ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее раскрытие направлено в целом на узел чистящей головки щетки, имеющий щетиночные пучки, удерживаемые в эластомерной матрице, а также на способы изготовления узла чистящей головки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] Считается, что заболевания пародонта представляют собой инфекционные заболевания, вызванные бактерией, присутствующей в зубной бляшке. Чистка зубов является эффективным способом удаления зубной бляшки с зубов. Электрические зубные щетки могут улучшить удаление зубной бляшки. Такие электрические зубные щетки имеют набор щетинок, прикрепленных к чистящей головке, которая приводится в действие приводом, который приводит к очистке щетинками зубных поверхностей.
[0003] Чистящие головки и ручных, и электрических зубных щеток содержат щетинки, которые используются для очистки зубов, языка и щек. В некоторых зубных щетках щетинки собраны в щетиночные пучки, заключенные в удерживающие кольца. Удерживающие кольца служат для фиксации щетиночных пучков в чистящей головке и часто имеют полую кольцеобразную форму с внутренним и наружным кольцеобразным периметром. При изготовлении щетиночные пучки вставляются в полое внутреннее пространство удерживающего кольца, и щетинки в удерживающем кольце фиксируются в материале чистящей головки, который затем охлаждается или остывает для образования окончательной чистящей головки.
[0004] Часто, однако, удерживающие кольца непрочно фиксированы в чистящей головке. В результате кольцо и щетиночный пучок могут шататься или расшатываться в чистящей головке, и щетинки могут не всегда располагаться под углом, оптимальным для чистки. А потому при динамических состояниях движения, вызванных работой электрической зубной щетки, например, конструкция щетиночного пучка может испытывать более сильные напряжения при динамическом движении, что может привести к отделению. Кроме того, процесс собирания щетинок в пучки в удерживающих кольцах и дальнейшее охлаждение или остывания материала чистящей головки для фиксации пучков на месте, может быть длительным и дорогим.
[0005] Соответственно, в данной области техники существует потребность в узлах чистящей головки и способах их изготовления, которые постоянно и эффективно удерживают щетиночные пучки в чистящей головке при обеспечении гибкости щетинок при использовании.
Сущность изобретения
[0006] Настоящее раскрытие направлено на новые способы изготовления чистящей головки с фиксированными щетиночными пучками. Различные варианты осуществления и воплощения в настоящем документе направлены на способы изготовления, в которых концы щетиночных пучков расплавляются с образованием пучков с проксимальными концами различных форм и размеров, которые затем заделываются в эластомерную матрицу, приводя к окончательной чистящей головки. С использованием различных вариантов осуществления и воплощений, описанных в настоящем документе, существенно совершенствуется рентабельное и эффективное производства чистящих головок, имеющих фиксированные щетиночные пучки. Например, в некоторых вариантах осуществления, при вытягивании щетиночного пучка часть силы передается к окружающей эластомерной матрице благодаря форме головного участка проксимальных концов щетиночного пучка. Это обеспечивает большую гибкость перемещений пучка, и также, за счет уменьшения давления, уменьшается вероятность вырывания удерживающей головки через удерживающее кольцо, вызывая преждевременный выход из строя чистящей головки из-за потери щетиночных пучков.
[0007] В целом в одном аспекте обеспечивается чистящая головка. Чистящая головка включает в себя: жесткую шейку щетки; множество щетиночных пучков, каждый из которых содержит множество щетиночных нитей, имеющих проксимальный конец и свободный конец, при этом каждый из множества щетиночных пучков содержит головной участок проксимального конца, получен с первой формой путем расплавления внутри пресс-формы; и эластомерную матрицу, содержащую по меньшей мере участок жесткой шейки щетки и головные участки проксимального конца, при этом первая форма головного участка проксимального конца выполнена с возможностью взаимодействия с эластомерной матрицей так, что щетиночные пучки удерживаются в эластомерной матрице.
[0008] Согласно варианту осуществления головные участки проксимального конца двух или более соседних щетиночных пучков объединены.
[0009] Согласно варианту осуществления чистящая головка дополнительно включает в себя множество удерживающих колец, при этом каждое из множества удерживающих колец выполнено с возможностью вмещения соответствующего одного из множества щетиночных пучков.
[0010] Согласно варианту осуществления головные участки проксимального конца содержат трапециевидную форму.
[0011] Согласно варианту осуществления головные участки проксимального конца содержат u-образную форму.
[0012] Согласно аспекту изобретения обеспечен способ изготовления чистящей головки. Способ включает в себя этапы, на которых: помещают проксимальный конец каждого из множества щетиночных пучков в пресс-форму, при этом пресс-форма содержит множество полостей, каждая из которых выполнена с возможностью вмещения по меньшей мере одного из множества щетиночных пучков; воздействуют нагреванием на каждый из проксимальных концов щетиночного пучка с температурой и с расстояния, достаточных по меньшей мере для частичного расплавления проксимального конца щетиночного пучка для создания головного участка проксимального конца, при этом каждая из полостей дополнительно выполнена с возможностью по меньшей мере частично придавать форму головному участку проксимального конца, когда он по меньшей мере частично расплавлен; удаляют по меньшей мере участок пресс-формы, при этом удаление пресс-формы открывает головной участок проксимального конца множества щетиночных пучков; и формуют термопластический эластомер для создания эластомерной матрицы, которая по меньшей мере частично охватывает проксимальные головные участки.
[0013] Согласно варианту осуществления способ дополнительно включает в себя этап, на котором удаляют оставшийся участок пресс-формы после этапа формования.
[0014] Согласно варианту осуществления способ дополнительно включает в себя этап, на котором помещают шейку щетки вблизи головных участков проксимального конца.
[0015] Согласно варианту осуществления пресс-форма дополнительно содержит один или более каналов между по меньшей мере некоторыми из полостей, при этом каналы выполнены с возможностью вмещения по меньшей мере участка расплавленного щетиночного пучка на этапе воздействия нагреванием.
[0016] Согласно варианту осуществления по меньшей мере участок каждой из полостей пресс-формы содержит трапециевидную форму.
[0017] Согласно варианту осуществления по меньшей мере участок каждой из полостей пресс-формы содержит u-образную форму.
[0018] Согласно аспекту изобретения обеспечивается узел чистящей головки для электрической зубной щетки. Узел чистящей головки включает в себя шейку и чистящую головку, при этом чистящая головка содержит: жесткую шейку щетки; множество щетиночных пучков, каждый из которых содержит множество щетиночных нитей, имеющих проксимальный конец и свободный конец, причем каждый из множества щетиночных пучков содержит головной участок проксимального конца, полученный с первой формой путем расплавления в пресс-форме; и эластомерную матрицу, содержащую по меньшей мере участок жесткой шейки щетки и головные участки проксимального конца, причем первая форма головного участка проксимального конца выполнена с возможностью взаимодействия с эластомерной матрицей так, что щетиночные пучки удерживаются в эластомерной матрице.
[0019] Следует принять во внимание, что все комбинации вышеупомянутых концепций и дополнительные концепции, рассмотренные ниже подробно (при условии, что такие концепции не являются взаимно несовместимыми), рассматриваются как часть объекта изобретения, раскрытого в настоящем документе. В частности, предполагается, что все сочетания заявленных объектов, упомянутых в конце настоящего раскрытия, являются частью объекта изобретения, раскрытого в настоящем документе.
[0020] Эти и другие аспекты изобретения станут очевидны из вариантов осуществления, описанных здесь и далее, и объяснены со ссылкой на эти варианты осуществления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0021] На чертежах подобные номера ссылочных позиций относятся в целом к одним и тем же частям на различных изображениях. Также, чертежи необязательно выполнены в масштабе, вместо этого упор сделан на иллюстрирование принципов изобретения.
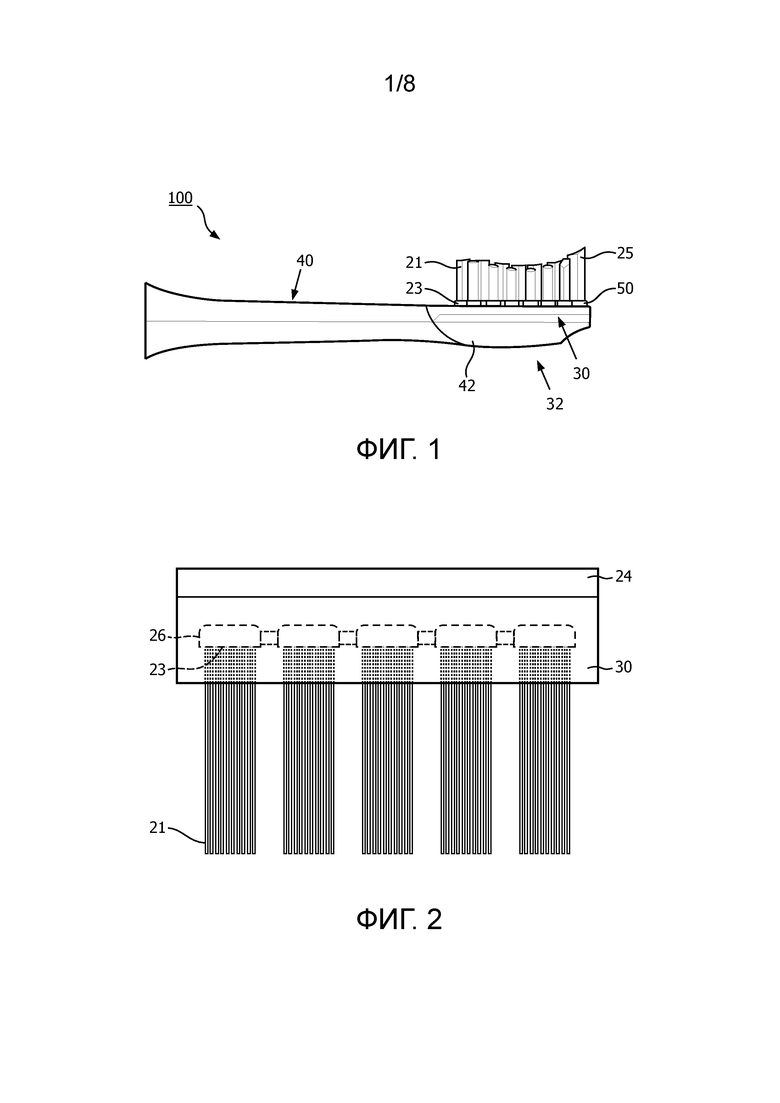
[0022] Фиг. 1 - схематическое изображение вида сбоку узла чистящей головки согласно варианту осуществления.
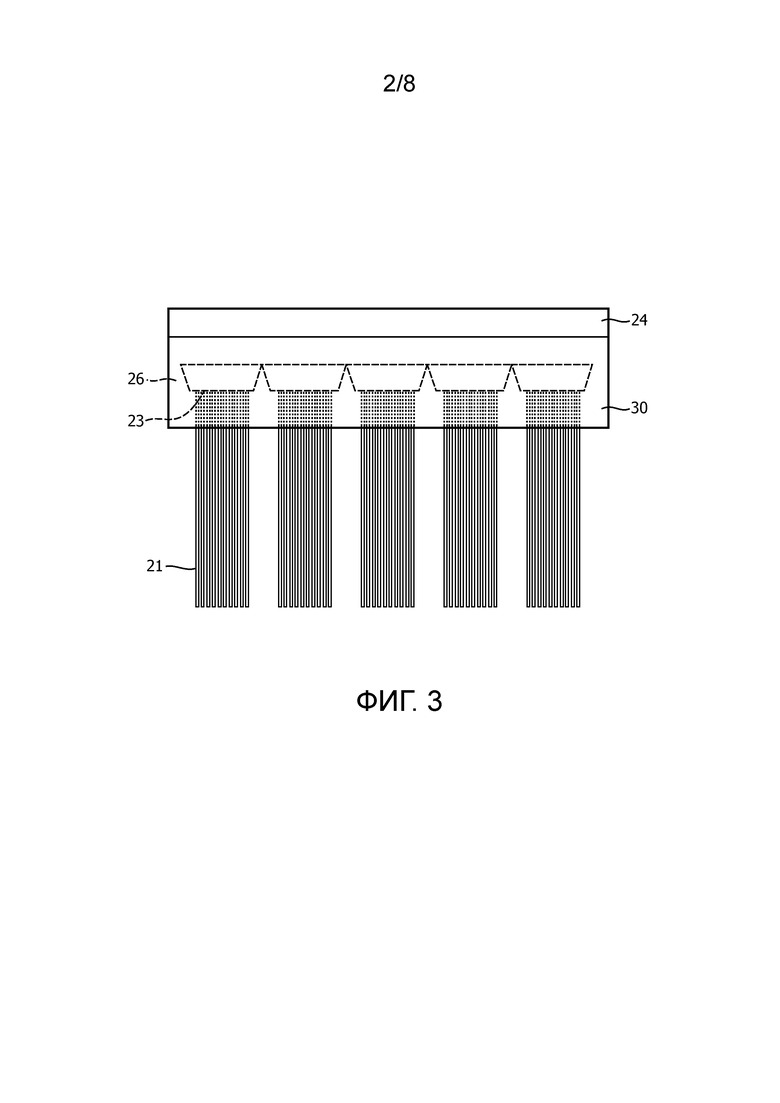
[0023] Фиг. 2 - схематическое изображение участка узла чистящей головки согласно варианту осуществления.
[0024] Фиг. 3 - схематическое изображение участка узла чистящей головки согласно варианту осуществления.
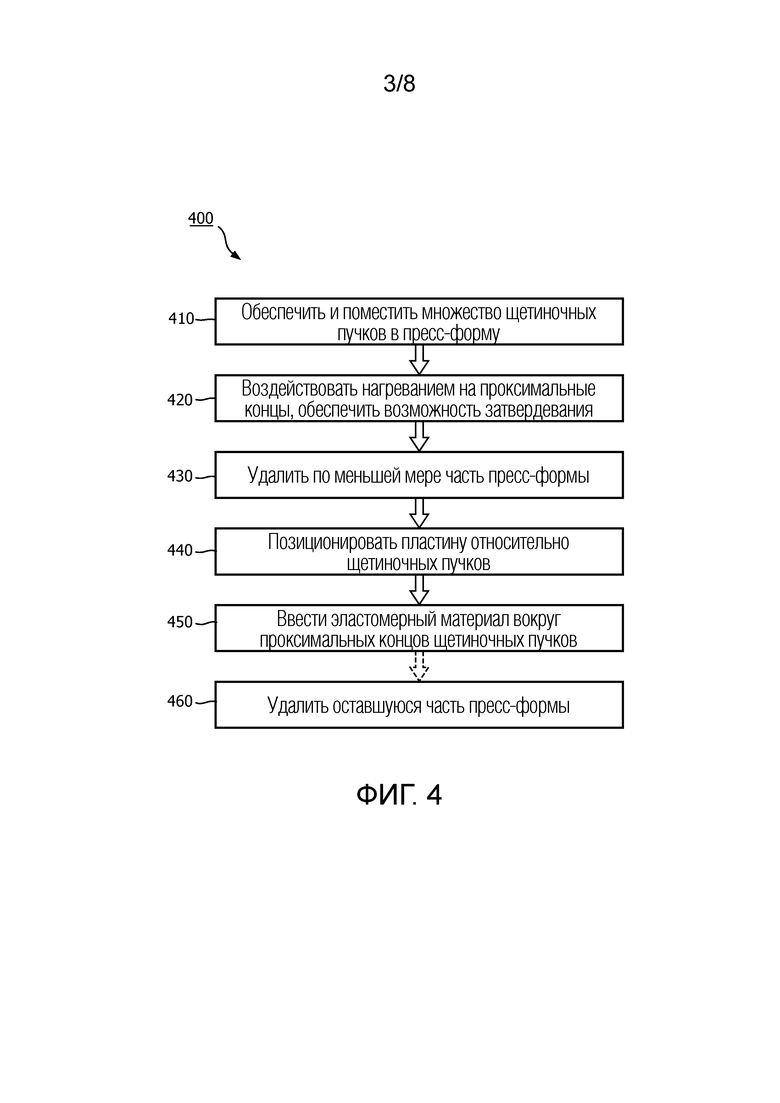
[0025] Фиг. 4 - блок-схема последовательности операций способа изготовления узла чистящей головки, имеющей щетиночные пучки, удерживаемые в эластомерной матрице согласно варианту осуществления.
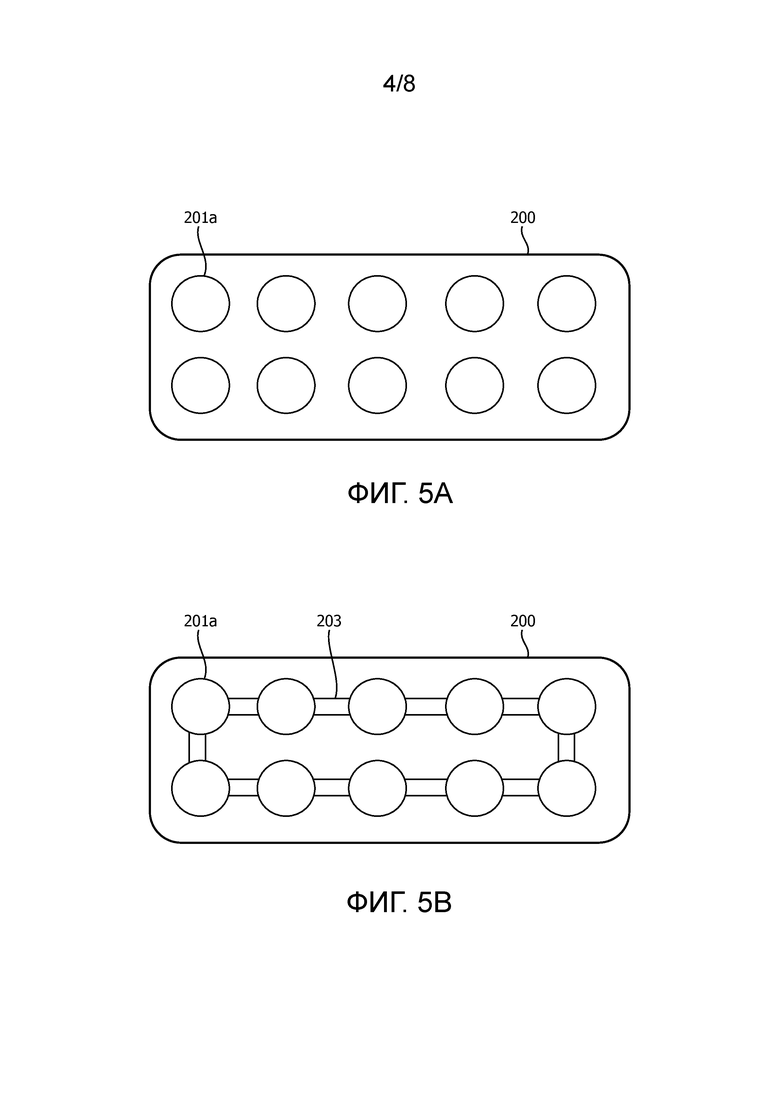
[0026] Фиг. 5A - схематическое изображение пресс-формы для узла чистящей головки согласно варианту осуществления.
[0027] Фиг. 5B - схематическое изображение пресс-формы для узла чистящей головки согласно варианту осуществления.
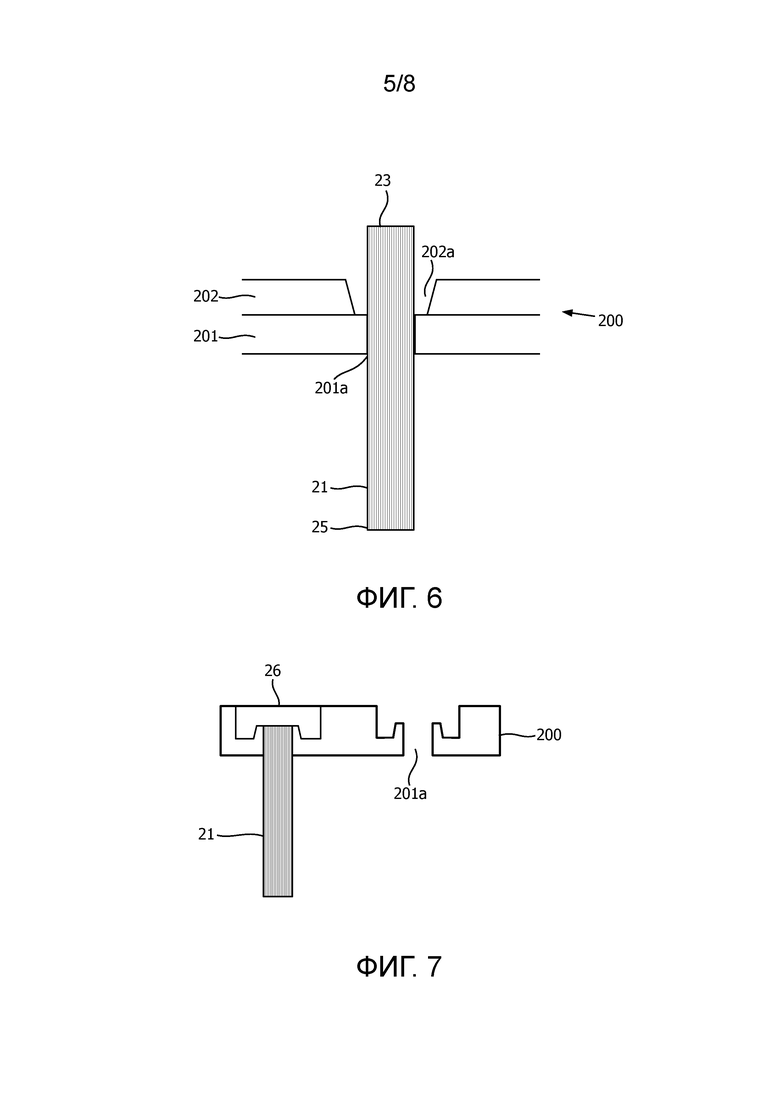
[0028] Фиг. 6 - схематическое изображение участка чистящей головки при изготовлении согласно варианту осуществления.
[0029] Фиг. 7 - схематическое изображение участка узла чистящей головки согласно варианту осуществления.
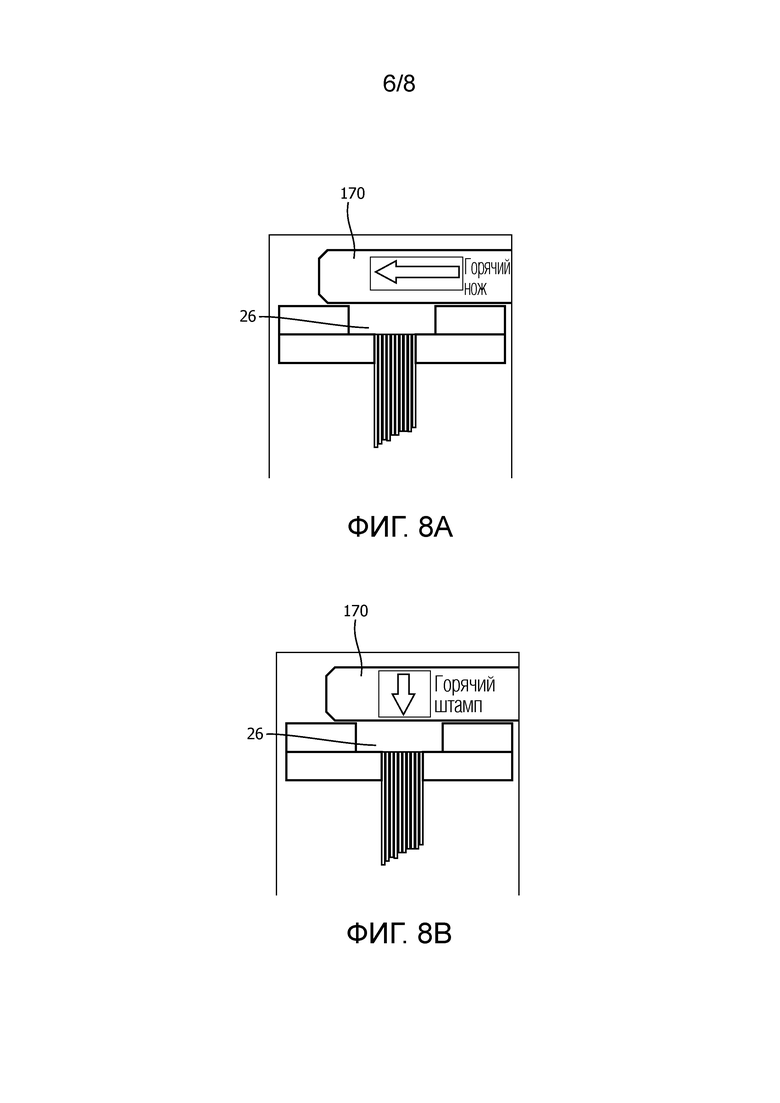
[0030] Фиг. 8A - схематическое изображение участка узла чистящей головки при изготовлении согласно варианту осуществления.
[0031] Фиг. 8B - схематическое изображение участка узла чистящей головки при изготовлении согласно варианту осуществления.
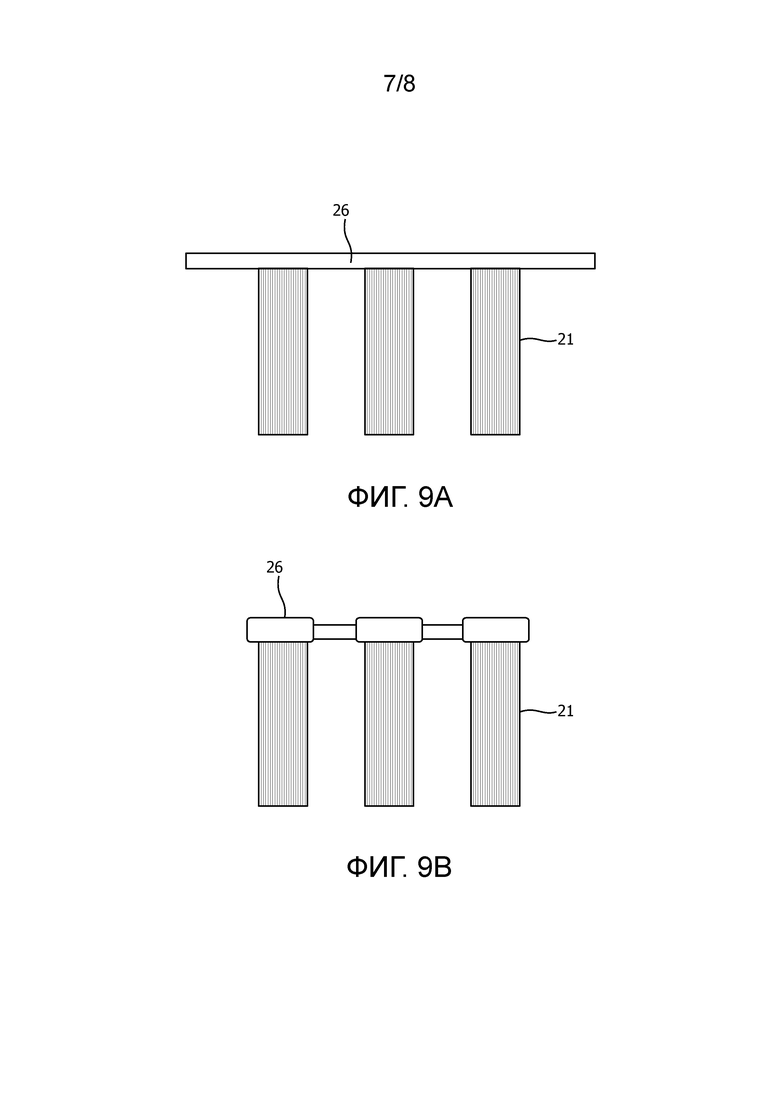
[0032] Фиг. 9A - схематическое изображение участка узла чистящей головки согласно варианту осуществления.
[0033] Фиг. 9B - схематическое изображение участка узла чистящей головки согласно варианту осуществления.
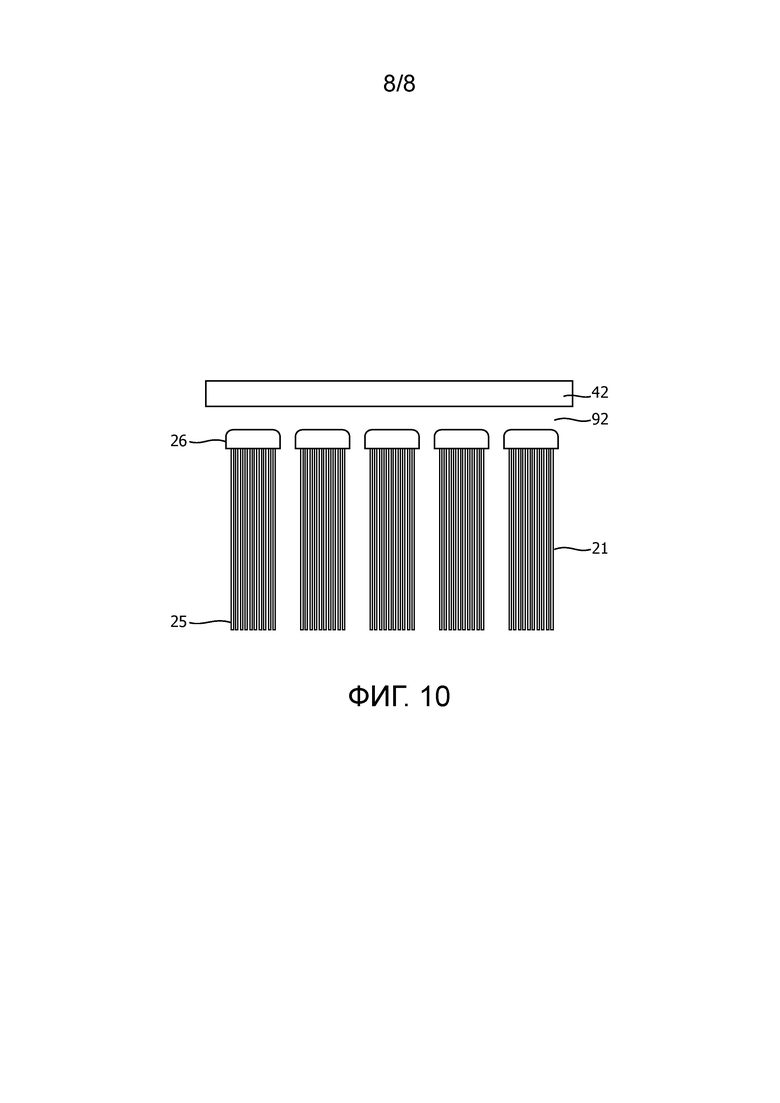
[0034] Фиг. 10 - схематическое изображение участка узла чистящей головки согласно варианту осуществления.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0035] Настоящее раскрытие описывает различные варианты осуществления узла чистящей головки, имеющего щетиночные пучки, удерживаемые в эластомерной матрице, и способы их изготовления. Более широко, заявители обнаружили и оценили, что было бы выгодно обеспечить чистящую головку, имеющую щетиночные пучки, которые имеют сформованный головной участок проксимального конца, тем самым усиливая взаимодействие с эластомерной матрицей и улучшая удержание щетинок, что является выгодным для функции чистящей головки, особенно в электрических чистящих зубы устройствах. Частная цель использования некоторых вариантов осуществления настоящего раскрытия состоит в возможности эффективного изготовления чистящих головок, имеющих улучшенное удержание щетиночного пучка и улучшенную гибкость щетиночного пучка. В свете вышеуказанного различные варианты осуществления и воплощения направлены на узел чистящей головки, в котором щетиночный пучок подвергается нагреванию для образования головного участка проксимального конца щетиночного пучка и усиления взаимодействия с эластомерной матрицей.
[0036] Чистящие головки, раскрытые и описанные в настоящем документе, могут быть использованы с любым ручным или электрическим устройством для чистки зубов. Один пример электрического устройства для чистки зубов, в котором может использоваться чистящая головка, являются устройства Sonicare®, предлагаемые на рынке компанией Koninklijke Philips Electronics N.V. Это устройство для ухода за полостью рта основано на исполнительном устройстве с чистящей головкой, имеющей возвратно-поступательное движение и включающей в себя щетинки для обеспечения эффективной очистки зубов пользователя.
[0037] На фиг. 1, в одном варианте осуществления, обеспечивается схематическое изображение узла 100 чистящей головки. Узел чистящей головки включает в себя шейку 40, которая может соединяться с любым ручным чистящим стержнем, или, более предпочтительно, с любым исполнительным устройством и приводным валом (не представлен) изготовленным или подходящим для устройств для ухода за полость рта, известных в настоящее время или разрабатываемых. Чистящая головка 32 узла чистящей головки включает в себя множество щетиночных пучков 21, каждый из которых содержит множество щетиночных нитей. Согласно варианту осуществления щетиночные пучки состоят из нейлона или другого подходящего материала, и, необязательно, могут быть покрыты полиуретаном, полибутилентерефталатом (PBT), полиолефином, их сочетанием или аналогичным полимером. Каждый щетиночный пучок включает в себя проксимальный конец 23 и свободный конец 25, при этом проксимальный конец каждого щетиночного пучка удерживается в узле 100 чистящей головки. Каждый щетиночный пучок 21 может удерживаться в удерживающем кольце 50. Проксимальный конец щетиночного пучка и удерживающие кольца и опорный участок 42 шейки удерживаются в гибкой эластомерной матрице 30 с образованием головного участка 32 узла 100 чистящей головки. Согласно варианту осуществления эластомерная матрица 30 предпочтительно изготовлена из гибкого термопластического эластомера (TPE), а удерживающие кольца предпочтительно изготовлены из термопластического полимера, например, полипропилена. Каждое из шейки 40, опорного участка 42 шейки и удерживающих колец 50 предпочтительно изготовлено из материала, имеющего более высокие значения модуля упругости, чем эластомерная матрица 30.
[0038] На фиг. 2, в одном варианте осуществления, представлен вид в частичном разрезе участка чистящей головки 32. Каждый из щетиночных пучков 21 имеет проксимальный конец 23, имеющий головной участок 26 проксимального конца, который вделан в эластомерную матрицу 30. Согласно варианту осуществления головные участки 26 проксимального конца соседних щетиночных пучков соединяются при изготовлении с образованием сети щетиночных пучков, которая обеспечивает лучше прикрепление щетиночных пучков в эластомерной матрице 30.
[0039] Головной участок 26 проксимального конца может содержать широкое многообразие различных форм и размеров. Например, головной участок 26 проксимального конца может иметь квадратную, круглую, овальную, треугольную, трапециевидную, прямоугольную, u-образную форму или любую из широкого многообразия других форм и размеров. На фиг. 3, в одном варианте осуществления, представлен вид в частичном разрезе участка чистящей головки 32. Каждый из щетиночных пучков 21 имеет проксимальный конец 23, при этом головной участок 26 проксимального конца вделан в эластомерную матрицу 30. Согласно варианту осуществления головные участки 26 проксимального конца соседних щетиночных пучков соединяются при изготовлении с образованием сети щетиночных пучков, которая обеспечивает лучшее приклеивание щетиночных пучков в эластомерной матрице 30. На фиг. 3, например, головные участки 26 проксимального конца имеют клиновидную или трапециевидную форму. Трапециевидная или клиновидная форма головных участков проксимального конца дополнительно не допускает выдергивания щетиночного пучка из эластомерной матрицы 30 или удаления его из эластомерной матрицы 30 иным способом.
[0040] На фиг. 4 в одном варианте осуществления представлен способ 400 изготовления одного или более различных вариантов осуществления и воплощений чистящей головки, описанных или иным образом предусмотренных в настоящем документе. Например, чистящая головка 32 может содержать множество щетиночных пучков 21, каждый из которых имеет проксимальный конец 23 и свободный конец 25, при этом проксимальный конец каждого щетиночного пучка удерживается в гибкой эластомерной матрице 30 с образованием головного участка 32 узла 100 чистящей головки. Согласно варианту осуществления головным участкам 26 проксимального конца, выполненным из щетинок, придается форма усиления взаимодействия с эластомерной матрицей 30 и/или для увеличения силы, необходимой для удаления щетиночного пучка из эластомерной матрицы. Возможны любые другие варианты осуществления и конфигурации чистящей головки 32.
[0041] На этапе 410 способа множество щетиночных пучков 21, каждый из которых содержит множество щетиночных нитей, обеспечивается и помещается относительно пресс-формы, имеющей полости 201a для удержания и/или помещения щетиночных пучков. Каждый щетиночный пучок включает в себя проксимальный конец 23 и свободный конец 25, при этом проксимальный конец каждого щетиночного пучка удерживается в узле 100 чистящей головки. На фиг. 5A в одном варианте осуществления представлена матрица или пресс-форма 200. Пресс-форма 200 содержит ряд полостей 201a, в которые могут вставляться щетиночные пучки. В некоторых вариантах осуществления, как представлено на фиг. 5B, полости 201a могут быть соединены с одной или более соседних полостей посредством одного или более каналов 203. Согласно варианту осуществления избыточный расплав из щетиночных пучков 21 может затекать и заполнять каналы, когда горячий нож или горячий штамп используется для расплавления щетиночных пучков, таким образом, связывая щетиночные пучки для обеспечения более крупной конструкции и усиленного удержания щетиночных пучков в готовой чистящей головки.
[0042] На фиг. 6, в одном варианте осуществления, представлен вид сбоку с частичным разрезом щетиночного пучка 21, расположенного в полости 201a пресс-формы 200. Пресс-форма содержит верхний участок 202, нижний участок 201 и полость 201a, имеющую размер и расположенную для приема и удержания щетиночных пучков при изготовлении во взаимном расположении, требуемом для готовой чистящей головки. Проксимальный конец 23 и свободный конец 25 щетиночных пучков 21 выступает наружу и из верхнего, и из нижнего концов, соответственно, отверстий 201a в пресс-форме 200. Пресс-форма может иметь верхний участок 202 вблизи проксимальной стороны верхнего участка пресс-формы 201, который имеет полости 202a, совмещенные с отверстиями 201a в верхнем участке пресс-формы 201, в который вставлен проксимальный конец 23 щетинок.
[0043] Как представлено на фиг. 7, полости 201a в пресс-форме 200 могут иметь различную форму и размеры для обеспечения головных участков 26 проксимального конца, которые способствует лучшей фиксации щетиночных пучков 21 в эластомерной матрице 30. Например, на фиг. 7 полость имеет перевернутую u-образную форму, и, таким образом, головной участок проксимального конца приобретает u-образную форму при нагревании. Форма и размер головных участков 26 проксимального конца важны для обеспечения того, что щетиночные пучки 21 будут удерживаться в готовой чистящей головке при использовании. Кроме того, если эластомерная матрица является прозрачной или частично прозрачной, некоторые формы для головных участков 26 проксимального конца пучка могут обеспечивать лучшую эстетику для готового изделия.
[0044] На этапе 420 способа, представленного на фиг. 4, проксимальный конец 23 щетиночного пучка 21 подвергается нагреванию для создания головного участка 26 проксимального конца, который изготовлен из расплавленного материала, заполняющего полости 202a. Соответственно, головной участок 26 проксимального конца содержит расплавленный проксимальный конец щетинок в щетиночном пучке 21. Головной участок 26 проксимального конца щетиночных пучков расплавляется и принимает форму полостей в пресс-форме. Кроме того, в некоторых компоновках имеются каналы между полостями в пресс-форме, которая также заполняется расплавленным материалом щетиночного пучка, или расплавленный материал размазывается по верху пресс-формы, и это дополнительный расплавленный материал соединяет головные участки щетиночного пучка друг с другом.
[0045] На фиг. 8A и 8B представлено, что проксимальные концы 23 щетиночных пучков нагреваются по меньшей мере до частичного расплавления и сплавления щетинок. Тепло может подаваться источником 170 тепла, который входит в непосредственный физический контакт с проксимальным концом 23 щетиночных пучков 21, например, горячим ножом, который двигается по верху нижней пресс-формы 202 перпендикулярно направлению щетинок, как на фиг. 8A, горячим штампом, которая давит на пресс-форму параллельно направлению щетинок, как на фиг. 8B, или тепло может подаваться посредством нагретого воздуха или посредством любого из множеством других источников тепла, который приближаются, но фактически не приходят в непосредственный физический контакт с проксимальным концом 23 щетиночных пучков 21. При нагревании расплавленные участки головных участков 26 проксимальных концов щетиночных пучков затекают внутрь и заполняют полости 202a.
[0046] На этапе 430 способа, представленного на фиг. 4, по меньшей мере участок пресс-формы 200 удаляется, или, по меньшей мере участок множества щетиночных пучков извлекается из пресс-формы. Обычно этот этап выполняется после того, как расплавленные головные участки 26 проксимального конца щетиночных пучков отверждены, охлаждены и/или остужены.
[0047] Согласно варианту осуществления по меньшей мере участок 202 нижней части пресс-формы удаляется. В некоторых конструкциях участок 201 верхней части пресс-формы также удаляется, а в других конструкциях он остается на месте во время следующего этапа изготовления, чтобы способствовать обеспечению размещения и взаимного расположения щетиночного пучка до окончания изготовления чистящей головки. На фиг. 9A в одном варианте осуществления после охлаждения расплавленных щетиночных пучков и удаления пресс-формы, головные участки 26 проксимального конца образуют равномерную или в значительной степени равномерную сеть для улучшенного удержания щетиночных пучков в готовой чистящей головке. Например, избыточный расплавленный участок щетиночного пучка может быть размазан или иным образом перемещен по верху пресс-формы посредством перемещения горячего ножа, и соседние щетиночные пучки соединяются, образуя сеть. Как представлено на фиг. 9B, в одном варианте осуществления пресс-форма может содержать каналы, в которых могут расплавляться расплавляющиеся проксимальные концы щетиночного пучка, что приводит в немного другое соединенной сети головных участков 26 проксимального конца. После отверждения материала связанная сеть остается на месте после удаления пресс-формы, обеспечивая большую структурную прочность и взаимосвязь между щетиночными пучками, которая усиливает удержание щетиночных пучков в готовой чистящей головке после формования эластомерной матрицы вокруг компонентов с образованием готовой чистящей головки.
[0048] На этапе 440 способа опорный участок 42 шейки 40 щетки позиционируется относительно головного участка 26 проксимального конца щетиночных пучков. Опорный участок шейки 42 щетки может быть надлежащим образом позиционирован посредством использования, например, пресс-формы или другого механизма позиционирования. Как представлено на фиг. 10, в одном варианте осуществления опорный участок 42 шейки 40 щетки располагается над головными участками щетиночного проксимального конца. И опять, в зависимости от конструкции, опорный участок 42 шейки 40 щетки может находиться непосредственно вблизи головных участков 26 проксимального конца, или может быть оставлен промежуток 92 между опорным участком 42 шейки щетки и головным участком 26 проксимального конца. Согласно варианту осуществления шейка 40 щетки может быть выполнена так, чтобы способствовать сплавлению эластомерной матрицы с шейкой щетки. Например, если шейка щетки изготовлена из материалов типа Spandex®, PolyMeg® или аналогичных сополимеров, это обеспечивает сплавление эластомерной матрицы с шейкой щетки, что увеличивает удерживающие силы. Кроме того, эта конструкция обеспечивает дополнительную гибкость щетиночного пучка в шейке щетки и, следовательно, дополнительные степени свободы движения в чистящей головке. Однако возможны многие другие материалы и конфигурации для шейки 40 щетки.
[0049] На этапе 450 способа на фиг. 4 эластомерный материал формуется поверх указанной по меньшей мере части опорного участка 42 шейки 40 и головных участков 26 щетиночного пучка с образованием эластомерной матрицы 30. Согласно варианту осуществления эластомерная матрица 30 предпочтительно изготавливается из гибкого термопластического эластомера.
[0050] На необязательном этапе 460 способа после отверждения/охлаждения/ остужения эластомерной матрицы 30, если верхний участок 201 пресс-формы 200 был оставлен на месте, он может быть удален. В некоторых конструкциях свободный конец 25 щетиночных пучков 21 может быть обрезан по окончании изготовления.
[0051] Все определения, приведенные и используемые в настоящем документе, следует понимать как имеющие приоритет над словарными определениями, определениями в документах, включенных посредством ссылки, и/или обычными значениями определяемых терминов.
[0052] Слово в единственном числе, при использовании в настоящем документе в описании и в формуле, следует понимать в значении «по меньшей мере один», если явно не указано иное.
[0053] Фразу ʺи/илиʺ при использовании в настоящем документе, в описании и в формуле, следует понимать в значении ʺлюбой из двух или обаʺ элементов, соединенных таким образом, то есть, элементов, которые совместно присутствуют в некоторых случаях и раздельно присутствуют в других случаях. Множество элементов, перечисленных с помощью слов ʺи/илиʺ, следует истолковывать таким же образом, то есть, ʺодин или болееʺ элементов, соединенных таким образом. Могут необязательно иметься другие элементы, отличные от элементов, явно указанных фразой ʺи/илиʺ, связанные или не связанные с явно указанными элементами.
[0054] При использовании в настоящем документе, в описании и в формуле ʺилиʺ следует понимать в том же значении, что и ʺи/илиʺ, как определено выше. Например, при разделении элементов в списке, ʺилиʺ или ʺи/илиʺ следует истолковывать как включающие, то есть, как включение по меньшей мере одного, но также включение более, чем одного, из множества или списка элементов, и, необязательно, дополнительных неперечисленных предметов. Только термины, явно указывающие на противоположное, например, ʺтолько один изʺ или ʺстрого один изʺ или, при использовании в формуле, ʺсостоящий изʺ относятся к включению строго одного элемента из множества или списка элементов. В целом термин ʺилиʺ при использовании в настоящем документе следует истолковывать в исключающем смысле (то есть ʺодин или другой, но не обаʺ) только в том случае, когда ему предшествуют термины исключения, например, ʺкаждыйʺ, ʺодин изʺ, ʺтолько один изʺ или ʺстрого один изʺ.
[0055] При использовании в настоящем документе, в описании и в формуле, фразу ʺпо меньшей мере одинʺ в отношении списка из одного или более элементов следует понимать в значении по меньшей мере один элемент, выбранный из любого одного или более элементов в списке элементов, но необязательно включающих в себя по меньшей мере один из каждого и всякого элемента, явно перечисленного в списке элементов, и не исключающих любых сочетаний элементов в списке элементов. Это определение также допускает, что могут дополнительно иметься элементы, отличные от элементов, явно указанных в списке элементов, к которым относится фраза ʺпо меньшей мере одинʺ, независимо от того, имеют отношение эти элементы к явно указанным элементами или нет.
[0056] Следует также понимать, что, если явно не указано иное, в любых способах, заявленных в настоящем документе, которые включают в себя более одного этапа или действия, порядок этапов или действий способа не обязательно ограничивается порядком, в котором указанные этапы или действия способа изложены.
[0057] В формуле, а также в вышеприведенном описании, все переходные фразы, такие как ʺсодержащийʺ, ʺвключающий в себяʺ, ʺнесущийʺ, ʺимеющийʺ, ʺсодержащийʺ, ʺвмещающий в себяʺ, ʺзаключающий в себяʺ, ʺсоставленный изʺ и подобные должны пониматься как открытые, то есть, означать включение в себя, но не ограничение. Только переходные фразы ʺсостоящий изʺ и ʺсостоящий исключительно из ʺ являются соответственно закрытыми или полузакрытыми.
[0058] Хотя в настоящем документе описаны и проиллюстрированы некоторые варианты осуществления изобретения, специалистам в данной области техники легко представить себе множество других средств и/или конструкций для выполнения функции и/или получения результатов и/или одного или более преимуществ, описанных в настоящем документе, и каждое из таких изменений и/или модификаций считается находящимся в пределах объема вариантов осуществления изобретения, описанных в настоящем документе. В более широком виде, специалисты в данной области техники легко поймут, что все параметры, размеры, материалы и/или конфигурации приведены только в качестве примера и что фактические параметры, размеры, материалы и/или конфигурации зависят от конкретного применения или применений, для которых используются идеи изобретения. Специалисты в данной области техники поймут или смогут установить тривиальным опытным путем многие эквивалентны частных вариантов осуществления, описанных в настоящем документе. Поэтому должно быть понятно, что вышеприведенные варианты осуществления представлены исключительно для примера и что в пределах объема приложенной формулы и ее эквивалентов варианты осуществления изобретения могут применяться иным образом, чем явно описано и заявлено. Варианты осуществления настоящего раскрытия направлены на каждый отдельный признак, систему, изделие, материалы, комплект и/или способ, описанный в настоящем документе. Кроме того, любое сочетание двух или более таких признаков, систем, изделий, материалов, комплектов и/или способов, если только такие признаки, системы, изделия, материалы, комплекты и/или способы, не являются взаимно несовместимыми, включено в объем настоящего раскрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2717582C2 |
| КОНСТРУКЦИИ ГОЛОВКИ ЗУБНОЙ ЩЕТКИ | 2016 |
|
RU2721512C2 |
| БЛОК ЧИСТЯЩЕЙ ГОЛОВКИ | 2016 |
|
RU2707694C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2606710C1 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2603561C1 |
| ЗУБНАЯ ЩЕТКА С УЛУЧШЕННЫМ ЧИСТЯЩИМ ДЕЙСТВИЕМ | 2004 |
|
RU2364306C2 |
| ЗУБНАЯ ЩЕТКА С УЛУЧШЕННЫМ ЧИСТЯЩИМ ДЕЙСТВИЕМ | 2004 |
|
RU2485875C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА, ИМЕЮЩЕЕ ДАТЧИК ДАВЛЕНИЯ, И СПОСОБ ВЫПОЛНЕНИЯ ТАКОГО УСТРОЙСТВА | 2013 |
|
RU2614616C2 |
| УЗЕЛ ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2781101C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2010 |
|
RU2539322C2 |
Чистящая головка (32), включающая в себя: опорный участок (42) шейки (40) щетки; множество щетиночных пучков (21), каждый из которых содержит множество щетиночных нитей, имеющих проксимальный конец (23) и свободный конец (25), при этом каждый из множества щетиночных пучков содержит головной участок (26) проксимального конца, полученный с первой формой путем расплавления в пресс-форме; и эластомерную матрицу (30), содержащую по меньшей мере участок жесткой шейки щетки и головные участки проксимального конца, при этом первая форма головного участка проксимального конца выполнена с возможностью взаимодействия с эластомерной матрицей, так что щетиночные пучки удерживаются в эластомерной матрице. 6 з.п. ф-лы, 13 ил.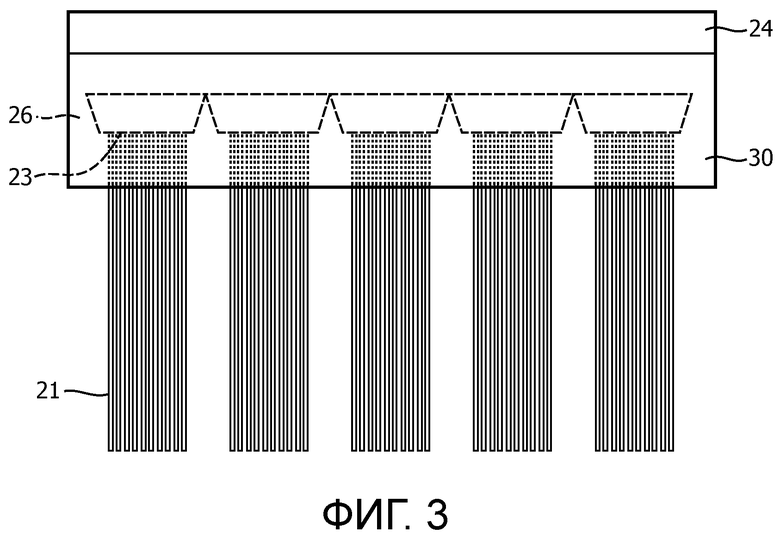
1. Способ изготовления чистящей головки щетки, включающий этапы, на которых:
размещают проксимальный конец каждого из множества щетиночных пучков в пресс-форму, при этом пресс-форма содержит множество полостей, каждая из которых выполнена с возможностью размещения по меньшей мере одного из множества щетиночных пучков;
воздействуют нагреванием на каждый из проксимальных концов щетиночных пучков при температуре и на расстоянии, достаточных для по меньшей мере частичного расплавления проксимального конца щетиночных пучков для создания головного участка проксимального конца, при этом каждая из полостей дополнительно выполнена с возможностью по меньшей мере частично придавать форму головному участку проксимального конца, когда он по меньшей мере частично расплавлен;
удаляют по меньшей мере участок пресс-формы, при этом удаление пресс-формы открывает головной участок проксимального конца из множества щетиночных пучков; и
формуют термопластический эластомер для создания эластомерной матрицы, в которой по меньшей мере частично размещаются по меньшей мере участок опорного участка шейки щетки и головные участки проксимального конца.
2. Способ по п. 1, дополнительно содержащий этап, на котором удаляют, после этапа формования, остальной участок пресс-формы.
3. Способ по п. 1, дополнительно содержащий этап, на котором располагают опорный участок шейки щетки вблизи головных участков проксимального конца.
4. Способ по п. 1, в котором пресс-форма дополнительно содержит один или более каналов между по меньшей мере некоторыми из полостей, при этом каналы выполнены с возможностью размещения по меньшей мере участка расплавленного щетиночного пучка на этапе воздействия нагреванием.
5. Способ по п. 1, в котором по меньшей мере участок каждой из полостей пресс-формы содержит трапециевидную форму.
6. Способ по п. 1, в котором по меньшей мере участок каждой из полостей пресс-формы содержит u-образную форму.
7. Способ по п. 1, в котором головные участки проксимального конца двух или более соседних щетиночных пучков взаимно соединены.
| US 2008168613 A1, 17.07.2008 | |||
| WO 2004080238 A1, 23.09.2004. |

