любому из вариантов способа, описанного выше. Полученную упаковку можно легко производить и утилизировать. Другие преимущества будут понятны из нижеследующего описания.
Настоящее изобретение особенно применимо для детских сухих смесей и, наиболее предпочтительно, упаковка заполнена детской молочной сухой смесью.
Согласно еще одному аспекту изобретения процесс, ы частности применим к упаковке с широким отверстием, в которой лоток является прямоугольным и имеет отверстие с минимальным размером 70 мм, более предпочтительно, около 100 мм и площадью по меньшей мере 100 см2. Общая длина упаковки может составлять 150-250 мм, предпочтительно, около 185 мм. Ширина упаковки может быть от 100 мм до 150 мм, предпочтительно, около 120 мм. Упаковка может выпускаться с разной высотой в соответствии с требуемым объемом, и высота может составлять от 80 мм до 150 мм. В этом контексте термин "прямоугольный" включает понятие "квадратный" и не исключает наличия скругленных углов. Объем упаковки может быть от 0,8 л или 800 мл до 3 л или 3000 мл, предпочтительно около 1,5 л или 1500 мл. Такая упаковка с широким отверстием особенно страдает от проблем с прочностью стенок.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Признаки и преимущества изобретения будут более понятны из ссылок на приложенные чертежи некоторых иллюстративных вариантов изобретения, где:
Фиг.1 - упаковка для порошкообразного пищевого продукта, изготовленного способом по настоящему изобретению.
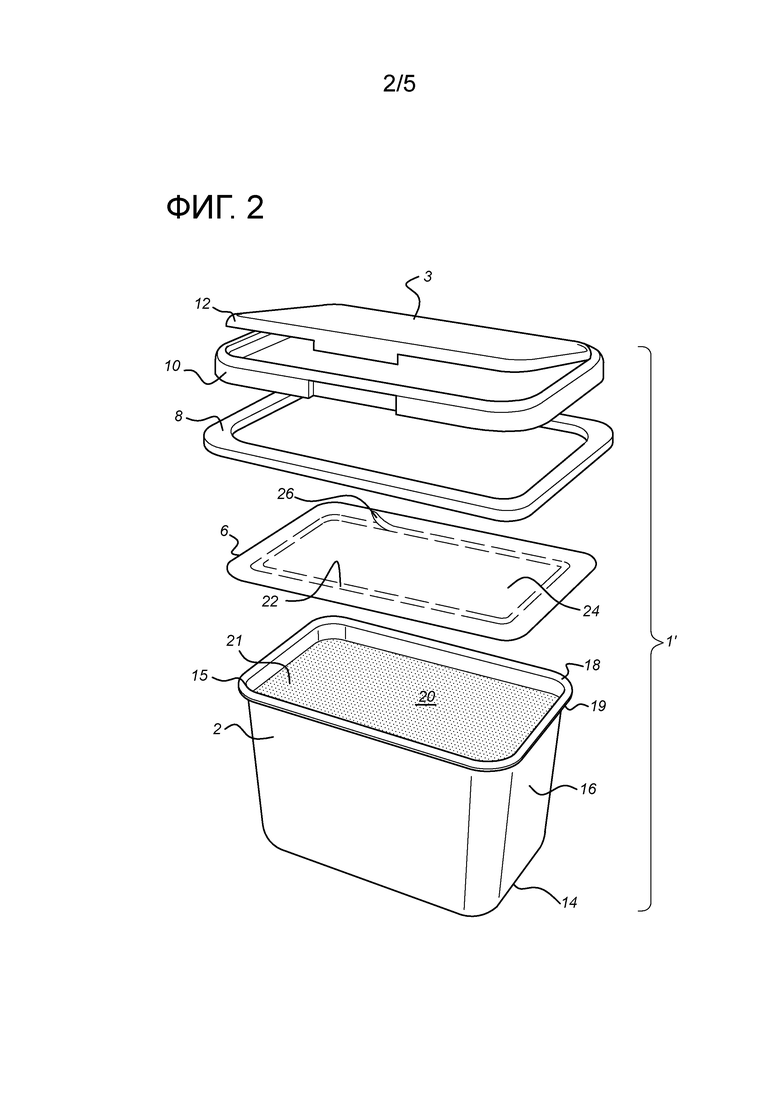
Фиг.2 - разнесенный вид полуфабриката для сборки упаковки по Фиг.1.
Фиг.3 - картонная заготовка и полуфабрикат упаковки по Фиг.2 для сборки упаковки по Фиг.1.
Фиг.4 - боковые панели картонной заготовки по Фиг.3, сложенные в направлении термоформованного лотка.
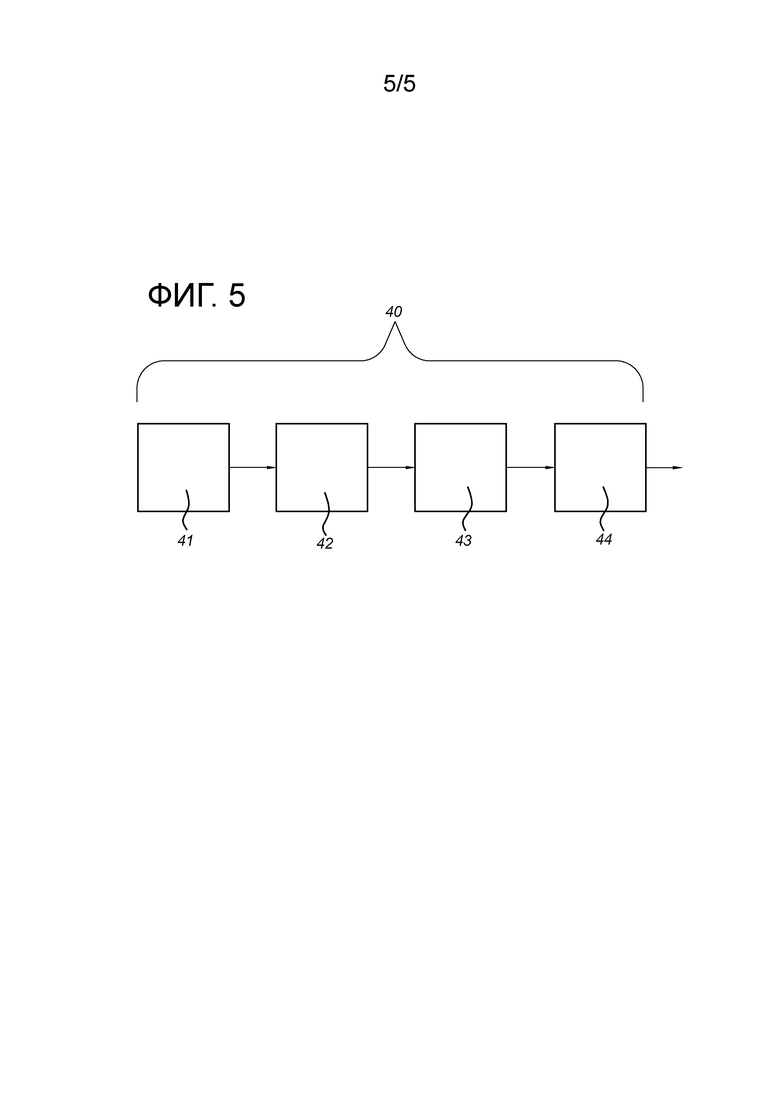
Фиг.5 - схематическая диаграмма последовательности операция по изготовлению упаковки по Фиг.1.
ОПИСАНИЕ ИЛЛЮСТРАТИВНЫХ ВАРИАНТОВ
На Фиг.1 показан вид в перспективе упаковки 1, изготовленной по настоящему изобретению. Упаковка 1 показана в готовом состоянии и содержит лоток 2, охваченный рукавом 4 и имеет крышечный узел 3.
На Фиг.2 показан частично разнесенный вид лотка 2 и крышечного узла 3, а также мембраны 6, нижнего ободка 8, верхнего ободка 10 и крышки 12, образующих первую сборочную единицу 1' упаковки 1. Лоток 2 является термоформованным лотком из ламината внутреннего и внешнего относительно тонких слоев из полипропилена и промежуточного барьерного слоя из этиленвинилового спирта. Лоток содержит основание 14 и периферийную стенку 16, которые образуют пространство 20 для хранения продукта, т.е. лоток 2 заполняют порошкообразным пищевым продуктом 21 до прикрепления мембраны 6 к открытой горловине 15 лотка. Периферийная стенка 16 проходит до верней кромки 16, которая имеет отходящий наружу фланец 10. Нижний ободок 8 сформирован как плоское кольцо и имеет размеры такие же, что и направленный наружу фланец 19. Нижний ободок 8 изготовлен литьем под давлением из полипропилена, хотя понятно, что можно применять и другие подходящие материалы. Верхний ободок 10 и крышка 12 образуют крышечный узел 3 и также изготовлены из полипропилена литьем под давлением. Верхний ободок 10 предназначен для механического зацепления с нижним ободком 8 посадкой с натягом, и содержит защелкивающиеся соединители (не показаны). Уплотнение 6 содержит линию 22 отрыва, определяющую область 24 открывания, и содержит вытяжной язычок 26.
Производственная линия 40 упаковки 1, диаграмма последовательности которой показана на Фиг.5, разделена на множество зон, определенных как первая зона 41 с пониженными гигиеническими требованиями, зона 42 с повышенными гигиеническими требованиями, вторая зона 43 с пониженными гигиеническими требованиями и третья зона 44 с пониженными гигиеническими требованиями. Лоток 2, нижний ободок 8, крышечный узел 3 и мембрана 6 подаются через первую зону 41 с пониженными гигиеническими требованиями в зону 42 с повышенными гигиеническими требованиями. Следует отметить, что лотки 2 являются заранее изготовленными термоформованными лотками со стабилизированными размерами, которые были сформованы по меньшей мере за 48 часов. В зоне 42 с повышенными гигиеническими требованиями после первоначальной очистки и продувки, лоток 2 заполняют порошкообразным молоком 21. Затем наносят мембрану 6, чтобы закрыть пространство 20, содержащее продукт и герметично уплотнить порошкообразное молоко в лотке 2. Затем на мембрану 6 устанавливают нижний ободок 8 на выступающий наружу фланец 19 на верхней кромке 18 периферийной стенки 16 и приваривают его на место.
Затем на нижний ободок 8 устанавливают крышечный узел 3 и защелкивают его на место. В этот момент все компоненты, которые вошли в контакт с порошкообразным молоком 21, заключены в полуфабрикате 1' упаковки, показанном на Фиг.2. Теперь этот полуфабрикат можно перемещать из зоны 42 с повышенными гигиеническими требованиями во вторую зону 43 с пониженными гигиеническими требованиями. Следует понимать, что до сих пор описывались только процессы, относящиеся к настоящему изобретению, и что в зоне 42 с повышенными гигиеническими требованиями выполняются многие другие операции, включая очистку, проверку, тестирование и пр.
Во второй зоне 43 с пониженными гигиеническими требованиями вокруг полуфабриката 1' упаковки формируют рукав 4 для получения готовой упаковки 1, как будет более подробно описано ниже. Готовая упаковка 1 перемещается в третью зону 44 с пониженными гигиеническими требованиями для отгрузки заказчику.
На Фиг.3 приведен вид в перспективе заготовки 28, используемой для формирования рукава 4, и заполненного и запечатанного лотка 2, отцентрированного на нижней панели (не показана) заготовки 28. Материалом заготовки является высококачественный картон плотностью 300 г/м2 с покрытием из полиэтилена. Заготовка 28 определяет множество боковых панелей 30 и нижнюю панель (не показана), угловые секции 32 и соединительные язычки 34.
На Фиг.4 показан вид в перспективе процесса сборки упаковки 1, в котором сначала боковые панели 30" сгибают к боковым стенкам 16" лотка 2. Перед сгибанием боковых панелей 30" на приклеиваемую область 31 наносят клей. После соединения боковых панелей 30" с боковыми стенками 16" на клее, соединительные язычки 34 сгибают в направлении боковых стенок 16' и соединяют с боковыми стенками 16' на клее.
Затем, на приклеиваемые области 33 на боковых панелях 30' наносят слой клея, Затем боковые панели 30' сгибают к боковым стенкам 16' лотка 2 и соединяют клеем и с соединительными язычками 34, и с лотком 2. После сгибания боковых панелей 30 угловые секции 32 сгибают вокруг скругленных углов лотка 2. Теперь заготовка 28 сформирована в рукав 4, который охватывает лоток 2, закрывая боковые стенки 16 и основание 14, и поддерживает относительно тонкие стенки лотка 2. Клеем является термоклей, продающийся под торговой маркой TECHNOMELT™ SUPRA 325 HT, выпускаемый компанией Henkel AG и имеющий температуру нанесения от 180°С до 190°С. Следует понимать, что хотя было указано, что клей наносится на выделенные для склеивания области 31, 33, он может наноситься в любое желаемое место с помощью соответствующего роботизированного клеенаносящего устройства, и клей можно наносить даже на стенки самого лотка.
Таким образом, выше были описаны некоторые варианты изобретения. Следует понимать, что в конструкцию и способы, описанные выше можно внести любые модификации в дополнение к описанным выше, не выходящие за пределы изобретательской идеи и объема защиты изобретения. Соответственно, хотя выше были описаны конкретные варианты, они являются лишь примерами и не ограничивают объем настоящего изобретения.
ПЕРЕЧЕНЬ ПОЗИЦИЙ
1 - готовая упаковка
1' - полуфабрикат упаковки
2 - лоток
3 - крышечный узел
4 - рукав
6 - мембрана
8 - нижний ободок
10 - верхний ободок
12 - крышка
14 - основание
15 - открытая горловина
16 - периферийная стенка
18 - верхняя кромка
19 - фланец
20 - пространство хранения продукта
21 - порошкообразный продукт
22 - линия отрыва
24 - область открывания
26 - вытяжной язычок
28 - заготовка
30 - боковая панель
31 - приклеиваемая область
32 - угловая секция
33 - приклеиваемая область
34 - соединительные язычки
40 - производственная линия
41 - первая зона с пониженными гигиеническими требованиями
42 - зона с повышенными гигиеническими требованиями
43 - вторая зона с пониженными гигиеническими требованиями
44 - третья зона с пониженными гигиеническими требованиями
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ КОНТЕЙНЕРА ДЛЯ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2013 |
|
RU2677845C2 |
| УПАКОВКА ДЛЯ МЕДИЦИНСКОГО УСТРОЙСТВА (ВАРИАНТЫ) | 2014 |
|
RU2695559C2 |
| КОНСТРУКЦИЯ КРЫШКИ ДЛЯ КОНТЕЙНЕРА | 2015 |
|
RU2673619C2 |
| УДЕРЖИВАЮЩИЕ РУКАВА ДЛЯ УПАКОВОК, СОДЕРЖАЩИХ МЕДИЦИНСКИЕ УСТРОЙСТВА | 2017 |
|
RU2727468C2 |
| УПАКОВКА, СОДЕРЖАЩАЯ РУКАВ И ВСТАВКУ, И ЗАГОТОВКА ДЛЯ ФОРМИРОВАНИЯ УКАЗАННОЙ УПАКОВКИ | 2005 |
|
RU2376223C2 |
| УПАКОВКА ДЛЯ ПОРЦИОНИРУЕМОГО ПИЩЕВОГО ПРОДУКТА | 2011 |
|
RU2564591C2 |
| УПАКОВКА, ВКЛЮЧАЮЩАЯ В СЕБЯ ЛОТОК, КОТОРЫЙ СОДЕРЖИТ ГРУППУ КОНТЕЙНЕРОВ С КРОМКАМИ | 2011 |
|
RU2596468C2 |
| СПОСОБ ОБРАЗОВАНИЯ УПАКОВКИ И УПАКОВКА | 2008 |
|
RU2471628C2 |
| СПОСОБ ФОРМИРОВАНИЯ УПАКОВКИ, УПАКОВКА И ЗАГОТОВКА УПАКОВКИ | 2011 |
|
RU2583361C2 |
| КОНТЕЙНЕР И ЗАГОТОВКА | 2012 |
|
RU2628956C2 |



Изобретение относится к способу производства и заполнения упаковки (1) порошкообразным пищевым продуктом (21), например детским питанием или сухой молочной смесью, причем способ содержит этапы, на которых берут термоформованный лоток (2), имеющий боковые стенки (16) и основание (14), образующие пространство (20) для приема продукта, заполняют пространство для приема продукта порошкообразным пищевым продуктом и устанавливают мембрану (6) на открытую горловину (15) лотка для герметизации содержащегося в нем продукта; и сгибают картонную заготовку (28) с множеством панелей вокруг заполненного лотка для получения картонного рукава (4), при этом картонный рукав содержит периферийную стенку, охватывающую по меньшей мере боковые стенки лотка. Изобретение также относится к упаковке для таких порошкообразных пищевых продуктов, изготовленной этим способом. 2 н. и 20 з.п. ф-лы, 5 ил.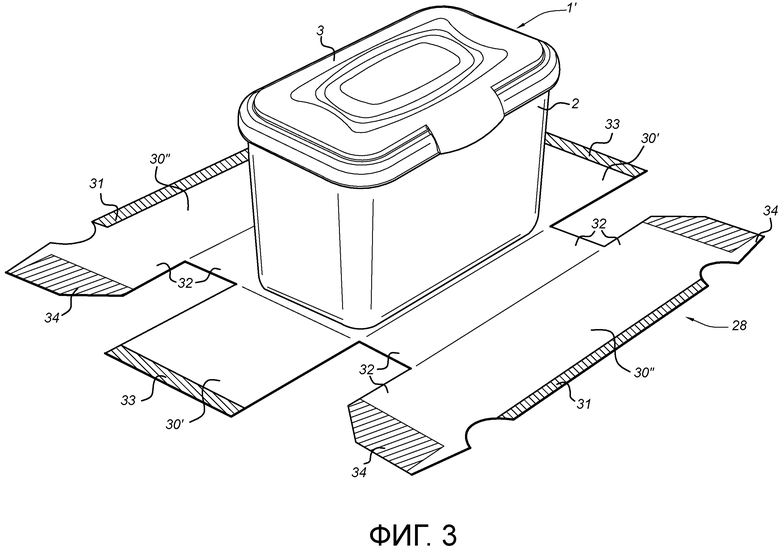
1. Способ производства и заполнения упаковки порошкообразным пищевым продуктом, содержащий этапы:
а) получения термоформованного лотка, имеющего боковые стенки и основание, образующие пространство для приема продукта, заполняют пространство для приема продукта порошкообразным пищевым продуктом и уплотняют открытую горловину лотка мембраной для герметизации содержащегося в ней продукта;
b) сгибают картонную заготовку, имеющую множество панелей, вокруг заполненного лотка для формирования картонного рукава, при этом картонная заготовка содержит панель дна и панели боковых стенок, причем после сгибания картонной заготовки в лоток, картонный рукав содержит периферийную стенку, охватывающую боковые стенки и по меньшей мере часть основания.
2. Способ по п.1, в котором этап b) дополнительно содержит этап, на котором приклеивают панели к лотку.
3. Способ по любому предшествующему пункту, в котором этап b) дополнительно содержит этап, на котором панели приклеивают друг к другу.
4. Способ по любому предшествующему пункту, в котором этап b) дополнительно содержит этап, на котором панель дна приклеивают к основанию лотка.
5. Способ по любому предшествующему пункту, в котором этап b) содержит этап, на котором к панелям применяют боковое смещение для введения их в зацепление с боковыми стенками лотка, после сгибания в направлении боковых стенок лотка.
6. Способ по любому предшествующему пункту, в котором этап b) дополнительно содержит этап, на котором картонную заготовку берут из магазина картонных заготовок, содержащего множество картонных заготовок.
7. Способ по любому предшествующему пункту, в котором этап b) дополнительно содержит этап, на котором центрируют картонную заготовку и термоформованный лоток относительно друг друга.
8. Способ по любому предшествующему пункту, в котором этап а) дополнительно содержит этап, на котором устанавливают нижний ободок на верхнюю кромку лотка.
9. Способ по любому предшествующему пункту, в котором этап а) дополнительно содержит этап, на котором устанавливают на лоток крышечный узел, содержащий верхний ободок и крышку, выполненную с возможностью многократного закрывания.
10. Способ по пп.8 и 9, в котором верхний ободок и нижний ободок механически соединены друг с другом посадкой с натягом.
11. Способ по любому предшествующему пункту, в котором этап а) выполняют в зоне с повышенными гигиеническими требованиями, определяемой давлением, превышающим атмосферное, и фильтрованной атмосферой.
12. Способ по п.11, в котором этап b) выполняют вне зоны с повышенными гигиеническими требованиями.
13. Способ по любому предшествующему пункту, в котором приемное пространство для продукта заполняют порошкообразным пищевым продуктом в атмосфере с низким содержанием кислорода.
14. Способ по п.13, в котором атмосфера с низким содержанием кислорода содержит атмосферу двуокиси углерода.
15. Способ по любому предшествующему пункту, в котором лоток имеет толщину стенок от 0,10 до 0,50 мм, предпочтительно от 0,15 до 0,40 мм.
16. Способ по любому предшествующему пункту, в котором картонная заготовка имеет плотность от 50 до 400 г/м2, предпочтительно от 100 до 300 г/м2.
17. Способ по любому предшествующему пункту, в котором лоток и рукав имеют наклонные боковые стенки с углом наклона от 1 до 7°, предпочтительно около 3°.
18. Способ по любому предшествующему пункту, в котором мембрана содержит ослабленную линию отрыва, образующую область открывания, и вытяжной язычок.
19. Упаковка для порошкообразного пищевого продукта, изготовленная способом по любому предшествующему пункту, содержащая термоформованный лоток, имеющий боковые стенки и основание, образующие единое пространство для приема продукта, заполненное порошкообразным пищевым продуктом, и мембрану, установленную на горловине лотка; и картонный рукав, содержащий периферийную стенку, плотно охватывающую боковые стенки и по меньшей мере часть основания лотка, при этом картонный рукав содержит картонную заготовку, имеющую нижнюю панель и панели боковых стенок, сложенные вверх от нижней панели и приклеенные друг к другу и/или к лотку.
20. Упаковка по п.19, в которой порошкообразный пищевой продукт содержит детскую сухую молочную смесь.
21. Упаковка по п.19 или 20, в которой лоток имеет, по существу, прямоугольную форму и имеет емкость от 800 до 3000 мл.
22. Упаковка по любому из пп.19-21, далее содержащая крышечный узел, установленный на лоток, при этом крышечный узел содержит верхний ободок и крышку, выполненную с возможностью многократного закрывания.
| US 5370883 A, 06.12.1994 | |||
| DE 202004005446 U1, 18.08.2005 | |||
| СВЕРХЗВУКОВОЙ РОТОР КОМПРЕССОРА, СВЕРХЗВУКОВОЙ КОМПРЕССОР (ВАРИАНТЫ) И СПОСОБ СЖАТИЯ ТЕКУЧЕЙ СРЕДЫ | 2010 |
|
RU2527265C2 |

