Изобретение относится к способу образования упаковки, в котором упаковка с формой контейнера выполнена из картонной заготовки, причем упаковка содержит нижнюю часть и боковые стенки, продолжающиеся вверх от нижней части. Такая упаковка используется в качестве так называемой упаковки-лотка для содержания пищевых продуктов, в котором она герметично закрыта крышкой. Для прикрепления крышки к упаковке, край контейнера должен содержать горизонтальную закраину или фланец, продолжающийся от верхнего конца боковых стенок, и окружать упаковку. Верхняя поверхность этого фланца обычно содержит соответствующее покрытие, при помощи которого крышка может плотно прикрепляться к упаковке. Например, обычно используют термосвариваемые пластмассы для прикрепления части крышки к упаковке. Примеры упаковок для пищевых продуктов и упаковочных материалов, используемых в данном документе, упомянуты, среди прочего, в документах WO 03/033258, EP 1 289 856, WO 00/21854 и US 5 425 972.
Вышеописанная упаковка обычно изготавливается из плоской заготовки посредством прессования ее для образования в форме. Таким образом, покрытие картона, которое образует внутреннюю поверхность упаковки, также образует верхнюю поверхность упомянутого фланца, который будет входить в контакт с крышкой.
Иногда необходимо наносить материал на краевой фланец, который пригоден для закрепления крышки, но не обязательно требуется в средней части, то есть внутри упаковки, или который даже непригоден в качестве материала внутри упаковки. Другая проблема может также быть вызвана недостаточными механическими свойствами, например недостаточной жесткостью краевого фланца. Выбор материалов для внутренней части упаковки не должен чрезмерно влиять на выбор материалов для краевого фланца. Также известен способ образования краевого фланца независимо от остальной части упаковки, как раскрыто в международном патентном документе WO 03/078012 и соответствующей публикации заявки US 2004/0262322, описывающих способ, в котором закраина упаковки в форме лотка отформована отдельно из пластмассы. Этот документ раскрывает решение, в котором заготовка выполнена с соединенными вместе своими краями с формованной пластмассой, после чего закраина из пластмассы формуется на верхних краях упомянутых боковых стенок для образования фланца, продолжающегося наружу от них и окружающего упаковку. Публикации JP 8207924 и JP 10034702 описывают также этот тип решений, в которых закраина упаковки в форме лотка отлита под давлением отдельно. В данных публикациях лоток состоит из боковых стенок и нижней части, соединенных друг с другом посредством образования перед этапом литья под давлением закраины.
В соответствии с публикацией 2004/0262322 упаковки, изготовленные посредством прессования, сначала всегда оснащены краевым фланцем, к которому прикрепляется пластмасса посредством формования, например, под фланцем или на его крае в виде выступающей части фланца наружу, как показано, например, на фиг.59-63 и 66 данной публикации. Кроме того, документ упоминает о возможности образования упаковки в форме лотка «в форме», другими словами, прессование и формование пластмассы на крае происходит в одной и той же форме. Это показано более подробно на фиг.70-76 данной публикации, которые иллюстрируют подачу формовочного материала под краевой фланец вплоть до наружной поверхности боковой стенки и в виде горизонтальной выступающей части на верхней поверхности фланца, и на фиг.77-80, которые показывают форму для осуществления этого. Верхняя поверхность краевого фланца упаковки, то есть поверхность, соприкасающаяся с крышкой, находится в плотном контакте с разъемной поверхностью во время этапа формования. Форма может содержать несколько отверстий для подачи формовочного материала на периферию упаковки. Кроме того, публикация JP 60058823 описывает способ образования контейнера, содержащего закраину, отформованную литьем под давлением в той же самой форме, в которой был отформован лоток контейнера (имеющий D-образную боковую стенку). В этом решении боковая стенка и нижняя часть лотка были образованы из одной заготовки, содержащей часть боковой стенки и нижнюю часть, образованные и соединенные друг с другом во время этапа формования с помощью формовочного материала. Кроме того, публикация заявки на патент США 2007/267374 раскрывает способ образования этого типа упаковок. В этом документе лоток выполнен посредством прессования. После прессования краевой фланец контейнера отформован литьем под давлением с верхним краем лотка в той же самой форме, в которой было выполнено прессование. Данный документ описывает несколько вариантов осуществления, в которых показаны разные типы краевых фланцев. В этих вариантах осуществления краевой фланец или закраина отформованы литьем под давлением или на наружной поверхности или на внутренней поверхности или таким образом, что она полностью закрывает верхний конец лотка. Этот документ описывает самый последний уровень техники в связи с настоящим изобретением.
Размеры формообразующего и формовочного инструмента, особенно формы поверхностей, образующих полость формы, определяют готовые размеры пластмассовой части на крае упаковки, и эти размеры должны быть приняты в расчет уже при конструировании образующего инструмента. Может быть возможным удерживать картонную заготовку с заданным удерживающим усилием между разъемными поверхностями формы до конца этапа образования, так что упаковка образуется одинаково на всех сторонах и получается изделие высокого качества. С помощью способа, описанного в публикации, пластмассовая часть может быть отформована только под краевым фланцем.
Патентный документ US 4960376 раскрывает формовочное устройство для образования контейнера, в котором форма выполнена с боковой, концевой и угловой частями, способными перемещаться относительно друг друга. Кольцеобразная полость, окружающая основную полость для образования корпуса контейнера, выполняющая функцию формы для рабочего кольца (т.е. краевого фланца), образована в формовочном устройстве посредством перемещения угловой части назад от поверхности, расположенной напротив нее перед впрыском формовочного материала в эту полость. После этапа выдавливания форма этой полости изменяется в результате перемещения концевой части и угловой части устройства, так что образуется форма краевого фланца, и одновременно формовочный материал прижимается к углу корпуса контейнера таким образом, что они соединяются друг с другом. Хотя этот тип формовочного устройства повышает возможности изменять формы формовочной полости, это не решает вышеупомянутую проблему, связанную с удерживающей поверхностью верхнего края контейнера в форме лотка. Он также имеет другие недостатки, поскольку он требует отдельных этапов впрыска (формования выдавливанием) и сжатия, в то время как части формовочного устройства должны перемещаться назад и вперед, делая выполнение и использование способа гораздо более сложным, как в способах, описанных в вышеупомянутых других документах.
Целью настоящего изобретения является создание способа, с помощью которого материал может быть отформован более универсально на крае упаковки с использованием образования упаковки без ухудшения качества картонной части упаковки. Кроме того, целью настоящего изобретения является создание упаковки, которая была выполнена с помощью нового способа формования.
Способ для осуществления этого в соответствии с настоящим изобретением в основном отличается тем, что на верхней части боковых стенок, закраина из формовочного материала, продолжающаяся вбок, отформована на конечной стадии компрессионного прессования, когда форма удерживается закрытой таким образом, что полость формы, соответствующая закраине, образуется посредством перемещения контрповерхности внутрь формы назад от поверхности, расположенной напротив нее, после чего формовочный материал подается в полость формы. В полости материал отверждается для образования сплошного фланца, после чего форму открывают и готовую упаковку в форме лотка извлекают из формы.
В вышеописанном способе вся периферия упаковки может быть выполнена с формованной закраиной, которая содержит верхнюю поверхность, состоящую из формовочного материала, который отличается от картона и который может быть выбран с учетом его функции вместе с крышкой, которая будет позже закрывать упаковку. Контрповерхность, которая перемещается назад, может выполнять функцию удерживающей поверхности для обеспечения достаточного удерживающего усилия также на краях заготовки в самом конце стадии образования. В принципе, благодаря настоящему изобретению можно формовать закраины, размеры которых в направлении толщины не ограничиваются только одним возможным размером. Подобным образом, способ может быть использован для формования продолжающейся вбок закраины полностью из формовочного материала, непосредственно на верхнем крае картонной боковой стенки упаковки. Таким образом, можно изготовить упаковки с новыми формами, которые будут описаны более подробно ниже.
Перемещение может быть обеспечено на удерживающей поверхности или разъемной поверхности одной из половин формы на участке, окружающем в форме кольца упаковку. Это перемещение составляет порядка только нескольких миллиметров, преимущественно, от 0,4 до 2 мм, где толщина формованной закраины того же порядка. Однако настоящее изобретение не ограничивается только этими размерами.
Упаковка в соответствии с настоящим изобретением, в свою очередь, отличается тем, что упаковка, выполненная из картонной заготовки посредством компрессионного формования, содержит краевой фланец, выполненный из формовочного материала, соединяющегося с верхним краем боковых стенок упаковки под углом, и продолжающийся непосредственно вбок от них, и закраина была отформована на заключительном этапе компрессионного формования, когда форма удерживается закрытой таким образом, что полость формы, соответствующая закраине, была образована посредством перемещения контрповерхности внутрь формы назад от поверхности, противоположной ей, после чего формовочный материал подавался в полость формы. Соединение между формовочным материалом и картонной упаковкой может также проходить на внутреннюю часть боковых стенок упаковки.
Ниже настоящее изобретение будет описано со ссылкой на прилагаемые чертежи, на которых
фиг.1-4 показывают разные этапы образования упаковки начиная с плоской заготовки;
фиг.5 показывает элемент формы как раз перед впрыском формовочного материала;
фиг.6 показывает точку контакта между боковой стенкой и фланцем упаковки на виде в разрезе;
фиг.7 показывает закрытую упаковку.
Фиг.1 - вид в разрезе формообразующего и формовочного инструмента для образования упаковки, начиная с образования упаковки и заканчивая образованием закраины. Инструментом является тип пресс-формы, предназначенный для образования на первом этапе, по существу, плоской картонной заготовки A с одинаковой толщиной в упаковку с формой контейнера, который также можно назвать лотком. Инструмент также имеет функцию комплексного формования для формования материала на краях упаковки, образованной посредством сжатия.
Инструмент содержит первую половину 1 формы или «переднюю форму», которая содержит выемку 1a, в которой плоская заготовка A образуется, и которая определяет общую форму упаковки (нижняя часть, форма боковых стенок, продолжающихся от нижней части, наклон боковых стенок, закругления и т.д.), а также вторую половину формы или «заднюю форму», которая вдавливает заготовку в упомянутую выемку 1a. Для этой цели, задняя форма оснащена так называемой формообразующей центральной частью 2a, которая вставляется в упомянутую выемку 1a таким образом, что заготовка зажимается между центральной частью и выемкой и получается ее окончательная форма. Половины формы, или передняя форма и задняя форма, расположены с возможностью перемещения относительно друг друга для закрытия и открытия формы посредством размещений, которые не описаны более подробно в данном контексте. В форме, показанной на чертежах, передняя форма 1 является неподвижной частью, а задняя форма является подвижной частью.
Задняя форма 2 содержит кольцеобразную вокруг центральной части 2a разъемную поверхность 2b, которая обращена к соответствующей поверхности 1b, окружающей выемку 1a в передней форме 1. Когда форма закрыта (половины формы 1, 2 соединены вместе), эти поверхности примыкают друг к другу. Эта разъемная поверхность 2b также выполняет функцию выталкивающей поверхности в выталкивающей части, которая может перемещаться относительно центральной части 2a в направлении ее глубины. Выталкивающая часть, таким образом, перемещается между передним положением (показанным на фиг.1) и задним положением (показанным на фиг.3 и 4). Удерживающее усилие разъемной поверхности 2b может регулироваться с помощью привода 3, приводимого в действие средой под давлением и прикрепленного к задней форме 2. Этим приводом 3 является, предпочтительно, пневматический цилиндр.
Центральная часть 2a также окружена уплотнительным кольцом 4, которое способно выполнять короткое возвратно-поступательное движение относительно разъемной поверхности 2b и передняя поверхность которого может перемещаться для совмещения с выталкивающей поверхностью или располагаться на очень коротком расстоянии назад от нее. Когда передняя поверхность уплотнительного кольца 4 находится заподлицо с разъемной поверхностью 2b, она некоторым образом становится частью разъемной поверхности. Эта передняя поверхность уплотнительного кольца также прикладывает удерживающее усилие к картонной заготовке между разъемными поверхностями. Следовательно, уплотнительное кольцо 4 располагается внутри выталкивающей части, между выталкивающей частью и центральной частью 2a.
Фиг.1 показывает месторасположение перед закрытием формы. Заготовка A, которая должна вдавливаться в форму, подается роботом в небольшие фиксаторы (не показаны) в передней форме 1. После этого форму закрывают, центральная часть 2a вдавливается в выемку 1a, и заготовка, остающаяся между ними, прессуется в контейнер с формой лотка. Фиг.2 показывает этап, на котором центральная часть 2a начинает образовывать заготовку после вдавливания в выемку 1a. Разъемная поверхность 2b, включая переднюю поверхность уплотнительного кольца 4, подается вперед под действием усилия привода 3, предпочтительно, под действием сжатого воздуха, и удерживает заготовку на ее краях между разъемной поверхностью 2b и соответствующей разъемной поверхностью 1b передней формы 1 на этапе прессования. Фиг.3 показывает месторасположение, в котором форма полностью закрыта и заготовка A запрессована для образования лотка таким образом, что его наружный край (верхний край боковых стенок лотка) совмещается с передней поверхностью уплотнительного кольца 4 или располагается с небольшим зазором перед ней. Последнее удерживающее усилие на края заготовки было оказано передней поверхностью уплотнительного кольца 4, обращенного к разъемной поверхности передней формы, которая окружает выемку 1a в передней форме.
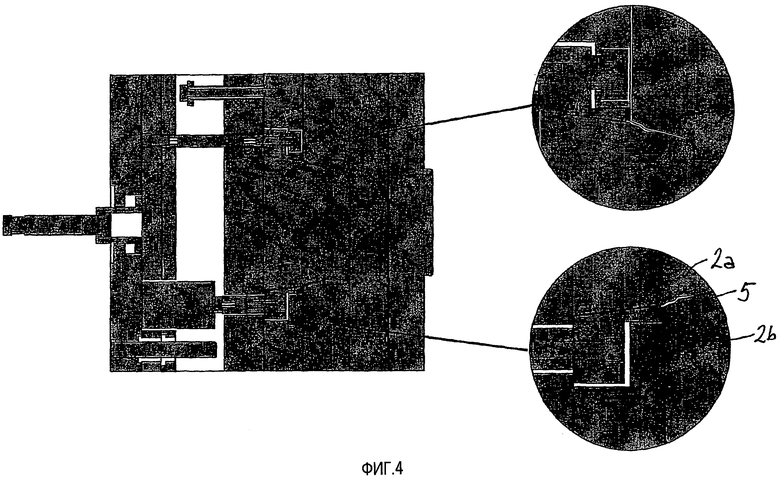
Фиг.4 показывает месторасположение, в котором форма все еще закрыта, но уплотнительное кольцо 4 переместилось на короткое расстояние назад от разъемной поверхности 1b передней формы 1, то есть по направлению к задней форме 2. Перемещение вызвано приводом, совершающим точное перемещение, например, посредством вытягивания выталкивающего стержня 6 при помощи выталкивающего электродвигателя. Таким образом, небольшая полость 5 формы остается между поверхностью, охватывающей выемку 1a в передней форме, внутренней поверхностью выталкивающей части, передней поверхностью уплотнительного кольца 4 и наружной поверхностью центральной части 2a, и эта полость соединена с наружным краем лотка и окружает лоток в форме кольца. Когда расплавленная пластмасса подается в эту полость формы, она образует фланцевую закраину, продолжающуюся наружу от боковых стенок лотка. Это месторасположение проиллюстрировано на подробных видах на фиг.4, которые показывают положение центральной части 2a, выталкивающей поверхности 2b, выталкивающей поверхности 1b передней формы и заготовки A, образованной в лоток, а также уплотнительного кольца 4 на этапе впрыска формовочного материала. В заднем положении уплотнительное кольцо 4 уплотнено на центральной части 2a благодаря их конической форме для обеспечения герметичности полости 5 формы. Канал для впрыска формовочного материала, предпочтительно, проходит через переднюю форму 1, и один канал, который открывается на разъемной поверхности 1b передней формы, в полости 5 формы показан пунктирной линией. Каналы для впрыска могут быть равномерно распределены вокруг полости 1a, например, в углах, если лоток, который должен быть отформован, имеет обычную прямоугольную форму.
Подробные виды на фиг.5 показывают, как боковые стенки лотка на их верхних частях согнуты наружу с острым изгибом относительно нижней части благодаря соответствующему конструктивному исполнению центральной части 2a и выемки 1a. В этой «точке зажима», образованной наружной поверхностью центральной части 2a и внутренней поверхностью выемки 1a, заготовка прижимается к внутренней стенке выемки 1a, в которой формовочный материал имеет доступ из полости 5 через наружный край заготовки, то есть верхний край готового лотка, также во внутреннюю часть лотка, где поверхность прикрепления закраины или фланца к материалу заготовки становится большой. Кроме того, верхний край заготовки находится немного ниже разъемной поверхности передней формы 1. Следует отметить, что все подробные виды в разрезе иллюстрируют месторасположение на периферии всей упаковки.
После отверждения расплавленной пластмассы в полости 5 форму можно открыть снова в открытое положение. В это время выталкивающая часть все еще находится в заднем положении. При проталкивании выталкивающей части выталкивающим стержнем 6 в переднее положение, она удаляет готовый контейнер T из задней формы 2, и одновременно уплотнительное кольцо 4 может перемещаться снова в переднее положение, то есть положение, показанное на фиг.1, снова устанавливается. Затем, робот вынимает готовый контейнер и подает новую заготовку A на его место, после чего рабочие стадии повторяются, как описано выше.
Для образования краевых фланцев с переменной толщиной можно изготовить уплотнительные кольца 4 разных размеров для одной формы, и эти уплотнительные кольца образуют полости формы разных размеров при нахождении в заднем положении.
Фиг.6 - вид в разрезе края готового контейнера T, выполненного посредством компрессионного формования и отливки, имеющего продолжающийся, по существу, горизонтально наружу фланец, образованный в соответствии с настоящим изобретением и прикрепленный к верхнему концу боковой стенки 7 контейнера T, а также к внутренней поверхности лотка на коротком расстоянии от верхнего конца. Формовочный материал, подаваемый в полость 5 и образующий фланец 8, может проходить внутрь лотка вплоть до образования острого изгиба 9 на этапе компрессионного формования. Поперечное сечение верхней части контейнера, показанного на фиг.6, также является, по существу, подобным поперечному сечению на фиг.6 на всей его периферии, принимая во внимание тот факт, что в контейнере, имеющем горизонтальную прямоугольную форму поперечного сечения с закругленными углами, фланец может проходить дальше от верхнего края боковых стенок на углах, чем вдоль прямых сторон.
Фиг.7 показывает готовую закрытую упаковку. Готовый контейнер T в виде лотка закрыт крышкой L таким образом, что крышка уплотнена на своей нижней поверхности с верхней поверхностью пластмассовой закраины 8, создавая упаковку, уплотненную на всех сторонах.
В качестве исходных материалов, используемых при изготовлении, можно использовать материалы, общеизвестные для упаковок в виде лотка и прессования пластмассы. В качестве заготовок A, из которых изготавливается картонная часть лотка, можно использовать покрытый (например, покрытый пластмассой на одной или обеих сторонах) или непокрытый картон. Способом покрытия картона является дисперсионное покрытие или экструзионное покрытие. Картон относится к волокнистому материалу, который может иметь переменную массу в граммах, является пригодным для упаковочных целей и может быть изготовлен посредством прессования. Покрытие картона, которое образует внутреннюю и/или наружную поверхность контейнера T, может, особенно ввиду использования для пищевых продуктов, состоять из известного защитного материала, который предотвращает утечку веществ из пищевого продукта наружу или прохождение веществ в пищевой продукт с наружной стороны упаковки. Следует отметить, что поскольку фланец 8 может быть выполнен из материала, отличного от покрытия картона, покрытие можно выбирать без учета его функции в качестве непроницаемого уплотняющего материала и/или материала, обеспечивающего повторное закрытие вместе с крышкой L упаковки, или упаковка может также быть непокрытой.
Пригодные формовочные материалы включают в себя различные термопластмассы, которые формуются из расплава. Другими словами, они могут подаваться в расплавленном состоянии в полость формы, в которой они отверждаются и прикрепляются непосредственно к картону или покрытию из пластмассы картона, образуя одновременно жесткий краевой фланец. Пригодные полимеры, на которых основаны эти пластмассы, включают в себя полиолефины, полиэфиры и полиамиды. Экологически чистые формовочные материалы включают в себя биодеградируемые пластмассы, например любые из нижеследующих: полиактид, биодеградируемый полиэфир, пластмасса на основе крахмала или полиоксиалканат, особенно, полиоксибутират. Таким образом, пригодность к переработке для повторного использования упаковки может быть повышена в целом, даже если она была выполнена частично посредством литьевого формования. Вышеупомянутые биодеградируемые пластмассы могут также использоваться в качестве материалов для покрытия картонной заготовки A.
Крышка может быть выполнена из любого материала. Крышка, предпочтительно, выполнена из картона, ее нижняя поверхность покрыта материалом, который совместим с материалом фланца L, например, для герметичного уплотнения крышки и/или для обеспечения возможности повторного закрытия. Крышкой также может быть пленка из пластмассы, содержащая один или более слоев и уплотняемая с верхней поверхностью фланца 8. Такая пленка может быть прозрачной, так что содержимое упаковки можно видеть, не открывая упаковку. Также возможно, чтобы крышка L независимо от своего материала, прикреплялась к фланцу 8 только механически.
Даже если вышеописанная упаковка особенно пригодна для герметичной упаковки пищевых продуктов, она также пригодна для продуктов, отличных от пищевых продуктов, и в этом случае, можно выбирать материал для формования фланца 8 с учетом факторов, отличных от воздухонепроницаемого укупоривания, необходимого для пищевого продукта.
Форма контейнера T может также отличаться от формы, описанной выше. Важным является то, что он может быть образован посредством компрессионного формования для получения формы, верхний край которой может быть выполнен посредством формования с закраиной, которая находится приблизительно в одной плоскости с ним. Например, в нижней части контейнера могут быть образованы отделения. Горизонтальное поперечное сечение контейнера не обязательно должно быть многоугольным, и оно может быть овальным или даже круглым.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ФОРМУЮЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2563761C2 |
| СПОСОБ ФОРМИРОВАНИЯ УПАКОВКИ, УПАКОВКА И ЗАГОТОВКА УПАКОВКИ | 2011 |
|
RU2583361C2 |
| ФОРМОВОЧНАЯ СИСТЕМА ДЛЯ ОБРАЗОВАНИЯ ОТДЕЛЕНИЙ В КОНТЕЙНЕРЕ НА ОСНОВЕ КАРТОНА | 2009 |
|
RU2499667C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЛОТКА ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2701824C2 |
| УПАКОВКА ДЛЯ ЯИЦ (варианты) | 2017 |
|
RU2653477C1 |
| ФОРМОВОЧНАЯ СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА НА ОСНОВЕ КАРТОНА | 2009 |
|
RU2497678C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА | 2009 |
|
RU2504470C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА | 2009 |
|
RU2507067C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЗАПОЛНЕНИЯ УПАКОВКИ И СООТВЕТСТВУЮЩАЯ УПАКОВКА | 2015 |
|
RU2709755C2 |
| УПАКОВКА ДЛЯ ЯИЦ | 2017 |
|
RU2679478C2 |





Согласно способу упаковка в форме контейнера образована из картонной заготовки (А), причем упаковка содержит нижнюю часть и боковые стенки (7), продолжающиеся вверх от нижней части. На заключительной стадии компрессионного формования контейнера выполняется продолжающаяся вбок закраина (8) из формовочного материала. Закраина отформована на верхней части боковых стенок (7), когда форма удерживается закрытой таким образом, что полость (5) формы, соответствующая закраине, образована посредством перемещения ее контрповерхности внутрь формы назад от поверхности, противоположной ей, после чего формовочный материал подается в полость (5) формы. Изобретение касается упаковки, изготовленной указанным способом. 2 н. и 6 з.п. ф-лы, 7 ил.
1. Способ образования упаковки, в котором упаковка с формой контейнера образована из картонной заготовки (А), причем упаковка содержит нижнюю часть и боковые стенки (7), продолжающиеся вверх от нижней части, отличающийся тем, что на верхней части боковых стенок (7) закраина (8) из формовочного материала, продолжающаяся вбок, отформована на заключительной стадии компрессионного формования, когда форма удерживается закрытой таким образом, что полость (5) формы, соответствующая закраине, образуется посредством перемещения контрповерхности внутрь формы назад от поверхности, противоположной ей, после чего формовочный материал подается в полость (5) формы.
2. Способ по п.1, отличающийся тем, что полость (5) формы образована посредством перемещения кольцевой части (4) удерживающей поверхности, которая окружает образующую выемку (1а) формы.
3. Способ по п.1, отличающийся тем, что расстояние перемещения контрповерхности назад составляет 0,4-2 мм.
4. Способ по любому из пп.1-3, отличающийся тем, что один и тот же формовочный материал также отформован на внутренней стороне боковых стенок (7) упаковки.
5. Способ по п.4, отличающийся тем, что при компрессионном формовании изгиб образован на боковой стенке (7), и этот изгиб расширяет верхнюю часть стенки наружу для направления формовочного материала из полости формы на внутреннюю сторону боковых стенок.
6. Способ по любому из пп.1-3, 5, отличающийся тем, что закраина (8) отформована полностью из формовочного материала непосредственно на верхнем крае боковых стенок (7) для ее прохождения вбок.
7. Способ по любому из пп.1-3, 5, отличающийся тем, что упаковка (Т) в форме контейнера закрыта крышкой (L) посредством прикрепления крышки (L) к закраине (8).
8. Упаковка, которая является контейнером (Т), образованным из картонной заготовки посредством компрессионного формования, таким как лоток, причем контейнер содержит нижнюю часть и боковые стенки (7), продолжающиеся от нижней части вверх, отличающаяся тем, что упаковка содержит закраину (8), состоящую из формовочного материала, соединяющуюся с верхним краем боковых стенок (7) под углом и продолжающуюся непосредственно вбок от них, причем закраина (8) отформована на заключительной стадии компрессионного формования, когда форма удерживается закрытой так, что полость (5) формы, соответствующая закраине, образуется посредством перемещения контрповерхности внутрь формы назад от поверхности, противоположной ей, после чего формовочный материал подается в полость (5) формы.
| RU 2003120083 A, 10.10.2004 | |||
| JP 08207924 A, 13.08.1996 | |||
| JP 0060058823 A, 05.04.1985 | |||
| US 2007267374 A1, 22.11.2007 | |||
| US 20040262322 A1, 30.12.2004. |

