Изобретение относится к способу изготовления холоднокатаной стальной полосы из высокопрочной стали, содержащей марганец. Под стальной полосой понимаются, в частности, стальные полосы, а также стальные листы. Типичная прочность на разрыв Rm у этих сталей составляет от около 800 МПа до 2000 МПа. Удлинение при разрушении A80 имеет значения от около 3% до 40%.
Европейская патентная заявка EP 2 383 353 A2 раскрывает высокопрочную сталь, содержащую марганец, стальную полосу, изготовленную из этой стали, и способ производства такой стальной полосы. Сталь состоит из элементов (с содержанием в весовых процентах относительно стального расплава): С: до 0,5; Mn: от 4 до 12,0; Si: до 1,0; Al: до 3,0; Cr: от 0,1 до 4,0; Cu: до 4,0; Ni: до 2,0; N: до 0,05; P: до 0,05; S: до 0,01; при этом остаток – это железо и неизбежные примеси. В качестве опции, представлены один или несколько элементов группы из «V, Nb, Ti», при этом суммарное содержание этих элементов равно максимум 0,5. Утверждается, что эта сталь отличается тем, что может быть произведена с меньшими затратами, чем стали с высоким содержанием марганца, и при этом имеет большие значения по удлинению при разрушении и, в связи с этим, обладает значительно лучшей способностью к деформации.
Способ изготовления стальной полосы из высокопрочной стали, содержащей марганец, как описано выше, включает в себя следующие рабочие этапы:
- выплавка вышеописанного стального расплава,
- производство исходного продукта для последующей горячей прокатки, при этом стальной расплав льется в струю, от которой отделяется по меньшей мере один сляб или тонкий сляб в качестве исходного продукта для горячей прокатки, или в литую полосу, которая подается в процесс горячей прокатки в качестве исходного продукта,
- термообработка исходного продукта для доведения исходного продукта до начальной температуры горячей прокатки от 1150°С до 1000°С;
- горячая прокатка исходного продукта для получения горячей полосы при толщине максимум 2,5 мм, при этом горячая прокатка прекращается при конечной температуре горячей прокатки от 1050°С до 800°С;
- намотка горячей полосы с образованием катушки при температуре намотки ≤ 700˚С, в качестве опции, отжиг горячей полосы и затем её холодная прокатка до толщины максимум 60% от толщины горячей полосы.
В зависимости от точки расплава, эта сталь может содержать метастабильный аустенит, обладающий способностью к образованию мартенсита, наведенного напряжением (TRIP-эффект).
В международной патентной заявке WO 2005/061152 A1 также описан способ изготовления горячих полос из деформируемой легковесной стали, которая успешно может быть подвергнута глубокой холодной вытяжке, с содержанием Mn от 9 до 30 вес.%. В дополнение к высокому уровню прочности на разрыв, горячая полоса обладает свойствами TRIP. Патентный документ Германии DE 197 27 759 A1, находящийся в открытом доступе, раскрывает сверхпрочную аустенитную легковесную сталь, которая может успешно подвергаться глубокой вытяжке с прочностью на разрыв до 1100 МПа, которая также обладает свойствами TRIP и TWIP. Патентный документ Германии DE 10 2012 111 959 A1, находящийся в открытом доступе, раскрывает стальной материал с высоким содержанием марганца со свойствами TRIP и TWIP, который подвергается усиленному упрочнению и деформации посредством холодного формования при температуре ниже температуры окружающей среды, предпочтительно в диапазоне от +25°С до - 200°C. Патентный документ Германии DE 10 2009 030 324 A1, находящийся в открытом доступе, раскрывает сталь, с высоким содержанием марганца, с низкой тенденцией к водородному охрупчиванию и высокой прочностью на разрыв, одновременно имеющую большие значения по удлинению при разрушении. Патентная заявка US 2012/0059196 A1 раскрывает способ изготовления горячей полосы с установкой горизонтальной полосы литья. Горячая полоса состоит из основных компонентов Fe, Mn, Si и Al, обладает свойствами TRIP и/или TWIP и пригодна для глубокой вытяжки. Патент США 6 358 338 B1 также относится к способу изготовления стальной полосы из стали с высоким содержанием марганца. В целях повышения прочности на разрыв и способности к растяжению, стальную полосу после холодной прокатки подвергают рекристаллизационному отжигу. В патентной заявке US 2009/0074605 A1 получена стальная полоса с высоким содержанием марганца с превосходной краш-характеристикой и с большими значениями по прочности на разрыв и удлинению, при этом стальную полосу подвергают холодной прокатке после горячей прокатки и затем отжигают при температуре 600°C.
Кроме того, в патенте Германии DE 10 2012 013 113 A1, находящемся в открытом доступе, описаны TRIP-стали, которые имеют преимущественно ферритную основную микроструктуру с включенным остаточным аустенитом. Благодаря интенсивному холодному упрочнению, TRIP-сталь достигает больших значений по равномерному удлинению и прочности на разрыв.
Недостатком этих содержащих марганец сталей с TRIP-эффектом является то, что при производстве холоднокатаной стальной полосы, достигаемая степень деформации ограничена из-за интенсивного холодного упрочнения материала во время холодной прокатки и связанной с этим высокой нагрузки на прокатный стан. Для достижения высоких степеней холодного формования, часто требуется множество этапов холодной прокатки с соответственно низкими степенями деформации, причем перед повторным этапом холодной прокатки, в каждом случае должен быть проведен рекристаллизационный отжиг, чтобы привести материал в состояние, пригодное для холодной прокатки. Эта процедура с множеством этапов холодной прокатки с промежуточным рекристаллизационным отжигом является очень затратной по времени и дорогостоящей и связана с дополнительными выбросами CO2.
На основании вышеизложенного, целью настоящего изобретения является предоставление способа изготовления холоднокатаной стальной полосы из высокопрочной, содержащей марганец стали с TRIP-свойствами, при котором холодная прокатка до требуемой конечной толщины может быть выполнена более экономичным и экологически безопасным способом. В дополнение, предусмотрен производственный путь от выплавки стали до холодной прокатки стальной полосы до требуемой конечной толщины.
Эта цель достигается при помощи способа изготовления стальной полосы, имеющей признаки по пункту 1 формулы. Предпочтительные варианты осуществления изобретения описаны в соответствующих зависимых пунктах формулы изобретения.
В соответствии с настоящим изобретением, способ изготовления холоднокатаной стальной полосы из высокопрочной, содержащей марганец стали с TRIP-свойствами, с содержанием (в вес.%):
С: от 0,0005 до 0,9
Mn: от более 3,0 до 12
при этом остаток – это железо с неизбежными сопутствующими стали элементами, при легировании в качестве опции одним или несколькими из следующих элементов (с содержанием в весовых процентах относительно стального расплава):
Al: до 10
Si: до 6
Cr: до 6
Nb: до 1,5
V: до 1,5
Ti: до 1,5
Mo: до 3
Cu: до 3
Sn: до 0,5
W: до 5
Co: до 8
Zr: до 0,5
Ta: до 0,5
Te: до 0,5
B: до 0,15
P: макс. 0,1, в частности < 0,04
S: макс 0,1, в частности < 0,02
N: макс. 0,1, в частности < 0,05
Ca: до 0,1
отличающийся тем, что во избежание холодной прокатки при температуре окружающей среды, прокатка до требуемой конечной толщины происходит при температуре от 50°С до 400°С.
В соответствии с настоящим изобретением, высокопрочными сталями считаются стали с прочностью на разрыв от 800 МПа до 2000 МПа.
Причиной интенсивного холодного упрочнения этих высокопрочных, содержащих марганец сталей с TRIP-эффектом, является доля остаточного аустенита, содержащегося в микроструктуре, помимо мартенсита и/или феррита и/или бейнита и/или перлита. Этот остаточный аустенит может быть преобразован при соответствующих температурах окружающей среды в мартенсит (TRIP-эффект как ε, так и α'-мартенсит), при этом, при температуре окружающей среды до примерно 50°C значительная доля образования мартенсита всегда имеет место благодаря TRIP-эффекту. Это приводит к упрочнению материала и, в связи с этим, к интенсивному увеличению сил качения во время холодной прокатки, даже во время первого прохода и связано со снижением максимальной степени деформации. Холоднокатаная полоса затем имеет высокий уровень прочности и низкую остаточную способность к деформации. Кроме того, влияние механических напряжений может вызвать двойники деформации (TWIP-эффект).
В соответствии с настоящим изобретением, посредством повышения температуры деформации перед первым проходом до температуры от выше 50°С до 400°С, механизм превращения TRIP из аустенита в мартенсит полностью или частично подавляется и, следовательно, при прокатке, только за один проход прокатки, возможны значительно более высокие степени деформации.
Термин «холодная прокатка» обычно часто относится к холодной прокатке при температуре окружающей среды. В соответствии с настоящим изобретением, термин «холодная прокатка» также используется для холодной прокатки при повышенной температуре. В отличие от горячей прокатки, эта повышенная температура в случае холодной прокатки, в соответствии с настоящим изобретением, явно ниже температуры конверсии AC1, связанной с преобразованием микроструктуры. Холодная прокатка, в соответствии с настоящим изобретением, также предпочтительно имеет место при температуре, ниже гомологичной температуры, когда в стальном листе процессы ползучести всё ещё не происходят.
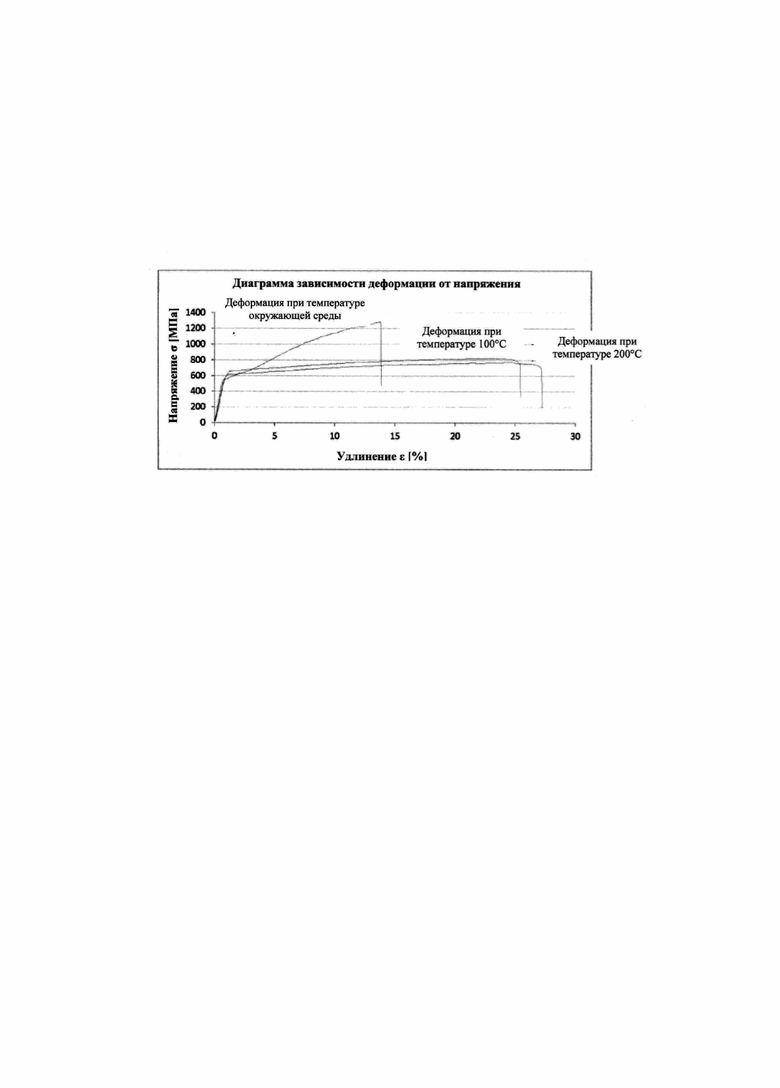
На единственном чертеже, прилагаемом к настоящему документу, влияние температуры деформации при прокатке на поведение материала при упрочнении иллюстрируется с помощью значений, характеризующих испытания на растяжение. По сравнению с деформацией при температуре окружающей среды 20°С, при температурах деформации 100°С или 200°С, явно более высокие значения удлинения достигаются при явно более низком увеличении прочности на разрыв.
Предпочтительным условием является, чтобы горячая полоса или пред-полоса нагревались до температуры от 50°С до 400°С, предпочтительно от 70°С до 250°С, или горячая полоса или пред-полоса уже находились при температуре от 50°С до 400°С, предпочтительно от 70°С до 250°С, и затем подвергались холодной прокатке до требуемой конечной толщины при температуре, перед первым проходом, от 50°С до 400°С, предпочтительно от 70°С до 250°С. Под «находиться при температуре» понимается, что температура является результатом предыдущего этапа процесса или эта температура поддерживается. Предыдущий этап процесса может означать этап повторного нагрева, непрерывный или дискретный этап обработки с использованием имеющегося в горячей полосе или пред-полосе тепла, в частности, процесс горячей прокатки, или поддержание температуры в печи.
При нагреве горячей полосы, перед холодной прокаткой, до температуры от 50°С до 400°С, предпочтительно от 70°С до 250°С, превращение аустенита в мартенсит посредством увеличения энергии дефектов укладки в первом проходе прокатки существенно снижается или предотвращается, поэтому полоса отвердевает менее интенсивно в процессе холодной прокатки, и в аустените образуется больше двойников деформации (TWIP-эффект). Это приводит как к меньшим силам качения, так и к существенно улучшенной способности полосы к деформации во время процесса прокатки. Чтобы компенсировать дополнительный нагрев полосы из-за деформируемости при холодном формовании и сохранить температуру полосы в диапазоне, оптимальном для TWIP-эффекта, между отдельными проходами прокатки, в качестве опции, может проводиться охлаждение полосы, например, сжатым воздухом или другими жидкими или газообразными средами.
Кроме того, после прокатки, стальная полоса содержит значительную остаточную способность к деформации, поскольку двойники деформации, образованные в аустените и остаточном аустените, которые могут присутствовать, могут полностью или частично превращаться в мартенсит при температуре окружающей среды посредством TRIP-эффекта, это связано с увеличением максимального удлинения и, следовательно, улучшением способности к деформации для получения деталей из плоского продукта даже без дополнительного отжига, связанного с процессом холодной прокатки.
В дополнение, образование двойников деформации приводит к улучшению поведения во время последующих деформаций в том, что касается индуцированного водородом отложенного образования трещин и водородного охрупчивания по сравнению с холодной прокаткой без предварительного нагрева и связанного с ним процесса отжига, в качестве опции.
Сталь, используемая для способа в соответствии с настоящим изобретением, имеет многофазную микроструктуру, состоящую из феррита и/или мартенсита и/или бейнита и/или перлита и остаточного аустенита/аустенита. Доля остаточного аустенита/аустенита может составлять от 5% до 80%. Остаточный аустенит/аустенит может частично или полностью превращаться в мартенсит посредством TRIP-эффекта при приложении механических напряжений.
Сплав, составляющий основу изобретения, обладает эффектом TRIP и/или TWIP при приложении соответствующего механического напряжения. Благодаря интенсивному упрочнению (подобно холодному упрочнению) при температуре окружающей среды, вызванной эффектом TRIP и/или TWIP, а также увеличением плотности дислокаций, сталь достигает очень больших значений по удлинению при разрушении, в частности, равномерному удлинению и прочности на разрыв. Преимущественно, это свойство достигается благодаря присутствию остаточного аустенита, только при содержании марганца более 3 вес.%.
Использование термина «до» в определении диапазона содержания, например, от 0,01 вес.% до 1 вес.%, означает, что предельные значения – 0,01 и 1 в этом примере – тоже учитываются.
Сталь, в соответствии с настоящим изобретением, особенно подходит для производства высокопрочной стальной полосы, которая может иметь металлическое или неметаллическое покрытие, например, покрытие на основе цинка. Возможно их применение, среди прочего, в автомобильной промышленности, кораблестроении, разработке технологического оборудования, инфраструктуры, в аэрокосмической промышленности и в бытовых приборах. Высокая доля аустенита означает, что сталь, изготовленная в соответствии с настоящим изобретением, подходит для низкотемпературных напряжений.
Предпочтительно, сталь имеет прочность на разрыв Rm от > 800 до 2000 МПа, и удлинение при разрушении А80 от 3 до 40%, предпочтительно от > 8 до 40%.
Особенно однородные и гомогенные свойства материала могут быть достигнуты, если сталь имеет следующий состав сплава (в вес.%):
С: от 0,05 до 0,42
Mn: от > 5 до < 10
при этом остаток – это железо с неизбежными сопутствующими стали элементами, при легировании в качестве опции одним или несколькими из следующих элементов (в вес.%):
Al: от 0,1 до 5, в частности от > 0,5 до 3
Si: от 0,05 до 3, в частности от > 0,1 до 1,5
Cr: от 0,1 до 4, в частности от > 0,5 до 2,5
Nb: от 0,005 до 0,4, в частности от 0,01 до 0,1
B: от 0,001 до 0,08, в частности от 0,002 до 0,01
Ti: от 0,005 до 0,6, в частности от 0,01 до 0,3
Mo: от 0,005 до 1,5, в частности от 0,01 до 0,6
Sn: < 0,2, в частности < 0,05
Cu: < 0,5, в частности < 0,1
W: от 0,01 до 3, в частности от 0,2 до 1,5
Co: от 0,01 до 5, в частности от 0,3 до 2
Zr: от 0,005 до 0,3, в частности от 0,01 до 0,2
Ta: от 0,005 до 0,3, в частности от 0,01 до 0,1
Te: от 0,005 до 0,3, в частности от 0,01 до 0,1
V: от 0,005 до 0,6, в частности от 0,01 до 0,3
Ca: от 0,005 до 0,1
Легирующие элементы обычно добавляются к стали для влияния на конкретные свойства нужным образом. Легирующий элемент, таким образом, может влиять на различные свойства в различных сталях. Влияние и взаимодействие обычно сильно зависят от количества, присутствия дополнительных легирующих элементов и состояния раствора в материале. Корреляции изменчивы и сложны. Эффект от легирующих элементов в сплаве, в соответствии с настоящим изобретением, будет более подробно описан далее. Положительные эффекты от легирующих элементов, при использовании в соответствии с настоящим изобретением, будут описаны далее:
Углерод С: необходим для образования карбидов, стабилизирует аустенит и повышает прочность. Высокое содержание углерода ухудшает свариваемость, тем самым ухудшая свойства по растяжимости и ударной вязкости, по этой причине максимальное содержание задано 0,9 вес.%. Минимальное содержание задано 0,0005 вес.%. Предпочтительным является содержание от 0,05 до 0,42 вес.%, поскольку в этом диапазоне отношение остаточного аустенита к другим фазовым пропорциям может быть задано особенно выгодным образом.
Марганец Mn: стабилизирует аустенит и повышает прочность и ударную вязкость, допуская образование мартенсита, наведенное деформированием, и/или двойникование в сплавах, в соответствии с настоящим изобретением. Содержание ≤ 3 вес.% недостаточно для стабилизации аустенита и это ухудшает свойства по растяжимости, причем при содержании свыше 12 вес.% аустенит стабилизируется слишком сильно и это приводит к тому, что прочностные свойства, в частности, предел текучести, ухудшаются. В соответствии с настоящим изобретением, для марганцевой стали со средним содержанием марганца, предпочтителен диапазон от более 5 до < 10 вес.%, поскольку в этом диапазоне отношение фазовых пропорций друг к другу и механизмам превращения могут быть подвергнуты влиянию выгодным образом во время прокатки до конечной толщины.
Алюминий Al: повышает прочность и свойства по растяжимости, понижая удельную плотность и влияет на конверсионное поведение сплава в соответствии с настоящим изобретением. При содержании Al более 10 вес.% ухудшаются свойства по растяжимости, и это приводит преимущественно к хрупкому разрушению. Для марганцевой стали, в соответствии с настоящим изобретением, со средним содержанием марганца, предпочтительным является содержание Al от 0,1 до 5 вес.%, чтобы увеличить прочность, при том, что имеется хорошая степень растяжимости. В частности, содержание от > 0,5 до 3 вес.% дает особенно высокий уровень прочности и удлинения при разрушении.
Кремний Si: препятствует диффузии углерода, понижает удельную плотность, и повышает прочность и свойства по растяжимости и ударной вязкости. Содержание более 6 вес.% препятствует дальнейшей обработке посредством холодной прокатки по причине охрупчивания материала. Таким образом, задано максимальное содержание 6 вес.%. В качестве опции, задано содержание от 0,05 до 3 вес.%, поскольку содержание в этом диапазоне положительно влияет на свойства деформации. Содержание Si от > 0,1 до 1,5 вес.% оказалось особенно выгодным для свойств деформации и конверсии.
Хром Cr: повышает прочность и понижает скорость коррозии, задерживает образование феррита и перлита и образует карбиды. Максимальное содержание задано 6 вес.%, поскольку более высокое содержание приводит к ухудшению свойств по растяжимости и значительному увеличению затрат. Для марганцевой стали, имеющей среднее содержание марганца, в соответствии с настоящим изобретением, предпочтительным является содержание Cr от 0,1 до 4 вес.%, чтобы уменьшить осаждение крупных карбидов Cr. В частности, содержание от > 0,5 до 2,5 вес.% оказалось выгодным для стабилизации аустенита и осаждения мелких карбидов Cr. Для достижения выгодных свойств при добавлении Al и Si в дополнение к Cr общее содержание Al + Si + Cr должно составлять более 1,2 вес.%.
Молибден Мо: действует как карбидообразующий агент, повышает прочность, и повышает устойчивость к отложенному образованию трещин и водородному охрупчиванию. Содержание Мо более 3 вес.% ухудшает свойства по растяжимости, и поэтому задано максимальное содержание 3 вес.%. Для марганцевой стали, имеющей среднее содержание марганца, в соответствии с настоящим изобретением, предпочтительным является содержание Mo от 0,005 до 1,5 вес.%, чтобы избежать осаждения чрезмерно больших карбидов Mo. В частности, содержание от 0,01 вес.% до 0,6 вес.% приводит к осаждению желаемых карбидов Mo при одновременном снижении затрат на сплав.
Фосфор Р: фосфор – это следовой элемент железной руды, и он растворяется в решетке железа, как замещающий атом. Фосфор повышает твердость и повышает способность к затвердению посредством смешанного кристаллического отвердевания. Однако, предпринимаются меры к понижению содержания фосфора настолько, насколько это возможно, поскольку, среди прочего, имеет место сильная тенденция к сегрегации из-за низкой скорости диффузии, с сильным понижением уровня ударной вязкости. Присоединение фосфора к границам зерен может вызвать трещины вдоль границ зерен при горячей прокатке. Кроме того, фосфор повышает температуру перехода из вязкого в хрупкое поведение на величину до 300°С. По этим причинам, содержание фосфора ограничено до максимум 0,1 вес.%, при этом содержание < 0,04 вес.% является по этим причинам предпочтительным.
Сера S: подобно фосфору, связана в качестве следового элемента в железной руде. Обычно она нежелательна в стали, поскольку проявляет сильную тенденцию к сегрегации и сильно повышает хрупкость, при этом свойства по растяжимости и ударной вязкости ухудшаются. Поэтому делается всё возможное для достижения низкого, насколько это возможно, содержания серы в расплаве (например, посредством глубокой вакуумной обработки). По вышеуказанным причинам, содержание серы ограничено до максимум 0,1 вес.%. В особенно предпочтительном варианте предел составляет < 0,2 вес.%, чтобы уменьшить осаждение MnS.
Азот N: азот – это тоже элемент, сопутствующий производству стали. В растворенном состоянии он повышает свойства по прочности и ударной вязкости в сталях с высоким содержанием марганца более или равным 4 вес.%. Стали с меньшим содержанием марганца < 4 вес.%, при наличии свободного азота, склонны к сильному эффекту старения. Азот диффундирует даже при низких температурах в дислокациях и блокирует их. Таким образом, он повышает прочность вкупе с быстрой потерей ударной вязкости. Можно связать азот в форме нитридов, например, посредством легирования алюминием, ванадием, ниобием или титаном. По вышеуказанным причинам, содержание азота ограничено до максимум 0,1 вес.%, при этом предпочтительным является содержание < 0,05 вес.%, чтобы в значительной степени избежать образования AlN.
Обычно элементы микролегирования добавляются только в очень малых количествах (< 0,1 вес.% на элемент). В отличие от легирующих элементов, они обычно работают за счет образования осаждения, но также могут влиять на свойства в растворённом состоянии. Несмотря на малые добавляемые количества, элементы микролегирования сильно влияют на условия производства, обрабатываемость и конечные свойства.
Обычно элементы микролегирования – это ванадий, ниобий и титан. Эти элементы могут растворяться в решетке железа с образованием карбидов, нитридов и карбонитридов с углеродом и азотом.
Ванадий V и ниобий Nb: способствуют измельчению зерен, в частности, через образование карбидов, при этом улучшаются свойства по прочности, ударной вязкости и растяжимости. Содержание более 1,5 вес.% не дает дополнительных преимуществ. В качестве опции, для ванадия и ниобия, предпочтительно задано минимальное содержание более или равное 0,005 вес.%. и максимальное содержание 0,6 (V) или 0,4 (Nb) вес.%, при котором легирующие элементы предпочтительно обеспечивают измельчение зёрен. Кроме того, чтобы повысить экономическую целесообразность, при этом обеспечивая оптимальное измельчение зерен, содержание V может по-прежнему быть ограниченным от 0,01 вес.% до 0,3 вес.% и содержание Nb от 0,01 до 0,1 вес.%.
Тантал Та: тантал действует аналогично ниобию, в качестве карбидообразующего агента способствуют измельчению зерен, при этом улучшаются свойства по прочности, ударной вязкости и растяжимости. Содержание более 0,5 вес.% не дает дополнительного улучшения свойств. Таким образом, в качестве опции, задано максимальное содержание 0,5 вес.%. Предпочтительным является минимальное содержание 0,005 вес.% и максимальное содержание 0,3 вес.%, при которых выгодным образом может быть обеспечено измельчение зерен. В целях повышения экономической целесообразности и оптимизации измельчения зерен особенно предпочтительным является содержание 0,01 вес.% до 0,1 вес.%.
Титан Ti: способствует измельчению зерен в качестве карбидообразующего агента, и в то же время улучшаются свойства по прочности, ударной вязкости и растяжимости, и понижается межкристаллитная коррозия. Содержание титана более 1,5 вес.% ухудшает свойства по растяжимости, и поэтому максимальное содержание Ti задано 1,5 вес.% В качестве опции, задано минимальное содержание 0,005 вес.% и максимальное содержание 0,6 вес.%, при этом Ti преимущественно осаждается. Предпочтительно, минимальное содержание 0,01 вес.% и максимальное содержание 0,3 вес.%, что обеспечивает оптимальное поведение во время осаждения при низких затратах на сплав.
Олово Sn: олово повышает прочность, но, подобно меди, скапливается под слоем окалины и на границах зерен при более высоких температурах. Это приводит, благодаря проникновению в границы зерен, к образованию легкоплавких фаз и, в связи с этим, трещин в микроструктуре, и к хрупкости припоя, и поэтому в качестве опции задано максимальное содержание ≤ 0,5 вес.%. По вышеуказанным причинам, содержание < 0,2 вес.% является предпочтительным. Чтобы избежать легкоплавких фаз и трещин в микроструктуре, особенно предпочтительным является содержание < 0,05 вес.%.
Медь Cu: понижает скорость коррозии и повышает прочность. При содержании более 3 вес.% ухудшаются возможности по обработке из-за образования легкоплавких фаз при литье и горячей прокатке, и поэтому задано максимальное содержание 3 вес.%. В качестве опции, задано максимальное содержание < 0,5 вес.%, при котором появление трещин при литье и горячей прокатке может быть предотвращено выгодным образом. Чтобы избежать легкоплавких фаз и трещин в микроструктуре, особенно предпочтительным оказалось содержание Cu < 0,1 вес.%.
Вольфрам W: вольфрам действует как карбидообразующий агент, он способствует повышению прочности и термостойкости. Содержание вольфрама более 5 вес.% ухудшает свойства по растяжимости, и поэтому задано максимальное содержание 5 вес.%. В качестве опции, задано максимальное содержание 3 вес.% и минимальное содержание 0,01 вес.%, при которых осаждение карбидов происходит предпочтительным образом. В частности, предпочтительно, минимальное содержание 0,2 вес.% и максимальное содержание 1,5 вес.%, что делает возможным оптимальное поведение во время осаждения при низких затратах на сплав.
Кобальт Со: кобальт повышает прочность стали, стабилизирует аустенит и повышает термостойкость. При содержании более 8 вес.% ухудшаются свойства по растяжимости, и поэтому задано максимальное содержание 8 вес.%. В качестве опции, задано максимальное содержание ≤ 5 вес.% и минимальное содержание 0,01 вес.%, что выгодным образом повышает прочность и термостойкость. Предпочтительно, минимальное содержание 0,3 вес.% и максимальное содержание 2 вес.%, что выгодным образом влияет на стабильность аустенита наряду с прочностными свойствами.
Цирконий Zr: цирконий действует как карбидообразующий агент и повышает прочность. Содержание циркония более 0,5 вес.% ухудшает свойства по растяжимости, и поэтому задано максимальное содержание 0,5 вес.%. В качестве опции, задано максимальное содержание 0,3 вес.% и минимальное содержание 0,005 вес.%, поскольку в этом диапазоне карбиды преимущественно осаждаются. Предпочтительно, минимальное содержание 0,01 вес.% и максимальное содержание 0,2 вес.%, что выгодно обеспечивает оптимальное осаждение карбидов при низких затратах на сплав.
Бор B: замедляет конверсию аустенита, улучшает способность сталей к горячему формованию и повышает прочность при температуре окружающей среды. Он достигает своего эффекта даже при очень низком содержании в сплаве. Содержание более 0,15 вес.% сильно ухудшает свойства по растяжимости и ударной вязкости, поэтому задано максимальное содержание 0,15 вес.%. В качестве опции, заданы минимальное содержание 0,001 вес.% и максимальное содержание 0,08 вес.%, при которых выгодным образом используется свойство бора по увеличению прочности. Предпочтительно, минимальное содержание 0,002 вес.% и максимальное содержание 0,01 вес.%, что обеспечивает оптимальное использование для увеличения прочности, в то же время улучшая конверсионное поведение.
Теллур Te: улучшает коррозионную стойкость, механические свойства и обрабатываемость. В дополнение, Te увеличивает твёрдость MnS, что в результате в меньшей степени даёт удлинение по направлению прокатки при горячей прокатке и холодной прокатке. Содержание более 0,5 вес.% ухудшает свойства по растяжимости и ударной вязкости, поэтому задано максимальное содержание 0,5 вес.%. В качестве опции, заданы минимальное содержание 0,005 вес.% и максимальное содержание 0,3 вес.%, что выгодно улучшает механические свойства и увеличивает твердость присутствующего MnS. Кроме того, предпочтительно, минимальное содержание 0,01 вес.% и максимальное содержание 0,1 вес.%, что обеспечивает оптимизацию механических свойств, в то же время снижая затраты на сплав.
Кальций Са: кальций используется для модификации неметаллических оксидных включений, которые в ином случае могут вызвать нежелательное разрушение сплава из-за включений в микроструктуру, которые станут точками концентрации напряжений, ослабляя металлический композит. В дополнение, кальций повышает однородность сплава в соответствии с настоящим изобретением. Для достижения соответствующего эффекта необходимо минимальное содержание 0,0005 вес.%. При содержании более 0,1 вес.% кальция не наблюдается каких-либо дополнительных преимуществ по модификации включений, при ухудшении возможности по обработке, и этого необходимо избегать по причине высокого парового давления кальция в стальных расплавах. Поэтому, устанавливается максимальное содержание 0,1 вес.%.
Производственный путь, в соответствии с настоящим изобретением, от выплавки стали до готовой стальной полосы с требуемой конечной толщиной менее 10 мм, предпочтительно менее 4 мм, из высокопрочной стали, содержащей марганец, включает в себя следующие этапы:
- выплавка стального расплава, содержащего (в вес.%):
C: от 0,0005 до 0,9
Mn: от 3,0 до 12
при этом остаток – это железо с неизбежными сопутствующими стали элементами, при легировании в качестве опции одним или несколькими из следующих элементов (в вес.%):
Al: до 10
Si: до 6
Cr: до 6
Nb: до 1,5
V: до 1,5
Ti: до 1,5
Mo: до 3
Cu: до 3
Sn: до 0,5
W: до 5
Co: до 8
Zr: до 0,5
Ta: до 0,5
Te: до 0,5
B: до 0.15
P: макс. 0,1, в частности < 0,04
S: макс 0,1, в частности < 0,02
N: макс. 0,1, в частности < 0,05
Ca: до 0,1
- литье стального расплава с получением пред-полосы посредством горизонтального или вертикального процесса литья полосы с приближением к конечным размерам, или литье стального расплава с получением сляба или тонкого сляба посредством горизонтального или вертикального процесса литья сляба или тонкого сляба,
- повторный нагрев сляба или тонкого сляба до температуры от 1050°С до 1250°С и затем горячая прокатка сляба или тонкого сляба с получением горячей полосы, или повторный нагрев пред-полосы, изготовленной с приближением к конечным размерам, до температуры от 1000°С до 1200°С и затем горячая прокатка пред-полосы с получением горячей полосы, или горячая прокатка пред-полосы без повторного нагрева от тепла литья с получением горячей полосы с промежуточным нагревом, в качестве опции, между отдельными проходами прокатки при горячей прокатке,
- намотка горячей полосы при температуре намотки между 820°С и температурой окружающей среды,
- в качестве опции отжиг горячей полосы при следующих параметрах:
температура отжига: 580 – 820°С, продолжительность отжига: от 1 минуты до 48 часов,
- при исключении холодной прокатки при температуре окружающей среды, прокатка горячей полосы с требуемой конечной толщиной менее 10 мм до прокатной стальной полосы при температуре, перед первым проходом, от выше 50°C до 400°C.
- в качестве опции отжиг стальной полосы при следующих параметрах:
температура отжига: 580 – 820°С, продолжительность отжига: от 1 минуты до 48 часов,
- в качестве опции кислотная очистка и/или дрессировка стальной полосы,
- в качестве опции нанесение на стальную полосу антикоррозийного покрытия.
В отношении дополнительных преимуществ, делается ссылка на приведенные выше заявления.
Обычные диапазоны толщины для пред-полосы составляют от 1 мм до 35 мм, а для слябов и тонких слябов – от 35 мм до 450 мм. Предпочтительным условием является, чтобы сляб или тонкий сляб подвергался горячей прокатке с получением горячей полосы, имеющей толщину от 20 мм до 1,5 мм, или пред-полоса, отлитая с приближением к конечным размерам, подвергалась горячей прокатке с получением горячей полосы, имеющей толщину от 8 мм до 1 мм. Лист холоднокатаной стали, изготовленный в соответствии с настоящим изобретением, имеет толщину, например, от >0,15 мм до 10 мм.
Температуры повторного нагрева в диапазоне от 720ºC до 1200ºC предусмотрены для горячей прокатки пред-полосы от тепла литья с получением горячей полосы с промежуточным нагревом, в качестве опции, между отдельными проходами прокатки при процессе горячей прокатки. Если требуется только несколько проходов прокатки, то температура повторного нагрева может быть выбрана из нижней части этого диапазона.
Горячая полоса в качестве опции может быть подвергнута термообработке в температурном диапазоне между 580°C и 820°C от 1 минуты до 48 часов, причем более высокие температуры соотносятся с более коротким временем обработки и наоборот. Отжиг может происходить как в процессе отжига дискретного типа (более длительное время отжига), так и, например, в процессе непрерывного отжига (более короткое время отжига). Дополнительный отжиг служит для снижения прочности и/или для увеличения доли остаточного аустенита горячей полосы перед процессом холодной прокатки, в силу чего свойства по деформации выгодно улучшаются для последующего процесса.
После процесса горячей прокатки, производят холодную прокатку горячей полосы при температуре, поднятой в соответствии с настоящим изобретением, для задания толщины от ≥ 0,15 мм до 10 мм для стальной полосы, как это требуется для конечного использования. После этого, в качестве опции, может быть осуществлен дополнительный процесс отжига, и при необходимости связан с процессом нанесения покрытия, и, наконец, осуществляется процесс дрессировки, посредством которого задается структура поверхности, необходимая для конечного использования.
Предпочтительно, стальная полоса подвергается оцинковке методом горячего погружения или электролитически, или на неё наносится металлическое, неорганическое или органическое покрытие.
Стальная полоса, изготовленная способом в соответствии с настоящим изобретением, имеет прочность на разрыв Rm от > 800 до 2000 МПа и удлинение при разрушении А80 от 3 до 40%, предпочтительно от > 8 до 40%. В этом случае, высокие уровни прочности, как правило, связаны с более низким удлинением при разрушении и наоборот.
Холоднокатаная стальная полоса, изготовленная в соответствии с настоящим изобретением, может затем обрабатываться, например, в виде участка листового металла, катушки или панели путем холодного формования при температуре окружающей среды или путем теплого формования при температурах от 60°C до температуры ниже AC3, предпочтительно < 450°C, с получением детали, причем в этом случае благодаря значительной остаточной способности к деформации можно обойтись без промежуточного отжига в зависимости от использования.
На последующих этапах обработки, холоднокатаная стальная полоса, изготовленная в соответствии с настоящим изобретением, может быть обработана для получения труб с продольными или спиральными сварными швами, причем и в этом случае, благодаря значительной остаточной способности стальной полосы к деформации, можно обойтись без промежуточного отжига в зависимости от использования. Таким образом, труба может иметь наружное и/или внутреннее металлическое, органическое или неорганическое покрытие.
Труба, изготовленная таким образом, может затем быть дополнительно подвергнута деформации, например, вытянута или расширена, или подвергнута деформации с использованием внутреннего высокого давления и дополнительно обработана для получения детали.
Областями применения, таким образом, являются, прежде всего, автомобильная промышленность и машиностроение, крупные бытовые электроприборы, строительство, а также использование при температурах ниже 0°C и в качестве баллистической стали. Баллистические стали используются для защиты транспортных средств и зданий от обстрелов и взрывов, и имеют высокий уровень твердости и ударной вязкости.
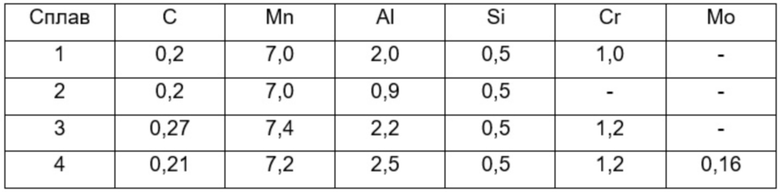
Были проведены испытания для изучения механических свойств стальных полос, изготовленных в соответствии с настоящим изобретением, с использованием, например, сплавов 1 – 4. Сплавы 1 – 4 содержат следующие элементы в указанных количествах в вес.%:
В целях сравнения, стальные полосы, изготовленные из упомянутых выше сплавов 1 – 4, подвергали холодной прокатке, то есть при температуре окружающей среды и, следовательно, ниже 50°С, а также прокатывали, в соответствии с настоящим изобретением при температуре 250°С. Измеренные силы качения приведены ниже:
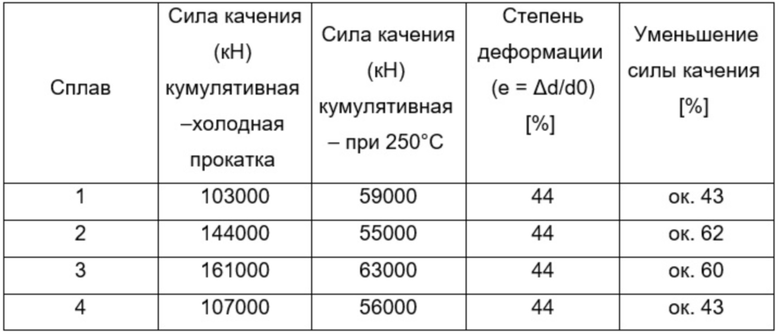
Под кумулятивной силой качения понимается сложение сил качения отдельных проходов, чтобы получить сопоставимую меру расходования силы. Сила качения была стандартизирована до ширины полосы 1000 мм. Степень деформации e определяется как отношение между изменением толщины Δd исследуемой стальной полосы и начальной толщиной d0 исследуемой стальной полосы. Уменьшением силы качения является расчетное уменьшение силы качения при температуре 250°C по сравнению с силой качения при холодной прокатке.
Также оценивалось удлинение при разрушении A50:
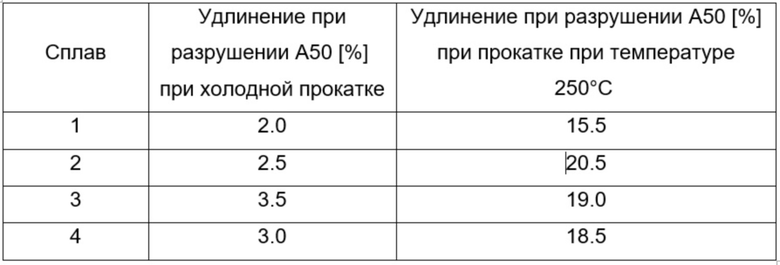
Значения, характеризующие удлинение относятся к удлинению по направлению прокатки.
Изобретение относится к холоднокатаной стальной полосе, изготовленной из высокопрочной, содержащей марганец стали с TRIP-свойствами. Сталь содержит, вес.%: С: от 0,0005 до 0,9, Mn: от 3,0 до 12, при необходимости один или несколько из: Al: до 10, Si: до 6, Cr: до 6, Nb: до 1,5, V : до 1,5, Ti до 1,5, Мо: до 3, Cu: до 3, Sn: до 0,5, W: до 5, Co: до 8, Zr до 0,5, Та : до 0,5, Те до 0,5, B: до 0,15, Р: макс. 0,1, в частности < 0,04, S: макс. 0,1, в частности < 0,02, N: макс. 0,1, в частности < 0,05, и Са: до 0,1, железо и неизбежные примеси – остальное. Достигается повышение технологичности изготовления стальной полосы за счет обеспечения повышения степени деформации при прокатке. 4 н. и 22 з.п. ф-лы, 1 ил., 3 табл.
1. Способ изготовления холоднокатаной стальной полосы из высокопрочной, содержащей марганец стали с TRIP-свойствами, включающий:
- выплавку стального расплава, содержащего, вес.%:
С: от 0,0005 до 0,9;
Mn: от 3,0 до 12;
при необходимости, один или несколько элементов из группы, содержащей:
Al: до 10;
Si: до 6;
Cr: до 6;
Nb: до 1,5;
V: до 1,5;
Ti: до 1,5;
Mo: до 3;
Cu: до 3;
Sn: до 0,5;
W: до 5;
Co: до 8;
Zr: до 0,5;
Ta: до 0,5;
Te: до 0,5;
B: до 0,15;
P: макс. 0,1, в частности менее 0,04;
S: макс 0,1, в частности менее 0,02;
N: макс. 0,1, в частности менее 0,05;
Ca: до 0,1;
железо и неизбежные примеси – остальное;
- горизонтальное или вертикальное литье стального расплава с получением пред-полосы, приближенной к конечным размерам, или с получением сляба или тонкого сляба,
- получение горячекатаной полосы путем повторного нагрева сляба или тонкого сляба до температуры от 1050 до 1250°С и горячей прокатки, или повторного нагрева пред-полосы до температуры от 1000 до 1200°С и горячей прокатки, или горячей прокатки пред-полосы без повторного нагрева, при необходимости, с промежуточным нагревом, между отдельными проходами прокатки при горячей прокатке,
- намотка горячекатаной полосы при температуре ниже 820°С,
- при необходимости, отжиг горячекатаной полосы при следующих параметрах:
температура отжига: 580–820°С, продолжительность отжига: от 1 минуты до 48 часов,
- холодная прокатка отожженной горячекатаной полосы до требуемой конечной толщины при температуре от 50 до 400°С,
- при необходимости, отжиг холоднокатаной стальной полосы при следующих параметрах:
температура отжига: 580–820°С, продолжительность отжига: от 1 минуты до 48 часов,
- при необходимости, кислотная очистка и/или дрессировка холоднокатаной стальной полосы,
- при необходимости, нанесение на холоднокатаную стальную полосу металлического, органического или неорганического антикоррозийного покрытия.
2. Способ по п. 1, отличающийся тем, что холодную прокатку до требуемой конечной толщины осуществляют горячекатаной полосы, имеющей температуру от 70 до 250°С.
3. Способ по п. 1 или 2, отличающийся тем, что горячекатаную полосу или пред-полосу нагревают до температуры от 50 до 400°С, предпочтительно от 70 до 250°С, или горячекатаную полосу или пред-полосу, находящуюся при температуре от выше 50 до 400°С, предпочтительно от 70 до 250°С, подвергаются холодной прокатке до требуемой конечной толщины.
4. Способ по любому из пп. 1–3, отличающийся тем, что охлаждение горячекатаной полосы до температуры от 50 до 400°С, в частности до температуры от 70 до 250°С, осуществляют между проходами при холодной прокатке.
5. Способ по любому из пп. 1–4, отличающийся тем, что сталь содержит, вес.%:
C: от 0,05 до 0,42.
6. Способ по любому из пп. 1–5, отличающийся тем, что сталь содержит, вес.%:
Mn: от более 5 до менее 10.
7. Способ по любому из пп. 1–6, отличающийся тем, что сталь содержит, вес.%:
Al: от 0,1 до 5, в частности от более 0,5 до 3.
8. Способ по любому из пп. 1–7, отличающийся тем, что сталь содержит, вес.%:
Si: от 0,05 до 3, в частности от более 0,1 до 1,5.
9. Способ по любому из пп. 1–8, отличающийся тем, что сталь содержит, вес.%:
Cr: от 0,1 до 4, в частности от более 0,5 до 2,5.
10. Способ по одному из пп. 7–9, отличающийся тем, что суммарное содержание Al, Si и Cr составляет более 1,2 вес.%.
11. Способ по любому из пп. 1–10, отличающийся тем, что сталь содержит, вес.%:
Nb: от 0,005 до 0,4, в частности от 0,01 до 0,1.
12. Способ по любому из пп. 1–11, отличающийся тем, что сталь содержит, вес.%:
V: от 0,005 до 0,6, в частности от 0,01 до 0,3.
13. Способ по любому из пп. 1–12, отличающийся тем, что сталь содержит, вес.%:
Ti: от 0,005 до 0,6, в частности от 0,01 до 0,3.
14. Способ по любому из пп. 1–13, отличающийся тем, что сталь содержит, вес.%:
Mo: от 0,005 до 1,5, в частности от 0,01 до 0,6.
15. Способ по любому из пп. 1–14, отличающийся тем, что сталь содержит, вес.%:
Sn: менее 0,2, в частности менее 0,05.
16. Способ по любому из пп. 1–15, отличающийся тем, что сталь содержит, вес.%:
Cu: менее 0,5, в частности менее 0,1.
17. Способ по любому из пп. 1–16, отличающийся тем, что сталь содержит, вес.%:
W: от 0,01 до 3, в частности от 0,2 до 1,5.
18. Способ по любому из пп. 1–17, отличающийся тем, что сталь содержит, вес.%:
Co: от 0,01 до 5, в частности от 0,3 до 2.
19. Способ по любому из пп. 1–18, отличающийся тем, что сталь содержит, вес.%:
Zr: от 0,005 до 0,3, в частности от 0,01 до 0,2.
20. Способ по любому из пп. 1–19, отличающийся тем, что сталь содержит, вес.%:
Ta: от 0,005 до 0,3, в частности от 0,01 до 0,1.
21. Способ по любому из пп. 1–20, отличающийся тем, что сталь содержит, вес.%:
Te: от 0,005 до 0,3, в частности от 0,01 до 0,1.
22. Способ по любому из пп. 1–21, отличающийся тем, что сталь содержит, вес.%:
B: от 0,001 до 0,08, в частности от 0,002 до 0,01.
23. Способ по любому из пп. 1–22, отличающийся тем, что сталь содержит, вес.%:
Ca: от 0,005 до 0,1.
24. Применение холоднокатаной стальной полосы из высокопрочной, содержащей марганец стали с TRIP-свойствами, изготовленной способом по любому из пп. 1–23, в качестве материала для производства деталей путем горячего формования, холодного формования или теплого формования, для производства труб с продольными или спиральными сварными швами, для производства деталей автомобильной промышленности, машиностроения, крупных бытовых электроприборов, в строительстве.
25. Применение холоднокатаной стальной полосы из высокопрочной, содержащей марганец стали с TRIP-свойствами, изготовленной способом по любому из пп. 1 – 23, в качестве материала для производства деталей, используемых в низкотемпературном диапазоне от 0 до -273°С.
26. Применение холоднокатаной стальной полосы из высокопрочной, содержащей марганец стали с TRIP-свойствами, изготовленной способом по любому из пп. 1–23, в качестве баллистической стали.
| WO 2015086903 A1, 18.06.2015 | |||
| WO 2015001177 A1, 08.01.2015 | |||
| US 20080185077 A1, 07.08.2008 | |||
| US 4533391 A1, 06.08.1985 | |||
| US 20160097114 A1, 07.04.2016. |

