Настоящее изобретение относится к производству изделия из волокнистого цемента, в частности, листов или панелей из волокнистого цемента, и таких изделий из волокнистого цемента, как листы из волокнистого цемента или панели из волокнистого цемента.
Изделия из волокнистого цемента, в частности, листы или панели, хорошо известны из уровня техники. Они обычно состоят из цемента, наполнителей, волокон, таких как технологические волокна, в случае применения способа Гачека, например, целлюлозные волокна, армирующие волокна, например, поливинилспиртовые (PVA) волокна, целлюлозные волокна, полипропиленовые (PP) волокна и другие, и добавок. Если изделия из волокнистого цемента подвергают отверждению на воздухе, также можно использовать наполнители, такие как известняк. Если изделие из волокнистого цемента подвергают отверждению в автоклаве, добавляют источник кремния, например, песок.
Конечные изделия хорошо известны как временные или постоянные строительные материалы, например, для покрытия или создания стен или крыш, такие как кровельная черепица или фасадные плиты и другое.
Недостатком таких изделий из волокнистого цемента, в частности, листов плит, при применении в качестве постоянной конструкции или строительных материалов, является риск появления высолообразования. Оно вызвано солями, которые обычно присутствуют в затвердевшем волокнисто-цементном материале. При соответствующих окружающих условиях, например, при наличии влажности, эти соли могут перемещаться на поверхность изделия из волокнистого цемента, где белые пятна становятся видимыми. Это явление, известное как высолообразование, не ухудшает механические свойства изделия из волокнистого цемента и не влияет на них, но выглядит как визуальный дефект. Прежде чем это явление высолообразования станет видимым пройдет длительный период времени, возможно месяцы.
Для уменьшения риска такого высолообразования изделие из волокнистого цемента обычно обеспечивают гидрофобным покрытием, которое делает поверхность изделия более гидрофобной. По этой причине проникновение воды, которое, по-видимому, необходимо соли для перемещения на поверхность, может быть снижено.
При попытке обеспечить изделие из волокнистого цемента более рыхлым, мягким, войлокообразным внешним видом, был найден неожиданный альтернативный способ снижения риска высолообразования.
Случайно было обнаружено, что изделия из волокнистого цемента, поверхность которых подвержена воздействию окружающих условий, подвергшиеся абразивоструйной обработке, имеют существенно пониженное высолообразование, видимое на поверхности, по сравнению с поверхностями, не подвергшимися абразивоструйной обработке. Даже при воздействии окружающих условий с повышенной влажностью, такое высолообразование было меньше и оставалось в значительной степени невидимым.
Это противоречит идее изобретения в предшествующем уровне техники, такой как описано в WO2009021253, где объяснялось, что выполненная поверхность соответствует идее WO2009021253, показывающей высолообразование при контакте с водой, таким образом, для предотвращения такого высолообразования было необходимо нанесение покрытия.
Такое снижение или предотвращение видимого высолообразования было даже больше в том случае, когда изделие из волокнистого цемента, такое как лист или панель из волокнистого цемента, подвергался абразивоструйной обработке после того, как влажность затвердевшего листа из волокнистого цемента с помощью сушки была доведена до значения менее чем 8 вес. % или равна ему. Риск визуальных дефектов из-за высолообразования был даже еще более значительно снижен, если не предотвращен.
Визуальный эффект высолообразования может быть скрыт не только за счет довольно рыхлого внешнего вида изделия из волокнистого цемента, но и было обнаружено, что способность соли перемещаться на поверхность изделия из волокнистого цемента, проявляется меньше или даже не проявляется вообще.
Полученное изделие из волокнистого цемента было обеспечено рыхлым, мягким, войлокообразным внешним видом, который не может быть получен при любой другой обработке. Применение гидрофобных добавок в растворе волокнистого цемента, применение гидрофобного покрытия или агента на поверхности затвердевшего листа из волокнистого цемента, или обеспечение просвечивающего прозрачного покрытия, все известные способы уменьшения или устранения высолообразования можно исключить.
Согласно первому аспекту настоящего изобретения предложен способ изготовления изделия из волокнистого цемента, включающий этапы:
• получения незатвердевшего изделия из волокнистого цемента;
• отверждения незатвердевшего изделия из волокнистого цемента;
• сушки затвердевшего изделия из волокнистого цемента для получения влажности затвердевшего изделия из волокнистого цемента, меньшей или равной приблизительно 8 вес. %;
• абразивоструйной обработки по меньшей мере части поверхности высушенного изделия из волокнистого цемента.
Авторами настоящего изобретения было обнаружено, что суть способов настоящего изобретения лежит в сочетании этапа сушки изделия из волокнистого цемента до влажности по меньшей мере ниже приблизительно 8% с последующим этапом (по меньшей мере, частично) абразивоструйной обработки изделий из волокнистого цемента. Действительно, авторы настоящего изобретения обнаружили, что такое сочетание этапов имеет важное значение для достижения эффекта предотвращения каких-либо видимых дефектов в изделиях, вызванных высолообразованием. Экспериментальные данные показали, что при применении только этапа абразивоструйной обработки изделий из волокнистого цемента, не высушивая их сначала, эффект менее выражен (т.е. видимые дефекты были уменьшены до определенной степени, но полностью избежать их не удалось).
Тогда как в предшествующем уровне техники уже раскрыты способы абразивоструйной обработки цемента или бетона для удаления уже присутствующих дефектов высолообразования, проблему снижения или предотвращения (происходящих позже) видимых дефектов, вызванных высолообразованием, никогда не затрагивали прежде, не говоря уже о решении путем сочетания этапа сушки до влажности ниже приблизительно 8% с этапом абразивоструйной обработки.
В определенных вариантах осуществления способов согласно настоящему изобретению этап сушки изделия из волокнистого цемента проводят до тех пор, пока не будет достигнута влажность ниже приблизительно 7 вес. % изделия из волокнистого цемента. В определенных вариантах осуществления способов согласно настоящему изобретению этап сушки изделия из волокнистого цемента проводят до тех пор, пока не будет достигнута влажность ниже приблизительно 6 вес. % изделия из волокнистого цемента. В других определенных вариантах осуществления способов согласно настоящему изобретению этап сушки изделия из волокнистого цемента проводят до тех пор, пока не будет достигнута влажность ниже приблизительно 6 вес. % изделия из волокнистого цемента. В других определенных вариантах осуществления способов согласно настоящему изобретению этап сушки изделия из волокнистого цемента проводят до тех пор, пока не будет достигнута влажность от приблизительно 4 вес. % до приблизительно 6 вес. % изделия из волокнистого цемента, такая как влажность от приблизительно 4 вес. % до приблизительно 5 вес. %, такая как влажность приблизительно 4 вес. %, приблизительно 5 вес. % или приблизительно 6 вес. %.
Абразивоструйная обработка в контексте настоящего изобретения представляет собой истирание поверхности путем принудительного приведения в движение потока абразивного материала или потока абразивных частиц по обрабатываемой поверхности под высоким давлением. Такими абразивными частицами могут быть минеральные частицы (кроме прочего, например, песок, гранат, сульфат магния, кизерит, …), природные или органические частицы (кроме прочего, такие как измельченная скорлупа орехов или косточки плодов, …), синтетические частицы (кроме прочего, такие как кукурузный крахмал или пшеничный крахмал и другое, бикарбонат натрия, сухой лед и другое, купершлак, никельшлак, или угольный шлак, электрокорунд или корунд, карбид кремния или карборунд, стеклянные шарики, керамические гранулы/дробь, пластиковый абразив, стеклянная дробь и другое) металлическая дробь (кроме прочего, такая как стальные гранулы, стальная дробь, гранулы из нержавеющей стали, дробь из нержавеющей стали, гранулы корунда, дробь корунда, рубленая проволока, медные гранулы, алюминиевые гранулы, цинковые гранулы и любое их сочетание.
В определенных вариантах осуществления абразивный материал представляет собой дробь из нержавеющей стали, кроме прочего, такую как GRITTAL® коррозионностойкая дробь из высокохромистого чугуна. В таких вариантах осуществления, частицы коррозионностойкой дроби GRITTAL® из высокохромистого чугуна имеют длину от приблизительно 0,09 мм до приблизительно 3,5 мм.
В других определенных вариантах осуществления абразивный материал представляет собой дробь из нержавеющей стали с микроструктурой, содержащей мартенситную нержавеющую сталь, факультативно с карбидами хрома. В таких вариантах осуществления частицы мартенситной нержавеющей стали имеют длину в диапазоне от приблизительно 0,09 мм до приблизительно 3,5 мм.
В определенных вариантах осуществления абразивный материал представляет собой частицы гранул из нержавеющей стали с диаметром от приблизительно 0,09 мм до приблизительно 3,5 мм.
В других определенных вариантах осуществления абразивный материал представляет собой гранулы CHRONITAL® из нержавеющей стали. В таких вариантах осуществления частицы гранул CHRONITAL® из нержавеющей стали имеют длину от приблизительно 0,09 мм до приблизительно 3,5 мм.
В соответствии с другим определенным вариантом осуществления настоящего изобретения абразивоструйная обработка представляет собой абразивную дробеструйную обработку, выполняемую с использованием, например, дробеметной турбины, которая толкает поток быстрых частиц, таких как металлические частицы, по отношению к обрабатываемой поверхности с использованием центробежной силы.
В другом определенном варианте осуществления абразивоструйная обработка представляет собой абразивную дробеструйную обработку, выполняемую с использованием дробеметной турбины Turbostrahler® (Konrad Rump, Oberflächentechnik GMBH & Co, Salzkotten, Германия).
В еще одном определенном варианте осуществления абразивоструйная обработка представляет собой абразивную дробеструйную обработку, выполняемую с использованием дробеметной турбины Turbostrahler® типа R320 (Konrad Rump, Oberflächentechnik GMBH & Co, Salzkotten, Германия).
В соответствии с одним определенным вариантом осуществления настоящего изобретения абразивоструйная обработка представляет собой пескоструйную обработку, выполняемую с использованием пескоструйной машины, которая толкает поток быстрых калиброванных частиц песка по отношению к обрабатываемой поверхности с использованием газа под давлением.
В других определенных вариантах осуществления абразивоструйная обработка представляет собой пескоструйную обработку, и калиброванные частицы песка представляют собой частицы, содержащие песок.
В других определенных вариантах осуществления абразивоструйная обработка представляет собой пескоструйную обработку, и газ под давлением представляет собой сжатый воздух.
Согласно некоторым вариантам осуществления изобретения, изделие может представлять собой лист из волокнистого цемента.
Лист, также именуемый тут как панель или плита, следует понимать как плоский, обычно прямоугольный элемент, панель из волокнистого цемента или лист из волокнистого цемента, изготовленные из волокнисто-цементного материала. Панель или лист состоит из двух основных граней или поверхностей, являясь поверхностями с самой большой площадью поверхности. Лист может быть использован для обеспечения наружной поверхности к стенкам, как внутренним, так и внешним, здания или сооружения, например, в качестве фасадной плиты, сайдинга и т.д.
Согласно некоторым вариантам осуществления изобретения поверхности с самой большой площадью поверхности листа могут быть абразивоструйно обработаны.
Согласно некоторым вариантам осуществления настоящего изобретения изделие может быть абразивоструйно обработан с применением металлической дроби, корунда, карборунда или сочетания обоих.
Более предпочтительно, металлическая дробь представляет собой стальную дробь, наиболее предпочтительно дробь из нержавеющей стали, такую как дробь из аустенитной нержавеющей стали, например, дробь из хромоникелевой нержавеющей стали или дробь из мартенситной нержавеющей стали, содержащей сплав нержавеющей хромоникелевой стали, который содержит карбиды хрома.
Предпочтительным является применение смеси металлической дроби и корунда.
В случае с металлической дробью, эта дробь может содержать, даже состоять из сферических металлических частиц, или может представлять собой дробленые металлические предметы с шероховатой поверхностью и пространственной структурой.
Этап отверждения сырого листа из волокнистого цемента предпочтительно представляет собой отверждение на воздухе, хотя может быть использовано и отверждение в автоклаве.
Согласно некоторым вариантам осуществления изобретения, изделие из волокнистого цемента может представлять собой изделие из затвердевшего волокнистого цемента.
Согласно некоторым вариантам осуществления изобретения, незатвердевшее изделие из волокнистого цемента может быть получено с использованием способа Гачека.
Изделия из волокнистого цемента хорошо известны из уровня техники. В контексте настоящего изобретения изделия из волокнистого цемента следует понимать как цементные изделия, содержащие цемент и синтетические или природные органические волокна. Изделия из волокнистого цемента изготовлены из раствора волокнистого цемента, который образован в так называемом сыром изделии из волокнистого цемента, и отвержден.
В зависимости от степени применения процесса отверждения, раствор волокнистого цемента, как правило, содержит воду, технологические или армирующие волокна, при этом и те, и другие могут быть природными органическими волокнами (как правило, целлюлозными волокнами) или синтетическими органическими волокнами (поливинилспиртовыми, полиакрилонитрильными, полипропиленовыми, полиамидными, полиэфирными, поликарбонатными, полиэтиленовыми и т.п.), цемент, например, портландцемент, известняк, мел, негашеную известь, гашеную или гидратированную известь, грунтовый песок, порошок из кварцевого песка, кварцевый порошок, аморфный кремнезем, конденсированный микрокремнезем, микрокремнезем, каолин, метакаолин, волластонит, слюду, перлит, вермикулит, гидроксид алюминия (ATH), пигменты, пеногасители, флокулянты и другие добавки. Факультативно добавляют цветные добавки (например, пигменты), чтобы получить изделие из волокнистого цемента, так называемое окрашенное в массе.
Сырое изделие из волокнистого цемента твердеет, обычно путем отверждения на воздухе (изделия из волокнистого цемента, отвержденные на воздухе) или под давлением в присутствии пара и повышенной температуры (отвержденные в автоклаве). Для изделий, отвержденных в автоклаве, в раствор волокнистого цемента обычно добавляют песок. Отверждение в автоклаве обычно приводит к присутствию 11,3 Å (ангстрем) тоберморита в изделии из волокнистого цемента.
Изделия из волокнистого цемента, такие как плиты из волокнистого цемента или листы из волокнистого цемента или панели из волокнистого цемента, обычно изготавливают с применением хорошо известного способа Гачека, способа получения листов непосредственно в процессе формирования или способа Маньяни или их сочетания.
Изделие из волокнистого цемента, будь то панель, лист или плита, может быть получено сначала путем предоставления сырого изделия из волокнистого цемента, будь то панель, лист или плита, которая подвергается сжатию, перед отверждением, т.е. с помощью отверждения на воздухе или отверждения в автоклаве.
«Сырая» доска из волокнистого цемента, изготовленная способом Гачека, может быть подвергнута сначала предварительному затвердеванию на воздухе, после чего предварительно затвердевшую доску дополнительно подвергают затвердеванию на воздухе, пока она не достигнет окончательной прочности, или подвергают затвердеванию в автоклаве с использованием давления и пара, чтобы окончательно придать доске характерные свойства.
После отверждения изделие из волокнистого цемента, будь то панель, лист или плита, может по-прежнему содержать значительную массовую долю воды, присутствующую в качестве влажности. Она может составлять до 10, даже 15 вес. %, выраженных по весу сухого изделия. Вес сухого изделия определяется как вес изделия, когда изделие подвергают сушке при температуре от приблизительно 70°С до 105°С в вентилируемой печи, до тех пор, пока не будет получен постоянный вес.
Прежде чем подвергнуть изделие абразивоструйной обработке, изделие из волокнистого цемента высушивают. Такую сушку проводят предпочтительно на воздухе и заканчивают, когда вес. % влажности изделия из волокнистого цемента будет меньше или равен приблизительно 8 вес. %, меньше или равен приблизительно 6 вес. %, выраженных по весу сухого изделия, и наиболее предпочтительно от приблизительно 4 вес. % до приблизительно 6 вес. %, включительно.
В определенных вариантах осуществления способов настоящего изобретения этап сушки изделия из волокнистого цемента проводят до тех пор, пока не будет достигнута влажность, которая ниже или равна приблизительно 7 вес. % изделия из волокнистого цемента. В других определенных вариантах осуществления способов настоящего изобретения этап сушки изделия из волокнистого цемента проводят до тех пор, пока не будет достигнута влажность, которая ниже или равна приблизительно 6 вес. % изделия из волокнистого цемента. В других определенных вариантах осуществления способов настоящего изобретения этап сушки изделия из волокнистого цемента проводят до тех пор, пока не будет достигнута влажность от приблизительно 4 вес. % до приблизительно 8 вес. % изделия из волокнистого цемента, такая как влажность от приблизительно 4 вес. % до приблизительно 7 вес. %, такая как влажность от приблизительно 4 вес. % до приблизительно 6 вес. %, такая как влажность от приблизительно 4 вес. % до приблизительно 5 вес. %, такая как влажность приблизительно 4 вес. % или влажность приблизительно 5 вес. %.
В случае, когда изделием из волокнистого цемента является панель, лист или плита, по меньшей мере одна из основных поверхностей подлежит абразивоструйной обработке, но факультативно обе его поверхности могут быть абразивоструйно обработаны.
Предпочтительно изделие из волокнистого цемента представляет собой лист из волокнистого цемента. Плотность листов может варьироваться от приблизительно 0,5 кг/дм³ до приблизительно 2,2 кг/дм³, как, например, от приблизительно 0,6 кг/дм³ до приблизительно 2,0 кг/дм³. Более предпочтительно, листы имеют плотность, превышающую или равную приблизительно 1,7 кг/дм³.
Панели из волокнистого цемента или листы, или плиты могут предпочтительно иметь толщину до 45мм. Стандартными свойствами является толщина листа, которая может варьироваться от 4 мм до 20 мм, как, например, от приблизительно 7,0 мм до приблизительно 13,0 мм. Изделие из волокнистого цемента, будь то панель, лист или плита согласно настоящему изобретению может иметь высоту обычно до 4 м и ширину обычно до приблизительно 1,5 м. Высота изделия из волокнистого цемента, будь то панель, лист или плита может предпочтительно находиться в диапазоне приблизительно от 1,5 м до приблизительно 4 м, наиболее предпочтительно в диапазоне от приблизительно 2 м до приблизительно 4 м, например, в диапазоне приблизительно от 2,5 м до приблизительно 3,7 м, например, приблизительно 2,5 м, приблизительно 2,6 м, приблизительно 2,7 м, приблизительно 2,8 м, приблизительно 2,9 м, приблизительно 3,0 м, приблизительно 3,1 м, приблизительно 3,2 м, приблизительно 3,3 м, приблизительно 3,4 м, приблизительно 3,5 м, приблизительно 3,6 м и приблизительно 3,7 м. Ширина изделия из волокнистого цемента будь то панель, лист или плита может предпочтительно находиться в диапазоне приблизительно от 0,6 м до приблизительно 1,75 м, наиболее предпочтительно в диапазоне приблизительно от 0,6 м до приблизительно 1,5 м, например, в диапазоне приблизительно от 0,75 м до приблизительно 1,5 м, например, приблизительно 1,0 м, приблизительно 1,1 м, приблизительно 1,2 м, приблизительно 1,3 м, приблизительно 1,4 м или приблизительно 1,5 м.
Предпочтительно изделие из волокнистого цемента представляет собой плиту или лист из волокнистого цемента с двумя по существу плоскими поверхностями.
Благодаря абразивоструйной обработке обработанная поверхность или поверхности демонстрируют шероховатость.
Факультативно, абразивоструйно обработанная поверхность может быть обработана гидрофобным средством, чтобы дополнительно увеличить гидрофобность поверхности.
Согласно второму аспекту настоящего изобретения предоставляется изделие из волокнистого цемента, при этом изделие получено с использованием способа согласно первому аспекту настоящего изобретения.
Такое изделие из волокнистого цемента, предпочтительно лист или панель, может быть применено, в частности, в виде временного или постоянного элемента конструкции здания, например, для создания и/или покрытия стен, обычно наружных стен и крыш, например, как черепица или шифер. Полученное изделие из волокнистого цемента имеет рыхлый, мягкий, войлокообразный внешний вид, который не получают при любой другой обработке.
Согласно третьему аспекту настоящего изобретения изделие из волокнистого цемента, имеющее по меньшей мере одну по меньшей мере частично абразивоструйно обработанную цементную поверхность, применяют в качестве покрытия строительной конструкции.
Согласно некоторым вариантам осуществления изделие из волокнистого цемента, полученное с использованием способа согласно первому аспекту настоящего изобретения, и/или изделие из волокнистого цемента согласно второму аспекту настоящего изобретения может быть применено в качестве покрытия конструкции здания.
По меньшей мере частично абразивоструйно обработанная цементная поверхность не покрыта никаким материалом. В таком качестве частично абразивоструйно обработанная поверхность является цементной, поскольку некоторое количество цементного материала присутствует на наружной стороне поверхности.
Такая по меньшей мере частично абразивоструйно обработанная цементная поверхность обеспечивает фасад конструкции здания, подверженной окружающим условиям, предпочтительно наружным окружающим условиям.
В независимых и зависимых пунктах формулы изобретения изложены конкретные и предпочтительные признаки изобретения. Признаки из зависимых пунктов формулы изобретения могут быть объединены с признаками независимых или других зависимых пунктов формулы изобретения, и/или с признаками, изложенными в описании выше и/или ниже соответственно.
Приведенные выше и другие характеристики, признаки и преимущества настоящего изобретения станут очевидными из последующего подробного описания, которое иллюстрирует, в качестве примера, принципы настоящего изобретения. Это описание дано исключительно для примера, без ограничения объема настоящего изобретения.
Настоящее изобретение будет описано с учетом конкретных вариантов осуществления.
Следует отметить, что термин «содержащий», используемый в формуле изобретения, не следует рассматривать как ограниченный средствами, перечисленными далее; он не исключает другие элементы или этапы. Таким образом, это следует рассматривать как определение присутствия указанных элементов, этапов или компонентов, согласно изложенного, но без исключения присутствия или добавления одного или более других признаков, этапов или компонентов или их групп. Таким образом, объем выражения «устройство, содержащее средства А и В», не должно ограничиваться устройствами, состоящими только из компонентов А и В. Это означает, что в отношении настоящего изобретения, только соответствующие компоненты устройства являются А и B.
В данном описании выполнены ссылки на «один вариант осуществления» или «вариант осуществления». Такие ссылки свидетельствуют о том, что конкретный признак, описанный в связи с вариантом осуществления, включен по меньшей мере в один из вариантов осуществления настоящего изобретения. Поэтому появление фразы «в одном варианте осуществления изобретения» или «в варианте осуществления изобретения» в различных местах данного описания может, но необязательно, относиться к одному и тому же варианту осуществления изобретения. Кроме того, конкретные особенности или характеристики могут быть объединены любым подходящим образом в одном или нескольких вариантах осуществления, как будет очевидно специалисту с обычной квалификацией в данной области.
Как используется в данном документе, формы единственного числа включают ссылочные объекты как в единственном, так и во множественном числе, если содержание в явном виде не предписывает иного.
Термины «содержащий», «содержит» и «состоит из», используемые в настоящем документе, являются синонимами к терминам «включая», «включает» или «имеющий», «имеет», и являются заключающими в себе и не ограниченными, и не исключают дополнительные, неперечисленные члены, элементы или этапы способа.
Приведение числовых диапазонов с помощью конечных точек включает все числа и дробные числа, входящие в пределы соответствующих диапазонов, а также перечисленные конечные точки.
Термин «приблизительно», используемый здесь при ссылке на измеряемое значение, такое как параметр, количество, временная продолжительность и т.п., предназначен для охвата вариации +/-10% или менее, предпочтительно +/-5% или менее, более предпочтительно +/-1% или менее, а еще более предпочтительно +/-0,1% или менее, и от указанного значения, поскольку такие вариации подходят для выполнения в описанном изобретении. Следует понимать, что значение, к которому относится определение «приблизительно» само по себе также конкретно, и предпочтительно, раскрыто.
Когда в данном документе делается ссылка на содержание воды или влажность изделия, выраженную в вес. %, эта цифра относится к разнице в весе, выраженной в процентах к сухому весу, при этом указанная разница является разницей между весом отобранного изделия и весом сухого изделия, определяемого как вес изделия, когда изделие подвергают сушке при температуре от приблизительно 70°С до приблизительно 105°C в вентилируемой печи, до тех пор, пока не будет получен постоянный вес.
Краткое описание графических материалов
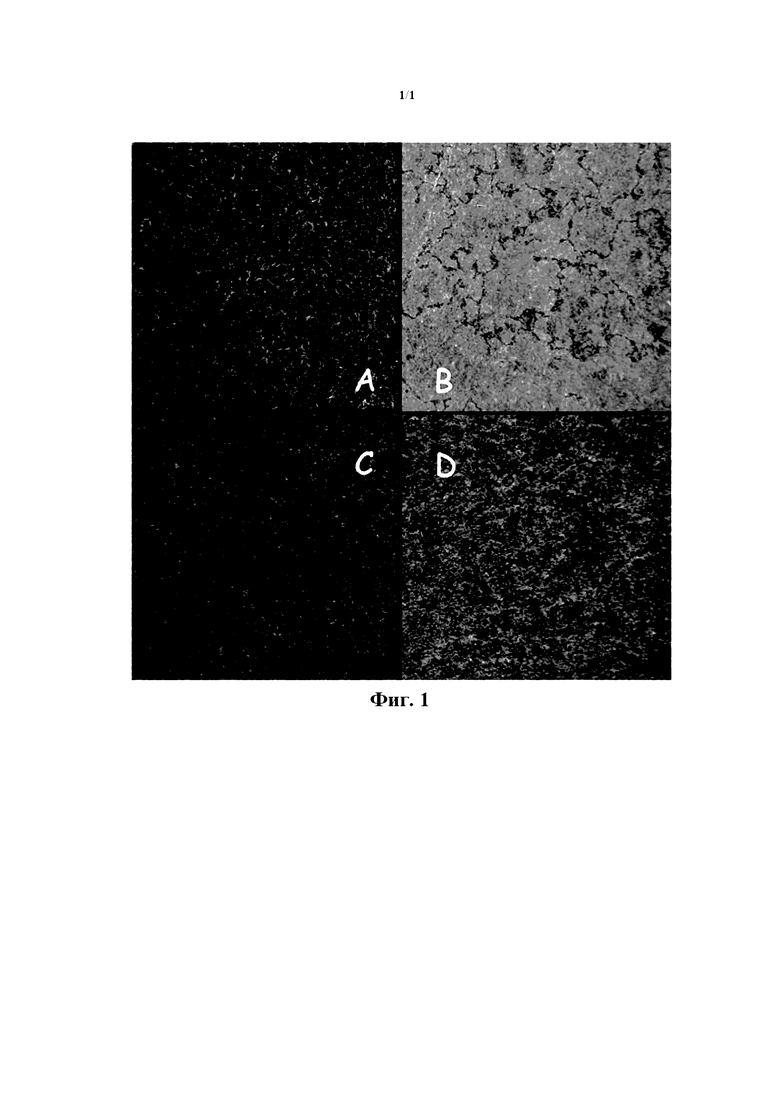
На фиг. 1 показан лист в соответствии с настоящим изобретением, до и после того, как его подвергают так называемому испытанию на конденсирование, и сравнительный лист в соответствии с предшествующим уровнем техники, до и после того, как его подвергают так называемому испытанию на конденсирование.
ОПИСАНИЕ ИЛЛЮСТРАТИВНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
В первом варианте осуществления описаны лист, плита или панель из волокнистого цемента, которые получены с помощью способа Гачека.
Предоставляют раствор волокнистого цемента, который включает в себя наряду с водой
· Цемент (типа портландцемент) в количестве приблизительно от 80 до 90 вес. %;
· Целлюлозные волокна в количестве от приблизительно 1,5 до 5 вес. %;
· Синтетические волокна (такие как, например, PVA, PE, PP и тому подобное) в количестве приблизительно от 1,5 до 5 вес. %;
· Дополнительные добавки, такие как пигменты, пеногасители, флокулянты, наполнители, активные наполнители, содержащие источники кремния и другие добавки.
Вес. % выражают процентное содержание компонента по сухому весу раствора, т.е. вес всех компонентов без воды.
Такой раствор преобразуют в сырой лист волокнистого цемента с помощью способа Гачека.
Такой сырой лист подвергают этапу прессования, сжимая его до толщины приблизительно 8 мм с плотностью приблизительно 1,75 кг/м³. Размеры сырого листа составляют приблизительно 3,1 м на приблизительно 1,3 м.
В качестве альтернативы, сырой лист с аналогичными размерами и плотностью выполнен с толщиной приблизительно 12 мм.
Как правило, сырые листы с плотностью от приблизительно 1,5 до приблизительно 1,8 кг/м³ могут быть обеспечены толщиной от приблизительно 7 мм до приблизительно 13 мм.
Сырые листы отверждаются на воздухе, за счет того, что цемент твердеет в условиях окружающей среды в течение приблизительно 3 недель.
После отверждения на воздухе, листы имеют содержание воды (или влажности) приблизительно 10 вес. %, при использовании вентилируемой печи листы высушивают до влажности от 4 до 6 вес. % при повышенной температуре (обычно выше 70°С и ниже 105°C).
Затвердевшее и высушенное изделие подвергают абразивоструйной обработке на одной из основных поверхностей. При абразивоструйной обработке используется колотая дробь из мартенситной нержавеющей стали типа «Grittal GM» (получаемая у компании Vulkan в Онтарио, Канада). Листы удерживались наклоненными к вертикали, чтобы позволить удаление абразивного материала с поверхности под действием силы тяжести. Абразивоструйная обработка, используемая в настоящем примере, может быть выполнена с помощью пескоструйной обработки или абразивной дробеструйной обработки. В случае пескоструйной обработки, используются частицы с размерами песчинок, такие как частицы песка, но не ограничиваясь только ими.
Такие абразивоструйно обработанные листы волокнистого цемента без последующей обработки были подвергнуты испытанию на долговечность, путем наружного воздействия на листы климатологическими элементами в Европе, т.е. дождем, ветром, солнечным светом, морозом и т.д., в течение нескольких месяцев, в том числе зимой. Никаких видимых дефектов вследствие высолообразования не отмечено.
То же самое изделие было подвергнуто испытанию на конденсирование, имитируя влажные суровые погодные условия. Лист-образец 19 на 7 см крепят на держателе (образец удерживается за края) и держат над ванной с деминерализованной водой при 60°С в течение 16 ч, абразивоструйно обработанная поверхность ориентирована на воду и находится на расстоянии 25 см от поверхности этой воды. Данное оборудование расположено в закрытом шкафу, таким образом, что водяной пар не может выйти в окружающую среду. Спустя 16 ч лист высушен до окружающих условий.
На фиг. 1, показана абразивоструйно обработанная поверхность до и после этого испытания на конденсирование. Образец С на фиг. 1 является абразивоструйно обработанной поверхностью перед испытанием, а образец D – это тот же самый образец после этого испытания на конденсирование.
Виден несколько выбеленный внешний вид поверхности. Такое незначительное изменение в цвете вероятно вызвано высолообразованием, однако влияний, препятствующих высолообразованию не обнаружено.
На фиг. 1 для примера показана необработанная поверхность до и после этого испытания на конденсирование. Образец А на фиг. 1 является эталонной поверхностью перед испытанием, а образец В это тот же самый образец после этого испытания на конденсирование.
Видна сильно выбеленная поверхность в образце В, выбеливание разбито на островки. Такое выбеливание происходит из-за высолообразования поверхности.
Следует понимать, что хотя предпочтительные варианты осуществления и/или материалы были рассмотрены для обеспечения вариантов осуществления согласно настоящему изобретению, при этом могут быть сделаны различные модификации или изменения, не отступая от объема и сущности настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗДЕЛИЯ ИЗ ФИБРОЦЕМЕНТА С ПОКРЫТИЕМ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2762053C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ ОТВЕРЖДЕННЫХ НА ВОЗДУХЕ ФИБРОЦЕМЕНТНЫХ ПРОДУКТОВ | 2017 |
|
RU2753546C2 |
| КАРБОНИЗАЦИЯ ФИБРОЦЕМЕНТНЫХ ИЗДЕЛИЙ | 2019 |
|
RU2772284C1 |
| ФИБРОЦЕМЕНТНЫЕ ИЗДЕЛИЯ ДЛЯ НАСТИЛА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2754409C2 |
| СТРУЙНАЯ ПЕЧАТЬ НА ИЗДЕЛИЯХ ИЗ ФИБРОЦЕМЕНТА | 2016 |
|
RU2729289C2 |
| ФИБРОЦЕМЕНТНЫЕ ИЗДЕЛИЯ ДЛЯ НАПОЛЬНОГО ПОКРЫТИЯ И СПОСОБЫ ИХ ПРОИЗВОДСТВА | 2018 |
|
RU2754745C2 |
| ОКРАШЕННЫЕ ФИБРОЦЕМЕНТНЫЕ ИЗДЕЛИЯ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2016 |
|
RU2719448C2 |
| ФИБРОЦЕМЕНТНЫЕ ИЗДЕЛИЯ СВЕТЛОГО ОТТЕНКА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2749259C2 |
| ЦВЕТНЫЕ ФИБРОЦЕМЕНТНЫЕ ИЗДЕЛИЯ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2018 |
|
RU2762871C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ИЗДЕЛИЯ | 2015 |
|
RU2697451C2 |
Группа изобретений относится к производству изделия из волокнистого цемента, в частности листов или панелей из волокнистого цемента, и таких изделий из волокнистого цемента, как листы из волокнистого цемента или панели из волокнистого цемента. Способ включает получение незатвердевшего изделия из волокнистого цемента, отверждение указанного незатвердевшего изделия из волокнистого цемента. Сушат указанное затвердевшее изделие для получения влажности указанного затвердевшего изделия из волокнистого цемента, которая меньше или равна приблизительно 8 вес.%. Осуществляют абразивоструйную обработку по меньшей мере части поверхности указанного высушенного изделия из волокнистого цемента. При этом изделие из волокнистого цемента применяют в качестве покрытия строительной конструкции. Техническим результатом является снижение высолообразования. 3 н. и 5 з.п. ф-лы, 1 ил.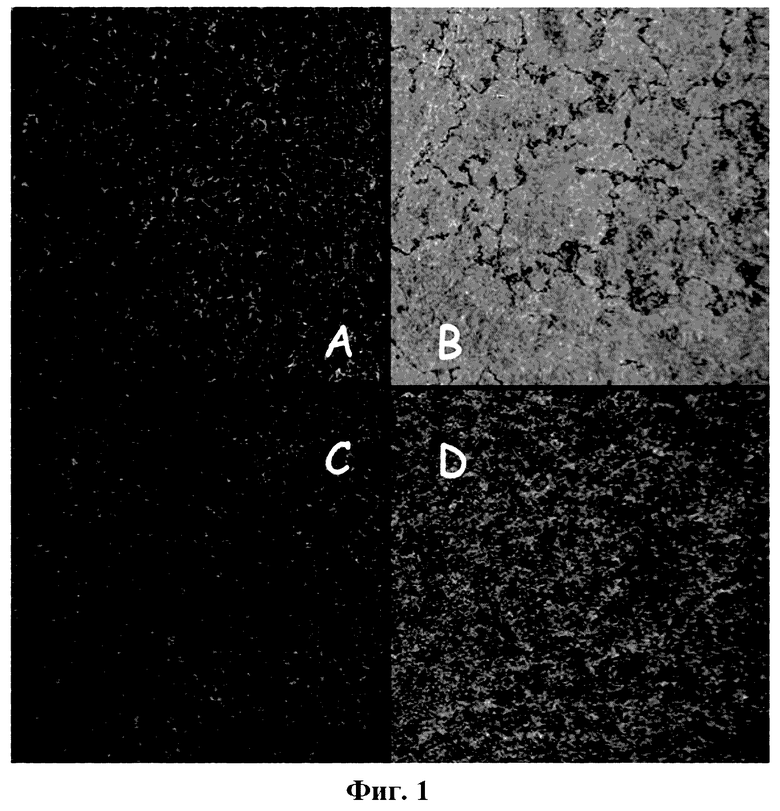
1. Способ изготовления изделия из волокнистого цемента, включающий этапы:
получения незатвердевшего изделия из волокнистого цемента; отверждения указанного незатвердевшего изделия из волокнистого цемента;
сушки указанного затвердевшего изделия из волокнистого цемента для получения влажности указанного затвердевшего изделия из волокнистого цемента, которая меньше или равна приблизительно 8 вес.%;
абразивоструйной обработки по меньшей мере части поверхности указанного высушенного изделия из волокнистого цемента.
2. Способ по п. 1, отличающийся тем, что указанное изделие представляет собой лист из волокнистого цемента.
3. Способ по п. 2, отличающийся тем, что поверхности с наибольшей площадью поверхности указанного листа подвергают абразивоструйной обработке.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что указанное изделие подвергают абразивоструйной обработке с применением металлической дроби, корунда, карборунда или их комбинации.
5. Способ по любому из пп. 1-3, отличающийся тем, что указанное изделие из волокнистого цемента представляет собой затвердевшее на воздухе изделие из волокнистого цемента.
6. Способ по любому из пп. 1-3, отличающийся тем, что указанное незатвердевшее изделие из волокнистого цемента получают с применением способа Гачека.
7. Изделие из волокнистого цемента, полученное с использованием способа по одному из предыдущих пунктов.
8. Применение изделия из волокнистого цемента, полученного с применением способа по любому из пп. 1-6, в качестве покрытия строительной конструкции.
| US 3616103 А, 26.10.1971 | |||
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОРАЗМЕРНЫХ ЦЕМЕНТНО-ВОЛОКНИСТЫХ ПЛИТ | 2003 |
|
RU2250821C2 |
| DE 102008020544 А1, 03.12.2009 | |||
| DE 3546363 А1, 02.07.1987 | |||
| ПАТРОН К ТОКАРНОМУ СТАНКУ". "--;•" г' : ~. -,•• .г" J г А -*; ^!,^,,i:-^ - C^.'.ll^ | 0 |
|
SU327004A1 |

