ВВЕДЕНИЕ
Настоящее изобретение относится к способу формирования упрочненного пакета стрингера аэрокосмического изделия, в частности, но не исключительно, к упрочненной панели стрингера, изготавливаемой этим способом, и к пресс-форме, используемой при ее производстве.
УРОВЕНЬ ТЕХНИКИ
Авиационные изделия построены с использованием стрингеров (также известных как элементы жесткости), чтобы увеличить сопротивление этих изделий к нагрузкам, в частности, к изгибающим нагрузкам. Стрингеры часто соединены с крылом или обшивкой фюзеляжа и, как правило, простираются в направлении по размаху крыла вдоль внутренней поверхности крыла или вдоль длины фюзеляжа. Стрингеры могут быть выполнены в виде множества различных форм поперечного сечения и размеров, включая, но не ограничиваясь этим, с поперечным сечением в виде двутавра и/или корытообразного поперечного сечения. Корытообразный стрингер также называется омега стрингером. Корытообразный или омега стрингер содержит две боковые части, которые присоединены к панели, от которых расходятся два ребра жесткости, которые идут вверх от боковых частей, причем ребра жесткости соединены полкой, которая в сочетании с ребрами жесткости и панелью образует трапециевидное поперечное сечение.
Композитные материалы широко используются в авиационно-космической промышленности из-за их относительно легкого веса и благоприятных физических свойств. Одна такая категория композитов, используемых в производстве самолетов, является препрегами. Препрег является аббревиатурой "предварительно пропитанный", которая относится к волокнистым армирующим, обычно к ткани из углеродного волокна, которая сочетается с матричным материалом, таким как эпоксидная смола, с образованием пропитанного волокна ткани, которая при ее использовании выкладывается в пресс-форму и отверждается с образованием композитного изделия.
Производство препрегов для авиационных деталей, как правило, требует выкладки для отверждения в автоклаве.
Большая разница давления в автоклаве снижает степень пористости конечного отвержденного изделия. Это необходимо потому, что поры в композите могут выступать в качестве концентраторов напряжений и точек инициации для распространения трещин. Кроме того, автоклавы являются дорогостоящими, а также накладывают ограничения на размеры производимых изделий. Таким образом, предпочтительнее производить некоторые части самолета с использованием формования смолы под давлением (RTM) или аналогичного процесса инфузии смолы. В таких процессах преформа сухого волокна используется вместо препрега, а жидкую смолу вводят в закрытую пресс-форму, чтобы полностью смочить преформу сухого волокна перед отверждением. Инфузия позволяет достигать низкой пористости композитных структур без необходимости в автоклаве.
Обычно стрингеры производятся сначала выкладкой препрегов, что формирует структуру панели на поверхности пресс-формы. Затем на верхней части пакета панели помещают надувную камеру или жесткий литейный стержень, которые определяет внутреннюю форму стрингера. Дополнительные слои препрега помещают над камерой, чтобы сформировать стрингер. Камера надувается, и панель подушки пресса размещается на верхней части сборки, чтобы поддерживать внешнюю форму стрингера во время отверждения. Панель подушки пресса также распределяет давление на поверхность сборки более равномерно. Затем сборка формуется методом вакуумного мешка и отверждается в автоклаве, чтобы совместно отвердить корыто стрингера с обшивкой (см., например, US2010007056 A1). В аналогичном процессе стрингер может быть отвержден отдельно, а на второй стадии он присоединяется на стадии отверждения панели.
Альтернативный способ формирования панели, упроченной стрингером, состоит в том, чтобы в первую очередь поместить препрег в вогнутую пресс-форму, которая определяет внешнюю форму стрингера. Камера, которая определяет внутреннюю форму стрингера, находится сверху препрега, внутри пресс-формы. Листы препрега затем помещаются на противоположной стороне верхней части камеры для того, чтобы сформовать панель. Наконец, плоская панель подушки пресса помещается на верхней части сборки. Камера надувается, и сборка формуется методом вакуумного мешка и отверждается в автоклаве. Камера прикладывает внутреннее давление на стрингер, в то время как градиент давления через вакуумный мешок консолидирует сборку. US 2011084428 Al является примером этого метода.
Вышеуказанные методы могут быть адаптированы для использования со смоляными инфузионными процессами, в случае которых преформы сухого волокна армирующего материала используются вместо препрега. Отверждаемая смола вводится в преформы и отверждается, чтобы сформовать упроченную панель стрингера.
Упроченные панели стрингера обычно демонстрируют некоторую деформацию волокна. Это особенно заметно, когда панели производятся с использованием инфузионных процессов, а не из препрега. Это происходит потому, что во время инфузии сухого армирующего материала, сухой армирующий материал может легко быть перемещен, особенно при контакте армирующего материала стрингера и панели.
Деформация волокна происходит особенно там, где стрингер примыкает к панели. Здесь дефект проявляется в виде параллельных бороздок, видных на аэродинамических поверхностях панели. Эти дефекты расположены там, где боковые части переходят в ребра жесткости и уже не контактируют с панелью. Поскольку эти дефекты расположены на аэродинамической поверхности, то становится необходимым их заполнение, если они превышают размер, установленный заводом-изготовителем самолета. Заполнение обычно осуществляется сглаживанием дефекта при помощи пасты из эпоксидной смолы и последующей финишной отделки поверхности покрытия. Это увеличивает время обработки, затраты и вес изделия. Дефекты неправильного выравнивания волокна также приводят к нежелательному снижению механических свойств изделия.
Помимо упомянутых выше проблем, стрингеры, выполненные с использованием инфузионных способов, в частности, могут демонстрировать области избыточной пропитки. Эти области, как правило, располагаются на внутренних поверхностях ребра жесткости и полке стрингера или на панели, где она контактирует с камерой.
Соответственно, желательно разработать способ производства композитного стрингера с меньшим количеством дефектов.
Настоящее изобретение направлено на устранение и/или смягчение описанных выше проблем и/или для обеспечения улучшений в целом.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению предоставляется способ изготовления пакета из стрингера и панели, а также панели, упроченной стрингером, как определено в любом из сопровождающих пунктов формулы изобретения.
В варианте способа осуществления настоящего изобретения представлен способ изготовления пакета из стрингера и панели, включающий этапы:
a. обеспечения преформы стрингера, преформы панели, наполнителя и пресс-формы, адаптируемой для определения внутренней поверхности стрингера
b. монтаж преформы стрингера, чтобы привести ее в контакт с пресс-формой,
c. помещение материала наполнителя между поверхностью пресс-формы и преформой стрингера,
d. приведение армирующего материала в контакт с преформой панели,
где форма пресс-формы сконфигурирована для управления размещением наполнителя и/или формой наполнителя и/или объемом наполнителя.
В другом варианте способа осуществления настоящего изобретения пакет может затем подвергаться процессу, приводящему к законченной панели, упроченной стрингером, путем следующих этапов:
e. формование пакета методом вакуумного мешка
f. при необходимости введение отверждаемой смолы, и
g. отверждение введенной смолы или препрега смолы
Преформа стрингера и преформа панели, каждая, содержит армирующий материал. Армирующий материал предпочтительно является волокнистым армирующим материалом.
Включение наполнителя в пакет предотвращает неправильное выравнивание волокна во время этапа отверждения. Функции наполнителя, занимающего пространство, состоят в том, что волокна были бы в противном случае перемещены внутрь, и что в противном случае привело бы к дефекту в форме неправильно выравненных волокон.
Способ по настоящему изобретению может использоваться для создания композитных компонентов с сокращением степени дефектов.
В одном варианте способа осуществления настоящего изобретения способ используется для формования отвержденного композитного омега стрингера, прикрепленного к панели. Такой компонент может быть пригодным для использования в качестве изделия для воздушного судна. Предпочтительно, чтобы панель, укрепленная стрингером, произведенная по описанному выше способу подходила для использования на крыльях или фюзеляже воздушного судна.
Согласно настоящему изобретению, также обеспечивается пресс-форма для изготовления пакета из стрингера и панели, где форма пресс-формы выполнена с возможностью управления размещением наполнителя и/или формой наполнителя и/или объемом наполнителя.
В одном варианте способа осуществления настоящего изобретения пресс-форма сконфигурирована для формирования пространства между армирующим материалом преформы стрингера и пресс-формой. Это пространство управляет размещением наполнителя по отношению к армирующему материалу преформы стрингера. Это дает возможность укрепленному пакету стрингера формоваться с более точным позиционированием наполнителя, что, в свою очередь, позволяет использовать меньше наполнителя, снижая вес конечного изделия.
В соответствии с другим изобретением предложен листовой материал, содержащий текстурированную поверхность. Текстурированная поверхность способствует удалению воздуха и/или инфузии смолы.
В предпочтительном варианте способа осуществления настоящего изобретения текстурированная поверхность включает тиснение. Тиснение может быть в форме каналов. Каналы могут распространяться в одном или нескольких направлениях. Каналы могут быть параллельными. Материал листа может быть пригоден в качестве вакуумной фольги или вакуумного мешка.
В другом варианте способа осуществления настоящего изобретения листовой материал образует пресс-форму, предпочтительно камеру.
Листовой материал по настоящему изобретению может образовывать вакуумный мешок, или пресс-форму, или камеру в любом из настоящих изобретений, как описано в данном документе, или может быть использован или сочетаться с любым из вариантов способа осуществления настоящего изобретения, как описано в настоящем документе. Пресс-форма, и/или вакуумный мешок, и/или камера могут быть использованы повторно.
В соответствии с другим изобретением предложен материал поверхности, содержащий листовой материал, имеющий проницаемую для воздуха структуру, позволяющую удалять воздух, причем вышеупомянутая поверхность материала располагается на внешней поверхности преформы панели. Проницаемый листовой материал может содержать электропроводящий материал, такой как металл. Проницаемый листовой материал может быть в виде материала электропроводящей фольги (ECF). Это имеет важное преимущество для повышения эффективности производства комбинированной панели и стрингера, так как это исключает необходимость нанесения электропроводящих материалов на преформу панели после ее отверждения, а также устраняет необходимость использования дополнительных вакуумных расходных материалов, таких как воздухоотводы и снимаемые защитные ткани.
Проницаемый материал листа предпочтительно находится в контакте с пресс-формой или с поверхностью режущего инструмента. Это устраняет необходимость распределения сетки и/или снимаемой защитной ткани.
В одном варианте способа осуществления настоящего изобретения проницаемый листовой материал присутствует на поверхности преформы панели по вышеуказанному изобретению, причем вышеупомянутая поверхность находится в контакте с инструментом или с пресс-формой.
В соответствии с другим вариантом способа осуществления настоящего изобретения преформа панели содержит предварительно пропитанный смолой волокнистый армирующий материал (препрег), причем вышеупомянутый препрег дополнительно содержит проницаемый листовой материал. Препрег может содержать хотя бы одну липкую поверхность. Преимуществом этой липкой поверхности является то, что она удерживает преформу панели на месте.
В другом варианте способа осуществления настоящего изобретения проницаемый листовой материал предусмотрен на поверхности препрега, причем вышеупомянутая поверхность контактирует с пресс-формой или с инструментом.
ПОДРОБНОЕ ОПИСАНИЕ
В одном из вариантов способа осуществления настоящего изобретения пресс-форма выполнена с возможностью управления размещением и/или формой и/или объемом наполнителя. Пресс-форма сформована так, чтобы действовать в качестве шаблона для направления размещения и/или формы наполнителя. В одном варианте способа осуществления настоящего изобретения пресс-форма занимает объем между стрингером и обшивкой панели за вычетом объема, в который должен помещаться наполнитель.
В одном варианте способа осуществления настоящего изобретения пресс-форма обеспечивает пространство, прилегающее к армирующему материалу, местоположение которого соответствует точкам, где ожидаются дефекты. В предпочтительном варианте осуществления настоящего изобретения, пресс-форма выполнена с возможностью управлять размещением наполнителя между пресс-формой и преформой стрингера, где ребра жесткости стрингера контактируют с преформой панели.
Пресс-форма по настоящему изобретению обеспечивает средство точного определения места для наполнителя. Это означает, что небольшие дефекты выравнивания волокон могут быть решены, что требует точного размещения наполнителя. Пресс-форма по настоящему изобретению также обеспечивает точный контроль над количеством наполнителя, используемого для предотвращения дефектов, что позволяет пользователю применять его только в минимальном количестве. Использование внутренней пресс-формы также предотвращает избыток используемого наполнителя, что может быть причиной возникновения дефектов в форме, а также добавления ненужного веса. Оптимальное количество и расположение наполнителя могут быть определено путем проб и ошибок.
В одном из вариантов способа осуществления настоящего изобретения пресс-форма остается на месте до тех пор, пока пакет не затвердеет.
В одном из вариантов способа осуществления настоящего изобретения пресс-форма может быть твердым материалом, например, пробкой, полимером, резиной, полимерным вспененным материалом или деревом. Она также может быть объектом, наполненным текучим материалом, например, камерой, заполненной воздухом или жидкостью. В вариантах способа осуществления настоящего изобретения, где пресс-форма остается на месте до момента после отверждения детали, деформируемый материал, такой как пробка, или пена, или камера, наполненная текучим материалом, является предпочтительным, чтобы облегчить его удаление.
В предпочтительном варианте способа осуществления настоящего изобретения пресс-форма имеет удлиненную форму с практически равносторонним трапециевидным поперечным сечением. Предпочтительно поперечное сечение пресс-формы представляет собой модифицированное равнобедренное трапециевидное поперечное сечение, где были удалены острые углы. Предпочтительно было удалено от 1 до 50 мм от острого угла, более предпочтительно от 3 до 25 мм. Степень удаляемого среза угла определяет объем наполнителя, который может быть применен в этой области. Оптимальный объем и местоположение наполнителя могут определяться просто методом проб и ошибок. Каждая часть может быть проверена визуально или при помощи известных методов микроскопии. При необходимости можно изменить форму пресс-формы, чтобы отрегулировать положение и объем используемого наполнителя. Можно поэтому установить минимальное количество наполнителя и его оптимальное положение для устранения дефекта.
В альтернативном варианте способа осуществления настоящего изобретения формование пакета из стрингера и обшивки включает этап удаления пресс-формы и замены его камерой, заполненной текучим материалом. Пресс-форма удаляется после того, как наполнитель(и), был помещен на пакете и предпочтительно зафиксирован на месте. Камеру затем помещают в полость, ранее занимаемую пресс-формой. Камеру затем надувают, чтобы занять объем, ограниченный армирующим материалом и наполнителем(ями). Пресс-форма затем может быть повторно использована.
В предпочтительном варианте способа осуществления настоящего изобретения камера предварительно сформована или термосформована, чтобы при накачивании она приняла ту же самую форму, что и пресс-форма. Совпадение формы камеры и пресс-формы улучшает распределение давления, оказываемого камерой на армированный материал и наполнитель. Это в свою очередь приводит к более равномерному распределению смолы в окончательном отвержденном компоненте. Камера с заранее заданной формой, уменьшает вероятность того, что камера не полностью займет внутренний объем. Невозможность полного занятия объема возникает в областях смолы, накапливающихся во время инфузии, что, в свою очередь, вызывает дефекты в готовом компоненте.
Камера предпочтительно формуется из термопластичного листового материала. Поверхность камеры может быть текстурированной или тисненной. Мы обнаружили, что это улучшает удаление воздуха и способствует инфузии смолы в сухую пресс-форму.
В одном из вариантов способа осуществления настоящего изобретения наполнитель может быть выполнен из любого материала, пригодного для использования в качестве стрингера или преформы панели, например, он может содержать препреги, сухое волокно или предварительно отвержденный, армированный волокном полимер. Он также может быть сформирован из таких материалов как пластик, древесина, металл или любой другой твердый материал.
В предпочтительном варианте способа осуществления настоящего изобретения наполнитель закреплен на месте с помощью клея или присущей липкости материала наполнителя. В особенно предпочтительном варианте способа осуществления настоящего изобретения наполнитель содержит сухие армирующие волокна, по меньшей мере, с одним термопластичным покрытием. Термопластик может быть расплавлен, чтобы "приварить" армирующие волокна в нужном положении.
Наполнитель может состоять из рубленого волокна. Наполнитель может включать жгуты волокон. Наполнитель может также включать волокна в сочетании со смолой. Смола может содержать термореактивные смолы или термопластичные смолы. Наполнитель может также содержать материал ленты сухой инфузии, например, HiTape®, представленной Hexcel Composites или TX1100, представленной Cytec.
В одном из вариантов способа осуществления настоящего изобретения наполнитель вводят в готовый композитный компонент. В альтернативном варианте способа осуществления настоящего изобретения наполнитель выполнен с возможностью его удаления после того, как стрингер и панель отверждены. Наполнитель с низкой поверхностной энергией покрытия (например, PTFE) позволит такое удаление. В качестве альтернативы наполнитель может включать отделяемый слой, который остается встроенным в композит, в то время как остаток наполнителя удаляется.
В тех вариантах, когда камера используется в качестве пресс-формы, или пресс-форма заменяется камерой, жесткий или полужесткий листовой материал предпочтительно может быть помещен между камерой и армирующим материалом. Использование такого листового материала способствует равномерному распределению давления от камеры на армирующий материал. Равномерное распределение давления способствует равномерному распределению смолы во время стадии инфузии и уменьшает дефекты, которые происходят из-за чрезмерной пропитки. В предпочтительном варианте способа осуществления настоящего изобретения жесткий или полужесткий листовой материал имеет текстурированную поверхность для ускорения удаления воздуха и растекания смолы. Это устраняет необходимость в обычном слое воздухоотвода или в распределительной сетке для ускорения удаления воздуха и растекания смолы. Жесткий или полужесткий листовой материал может содержать тиснение, предпочтительно в виде каналов.
Жесткий или полужесткий материал может содержать материал, сходный с материалами композиционного компонента, например, это может быть препрег, или отвержденный армированный полимер. Он также может быть образован из твердых листовых материалов, таких как пластик, древесина или металл. Предпочтительно, жесткий материал содержит покрытие с низкой поверхностной энергией, это может быть, например, армированный волокном ламинат, покрытый PTFE. Жесткий материал может содержать один или несколько слоев и может быть сформован по контурам внутренней поверхности стрингера. Жесткий или полужесткий материал может быть включен в отвержденный компонент после инфузии и стадии отверждения, или, предпочтительно, он удаляется после отверждения.
В предпочтительном варианте способа осуществления настоящего изобретения преформа стрингера приводится в контакт с преформой панели сразу после помещения наполнителя.
В одном из вариантов способа осуществления настоящего изобретения преформа стрингера содержит по меньшей мере один слой из сухого армированного материала, где термин «сухой» относится к материалу, свободному от смолы. Сухой волоконный армирующий материал может содержать тканое, не гофрированное или однонаправленное полотно. Сухой волоконный армирующий материал может быть размещен ручной выкладкой, автоматизированным размещением волокна или с помощью автоматизированной ленточной выкладки. Сухой волоконный армирующий материал может также включать в себя отвердитель, например, как те, которые описаны в US 20100228001 Al и FR 2937583 Al, которые включены в настоящий документ в качестве ссылки. В предпочтительном варианте способа осуществления настоящего изобретения отвердитель можно расплавить путем применения тепла, приложенного к пресс-форме или соседнему слою волокна, а затем дать остыть, чтобы зафиксировать армирующий материал в нужном положении во время выкладки. В одном варианте способа осуществления настоящего изобретения волокнистое армирование может быть закреплено на месте путем плавления с использованием автоматизированного устройства выкладки ленты.
В одном из вариантов осуществления настоящего изобретения, по меньшей мере один слой материала преформы стрингера может быть предварительно пропитан отверждаемой смолой. Пропитанный слой (или слои) преформы стрингера может содержать тканое, не гофрированное или однонаправленное полотно в сочетании с отверждаемой смолой. Армирующий материал может содержать как предварительно пропитанный армирующий материал, так и сухое волокно армирующего материала.
В одном из вариантов способа осуществления настоящего изобретения преформа стрингера выполнена с возможностью находиться в контакте с пресс-формой стрингера. Это может быть достигнуто путем первоначального нанесения материала преформы стрингера непосредственно на поверхность пресс-формы стрингера. В качестве альтернативы, армирующий материал может быть нанесен сначала на первую пресс-форму. Примером является лист подушки пресса в форме наружной поверхности стрингера. Вторая пресс-форма, которая является пресс-формой по настоящему изобретению, и, следовательно, сконфигурирована для размещения наполнителя, размещается напротив преформы стрингера в первой пресс-форме. В этом варианте способа осуществления настоящего изобретения полости первой пресс-формы сконфигурированы так, чтобы соответствовать второй пресс-форме. Первая пресс-форма может содержать текстурированную поверхность, чтобы способствовать удалению воздуха и растеканию смолы. Это устраняет необходимость в обычном слое воздухоотвода или в распределительной сетке для ускорения удаления воздуха и растекания смолы. Пресс-форма может включать тиснение, предпочтительно в виде каналов.
В одном из вариантов способа осуществления настоящего изобретения преформа панели содержит по меньшей мере один слой из сухого армирующего материала. Сухой армирующий материал может содержать тканое, не гофрированное или однонаправленное полотно. Армирующий материал панели может быть помещен напротив, преимущественно, плоской пресс-формы, которая определяет внешнюю форму панели. Он может быть помещен напротив пресс-формы ручной выкладкой, путем автоматизированного размещения волокна или с помощью автоматизированной выкладки ленты.
В соответствии с другим изобретением предложен материал поверхности, содержащий листовой материал, имеющий проницаемую для воздуха структуру, позволяющую удалять воздух, причем вышеупомянутая поверхность материала находится на внешней поверхности преформы панели. Проницаемый листовой материал может содержать электропроводящий материал, такой как металл. Проницаемый листовой материал может быть в виде материала электропроводящей фольги (ECF). Материал ECF предпочтительно представлен в виде растянутой медной фольги. Альтернативные электропроводящие листовые материалы могут содержать алюминий, латунь, медь, инконель, никелевые сплавы, фосфористую бронзу, нержавеющую сталь, титан, цинк и/или сплавы или комбинации вышеуказанных металлов.
Примером подходящего продукта является Microgrid®, поставляемого от Dexmet Inc.
Проницаемой листовой материал имеет важное преимущество в повышении эффективности изготовления комбинированной панели и стрингера, так как это исключает необходимость нанесения электропроводящих материалов на преформу панели после ее отверждения. Проницаемый материал листа предпочтительно находится в контакте с пресс-формой или с поверхностью режущего инструмента. Это устраняет необходимость в распределяющей сетке и/или снимаемых защитных тканях и, таким образом, отпадает необходимость в использовании дополнительных вакуумных расходных материалов, таких как воздухоотводы и снимаемые защитные ткани.
В одном из вариантов способа осуществления настоящего изобретения преформа панели может содержать, по меньшей мере, один слой армирующего материала, предварительно пропитанного отверждаемой смолой. Пропитанный армирующий материал может содержать тканое, не гофрированное или однонаправленное полотно, в сочетании с отверждаемой смолой. Он может быть помещен напротив пресс-формы ручной выкладкой, путем автоматизированного размещения волокна или с помощью автоматизированной выкладки ленты.
В еще одном варианте способа осуществления настоящего изобретения, преформа панели содержит слой препрега, в котором слой препрега содержит, по меньшей мере, одну липкую поверхность. Преимуществом этой липкой поверхности является то, что она удерживает преформу панели на месте.
В одном из вариантов способа осуществления настоящего изобретения преформа панели содержит по меньшей мере один слой из сухого армирующего материала. Предварительно отвержденный ламинат может содержать волокнистый армирующий материал в сочетании с отвержденной смолой.
В одном из вариантов осуществления настоящего изобретения преформа панели может включать любой отвержденный ламинат, предварительно пропитанный армирующий материал и сухой армирующий материал. В предпочтительном варианте способа осуществления настоящего изобретения поверхностный слой включает тот же армирующий материал, что и преформа стрингера.
Волокнистое армирование преформы панели или преформы стрингера может быть выбрано из гибридных или смешанных волоконных систем, которые включают синтетические или натуральные волокна, или их сочетания. Волокнистое армирование предпочтительно может быть выбрано из любого подходящего материала, такого как стекловолокно, углеродные или арамидные (ароматического полиамида) волокна. Волокнистое армирование предпочтительно представляет собой углеродное волокно.
Волокнистое армирование может содержать трещины (т.е. повреждения на разрыв), или селективно прерывистые волокна, или непрерывные волокна. Волокнистое армирование может быть в виде тканой, не гофрированной, нетканой, однонаправленной или многоосной текстильной структуры. Тканая форма может быть выбрана из простого, сатинового или саржевого стиля плетения. Не гофрированные и многоосные формы могут иметь несколько слоев и ориентацию волокон. Такие стили и формы хорошо известны в области композитного армирования и доступны в продаже от целого ряда компаний, в том числе от Hexcel Reinforcements (Les Avenieres, Франция).
Образцовые слои однонаправленных волокнистых жгутов изготовлены из углеродных волокон HexTow®, которые доступны от Hexcel Corporation. Подходящие углеродные волокна HexTow® для использования при изготовлении однонаправленных жгутов волокна включают в себя: углеродные волокна IM7, которые доступны в виде жгутов, которые содержат 6000 или 12000 элементарных волокон и имеют вес 0,223 г/м и 0,446 г/м соответственно; углеродные волокна IM8-IM10, которые доступны в виде жгутов, которые содержат 12000 элементарных волокон и имеют вес от 0,446 г/м до 0,324 г/м; и углеродные волокна AS7, которые доступны в жгутах, которые содержат 12000 нитей и имеют вес 0,800 г/м, жгуты, содержащие до 80000 или 50000 (50 K) элементарных волокон могут быть использованы.
Армирующие волокна могут быть выбраны из любого из следующих доступных в продаже высокоэффективных волокон, которые могут быть использованы по отдельности или в комбинации: -арамида (например, кевлара™), стекла, углерода, керамики, пеньки или полиолефина. Углеродные волокна являются предпочтительным материалом, в частности, со стандартным или промежуточным модулем упругости волокон, от 3000 до 24000 элементарных волокон на жгут волокна. Желаемая форма армирования является тканой или не гофрированной текстильной структурой с весом волокна на единицу площади от 150 до 1000 г/м2. Типичный стиль плетения включают простое, сатиновое или саржевое плетение. Не гофрированное или мультиаксиальное армирование может иметь ряд слоев и ориентацию волокон, таких как +45/-45; 0/+45/-45; 0/+45/-45/90. Такие стили хорошо известны в области композитного армирования и доступны в продаже от целого ряда компаний, в том числе от Hexcel Reinforcements (Les Avenieres, Франция). Предпочтительно, чтобы армирующие волокна были расположены в однонаправленной ткани. Масса волокна на единицу площади в волоконном армировании составляет как правило 80 до 4000 г/м2, предпочтительно от 100 до 2500 г/м2 и особенно предпочтительно 150 до 2000 г/м2. Число углеродных элементарных волокон в жгуте может варьироваться от 3000 до 320000, более предпочтительно от 6000 до 160000 и наиболее предпочтительно от 12000 до 48000. Для армирования из стекловолокна особенно приспособлены волокна от 600 до 2400 текс.
В одном из вариантов способа осуществления настоящего изобретения пакет из стрингера и панели обрабатывается, чтобы сформовать панель, укрепленную стрингером. В предпочтительном варианте способа осуществления изобретения в пакет вводят отверждаемую смолу и впоследствии ее отверждают. В особенно предпочтительном варианте способа осуществления изобретения стрингер и панель могут быть залиты и отверждены за один цикл.
Процессы RTM, применимые для данного изобретения, включают в себя все известные способы инфузии смолы, в том числе процессы ScRIMP (метод Зеемана литьевого формования композитных смол), VARTM (литьевое формование смолы с вакуумным усилением), VAP (технологический процесс с вакуумным усилением) и RFI (метод пропитки пленочным связующим). В таких инфузионных способах матричная смола имеет такую вязкость, что во время этапа инфузии смолы смола проходит через волокнистый армирующий материал. Эти технологии описаны в главе 9 "Manufacturing Processes for Advanced Composites", F. C. Campbell, Elsevier, 2004.
После того, как пакет собран, он затем формуется методом вакуумного мешка и отверждается в печи или автоклаве. Если деталь обрабатывается с помощью комбинации инфузии и препрега, препрег, может быть совместно отвержден с введенной смолой. Препрег и, при необходимости, инфузионная смола могут быть отверждены путем воздействия извне приложенной повышенной температуры, обычно в диапазоне от 70 до 110°С, предпочтительно в диапазоне от 70 до 200°C, и более предпочтительно от 120 до 180°C и/или при комбинации вышеуказанных диапазонов, и, опционально, при повышенном давлении, чтобы получить отвержденные стрингер и панель.
Отверждение при давлении близком к атмосферному давлению может быть достигнуто с помощью так называемой технологии вакуумного мешка. Он включает в себя размещение сборки стрингера и панели в герметическом мешке и создание вакуума с внутренней стороны мешка, а затем смола вводится и отверждается путем подведения извне тепла для получения формованной детали. Использование вакуумного мешка производит тот эффект, что пакет испытывает консолидирующее давление вплоть до атмосферного давления в зависимости от глубины применяемого вакуума. Сборка также может быть отверждена при более высоких температурах в автоклаве. Также вакуум уменьшает объем сухого армирующего материала и/или препрега.
После отверждения пакет становится композитным изделием, пригодным для использования в создании конструкций, например, для авиационно-космических конструкций. Такие композитные ламинаты могут содержать структурные волокна на уровне от 80% до 15% по объему, предпочтительно от 58% до 65% по объему.
В предпочтительном варианте способа осуществления настоящего изобретения матрица содержит термореактивную смолу, предпочтительно эпоксидную смолу. Для использования в матрице по настоящему изобретению пригоден широкий спектр эпоксидных смол. Эпоксидные смолы представляют органические материалы, имеющие в среднем, как минимум, 1,5, как правило, 2 реактивные 1,2-эпоксидные группы на молекулу. Эти эпоксидные смолы могут иметь в среднем до 6, предпочтительно, до 4, наиболее предпочтительно, до 3, реактивных 1,2-эпоксидных групп на молекулу. Эти эпоксидные смолы могут быть мономерными или полимерными, насыщенными или ненасыщенными, алифатическими, циклоалифатическими, ароматическими или гетероциклическими и могут быть замещены, при необходимости, другими заместителями в дополнение к эпоксидным группам, например гидроксильными группами, алкоксигруппами или атомами галогенов.
Подходящие примеры включают эпоксидные смолы из реакционной смеси полифенолов и эпигалогенгидринов, полиспиртов и эпигалогенгидринов, аминов и эпигалогенгидринов, серосодержащих соединений и эпигалогенгидринов, поликарбоновых кислот и эпигалогенгидринов, полиизоцианатов и 2,3-эпокси 1-пропанола (глицидила) и из эпоксидированных ненасыщенных олефиновых соединений.
Предпочтительные эпоксидные смолы представляют собой продукты реакции полифенолов и эпигалогидринов, полиспиртов и эпигалогидринов или поликарбоновых кислот и эпигалогенгидринов. Смеси полифенолов, многоатомных спиртов, аминов, серосодержащих соединений, поликарбоновых кислот и/или полиизоцианатов также могут быть подвергнуты взаимодействию с эпигалогидрином. Иллюстративные примеры полезных эпоксидных смол приводятся в Справочнике эпоксидных смол, H. Lee и K. Neville опубликованном в 1967 году, McGraw-Hill, Нью-Йорк, в приложении 4-1, страницы 4-56, которые включены в настоящий документ посредством ссылки.
Для эпоксидной смолы типа бисфенола-А средний эпоксидный эквивалентный вес предпочтительно составляет примерно от 170 примерно до 3000, предпочтительно примерно от 170 примерно до 1500. Средний эпоксидный эквивалентный вес является средним молекулярным весом смолы, деленным на число эпоксидных групп в молекуле. Молекулярный вес - это средневзвешенный молекулярный вес.
Предпочтительными термореактивными матрицами для RTM процессов являются эпоксидные или бисмалеинимидные (BMI), причем примером подходящей эпоксидной смолы служит HexFIow® RTM 6 или RTM 120. Типичной матрицей BMI является HexFIow® RTM 651. HexFIow® VRM 34 может использоваться для литьевого формования смолы с вакуумным усилением (VaRTM). Все вышеуказанные материалы доступны от Hexcel Composites, Даксфорд, Великобритания.
Предпочтительными примерами эпоксидных смол, особенно подходящих для использования с предварительно пропитанными армирующими материалами, являются те, которые имеют средний эпоксидный эквивалентный вес примерно от 170 примерно до 200.
Такие смолы как эпоксидные смолы D.E.R. 330, D.E.R. 331 и D.E.R. 332 доступны продаже от Dow Chemical Company. Далее предпочтительным примерами являются смолы с более высоким эпоксидным эквивалентным весом, например, D.E.R. 667, D.E.R. 669 и D.E.R. 732, все из которых являются доступными в продаже от Dow Chemical Company или Araldite MY0500, MY0150, MY0600, MY0610, MY721 от Huntsman.
Другой класс полимерных эпоксидных смол, которые могут быть использованы в матрице смолы, включает новолачные эпоксидные смолы. Эпоксидные новолачные смолы могут быть получены с помощью реакции предпочтительно в присутствии основного катализатора, например, гидроксида натрия или калия, эпигалоидгидрина, такого как эпихлоргидрин, со смолистым конденсатом альдегида, например, формальдегида, а также одноатомного фенола, например, самого фенола или многоатомного фенола. Более подробная информация о характере и получении этих новолачных эпоксидных смол может быть получена в Lee, H. и Neville, K. Справочник эпоксидных смол, McGraw Hill Book Co. Нью-Йорк, 1967 год, чья идея включена в настоящий документ посредством ссылки. Другие полезные эпоксидные новолачные смолы включают такие смолы как D.E.N. 431, D.E.N. 438 и D.E.N. 439, которые доступны в продаже от The Dow Chemical Company, соответственно.
В альтернативных вариантах способа осуществления настоящего изобретения любая смола из следующих классов также может быть использована в качестве термореактивной смолы, в том числе бензоксазиновые смолы, смолы сложных виниловых эфиров, ненасыщенные полиэфирные смолы, уретановые смолы, фенольные смолы, меламиновые смолы, малеимидные смолы, цианатные смолы и карбамидные смолы. Любая смола, подходящая для использования в качестве реагента для реактивного перекрестно-сшитого термореактивного покрытия, подходит для использования в матрице.
Широкий спектр аминных отвердителей может быть использован в матрице. Аминные отверждающие реагенты, которые могут быть использованы, являются, прежде всего, многофункциональными, предпочтительно от ди- до гексафункциональных, и особенно от ди- до тетрафункциональных первичных аминов. Примеры таких аминов для использования отвердителей включают в себя (но не ограничиваются ими) изофорондиамин (IPDA), этилендиамин, диаминодифенилсульфон, тетраэтиламин, 2,4-диаминотолуол (DAT) диамины и дициандиамид (DICY). Также могут быть использованы смеси двух или более аминных отверждающих реагентов. Также модифицированные отвердители, где амины взаимодействуют в большом избытке с эпоксидной смолой, являются хорошими кандидатами в качестве аминного отверждающего реагента. Любой отверждающий реагент, подходящий для использования в качестве реагента для реактивного перекрестно-сшитого термореактивного покрытия, подходит для использования в матрице.
Матрица может также включать ускоряющую добавку. Такие ускоряющие добавки известны в данной области техники. Подходящие ускоряющими добавками являются, например, амины, предпочтительно этилендиамин, диэтиленгликоля триамин, дициандиамид, триэтилентетраамин, аминоэтил пиперазин, органические кислоты, например, двухосновные карбоновые кислоты, соединения фенола, имидазола и его производные, отвердители на основе мочевины, например, под коммерческим названием Urone® и нитрат кальция.
Настоящее изобретение будет описано здесь только в качестве примера и со ссылками на прилагаемые фигуры, на которых:
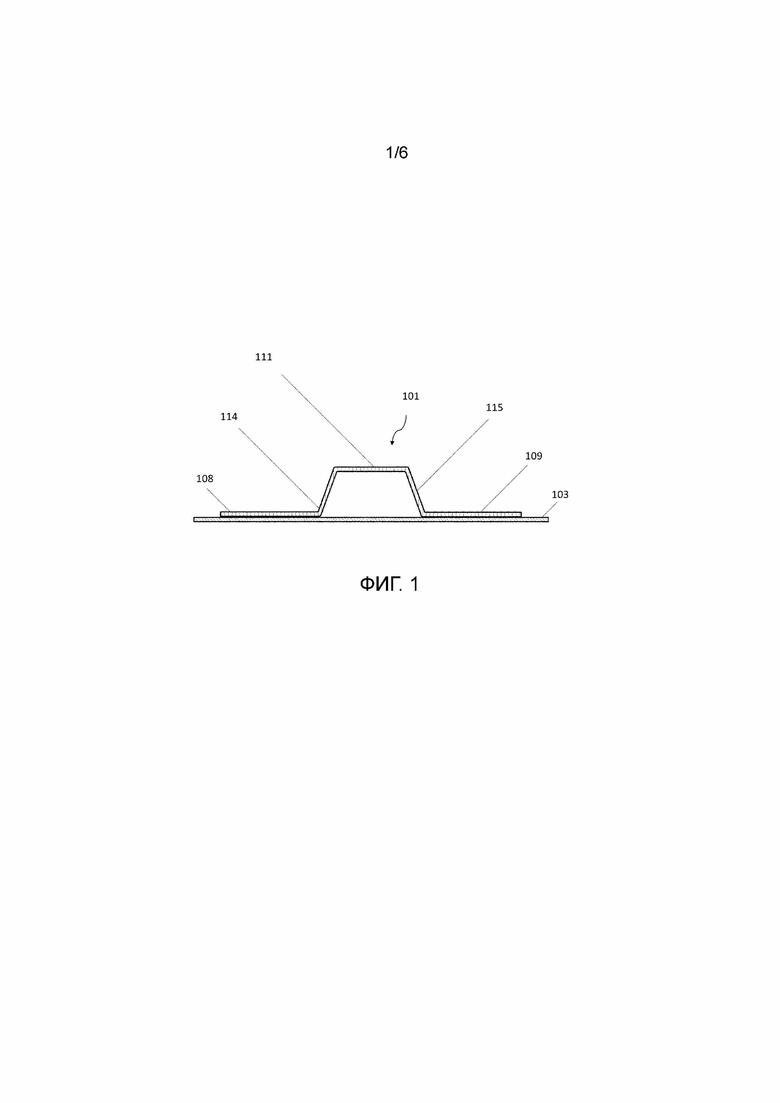
на фиг.1 представлен схематический чертеж омега стрингера или ребра жесткости, установленного на панели или обшивке в соответствии с одним вариантом способа осуществления настоящего изобретения;
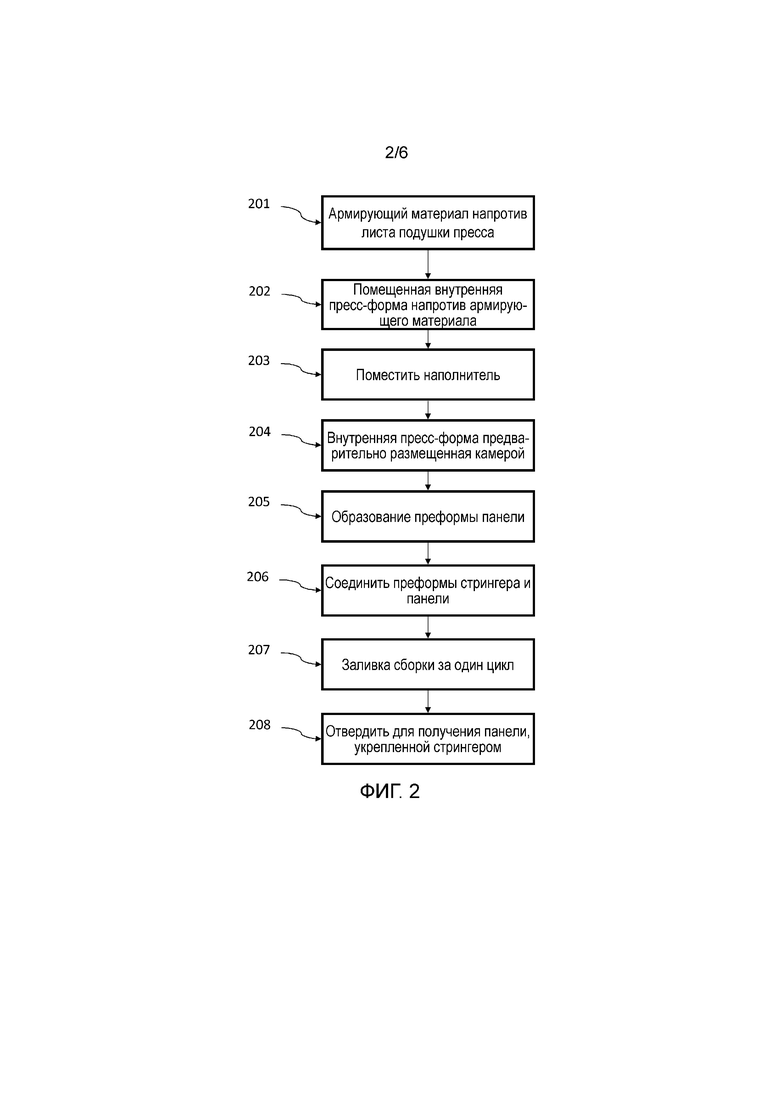
на фиг.2 представлена блок-схема способа формования панели, укрепленной стрингером, в соответствии с другим вариантом способа осуществления настоящего изобретения;
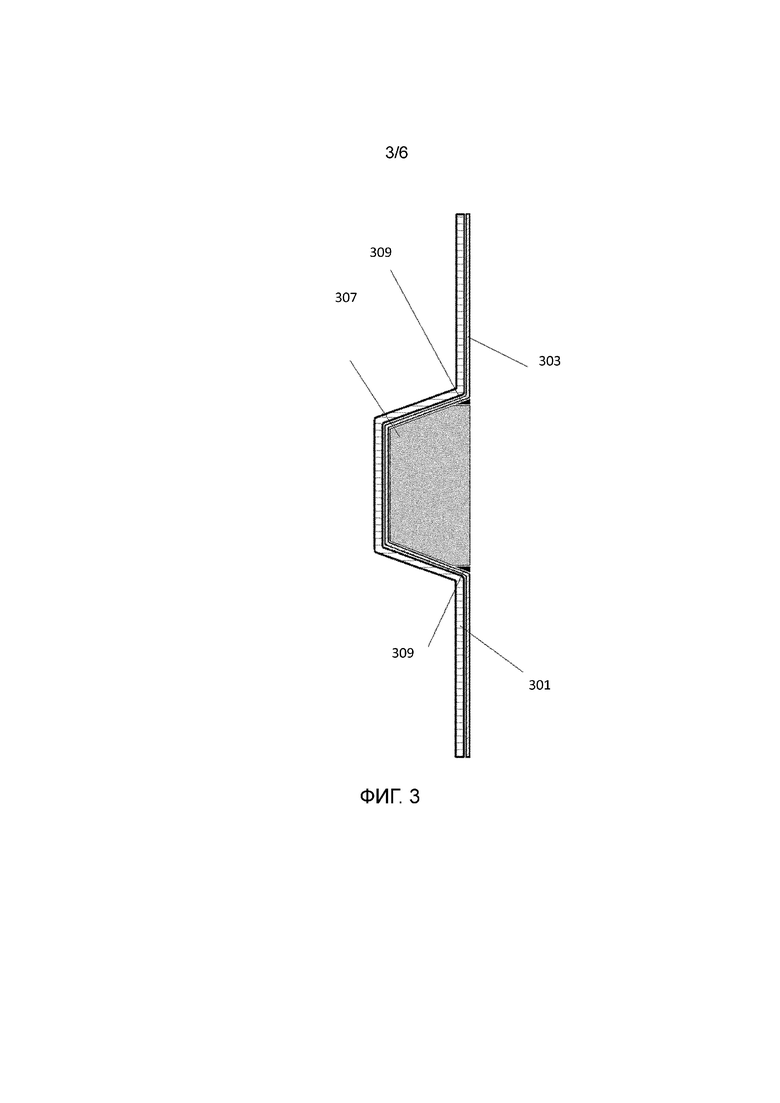
на фиг.3 приведен схематический чертеж сборки в соответствии с этапом 203 способа, проиллюстрированного на фиг.2;
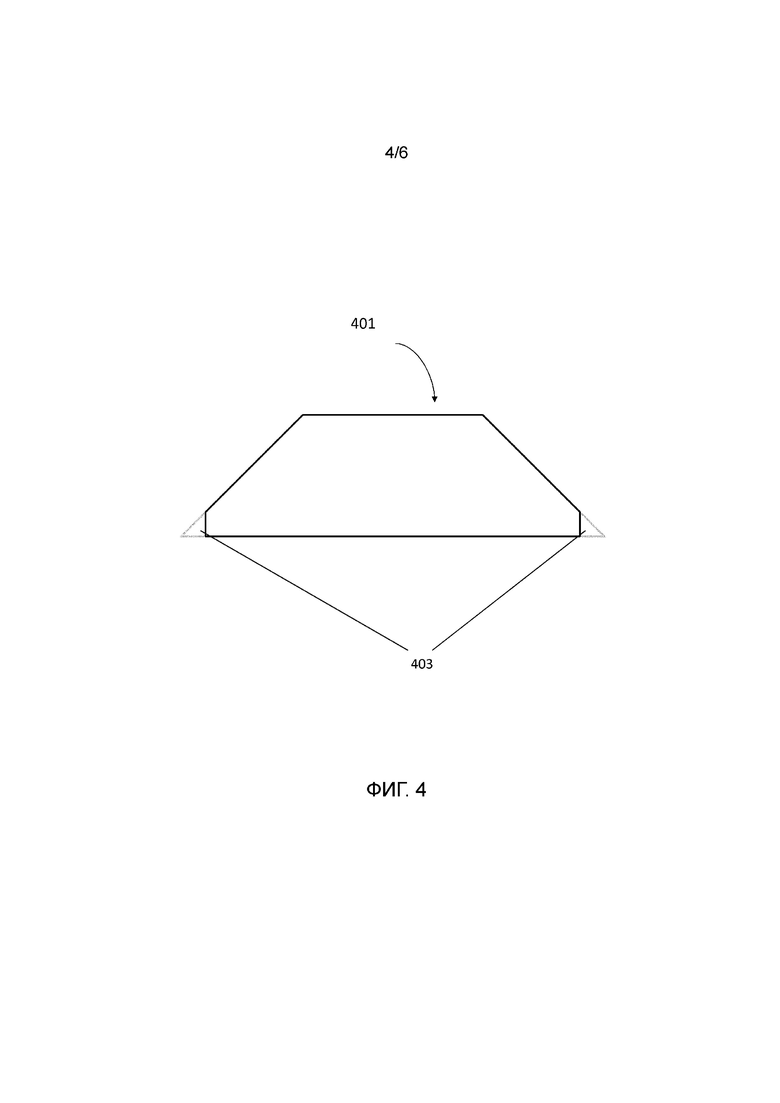
на фиг.4 приведен схематический чертеж пресс-формы в соответствии с другим вариантом способа осуществления настоящего изобретения;
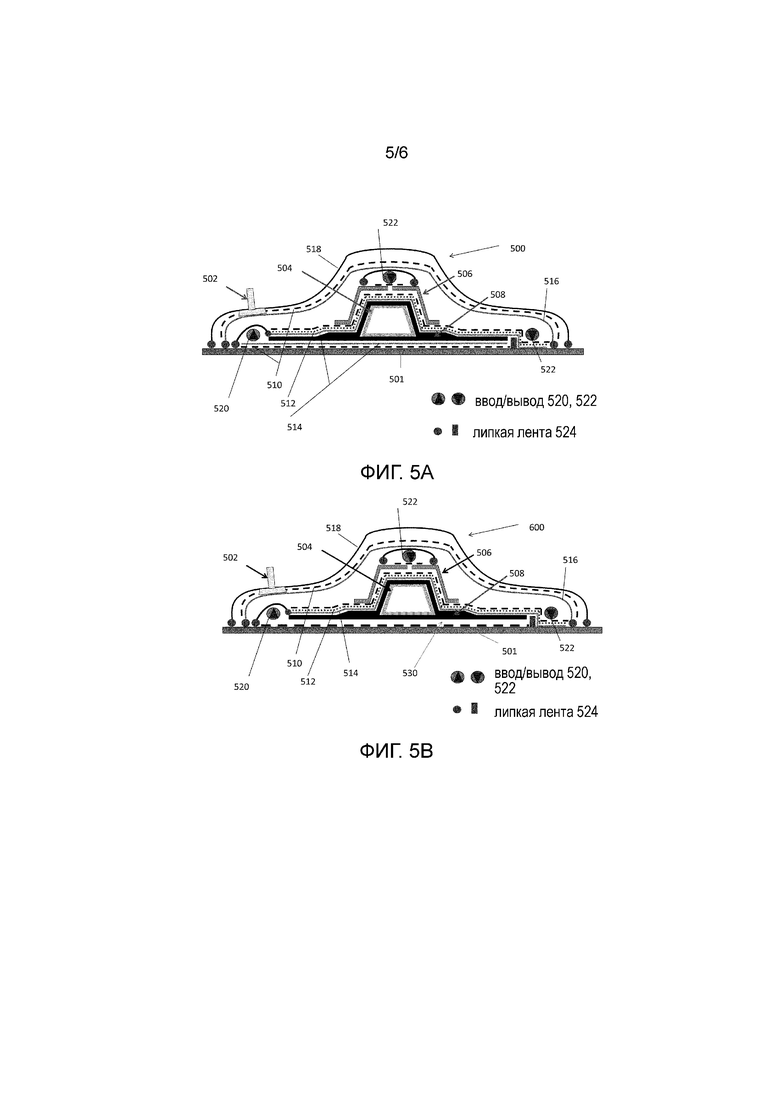
на фиг.5А и фиг.5В показана преформа обшивки панели и преформа сборки стрингера внутри вакуумного мешка, что делает возможной инфузию смолы, где конфигурация обшивки панели была изменена; а также
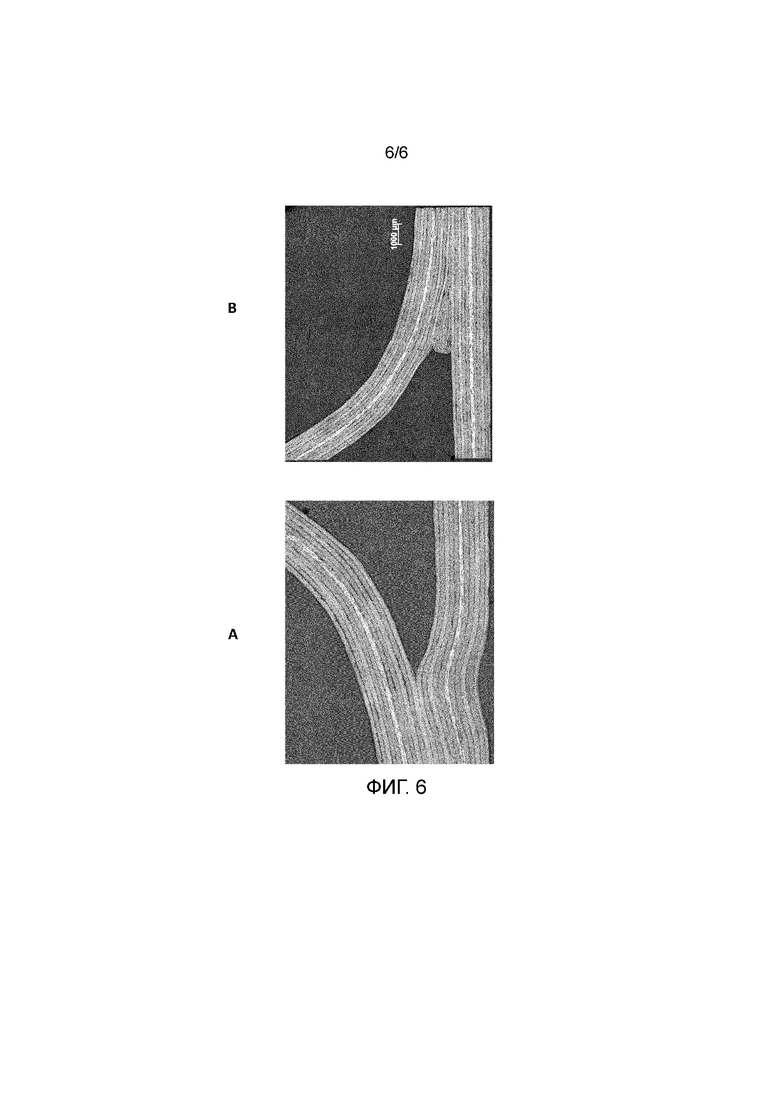
на фиг.6 представлена микрофотография A: отвержденный стрингер и сечение панели без наполнителя, и микрофотография B: сечение отвержденной панели, укрепленной стрингером с наполнителем, изготовленной способом в соответствии с еще одним вариантом способа осуществления настоящего изобретения.
Схематический чертеж на фиг.1 иллюстрирует омега стрингер 101, прикрепленный к панели 103. Стрингер содержит две боковые части 108, 109, полку 111 и два ребра жесткости 114, 115. Боковые части обеспечивают зону контакта для скрепления стрингера с панелью. Производство упроченной панели описывается со ссылкой на фиг.2, 3, 4 и 5.
На фиг.2 представлен способ, включающий этап 201 первого монтажа армирующего материала против листа подушки пресса для формирования преформы ребра жесткости. Лист подушки пресса подобран по форме внешних размеров стрингера. Этот этап является опциональным, так как материал может быть помещен непосредственно на внутреннюю сторону пресс-формы.
Предпочтительно используются несколько слоев армирующего материала сухого волокна, однако может быть включен по меньшей мере один слой препрега. Пресс-форма помещается (этап 202) против армирующего материала в лист подушки пресса. Затем наполнитель помещается (этап 203) между внутренней стороной пресс-формы и армирующими волокнами в пространстве, образованном между пресс-формой и преформой стрингера. Пресс-форма может быть заменена (этап 204) камерой, которая сформована так, чтобы иметь при наполнении такую же форму, как и у пресс-формы. Ламинаты могут быть помещены между камерой и армирующим материалом для более равномерного распределения давления. Само собой разумеется, что также вариантом способа осуществления настоящего изобретения, является то, что пресс-форма остается на месте и не заменяется камерой. Слои армирующего материала выложены (этап 205) на пресс-форму, сформованную до требуемой внешней формы панели, чтобы сформовать преформу панели. Преформа панели может содержать сухой волокнистый армирующий материал, препрег или комбинацию обоих.
Преформы панели и стрингера затем собираются вместе, чтобы сформировать пакет из панели и стрингера (этап 206). Сборка может быть затем сформована методом вакуумного мешка, при необходимости помещена в автоклав или печь и подвергнута инфузии отверждаемой смолы за один цикл (этап 207). Силиконовые вставки (усилители) могут быть размещены в углах листа подушки пресса, чтобы равномерно распределить консолидирующее усилие от вакуумного мешка. Введенную смолу отверждают (этап 208), чтобы получить готовую панель, укрепленную стрингером, свободную от дефектов на поверхности панели.
Фиг.3 иллюстрирует сборку после этапа 203 согласно фиг.2. Сборка содержит лист подушки пресса 301, слои волокнистого армирующего материала 303, пресс-форму 307 и два наполнителя 309.
На фиг.4 показано поперечное сечение пресс-формы 401, имеющей острые углы 403 поперечного сечения, которые выполнены с возможностью управления размещением материала наполнителя.
На фиг.5А, обшивка и преформа панели 508 сборки 500 представлена внутри вакуумного мешка 518.
Внутри вакуумной оболочки 518 на пресс-форме 501, предусмотрен слой распределяющей сетки или вентиляционный канал 510 в сочетании со снимаемой защитной тканью 514, чтобы обеспечить хорошее извлечение поверхности преформы панели, чтобы содействовать процессу инфузии смолы и позволить преформе освободиться от пресс-формы после отверждения, обеспечивая требуемые свойства поверхности. Внутри преформы стрингера расположена камера 504. Эта камера 504 выполняет функцию, как описано выше в настоящем документе. Для лучшего понимания наполнитель здесь не показан. Снимаемая защитная ткань 514 также наносится на преформу 508 на стороне, которая не находится в контакте с пресс-формой 501 вместе с перфорированной фольгой 512 в комбинации с распределительной сеткой 510, чтобы снова содействовать эвакуации воздуха и инфузии смолы. Внешняя пресс-форма 506 стрингера расположена над преформой стрингера 508. Эта пресс-форма стрингера содержит отверстие 522, чтобы позволить нанесение инфузионной смолы внутри ее собственной вакуумной оболочки 522. Эта сборка также содержит внутри первую оболочку 516, на которой также расположена распределительная сетка 510 внутри вакуумного мешка 518. Вакуум применяется внутри вакуумного мешка 518 через вакуумное отверстие 502.
Инфузионная смола подается через входные отверстия 520 и удаляется через выпускные отверстия 522.
При использовании сборку 500 получают путем выкладки соответствующих материалов, как показано на фиг.6А, начиная с материалов, которые находятся в контакте с поверхностью пресс-формы 501 (вверх от поверхности пресс-формы). Вакуум подводится через отверстие 502, что позволяет удалять воздух из сборки, а затем следует приток инфузионной смолы, такой как RTM6 (производство Flexcel Corporation), через входное отверстие 520. После того как преформа пропитана смолой и смола вытекает из выпускного отверстия 522, приток инфузионной смолы останавливают путем закрытия выходного отверстия 522 с возможным последующим закрытием впускного отверстия 520.
Вакуумное давление поддерживается на изделии, и температура залитой преформы повышается для ускорения отверждения смолы. Вслед за этим отвержденная преформа удаляется из пресс-формы 501, и она готова к дальнейшей отделке.
На фиг.5B показана аналогичная сборка 600. Для лучшего понимания ссылочные цифры для одинаковых частей на фигуре 5B такие же, как на фиг.5A. Однако сборка 600 отличается от сборки 500 тем, что снимаемая защитная ткань 514 и распределительная сетка 510 были заменены растянутой электропроводящей фольгой 530 в виде растянутой медной фольги Dexmet. Этот поверхностный материал выполняет ту же роль, что и распределительная сетка 510, помогая в удалении воздуха и инфузии смолы на преформу панели обшивки, в то же время устраняя необходимость дальнейшей обработки поверхности отвержденной преформы, с тем чтобы сделать эту поверхность электропроводящей.
При использовании сборку 600 вакуумируют и подвергают инфузии таким же образом, как сборку 500 на фиг.5А.
ПРИМЕРЫ
Материал HiTape® (поставляется Hexcel Reinforcements, Les Avenieres) наносился в несколько слоев на внутреннюю поверхность листа подушки пресса, подобранного по форме к наружной поверхности омега стрингера или ребра жесткости, чтобы сформовать преформу стрингера. Hitape® - это сухая лента, которая содержит однонаправленные углеродные жгуты волокон, имеющие покрытие из термопластика на обеих сторонах жгутов для облегчения теплового крепления ленты во время выкладки.
Внутренняя пресс-форма была приведена в контакт с преформой стрингера. Эта внутренняя пресс-форма имеет поперечное сечение в виде равнобедренной трапеции с удаленными острыми углами.
В одном варианте способа осуществления настоящего изобретения не использовали материал наполнителя (Сравнительный пример). В другом варианте способа осуществления настоящего изобретения материал наполнителя был использован (Пример). Материал наполнителя, также HiTape®, был помещен в пространство между армирующим волокном и пресс-формой вдоль боковых краев пресс-формы. Наполнитель был зафиксирован на месте путем плавления покрытия в точках.
Как в Сравнительном примере, так и в Примере пресс-форма была удалена и заменена надувной камерой, которая впоследствии была надута. Камера была сформована так, что при надувании она заняла тот же объем, что и пресс-форма.
В обоих примерах, преформа панели была получена путем выкладки HiTape® на поверхности пресс-формы панели, выполненной в форме, соответствующей требуемой форме панели. Преформа панели и преформа сборки стрингера, включая камеру и лист подушки пресса, были объединены. Два блока распределения давления были помещены напротив листа подушки пресса. Сборки затем были сформованы методом вакуумного мешка, подвергнуты инфузии HexFLow® RTM6 и отверждены в соответствии с рекомендуемым графиком отверждения RTM 6.
Микрофотография на фиг.6B показывает поперечное сечение отвержденного стрингера и сборки панели согласно Примеру. Никакой деформации волокна не было видно на панели на месте перехода боковых частей в ребра жесткости. В отличие от этого в Сравнительном примере, показанном на фиг.6А, который был сформован без использования наполнителя, заметна значительная деформация.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТВЕРЖДАЕМЫЕ КОМПОЗИЦИИ, СОДЕРЖАЩИЕ БЕНЗОКСАЗИН-ЭПОКСИДНУЮ СМЕСЬ, И ИХ ПРИМЕНЕНИЕ | 2016 |
|
RU2749037C2 |
| ГИБРИДНАЯ ВУАЛЬ В КАЧЕСТВЕ ПРОМЕЖУТОЧНОГО СЛОЯ В КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ | 2016 |
|
RU2713325C2 |
| ЗАКОНЦОВКА КРЫЛА САМОЛЕТА | 2024 |
|
RU2838694C1 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ | 2013 |
|
RU2631299C2 |
| Порошковое связующее на основе циановой композиции и способ получения армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2813882C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ЭЛЕМЕНТА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2457946C2 |
| ИНТЕГРАЛЬНАЯ КОМПОЗИТНАЯ ВЕРХНЯЯ ПАНЕЛЬ КЕССОНА КРЫЛА САМОЛЕТА | 2024 |
|
RU2839494C1 |
| ОТВЕРЖДАЮЩИЕ АГЕНТЫ ДЛЯ ЭПОКСИДНЫХ СМОЛ | 2015 |
|
RU2682250C2 |
| Полимерный биндер, биндерная лента и изделия из ПКМ на их основе | 2021 |
|
RU2779663C1 |
| ИНТЕГРАЛЬНАЯ КОМПОЗИТНАЯ НИЖНЯЯ ПАНЕЛЬ КЕССОНА КРЫЛА САМОЛЕТА | 2024 |
|
RU2839492C1 |
Изобретение относится к способу изготовления пакета из стрингера и панели, а также к способу изготовления композитного компонента из пакета из стрингера и панели. Способ включает этапы обеспечения преформы стрингера, преформы панели, наполнителя пресс-формы. Пресс-форма адаптирована для определения внутренней поверхности стрингера. Способ дополнительно содержит этапы монтажа преформы стрингера, так чтобы обеспечить контакт с пресс-формой, размещение материала наполнителя между поверхностью пресс-формы и преформой стрингера, и приведения армирующего материала в контакт с преформой панели. Форма пресс-формы сконфигурирована с возможностью контроля размещения наполнителя и/или формы наполнителя и/или объема наполнителя. Изобретение обеспечивает повышение физико-механических свойств получаемых изделий. 2 н. и 14 з.п. ф-лы, 7 ил.
1. Способ изготовления пакета из стрингера (101) и панели (103), состоящий из следующих этапов:
a. обеспечения преформы (303) стрингера, преформы (103) панели, наполнителя (309) и пресс-формы (307, 401), причем пресс-форма (307, 401) приспособлена для определения внутренней поверхности стрингера (101),
b. монтаж преформы (303) стрингера, чтобы привести ее в контакт с пресс-формой (307, 401),
c. размещение материала наполнителя (309) между поверхностью пресс-формы (307, 401) и преформой (303) стрингера, и
d. приведение армирующего материала преформы (303) стрингера в контакт с преформой (103) панели,
где форма пресс-формы (307, 401) выполнена с возможностью управления размещением наполнителя (309) и/или формой наполнителя (309) и/или объемом наполнителя (309), и
материал наполнителя (309) содержит сухое волокно, препрег или отвержденный композитный материал,
при этом этапы b, c и d выполняют в последовательности, в которой этап b предшествует этапам c и d и, предпочтительно, этап c предшествует этапу d.
2. Способ по п.1, в котором пресс-форма (307, 401) определяет внутреннюю поверхность стрингера (101), и/или в котором преформа (303) стрингера содержит по меньшей мере один слой сухих армирующих волокон.
3. Способ по п.1, в котором пресс-форма (307, 401) имеет объем, равный замкнутому объему стрингера (101), за вычетом объема наполнителя (309).
4. Способ по любому из предшествующих пунктов, в котором преформа (103) панели содержит по меньшей мере один слой сухих армирующих волокон.
5. Способ по любому из предшествующих пунктов, включающий дополнительный этап удаления пресс-формы (307, 401) и замены указанной пресс-формы (307, 401) надувной камерой (504), при этом камера (504) при наполнении имеет такую форму, чтобы заполнить такой же объем, как пресс-форма (307, 401).
6. Способ по п.5, в котором пресс-форму (307, 401) удаляют до инфузии смолы в преформу (103) панели и/или преформу (303) стрингера или после инфузии в преформу (103) панели и/или преформу (303) стрингера до отверждения.
7. Способ по любому из пп.1-4 или 6, в котором пресс-форма (307, 401) выполнена в виде камеры, предпочтительно, камеры, содержащей текучую среду.
8. Способ по любому из пп.1-4 или 6, включающий дополнительный этап размещения по меньшей мере одного жесткого или полужесткого листового материала между преформой (103) панели и пресс-формой (307, 401).
9. Способ по п.5 или 7, включающий дополнительный этап размещения по меньшей мере одного жесткого или полужесткого листового материала между преформой (103) панели и камерой (504).
10. Способ по любому из предшествующих пунктов, в котором лист (301) подушки пресса, сформованный по внешней форме стрингера (101), помещают поверх преформы (303) стрингера и пресс-формы (307, 401), причем лист (301) подушки пресса предпочтительно содержит по меньшей мере одну текстурированную поверхность для ускорения инфузии смолы.
11. Способ по п.8 или 9, в котором жесткий или полужесткий лист удаляют после отверждения.
12. Способ по любому из предшествующих пунктов, в котором стрингер (101) является омега стрингером.
13. Способ по любому из предшествующих пунктов, в котором преформа (103) панели содержит поверхностный материал, содержащий листовой материал, имеющий структуру, проницаемую для воздуха, позволяющую удалить воздух, причем указанный поверхностный материал расположен на внешней поверхности преформы (103) панели.
14. Способ по п.13, в котором проницаемый листовой материал содержит электропроводящий материал, такой как металл, и/или в котором проницаемый листовой материал выполнен в виде электропроводящей фольги, предпочтительно, из материала растянутой медной фольги (ECF).
15. Способ по п.13 или 14, в котором преформа (103) панели содержит волокнистый предварительно пропитанный смолой армирующий материал (препрег), причем упомянутый препрег дополнительно содержит упомянутый проницаемый листовой материал и предпочтительно содержит по меньшей мере одну липкую поверхность.
16. Способ изготовления композитного компонента из пакета из стрингера (101) и панели (103), полученного способом по любому из предыдущих пунктов, в котором упомянутый пакет подвергают инфузии с отверждаемой смолой и отверждают, и в котором упомянутый пакет предпочтительно подвергают инфузии и отверждают за один цикл.
| Способ получения пищевых яиц, обогащенных полиненасыщенными жирными кислотами | 2017 |
|
RU2662202C1 |
| US 2010140834 A1, 10.06.2010 | |||
| АППАРАТ ДЛЯ ПАРОВОЙ ОТГОНКИ ЭФИРНОГО МАСЛА | 2011 |
|
RU2475523C2 |
| СПОСОБ ФОРМОВКИ КОНСТРУКЦИОННОГО ЭЛЕМЕНТА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2406604C2 |

